EP1746033B1 - Verpackungsbehälter sowie Verfahren und Vorrichtung zu seiner Herstellung - Google Patents
Verpackungsbehälter sowie Verfahren und Vorrichtung zu seiner Herstellung Download PDFInfo
- Publication number
- EP1746033B1 EP1746033B1 EP06000547A EP06000547A EP1746033B1 EP 1746033 B1 EP1746033 B1 EP 1746033B1 EP 06000547 A EP06000547 A EP 06000547A EP 06000547 A EP06000547 A EP 06000547A EP 1746033 B1 EP1746033 B1 EP 1746033B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sleeve
- ring
- profile
- leg
- projections
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 17
- 238000004519 manufacturing process Methods 0.000 title claims description 8
- 238000007789 sealing Methods 0.000 claims description 55
- 239000011111 cardboard Substances 0.000 claims description 34
- 239000002131 composite material Substances 0.000 claims description 34
- 239000011087 paperboard Substances 0.000 claims description 33
- 238000003825 pressing Methods 0.000 claims description 32
- 239000011248 coating agent Substances 0.000 claims description 17
- 238000000576 coating method Methods 0.000 claims description 17
- 238000003475 lamination Methods 0.000 claims description 17
- 239000000463 material Substances 0.000 claims description 17
- 239000004033 plastic Substances 0.000 claims description 17
- 229920003023 plastic Polymers 0.000 claims description 17
- 239000004698 Polyethylene Substances 0.000 claims description 14
- 229920000573 polyethylene Polymers 0.000 claims description 14
- -1 polyethylene Polymers 0.000 claims description 13
- 239000002655 kraft paper Substances 0.000 claims description 5
- 238000012856 packing Methods 0.000 claims 28
- 238000001746 injection moulding Methods 0.000 claims 2
- 238000004806 packaging method and process Methods 0.000 description 52
- 238000011049 filling Methods 0.000 description 5
- 235000013305 food Nutrition 0.000 description 4
- 238000011068 loading method Methods 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 235000015243 ice cream Nutrition 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 235000010678 Paulownia tomentosa Nutrition 0.000 description 2
- 240000002834 Paulownia tomentosa Species 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 230000007613 environmental effect Effects 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000000123 paper Substances 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 241000209035 Ilex Species 0.000 description 1
- 244000061176 Nicotiana tabacum Species 0.000 description 1
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 1
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 235000015895 biscuits Nutrition 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 235000010675 chips/crisps Nutrition 0.000 description 1
- 235000016213 coffee Nutrition 0.000 description 1
- 235000013353 coffee beverage Nutrition 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000000021 stimulant Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/28—Other details of walls
- B65D3/30—Local reinforcements, e.g. metallic rims
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/10—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by form of integral or permanently secured end closure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/10—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by form of integral or permanently secured end closure
- B65D3/12—Flanged discs permanently secured, e.g. by adhesives or by heat-sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2105/00—Rigid or semi-rigid containers made by assembling separate sheets, blanks or webs
- B31B2105/002—Making boxes characterised by the shape of the blanks from which they are formed
- B31B2105/0022—Making boxes from tubular webs or blanks, e.g. with separate bottoms, including tube or bottom forming operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B50/00—Making rigid or semi-rigid containers, e.g. boxes or cartons
- B31B50/60—Uniting opposed surfaces or edges; Taping
- B31B50/64—Uniting opposed surfaces or edges; Taping by applying heat or pressure, e.g. by welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2543/00—Lids or covers essentially for box-like containers
- B65D2543/00009—Details of lids or covers for rigid or semi-rigid containers
- B65D2543/00435—Lids secured to an intermediate ring or like annular member fixed to the container mouth
Definitions
- the invention relates to a ring which is formed at least predominantly of plastic and has a substantially U-shaped profile, wherein the ring is clamped to a removal opening of a sleeve of a packaging container, that the web of the U-profile, the end face of the removal opening Sleeve covers, a first leg of the U-profile inside of the sleeve and a second leg of the U-profile is arranged on the outside of the sleeve, wherein on one of the mutually facing sides of the legs of the U-profile of the ring projections are arranged.
- the invention further relates to a packaging container with a sleeve made of paper or cardboard composite, arranged at one end of the sleeve bottom and disposed at the opposite end of the sleeve removal opening, wherein in the region of the removal opening of the sleeve of the packaging container, at least a predominantly plastic formed ring of the aforementioned type is defined, which has a substantially U-shaped profile, wherein the web of the U-profile covers the end face of the removal opening of the sleeve, a first leg the U-profile is disposed on the inside of the sleeve and a second leg of the U-profile on the outside of the sleeve, and wherein the U-profile of the ring is dimensioned such that it compresses the paper or cardboard composite material of the sleeve while ensuring a clamping connection.
- the invention also relates to a method for producing a packaging container with a sleeve made of paper or cardboard composite, arranged at one end of the sleeve bottom and arranged at the opposite end of the sleeve removal opening, wherein optionally one at least on the inside with a sealing coating or lamination , as formed from polyethylene paper or cardboard composite material is brought to form the sleeve in a substantially cylindrical shape and one end of the sleeve thus produced by means of optionally provided at least on the inside with a sealing coating or lamination, such as polyethylene, provided bottom.
- a sealing coating or lamination such as polyethylene
- Packaging containers of the aforementioned type are used in particular in the form of cans for holding solid, optionally free-flowing or even fluid substances, for example foods and stimulants, such as chips, coffee, biscuits, tobacco, etc.
- the sleeve of paper or cardboard composite is usually at least on the inside with a substantially moisture and / or gas-tight coating or lamination, for example made of aluminum, plastic, impregnated paper or the like, provided to the contents of the packaging container from external influences, such as Moisture, or even against loss of substance, eg by drying to protect.
- the inner coating or lamination can also - if desired - allow the sealing of a sealing membrane, which for example a
- a sealing membrane which for example a
- a sealable material such as a plasticizable under heat, thermoplastic material, such as polyethylene (PE) or the like, or a - eg also under heat - aushärt- or crosslinkable resin has.
- PE polyethylene
- On the outer circumference of the sleeve can usually be provided a content identifying the label or a label.
- the opening edge of such packaging containers is often, for example in the form of a crimp, folded outward to provide on the one hand for increased stability of the sleeve in the region of the opening edge, on the other hand, the placement of a lid (eg a slip lid or a lid formed in the form of a tamper evident, which indicates a first opening of the packaging container), which can be locked on the thus formed opening edge.
- a lid eg a slip lid or a lid formed in the form of a tamper evident, which indicates a first opening of the packaging container
- the bottom of such doses may also be formed from a paper or cardboard composite material, which is glued to the material of the sleeve and usually from cost reasons and reasons of purity the same reasons may be provided with a sealing, inside coating or lamination.
- the EP 0 691 278 A1 describes a packaging container with a sleeve made of paper or cardboard composite, on the upper end of a plastic ring is placed, which on the one hand carries a particular film-like inner container, on the other hand, a lid.
- the plastic ring has a sleeve rim encompassing U-profile, on the outer leg of which inner projections are formed, which engage in recesses in the sleeve material. The ring is detachable in this way by stronger pull from the sleeve, why the capacity of the packaging container limits are set.
- EP 0 038 488 A2 a method and an apparatus for producing a packaging container from an approximately rectangular carton blank with several processing stations to refer to which the container or the parts forming these are supplied by means of a carousel.
- packaging containers made of paper or cardboard composite material are in particular that the potential capacity or filling volume limits are set due to the stability of the material.
- packaging containers come in particular in the form of cans primarily as relatively small container, eg with a capacity up to about a liter, and / or for packaging relatively light contents, such as the aforementioned foodstuffs and luxury foods used.
- the packaging container relatively much and / or relatively heavy contents, eg 5 kg or more record, as may be desirable, for example, for packaging detergent, ice cream or flowable building materials, etc., for example, an opening edge of the sleeve of paper or To deform cardboard composite material in the form of a bead, which impairs or complicates the necessary tightness and / or the usually desired placement of a Dekkels.
- both the bottom and the opening edge of such "large" packaging container made of metal wherein both the opening edge in the form of a reinforcing ring and the bottom are usually set form-fitting manner on the sleeve of paper or cardboard composite material, which, for example can be done by riveting or jamming.
- the packaging container is not sorted, which for environmental reasons - also in terms of disposal - can cause problems.
- there is an increased risk of injury to such, usually relatively sharp-edged metal parts which applies not only to the user, but also for the personnel involved in the production, in the latter case added that in particular in the case of packaging of food or luxury food hygiene risk If the personnel involved in the production are injured and the contents come into contact with blood, skin tissue or the like.
- the US 2003/0116579 A1 describes a packaging container with a sleeve made of paper or cardboard composite, at the removal opening a plastic ring is jammed.
- the plastic ring has a U-shaped profile, wherein the web of the U-profile covers the end face of the removal opening of the sleeve, a first leg of the U-profile on the inside of the sleeve and a second leg of the U-profile is arranged on the outside of the sleeve.
- the connection of the plastic ring with the sleeve is provided that it is a frictional clamping connection, wherein a clamping mechanism of the ring engages in the upper end of the sleeve and the latter clamps.
- the clamping mechanism may in this case be formed by a plurality of depressions, which indeed allow insertion of the sleeve into the U-profile, but prevent subsequent loosening of the ring.
- US 2003/0116579 A1 a device for producing such a packaging container, which consists of a pressing device, each having a holder for the sleeve of the container or for the Ring and a displacement mechanism comprises to move the thus held ring on the sleeve and thereby to produce the clamping connection.
- a particular disadvantage is that the known clamping connection makes a subsequent loosening of the ring for the purpose of a sorted disposal practically impossible.
- the invention is therefore the object of a packaging container of the type mentioned in a simple and cost-effective way to the effect that he has a high dimensional stability while avoiding the aforementioned disadvantages, so that it is also suitable for receiving relatively large and / or heavy contents , It is further directed to a method of manufacturing such a packaging container.
- this object is achieved in a ring of a packaging container of the type mentioned in that on both sides facing the legs of the U-profile of the ring, which after fixing the ring to the removal opening of the sleeve, the sleeve in the region of the opening edge between take up, oppositely arranged projections are provided which are dimensioned such that they can compress the paper or cardboard composite material of the sleeve while ensuring a clamping connection.
- the invention provides for the solution of this task accordingly, that on both sides facing each other, the legs of the U-profile of the ring, which receive the sleeve in the region of the opening edge between them, opposite arranged projections are provided which are dimensioned such that they compress the paper or cardboard composite material of the sleeve while ensuring a clamping connection.
- the invention continues to provide this object in a method of the type mentioned above, that on the removal opening of the sleeve, a ring of the aforementioned type is pressed while ensuring a clamping connection between the sleeve and the ring.
- the inventive, placed on the packaging container plastic ring ensures proper reinforcement of the same in the region of its removal opening in the case of bulky or heavy contents, in particular a lid can be easily fixed to the ring.
- the plastic ring is simple and inexpensive in terms of materials and production, and due to the clamping connection between the sleeve and ring not only a simple assembly of the ring on the sleeve, but also a pure separation of ring and sleeve is possible by the ring again from the Sleeve is pulled off.
- the clamping connection according to the invention which is designed such that at the two mutually facing sides of the legs of the U-profile of the ring, which receive the sleeve in the region of the opening edge between them, a plurality of oppositely arranged projections is formed, which dimensions such are that they compress the paper or cardboard composite material of the sleeve while ensuring the clamping connection, for a secure hold of the ring on the Sleeve without having to provide any rivet or seal joints.
- the in Fig. 1 illustrated packaging container 1 comprises a sleeve 2 made of paper or cardboard composite material, which is formed for example of kraft paper and - depending on the intended for the packaging container filling - inside with a sealing coating or lamination (not shown), for example made of plastic, such as polyethylene ( PE), polypropylene (PP) or the like, is provided to protect the contents from external influences.
- a sealing coating or lamination for example made of plastic, such as polyethylene ( PE), polypropylene (PP) or the like, is provided to protect the contents from external influences.
- the packaging container 1 or its sleeve 2 has an approximately circular cross-section, wherein it or they of course also have a different shape, for example, rectangular or square, oval, etc. may be formed.
- the capacity of the packaging container 1 may be compared to generic containers according to the prior art be significantly greater and, for example, at least five or at least seven liters or more, the inventive design in the case of a relatively heavy filling material, such Detergent, ice cream or the like, ensures sufficient stability of the container.
- a removal opening 3 bounding end of the sleeve 2 is placed on this one they reinforcing plastic ring 4, which by means of a reference below with reference to Fig. 2 to 5 specified clamping connection is fixed to the sleeve 2 in the region of the removal opening 3.
- the ring 4, which may be preferably formed as an injection molded part, but may also be made by any other plastic processing method including thermoplastic and thermosetting plastic processing method, ensures a permanent dimensional stability of the opening edge 3 of the container 1 and also serves for placing a lid 5, which in the present Embodiment designed as slip-lid and removably on the ring 4, for example on its outer circumference, can be locked or even clamped.
- the lid 5 may itself, for example, also made of plastic or cost reasons, preferably from a - eg the material of the sleeve 2 corresponding - paper or cardboard composite material, such as kraft paper, formed and also for sealing purposes at least inside with a sealing coating or lamination, for example Polyethylene or the like.
- the ring 4 has a substantially U-shaped profile, wherein the web 6 of the U-profile covers the end face of the removal opening 3 of the sleeve 2, a first leg 7 of the U-profile inside the sleeve 2 and a second leg. 8 of the U-profile on the outside of the sleeve 2 is arranged.
- the projections 9 can thereby, preferably substantially equidistant, for example, with a distance from each other in the circumferential direction of about one centimeter, distributed around the circumference of the ring 4, for a plurality of around the entire circumference of the opening edge 3 of the sleeve. 2 arranged to provide clamping points.
- the sleeve 2 facing side of the leg 7 of the U-section of the ring 4 arranged projections 9 are formed in the form of hooks 9a, which form an abutment against withdrawal of the ring 4 of the sleeve 2 and thus provide for an optimal grip of the clamping connection formed between the ring 4 and the sleeve 2 by the hooks 9a engage under compression of the paper or cardboard composite material of the sleeve 2 in this.
- the distributed around the circumference of the ring 4 arranged projections 9 each one hand alternately on hooks 9a (see also Fig. 2 in conjunction with in Fig.
- the width B of the projections 9 in the form of strips 9b about that of the hooks 9a formed in the form of projections 9 approximately corresponds to the sleeve 2 facing contour of the strips 9b, however, in contrast to that of the hooks 9a substantially is linear and approximately parallel to the sleeve axis and does not project in the direction of the sleeve 2 in the form of a hook.
- both in the form of hooks 9a as well as in the form of strips 9b formed projections are preferably equipped with one of the the U-web 6 facing away, free end of the respective - here inner leg 7 starting bevel 10 to the pressing of the To facilitate ring 4 on the sleeve 2 and to guide the sleeve material during the pressing of the ring 4 on the sleeve 2 in the annular gap formed between the two legs 7, 8 of the U-section of the ring 4.
- the clamping connection formed between the sleeve 2 and the ring 4 is additionally reinforced by the annular gap formed between the legs 7, 8 of the U-section of the ring 4 is additionally narrowed in the region of the oppositely arranged projections 9, 11, so that the sleeve material is compressed on both sides and in particular the 9 formed in the form of hooks projections 9 are able to intervene more firmly in the sleeve 2.
- the protrusions 11 formed in the form of webs on the outer leg 8 are, for example, only about 5 to 20% of the width B of the protrusions formed on the inner leg 7 in the direction of the sleeve 2 and are preferably also with one of the U-web 6 facing away, free end of the outer leg 8 starting ramp provided to facilitate the pressing of the ring 4 on the sleeve 2 and the sleeve material during the pressing of the ring 4 on the sleeve 2 in between the two legs 7, 8 of the U Profile of the ring 4 formed annular gap to lead.
- FIG Be advantageous if the sleeve 2 facing the circumference of the second, outside of the sleeve 2 arranged leg 8 of the U-profile - including the arranged on this projections 11 in the form of webs - is slightly smaller than the outer cross section of the sleeve 2 (see. Fig. 5 ). How out Fig.
- the sleeve 2 is compressed in this way in the region of its fitted with the ring 4 opening edge 3 by the outer leg 8 of the U-section of the ring 4 radially inward, so that the ring 4 arranged by means of the opposite to the U-profile Protrusions 9, 11 is even better clamped to the sleeve 2.
- the sleeve 2 facing the circumference of the first, inside the sleeve 2 arranged Leg 7 of the U-profile - including arranged on this protrusions 9 in the form of hooks 9 a and 9b strips - be slightly larger than the inner cross section of the sleeve 2, wherein the sleeve 2 in this case in the region of its equipped with the ring 4 opening edge. 3 is expanded radially outward through the inner leg 7 of the U-profile of the ring 4 (not shown).
- both legs 7, 8 of the U-profile of the ring 4 in principle have to have a sufficient length to provide a sufficiently long end portion of the sleeve 2 for a reliable clamping connection
- the second, outside of the sleeve 2 arranged legs 8 of the U-profile of the ring 4 in particular by at least twice, is longer than the first, inside the sleeve 2 arranged leg 7 of the U-section of the ring 4.
- annular bead 12 which serves as an abutment for the cover 5 (FIG. Fig. 5 ) and / or can offer an attack surface on the occasion of a manual or automated pressing of the ring 4 on the sleeve 2.
- the packaging container 1 has a bottom 20, which in the present embodiment, as well as the sleeve 2 made of paper or cardboard composite material, for example made of kraft paper, formed and at the discharge opening 3 opposite end of the sleeve 2 is fixed.
- the bottom 20 is fixed to the sleeve 2 by means of an adhesive-free sealing compound while avoiding any further retaining means, such as clamps, rivets or the like, which is ensured in the present embodiment by the fact that the outer circumference of the bottom 20 slightly, for example, about 0.5 cm to about 2 cm, here about 1 cm, is greater than the outer circumference of the sleeve 2, wherein the paper or cardboard composite material of the bottom 20 along the outer surface of the sleeve 2 is folded upwards so that it engages over the outer surface of the sleeve 2 upwards and the sealing connection between the bottom 20 and the sleeve 2 extends over an annular outer surface of the sleeve 2 in the region of the discharge opening 3 opposite end.
- any further retaining means such as clamps, rivets or the like
- the sleeve 2 is provided on the outside at least in the region of its removal opening 3 opposite end and / or the bottom at least in this, the sleeve 2 outside cross-section inside with a sealable coating or lamination, such as polyethylene it has proved sufficient and is provided in the present embodiment that only the bottom is provided on the inside with such a coating or lamination, which also has a sealing function to protect the packaged goods from external influences.
- a sealable coating or lamination such as polyethylene it has proved sufficient and is provided in the present embodiment that only the bottom is provided on the inside with such a coating or lamination, which also has a sealing function to protect the packaged goods from external influences.
- the bottom is provided only on the inside with such a sealable coating or lamination, such as polyethylene, so that a simple sealing of the bottom 20 on the sleeve by heat sealing under heating by means of a sealing tool from the outside is possible, on the one hand, a perfect, dense to provide stable and reliable sealing connection and on the other hand to prevent outside melting of the bottom of the sealing tool.
- a sealable coating or lamination such as polyethylene
- the floor 20 is not made of metal or plastic, but may also be formed of paper or cardboard composite material and are also further holding means including adhesive dispensable, which not only leads to a high purity and environmental compatibility of the packaging container 1, but also both in terms of manufacturing technology as well as in terms of material price is inexpensive.
- Fig. 1 reproduced packaging container 1 is a container for receiving ice cream with a diameter and a height of each about 24 cm and a wall thickness including the coating or lamination of about 0.8 cm mentioned, which thus has a capacity of about 18 liters and a corresponding weight of contents of about 18 kg can easily reliably absorb.
- the outer leg 8 of the U-profile of the ring 4 may, for example, have a length of about 2.4 cm, while the inner leg 7 of the U-profile of the ring 4, for example, may have a length of about 1.1 cm.
- the U-web 6 may have a width of about 0.5 cm, wherein the distance between the mutually facing projections 9, 11 on the inside of the U-profile on the other hand is lower and may be for example about 0.1 cm to about 0.2 cm in order to ensure a perfect clamping connection of the sleeve 4 placed on the ring 4.
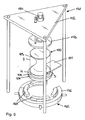
- Fig. 5 shows a schematic plan view of an embodiment of an apparatus for producing the packaging container 1 of the aforementioned type, which provided both for pressing the ring 4 on the discharge opening 3 facing the end of the sleeve 2 as well as for sealing the bottom 20 on the opposite end of the sleeve 2 is.
- the apparatus in the illustrated embodiment includes a plurality of those described below with reference to FIG FIGS. 7 and 8 closer explained brackets 100 which serve to receive both a sleeve 2 and a ring 4 such that the open side of the U-profile of the ring 4 is opposite to the removal opening 3 of the sleeve 2.
- the brackets 100 are arranged eccentrically on a turntable 110 serving as a feed device (cf. Fig.
- brackets 100 are in this way relative to these in the region of the trajectory of the brackets 100, ie in the region of the circumference of the hub 110 with the brackets 100, distributed stations arranged displaceable or along a circular path to these and away from these, in particular Stopping the turntable 110 with a respective holder 100 at a respective station, movable.
- the said stations comprise in the present embodiment an otherwise unspecified reproduced placement station 120, which is associated with a likewise unspecified reproduced storage station, in which a plurality of sleeves 2 and rings 4 and optionally bottoms 20 are kept in stock.
- the sleeves 2 and the rings 4, and optionally the trays 20, e.g. are manually applied to each of the placement station 120 located bracket 110, wherein it is preferably provided that the Bestükkungsstation also includes a placement device, also not shown, which for automatically placing at least the sleeves 2 and the rings 4 on the brackets 100 in the manner described above is trained.
- the placement device can have a mechanical gripping device and / or a suction device suitable for this purpose, which can be driven electrically and / or mechanically.
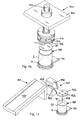
- the loading station 120 is - viewed in the direction of rotation R of the turntable 110 with the brackets 100 - downstream of a pressing station 130, which one below with reference to Fig. 9 closer explained pressing device 131 includes, which for pressing a arranged on a holder 100 ring 4 on a likewise on a holder arranged sleeve 2 is formed while ensuring a clamping connection between the sleeve 2 and the ring 4.
- the pressing station 130 is - again in the direction of rotation R of the turntable 110 with the brackets 100 viewed - a sealing station 140 downstream, which one below with reference to Fig.
- Closer explained seal means 141 (here in the form of a heat-sealing device) comprises, which is formed for sealing the bottom 20 to the removal opening 3 with the ring 4 opposite end of the sleeve 2.
- the sealing station 140 is finally - again in the direction of rotation R of the turntable 110 with the brackets 100 viewed - downstream of a removal station 150, which hereinafter with reference to Fig. 11 is described in more detail and comprises a removal device 151, which is for automated removal of the sleeve 2 with the pressed-on this ring 4 and sealed onto this bottom 20, so the finished packaging container 1, is formed.
- analogous to the placement station 120 may also be provided that the finished packaging container 1 are removed manually from the brackets 100.
- On the removal station 150 follows - again in the direction of rotation R of the turntable 110 with the brackets 100 viewed - the already mentioned placement station 120th
- All processing stations 120, 130, 140, 150 as well as all brackets 100 are arranged in the present embodiment with an angular offset of 90 ° about the turntable 110 and on the same, which has the advantage that when stopping the turntable 100 in a suitable position each holder 100 is located at a respective station 120, 130, 140, 150.
- a plurality of brackets 100 may be provided, wherein the brackets 100 should then be suitably arranged on the hub 110, that in each case two, three or more brackets 100 at the same time at each station 120, 130, 140, 150 stopped and thus can be processed in parallel, in the case of four stations 120, 130, 140, 150 then preferably 8, 12, 16, etc. brackets 100 provided are.
- Fig. 7 is a schematic view of in particular by means of a data processing unit, such as a computer (not shown) programmed controlled rotatable turntable 110 reproduced on the outer circumference with an angular displacement of 90 ° a total of four support arms 111 are arranged, which are each equipped with a holder 100.
- a data processing unit such as a computer (not shown) programmed controlled rotatable turntable 110 reproduced on the outer circumference with an angular displacement of 90 ° a total of four support arms 111 are arranged, which are each equipped with a holder 100.
- the holders 100 may preferably be designed such that they engage in a patch on this sleeve 2 and the sleeve 2 at least in the region of its removal opening 3 and in the region of the discharge opening opposite end, ie at both ends of the sleeve 2, along its Support the inner circumference.
- the brackets 100 have for this purpose an insertable into the sleeve 2 body 101, which is provided at its ends in each case with a cylindrical collar 102, 103, whose outer circumference substantially corresponds to the inner circumference of the sleeve 2 or is formed slightly smaller compared, so that the sleeve 2 is supported at its ends on the inside and the generally quite yielding paper or cardboard composite material during processing, ie in particular when pressing the ring 4 on the sleeve 2 and / or sealing the bottom 10 on the sleeve 2, can not dodge significantly and the sleeve 2 at the same time in a simple manner on the holder 100 is centered.
- the collars 102, 103 of the holder are substantially circular cylindrical, wherein they generally follow the shape of the intended sleeve and the distance of the collars 102, 103 corresponds substantially to the length of the sleeve 2. In the central region of the body 101 of the brackets 100, this can have a smaller cross section than the straps 102, 103. Below the in Fig.
- the holder 100 further comprises serving as an abutment support surface, which in the form of a downwardly adjoining the collar 102, radially outwardly projecting lug 104 with an opposite the binding 102 is formed larger cross-section.
- the holder 100 is initially equipped with the ring 4, wherein the ring is applied with its U-profile pointing upwards over the holder 100, so that it rests on the projection 104.
- the sleeve 2 can be applied to the holder 100, so that the removal opening 3 facing the end opposite the upwardly open U-profile of the ring 4 and the inside is supported by the collar 102, while its opposite end on the inside of the collar 103rd is supported, as is the Fig. 8 can be seen. As already mentioned, this is preferably done in an automated manner in the loading station 120 (FIG. Fig. 6 ).
- Fig. 9 is a schematic view of an embodiment of a pressing device 131 reproduced, which may be driven, for example, electrically, mechanically, hydraulically, pneumatically or hydropneumatically.
- the pressing device 131 is a holder 100 for receiving both the sleeve 2 and the ring 4 such that the open side of the U-profile of the ring 4 opposite the removal opening 3 of the sleeve 2 is assigned, wherein the pressing device 131 for displacing the Sleeve 2 (or the ring 4) with respect to the fixed on the holder 100 Ring 4 (or fixed to the holder 100 sleeve 2) is formed substantially in the axial direction of the sleeve 2.
- the pressing device 131 comprises for this purpose a displaceable on a stationary support 132, for example, in the vertical direction pressing tool 133, which may have, for example, a plate or a ring which is dimensioned so that it with the end face of the discharge opening 3 opposite end of the holder 100 located sleeve 2 can be brought into contact.
- the pressing device 131 further comprises a holding device 135 which essentially has a retaining ring 136 which can be arranged at least around a partial section of the outer circumference of the ring 4 likewise located on the holder 100, on which a plurality of radially inwardly displaceable clamping jaws 137 are fixed.
- the mounted on a shaft 134 pressing tool 133 can be lowered with a particular presettable pressing pressure in the direction of the holder 100, wherein the holder 100 is held stationary with the ring 4 and the sleeve 2, so that the sleeve 2 in the open U-profile of the ring 4 is pressed.
- the holder 100 in the direction of the pressing tool 133 with a in particular presettable pressing pressure is displaced upward.
- FIG. 1 shows an embodiment of a sealing device 141 formed in the present case by a heat-sealing device.
- the sealing device 141 comprises a substantially annular sealing tool 142 with an inner cross-section 143 approximately corresponding or slightly surmounting the outer cross-section of the sleeve 2 and sealing the bottom 20 along an annular outer surface the sleeve 2 is formed in the region of the discharge opening 3 opposite end.
- the sealing tool 142 is displaceably mounted by means of a shaft 144 on a carrier 145 in the vertical direction.
- the pressing tool 142 may, for example, be electrically heated and has at its in Fig.
- the sealing device 141 may suitably be associated with a particular automated feeder (not shown), which for transferring, for example, on a stack several trays arranged bottom 20, for example by means of mechanical grippers, suction or on any other way, to a predetermined position in the space between the sealing tool 142 and the arranged below the same holder 100 with the sleeve 2 concentrically suitable for this is.
- a particular automated feeder not shown
- the sealing tool 141 it is of course also conceivable in connection with the sealing tool 141 that the holder 100 can be displaced upward in the direction of the sealing tool 142.
- a removal device 151 which is used for automated gripping of the finished packaging container 1, ie the sleeve 2 with the pressed-on this ring 4 and sealed onto this bottom 20, or for removing the packaging container 1 from the holder 1.
- the removal device 151 can of course also use mechanical grippers or other gripping means, in the present embodiment it comprises a suction device 152, which has a plurality of suction nozzles 153 arranged on a flat support plate and by means of a support arm 154, eg about an approximately horizontal axis 155, is pivotable, as is in Fig. 11 indicated by the arrow 156.
- the removal device 151 (and / or the holder 100) in the present embodiment is substantially vertically displaceable (arrow 157).
- the suction device 152 is lowered in this way on a holder 100 located on a finished packaging container 1 down so that it exerts a negative pressure on the bottom 20, which is adhering the bottom 20 and the sealed thereto sleeve 2 with the pressed thereon Ring 4 causes.
- the suction device 151 with the packaging container 1 can then be pivoted upward about the axis 155 (arrow 156) and thus out of the reach of the trajectory R (FIG. Fig. 6 and 7 ) along which the brackets 100 are movable between the various stations 120, 130, 140, 150 ( Fig. 6 ).
- the removal device 151 is finally arranged downstream of a transport station, which is used for transporting the removed by means of the removal device 151 from the holder 100, finished packaging container 1.
- the transport station may in principle be equipped with conveyor belts or other transport devices, in the present case it comprises a transport device 161 in the form of an inclined plane along which the finished packaging containers 1 slide or roll and, for example, another station, such as a filling station for filling the containers 1 with the respective intended contents, a storage station for storing a plurality of containers 1, etc. (not shown in each case), can be supplied.
- the device is for carrying out an automated process for producing a packaging container 1, in particular for receiving relatively large and / or heavy packaged goods, e.g. with a capacity of about 18 liters, with a sleeve 2 made of paper or cardboard composite, arranged at one end of the sleeve 2 bottom 20 and disposed at the opposite end of the sleeve 2 removal opening 3, according to which the removal opening 3 of the sleeve. 2 the ring 4 is pressed while ensuring a clamping connection between the sleeve 2 and the ring 4 and according to which further the bottom 20 is sealed onto the sleeve 2.
- a sleeve 2 made of paper or cardboard composite
- the ring 4 and then the sleeve 2 is placed on the holder 100 such that the open side of the U-profile of the ring 4 opposite the removal opening (3) of the sleeve (2) is located, and the ring 4 in the Aufpreßstation 130 by relative movement of the sleeve 2 with respect of the ring 4 on the holder 100 is pressed onto the sleeve 2.
- the bottom 20 is further placed in the sealing station 140 to the removal opening 3 opposite end of the sleeve 2 and the bottom 20 is then sealed onto the sleeve 2, the bottom 20 in particular - preferably exclusively - Sealed along an annular outer surface of the sleeve 2 in the region of the discharge opening 3 opposite end with the sleeve 2, for example, heat-sealed, is.
- the holder 100 with the sleeve 2 and the ring 4 and optionally with the bottom 20 can be moved relative to the pressing station 130 for pressing the sleeve 2 on the ring 4 and relative to the sealing station 140 for sealing the bottom 20 on the sleeve 2, what eg can be done by the holder 100 (or the pressing station 130 and the sealing station 140) is guided on a circular path R (be).
- the placement of the ring 4 and / or the sleeve 2 and / or optionally also of the bottom 20 on the holder 100 by automated gripping or automated suction of the ring 4 and / or the sleeve 2 and / or optionally the Soil 20 is carried out, in the present case, for example the ring and the sleeve in the loading station 120 are placed on the holder 100 in an automated manner, while the bottom is fed directly to the sealing station 140 by means of a likewise particularly automated feeding device (not shown).
- the sleeve 2 with the pressed-on this ring 4 and sealed onto this bottom 20 by automated gripping or automated Suction of the holder 100 removed and transferred to a conveyor station 160 to remove the finished packaging container 1.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Making Paper Articles (AREA)
Description
- Die Erfindung betrifft einen Ring, welcher zumindest überwiegend aus Kunststoff gebildet ist und ein im wesentlichen U-förmiges Profil aufweist, wobei der Ring derart an einer Entnahmeöffnung einer Hülse eines Verpackungsbehälters klemmend festlegbar ist, daß der Steg des U-Profils die Stirnseite der Entnahmeöffnung der Hülse abdeckt, ein erster Schenkel des U-Profils innenseitig der Hülse und ein zweite Schenkel des U-Profils außenseitig der Hülse angeordnet ist, wobei an einer der einander zugewandten Seiten der Schenkel des U-Profils des Rings Vorsprünge angeordnet sind. Die Erfindung bezieht sich ferner auf einen Verpackungsbehälter mit einer Hülse aus Papier- oder Kartonverbund, einem an einem Ende der Hülse angeordneten Boden und einer an dem entgegengesetzten Ende der Hülse angeordneten Entnahmeöffnung, wobei im Bereich der Entnahmeöffnung der Hülse des Verpackungsbehälters ein zumindest überwiegend aus Kunststoff gebildeter Ring der vorgenannten Art festgelegt ist, welcher ein im wesentlichen U-förmiges Profil aufweist, wobei der Steg des U-Profils die Stirnseite der Entnahmeöffnung der Hülse abdeckt, ein erster Schenkel des U-Profils innenseitig der Hülse und ein zweiter Schenkel des U-Profils außenseitig der Hülse angeordnet ist, und wobei das U-Profil des Rings derart dimensioniert ist, daß es das Papier- oder Kartonverbundmaterial der Hülse unter Gewährleistung einer Klemmverbindung komprimiert. Schließlich betrifft die Erfindung auch ein Verfahren zur Herstellung eines Verpackungsbehälters mit einer Hülse aus Papier- oder Kartonverbund, einem an einem Ende der Hülse angeordneten Boden und einer an dem entgegengesetzten Ende der Hülse angeordneten Entnahmeöffnung, wobei ein gegebenenfalls zumindest innenseitig mit einer dichtenden Beschichtung oder Kaschierung, wie aus Polyethylen, versehenes Papier- oder Kartonverbundmaterial unter Bildung der Hülse in eine im wesentlichen zylindrische Form gebracht und ein Ende der derart erzeugten Hülse mittels eines gegebenenfalls zumindest innenseitig mit einer dichtenden Beschichtung oder Kaschierung, wie aus Polyethylen, versehenen Bodens verschlossen wird.
- Verpackungsbehälter der vorgenannten Art werden insbesondere in Form von Dosen zur Aufnahme von festen, gegebenenfalls rieselfähigen, oder auch fluiden Substanzen, beispielsweise Lebens- und Genußmittel, wie Chips, Kaffee, Kekse, Tabak etc., eingesetzt. Die Hülse aus Papier- oder Kartonverbund ist in der Regel zumindest innenseitig mit einer im wesentlichen feuchtigkeits- und/oder gasdichten Beschichtung oder Kaschierung, z.B. aus Aluminium, Kunststoff, imprägniertem Papier oder dergleichen, versehen, um den Inhalt des Verpackungsbehälters vor äußeren Einflüssen, wie Feuchtigkeit, oder auch vor Substanzverlust, z.B. durch Austrocknen, zu schützen. Die Innenbeschichtung oder -kaschierung kann ferner - sofern gewünscht - das Aufsiegeln einer Dichtmembran ermöglichen, welche beispielsweise eine der Hülse zugewandte Lage aus einem siegelfähigen Material, z.B. einem unter Wärme plastifizierbaren, thermoplastischen Kunststoff, z.B. Polyethylen (PE) oder dergleichen, oder einem - z.B. ebenfalls unter Wärme - aushärt- bzw. vernetzbaren Kunstharz besitzt. Am Außenumfang der Hülse kann in der Regel ein den Inhalt identifizierender Aufdruck bzw. ein Etikett vorgesehen sein. Der Öffnungsrand solcher Verpackungsbehälter ist häufig, z.B. in Form eines Bördels, nach außen umgelegt, um einerseits für eine erhöhte Stabilität der Hülse im Bereich des Öffnungsrandes zu sorgen, andererseits das Aufsetzen eines Deckels (z.B. eines Stülpdeckels oder eines in Form eines Originalitätsverschlusses ausgebildeten Deckels, welcher ein erstmaliges Öffnen des Verpackungsbehälters anzeigt) zu ermöglichen, welcher an dem solchermaßen ausgebildeten Öffnungsrand verrastbar ist. Sofern das Verpackungsgut relativ leicht ist, z.B. bis etwa 1 oder 2 kg, kann der Boden solcher Dosen aus Kostengründen sowie aus Gründen der Sortenreinheit ebenfalls aus einem Papier- oder Kartonverbundmaterial gebildet sein, welches mit dem Material der Hülse verklebt ist und in der Regel aus denselben Gründen mit einer dichtenden, innenseitigen Beschichtung oder Kaschierung versehen sein kann.
- Die
EP 0 691 278 A1 beschreibt einen Verpackungsbehälter mit einer Hülse aus Papier- oder Kartonverbund, auf deren oberes Ende ein Kunststoffring aufgesetzt ist, welcher einerseits einen insbesondere folienartigen Innenbehälter, andererseits einen Deckel trägt. Der Kunststoffring besitzt ein den Hülsenrand umgreifendes U-Profil, an dessen äußerem Schenkel innenseitige Vorsprünge angeformt sind, welche in Ausnehmungen in dem Hülsenmaterial verrasten. Der Ring ist auf diese Weise durch stärkeren Zug von der Hülse lösbar, weshalb dem Aufnahmevermögen des Verpackungsbehälters Grenzen gesetzt sind. - Der
EP 0 038 488 A2 ist ein Verfahren und eine Vorrichtung zur Herstellung eines Verpackungsbehälter aus einem etwa rechteckigen Kartonzuschnitt mit mehreren Verarbeitungsstationen zu entnehmen, welchen der Behälter bzw. die diesen bildenden Teile mittels eines Karussells zugeführt werden. - Ein Nachteil solcher Verpackungsbehälter aus Papier- oder Kartonverbundmaterial besteht insbesondere darin, daß dem möglichen Aufnahmevermögen bzw. Füllvolumen aufgrund der Stabilität des Materials Grenzen gesetzt sind. Aus diesem Grund kommen solche Verpackungsbehälter insbesondere in Form von Dosen vornehmlich als verhältnismäßig kleine Behälter, z.B. mit einem Aufnahmevermögen bis etwa einen Liter, und/oder zur Verpackung von relativ leichtem Füllgut, wie beispielsweise den vorgenannten Nahrungs- und Genußmitteln, zum Einsatz. Soll der Verpackungsbehälter relativ viel und/oder relativ schweres Füllgut, z.B. 5 kg oder mehr, aufnehmen, wie es beispielsweise zur Verpackung von Waschmittel, Eiscreme oder auch fließfähigen Baumaterialien etc. erwünscht sein kann, kann sich z.B. ein Öffnungsrand der Hülse aus Papier- oder Kartonverbundmaterial in Form eines Bördels verformen, was die notwendige Dichtigkeit und/oder das in der Regel erwünschte Aufsetzen eines Dekkels beeinträchtigt bzw. erschwert. Aus diesem Grund ist es bekannt, sowohl den Boden als auch den Öffnungsrand solcher "großer" Verpackungsbehälter aus Metall auszubilden, wobei sowohl der Öffnungsrand in Form eines Verstärkungsrings als auch der Boden üblicherweise formschlüssig an der Hülse aus Papier- oder Kartonverbundmaterial festgelegt werden, was z.B. durch Nieten oder Verklemmen geschehen kann. Nachteilig sind einerseits die nicht unerheblichen Kosten einer solchen Ausgestaltung, andererseits ist der Verpackungsbehälter nicht sortenrein, was aus Umweltschutzgründen - auch im Hinblick auf die Entsorgung - zu Problemen führen kann. Überdies besteht eine erhöhte Verletzungsgefahr an solchen, zumeist relativ scharfkantigen Metallteilen, was nicht nur für den Benutzer, sondern auch für das mit der Herstellung befaßte Personal gilt, wobei im letztgenannten Fall hinzukommt, daß insbesondere im Falle der Verpackung von Lebens- oder Genußmitteln ein Hygienerisiko besteht, falls sich das mit der Herstellung befaßte Personal verletzt und das Füllgut mit Blut, Hautgewebe oder dergleichen in Berührung kommt.
- Die
US 2003/0116579 A1 beschreibt einen Verpackungsbehälter mit einer Hülse aus Papier- oder Kartonverbund, an dessen Entnahmeöffnung ein Kunststoffring verklemmt ist. Der Kunststoffring weist ein U-förmiges Profil auf, wobei der Steg des U-Profils die Stirnseite der Entnahmeöffnung der Hülse abdeckt, ein erster Schenkel des U-Profils innenseitig der Hülse und ein zweiter Schenkel des U-Profils außenseitig der Hülse angeordnet ist. In Bezug auf die Verbindung des Kunststoffrings mit der Hülse ist vorgesehen, daß es sich um eine reibschlüssige Klemmverbindung handelt, wobei ein Klemmechanismus des Rings in das obere Ende der Hülse eingreift und letzteres festklemmt. Der Klemmechanismus kann hierbei von einer Mehrzahl an Vertiefungen gebildet sein, welche zwar ein Einschieben der Hülse in das U-Profil ermöglichen, ein anschließendes Lösen des Rings aber verhindern. Darüber hinaus offenbart dieUS 2003/0116579 A1 eine Vorrichtung zur Herstellung eines solchen Verpackungsbehälters, welche aus einer Preßeinrichtung besteht, die je eine Halterung für die Hülse des Behälters bzw. für den Ring sowie einen Verlagerungsmechanismus umfaßt, um den derart gehaltenen Ring auf die Hülse zu zu bewegen und dabei die Klemmverbindung zu erzeugen. Nachteilig ist insbesondere, daß die bekannte Klemmverbindung ein nachträgliches Lösen des Rings zum Zwecke einer sortenreinen Entsorgung praktisch unmöglich macht. - Der Erfindung liegt daher die Aufgabe zugrunde, einen Verpackungsbehälter der eingangs genannten Art auf einfache und kostengünstige Weise dahingehend weiterzubilden, daß er unter Vermeidung der vorgenannten Nachteile eine hohe Formstabilität besitzt, so daß er auch zur Aufnahme von verhältnismäßig großem und/oder schwerem Füllgut geeignet ist. Sie ist ferner auf ein Verfahren zur Herstellung eines solchen Verpackungsbehälters gerichtet.
- Erfindungsgemäß wird diese Aufgabe bei einem Ring eines Verpackungsbehälters der eingangs genannten Art dadurch gelöst, daß an beiden der einander zugewandten Seiten der Schenkel des U-Profils des Rings, welche nach dem Festlegen des Rings an der Entnahmeöffnung der Hülse die Hülse im Bereich des Öffnungsrandes zwischen sich aufnehmen, gegenüberliegend angeordnete Vorsprünge vorgesehen sind, welche derart dimensioniert sind, daß sie das Papier- oder Kartonverbundmaterial der Hülse unter Gewährleistung einer Klemmverbindung komprimieren können.
- Bei einem Verpackungsbehälter der eingangs genannten Art sieht die Erfindung zur Lösung dieser Aufgabe dementsprechend vor, daß an beiden der einander zugewandten Seiten der Schenkel des U-Profils des Rings, welche die Hülse im Bereich des Öffnungsrandes zwischen sich aufnehmen, gegenüberliegend angeordnete Vorsprünge vorgesehen sind, welche derart dimensioniert sind, daß sie das Papier- oder Kartonverbundmaterial der Hülse unter Gewährleistung einer Klemmverbindung komprimieren.
- In verfahrenstechnischer Hinsicht sieht die Erfindung zur Lösung dieser Aufgabe weiterhin bei einem Verfahren der eingangs genannten Art vor, daß auf die Entnahmeöffnung der Hülse ein Ring der vorgenannten Art unter Gewährleistung einer Klemmverbindung zwischen der Hülse und dem Ring aufgepreßt wird.
- Der erfindungsgemäße, auf den Verpackungsbehälter aufgesetzte Kunststoffring gewährleistet eine einwandfreie Verstärkung desselben im Bereich seiner Entnahmeöffnung auch im Falle von großvolumigem oder schwerem Füllgut, wobei insbesondere ein Deckel auf einfache Weise an dem Ring festlegbar sein kann. Der Kunststoffring ist in material- und fertigungstechnischer Hinsicht einfach und kostengünstig, wobei aufgrund der Klemmverbindung zwischen Hülse und Ring nicht nur eine einfache Montage des Rings an der Hülse, sondern auch eine sortenreine Trennung von Ring und Hülse möglich ist, indem der Ring wieder von der Hülse abgezogen wird. Gleichwohl sorgt die erfindungsgemäße Klemmverbindung, welche derart ausgebildet ist, daß an den beiden einander zugewandten Seiten der Schenkel des U-Profils des Rings, welche die Hülse im Bereich des Öffnungsrandes zwischen sich aufnehmen, eine Mehrzahl an gegenüberliegend angeordneten Vorsprüngen gebildet ist, welche derart dimensioniert sind, daß sie das Papier- oder Kartonverbundmaterial der Hülse unter Gewährleistung der Klemmverbindung komprimieren, für einen sicheren Halt des Rings auf der Hülse, ohne irgend welche Niet- oder Siegelverbindungen vorsehen zu müssen.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus den abhängigen Patentansprüchen sowie aus der nachfolgenden Beschreibung von Ausführungsbeispielen unter Bezugnahme auf die Zeichnungen. Dabei zeigen:
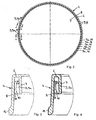
- Fig. 1
- eine teilweise geschnitten dargestellte Seiten- ansicht eines Ausführungsbeispiels eines erfin- dungsgemäßen Verpackungsbehälters;
- Fig. 2
- eine Draufsicht auf den auf die Entnahmeöffnung des Verpackungsbehälters gemäß
Fig. 1 aufgesetz- ten Ring von unten; - Fig. 3
- einen Querschnitt durch den Ring gemäß
Fig. 2 entlang der Schnittlinie A-B; - Fig. 4
- einen Querschnitt durch den Ring gemäß
Fig. 2 entlang der Schnittlinie C-D; - Fig. 5
- einen Detailschnitt durch den auf den Ver- packungsbehälter gemäß
Fig. 1 aufgesetzten Ring gemäß dem Ausschnitt V inFig. 1 und entsprechend der inFig. 3 wiedergegebenen Ansicht; - Fig. 6
- eine schematische Draufsicht auf eine Ausfüh- rungsform einer Vorrichtung zur erfindungsgemäßen Herstellung des Verpackungsbehälters gemäß
Fig. 1 ; - Fig. 7
- eine perspektivische Ansicht einer mit eine Mehr- zahl an Halterungen zur Aufnahme einer Hülse des Verpackungsbehälters gemäß
Fig. 1 ausgestatteten Drehscheibe der Vorrichtung gemäßFig. 6 ; - Fig. 8
- eine perspektivische Detailansicht einer Halte- rung gemäß
Fig. 7 ; - Fig. 9
- eine perspektivische Ansicht einer Preßeinrich- tung der Vorrichtung gemäß
Fig. 6 ; - Fig. 10
- eine perspektivische Ansicht einer Siegeleinrich- tung der Vorrichtung gemäß
Fig. 6 ; und - Fig. 11
- eine perspektivische Ansicht einer Entnahmeein- richtung mit einer dieser nachgeordneten Förder- einrichtung der Vorrichtung gemäß
Fig. 6 . - Der in
Fig. 1 dargestellte Verpackungsbehälter 1 weist eine Hülse 2 aus Papier- oder Kartonverbundmaterial auf, welche z.B. aus Kraftpapier gebildet ist und - je nach dem für den Verpackungsbehälter vorgesehene Füllgut - innenseitig mit einer dichtenden Beschichtung oder Kaschierung (nicht gezeigt), z.B. aus Kunststoff, wie Polyethylen (PE), Polypropylen (PP) oder dergleichen, versehen ist, um das Füllgut vor äußeren Einflüssen zu schützen. Der Verpackungsbehälter 1 bzw. dessen Hülse 2 besitzt beim vorliegenden Ausführungsbeispiel einen etwa kreisförmigen Querschnitt, wobei er bzw. sie statt dessen selbstverständlich auch eine andersartige Form aufweisen, z.B. rechteckig oder quadratisch, oval etc. ausgebildet sein kann. Das Fassungsvermögen des Verpackungsbehälters 1 kann gegenüber gattungsgemäßen Behältern gemäß dem Stand der Technik erheblich größer sein und z.B. wenigstens fünf oder wenigstens sieben Liter oder mehr betragen, wobei die erfindungsgemäße Ausgestaltung auch im Falle eines relativ schweren Füllgutes, wie Waschmittel, Eiscreme oder dergleichen, für eine hinreichende Stabilität des Behälters sorgt. - Im Bereich des in
Fig. 1 oberen, eine Entnahmeöffnung 3 umgrenzenden Endes der Hülse 2 ist auf diese ein sie verstärkender Kunststoffring 4 aufgesetzt, welcher mittels einer nachfolgend unter Bezugnahme aufFig. 2 bis 5 näher erläuterten Klemmverbindung an der Hülse 2 im Bereich deren Entnahmeöffnung 3 festgelegt ist. Der Ring 4, welcher vorzugsweise als Spritzgußteil ausgebildet sein kann, aber auch durch beliebige andere Kunststoffverarbeitungsverfahren einschließlich thermoplastischer und duroplastischer Kunststoffverarbeitungsverfahren hergestellt sein kann, sorgt für eine dauerhafte Formbeständigkeit des Öffnungsrandes 3 des Behälters 1 und dient ferner zum Aufsetzen eines Dekkels 5, welcher beim vorliegenden Ausführungsbeispiel als Stülpdeckel ausgebildet und abnehmbar an dem Ring 4, z.B. an dessen Außenumfang, verrastbar oder auch lediglich verklemmbar sein kann. Der Deckel 5 kann seinerseits z.B. ebenfalls aus Kunststoff oder insbesondere aus Kostengründen vorzugsweise aus einem - z.B. dem Material der Hülse 2 entsprechenden - Papier- oder Kartonverbundmaterial, wie Kraftpapier, gebildet sein und zu Dichtungszwecken gleichfalls zumindest innenseitig mit einer dichtenden Beschichtung oder Kaschierung, z.B. aus Polyethylen oder dergleichen, ausgestattet sein. - Wie insbesondere der
Fig. 5 zu entnehmen ist, welche einen Detailschnitt des Ausschnittes V derFig. 1 zeigt, weist der Ring 4 ein im wesentlichen U-förmiges Profil auf, wobei der Steg 6 des U-Profils die Stirnseite der Entnahmeöffnung 3 der Hülse 2 abdeckt, ein erster Schenkel 7 des U-Profils innenseitig der Hülse 2 und ein zweiter Schenkel 8 des U-Profils außenseitig der Hülse 2 angeordnet ist. An wenigstens einer der einander zugewandten Seiten der Schenkel 7, 8 des U-Profils des Rings 4 - beim vorliegenden Ausführungsbeispiel an dem inneren Schenkel 7 des U-Profils -, welche die Hülse 2 im Bereich ihres Öffnungsrandes 3 zwischen sich aufnehmen, ist eine Mehrzahl an mit dem Papier- oder Kartonverbundmaterial der Hülse 2 in Kontakt stehenden Vorsprüngen 9 gebildet, welche derart dimensioniert sind, daß sie das Papier- oder Kartonverbundmaterial der Hülse 2 unter Gewährleistung einer Klemmverbindung komprimieren, so daß der Ring 4 aufgrund Reibung zwar hinreichend fest, aber vorzugsweise gleichwohl bedarfsweise - z.B. anläßlich der Entsorgung des Verpackungsbehälters - von der Hülse 2 lösbar an letzterer befestigt ist. Wie insbesondere ausFig. 2 ersichtlich, können die Vorsprünge 9 dabei, vorzugsweise im wesentlichen äquidistant, z.B. mit einem Abstand voneinander in Umfangsrichtung von etwa einem Zentimeter, um den Umfang des Rings 4 verteilt angeordnet sein, um für eine Mehrzahl an um den gesamten Umfang des Öffnungsrandes 3 der Hülse 2 angeordneten Klemmstellen zu sorgen. - Wie weiterhin insbesondere der
Fig. 5 zu entnehmen ist, sind zumindest einige der an der der Hülse 2 zugewandten Seite des Schenkels 7 des U-Profils des Rings 4 angeordneten Vorsprünge 9 in Form von Haken 9a ausgebildet, welche ein Widerlager gegen einen Abzug des Rings 4 von der Hülse 2 bilden und somit für einen optimalen Halt der zwischen dem Ring 4 und der Hülse 2 gebildeten Klemmverbindung sorgen, indem die Haken 9a unter Kompression des Papier- oder Kartonverbundmaterials der Hülse 2 in diese eingreifen. Dabei kann beispielsweise vorgesehen sein, daß die um den Umfang des Rings 4 verteilt angeordneten Vorsprünge 9 jeweils alternierend einerseits von Haken 9a (vgl. auchFig. 2 in Verbindung mit der inFig. 3 wiedergegebenen Schnittansicht entlang der Linie A-B gemäßFig. 2 sowie der dieser Schnittansicht entsprechenden Darstellung des auf die Hülse 2 aufgesetzten Rings 4 gemäßFig. 5 ), andererseits von einfachen Leisten 9b (vgl.Fig. 2 in Verbindung mit der inFig. 4 wiedergegebenen Schnittansicht entlang der Linie C-D gemäßFig. 2 ) gebildet sind, wobei z.B. die Breite B der Vorsprünge 9 in Form von Leisten 9b etwa derjenigen der in Form von Haken 9a gebildeten Vorsprünge 9 etwa entspricht, die der Hülse 2 zugewandte Kontur der Leisten 9b jedoch im Gegensatz zu derjenigen der Haken 9a im wesentlichen linear und etwa parallel zur Hülsenachse verläuft und nicht hakenförmig in Richtung der Hülse 2 vorspringt. - Was die in Form von Haken 9a gebildeten Vorsprünge 9 betrifft, so sind diese zweckmäßig im Bereich des freien Endes des jeweiligen - hier inneren - Schenkels 7 des U-Profils des Rings 4 angeordnet, so daß sie mit einem gewissen Abstand von dem Öffnungsrand 3 der Hülse 2 in diese eingreifen und somit einen erhöhten Widerstand gegen ein Abziehen des Rings 4 von der Hülse 2 bieten. Sämtliche Vorsprünge 9, d.h. sowohl die in Form von Haken 9a als auch die in Form von Leisten 9b gebildeten Vorsprünge, sind vorzugsweise mit einer von dem dem U-Steg 6 abgewandten, freien Ende des jeweiligen - hier inneren - Schenkels 7 beginnenden Anlaufschräge 10 ausgestattet, um das Aufpressen des Rings 4 auf die Hülse 2 zu erleichtern und das Hülsenmaterial während des Aufpressens des Rings 4 auf die Hülse 2 in den zwischen den beiden Schenkel 7, 8 des U-Profils des Rings 4 gebildeten Ringspalt zu führen.
- Erfindungsgemäss ist vorgesehen, daß an beiden der einander zugewandten Seiten der Schenkel 7, 8 des U-Profils des Rings 4 gegenüberliegend angeordnete Vorsprünge 9, 11 angeordnet sind, wobei die an dem einem - hier äußeren - der Schenkel 8 des U-Profils des Rings 4 angeordneten Vorsprünge 11 vorzugsweise weniger von diesem Schenkel 8 vorstehen als die an dem anderen - hier inneren - Schenkel 7 des U-Profils des Rings 4 angeordneten Vorsprünge 9 von diesem Schenkel 7 vorstehen. Auf diese Weise wird die zwischen der Hülse 2 und dem Ring 4 gebildete Klemmverbindung zusätzlich verstärkt, indem der zwischen den Schenkeln 7, 8 des U-Profils des Rings 4 gebildete Ringspalt im Bereich der gegenüberliegend angeordneten Vorsprünge 9, 11 zusätzlich verengt wird, so daß das Hülsenmaterial beidseitig komprimiert wird und insbesondere die in Form von Haken 9a ausgebildeten Vorsprünge 9 noch fester in die Hülse 2 einzugreifen vermögen.
- Wie aus
Fig. 2 und insbesondere ausFig. 3 bis 5 ersichtlich, ist dies beim vorliegenden Ausführungsbeispiel dadurch gewährleistet, daß an der der Hülse 2 zugewandten Innenseite des äußeren Schenkels 8 eine der Anzahl an Vorsprüngen 9 an dem inneren Schenkel 7 entsprechende Anzahl an Vorsprüngen 11 in Form von sich etwa parallel zur Längsachse der Hülse 2 erstreckenden Stegen ausgebildet ist, welche jeweils gegenüberliegend einem jeden an dem inneren Schenkel 7 angeordneten Vorsprung 9 positioniert sind. Die in Form von Stegen gebildeten Vorsprünge 11 am äußeren Schenkel 8 stehen dabei beispielsweise nur um etwa 5 bis 20% der Breite B der am inneren Schenkel 7 gebildeten Vorsprünge in Richtung der Hülse 2 vor und sind vorzugsweise ebenfalls mit einer von dem dem U-Steg 6 abgewandten, freien Ende des äußeren Schenkels 8 beginnenden Anlaufschräge ausgestattet, um das Aufpressen des Rings 4 auf die Hülse 2 zu erleichtern und das Hülsenmaterial während des Aufpressens des Rings 4 auf die Hülse 2 in den zwischen den beiden Schenkel 7, 8 des U-Profils des Rings 4 gebildeten Ringspalt zu führen. - Während beim vorliegenden Ausführungsbeispiel nur an einem der Schenkel 7, 8 des U-Profils des Rings 4 - nämlich an dem inneren Schenkel 7 - in Form von Haken 9a ausgebildete Vorsprünge 9 angeordnet sind, welche ein Widerlager gegen einen Abzug des Rings 4 von der Hülse 2 bilden, kann selbstverständlich auch vorgesehen sein, daß an beiden Schenkeln 7, 8 oder nur an dem äußeren Schenkel 8 solche Haken 9a vorgesehen sind, wobei an dem jeweils gegenüberliegenden Schenkel 8, 7 z.B. die in Form von Stegen ausgebildeten Vorsprünge 11 vorgesehen sein können. Beim vorliegenden Ausführungsbeispiel erstrecken sich ferner sämtliche an der einen Seite - hier an der äußeren Seite bzw. an der Innenseite des äußeren Schenkels 7 des U-Profils des Rings 4, angeordneten Vorsprünge 9 in ihrem oberen, dem U-Steg 6 zugewandten Bereich unterhalb des U-Stegs 6 und verbinden dort den äußeren Schenkel 7 mit dem inneren Schenkel 8 des U-Profils des Rings 4, wodurch das U-Profil einerseits stabilisiert wird und andererseits ein definiertes Widerlager gebildet ist, an welchem die Stirnseite 2a der Hülse 2 zur Anlage kommen kann (vgl. hierzu
Fig. 5 ). - Ferner kann es für den Fall, daß die in Form von Haken 9a ausgebildeten Vorsprünge 9 an dem ersten, innenseitig der Hülse 2 angeordneten Schenkel 7 des U-Profils des Rings 4 vorgesehen sind (wie es beim vorliegenden Ausführungsbeispiel der Fall ist), insbesondere von Vorteil sein, wenn der der Hülse 2 zugewandte Umfang des zweiten, außenseitig der Hülse 2 angeordneten Schenkels 8 des U-Profils - einschließlich der an diesem angeordneten Vorsprünge 11 in Form von Stegen - geringfügig kleiner ist als der Außenquerschnitt der Hülse 2 (vgl.
Fig. 5 ). Wie ausFig. 5 ersichtlich, wird die Hülse 2 auf diese Weise im Bereich ihres mit dem Ring 4 bestückten Öffnungsrandes 3 durch den äußeren Schenkel 8 des U-Profils des Rings 4 radial nach innen komprimiert, so daß der Ring 4 mittels der an dessen U-Profil gegenüberliegend angeordneten Vorsprünge 9, 11 noch besser an der Hülse 2 verklemmt wird. Zu demselben Zweck kann alternativ auch der der Hülse 2 zugewandte Umfang des ersten, innenseitig der Hülse 2 angeordneten Schenkels 7 des U-Profils - einschließlich der an diesem angeordneten Vorsprünge 9 in Form von Haken 9a und Leisten 9b - geringfügig größer sein als der Innenquerschnitt der Hülse 2, wobei die Hülse 2 in diesem Fall im Bereich ihres mit dem Ring 4 bestückten Öffnungsrandes 3 durch den inneren Schenkel 7 des U-Profils des Rings 4 radial nach außen expandiert wird (nicht dargestellt). Selbstverständlich ist es zu demselben Zweck für den Fall, daß die in Form von Haken 9a ausgebildeten Vorsprünge 9 an dem zweiten, außenseitig der Hülse 2 angeordneten Schenkel 8 des U-Profils des Rings 4 vorgesehen sind (ebenfalls nicht dargestellt), auf entsprechende Weise denkbar, daß der der Hülse 2 zugewandte Umfang des zweiten, außenseitig der Hülse 2 angeordneten Schenkels 8 des U-Profils geringfügig kleiner ist als der Außenquerschnitt der Hülse 2, oder daß der der Hülse 2 zugewandte Umfang des ersten, innenseitig der Hülse 2 angeordneten Schenkels 7 des U-Profils geringfügig größer ist als der Außenquerschnitt der Hülse 2, um die Hülse 2 im Bereich ihres Öffnungsrandes 3 radial nach innen bzw. außen zu komprimieren und dadurch für eine verbesserte Klemmverbindung zwischen dem Ring 4 und der Hülse 2 zu sorgen. - Während beide Schenkel 7, 8 des U-Profils des Rings 4 grundsätzlich eine hinreichende Länge besitzen müssen, um unter Aufnahme eines hinreichend langen Endabschnittes der Hülse 2 für eine zuverlässige Klemmverbindung zu sorgen, ist beim vorliegenden Ausführungsbeispiel der zweite, außenseitig der Hülse 2 angeordnete Schenkel 8 des U-Profils des Rings 4, insbesondere um wenigstens das doppelte, länger ist als der erste, innenseitig der Hülse 2 angeordnete Schenkel 7 des U-Profils des Rings 4. Auf diese Weise wird die Hülse 2 im Bereich ihres Öffnungsrandes 3 unter Freilassung eines möglichst großen Innenvolumens, gegebenenfalls auch unter Gewährleistung des Aufsiegeln einer Dichtmembran entlang einer ringförmigen Siegelfläche der Hülse 2 unterhalb des inneren Schenkels 7 des U-Profils des Rings 4, über einen demgegenüber breiteren Bereich von außen verstärkt. Im Bereich des unteren, freien Endes des äußeren Schenkels 8 der U-Profils des Rings 4 kann ferner ein nach außen vorstehender Ringwulst 12 vorgesehen sein, welcher als Widerlager für den Deckel 5 (
Fig. 5 ) dienen und/oder eine Angriffsfläche anläßlich eines manuellen oder automatisierten Aufpressens des Rings 4 auf die Hülse 2 bieten kann. - Wie weiterhin der
Fig. 1 zu entnehmen ist, besitzt der Verpackungsbehälter 1 einen Boden 20, welcher beim vorliegenden Ausführungsbeispiel ebenso wie die Hülse 2 aus Papier- oder Kartonverbundmaterial, z.B. aus Kraftpapier, ausgebildet und an dem der Entnahmeöffnung 3 entgegengesetzten Ende der Hülse 2 festgelegt ist. Erfindungsgemäß ist der Boden 20 mittels einer klebstofffreien Siegelverbindung unter Vermeidung jeglicher weiterer Haltemittel, wie Klemmen, Nieten oder dergleichen, an der Hülse 2 festgelegt, was beim vorliegenden Ausführungsbeispiel dadurch gewährleistet ist, daß der Außenumfang des Bodens 20 geringfügig, z.B. etwa 0,5 cm bis etwa 2 cm, hier etwa 1 cm, größer ist als der Außenumfang der Hülse 2, wobei das Papier- oder Kartonverbundmaterial des Bodens 20 entlang der Außenfläche der Hülse 2 nach oben umgefaltet ist, so daß es die Außenfläche der Hülse 2 nach oben übergreift und sich die Siegelverbindung zwischen dem Boden 20 und der Hülse 2 über eine ringförmige Außenfläche der Hülse 2 im Bereich ihres der Entnahmeöffnung 3 entgegengesetzten Endes erstreckt. Während hierzu vorgesehen sein kann, daß die Hülse 2 außenseitig zumindest im Bereich ihres der Entnahmeöffnung 3 entgegengesetzten Endes und/oder der Boden zumindest in diesem, die Hülse 2 außenseitig übergreifenden Bereich innenseitig mit einer siegelfähigen Beschichtung oder Kaschierung, wie aus Polyethylen, versehen ist, hat es sich als ausreichend erwiesen und ist beim vorliegenden Ausführungsbeispiel vorgesehen, daß lediglich der Boden innenseitig mit einer solchen Beschichtung oder Kaschierung versehen ist, welche zugleich eine dichtende Funktion besitzt, um das Verpackungsgut vor äußeren Einflüssen zu schützen. Darüber hinaus ist der Boden ausschließlich innenseitig mit einer solchen siegelfähigen Beschichtung oder Kaschierung, wie aus Polyethylen, versehen, so daß ein einfaches Aufsiegeln des Bodens 20 auf die Hülse durch Heißversiegeln unter Erwärmung mittels eines Siegelwerkzeugs von außen möglich ist, um einerseits eine einwandfreie, dichte, stabile und zuverlässige Siegelverbindung zu schaffen und andererseits ein außenseitiges Anschmelzen des Bodens an das Siegelwerkzeug zu verhindern. Überraschenderweise wurde gefunden, daß eine solche Siegelverbindung ohne Zuhilfenahme von weiteren Haltemitteln, wie mechanischen Haltemitteln oder Klebstoff, auch bei verhältnismäßig großem und/oder schwerem Verpackungsgut, z.B. mit einem Gewicht von wenigstens etwa 5 kg oder wenigstens etwa 7 kg oder mehr, z.B. wenigstens etwa 10 kg, zu einem einwandfreien Halt des Bodens 20 führt, wobei vermutet wird, daß die Stabilität des ausschließlich auf die Außenseite der Hülse 2 aufgesiegelten Bodens 2 infolge der durch das Gewicht des Verpackungsgutes bewirkten Scherkräfte gewährleistet ist. Folglich muß der Boden 20 nicht aus Metall oder Kunststoff, sondern kann ebenfalls aus Papier- oder Kartonverbundmaterial ausgebildet werden und sind ferner weitere Haltemittel einschließlich Klebstoff entbehrlich, was nicht nur zu einer hohen Sortenreinheit und Umweltverträglichkeit des Verpackungsbehälters 1 führt, sondern auch sowohl in herstellungstechnischer Hinsicht als auch im Hinblick auf den Materialpreis kostengünstig ist. - Lediglich beispielhaft für einen in
Fig. 1 wiedergegebenen Verpackungsbehälter 1 sei ein Behälter zur Aufnahme von Speiseeis mit einem Durchmesser und einer Höhe von jeweils etwa 24 cm und einer Wandstärke einschließlich der Beschichtung bzw. Kaschierung von etwa 0,8 cm erwähnt, welcher somit ein Fassungsvermögen von etwa 18 Litern besitzt und ein entsprechendes Gewicht an Füllgut von etwa 18 kg problemlos zuverlässig aufzunehmen vermag. Der äußere Schenkel 8 des U-Profils des Rings 4 kann dabei z.B. eine Länge von etwa 2,4 cm aufweisen, während der innere Schenkel 7 des U-Profils des Rings 4 beispielsweise eine Länge von etwa 1,1 cm besitzen kann. Der U-Steg 6 kann eine Breite von etwa 0,5 cm aufweisen, wobei der Abstand zwischen den einander zugekehrten Vorsprüngen 9, 11 innenseitig des U-Profils demgegenüber geringer ist und z.B. etwa 0,1 cm bis etwa 0,2 cm betragen kann, um für eine einwandfreie Klemmverbindung des auf die Hülse 2 aufgesetzten Rings 4 zu sorgen. -
Fig. 5 zeigt eine schematische Draufsicht auf ein Ausführungsbeispiel einer Vorrichtung zur Herstellung des Verpackungsbehälters 1 der vorgenannten Art, welche sowohl zum Aufpressen des Rings 4 auf das der Entnahmeöffnung 3 zugewandte Ende der Hülse 2 als auch zum Aufsiegeln des Bodens 20 auf das entgegengesetzte Ende der Hülse 2 vorgesehen ist. Die Vorrichtung umfaßt bei der dargestellten Ausführungsform eine Mehrzahl an weiter unten unter Bezugnahme aufFig. 7 und 8 näher erläuterten Halterungen 100, welche zur Aufnahme sowohl einer Hülse 2 als auch eines Rings 4 derart dienen, daß sich die offene Seite des U-Profils des Rings 4 gegenüberliegend der Entnahmeöffnung 3 der Hülse 2 befindet. Die Halterungen 100 sind auf einer als Zuführeinrichtung dienenden Drehscheibe 110 exzentrisch angeordnet (vgl. auchFig. 7 ), welche mittels eines insbesondere programmiert gesteuerten Drehantriebs (nicht gezeigt) in Rotation versetzbar ist, um die Halterung mit der Hülse 2 und
dem Ring 4 mehreren Verarbeitungsstationen zuzuführen, welche je einen oder mehrere Montageschritte zur Herstellung des Verpackungsbehälters 1 durchzuführen vermögen. Die Halterungen 100 sind auf diese Weise relativ zu diesen im Bereich der Bahnkurve der Halterungen 100, d.h. im Bereich des Umfangs der Drehscheibe 110 mit den Halterungen 100, verteilt angeordneten Stationen verlagerbar bzw. entlang einer Kreisbahn zu diesen hin und von diesen fort, insbesondere unter Anhalten der Drehscheibe 110 mit einer jeweiligen Halterung 100 an einer jeweiligen Station, verfahrbar. - Die besagten Stationen umfassen beim vorliegenden Ausführungsbeispiel eine ansonsten nicht näher wiedergegebene Bestückungsstation 120, welcher eine ebenfalls nicht näher wiedergegebene Lagerstation zugeordnet ist, in welcher eine Mehrzahl an Hülsen 2 und Ringen 4 sowie gegebenenfalls Böden 20 auf Vorrat gehalten werden. In der Bestückungsstation 120 können die Hülsen 2 und die Ringe 4 sowie gegebenenfalls die Böden 20 z.B. manuell auf die jeweils an der Bestückungsstation 120 befindliche Halterung 110 aufgebracht werden, wobei vorzugsweise vorgesehen ist, daß die Bestükkungsstation eine ebenfalls nicht gezeigte Bestückungseinrichtung umfaßt, welche zum automatisierten Aufsetzen zumindest der Hülsen 2 und der Ringe 4 auf die Halterungen 100 in der vorstehend beschriebenen Weise ausgebildet ist. Die Bestückungseinrichtung kann beispielsweise eine hierzu geeignete mechanische Greifeinrichtung und/oder eine Ansaugeinrichtung aufweisen, welche elektrisch und/oder mechanisch angetrieben sein kann.
- Der Bestückungsstation 120 ist - in Rotationsrichtung R der Drehscheibe 110 mit den Halterungen 100 betrachtet - eine Preßstation 130 nachgeordnet, welche eine weiter unten unter Bezugnahme auf
Fig. 9 näher erläuterte Preßeinrichtung 131 umfaßt, welche zum Aufpressen eines auf einer Halterung 100 angeordneten Rings 4 auf eine ebenfalls auf einer Halterung angeordnete Hülse 2 unter Gewährleistung einer Klemmverbindung zwischen der Hülse 2 und dem Ring 4 ausgebildet ist. Der Preßstation 130 ist - wiederum in Rotationsrichtung R der Drehscheibe 110 mit den Halterungen 100 betrachtet - eine Siegelstation 140 nachgeordnet, welche eine nachfolgend unter Bezugnahme aufFig. 10 näher erläuterte Siegeleinrichtung 141 (hier in Form einer Heißsiegeleinrichtung) umfaßt, die zum Aufsiegeln des Bodens 20 auf das der Entnahmeöffnung 3 mit den Ring 4 entgegengesetzte Ende der Hülse 2 ausgebildet ist. Der Siegelstation 140 ist schließlich - wiederum in Rotationsrichtung R der Drehscheibe 110 mit den Halterungen 100 betrachtet - eine Entnahmestation 150 nachgeordnet, welche nachfolgend unter Bezugnahme aufFig. 11 näher beschrieben ist und eine Entnahmeeinrichtung 151 umfaßt, die zum automatisierten Entnehmen der Hülse 2 mit dem auf diese aufgepreßten Ring 4 und dem auf diese aufgesiegelten Boden 20, also dem fertigen Verpackungsbehälter 1, ausgebildet ist. Statt dessen kann analog der Bestückungsstation 120 auch vorgesehen sein, daß die fertigen Verpackungsbehälter 1 manuell von den Halterungen 100 abgenommen werden. Auf die Entnahmestation 150 folgt - wiederum in Rotationsrichtung R der Drehscheibe 110 mit den Halterungen 100 betrachtet - die bereits genannte Bestückungsstation 120. - Sämtliche Verarbeitungsstationen 120, 130, 140, 150 wie auch sämtliche Halterungen 100 sind beim vorliegenden Ausführungsbeispiel mit einem Winkelversatz von 90° um die Drehscheibe 110 bzw. auf derselben angeordnet, was den Vorteil besitzt, daß sich beim Anhalten der Drehscheibe 100 in einer geeigneten Position je eine Halterung 100 an einer jeweiligen Station 120, 130, 140, 150 befindet. Selbstverständlich können auch mehrere Halterungen 100 vorgesehen sein, wobei die Halterungen 100 dann zweckmäßig so auf der Drehscheibe 110 angeordnet sein sollten, daß jeweils zwei, drei oder mehr Halterungen 100 zugleich an jeder Station 120, 130, 140, 150 angehalten und somit parallel bearbeitet werden können, im Falle von vier Stationen 120, 130, 140, 150 dann also vorzugsweise 8, 12, 16, usw. Halterungen 100 vorgesehen sind.
- In
Fig. 7 ist eine schematische Ansicht des insbesondere mittels einer Datenverarbeitungseinheit, wie eines Computers (nicht dargestellt), programmiert gesteuert rotierbaren Drehtellers 110 wiedergegeben, an dessen Außenumfang mit einem Winkelversatz von 90° insgesamt vier Tragarme 111 angeordnet sind, welche jeweils mit einer Halterung 100 bestückt sind. - Wie insbesondere aus
Fig. 8 ersichtlich, können die Halterungen 100 vorzugsweise derart ausgebildet sein, daß sie in eine auf diese aufgesetzte Hülse 2 eingreifen und die Hülse 2 zumindest im Bereich ihrer Entnahmeöffnung 3 sowie im Bereich ihres der Entnahmeöffnung entgegengesetzten Endes, also an beiden Enden der Hülse 2, entlang ihres Innenumfangs abstützen. Die Halterungen 100 besitzen hierzu einen in die Hülse 2 einbringbaren Körper 101, welcher an seinen Enden jeweils mit einem zylindrischen Bund 102, 103 ausgestattet ist, dessen Außenumfang im wesentlichen dem Innenumfang der Hülse 2 entspricht oder demgegenüber geringfügig kleiner ausgebildet ist, so daß die Hülse 2 an ihren Enden innenseitig abgestützt ist und das in der Regel recht nachgiebige Papier- oder Kartonverbundmaterial während der Verarbeitung, d.h. insbesondere beim Aufpressen des Rings 4 auf die Hülse 2 und/oder beim Aufsiegeln des Bodens 10 auf die Hülse 2, nicht nennenswert ausweichen kann und die Hülse 2 zugleich auf einfache Weise auf der Halterung 100 zentriert wird. Im Falle einer im vorliegenden Fall etwa kreiszylindrischen Hülse 2 sind folglich auch die Bunde 102, 103 der Halterung im wesentlichen kreiszylindrisch, wobei sie allgemein der Form der beabsichtigten Hülse folgen und der Abstand der Bunde 102, 103 im wesentlichen der Länge der Hülse 2 entspricht. Im zentralen Bereich des Körpers 101 der Halterungen 100 kann dieser gegenüber den Bunden 102, 103 einen geringeren Querschnitt besitzen. Unterhalb des inFig. 8 unteren Bundes 102, welcher zum Abstützen der Hülse 2 im Bereich ihrer Entnahmeöffnung 3 dient, umfaßt die Halterung 100 ferner eine als Widerlager dienende Haltefläche, welche in Form eines sich nach unten an den Bund 102 anschließenden, radial nach außen vorstehenden Ansatzes 104 mit einer gegenüber dem Bind 102 größeren Querschnitt gebildet ist. Auf diese Weise ist die Halterung 100 zunächst mit dem Ring 4 bestückbar, wobei der Ring mit seinem U-Profil nach oben weisend über die Halterung 100 aufgebracht wird, so daß er auf dem Ansatz 104, aufliegt. Sodann ist die Hülse 2 auf die Halterung 100 aufbringbar, so daß sich ihr der Entnahmeöffnung 3 zugewandtes Ende gegenüberliegend dem nach oben offenen U-Profil des Rings 4 befindet und innenseitig von dem Bund 102 abgestützt ist, während ihr entgegengesetztes Ende innenseitig von dem Bund 103 abgestützt ist, wie es derFig. 8 zu entnehmen ist. Wie bereits erwähnt, geschieht dies vorzugsweise auf automatisierte Weise in der Bestückungsstation 120 (Fig. 6 ). - In
Fig. 9 ist eine schematische Ansicht einer Ausführungsform einer Preßeinrichtung 131 wiedergegeben, welche beispielsweise elektrisch, mechanisch, hydraulisch, pneumatisch oder hydropneumatisch angetrieben sein kann. Der Preßeinrichtung 131 ist eine Halterung 100 zur Aufnahme sowohl der Hülse 2 als auch des Rings 4 derart, daß sich die offene Seite des U-Profils des Rings 4 gegenüberliegend der Entnahmeöffnung 3 der Hülse 2 befindet, zugeordnet, wobei die Preßeinrichtung 131 zum Verlagern der Hülse 2 (bzw. des Rings 4) bezüglich dem auf der Halterung 100 festlegten Ring 4 (bzw. der auf der Halterung 100 festgelegten Hülse
2) im wesentlichen in Axialrichtung der Hülse 2 ausgebildet ist. Die Preßeinrichtung 131 umfaßt hierzu ein an einem z.B. stationären Träger 132 in vertikaler Richtung verlagerbares Preßwerkzeug 133, welches z.B. eine Platte oder einen Ring aufweisen kann, welche(r) derart dimensioniert ist, daß er mit der Stirnseite des der Entnahmeöffnung 3 entgegengesetzten Endes der auf der Halterung 100 befindlichen Hülse 2 in Kontakt bringbar ist. Die Preßeinrichtung 131 umfaßt des weiteren eine Halteeinrichtung 135, welche im wesentlichen einen zumindest um einen Teilabschnitt des Außenumfangs des ebenfalls auf der Halterung 100 befindlichen Rings 4 herum anordbaren Haltering 136 aufweist, an welchem eine Mehrzahl an radial nach innen verlagerbare Klemmbacken 137 festgelegt sind. Auf diese Weise ist es möglich, eine sowohl mit einem Ring 4 als auch mit einer Hülse 2 bestückte Halterung 100 unterhalb des Preßwerkzeugs 133 anzuordnen, was z.B. - wie bereits erwähnt - durch entsprechendes Rotieren der Drehscheibe 110 (Fig. 7 ) geschehen kann. Sodann kann der Haltering 136 im Bereich des Außenumfangs des auf der Halterung 100 befindlichen (genauer: auf dem Ansatz 104 der Halterung 100 aufliegenden und innenseitig von dem Bund 103 unterstützten) Ring 4 angeordnet und können die Klemmbacken 137, beispielsweise hydraulisch, pneumatisch oder auf beliebige andersartige Weise, radial nach innen bewegt werden, so daß sie den Ring 4 zwischen sich und dem Bund 102 der Halterung 100 festklemmen und der Ring 4 nicht ausweichen bzw. verformt werden kann. Sodann kann das an einer Welle 134 gelagerte Preßwerkzeug 133 mit einem insbesondere voreinstellbaren Preßdruck in Richtung der Halterung 100 abgesenkt werden, wobei die Halterung 100 mit dem Ring 4 und der Hülse 2 stationär gehalten wird, so daß die Hülse 2 in das offene U-Profil des Rings 4 eingepreßt wird. Alternativ oder zusätzlich ist es denkbar, daß die Halterung 100 in Richtung des Preßwerkzeugs 133 mit einem insbesondere voreinstellbaren Preßdruck nach oben verlagerbar ist. -
Fig. 10 zeigt eine Ausführungsform einer im vorliegenden Fall von einer Heißsiegeleinrichtung gebildeten Siegeleinrichtung 141. Die Siegeleinrichtung 141 umfaßt ein im wesentlichen ringförmiges Siegelwerkzeug 142 mit einer dem Außenquerschnitt der Hülse 2 etwa entsprechenden oder diesen geringfügig übertreffenden Innenquerschnitt 143, welches zum Aufsiegeln des Bodens 20 entlang einer ringförmigen Außenfläche der Hülse 2 im Bereich ihres der Entnahmeöffnung 3 entgegengesetzten Endes ausgebildet ist. Das Siegelwerkzeug 142 ist mittels einer Welle 144 an einem Träger 145 in Vertikalrichtung verlagerbar gelagert. Das Preßwerkzeug 142 kann beispielsweise elektrisch beheizbar sein und weist an seinem inFig. 10 unteren Innenumfang vorzugsweise eine Umfangsfase (nicht dargestellt) oder ein ähnliches Führungsmittel auf, um einen zwischen die Halterung 100 mit der Hülse 2 und das Siegelwerkzeug 142 eingebrachten Boden 20 mit einem bezüglich dem Querschnitt der Hülse 2 größeren Umfang beim Verlagern des Siegelwerkzeugs 142 nach unten um die Außenfläche der Hülse 2 herum nach unten zu biegen und den Boden 20 auf diese Weise - vorzugsweise ausschließlich - auf eine ringförmige Außenfläche der Hülse 2 aufzusiegeln. Sofern der Boden 20 nicht bereits in der Bestükkungsstation 120 (Fig. 6 ) auf die Halterung 100 oberhalb der Hülse 2 aufgesetzt wird, kann der Siegeleinrichtung 141 zweckmäßig eine insbesondere automatisierte Zuführeinrichtung (nicht dargestellt) zugeordnet sein, welche zum Überführen des beispielsweise auf einem Stapel mehrere Böden angeordneten Bodens 20, z.B. mittels mechanischer Greifer, Ansaugeinrichtungen oder auf beliebige andere Weise, an eine vorgegebene Position in dem Zwischenraum zwischen dem Siegelwerkzeug 142 und der unterhalb desselben angeordneten Halterung 100 mit der Hülse 2 konzentrisch zu dieser geeignet ist. Alternativ oder zusätzlich ist es selbstverständlich auch im Zusammenhang mit dem Siegelwerkzeug 141 denkbar, daß die Halterung 100 in Richtung des Siegelwerkzeugs 142 nach oben verlagerbar ist. - In
Fig. 11 ist schließlich eine Ausführungsform einer Entnahmeeinrichtung 151 wiedergegeben, welche zum automatisierten Ergreifen des fertigen Verpackungsbehälters 1, d.h. der Hülse 2 mit dem auf diese aufgepreßten Ring 4 und dem auf diese aufgesiegelten Boden 20, bzw. zum Entfernen des Verpackungsbehälters 1 von der Halterung 1 dient. Während sich die Entnahmeeinrichtung 151 selbstverständlich auch mechanischer Greifer oder andersartiger Greifmittel bedienen kann, umfaßt sie beim vorliegenden Ausführungsbeispiel eine Ansaugeinrichtung 152, welche eine Mehrzahl von an einer ebenen Tragplatte angeordnete Saugdüsen 153 aufweist und mittels eines Tragarms 154, z.B. um eine etwa horizontale Achse 155, verschwenkbar ist, wie es inFig. 11 mit dem Pfeil 156 angedeutet ist. Ferner ist die Entnahmeeinrichtung 151 (und/oder die Halterung 100) beim vorliegenden Ausführungsbeispiel im wesentlichen vertikal verlagerbar (Pfeil 157). Die Ansaugeinrichtung 152 ist auf diese Weise auf einen auf einer Halterung 100 befindlichen, fertigen Verpackungsbehälter 1 derart nach unten absenkbar, daß sie auf dessen Boden 20 einen Unterdruck ausübt, welcher ein Anhaften des Bodens 20 bzw. der hieran angesiegelten Hülse 2 mit dem hierauf verpreßten Ring 4 bewirkt. Nach Anheben des Verpackungsbehälters 1 in Richtung des Pfeils 157 nach oben auf ein Niveau oberhalb der Halterung 100 kann die Ansaugeinrichtung 151 mit dem Verpackungsbehälter 1 sodann um die Achse 155 nach oben verschwenkt (Pfeil 156) und somit außer Reichweite der Bahnkurve R (Fig. 6 und7 ) gebracht werden, entlang welcher die Halterungen 100 zwischen den verschiedenen Stationen 120, 130, 140, 150 verfahrbar sind (Fig. 6 ). - Der Entnahmeeinrichtung 151 ist schließlich eine Transportstation nachgeordnet, welche zum Wegtransportieren der mittels der Entnahmeeinrichtung 151 von der Halterung 100 abgenommenen, fertigen Verpackungsbehälter 1 dient. Während die Transportstation grundsätzlich mit Förderbändern oder andersartigen Transporteinrichtungen ausgestattet sein kann, umfaßt sie im vorliegenden Fall eine Transporteinrichtung 161 in Form einer schiefen Ebene, entlang welcher die fertigen Verpackungsbehälter 1 abgleiten oder -rollen und beispielsweise einer weiteren Station, wie einer Füllstation zum Befüllen der Behälter 1 mit dem jeweils vorgesehenen Füllgut, einer Lagerstation zum Bevorraten einer Mehrzahl an Behältern 1 etc. (jeweils nicht dargestellt), zuführbar sein können.
- Wie aus der vorstehenden Beschreibung ersichtlich, ist die Vorrichtung zur Durchführung eines automatisierten Verfahrens zur Herstellung eines insbesondere zur Aufnahme von relativ großem und/oder schwerem Verpackungsgut vorgesehenen Verpackungsbehälters 1, z.B. mit einem Fassungsvermögen von etwa 18 Litern, mit einer Hülse 2 aus Papier- oder Kartonverbund, einem an einem Ende der Hülse 2angeordneten Boden 20 und einer an dem entgegengesetzten Ende der Hülse 2 angeordneten Entnahmeöffnung 3 geeignet, gemäß welchem auf die Entnahmeöffnung 3 der Hülse 2 der Ring 4 unter Gewährleistung einer Klemmverbindung zwischen der Hülse 2 und dem Ring 4 aufgepreßt wird und gemäß welchem ferner der Boden 20 auf die Hülse 2 aufgesiegelt wird.
- Dabei wird der Ring 4 und sodann die Hülse 2 derart auf die Halterung 100 aufgesetzt, daß sich die offene Seite des U-Profils des Rings 4 gegenüberliegend der Entnahmeöffnung (3) der Hülse (2) befindet, und wird der Ring 4 in der Aufpreßstation 130 durch Relativbewegung der Hülse 2 bezüglich des Rings 4 auf der Halterung 100 auf die Hülse 2 aufgepreßt. Zum Aufsiegeln des Bodens 20 auf die Hülse 2 wird ferner der Boden 20 in der Siegelstation 140 auf das der Entnahmeöffnung 3 entgegengesetzte Ende der Hülse 2 aufgesetzt und wird der Boden 20 sodann auf die Hülse 2 aufgesiegelt, wobei der Boden 20 insbesondere - vorzugsweise ausschließlich - entlang einer ringförmigen Außenfläche der Hülse 2 im Bereich ihres der Entnahmeöffnung 3 entgegengesetzten Endes mit der Hülse 2 versiegelt, z.B. heißversiegelt, wird.
- Die Halterung 100 mit der Hülse 2 und dem Ring 4 und gegebenenfalls mit dem Boden 20 kann relativ zu der Preßstation 130 zum Aufpressen der Hülse 2 auf den Ring 4 sowie relativ zu der Siegelstation 140 zum Aufsiegeln des Bodens 20 auf die Hülse 2 bewegt werden, was z.B. dadurch geschehen kann, daß die Halterung 100 (oder die Preßstation 130 und die Siegelstation 140) auf einer Kreisbahn R geführt wird (werden).
- In bevorzugter Ausführung ist vorgesehen, daß das Aufsetzen des Rings 4 und/oder der Hülse 2 und/oder gegebenenfalls auch des Bodens 20 auf die Halterung 100 durch automatisiertes Ergreifen oder automatisiertes Ansaugen des Rings 4 und/oder der Hülse 2 und/oder gegebenenfalls des Bodens 20 durchgeführt wird, wobei im vorliegenden Fall z.B. der Ring und die Hülse in der Bestückungsstation 120 auf automatisierte Weise auf die Halterung 100 aufgesetzt werden, während der Boden mittels einer ebenfalls insbesondere automatisierten Zuführeinrichtung (nicht dargestellt) direkt der Siegelstation 140 zugeführt wird.
- In der Entnahmestation 150 werden die Hülse 2 mit dem auf diese aufgepreßten Ring 4 und mit dem auf diese aufgesiegelten Boden 20 durch automatisiertes Ergreifen oder automatisiertes Ansaugen der Halterung 100 entnommen und an eine Förderstation 160 überführt, um den fertigen Verpakkungsbehälter 1 zu entfernen.
- Um die Halterung 100 mit der Hülse 2 und dem Ring 4 sowie gegebenenfalls mit dem Boden 20 den verschiedenen Stationen 120, 130, 140, 150 zuzuführen, ist beim vorliegenden Ausführungsbeispiel vorgesehen, daß die Halterung 100 entlang einem Verlagerungsweg - hier in Form einer Kreisbahn R - geführt wird, wobei sie insbesondere zur Durchführung der jeweiligen Verarbeitungsschritte an jeder Station 120, 130, 140, 150, vorzugsweise programmierbar, gesteuert angehalten werden kann.
Claims (51)
- Ring (4), welcher zumindest überwiegend aus Kunststoff gebildet ist und ein im wesentlichen U-förmiges Profil aufweist, wobei der Ring (4) derart an einer Entnahmeöffnung (3) einer Hülse (2) eines Verpackungsbehälters (1) klemmend festlegbar ist, daß der Steg (6) des U-Profils die Stirnseite der Entnahmeöffnung (3) der Hülse (2) abdeckt, ein erster Schenkel (7) des U-Profils innenseitig der Hülse (2) und ein zweite Schenkel (8) des U-Profils außenseitig der Hülse (2) angeordnet ist, wobei an einer der einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4) Vorsprünge (9, 11) angeordnet sind, dadurch gekennzeichnet, daß an beiden der einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4), welche nach dem Festlegen des Rings (4) an der Entnahmeöffnung (3) der Hülse (2) die Hülse (2) im Bereich des Öffnungsrandes (3) zwischen sich aufnehmen, gegenüberliegend angeordnete Vorsprünge (9, 11) vorgesehen sind, welche derart dimensioniert sind, daß sie das Papier- oder Kartonverbundmaterial der Hülse (2) unter Gewährleistung einer Klemmverbindung komprimieren.
- Ring nach Anspruch 1, dadurch gekennzeichnet, daß die an den einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4) angeordneten Vorsprünge (9, 11), insbesondere im wesentlichen äquidistant, um den Umfang des Rings (4) verteilt angeordnet sind.
- Ring nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß zumindest einige der an wenigstens einer der einander zugewandten Seiten der Schenkel (8, 9) des U-Profils des Rings (4) angeordneten Vorsprünge (9) in Form von Haken (9a) ausgebildet sind, welche ein Widerlager gegen einen Abzug des Rings (4) von der Hülse (2) bilden.
- Ring nach Anspruch 3, dadurch gekennzeichnet, daß die Haken (9a) im Bereich des freien Endes des jeweiligen Schenkels (7) des U-Profils des Rings (4) angeordnet sind.
- Ring nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, daß die an wenigstens einer der einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4) angeordneten Vorsprünge (9, 11) mit einer von dem dem U-Steg (6) abgewandten, freien Ende des jeweiligen Schenkels (7, 8) beginnenden Anlaufschräge (10) ausgestattet sind.
- Ring nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, daß die an dem einem der Schenkel (8) des U-Profils des Rings (4) angeordneten Vorsprünge (11) weniger von dem einen Schenkel (8) vorstehen als die an dem anderen Schenkel (7) des U-Profils des Rings (4) angeordneten Vorsprünge (9) von dem anderen Schenkel
- Ring nach Anspruch 6, dadurch gekennzeichnet, daß zumindest einige der an einer der einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4) angeordneten Vorsprünge (9) in Form von Haken (9a) ausgebildet sind, welche ein Widerlager gegen einen Abzug des Rings (4) von der Hülse (2) bilden, während die an der anderen der einander zugewandten Seiten der Schenkel (8, 7) des U-Profils des Rings (4) angeordneten Vorsprünge (11) in Form von demgegenüber geringfügiger vorstehenden Stegen gebildet sind.
- Ring nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, daß nur an einem Schenkel (7) des U-Profils des Rings (4) in Form von Haken (9a) ausgebildete Vorsprünge (9) angeordnet sind, welche ein Widerlager gegen einen Abzug des Rings (4) von der Hülse (2) bilden.
- Ring nach Anspruch 8 und eine Hülse (2) aus Papier- oder Kartonverbund, wobei an einem Ende der Hülse (2) ein Boden (20), und an dem entgegengesetzten Ende der Hülse (2) eine Entnahmeöffnung (3) angeordnet ist, (7) vorstehen, dadurch gekennzeichnet, daß die in Form von Haken (9a) ausgebildeten Vorsprünge (9) an dem ersten, innenseitig der Hülse (2) angeordneten Schenkel (7) des U-Profils des Rings (4) vorgesehen sind, wobei der der Hülse (2) zugewandte Umfang des ersten, innenseitig der Hülse (2) angeordneten Schenkels (7) des U-Profils geringfügig größer ist als der Innenquerschnitt der Hülse (2) oder wobei der der Hülse (2) zugewandte Umfang des zweiten, außenseitig der Hülse (2) angeordneten Schenkels (8) des U-Profils geringfügig kleiner ist als der Außenquerschnitt der Hülse (2).
- Ring nach Anspruch 8 und eine Hülse (2) aus Papier- oder Kartonverbund, wobei an einem Ende der Hülse (2) ein Boden (20), und an dem entgegengesetzten Ende der Hülse (2) eine Entnahmeöffnung (3), und eine Hülse (2) aus Papier- oder Kartonverbund, wobei an einem Ende der Hülse (2) ein Boden (20), und an dem entgegengesetzten Ende der Hülse (2) eine Entnahmeöffnung (3) angeordnet ist, (7) vorstehen, angeordnet ist, (7) vorstehen, dadurch gekennzeichnet, daß die in Form von Haken (9a) ausgebildeten Vorsprünge an dem zweiten, außenseitig der Hülse (2) angeordneten Schenkel (8) des U-Profils des Rings (4) vorgesehen sind, wobei der der Hülse (2) zugewandte Umfang des zweiten, außenseitig der Hülse (2) angeordneten Schenkels (8) des U-Profils geringfügig kleiner ist als der Außenquerschnitt der Hülse (2) oder wobei der der Hülse (2) zugewandte Umfang des ersten, innenseitig der Hülse (2) angeordneten Schenkels (7) des U-Profils geringfügig größer ist als der Außenquerschnitt der Hülse (2).
- Ring nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, daß der zweite, außenseitig der Hülse (2) angeordnete Schenkel (8) des U-Profils des Rings (4), insbesondere um wenigstens das doppelte, länger ist als der erste, innenseitig der Hülse (2) angeordnete Schenkel (7) des U-Profils des Rings (4).
- Ring nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, daß der Ring (4) als Spritzgußteil ausgebildet ist.
- Ring nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, daß der Ring (4) bzw. die Entnahmeöffnung (3) der Hülse (2) eine im wesentlichen mehreckige, insbesondere rechteckige oder quadratische, kreisförmige oder ovale Form aufweist.
- Ring nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, daß er zur Aufnahme eines Deckels (5) ausgebildet ist.
- Verpackungsbehälter (1) mit einer Hülse (2) aus Papier- oder Kartonverbund, einem an einem Ende der Hülse (2) angeordneten Boden (20) und einer an dem entgegengesetzten Ende der Hülse (2) angeordneten Entnahmeöffnung (3), wobei im Bereich der Entnahmeöffnung (3) der Hülse (2) des Verpackungsbehälters (1) ein zumindest überwiegend aus Kunststoff gebildeter Ring (4) gemäß dem Oberbegriff des Anspruchs 1 festgelegt ist, welcher ein im wesentlichen U-förmiges Profil aufweist, wobei der Steg (6) des U-Profils die Stirnseite der Entnahmeöffnung (3) der Hülse (2) abdeckt, ein erster Schenkel (7) des U-Profils innenseitig der Hülse (2) und ein zweiter Schenkel (8) des U-Profils außenseitig der Hülse (2) angeordnet ist, und wobei das U-Profil des Rings (4) derart dimensioniert ist, daß es das Papier- oder Kartonverbundmaterial der Hülse (2) unter Gewährleistung einer Klemmverbindung komprimiert, dadurch gekennzeichnet, daß an beiden der einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4), welche die Hülse (2) im Bereich des Öffnungsrandes (3) zwischen sich aufnehmen, gegenüberliegend angeordnete Vorsprünge (9, 11) vorgesehen sind, welche derart dimensioniert sind, daß sie das Papier- oder Kartonverbundmaterial der Hülse (2) unter Gewährleistung einer Klemmverbindung komprimieren.
- Verpackungsbehälter nach Anspruch 15, dadurch gekennzeichnet, daß die an den einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4) angeordneten Vorsprünge (9, 11), insbesondere im wesentlichen äquidistant, um den Umfang des Rings (4) verteilt angeordnet sind.
- Verpackungsbehälter nach Anspruch 15 oder 16, dadurch gekennzeichnet, daß zumindest einige der an wenigstens einer der einander zugewandten Seiten der Schenkel (8, 9) des U-Profils des Rings (4) angeordneten Vorsprünge (9) in Form von Haken (9a) ausgebildet sind, welche ein Widerlager gegen einen Abzug des Rings (4) von der Hülse (2) bilden.
- Verpackungsbehälter nach Anspruch 17, dadurch gekennzeichnet, daß die Haken (9a) im Bereich des freien Endes des jeweiligen Schenkels (7) des U-Profils des Rings (4) angeordnet sind.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 18, dadurch gekennzeichnet, daß die an wenigstens einer der einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4) angeordneten Vorsprünge (9, 11) mit einer von dem dem U-Steg (6) abgewandten, freien Ende des jeweiligen Schenkels (7, 8) beginnenden Anlaufschräge (10) ausgestattet sind.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 19, dadurch gekennzeichnet, daß die an dem einem der Schenkel (8) des U-Profils des Rings (4) angeordneten Vorsprünge (11) weniger von dem einen Schenkel (8) vorstehen als die an dem anderen Schenkel (7) des U-Profils des Rings (4) angeordneten Vorsprünge (9) von dem anderen Schenkel (7) vorstehen.
- Verpackungsbehälter nach Anspruch 20, dadurch gekennzeichnet, daß zumindest einige der an einer der einander zugewandten Seiten der Schenkel (7, 8) des U-Profils des Rings (4) angeordneten Vorsprünge (9) in Form von Haken (9a) ausgebildet sind, welche ein Widerlager gegen einen Abzug des Rings (4) von der Hülse (2) bilden, während die an der anderen der einander zugewandten Seiten der Schenkel (8, 7) des U-Profils des Rings (4) angeordneten Vorsprünge (11) in Form von demgegenüber geringfügiger vorstehenden Stegen gebildet sind.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 21, dadurch gekennzeichnet, daß nur an einem Schenkel (7) des U-Profils des Rings (4) in Form von Haken (9a) ausgebildete Vorsprünge (9) angeordnet sind, welche ein Widerlager gegen einen Abzug des Rings (4) von der Hülse (2) bilden.
- Verpackungsbehälter nach Anspruch 22, dadurch gekennzeichnet, daß die in Form von Haken (9a) ausgebildeten Vorsprünge (9) an dem ersten, innenseitig der Hülse (2) angeordneten Schenkel (7) des U-Profils des Rings (4) vorgesehen sind, wobei der der Hülse (2) zugewandte Umfang des ersten, innenseitig der Hülse (2) angeordneten Schenkels (7) des U-Profils geringfügig größer ist als der Innenquerschnitt der Hülse (2) oder wobei der der Hülse (2) zugewandte Umfang des zweiten, außenseitig der Hülse (2) angeordneten Schenkels (8) des U-Profils geringfügig kleiner ist als der Außenquerschnitt der Hülse (2).
- Verpackungsbehälter nach Anspruch 22, dadurch gekennzeichnet, daß die in Form von Haken (9a) ausgebildeten Vorsprünge an dem zweiten, außenseitig der Hülse (2) angeordneten Schenkel (8) des U-Profils des Rings (4) vorgesehen sind, wobei der der Hülse (2) zugewandte Umfang des zweiten, außenseitig der Hülse (2) angeordneten Schenkels (8) des U-Profils geringfügig kleiner ist als der Außenquerschnitt der Hülse (2) oder wobei der der Hülse (2) zugewandte Umfang des ersten, innenseitig der Hülse (2) angeordneten Schenkels (7) des U-Profils geringfügig größer ist als der Außenquerschnitt der Hülse (2).
- Verpackungsbehälter nach einem der Ansprüche 15 bis 24, dadurch gekennzeichnet, daß der zweite, außenseitig der Hülse (2) angeordnete Schenkel (8) des U-Profils des Rings (4), insbesondere um wenigstens das doppelte, länger ist als der erste, innenseitig der Hülse (2) angeordnete Schenkel (7) des U-Profils des Rings (4).
- Verpackungsbehälter nach einem der Ansprüche 15 bis 25, dadurch gekennzeichnet, daß der Ring (4) als Spritzgußteil ausgebildet ist.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 26, dadurch gekennzeichnet, daß der Ring (4) bzw. die Entnahmeöffnung (3) der Hülse (2) eine im wesentlichen mehreckige, insbesondere rechteckige oder quadratische, kreisförmige oder ovale Form aufweist.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 27, dadurch gekennzeichnet, daß der Ring (4) zur Aufnahme eines Deckels (5) ausgebildet ist.
- Verpackungsbehälter nach Anspruch 28, dadurch gekennzeichnet, daß der Deckel (5) von einem an dem U-Profil des Rings (4) verrastbaren oder verklemmbaren, auf diesen aufsetzbaren und von diesem abnehmbaren Stülpdeckel gebildet ist.
- Verpackungsbehälter nach Anspruch 28 oder 29, dadurch gekennzeichnet, daß der Deckel (5) aus einem Papier- oder Kartonverbundmaterial gebildet ist.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 30, dadurch gekennzeichnet, daß die Hülse (2) und gegebenenfalls der Deckel (5) aus Kraftpapier gebildet ist/sind.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 31, dadurch gekennzeichnet, daß die Hülse (2) und gegebenenfalls der Deckel (5) zumindest innenseitig mit einer dichtenden Beschichtung oder Kaschierung, wie aus Polyethylen, versehen ist/sind.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 32, dadurch gekennzeichnet, daß er ein Fassungsvermögen von wenigstens 5 Litern, insbesondere von wenigstens sieben Litern, aufweist.
- Verpackungsbehälter nach einem der Ansprüche 15 bis 33, dadurch gekennzeichnet, daß der Boden (20) aus Papier- oder Kartonverbundmaterial, z.B. aus Kraftpapier, gebildet und durch eine Siegelverbindung an der Hülse (2) festgelegt ist.
- Verpackungsbehälter nach Anspruch 34, dadurch gekennzeichnet, daß der Boden (20) die Außenfläche der Hülse (2) nach oben übergreift, wobei sich die Siegelverbindung zwischen dem Boden (20) und der Hülse (2) über eine ringförmige Außenfläche der Hülse (2) im Bereich ihres der Entnahmeöffnung (3) entgegengesetzten Endes erstreckt.
- Verpackungsbehälter nach Anspruch 34 oder 35, dadurch gekennzeichnet, daß die Hülse (2) außenseitig zumindest im Bereich ihres der Entnahmeöffnung (3) entgegengesetzten Endes und/oder der Boden (20) innenseitig mit einer siegelfähigen Beschichtung oder Kaschierung, wie aus Polyethylen, versehen ist.
- Verpackungsbehälter nach einem der Ansprüche 34 bis 36, dadurch gekennzeichnet, daß der Boden (20) ausschließlich innenseitig mit einer siegelfähigen Beschichtung oder Kaschierung, wie aus Polyethylen, versehen ist.
- Verpackungsbehälter nach Anspruch 36 oder 37, dadurch gekennzeichnet, daß die siegelfähige Beschichtung oder Kaschierung zugleich eine dichtende Funktion besitzt.
- Verfahren zur Herstellung eines Verpackungsbehälters (1) mit einer Hülse (2) aus Papier- oder Kartonverbund, einem an einem Ende der Hülse (2) angeordneten Boden (20) und einer an dem entgegengesetzten Ende der Hülse (2) angeordneten Entnahmeöffnung (3), wobei ein gegebenenfalls zumindest innenseitig mit einer dichtenden Beschichtung oder Kaschierung, wie aus Polyethylen, versehenes Papier- oder Kartonverbundmaterial unter Bildung der Hülse (2) in eine im wesentlichen zylindrische Form gebracht und ein Ende der derart erzeugten Hülse (2) mittels eines gegebenenfalls zumindest innenseitig mit einer dichtenden Beschichtung oder Kaschierung, wie aus Polyethylen, versehenen Bodens (20) verschlossen wird, dadurch gekennzeichnet, daß auf die Entnahmeöffnung (3) der Hülse (2) ein Ring (4) gemäß Anspruch 1 unter Gewährleistung einer Klemmverbindung zwischen der Hülse (2) und dem Ring (4) aufgepreßt wird.
- Verfahren nach Anspruch 39, dadurch gekennzeichnet, daß die Hülse (2) mit einem Fassungsvermögen von wenigstens 5 Litern, insbesondere von wenigstens sieben Litern, ausgebildet wird.
- Verfahren nach Anspruch 39 oder 40, dadurch gekennzeichnet, daß es die folgenden Schritte umfaßt:- Aufsetzen des Rings (4) auf eine Halterung (100);- Aufsetzen der Hülse (2) des Verpackungsbehälters (1) auf die Halterung (100) derart, daß sich die offene Seite des U-Profils des Rings (4) gegenüberliegend der Entnahmeöffnung (3) der Hülse (2) befindet; und- Aufpressen der Hülse (2) auf den Ring (4) durch Relativbewegung der Hülse (2) bezüglich des Rings (4) auf der Halterung (100).
- Verfahren nach einem der Ansprüche 39 bis 41, dadurch gekennzeichnet, daß es ferner die folgenden Schritte umfaßt:- Aufsetzen eines Bodens (20) auf das der Entnahmeöffnung (3) entgegengesetzte Ende der Hülse (2); und- Aufsiegeln des Bodens (20) auf die Hülse (2).
- Verfahren nach Anspruch 42, dadurch gekennzeichnet, daß der Boden (20) entlang einer ringförmigen Außenfläche der Hülse (2) im Bereich ihres der Entnahmeöffnung (3) entgegengesetzten Endes mit der Hülse (2) versiegelt wird.
- Verfahren nach Anspruch 42 oder 43, dadurch gekennzeichnet, daß der Boden (20) mit der Hülse (2) heißversiegelt wird.
- Verfahren nach einem der Ansprüche 41 bis 44, dadurch gekennzeichnet, daß die Halterung (100) mit der Hülse (2) und dem Ring (4) und gegebenenfalls mit dem Boden (20) relativ zu einer Preßstation (130) zum Aufpressen der Hülse (2) auf den Ring (4) sowie gegebenenfalls relativ zu einer Siegelstation (140) zum Aufsiegeln des Bodens (20) auf die Hülse (2) bewegt wird.
- Verfahren nach Anspruch 45, dadurch gekennzeichnet, daß die Halterung (100) oder die Preßstation (130) und gegebenenfalls die Siegelstation (140) auf einer Kreisbahn (R) geführt wird/werden.
- Verfahren nach einem der Ansprüche 41 bis 46, dadurch gekennzeichnet, daß das Aufsetzen des Rings (4) und/oder der Hülse (2) und/oder gegebenenfalls des Bodens (20) auf die Halterung (100) durch automatisiertes Ergreifen oder automatisiertes Ansaugen des Rings (4) und/oder der Hülse (2) und/oder gegebenenfalls des Bodens (20) durchgeführt wird.
- Verfahren nach Anspruch 47, dadurch gekennzeichnet, daß das automatisierte Ergreifen oder das automatisierte Ansaugen des Rings (4) und/oder der Hülse (2) und/oder gegebenenfalls des Bodens (20) an einer Bestückungsstation (120) durchgeführt wird, zu welcher die Halterung (100), insbesondere auf einer Kreisbahn (R), relativ bewegt wird.
- Verfahren nach einem der Ansprüche 41 bis 48, dadurch gekennzeichnet, daß die Hülse (2) mit dem auf diese aufgepreßten Ring (4) und gegebenenfalls mit dem auf diese aufgesiegelten Boden (20) durch automatisiertes Ergreifen oder automatisiertes Ansaugen der Halterung (100) entnommen wird.
- Verfahren nach Anspruch 49, dadurch gekennzeichnet, daß das automatisierte Ergreifen oder das automatisierte Ansaugen der Hülse (2) mit dem auf diese aufgepreßten Ring (4) und gegebenenfalls mit dem auf diese aufgesiegelten Boden (20) an einer Entnahmestation (150) durchgeführt wird, zu welcher die Halterung (100), insbesondere auf einer Kreisbahn (R), relativ bewegt wird.
- Verfahren nach Anspruch 49 oder 50, dadurch gekennzeichnet, daß die Hülse (2) mit dem auf diese aufgepreßten Ring (4) und gegebenenfalls mit dem auf diese aufgesiegelten Boden (20) an eine Förderstation (160) überführt wird.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/185,117 US7617967B2 (en) | 2004-07-27 | 2005-07-20 | Rings and containers for packaging |
| US11/287,416 US20060073959A1 (en) | 2004-07-27 | 2005-11-23 | Methods, apparatus, and systems for assembling containers |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1746033A2 EP1746033A2 (de) | 2007-01-24 |
| EP1746033A3 EP1746033A3 (de) | 2007-08-15 |
| EP1746033B1 true EP1746033B1 (de) | 2012-06-13 |
Family
ID=35789030
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06000547A Active EP1746033B1 (de) | 2005-07-20 | 2006-01-12 | Verpackungsbehälter sowie Verfahren und Vorrichtung zu seiner Herstellung |
| EP06000546A Withdrawn EP1746032A3 (de) | 2005-07-20 | 2006-01-12 | Verpackungsbehälter sowie Verfahren und Vorrichtung zu seiner Herstellung |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06000546A Withdrawn EP1746032A3 (de) | 2005-07-20 | 2006-01-12 | Verpackungsbehälter sowie Verfahren und Vorrichtung zu seiner Herstellung |
Country Status (1)
| Country | Link |
|---|---|
| EP (2) | EP1746033B1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109738288B (zh) * | 2019-02-21 | 2024-02-13 | 中国工程物理研究院化工材料研究所 | 一种多功能模块化粒子加速器材料辐照样品托 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB794682A (en) * | 1955-05-21 | 1958-05-07 | Jagenberg Werke Ag | Improvements in conical containers constructed of paper, cardboard or like carton forming material |
| FR1349917A (fr) * | 1962-08-27 | 1964-01-24 | Owens Illinois Glass Co | Procédé et appareil pour le formage de récipients |
| US4289265A (en) * | 1979-12-28 | 1981-09-15 | Boise Cascade Corporation | Composite end construction for composite containers, such as oil cans |
| DE3015112C2 (de) * | 1980-04-19 | 1984-09-06 | 4 P Nicolaus Kempten GmbH, 8960 Kempten | Vorrichtung zum Herstellen eines flüssigkeitsdichten Behälters |
| EP0691278B1 (de) * | 1994-07-06 | 1998-10-28 | WEIDENHAMMER PACKUNGEN KG GMBH & CO | Verpackung mit Aussenbehälter und Innenbehältnis |
| US20030116579A1 (en) | 2001-12-20 | 2003-06-26 | Chambers James D. | Plastic chime ring and apparatus |
-
2006
- 2006-01-12 EP EP06000547A patent/EP1746033B1/de active Active
- 2006-01-12 EP EP06000546A patent/EP1746032A3/de not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP1746032A2 (de) | 2007-01-24 |
| EP1746033A2 (de) | 2007-01-24 |
| EP1746032A3 (de) | 2007-08-15 |
| EP1746033A3 (de) | 2007-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69811359T2 (de) | Pappschachtel zum verpacken einer gruppe von artikeln | |
| DE69701599T2 (de) | Verfahren und Vorrichtung zum Anbringen von Ausgiesseinrichtungen an Behältern | |
| DE3219267A1 (de) | Automatische verpackungsvorrichtung | |
| WO2009059729A2 (de) | Verfahren und vorrichtung zum füllen und verschliessen von tabakbeuteln | |
| EP2883684B1 (de) | Verpackungsmaschine und Verfahren mit losem Objektträger | |
| EP4416064A1 (de) | Verfahren, applikationsvorrichtung und verpackungsvorrichtung zur herstellung von verpackungseinheiten | |
| WO2011124445A1 (de) | PACKUNG FÜR FLIEßFÄHIGE PRODUKTE | |
| EP0589157A1 (de) | Verfahren und Vorrichtung zum Anbringen einer Ausgiesseinrichtung an einer Packung | |
| EP1746033B1 (de) | Verpackungsbehälter sowie Verfahren und Vorrichtung zu seiner Herstellung | |
| DE602004002586T2 (de) | Vorrichtung, anlage und verfahren zur herstellung einer verpackung aus einer folie aus einem flexiblen material | |
| EP2714523B1 (de) | Verfahren und vorrichtung zum herstellen einer palettenlosen verpackungseinheit | |
| DE2608130A1 (de) | Kartonherstellungsvorrichtung | |
| EP3552983B1 (de) | Gebinde mit einem sicherungsring zur transportsicherung eines deckels | |
| EP1342667A1 (de) | Deckelmagazin sowie Deckelaufsetz- und Verschliess-Einrichtung | |
| DE4208807C2 (de) | Hohlkörper mit lösbarem Deckelverschluß sowie Vorrichtung und Verfahren zur Herstellung | |
| DE102017124418B4 (de) | Verfahren zum Verschließen einer oben offenen Tüte sowie Maschine zum Durchführen des Verfahrens | |
| DE3423012A1 (de) | Rohrpostanlage | |
| DE102008020301A1 (de) | Verfahren und Vorrichtung zur Palettierung von Stückgut | |
| EP2644520B1 (de) | Vorrichtung zum kontaminationsfreien Entleeren von nachgiebigen Gebinden | |
| DE2116179C3 (de) | Verfahren und Vorrichtung zum Verschließen mit Lebensmitteln gefüllter Behälter | |
| EP1880942B1 (de) | Kupplungsverschluss für ein flexibles Gebinde, eine Andockeinrichtung für flexible Gebinde, ein Verfahren zum Entleeren, Be- und/oder Umfüllen von Schüttgut aus flexiblen Gebinden und zwei umweltdicht gekoppelte flexible Gebinde | |
| DE102011054575B3 (de) | Verfahren und Vorrichtung zur Herstellung einer Verpackung für flüssige Produkte | |
| WO1994027880A1 (de) | Hohlkörper mit lösbarem deckelverschluss | |
| WO2015110339A1 (de) | Behaelterdeckel, kunststoffgefaess sowie behaelter mit einem kunststoffgefaess und einem behaelterdeckel, und verfahren zu deren herstellung | |
| DE60108109T2 (de) | Dichthaltend abgeschlossener behälter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20080214 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20110520 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: WEIDENHAMMER PACKAGING GROUP GMBH |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 561872 Country of ref document: AT Kind code of ref document: T Effective date: 20120615 Ref country code: DE Ref legal event code: R081 Ref document number: 502006011555 Country of ref document: DE Owner name: SONOCO CONSUMER PRODUCTS EUROPE GMBH, DE Free format text: FORMER OWNER: ABRO WEIDENHAMMER GMBH, 68766 HOCKENHEIM, DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006011555 Country of ref document: DE Effective date: 20120809 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120914 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121013 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120924 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 |
|
| 26N | No opposition filed |
Effective date: 20130314 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502006011555 Country of ref document: DE Effective date: 20130314 |
|
| BERE | Be: lapsed |
Owner name: WEIDENHAMMER PACKAGING GROUP G.M.B.H. Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120913 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130112 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 561872 Country of ref document: AT Kind code of ref document: T Effective date: 20130112 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: WEIDENHAMMER PACKAGING GROUP GMBH, DE Effective date: 20140304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130112 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120613 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060112 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130112 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502006011555 Country of ref document: DE Representative=s name: LICHTI - PATENTANWAELTE PARTNERSCHAFT MBB, DE Ref country code: DE Ref legal event code: R081 Ref document number: 502006011555 Country of ref document: DE Owner name: SONOCO CONSUMER PRODUCTS EUROPE GMBH, DE Free format text: FORMER OWNER: WEIDENHAMMER PACKAGING GROUP GMBH, 68766 HOCKENHEIM, DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230509 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240129 Year of fee payment: 19 Ref country code: GB Payment date: 20240129 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240125 Year of fee payment: 19 |