EP1767458B1 - Method for preparing a moldable food item, preferably a dairy product, and the package for the same - Google Patents
Method for preparing a moldable food item, preferably a dairy product, and the package for the same Download PDFInfo
- Publication number
- EP1767458B1 EP1767458B1 EP06291509A EP06291509A EP1767458B1 EP 1767458 B1 EP1767458 B1 EP 1767458B1 EP 06291509 A EP06291509 A EP 06291509A EP 06291509 A EP06291509 A EP 06291509A EP 1767458 B1 EP1767458 B1 EP 1767458B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- product
- base
- bonding
- seals
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 20
- 235000013365 dairy product Nutrition 0.000 title claims abstract description 10
- 235000013305 food Nutrition 0.000 title claims description 8
- 238000004806 packaging method and process Methods 0.000 claims abstract description 21
- 238000007789 sealing Methods 0.000 claims abstract description 21
- 239000007788 liquid Substances 0.000 claims description 9
- 238000000926 separation method Methods 0.000 claims description 6
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 abstract description 8
- 229910052782 aluminium Inorganic materials 0.000 abstract description 8
- 239000004411 aluminium Substances 0.000 abstract description 2
- 239000004033 plastic Substances 0.000 abstract description 2
- 229920003023 plastic Polymers 0.000 abstract description 2
- 239000000123 paper Substances 0.000 abstract 1
- 239000000047 product Substances 0.000 description 58
- 235000014121 butter Nutrition 0.000 description 8
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 7
- 238000003556 assay Methods 0.000 description 5
- -1 polyéthylène Polymers 0.000 description 5
- 239000011888 foil Substances 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- WSWCOQWTEOXDQX-MQQKCMAXSA-M (E,E)-sorbate Chemical compound C\C=C\C=C\C([O-])=O WSWCOQWTEOXDQX-MQQKCMAXSA-M 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 235000013351 cheese Nutrition 0.000 description 3
- 230000003750 conditioning effect Effects 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 238000002425 crystallisation Methods 0.000 description 3
- 230000008025 crystallization Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 229940075554 sorbate Drugs 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000011109 contamination Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 235000013310 margarine Nutrition 0.000 description 2
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 235000014059 processed cheese Nutrition 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 239000002966 varnish Substances 0.000 description 2
- GNFTZDOKVXKIBK-UHFFFAOYSA-N 3-(2-methoxyethoxy)benzohydrazide Chemical compound COCCOC1=CC=CC(C(=O)NN)=C1 GNFTZDOKVXKIBK-UHFFFAOYSA-N 0.000 description 1
- RHAXKFFKGZJUOE-UHFFFAOYSA-N 7-acetyl-6-ethyl-3,5,8-trihydroxy-9,10-dioxoanthracene-1,2-dicarboxylic acid Chemical compound O=C1C2=CC(O)=C(C(O)=O)C(C(O)=O)=C2C(=O)C2=C1C(O)=C(CC)C(C(C)=O)=C2O RHAXKFFKGZJUOE-UHFFFAOYSA-N 0.000 description 1
- FGUUSXIOTUKUDN-IBGZPJMESA-N C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 Chemical compound C1(=CC=CC=C1)N1C2=C(NC([C@H](C1)NC=1OC(=NN=1)C1=CC=CC=C1)=O)C=CC=C2 FGUUSXIOTUKUDN-IBGZPJMESA-N 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000011449 brick Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000010494 dissociation reaction Methods 0.000 description 1
- 230000005593 dissociations Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000003925 fat Substances 0.000 description 1
- 235000019197 fats Nutrition 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000003264 margarine Substances 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 235000008983 soft cheese Nutrition 0.000 description 1
- 235000019871 vegetable fat Nutrition 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/0235—Removable lids or covers with integral tamper element
- B65D43/0264—Removable lids or covers with integral tamper element secured only by friction or gravity before removal of the tamper element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B25/00—Packaging other articles presenting special problems
- B65B25/06—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products
- B65B25/068—Packaging slices or specially-shaped pieces of meat, cheese, or other plastic or tacky products of cheese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D43/00—Lids or covers for rigid or semi-rigid containers
- B65D43/02—Removable lids or covers
- B65D43/0235—Removable lids or covers with integral tamper element
- B65D43/0277—Removable lids or covers with integral tamper element secured by rotation before removal of the tamper element
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/70—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for
- B65D85/72—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials
- B65D85/76—Containers, packaging elements or packages, specially adapted for particular articles or materials for materials not otherwise provided for for edible or potable liquids, semiliquids, or plastic or pasty materials for cheese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00064—Shape of the outer periphery
- B65D2543/00074—Shape of the outer periphery curved
- B65D2543/00092—Shape of the outer periphery curved circular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00018—Overall construction of the lid
- B65D2543/00259—Materials used
- B65D2543/00296—Plastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00342—Central part of the lid
- B65D2543/00351—Dome-like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00342—Central part of the lid
- B65D2543/00351—Dome-like
- B65D2543/00361—Dome-like placed on a tray like container
Definitions
- the invention relates to a method for packaging a moldable food product, especially a dairy product, and a packaging for such a product.
- moldable food product means products which have a liquid or viscous consistency when they are packaged in order to give them a shape by means of a mold, but which are likely to retain this shape under the normal conditions of preservation and drying. use after conditioning (i.e. after crystallization, cooling, gelling or similar phenomenon modifying the texture of the product).
- butter and its derivatives or substitutes such as light butter, vegetable fats (margarine) or animal fats, as well as, in general, all dairy specialties (or other) to be spread and processed cheeses.
- the product is generally molded in the form of a ball, that is to say a small rounded mass flattened on its underside, but this presentation is in no way limiting and other forms may be envisaged, for example a brick parallelepipedic shape.
- the cover sheet in addition to its protective role, also plays a role in the packaging of the product, the product being metered (poured into the mold) into the dressing sheet previously shaped to the desired final shape.
- the dressing sheet which is arranged so as to line the bottom of the mold after having been shaped to the desired final shape, has the primary function of containing the product during the dosing, avoiding contact with that with the inner wall of the mold, and give the product its final shape after crystallization (in the example of butter) or cooling (in the example of a melted cheese).
- the Applicant has developed, and chose to implement, a few years ago a solution consisting in making the cover sheet in the form of two (or more) operculas each covering about half of the clod of the product, overlapping the central region.
- a solution consisting in making the cover sheet in the form of two (or more) operculas each covering about half of the clod of the product, overlapping the central region.
- the packaging in the form of a clump with a dressing sheet which gives the product its shape is generally reserved for butter, the other products mentioned above (light butters, margarines, etc.) being packaged in rigid containers, which do not have the aforementioned drawback.
- the tray is however a more ordinary type of packaging, little used for high-end products, and it is less convenient and attractive to the consumer than a presentation in the form of a ball placed on a base.
- EP-A-0 099 304 a process for soft cheese where the cheese is wrapped with aluminum foil and placed in a package formed of a flat base closed by a removable lid corresponding to the preamble of claim 1 and a package corresponding to the preamble of claim 5
- the aluminum sheet is provided with tear strips arranged in a cross and heat-sealed to the base, the assembly being designed in such a way that, at the first opening, the consumer comes to pull the free ends of the strips, tearing the aluminum foil in several petals to bring out the cheese.
- the invention proposes a packaging method and a packaging of the type explained above which solves these disadvantages, while eliminating any risk of leakage to the outside of the sheet at the time of the assay with products which, under the conditions of the assay, have a liquid or semi-viscous consistency.
- the invention is however not limited to this category of product. It is also applicable, a fortiori, to products of less soft consistency, for example butters, especially for reasons of rationalization of the production and packaging lines, by accelerating production rates and reducing manufacturing incidents.
- the invention relates, as indicated above, to a method for packaging a moldable food product, in particular a dairy product, in a package of the type taught by the EP-A-0 099 304 , that is to say comprising: a rigid or semi-rigid base adapted to support a block of the product: a covering sheet of conformable material, in contact with the product so as to cover the surface of the block which does not is not in contact with the pedestal; and an outer bell forming with the base a closed volume containing the product block, bell and base comprising cooperating closure means.
- the method of the invention is of the known type comprising the steps of: recessing the sheet into a die; pouring into the sheet thus shaped a mass of the product in liquid or semi-viscous form: place the base on the product thus cast; return pedestal and product and separate them from the matrix; and apply the bell to the base to close the assembly.
- the sheet is defined from at least two adjacent separate caps, and it is expected, before the sheet forming step, a prior stage of preparation of the sheet comprising an overlap of respective edges of the separate lids, and a seal in the region of their covering, this seal being able to ensure between these lids a seal to the product when it is in liquid or semi-viscous form, and to allow subsequent dissociation, by a consumer, attached integral opercules, by peeling or breaking of the sealing region.
- the seal is preferably a "leather on flesh” seal, that is to say a seal of a reverse side of one of the covers on a front face of the adjacent lid, including an ultrasonic seal.
- the sealing may in particular be operated with jaws comprising a sealing iron whose pressure surface is notched at the sealing area, combined with a flat counter-iron.
- the invention also relates to a packaging for a moldable food product, especially a dairy product, adapted to have the above characteristics.
- the cooperating closing means of the bell and the base comprise, for one, a plurality of holding pins and, for the other, a cooperating discontinuous peripheral gutter, the separation of the bell and the base being obtained by a relative rotation of a fraction of a turn, with on the base and the bell facing surfaces comprising at least one frangible sealing point.
- the figure 1 is a sectional view of the product packaged in its packaging, showing the various constituent elements of the latter.
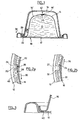
- FIGS. 2a and 2b are details showing the closing and locking system of the outer bell on the base, respectively in the locked and deven-waved position.
- the figure 3 is a detail, corresponding to line III - III of the figure 1 , showing the frangible sealing point of the bell on the base.
- the figure 4 illustrates how the consumer starts the product by separating the two lids.
- the figure 5 illustrates the way in which the lids are secured.
- the figure 6 illustrates the various steps of the packaging process of the invention.
- reference numeral 10 designates a clump-shaped mass of a soft-textured product, for example a lightened butter, molded in the form of a ball placed on a rigid flat base 12 made of plastic.
- the product 10 is protected externally, on its surface which is not in contact with the base 12, by a covering sheet consisting of two separable lids 14, 14 '. The whole is closed by a rigid bell 16.
- the base 12 has a flat bottom face 18 for placing it on a flat surface, in the shelf or at the consumer.
- the bell 16 comprises means for closing and locking the base which will be described in more detail, with particular reference to Figures 2a and 2b .
- the base 12 carries a plurality of lugs 20, for example three in number, having a first portion 24 directed radially inwards, extended by a portion 26 extending vertically downwards.
- the bell 16 meanwhile, has a peripheral gutter terminated by a flange 22 extending vertically upwards, below the first portion 24 of the lug 20.
- This rim 22 is discontinuous and ends with a return 28 directed radially inwards, capable of abutting against the second portion 26 of the lug 20.
- each of the lugs 20 extends above the peripheral rim 22 and thus prevents the withdrawal of the bell 16.
- the user rotates the bell 16 relative to the base 12 (rotation indicated by the arrow 30), which has the effect of bringing these two elements in the illustrated position figure 2b .
- Each of the lugs 22 will then be facing an interval 32 interrupting the peripheral rim 22, as well as a notch 34 formed at this point of the bell 16. The latter, which is no longer retained by the lugs 20 , will then be able to be freely raised and separated from the base 12.
- sealing points 40 there is provided between the bell 16 and the base 12 several sealing points 40 ( Figure 2a and Figure 3 ), for example ultrasonic sealing.
- This seal 40 is a frangible seal under the effect of a rotation of the bell 16 relative to the base 12, at the time of the first use.
- a primary role played by this sealing point is that of a burglary witness, which allows the consumer to have the assurance that his product was not opened before the purchase.
- the breaking point of the sealing point can in particular be done with a characteristic noise of slamming.
- the strength of solidarity by sealing is chosen so as to present a compromise between, on the one hand, a good security of the closure and, on the other hand, easy opening by all potential consumers (children, elderly).
- the figure 4 illustrates the manipulation to be done by the consumer when he wants to tamper with the product. After removing the bell, it is sufficient for him to separate the two lids 14, 14 'of the dressing sheet, thus discovering the clod of product 10.
- the two lids 14, 14 ' are integral in the region 42 where they overlap, so as to avoid any leakage of the product at the time of packaging, as will be explained below with reference to FIG. figure 8.
- the method of the invention provides for a prior preparation of the dressing sheet before shaping it for the molding of the product.
- a sealing operation is then carried out in this region. region, in 46, sealing which can be for example an ultrasonic seal (or a thermal seal).
- Sealing is preferably a seal of a back side of the edge of one of the covers on a front face of the edge of the other seal, that is to say a seal of the type "leather-flesh”.
- the resulting weld achieves an adhesion between two materials which a priori have no sealing property with respect to one another (the layer of polyethylene coated with sorbate not being compatible with the varnish and / or the ink in the case of a "leather-flesh" weld.
- the welding is performed ultrasonically, advantageously using a particular jaw profile comprising a sealing iron whose pressure surface is notched at the sealing area (regular reliefs of a few fractions of a millimeter in height), combined with a flat counter iron.
- the adhesion obtained is weak, but it is sufficient to prevent product leakage during molding, and it allows easy separation (due to the low adhesion strength) of the two parts, by peelability.
- the mechanical strength of the weld does not need to be high (on the contrary, it prevents easy separation of the lids by the consumer); it is here sufficient to achieve the desired goal, which is to provide a leakage barrier during molding, which does not require high mechanical strength.
- the figure 6 illustrates the different successive steps a to g of the process of the invention.
- the first step consists in preparing the packing sheet so as to define the two lids 14, 14 'integral with but separable, according to the technique which has just been described.
- the next step b is to fold and stamp this sheet, which was initially flat, to the shape chosen for the packaging of the product, for example the rounded shape of a clod.
- the sheet 14, 14 ' is for this purpose plated in a socket-shaped recess 60 by means of a male stamping piston 62.
- step c where the cladding sheet, shaped by folding and stamping, and composed of the two sealed parts 14, 14 ', fully lines the inside of the shape footprint 60, so as to constitute a mold capable of receiving the product to be packaged.
- the next step consists, in a metering position, supplying by means of a metering hopper 64 the required amount of product in the sheet pressed watertight coating 14, 14 '(the product 10). At this stage, the product is in liquid or semi-viscous form to allow the assay.
- the next step e once the desired amount of product 10 poured into the mold to a dosing station, to be transferred all at a laying station from the base.
- the laying of the base occurs just after dosing the product without waiting for the hardening of the latter (by crystallization, cooling, etc.) of the latter, by applying on the base 12 a pressure force 66 which flatten the dose of the product 10 to perfect the shape of the latter, as defined by the footprint 60 and the base 12.
- the next step f is to return it so that the product mass 10 comes to rest on the base 12, and to withdraw the footprint shape 60.
- the bell 16 is placed on the base 12, with the rotational movement required to lock in place the bell 16 on the base 12, and if necessary, formation between these two elements of a tamper-evident tamper-evident seal, as explained above with reference to the figure 3 .
Abstract
Description
L'invention concerne un procédé de conditionnement d'un produit alimentaire moulable, notamment un produit laitier, et un emballage pour un tel produit.The invention relates to a method for packaging a moldable food product, especially a dairy product, and a packaging for such a product.
On entendra par « produit alimentaire moulable » des produits qui présentent une consistance liquide ou visqueuse lors de leur conditionnement afin de leur donner une forme au moyen d'un moule, mais qui sont susceptibles de garder cette forme dans les conditions normales de conservation et d'utilisation après conditionnement (c'est-à-dire après cristallisation, refroidissement, gélification ou phénomène analogue modifiant la texture du produit).The term "moldable food product" means products which have a liquid or viscous consistency when they are packaged in order to give them a shape by means of a mold, but which are likely to retain this shape under the normal conditions of preservation and drying. use after conditioning (i.e. after crystallization, cooling, gelling or similar phenomenon modifying the texture of the product).
Tel est le cas notamment du beurre et de ses dérivés ou succédanés tels que beurre allégé, matières grasses végétales (margarines) ou animales, ainsi que, de façon générale, toutes les spécialités laitières (ou autres) à tartiner et les fromages fondus.This is particularly the case with butter and its derivatives or substitutes such as light butter, vegetable fats (margarine) or animal fats, as well as, in general, all dairy specialties (or other) to be spread and processed cheeses.
Ces divers produits alimentaires sont souvent conditionnés dans des barquettes rigides, mais il existe une autre forme de conditionnement, à laquelle s'intéresse plus particulièrement la présente invention, consistant à présenter sur un socle un bloc du produit, moulé et revêtu d'une feuille d'habillage pour la protection. Une coque externe en forme de cloche vient recouvrir le tout pour assurer la protection du produit disposé sur le socle, avant l'achat et entre deux utilisations.These various food products are often packaged in rigid trays, but there is another form of packaging, to which the present invention is particularly concerned, of presenting on a base a block of the product, molded and coated with a sheet dressing for protection. An outer bell-shaped shell covers the whole to ensure the protection of the product placed on the base, before the purchase and between two uses.
Le produit est généralement moulé en forme de motte, c'est-à-dire d'une petite masse arrondie aplatie sur sa face inférieure, mais cette présentation n'est aucunement limitative et d'autres formes peuvent être envisagées, par exemple une brique de forme parallélépipédique.The product is generally molded in the form of a ball, that is to say a small rounded mass flattened on its underside, but this presentation is in no way limiting and other forms may be envisaged, for example a brick parallelepipedic shape.
La feuille d'habillage, outre son rôle de protection, joue également un rôle au moment du conditionnement du produit, le produit étant dosé (coulé dans le moule) dans la feuille d'habillage préalablement conformée à la forme finale recherchée. En d'autres termes, la feuille d'habillage, qui est disposée de manière à tapisser le fond du moule après avoir été conformée à la forme finale recherchée, a pour fonction première de contenir le produit lors du dosage en évitant tout contact de celui-ci avec la paroi interne du moule, et de donner au produit sa forme finale après cristallisation (dans l'exemple du beurre) ou refroidissement (dans l'exemple d'un fromage fondu).The cover sheet, in addition to its protective role, also plays a role in the packaging of the product, the product being metered (poured into the mold) into the dressing sheet previously shaped to the desired final shape. In other words, the dressing sheet, which is arranged so as to line the bottom of the mold after having been shaped to the desired final shape, has the primary function of containing the product during the dosing, avoiding contact with that with the inner wall of the mold, and give the product its final shape after crystallization (in the example of butter) or cooling (in the example of a melted cheese).
Pour que le consommateur puisse retirer aisément la feuille sans toucher le produit, la Demanderesse a développé, et choisi de mettre en oeuvre, il y a quelques années une solution consistant à réaliser la feuille d'habillage sous forme de deux (ou plus) opercules recouvrant chacun environ la moitié de la motte du produit, avec chevauchement sur la région centrale. Lorsqu'il entame le produit, après ouverture de la cloche externe le consommateur peut alors aisément retirer l'un des opercules, puis l'autre, pour découvrir la motte de produit posée sur son socle.So that the consumer can easily remove the sheet without touching the product, the Applicant has developed, and chose to implement, a few years ago a solution consisting in making the cover sheet in the form of two (or more) operculas each covering about half of the clod of the product, overlapping the central region. When he starts the product, after opening the outer bell the consumer can then easily remove one of the covers, then the other, to discover the product ball placed on its base.
Cette technique de conditionnement, où une feuille d'habillage est utilisée pour contenir le produit lors du dosage, a donné toute satisfaction avec des produits laitiers tels que le beurre, qui sont relativement visqueux et adhérents dans les conditions du dosage. La viscosité et la mouillabilité (tension de surface) du produit lors du dosage sont en effet suffisantes pour éviter toute fuite du produit à l'endroit où les deux opercules de la feuille se recouvrent, notamment au fond du moule (correspondant au sommet de la motte après retoumement).This packaging technique, where a dressing sheet is used to contain the product during the assay, has been quite satisfactory with dairy products such as butter, which are relatively viscous and adherent under the conditions of the assay. The viscosity and the wettability (surface tension) of the product during the metering are indeed sufficient to prevent any leakage of the product where the two foil covers overlap, especially at the bottom of the mold (corresponding to the top of the motte after retouement).
En revanche, avec des produits présentant une consistance liquide ou semi-visqueuse dans les conditions du dosage, cette technique n'est pas applicable car, du fait de la viscosité moindre et/ou de la tension de surface plus élevée du produit, apparaît un risque de fuite de ce dernier entre les deux opercules dans la zone où ces opercules se recouvrent.On the other hand, with products having a liquid or semi-viscous consistency under the conditions of the determination, this technique is not applicable because, due to the lower viscosity and / or the higher surface tension of the product, a risk of leakage of the latter between the two covers in the area where these covers overlap.
Un tel risque de fuite n'est pas acceptable, car il présente des inconvénients sérieux.Such a risk of leakage is not acceptable because it has serious disadvantages.
Tout d'abord, au moment du conditionnement, il introduit un risque de souillure du fond du moule par le produit alors que, précisément, l'interposition de la feuille d'habillage permettait d'éviter tout contact du produit avec la surface intérieure du moule.First of all, at the time of conditioning, it introduces a risk of contamination of the bottom of the mold by the product whereas, precisely, the interposition of the covering sheet makes it possible to avoid any contact of the product with the inner surface of the product. mold.
Par ailleurs, si des fuites surviennent, après conditionnement la surface extérieure, apparente, de la feuille d'habillage va présenter des traces de produit. Alors que ce type d'emballage est généralement destiné à des produits de qualité, il va s'ensuivre une présentation médiocre, avec un toucher gras pour le consommateur au moment où celui-ci entame le produit en séparant les opercules. Enfin, le produit qui a fui va se trouver en contact avec l'air ambiant, avec risque de dégradation par oxydation entraînant rancissement, contaminations et formation de moisissures, qu'il y a lieu d'exclure absolument.Moreover, if leaks occur, after conditioning the outer surface, apparent, of the dressing sheet will show traces of product. While this type of packaging is generally intended for quality products, it will result in a poor presentation, with a bold touch for the consumer at the time when it starts the product by separating the covers. Finally, the product that has leaked will be in contact with the ambient air, with risk of degradation by oxidation resulting in rancidity, contaminations and mold formation, which must be absolutely excluded.
Pour ces raisons, le conditionnement sous forme de motte avec une feuille d'habillage qui donne sa forme au produit est généralement réservé au beurre, les autres produits évoqués plus haut (beurres allégés, margarines, etc.) étant conditionnés dans des barquette rigides, qui ne présentent pas l'inconvénient précité.For these reasons, the packaging in the form of a clump with a dressing sheet which gives the product its shape is generally reserved for butter, the other products mentioned above (light butters, margarines, etc.) being packaged in rigid containers, which do not have the aforementioned drawback.
La barquette est cependant un type d'emballage plus ordinaire, peu employé pour des produits de haut de gamme, et il est moins commode et attrayant pour le consommateur qu'une présentation sous forme de motte posée sur un socle.The tray is however a more ordinary type of packaging, little used for high-end products, and it is less convenient and attractive to the consumer than a presentation in the form of a ball placed on a base.
Il existe donc un besoin d'un procédé et d'un emballage permettant de conditionner une très grande variété de produits laitiers moulés en forme de motte (ou autres formes) dans une feuille d'habillage, pour permettre leur présentation sur un socle rigide pouvant être fermée par une cloche de protection.There is therefore a need for a method and a packaging for packaging a very large variety of mold-shaped dairy products (or other forms) in a dressing sheet, to allow their presentation on a rigid base that can be closed by a protective bell.
On connaît par le
L'utilisation d'une feuille continue d'aluminium combinée à une géométrie particulière de bandes d'arrachement associées, assure certes une étanchéité sans faille lors du dosage du fromage fondu. Mais elle est malcommode à employer pour l'utilisateur, et requiert des étapes supplémentaires délicates à mettre en oeuvre au moment de la préparation de la feuille d'aluminium.The use of a continuous sheet of aluminum combined with a particular geometry of associated tear strips, certainly provides a seamless seal when measuring the processed cheese. But it is inconvenient to use for the user, and requires additional steps difficult to implement at the time of preparation of the aluminum foil.
L'invention propose un procédé de conditionnement et un emballage du type exposé plus haut qui résolve ces inconvénients, tout en supprimant tout risque de fuite vers l'extérieur de la feuille au moment du dosage avec des produits qui, dans les conditions du dosage, présentent une consistance liquide ou semi-visqueuse.The invention proposes a packaging method and a packaging of the type explained above which solves these disadvantages, while eliminating any risk of leakage to the outside of the sheet at the time of the assay with products which, under the conditions of the assay, have a liquid or semi-viscous consistency.
L'invention n'est toutefois pas limitée à cette catégorie de produit. Elle est également applicable, a fortiori, à des produits de consistance moins molle, par exemple des beurres, notamment pour des raisons de rationalisation des chaînes de production et de conditionnement, par accélération des cadences de production et réduction des incidents de fabrication.The invention is however not limited to this category of product. It is also applicable, a fortiori, to products of less soft consistency, for example butters, especially for reasons of rationalization of the production and packaging lines, by accelerating production rates and reducing manufacturing incidents.
L'invention concerne, comme indiqué plus haut, un procédé de conditionnement d'un produit alimentaire moulable, notamment un produit laitier, dans un emballage du type enseigné par le
Le procédé de l'invention est du type connu comprenant les étapes consistant à : conformer en creux la feuille dans une matrice ; couler dans la feuille ainsi conformée une masse du produit sous forme liquide ou semi-visqueuse : placer le socle sur le produit ainsi coulé ; retourner socle et produit et les séparer de la matrice ; et appliquer la cloche sur le socle pour fermer l'ensemble.The method of the invention is of the known type comprising the steps of: recessing the sheet into a die; pouring into the sheet thus shaped a mass of the product in liquid or semi-viscous form: place the base on the product thus cast; return pedestal and product and separate them from the matrix; and apply the bell to the base to close the assembly.
De façon caractéristique de l'invention, la feuille est définie à partir d'au moins deux opercules distincts attenants, et il est prévu, avant l'étape de conformation de la feuille, une étape préalable de préparation de la feuille comprenant un chevauchement des bords respectifs des opercules distincts, et un scellement dans la région de leur recouvrement, ce scellement étant apte à assurer entre ces opercules une étanchéité au produit lorsque celui-ci est sous forme liquide ou semi-visqueuse, et à autoriser une dissociation ultérieure, par un consommateur, des opercules attenants solidaires, par pelage ou rupture de la région du scellement.In a characteristic manner of the invention, the sheet is defined from at least two adjacent separate caps, and it is expected, before the sheet forming step, a prior stage of preparation of the sheet comprising an overlap of respective edges of the separate lids, and a seal in the region of their covering, this seal being able to ensure between these lids a seal to the product when it is in liquid or semi-viscous form, and to allow subsequent dissociation, by a consumer, attached integral opercules, by peeling or breaking of the sealing region.
Le scellement est de préférence un scellement "cuir sur chair", c'est-à-dire un scellement d'une face verso de l'un des opercules sur une face recto de l'opercule attenant, notamment un scellement par ultrasons. Le scellement peut en particulier être opéré avec des mâchoires comprenant un fer de scellage dont la surface de pression est crantée au niveau de la zone de scellage, combiné à un contre-fer plat.The seal is preferably a "leather on flesh" seal, that is to say a seal of a reverse side of one of the covers on a front face of the adjacent lid, including an ultrasonic seal. The sealing may in particular be operated with jaws comprising a sealing iron whose pressure surface is notched at the sealing area, combined with a flat counter-iron.
L'invention a également pour objet un emballage pour un produit alimentaire moulable, notamment un produit laitier, adapté pour présenter les caractéristiques ci-dessus.The invention also relates to a packaging for a moldable food product, especially a dairy product, adapted to have the above characteristics.
Avantageusement, les moyens de fermeture coopérants de la cloche et du socle comportent, pour l'un, une pluralité d'ergots de maintien et, pour l'autre, une gouttière périphérique discontinue coopérante, la désolidarisation de la cloche et du socle étant obtenue par une rotation relative d'une fraction de tour, avec sur le socle et la cloche des surfaces en vis-à-vis comprenant au moins un point de scellage frangible.Advantageously, the cooperating closing means of the bell and the base comprise, for one, a plurality of holding pins and, for the other, a cooperating discontinuous peripheral gutter, the separation of the bell and the base being obtained by a relative rotation of a fraction of a turn, with on the base and the bell facing surfaces comprising at least one frangible sealing point.
On va maintenant décrire un exemple de mise en oeuvre du dispositif de l'invention, en référence aux dessins annexés où les mêmes références numériques désignent d'une figure à l'autre des éléments identiques.An embodiment of the device of the invention will now be described with reference to the appended drawings in which the same reference numerals designate identical elements from one figure to another.
La
Les
La
La
La
La
Sur la
Le produit 10 est protégé extérieurement, sur sa surface qui n'est pas en contact avec le socle 12, par une feuille d'habillage constituée de deux opercules séparables 14, 14'. L'ensemble est fermé par une cloche rigide amovible 16. Le socle 12 présente une face inférieure 18 plane permettant de le poser sur une surface plane, en rayon ou chez le consommateur.The
La cloche 16 comporte des moyens de fermeture et de verrouillage au socle que l'on va décrire plus en détail, en référence notamment aux
Le socle 12 porte une pluralité d'ergots 20, par exemple au nombre de trois, comportant une première partie 24 dirigée radialement vers l'intérieur, prolongée par une partie 26 s'étendant verticalement vers le bas. La cloche 16, quant à elle, comporte une gouttière périphérique terminée par un rebord 22 s'étendant verticalement vers le haut, au-dessous de la première partie 24 de l'ergot 20. Ce rebord 22 est discontinu et se termine par un retour 28 dirigé radialement vers l'intérieur, susceptible de venir en butée contre la deuxième partie 26 de l'ergot 20.The
En position verrouillée, illustrée
Pour ouvrir l'emballage, l'utilisateur fait tourner la cloche 16 par rapport au socle 12 (rotation indiquée par la flèche 30), ce qui a pour effet d'amener ces deux éléments dans la position illustrée
Chacun des ergots 22 va alors se trouver en regard d'un intervalle 32 interrompant le rebord périphérique 22, ainsi que d'une encoche 34 formée à cet endroit de la cloche 16. Cette dernière, qui n'est plus retenue par les ergots 20, va alors pouvoir être librement soulevée et séparée du socle 12.Each of the
La manoeuvre inverse se fait en replaçant la cloche dans la même position et en lui imprimant un mouvement de rotation (flèche 36) permettant de revenir à la position de verrouillage illustrée
Avantageusement, il est prévu entre la cloche 16 et le socle 12 plusieurs points de scellage 40 (
Ce scellage 40 est un scellage frangible sous l'effet d'une rotation de la cloche 16 par rapport au socle 12, au moment de la première utilisation.This
Un premier rôle joué par ce point de scellage est celui d'un témoin d'effraction, qui permet au consommateur d'avoir l'assurance que son produit n'a pas été ouvert avant l'achat. La rupture du point de scellage peut notamment se faire avec un bruit caractéristique de claquement.A primary role played by this sealing point is that of a burglary witness, which allows the consumer to have the assurance that his product was not opened before the purchase. The breaking point of the sealing point can in particular be done with a characteristic noise of slamming.
La force de solidarisation par le scellage est choisie de manière à présenter un compromis entre, d'une part, une bonne sécurisation de la fermeture et, d'autre part, une ouverture aisée par tous les consommateurs potentiels (enfants, personnes âgées).The strength of solidarity by sealing is chosen so as to present a compromise between, on the one hand, a good security of the closure and, on the other hand, easy opening by all potential consumers (children, elderly).
La
De façon caractéristique de l'invention, les deux opercules 14, 14' sont solidaires dans la région 42 où ils se chevauchent, de manière à éviter toute fuite du produit au moment du conditionnement, comme on l'exposera plus bas en référence à la figure 8.In a manner characteristic of the invention, the two
À cet effet, le procédé de l'invention prévoit une préparation préalable de la feuille d'habillage avant la conformation de celle-ci en vue du moulage du produit.For this purpose, the method of the invention provides for a prior preparation of the dressing sheet before shaping it for the molding of the product.
Les opercules 14, 14' sont avantageusement rendus solidaires de la manière illustrée
Le scellement est de préférence un scellement d'une face verso du bord de l'un des opercules sur une face recto du bord de l'autre opercule, c'est-à-dire un scellement du type "cuir-chair".Sealing is preferably a seal of a back side of the edge of one of the covers on a front face of the edge of the other seal, that is to say a seal of the type "leather-flesh".
Il est notamment possible d'utiliser comme feuille d'emballage un complexe comprenant les couches successives suivantes, structure couramment utilisée dans ce type d'application :
- vernis (laque) et/ou encre d'impression,
- aluminium,
- polyéthylène,
- papier,
- polyéthylène + enduction sorbate.
- varnish (lacquer) and / or printing ink,
- aluminum,
- polyethylene,
- paper,
- polyethylene + sorbate coating.
La soudure obtenue réalise une adhésion entre deux matériaux qui a priori n'ont pas de propriété scellante l'un par rapport à l'autre (la couche de polyéthylène enduit de sorbate n'étant pas compatible avec le vernis et/ou l'encre dans le cas d'une soudure "cuir-chair".The resulting weld achieves an adhesion between two materials which a priori have no sealing property with respect to one another (the layer of polyethylene coated with sorbate not being compatible with the varnish and / or the ink in the case of a "leather-flesh" weld.
La soudure est opérée aux ultrasons, avantageusement avec utilisation d'un profil de mâchoires particulier comprenant un fer de scellage dont la surface de pression est crantée au niveau de la zone de scellage (reliefs réguliers de quelques fractions de millimètre de hauteur), combiné à un contre-fer plat.The welding is performed ultrasonically, advantageously using a particular jaw profile comprising a sealing iron whose pressure surface is notched at the sealing area (regular reliefs of a few fractions of a millimeter in height), combined with a flat counter iron.
L'adhésion obtenue est faible, mais elle est suffisante pour éviter des fuites de produit lors du moulage, et elle permet une séparation aisée (du fait de la faible force d'adhésion) des deux parties, par pelabilité.The adhesion obtained is weak, but it is sufficient to prevent product leakage during molding, and it allows easy separation (due to the low adhesion strength) of the two parts, by peelability.
La résistance mécanique de la soudure n'a en effet pas besoin d'être élevée (au contraire, elle empêcherait une séparation aisée des opercules par le consommateur) ; elle est ici suffisante pour atteindre le but recherché, qui est de constituer une barrière aux fuites lors du moulage, ce qui ne requiert pas de résistance mécanique élevée.The mechanical strength of the weld does not need to be high (on the contrary, it prevents easy separation of the lids by the consumer); it is here sufficient to achieve the desired goal, which is to provide a leakage barrier during molding, which does not require high mechanical strength.
La
La première étape a consiste à préparer la feuille d'habillage de manière à y définir les deux opercules 14, 14' solidaires mais séparables, selon la technique que l'on vient d'exposer.The first step consists in preparing the packing sheet so as to define the two
L'étape suivante b consiste à plier et emboutir cette feuille, qui était initialement plane, à la forme choisie pour le conditionnement du produit, par exemple la forme arrondie d'une motte. La feuille 14, 14' est à cet effet plaquée dans une empreinte de forme femelle 60 au moyen d'un piston d'emboutissage mâle 62.The next step b is to fold and stamp this sheet, which was initially flat, to the shape chosen for the packaging of the product, for example the rounded shape of a clod. The
Le résultat est celui illustré à l'étape c, où la feuille d'habillage, mise en forme par pliage et emboutissage, et composée des deux parties scellées 14, 14', tapisse entièrement l'intérieur de l'empreinte de forme 60, de manière à constituer un moule susceptible de recevoir le produit à conditionner.The result is that illustrated in step c , where the cladding sheet, shaped by folding and stamping, and composed of the two sealed
L'étape suivante d consiste, à un poste de dosage, à délivrer au moyen d'une trémie de dosage 64 la quantité requise du produit, dans la feuille d'habillage étanche emboutie 14, 14' (le produit 10). A ce stade, le produit est sous forme liquide ou semi-visqueuse pour permettre le dosage.The next step consists, in a metering position, supplying by means of a
L'étape suivante e consiste, une fois la quantité voulue du produit 10 versée dans le moule à un poste de dosage, à transférer le tout à un poste de pose du socle. La pose du socle intervient juste après le dosage du produit sans attendre le durcissement de ce dernier (par cristallisation, refroidissement, etc.) de ce dernier, en appliquant sur le socle 12 un effort de pression 66 qui vient aplatir la dose du produit 10 de manière à parfaire la forme de ce dernier, telle que définie par l'empreinte 60 et le socle 12.The next step e, once the desired amount of
C'est précisément à ce stade du processus que, si les deux opercules 14, 14' n'étaient pas solidaires, se présenterait un risque de fuite à la jonction entre ces deux opercules, au fond de l'empreinte 60,ce risque étant accentué par la pression à laquelle est soumise la dose de produit pour l'aplatissement de sa face en contact avec le socle.It is precisely at this stage of the process that, if the two
L'étape suivante f consiste à retourner le tout de manière que la masse du produit 10 vienne reposer sur le socle 12, et à procéder au retrait de l'empreinte de forme 60.The next step f is to return it so that the
A l'étape finale g, la cloche 16 est posée sur le socle 12, avec le mouvement de rotation requis pour verrouiller en place la cloche 16 sur le socle 12, puis le cas échéant, formation entre ces deux éléments d'un point de scellage frangible formant témoin d'effraction, comme expliqué plus haut en référence à la
Claims (8)
- A method for packaging a mouldable food product, in particular a dairy product, in a package of the type comprising: a rigid or semi-rigid base (12) adapted to support a piece of said product (10); a wrapping sheet of a formable material, in contact with the product so as to cover the surface of the piece which is not in contact with the base; and an outer lid (16) forming with the base a closed volume containing the piece of product, the lid and the base including co-operating closing means (20, 22), said method including the steps of:- forming the sheet with a hollow shape in a die (60),- pouring in the sheet thus formed a mass of the product (10) in liquid or semi-viscous form,- placing the base (12) on the product thus poured,- turning upside down the base and the product and separating them from the die, and- applying the lid (16) on the base in order to close the whole, said method being characterised in that:- said sheet is defined from at least two different, adjoining seals (14, 14'), and- before the steps of forming the sheet is provided a preliminary step of preparing the sheet, including overlapping the respective edges (44, 44') of said different seals (14, 14') and bonding (46) them in the region where the latter overlap, said bonding being adapted to ensure imperviousness to the product between said seals when the former is in liquid or semi-viscous form, and to enable at a later time a separation, by a consumer, of the adjoining seals stuck together, by peeling or breaking the bonding region (46).
- The method of claim 1, wherein said bonding is a bonding of a frontside of one of the seals to a reverse side of the adjoining seal.
- The method of claim 1 or 2, wherein said bonding is an ultrasonic bonding.
- The method of claim 3, wherein said bonding is performed by means of jaws including a sealing stamp which pressure surface is corrugated in the area of the bonding zone, combined with a opposing stamp.
- A package for a mouldable food product, in particular a dairy product, comprising:- a rigid or semi-rigid base (12) adapted to support a piece of the product,- a wrapping sheet of a formable material, in contact with the product so as to cover the surface of the piece which is not in contact with the base,- an outer lid (16) forming with the base a closed volume containing the piece of product, the lid and the base including co-operating closing means (20, 22),said package being characterised in that:- said sheet is defined from at least two different, adjoining seals (14, 14') which respective edges (44, 44') overlap, and- said different, adjoining seals (14, 14') are seals stuck together, in the in the region (42) where the latter overlap, by a bonding adapted to ensure imperviousness to the product between said seals when the former is in liquid or semi-viscous form, and to enable at a later time a separation, by a consumer, of the adjoining seals stuck together, by peeling or breaking the bonding region (46).
- The package of claim 5, wherein said bonding (46) is a bonding of a frontside of one of the seals to a reverse side of the adjoining seal.
- The package of claim 5, wherein said bonding (46) is an ultrasonic bonding.
- The package of claim 5, wherein:- said co-operating closing means of the base and of the lid include, for one of them, a plurality of retaining lugs (20) and, for the other one, a co-operating discontinuous, peripheral groove (22), the separation of the base and of the lid resulting from a relative rotation of a fraction of a turn, and- the base and the lid have facing surfaces including at least on frangible sealing dot (40).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL06291509T PL1767458T3 (en) | 2005-09-27 | 2006-09-27 | Method for preparing a moldable food item, preferably a dairy product, and the package for the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0509838A FR2891257A1 (en) | 2005-09-27 | 2005-09-27 | PROCESS FOR PACKAGING A MOLDED FOOD PRODUCT, IN PARTICULAR A MILK PRODUCT, AND PACKAGING SUCH A PRODUCT |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1767458A1 EP1767458A1 (en) | 2007-03-28 |
| EP1767458B1 true EP1767458B1 (en) | 2008-12-03 |
Family
ID=36218625
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06291509A Active EP1767458B1 (en) | 2005-09-27 | 2006-09-27 | Method for preparing a moldable food item, preferably a dairy product, and the package for the same |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1767458B1 (en) |
| AT (1) | ATE416127T1 (en) |
| DE (1) | DE602006003972D1 (en) |
| ES (1) | ES2318702T3 (en) |
| FR (1) | FR2891257A1 (en) |
| PL (1) | PL1767458T3 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016208302A1 (en) | 2016-05-13 | 2017-11-16 | Molkerei Meggle Wasserburg Gmbh & Co. Kg | Food article and apparatus for making such a food item |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2915190B1 (en) * | 2007-04-17 | 2009-05-29 | Groupe Lactalis | BASE TYPE PACKING AND BELL FOR CHEESE TYPE PRODUCT |
| ITVI20100280A1 (en) * | 2010-10-15 | 2012-04-16 | Cotronei Mariantonia | DISPOSABLE CONTAINER FOR FOOD PRODUCTS AND ITS CONSTRUCTION METHOD |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2529863B1 (en) * | 1982-07-12 | 1986-01-03 | Rambol Cie Fromageries | PROCESS FOR PACKAGING FOOD PRODUCTS AND PACKAGING FOR CARRYING OUT SAID METHOD |
| FR2549011B2 (en) * | 1983-07-12 | 1986-06-27 | Rambol Cie Fromageries | FOOD PACKAGING |
| FR2784662B1 (en) * | 1998-10-14 | 2001-01-05 | Cie Laitiere Europeenne | DEVICE FOR PACKAGING A PASTY FOOD PRODUCT |
| FR2786471B3 (en) * | 1998-11-30 | 2000-10-20 | Triballat Laiteries | PACKAGING CHEESE WITH ADJUSTABLE VENTILATION |
| FR2819494B1 (en) * | 2001-01-12 | 2003-05-30 | Bongrain Sa | EASY OPENING PACKING SHELL |
| FR2819496B1 (en) * | 2001-01-16 | 2003-04-04 | Rg Plastiques | PACKAGING FOR FOOD PRODUCTS, PARTICULARLY FOR CHEESES |
-
2005
- 2005-09-27 FR FR0509838A patent/FR2891257A1/en active Pending
-
2006
- 2006-09-27 DE DE602006003972T patent/DE602006003972D1/en active Active
- 2006-09-27 EP EP06291509A patent/EP1767458B1/en active Active
- 2006-09-27 ES ES06291509T patent/ES2318702T3/en active Active
- 2006-09-27 AT AT06291509T patent/ATE416127T1/en not_active IP Right Cessation
- 2006-09-27 PL PL06291509T patent/PL1767458T3/en unknown
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102016208302A1 (en) | 2016-05-13 | 2017-11-16 | Molkerei Meggle Wasserburg Gmbh & Co. Kg | Food article and apparatus for making such a food item |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1767458A1 (en) | 2007-03-28 |
| FR2891257A1 (en) | 2007-03-30 |
| PL1767458T3 (en) | 2009-06-30 |
| ES2318702T3 (en) | 2009-05-01 |
| ATE416127T1 (en) | 2008-12-15 |
| DE602006003972D1 (en) | 2009-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0135431B1 (en) | Manufacturing process for container lids to be opened by peeling, and lids obtained by the realisation of this method | |
| FR2649071A1 (en) | ||
| EP0197073B1 (en) | Sealed package, method for manufacturing and utilization of said package | |
| FR2601333A1 (en) | PERFECTED DISPLAY TRAY FORMING PACKAGING | |
| EP0790190B1 (en) | One-piece container for preserving in a separated condition and mixing at least two products | |
| EP0424251B1 (en) | Multilayer plastic foil for making containers to be closed by means of a welded lid, and containers made thereof | |
| EP1767458B1 (en) | Method for preparing a moldable food item, preferably a dairy product, and the package for the same | |
| EP2041002A2 (en) | Device for packaging a food product, such as a cheese, and method of manufacture thereof | |
| FR2503036A1 (en) | Composite foil covers for thermoplastic containers - with substrate layer precut to provide a small opening in the cover | |
| EP0403393A1 (en) | Method for packaging a product, e.g. a food product and package obtained by the method | |
| EP1693306B1 (en) | Container comprising two compartments | |
| EP2241515B1 (en) | Cover for closing the opening of a receptacle | |
| EP0062571B1 (en) | Process and device for piercing the lid of a recipient, and manufacturing appliance for the device | |
| FR2636606A1 (en) | CONTAINER FOR RECEIVING STERILIZED SUBSTANCES AND PROCESS FOR OBTAINING SAME | |
| EP3697548A1 (en) | Lid for a metal can, comprising a metal ring and a peelable, heat-sealed membrane | |
| WO2023020857A1 (en) | Food packaging for a portion of plant or dairy product and method for manufacturing same | |
| FR2545470A1 (en) | METHOD FOR SEALING PLASTIC CONTAINERS AND CONTAINERS OBTAINED ACCORDING TO THIS PROCESS | |
| FR2926066A1 (en) | Parallelepiped plastic container or cover for use as pot for solid food product, has layer made of material to affect adherence of central part with container/cover, where central part is covered on surface turned towards container/cover | |
| FR3126221A1 (en) | Food packaging of a portion of vegetable or dairy product and its manufacturing process | |
| FR2576881A1 (en) | Package for portions of food products | |
| EP0188940A1 (en) | Method and device for packaging foodstuffs, particularly fresh molten cheese | |
| WO2010125536A1 (en) | Thermoformed packaging with a labelling means | |
| FR2758792A1 (en) | Thermo-formed pot or tray food packaging with hermetically-sealed flap | |
| FR2717774A1 (en) | Thermoplastic container with resealable opening | |
| FR2752822A1 (en) | LID, IN PARTICULAR FOR PLASTIC CONTAINERS |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070905 |
|
| 17Q | First examination report despatched |
Effective date: 20071009 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AXX | Extension fees paid |
Extension state: YU Payment date: 20070905 Extension state: HR Payment date: 20070905 Extension state: AL Payment date: 20070905 Extension state: MK Payment date: 20070905 Extension state: BA Payment date: 20070905 |
|
| RAX | Requested extension states of the european patent have changed |
Extension state: BA Payment date: 20070905 Extension state: RS Payment date: 20070905 Extension state: HR Payment date: 20070905 Extension state: AL Payment date: 20070905 Extension state: MK Payment date: 20070905 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 602006003972 Country of ref document: DE Date of ref document: 20090115 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2318702 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090303 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090504 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090403 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| 26N | No opposition filed |
Effective date: 20090904 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090604 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100927 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081203 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230920 Year of fee payment: 18 Ref country code: LU Payment date: 20230921 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20230822 Year of fee payment: 18 Ref country code: FR Payment date: 20230928 Year of fee payment: 18 Ref country code: DE Payment date: 20230920 Year of fee payment: 18 Ref country code: BE Payment date: 20230920 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231123 Year of fee payment: 18 |