EP1902634A2 - A machine for manufacturing cigarette filters - Google Patents
A machine for manufacturing cigarette filters Download PDFInfo
- Publication number
- EP1902634A2 EP1902634A2 EP07116468A EP07116468A EP1902634A2 EP 1902634 A2 EP1902634 A2 EP 1902634A2 EP 07116468 A EP07116468 A EP 07116468A EP 07116468 A EP07116468 A EP 07116468A EP 1902634 A2 EP1902634 A2 EP 1902634A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine
- filter material
- strip
- air
- flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/027—Multiple line manufacturing devices
Definitions
- the present invention relates to a machine for manufacturing cigarette filters.
- machines utilized in the tobacco industry include cigarette filter makers that operate by forming continuous streams of filter material, drawn from compacted bales of fibrous filter tow held in magazines positioned upstream of the production line.
- One or more streams of the filter tow are pulled from the bales and advanced each along a respective mechanical and chemical treatment line, undergoing a sequence of steps designed ultimately to produce long continuous filter rods.
- each stream is directed through a stretching unit and thereafter through pairs of rollers by which it is advanced and compacted as a continuous web of filter material.
- a blower unit Located downstream of the rollers is a blower unit that serves to augment the volume of the tow, converting the stream of material drawn from the bale into a web of constant width, and spreading and separating the tow strands so that a uniform and consistent distribution is obtained across the full width of the advancing material, in order to obtain webs of constant density.
- the continuous web is caused to pass through a chemical treatment unit by which the filter material is impregnated with substances designed to give it a required plasticity.
- Machines of conventional type are also equipped with an extraction system located upstream of the chemical treatment unit, serving to eliminate any volatile particles of filter material.
- an extraction system located upstream of the chemical treatment unit, serving to eliminate any volatile particles of filter material.
- the object of the present invention is to provide a machine for manufacturing cigarette filters that will be unaffected by the drawbacks mentioned above.
- the object of the invention is to provide a cigarette filter maker in which fluff particles generated by mechanical processing of the filter material can be eliminated without affecting the feed motion and structure of the advancing web.
- numeral 1 denotes a machine for manufacturing cigarette filters, in accordance with the present invention.
- the machine 1, or filter maker is of the type equipped with two garniture sections 2 on which to fashion respective continuous filter rods 3, each garniture section 2 served by a relative processing line 4 along which a continuous web or strip 5 of filter material is caused to advance.
- Each line 4 presents an infeed station 6 through which to direct two streams 7 of fibrous tow drawn from respective magazines 8 containing bales of the filter material.
- Each stream 7 of tow is pulled forward by the rollers 9 of a drive unit 10 positioned at the aforementioned infeed station 6.
- the two streams 7 of tow advance along respective lines 4, following a substantially horizontal and predetermined feed path "P", through a processing device 11 that comprises a pair of contrarotating and superposed rollers 12 by which the fibrous tow is formed into a continuous web or strip 5 of filter material.
- the device 11 can be equipped with a blower element 13 of conventional type, by which the webs 5 are invested with air to the end of augmenting their volume.
- the processing device 11 is housed internally of a duct 14a aligned on a predominating axis that extends parallel to the feed path "P".
- the duct 14a is created between a bulkhead presented by the frame of the machine 1, and an openable guard.
- the duct 14a in its turn delimits a chamber denoted 14, to be described more fully in due course, enclosed and contiguous to a chemical treatment station 15 located downstream of the processing device 11, from which it is separated by a dividing baffle 16.
- the baffle 16 in question presents two openings 17 through which the webs or strips 5 of filter material are able to pass from the enclosing chamber 14 to the chemical treatment station 15.
- the webs or strips 5 are impregnated with chemical additive substances of familiar type designed to give the filter material a required plasticity.
- Each of the lines 4 is connected to a respective garniture section 2 by way of a conventional shaping unit 18 positioned immediately downstream of the chemical treatment station 15, such as will take up a relative web or strip 5 from the relative line 4 and gather the strands of filter material to form a rope that is fed to the relative garniture section 2 above a web of paper 19, the paper being gummed previously at a gumming station 20 and thereupon wrapped around the rope in conventional manner to produce the continuous filter rod 3.
- a conventional shaping unit 18 positioned immediately downstream of the chemical treatment station 15, such as will take up a relative web or strip 5 from the relative line 4 and gather the strands of filter material to form a rope that is fed to the relative garniture section 2 above a web of paper 19, the paper being gummed previously at a gumming station 20 and thereupon wrapped around the rope in conventional manner to produce the continuous filter rod 3.
- the machine is equipped along the runout of the garniture sections 2 with a station 21 at which the density of the filter rods 3 is tested, and a cutter head 22 by which the selfsame rods 3 are divided into respective successions of filter sticks (not illustrated).
- the machine 1 further comprises means, denoted 23, by which to deliver a flow "F” of air circulating internally of the enclosing chamber 14 and around the feed path "P".
- the webs or strips 5 of filter material advancing through the enclosing chamber 14 are not invested by the flow "F" of air, which circles around the webs or strips 5, remaining tangential to the internal wall 24.
- the internal wall 24, also substantially tubular in appearance, is composed of a lower portion 25 and an upper portion 26.
- the two portions 25 and 26 each present a cross sectional profile substantially of "U" outline, creating respective concave faces 25a and 26a directed one toward another and both toward the continuous web or strip 5 of filter material
- Each portion 25 and 26 also presents respective corner areas 27 of coved profile serving to ensure that the air flow "F" does not become detached from the internal wall 24 at these same corner areas 27.
- the coved corner areas 27 having a particularly accentuated curvature are fitted with deflectors 27a that help to guide the flow of air smoothly along the internal wall 24.
- the enclosing chamber 14 is of a type that can be opened so as to allow inspection or servicing inside when necessary, as discernible in figure 4, which shows an access door 14b that can be opened by rotation on a hinge axis denoted C (indicated by a point in the view of figure 4).
- the rounded profile of the coved corner areas 27 is instrumental in maintaining a laminar flow "F" of air and avoiding localized pockets of turbulence or stagnation that could affect the webs or strips 5 of filter material.
- the lower portion 25 and the upper portion 26 are interfaced separably and in such a way that an operator can remove the upper portion 26 to access the inside of the chamber 14. Moreover, the two portions 25 and 26 combine to create a rectilinear segment 28 placed transversely to the longitudinal plane occupied by the webs or strips 5 of material and extending alongside.
- a box 29 Positioned in close proximity to the lower portion 25 is a box 29 extending along the aforementioned rectilinear segment 28, preferably below the level of the webs or strips 5.
- the box 29 extends along the full length of the chamber 14 and presents a rectangular cross sectional profile of which a first surface 29a extends transversely to the rectilinear segment 28.
- the surface 29a in question creates a deflecting channel placed in the path of the air flow entering the chamber 14.
- the air is directed into the chamber 14 by the deflecting channel along a direction such that the flow will skim the rectilinear segment 28, with no draught projected toward the middle of the chamber 14.
- the delivery means 23 producing the flow "F" of air comprise a motor 29b connected to the box 29 and driving a rotor (not indicated in the drawings) housed in the selfsame box 29.
- the rotor In operation, the rotor generates an airstream passing through an outlet vent 30 presented by the first surface 29a mentioned previously, and associated with the deflector channel (see figures 5 and 6).
- the outlet vent 30 extending the full length of the chamber 14 as aforementioned, parallel to the webs or strips 5 of filter material, the airstream can be directed parallel with and across the entire expanse of the rectilinear segment 28.
- the delivery means 23 further comprise an inlet vent 31 afforded by the rectilinear segment 28, below the level of the box 29, also extending the full length of the chamber 14.
- the inlet vent 31 is associated with a vacuum pump denoted 31a, conventional in embodiment and therefore not described in detail.
- the inlet vent 31 is positioned substantially perpendicular to the direction of the air flow (see figure 4 and 6), so that the flow of air can be extracted without being diverted from its path "A".
- the inlet vent 31 comprises a ducting baffle 31b and a dividing baffle 31c designed to ensure that the flow of air exiting the chamber 14 cannot collide with the flow of air entering the chamber 14 (see figures 4 and 6).
- the inlet vent 31 might also be associated with a collection vessel (also conventional, and therefore not illustrated) into which volatile particles entrained and transported by the flow "F" can be directed.
- the flow "F" described above and illustrated in the drawings will consist preferably in a flow of air ionized by an electrical conductor in familiar manner, so that volatile particles of tow shed during the passage of the webs or strips 5 of filter material through the enclosing chamber 14 will be more easily attracted and retained.
- the flow "F" of air serves to remove the particles in question, and to prevent them from infiltrating the chemical treatment station 15 by way of the openings 17 in the dividing baffle 16.
- the feed motion of the continuous webs or strips 5 of filter material is unaffected by the flow "F" of air, with the flow generated as a tubular loop encircling the selfsame webs 5.
- the advantage derives from the fact that the flow is laminar, and follows the profile of the internal wall 24 without creating pockets of turbulence or stagnation by which the webs 5 could be affected.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
Description
- The present invention relates to a machine for manufacturing cigarette filters.
- Conventionally, machines utilized in the tobacco industry include cigarette filter makers that operate by forming continuous streams of filter material, drawn from compacted bales of fibrous filter tow held in magazines positioned upstream of the production line.
- One or more streams of the filter tow are pulled from the bales and advanced each along a respective mechanical and chemical treatment line, undergoing a sequence of steps designed ultimately to produce long continuous filter rods.
- In particular, each stream is directed through a stretching unit and thereafter through pairs of rollers by which it is advanced and compacted as a continuous web of filter material.
- Located downstream of the rollers is a blower unit that serves to augment the volume of the tow, converting the stream of material drawn from the bale into a web of constant width, and spreading and separating the tow strands so that a uniform and consistent distribution is obtained across the full width of the advancing material, in order to obtain webs of constant density.
- Thereafter, the continuous web is caused to pass through a chemical treatment unit by which the filter material is impregnated with substances designed to give it a required plasticity.
- Finally, the web undergoes a further mechanical operation whereby the strands are gathered and bunched to form a rope.
- Machines of conventional type are also equipped with an extraction system located upstream of the chemical treatment unit, serving to eliminate any volatile particles of filter material. In effect, it happens that during the mechanical operations of blowing, stretching and forming the continuous web, the fibrous tow material sheds numerous lightweight particles, and whilst these are confined within the enclosure of the machine, they can still infiltrate other processing areas.
- For this reason, use is made of extraction units placed under the aforementioned rollers, so that light particles are prevented from being carried forward by the advancing web into the chemical treatment unit.
- The type of extraction system mentioned above presents significant drawbacks, however.
- In effect, the extraction draught interferes with the advance of the web of filter material, causing vibrations and malfunctions in the feed system.
- This drawback is attributable to the fact that, in addition to creating negative pressure beneath the web of filter material, the extraction air flow also generates numerous pockets of turbulence in the area around the web.
- Moreover, there is the fact that strands of the fibrous tow are caused to peel off by the force of the draught, resulting in damage to the web of material.
- Accordingly, the object of the present invention is to provide a machine for manufacturing cigarette filters that will be unaffected by the drawbacks mentioned above.
- In particular, the object of the invention is to provide a cigarette filter maker in which fluff particles generated by mechanical processing of the filter material can be eliminated without affecting the feed motion and structure of the advancing web.
- The stated objects are realized, according to the present invention, in a machine for manufacturing cigarette filters as characterized in any one or more of the appended claims.
- The invention will now be described in detail, by way of example, with the aid of the accompanying drawings, in which:
- figure 1 is a schematic view of a machine for manufacturing cigarette filters in accordance with the present invention, illustrated with certain parts cut away better to reveal others;
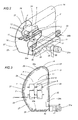
- figure 2 shows a detail of the machine illustrated in figure 1, seen in perspective with certain parts cut away better to reveal others;
- figure 3 shows the detail of figure 2, seen in elevation and in section;
- figure 4 shows the detail of figure 2 seen in elevation and in section, with certain parts omitted better to reveal others;
- figures 5 and 6 are enlarged details of figure 4.
- With reference to the drawings, numeral 1 denotes a machine for manufacturing cigarette filters, in accordance with the present invention.
- The machine 1, or filter maker, is of the type equipped with two
garniture sections 2 on which to fashion respectivecontinuous filter rods 3, eachgarniture section 2 served by arelative processing line 4 along which a continuous web orstrip 5 of filter material is caused to advance. Eachline 4 presents an infeed station 6 through which to direct twostreams 7 of fibrous tow drawn fromrespective magazines 8 containing bales of the filter material. - Each
stream 7 of tow is pulled forward by therollers 9 of adrive unit 10 positioned at the aforementioned infeed station 6. - Once beyond the
drive unit 10, the twostreams 7 of tow advance alongrespective lines 4, following a substantially horizontal and predetermined feed path "P", through aprocessing device 11 that comprises a pair of contrarotating and superposedrollers 12 by which the fibrous tow is formed into a continuous web orstrip 5 of filter material. In addition, thedevice 11 can be equipped with ablower element 13 of conventional type, by which thewebs 5 are invested with air to the end of augmenting their volume. - The
processing device 11 is housed internally of aduct 14a aligned on a predominating axis that extends parallel to the feed path "P". - The
duct 14a is created between a bulkhead presented by the frame of the machine 1, and an openable guard. Theduct 14a in its turn delimits a chamber denoted 14, to be described more fully in due course, enclosed and contiguous to achemical treatment station 15 located downstream of theprocessing device 11, from which it is separated by a dividingbaffle 16. Thebaffle 16 in question presents twoopenings 17 through which the webs orstrips 5 of filter material are able to pass from the enclosingchamber 14 to thechemical treatment station 15. - Internally of the
chemical treatment station 15, the webs orstrips 5 are impregnated with chemical additive substances of familiar type designed to give the filter material a required plasticity. - Each of the
lines 4 is connected to arespective garniture section 2 by way of aconventional shaping unit 18 positioned immediately downstream of thechemical treatment station 15, such as will take up a relative web orstrip 5 from therelative line 4 and gather the strands of filter material to form a rope that is fed to therelative garniture section 2 above a web ofpaper 19, the paper being gummed previously at agumming station 20 and thereupon wrapped around the rope in conventional manner to produce thecontinuous filter rod 3. - Finally, the machine is equipped along the runout of the
garniture sections 2 with astation 21 at which the density of thefilter rods 3 is tested, and acutter head 22 by which theselfsame rods 3 are divided into respective successions of filter sticks (not illustrated). - As illustrated to advantage in figure 2, the machine 1 further comprises means, denoted 23, by which to deliver a flow "F" of air circulating internally of the enclosing
chamber 14 and around the feed path "P". - Still in figure 2, and observing figures 3 and 4 (the latter with the
processing device 11 omitted better to illustrate the chamber 14), it will be seen that the flow "F" follows a predetermined and essentially circular path "A" corresponding to the shape of aninternal wall 24 by which the enclosingchamber 14 is delimited. - In this situation, the flow "F" of air assumes a substantially tubular configuration adjacent to the
internal wall 24, which consequently is skimmed by the flow, and compassing the entire longitudinal dimension of thechamber 14. - Importantly, the webs or
strips 5 of filter material advancing through the enclosingchamber 14 are not invested by the flow "F" of air, which circles around the webs orstrips 5, remaining tangential to theinternal wall 24. - The
internal wall 24, also substantially tubular in appearance, is composed of alower portion 25 and anupper portion 26. - The two
portions concave faces strip 5 of filter material - Each
portion respective corner areas 27 of coved profile serving to ensure that the air flow "F" does not become detached from theinternal wall 24 at thesesame corner areas 27. As illustrated to advantage in figure 4, and more especially in figure 5, the covedcorner areas 27 having a particularly accentuated curvature are fitted withdeflectors 27a that help to guide the flow of air smoothly along theinternal wall 24. - Observing figure 5, in particular, it will be seen how the
deflector 27a diverts the flow of air along theinternal wall 24 in such a way as to avoid a collision with thelower portion 25, which in certain embodiments will contain mechanical components isolated completely from the interior of the enclosingchamber 14, hence from the air flow. - To reiterate, the enclosing
chamber 14 is of a type that can be opened so as to allow inspection or servicing inside when necessary, as discernible in figure 4, which shows an access door 14b that can be opened by rotation on a hinge axis denoted C (indicated by a point in the view of figure 4). - In any event, the rounded profile of the coved
corner areas 27 is instrumental in maintaining a laminar flow "F" of air and avoiding localized pockets of turbulence or stagnation that could affect the webs orstrips 5 of filter material. - As mentioned previously, the
lower portion 25 and theupper portion 26 are interfaced separably and in such a way that an operator can remove theupper portion 26 to access the inside of thechamber 14. Moreover, the twoportions rectilinear segment 28 placed transversely to the longitudinal plane occupied by the webs orstrips 5 of material and extending alongside. - Positioned in close proximity to the
lower portion 25 is abox 29 extending along the aforementionedrectilinear segment 28, preferably below the level of the webs orstrips 5. - The
box 29 extends along the full length of thechamber 14 and presents a rectangular cross sectional profile of which afirst surface 29a extends transversely to therectilinear segment 28. - As illustrated in figure 4 and shown to better advantage in figure 6, the
surface 29a in question creates a deflecting channel placed in the path of the air flow entering thechamber 14. The air is directed into thechamber 14 by the deflecting channel along a direction such that the flow will skim therectilinear segment 28, with no draught projected toward the middle of thechamber 14. - The delivery means 23 producing the flow "F" of air comprise a
motor 29b connected to thebox 29 and driving a rotor (not indicated in the drawings) housed in theselfsame box 29. In operation, the rotor generates an airstream passing through anoutlet vent 30 presented by thefirst surface 29a mentioned previously, and associated with the deflector channel (see figures 5 and 6). With theoutlet vent 30 extending the full length of thechamber 14 as aforementioned, parallel to the webs orstrips 5 of filter material, the airstream can be directed parallel with and across the entire expanse of therectilinear segment 28. The delivery means 23 further comprise aninlet vent 31 afforded by therectilinear segment 28, below the level of thebox 29, also extending the full length of thechamber 14. - Thus, the flow "F" of air is delivered from the
outlet vent 30 and passes around the aforementioned circular path "A", arriving ultimately at theinlet vent 31. - To advantage, the
inlet vent 31 is associated with a vacuum pump denoted 31a, conventional in embodiment and therefore not described in detail. - In particular, the
inlet vent 31 is positioned substantially perpendicular to the direction of the air flow (see figure 4 and 6), so that the flow of air can be extracted without being diverted from its path "A". In the preferred embodiment of the drawings, theinlet vent 31 comprises aducting baffle 31b and a dividing baffle 31c designed to ensure that the flow of air exiting thechamber 14 cannot collide with the flow of air entering the chamber 14 (see figures 4 and 6). Theinlet vent 31 might also be associated with a collection vessel (also conventional, and therefore not illustrated) into which volatile particles entrained and transported by the flow "F" can be directed. - The flow "F" described above and illustrated in the drawings will consist preferably in a flow of air ionized by an electrical conductor in familiar manner, so that volatile particles of tow shed during the passage of the webs or
strips 5 of filter material through the enclosingchamber 14 will be more easily attracted and retained. - Accordingly, the flow "F" of air serves to remove the particles in question, and to prevent them from infiltrating the
chemical treatment station 15 by way of theopenings 17 in the dividingbaffle 16. - Advantageously, the feed motion of the continuous webs or
strips 5 of filter material is unaffected by the flow "F" of air, with the flow generated as a tubular loop encircling theselfsame webs 5. - The advantage derives from the fact that the flow is laminar, and follows the profile of the
internal wall 24 without creating pockets of turbulence or stagnation by which thewebs 5 could be affected. - Accordingly, the feed motion of the webs or
strips 5 remains undisturbed, thereby optimizing the process by which the cigarette filters are manufactured. - Furthermore, because the fibres making up the
continuous webs 5 of filter material are neither damaged nor separated by the air flow "F", their condition will favour the formation of acompact rod 3 with satisfactory filtering properties.
Claims (12)
- A machine for manufacturing cigarette filters, comprising at least one processing line (4) along which a continuous web or strip (5) of filter material is caused to advance, following at least one predetermined feed path (P) and passing through at least one processing device (11), the path (P) extending at least in part through a duct (14a) aligned on a predominating axis substantially parallel to the feed path (P),
characterized
in that it comprises means (23) by which to deliver a flow (F) of air circulating internally of the duct (14a) and around the feed path (P). - A machine as in claim 1, wherein the flow (F) of air describes a substantially closed loop around the feed path (P).
- A machine as in claim 1 or claim 2, wherein the duct (14a) delimits an enclosing chamber (14) in which to house the processing device (11), presenting an internal wall (24) directed toward the feed path (P) and skimmed by the flow (F) of air.
- A machine as in preceding claims, wherein the flow (F) of air is a flow of ionized air.
- A machine as in preceding claims, wherein delivery means (23) comprise an outlet vent (30) from which to emit a stream of air, extending internally of the duct (14a) along a direction substantially parallel to the feed path (P) followed by the continuous web or strip (5) of filter material.
- A machine as in claim 5, wherein delivery means (23) further comprise an inlet vent (31) through which to extract the stream of air, extending internally of the duct (14a) along a direction substantially parallel to the feed path (P) followed by the continuous web or strip (5) of filter material.
- A machine as in claim 6 where dependent on claim 3, wherein the internal wall (24) of the enclosing chamber (14) is tubular in appearance.
- A machine as in claim 7, wherein the enclosing chamber (14) comprises a lower portion (25) of which the cross sectional profile presents a "U" outline creating a concave face (25a) directed toward the continuous web or strip (5) of filter material, and an upper portion (26) of which the cross sectional profile likewise presents a "U" outline creating a concave face (26a) directed toward the continuous web or strip 5 of filter material.
- A machine as in claim 8, wherein the lower portion (25) and the upper portion (26) present coved internal corners furnished preferably with flow deflectors (27a).
- A machine as in preceding claims, wherein the continuous web or strip (5) of filter material passes through a processing device (11) comprising at least one pair of contrarotating and superposed rollers (12) by which the selfsame web or strip (5) is advanced toward a garniture section (2).
- A machine as in claim 3, further comprising a chemical treatment station (15) located downstream of the enclosing chamber (14) along the processing line (4), wherein the enclosing chamber (14) is separated from the chemical treatment station (15) by a dividing baffle (16) presenting at least one opening (17) affording a passage to the continuous web or strip (5) of filter material.
- A machine as in preceding claims, comprising two processing lines (4) along which to feed respective continuous webs or strips (5) of filter material advancing parallel one with another, each associated with a respective garniture section (2).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO20060647 ITBO20060647A1 (en) | 2006-09-20 | 2006-09-20 | MACHINE FOR THE PRODUCTION OF CIGARETTE FILTERS. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1902634A2 true EP1902634A2 (en) | 2008-03-26 |
| EP1902634A3 EP1902634A3 (en) | 2009-12-23 |
Family
ID=38828638
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07116468A Withdrawn EP1902634A3 (en) | 2006-09-20 | 2007-09-14 | A machine for manufacturing cigarette filters |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1902634A3 (en) |
| IT (1) | ITBO20060647A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2106709A1 (en) * | 2008-04-01 | 2009-10-07 | Hauni Maschinenbau AG | Device for transporting a filter tow |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2954036A (en) * | 1958-06-03 | 1960-09-27 | Olin Mathieson | Cellulosic sheet and filter, and process therefor |
| EP0941673A1 (en) * | 1998-03-13 | 1999-09-15 | Hauni Maschinenbau AG | Method and apparatus for the manufacturing of rod filter for rod-shaped article in the tobacco industry |
| DE10123351A1 (en) * | 2001-05-14 | 2002-12-05 | Rhodia Acetow Gmbh | Cigarette-filter production machine and method involve preparation, drawing and humidity supply appliances, with suction pipe and steam injector |
-
2006
- 2006-09-20 IT ITBO20060647 patent/ITBO20060647A1/en unknown
-
2007
- 2007-09-14 EP EP07116468A patent/EP1902634A3/en not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2954036A (en) * | 1958-06-03 | 1960-09-27 | Olin Mathieson | Cellulosic sheet and filter, and process therefor |
| EP0941673A1 (en) * | 1998-03-13 | 1999-09-15 | Hauni Maschinenbau AG | Method and apparatus for the manufacturing of rod filter for rod-shaped article in the tobacco industry |
| DE10123351A1 (en) * | 2001-05-14 | 2002-12-05 | Rhodia Acetow Gmbh | Cigarette-filter production machine and method involve preparation, drawing and humidity supply appliances, with suction pipe and steam injector |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2106709A1 (en) * | 2008-04-01 | 2009-10-07 | Hauni Maschinenbau AG | Device for transporting a filter tow |
Also Published As
| Publication number | Publication date |
|---|---|
| ITBO20060647A1 (en) | 2006-12-20 |
| EP1902634A3 (en) | 2009-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3010576A (en) | Apparatus for separating or winnowing tobacco and other like fibrous material | |
| DE2623547A1 (en) | DEVICE FOR FORMING A TOBACCO STRAND | |
| EP1364588B1 (en) | Arrangement and method for the formation of at least two tobacco rods in a cigarette rod making machine | |
| US3092117A (en) | Winnowing apparatus for cigarettemaking machines | |
| US3019793A (en) | Cigarette-making machines of the continuous rod type | |
| PL188570B1 (en) | Method of making filters for rod-like tobacco industry products | |
| RU2751950C1 (en) | Paper processing unit | |
| EP1468617B1 (en) | Method and apparatus for cleaning a cigarette maker | |
| US3589373A (en) | Cigarette making machine | |
| US5267576A (en) | Method of and apparatus for separating foreign objects from moving tobacco particles in a rod making machine | |
| US3095883A (en) | Continuous rod cigarette-making machines | |
| EP1902634A2 (en) | A machine for manufacturing cigarette filters | |
| EP2308328A1 (en) | Method for processing string-shaped waste from smoked products | |
| IT9021739A1 (en) | PROCEDURE AND DEVICE TO PRODUCE A LIST OF TOBACCO | |
| US6814080B2 (en) | Apparatus for making a tobacco rod | |
| DE10132760A1 (en) | Device for preparing a fiber strand of the tobacco processing industry | |
| JP2840302B2 (en) | Cigarette making machine and method for producing cigarette | |
| EP1825767B1 (en) | Strömungskörper einer Zigarettenstrangmaschine | |
| EP1325685B1 (en) | Apparatus and method for treating a strip of filter material in the tobacco industry | |
| US4041958A (en) | Apparatus for producing a continuous tobacco stream | |
| KR101853778B1 (en) | Tow cutter | |
| US3613692A (en) | Apparatus for building a continuous tobacco stream | |
| US5154190A (en) | Apparatus for building a tobacco stream | |
| JP2527772B2 (en) | Air guiding mechanism for cigarette continuum making machine in the tobacco processing industry | |
| DE102014018052A1 (en) | Apparatus for the recovery of smoking article waste |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100204 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20120403 |