EP1908538A1 - Dispositif pour vriller une pièce métallique - Google Patents
Dispositif pour vriller une pièce métallique Download PDFInfo
- Publication number
- EP1908538A1 EP1908538A1 EP06121696A EP06121696A EP1908538A1 EP 1908538 A1 EP1908538 A1 EP 1908538A1 EP 06121696 A EP06121696 A EP 06121696A EP 06121696 A EP06121696 A EP 06121696A EP 1908538 A1 EP1908538 A1 EP 1908538A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- strip
- chuck
- sliding
- winding apparatus
- coil winding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F7/00—Twisting wire; Twisting wire together
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D11/00—Bending not restricted to forms of material mentioned in only one of groups B21D5/00, B21D7/00, B21D9/00; Bending not provided for in groups B21D5/00 - B21D9/00; Twisting
- B21D11/14—Twisting
Definitions
- the present invention relates to a coil winding apparatus for forming an elongate strip into an elongate helically wound coil, each strip having two parallel long edges interconnected by two parallel short edges.
- Spiral shaped coils are used in a vast number of industrial applications, such as in heat exchange condensers in condenser boiler systems.
- a strip of malleable metal is normally held fast at one end as the other end is manual wound.
- the manual processing of these coils is particularly time consuming and tabour intensive and the industrial manufacture of such coils using the same principle poses other problems. These include that as the strip is being twisted it has a tendency to collapse in on itself as a result of the uneven tension that is being applied at the ends of the strip as it is being tested.
- the term 'comprise' may, under varying jurisdictions be provided with either an exclusive or inclusive meaning.
- the term comprise shill have an inclusive meaning - i.e that it may be taken to mean an inclusion of not only the listed components it directly references, but also other non-specified components. Accordingly, the term 'comprise' is to be attributed with as broader interpretation as possible within any given jurisdiction and this rational should also be used when the terms 'comprised' and/or 'comprising' are used.
- a coil winding apparatus for forming an elongate strip into an elongate helically wound coil, each strip having two parallel long edges interconnected by two parallel short edges characterised in that the apparatus comprises a sliding chuck for gripping a proximal end of the strip spaced apart from a rotating chuck for gripping a distal end of the strip and means for simultaneously moving the sliding chuck a predetermined distance towards the rotating chuck as the rotating chuck is rotated to form the coil,
- the present invention will provide a more time and labour efficient means for manufacturing such spiral shaped coils which overcomes the problems with prior art machines.
- the apparatus further comprises a strip dispenser for housing a plurality of strips, which strip dispenser comprises means for transferring each strip individually from the dispenser so that an end of the strip is positioned in each chuck.
- the sliding chuck and the rotating chuck each have a U-shaped seating slot forming an open mouth having a top wall and a bottom wall spaced apart by a back and means for aligning the open mouths in the chucks so that each strip to can be gripped there between.
- the means for aligning the open mouths in the chucks will ensure that the ends of the strips will be properly aligned prior to being twisted.
- the apparatus further comprises clamping means for releasably engaging each end of the strip within the slot formed in each chuck.
- Suitable formed clamps will ensure that the ends of the strips are securely gripping during twisting.
- the clamping means comprises a locking arm which extends into each slot and means to pivot the locking arm in the slot so that it clamps the end of the strip against the bottom wall of the slot,
- the rotating chuck is fixed to a rotating arm which rotates to wind the distal end of the strip, the rotating arm further comprising means for tensioning the strip when it is clamped between the chucks.
- the sliding chuck is fixed to a proximal end of a sliding arm, the sliding arm being actuated to slide horizontally to move the sliding chuck towards the rotating chuck,
- the apparatus further comprises control means for setting the horizontal sliding distance of the sliding arm.
- the sliding arm comprises a longitudinally extending through bore, each strip being transferred to the chucks from the strip dispenser along the bore and through a strip receiving slit which extends through the back wall of the sliding chuck.
- the apparatus further comprises discharge means for moving the coil formed out of the chucks.
- the discharge means comprises a split tube device which is formed from at least one pair of hingedly connected substantially U-shaped tube halves.
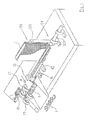
- a coil winding apparatus indicated generally by the reference numeral 1, for forming an elongate strip 2 into an elongate helically wound coil 7 (see Fig. 2).
- Each strip 2 has two parallel long edges 3 interconnected by two parallel short edges 4.
- the apparatus 1 comprises a sliding chuck to for gripping a proximal end, indicated generally by the reference numeral 5, of the strip 2 and a rotating chuck 12 for gripping a distal end, indicated general by the reference numeral 6, of the strip 2, Also shown is means, indicated general by the reference numeral 14, for simultaneously moving the sliding chuck 10 a predetermined distance towards the rotating chuck 12 as the rotating chuck 12 is rotated to form the coil 7.
- a strip dispenser for housing a plurality of strips 2.
- the strip dispenser 120 comprises means, indicated generally the reference numeral 121, for transferring each strip 2 individually from the dispenser 120 so that each end 5,6 of the strip 2 is positioned in each chuck 10,12.
- the dispenser 120 comprises a vertical strip enclosure 123 in which are mounted a plurality of strips 2, one on top of the other. In use, the bottom most strip 2 in the enclosure 123 is displaced along its length by a dispenser ram 122 which pushes the strip into the chucks 10,12.
- Fig. 3 is a diagrammatic showing a chuck 10,12, which chuck 10,12 comprises a U-shaped seating slot, indicated generally by the reference numeral 22, forming an open mouth having a top wall 24 and a bottom wall 26 spaced apart by a back wall 28. Fixed to the bottom wall 26 is a serrated block 30 upon which the end of the strip 2 is seated. With reference again to Fig. 1 there is also shown means, indicated generally by the reference numeral 130, for aligning the open mouths in the chucks 10, 12 so that each strip 2 can be gripped there between. In the instance shown, the means 130 comprises a ram 132 which actuates a lever 135 mounting a stop 134.
- the ram 132 pivots the lever 135 to in turn pull the stop 134 into a receiving notch in a sprocket wheel 136 to stop the rotating chuck 12 from rotating.
- the sprocket wheel 136 is rotated by a drive motor (not shown) to rotate a rotating arm 40 to which is fixed the rotating chuck 12.
- the stopping position of the slot 22 in the rotating chuck 12 can be controlled as squired.
- clamping means indicated generally by the reference numeral 99, for releasably engaging each end 5,6 of the strip 2 within the slot 22 formed in each chuck 10,12.
- the clamping means 99 comprises a locking arm 100 which extends into each slot 22 and means (not shown) to pivot the locking arm 100 in the slot 22 so that it clamps the end 5.6 of the strip 2 against the bottom wall 26 of the slot 22. or in the instance shown, the serrated block 30.
- Figs. 4 to 6 show the coil winding apparatus of Fig. 1, again identified by the same reference numeral 1, with parts similar to those described already identified by the same reference numeral
- the rotating chuck 12 is fixed to one end of the rotates arm, indicated generally by the reference numeral 40, which rotates to wind the distal end 6 of the strip 2.
- the rotating arm 40 comprises an inner shaft 42 which is slidable relative to a concentric outer shaft 44.
- means, indicated generally by the reference numeral 46 for tensioning the strip 2 when it is clamped between the chucks 10,12.
- means 46 comprises a linkage 48 to the locking arm 100, which linkage 48 is mounted on one end of the inner shaft 42 through a slot 50 cut in the corresponding end of the outer shaft 44.
- the other end of the inner shalt 42 terminates in an end bearing 52 mounted on a rigid block 54 which is pivotally connected intermediate the ends of a lever arm 56.
- the lever arm 56 is in turn pivotally connected at one end to a lever arm ram 58 and to a pivotal connection 60 at the other end.
- actuation of the ram 58 will cause the lever arm 56 to pivot and pull the end bearing 52 and therefore the inner shaft 42 in the direction indicated generally by the arrow B.
- Such movement will cause the locking arm 100 to pivot in the direction of the arrow B so as to clamp the end of the strip within the chuck 12. Further slight adjustment of the inner shaft 42 in the direction of the arrow B may also then be made to further tension the clamped strip 2.
- the sliding chuck 10 is fixed to a proximal end, indicated generally by the reference numeral 64, or a sliding arm 62, which sliding arm 62 is actuated to slide horizontally to move the sliding chuck 10 towards, the rotating chuck 12.
- the sliding arm 62 further comprises control means, indicated gener-tilly by the reference numeral 66, for setting the horizontal sliding distance of the sliding arm 62.
- the control means 66 comprises a block 70, and on which block 70 is pivotal mounted a cam 72 which is operable by a cam pivot ram 74.
- the block 70 bears against a fixed collar 76 within which the sliding arm 62 is slidable, and which is mounted between the block 70 and the distal end 67 of the sliding arm 62.
- a ram 78 pivotally connected to a link arm 80, the ram 78 actuating the link arm 80 to exert a constant pushing force on the end of the siding arm 62 in the direction indicated generally by the arrow C.
- the control means 66 operates to permit movement of the siding arm 62 under the force being applied by the ram 78. Accordingly, when the ram 74 is actuated it causes the cam 72 and the block 70 to move, which in turn allows the sliding arm 62 to move horizontally towards the rotating chuck 12.
- the pressure exerted by the rams 74,78 is reversed to return the sliding arm 62 to its initial position so that the block 70 is adjacent the fixed collar 76 so that the next coil can be formed.
- ram 68 which is pivotally connected to the locking arm 100, actuation of the ram 68 causing the locking arm 100 to pivot and clamp the end of the strip 2 within the chuck 10.
- the strip dispenser 120 is mounted adjacent the distal end 67 of the sliding arm 62.
- the sliding arm 62 also comprises a longitudinally extending through bore 82 and each strip 2 is transferred from the dispenser 120 to the chucks 10,12 along the bore 82 and through a strip receiving slit 84 (see Fig. 7) which extends through the back wall 28 of the sliding chuck 10.
- the apparatus 1 further comprises discharge means, indicated generally by the reference numeral 16, for moving the coil, when formed, out of the chucks 10, 12. Also shown is a receiving receptacle 16 which is positioned beneath the chucks 10, 12 and into which the formed coil are deposited by the discharge means 16 once removed out of the chucks 10, 12.
- the discharge means 16 comprises a split tube device 20 which is formed from two pairs of hingedly connected substantial U-shaped tube halves 21. Initially, whilst the coil 7 is being formed the tube halves 21 are in a closed position, as shown in Fig. 1.
- the split tube device 20 is then moved by a ram (not shown) in the direction indicated generally by the arrow A to effectively grip the coil 7 intermediate its ends 5,6 and to slide the coil 7 formed out of the chucks 10,12.
- the tube halves 21 are then opened and the coil 7 is released.
- a receptacle 18 may be appropriately positioned to receive the coil 7 when it is released,
- the tube halves 21 are then closed and the split tube device 20 returns to its initial starting position between the chucks 10.12.
- a coil 7 is formed as follows. Initially, at step (a) the slots 22 in the sliding chuck 10 and the rotating chuck 12 are aligned. At step (b) a strip 2 is inserted via a through slit 84 in the base wall of the sliding chuck 10 so that it is positioned between chucks 10.12. At step (c) the sliding clamp 10 and the rotating clamp 1.2 are actuated to grip the end of the strip 2, and the rotating clamp 12 places a tension on the strip 2. At step (d) the sliding clamp 10 simultaneously moves in towards the rotating clamp 12 as the rotating clamp 12 is rotated to form the coil 7. Finally, at step (e) the split tube 20 is operated to remove the formed coil from the chucks 10,12 which is then deposited into a receptacle 18 positioned beneath the chucks 10,12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacture Of Motors, Generators (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Silicates, Zeolites, And Molecular Sieves (AREA)
- Conductive Materials (AREA)
- Wire Processing (AREA)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06121696A EP1908538B1 (fr) | 2006-10-03 | 2006-10-03 | Dispositif pour vriller une pièce métallique |
| DE602006011901T DE602006011901D1 (de) | 2006-10-03 | 2006-10-03 | Vorrichtung zum Wringen eines metallischen Teiles |
| AT06121696T ATE455606T1 (de) | 2006-10-03 | 2006-10-03 | Vorrichtung zum wringen eines metallischen teiles |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06121696A EP1908538B1 (fr) | 2006-10-03 | 2006-10-03 | Dispositif pour vriller une pièce métallique |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1908538A1 true EP1908538A1 (fr) | 2008-04-09 |
| EP1908538B1 EP1908538B1 (fr) | 2010-01-20 |
Family
ID=37692658
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06121696A Active EP1908538B1 (fr) | 2006-10-03 | 2006-10-03 | Dispositif pour vriller une pièce métallique |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1908538B1 (fr) |
| AT (1) | ATE455606T1 (fr) |
| DE (1) | DE602006011901D1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115464529A (zh) * | 2022-08-26 | 2022-12-13 | 浙江德威不锈钢管业股份有限公司 | 一种在线方管制管及传输系统 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE179407C (fr) * | ||||
| DE1031613B (de) * | 1953-03-09 | 1958-06-04 | Phoenix Rheinrohr Ag | Drillkopf fuer runde oder profilierte Staebe mit selbsttaetiger Spannwirkung |
| US3067800A (en) * | 1960-03-15 | 1962-12-11 | Gogan Joseph | Torsion bar presetting machine |
| US3267714A (en) * | 1963-11-14 | 1966-08-23 | William O Phillips | Metal twisting apparatus |
| US4026137A (en) * | 1976-04-19 | 1977-05-31 | Scroggins Henry L | Twisting and bending machine for elongated metallic strips |
| JPS58196123A (ja) * | 1982-05-12 | 1983-11-15 | Sekisui Prefab Homes Ltd | 装飾金物加工機 |
-
2006
- 2006-10-03 EP EP06121696A patent/EP1908538B1/fr active Active
- 2006-10-03 AT AT06121696T patent/ATE455606T1/de not_active IP Right Cessation
- 2006-10-03 DE DE602006011901T patent/DE602006011901D1/de active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE179407C (fr) * | ||||
| DE1031613B (de) * | 1953-03-09 | 1958-06-04 | Phoenix Rheinrohr Ag | Drillkopf fuer runde oder profilierte Staebe mit selbsttaetiger Spannwirkung |
| US3067800A (en) * | 1960-03-15 | 1962-12-11 | Gogan Joseph | Torsion bar presetting machine |
| US3267714A (en) * | 1963-11-14 | 1966-08-23 | William O Phillips | Metal twisting apparatus |
| US4026137A (en) * | 1976-04-19 | 1977-05-31 | Scroggins Henry L | Twisting and bending machine for elongated metallic strips |
| JPS58196123A (ja) * | 1982-05-12 | 1983-11-15 | Sekisui Prefab Homes Ltd | 装飾金物加工機 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115464529A (zh) * | 2022-08-26 | 2022-12-13 | 浙江德威不锈钢管业股份有限公司 | 一种在线方管制管及传输系统 |
| CN115464529B (zh) * | 2022-08-26 | 2024-02-27 | 浙江德威不锈钢管业股份有限公司 | 一种在线方管制管及传输系统 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE602006011901D1 (de) | 2010-03-11 |
| EP1908538B1 (fr) | 2010-01-20 |
| ATE455606T1 (de) | 2010-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2137073B1 (fr) | Procédé et appareil de fixation de l'extrémité de queue du film d'emballage de charges palettisées | |
| EP0663189B1 (fr) | Dispositif à rétreindre une aiguille chirurgicale et un fil de suture | |
| DE69505767T2 (de) | Verfahren und Vorrichtung für eine Umschnürungsmaschine | |
| CN101542656B (zh) | 线圈取出或者取出成形的方法或者装置 | |
| EP2565992B1 (fr) | Dispositif et procédé d'amenée d'extrémités de câble vers des unités de confection | |
| EP0558084A1 (fr) | Procédé et appareil pour encercler un ou plusieurs articles | |
| JPH06220782A (ja) | ケーブル加工機のためのケーブル供給及び変更装置 | |
| US10756528B2 (en) | Thermal sleeve applicator | |
| EP1908538B1 (fr) | Dispositif pour vriller une pièce métallique | |
| US5778945A (en) | Automatic wire twister | |
| US4439919A (en) | Automatic lead making apparatus | |
| DE3736191A1 (de) | Vorrichtung und verfahren zum bearbeiten eines fadens einer fadenspule | |
| IES20060723A2 (en) | A coil winding apparatus | |
| IES84666Y1 (en) | A coil winding apparatus | |
| JPH07211427A (ja) | 電線加工機における電線矯正装置 | |
| JPH03103056A (ja) | リード線仕上げ方法、リード線矯正方法、リード線矯正装置およびリード線捕捉装置 | |
| US7036410B2 (en) | Transversely cutting and conveying a web | |
| EP0029325B2 (fr) | Machine de fermeture automatique pour peaux de saucisses | |
| US5887778A (en) | Method of and apparatus for welding surgical needle stock to a metal tape | |
| US4571803A (en) | Fabrication apparatus for cushioned line support | |
| JPS62157182A (ja) | 管状スリ−ブの自動取扱い装置 | |
| JP3187451B2 (ja) | 線条体の巻付け装置 | |
| US20040205945A1 (en) | Apparatus and method for removing remnant material from a bobbin | |
| EP0439810B2 (fr) | Procédé et dispositif pour le démarrage et l'achèvement du bobinage automatique d'un fil métallique sur des bobines. | |
| US3768361A (en) | Apparatus for processing flexible metallic conduit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20081003 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20081121 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 602006011901 Country of ref document: DE Date of ref document: 20100311 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100120 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100520 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100520 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100421 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100420 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 |
|
| 26N | No opposition filed |
Effective date: 20101021 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101031 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101102 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110630 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602006011901 Country of ref document: DE Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100721 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20101003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100120 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20251024 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20251015 Year of fee payment: 20 |