EP1731850B2 - Flangeless plastic boiler - Google Patents
Flangeless plastic boiler Download PDFInfo
- Publication number
- EP1731850B2 EP1731850B2 EP06011532.6A EP06011532A EP1731850B2 EP 1731850 B2 EP1731850 B2 EP 1731850B2 EP 06011532 A EP06011532 A EP 06011532A EP 1731850 B2 EP1731850 B2 EP 1731850B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- boiler
- housing
- extension
- heating device
- wall
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004033 plastic Substances 0.000 title claims description 24
- 229920003023 plastic Polymers 0.000 title claims description 24
- 238000010438 heat treatment Methods 0.000 claims description 45
- 238000007789 sealing Methods 0.000 claims description 21
- 230000004323 axial length Effects 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 5
- 239000008236 heating water Substances 0.000 claims description 2
- 239000002184 metal Substances 0.000 description 13
- 239000011324 bead Substances 0.000 description 7
- 238000004519 manufacturing process Methods 0.000 description 7
- 238000001746 injection moulding Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 5
- 238000002347 injection Methods 0.000 description 4
- 239000007924 injection Substances 0.000 description 4
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000009434 installation Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 230000009969 flowable effect Effects 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 235000013353 coffee beverage Nutrition 0.000 description 1
- 239000011365 complex material Substances 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 235000015114 espresso Nutrition 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000013011 mating Effects 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000001105 regulatory effect Effects 0.000 description 1
- 230000007363 regulatory process Effects 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H9/00—Details
- F24H9/18—Arrangement or mounting of grates or heating means
- F24H9/1854—Arrangement or mounting of grates or heating means for air heaters
- F24H9/1863—Arrangement or mounting of electric heating means
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24H—FLUID HEATERS, e.g. WATER OR AIR HEATERS, HAVING HEAT-GENERATING MEANS, e.g. HEAT PUMPS, IN GENERAL
- F24H1/00—Water heaters, e.g. boilers, continuous-flow heaters or water-storage heaters
- F24H1/18—Water-storage heaters
- F24H1/20—Water-storage heaters with immersed heating elements, e.g. electric elements or furnace tubes
- F24H1/201—Water-storage heaters with immersed heating elements, e.g. electric elements or furnace tubes using electric energy supply
- F24H1/202—Water-storage heaters with immersed heating elements, e.g. electric elements or furnace tubes using electric energy supply with resistances
Definitions
- the present invention relates to a plastic boiler for heating a flowable medium, in particular for heating water according to the preamble of claim 1.
- Such boilers are used in practice in coffee machines, espresso machines, etc.
- these boilers were made of metal.
- the use of metal resulted in high manufacturing costs due to the high cost of materials.
- metal is a complex material to be processed, which has further increased the production costs.
- plastic boilers have already been used in practice. From the European patent application 1 211 466, which forms the closest prior art, from which the present invention proceeds, such a plastic boiler can be removed.
- This known plastic boiler consists of a boiler shell and a boiler base.
- the heater is formed by a tubular heater, which is inserted in the boiler lower part by means of a large mounting flange made of metal.
- a relatively large opening must be provided in the boiler lower part.
- This opening must again be sealed by suitable sealing means against leakage of located in the boiler, to be heated medium.
- the use of a metal flange increases the manufacturing costs. Furthermore the manufacturing costs are increased by the special sealing measures necessary as a result of the large opening diameter.
- the German utility model DE 75 12 731 U discloses a container made of plastic for a hot water heater with an electric radiator, in which in an area of the container wall an outwardly directed passage is formed through which the radiator is plugged and on the outside of a ring is pressed, the passage against the outer shell of the radiator, wherein the bearing surface between the passage and the ring tapers slightly conically outward. Between the radiator and the passage, a sealant such as an epoxy resin is applied, which forms a sealing bead surrounding the outer jacket of the radiator.
- the document DE 7512731U discloses the preamble of claim 1.
- the published patent application of the British patent application GB 2 284 132 discloses a thermal switching device which is actuated by a relative expansion of parts of a heating element to an immersion electric heater for example, water heater, boiler or the like.
- the electric heater comprises a heating element such as a tubular heater having substantially unheated end portions fixed to a top plate, and a heated rear portion.
- the rear portion extends in the direction of the head plate at a distance L from the ends of the end portions, so that as soon as the heating element runs dry, ie without surrounding water, the rear portion moves by thermal expansion in the direction of the top plate, wherein a movable push rod with the rear portion so cooperates, that a switch at a predetermined movement of the rear portion for switching the heating element can be actuated.
- the heater Due to the design of the heater in such a way that it has an unheated portion at least in the region of the mounting hole, and by the further embodiment of the mounting hole in the boiler housing in such a way that the inner diameter at least partially corresponds to the outer diameter of the heater at least partially, which consists Possibility to a separate mounting plate or a separate To dispense with mounting flange.
- the diameter of the mounting hole is significantly reduced, so that the measures for achieving a sufficient seal compared to the prior art, in which a mounting flange made of metal for fixing the heater is used in the boiler housing, reduce.
- the unheated portion of the heater continues on the inside of the boiler housing.
- the unheated portion of the heater continues into the interior of the boiler housing.
- the unheated portion of the heater may continue on the outside of the boiler housing.
- the length of the unheated portion of the heater in the direction of the inside of the boiler housing is greater than in the direction of the outside.
- the heater can be fixed or attached in different ways in the mounting hole. If the heater is inserted into the mounting opening after the plastic boiler housing has been manufactured, there is the possibility that, depending on the configuration of the heating device, this can be done both from the outside of the container and from the inside of the container. If the assembly of the container inside made, which is particularly advantageous if the boiler housing is constructed of at least two housing sections, which are connected together in a separate assembly step, the mounting opening to the outside of the boiler housing can have a constriction whose inner diameter smaller is as the outer diameter of the heater and on which the heater is applied during assembly. The constriction has an inner diameter such that a connecting element of the heating device, such as a connecting bolt and the like, can still be passed through the constriction. As a result of this configuration, a defined axial position of the heating device is provided in a simple manner during installation by contacting the front side of the heating device facing the outside at the constriction.
- the wall thickness of the boiler housing can be chosen correspondingly low. In such a case, but also independently thereof, the resulting axial length of the mounting opening for a safe installation of the heater may not be sufficient. Therefore, the invention provides that the mounting opening is formed by an arranged on the boiler housing extension whose axial length is greater than the wall thickness of the boiler housing and extending from the wall of the boiler housing to the outside.
- At least one sealing element is arranged between the inner wall of the mounting opening and the outer wall of the heating device.
- the manufacturing process can be further simplified in that the sealing element is sprayed onto the outside of the heater.
- the fastening means which fixes the heating device in the mounting opening, is formed by at least one clamping element.
- the clamping element fixes the heating device in the assembly opening by plastic deformation.
- the preferably made of metal clamping element has a C-shaped configuration, wherein the inner diameter of the fastener is selected so that the clamping element can be arranged during assembly of the heater in the mounting opening of the boiler housing, but then plastically so is deformed that it engages behind with its two free ends behind corresponding undercuts on the housing wall of the boiler or on a provided extension.
- the clamping element is formed by a completely closed ring, preferably made of metal, whose inner diameter corresponds at least approximately to the outer diameter of the extension. Again, the fixation of the ring and thus the fixation of the heater by plastic deformation of the ring, preferably by gripping the annular edges of undercuts done.
- fastener can serve as a ground connection for the heater.
- the fastening means is integrally formed on the housing and / or the extension of the mounting hole by preferably injection molding. Again, the fixation of the heater after its mounting in the mounting hole can be fixed by plastic deformation of the fastener.
- the fastening means to an insulating bead preferably made of plastic, is attached, which closes the mounting opening relative to the outside of the boiler with mounted heater and / or the heater.
- the fixing of the heating device in the assembly opening takes place here as well by plastic deformation of the fastening means after insertion of the heating device into the assembly opening.
- a mounting opening for the attachment of a control unit which is in heat-conducting contact with a heated section of the heating device, can furthermore be provided. This makes it possible to provide a control or regulating process for the heater.
- this mounting opening for the control unit it is of course also possible to provide further mounting openings in the boiler housing, in which additional control and / or regulating elements or measuring elements, such as pollution sensors, pressure sensors, etc., can be used.
- the Cyprusleittitle can be made by thermal radiation or heat conduction.
- the heat-conducting contact is produced by a heat-conducting element, preferably a heat-conducting sheet.
- control unit can in turn be formed by a wide variety of components.
- control unit is formed by a PTC or an NTC element or by a fuse.
- a latching operation and / or a fastening element can be provided for fixing the control unit in the mounting opening.
- the control unit is already inserted into the injection molding machine during the injection molding process for the container housing, or parts thereof, to be introduced during the injection molding in the container wall and thus in the resulting mounting opening.
- the boiler housing may be formed in one piece or constructed from two or more housing sections.
- a particularly simple manufacturing process and a simple assembly of the boiler as a whole is achieved in that the boiler housing consists of at least two parts, wherein preferably at least one mounting opening for the heater and / or the mounting opening for the control unit is provided in one of the two boiler housing parts.
- the two housing parts with the interposition of a seal cohesively, positively or non-positively connected to each other.
- a frictional connection is made by using one or more metal clamps, which on two flange portions over which the two housing parts rest against each other and receive at least one sealing element between them, are pushed in the assembly of the boiler.
- the metal clamp is designed such that it exerts an elastic clamping force on the two flanges.
- the two housing parts are interconnected by a latching connection or one or more snap hooks.
- the one boiler housing part has one or more plastic pins on the flange, which passes through a through-passage on the flange of the other boiler housing part and which is then plastically deformed by heating at its upper free end similar to a rivet engages over the edges of the passage opening in the flange.
- the two housing parts can also be materially connected, for example by gluing or welding, together.
- the heater a variety of solutions can be used. It is preferable for the present invention that the heater is a tubular heater.
- FIG. 1 an inventive boiler 10 is shown in a side view.
- the housing 12 of the boiler 10 consists of an upper housing part 14 and a lower housing part 16, which are each made of plastic, preferably by a 2K method.
- the two housing parts 14, 16 are substantially pot-shaped rotationally symmetrical and geometrically similar to each other in such a way that their outer and inner shape coincides, but the upper housing part 14 has a greater depth or axial length than the lower housing part 16.
- the two housing parts 14, 16 have at their unspecified free edges, where they are joined together to the boiler housing 12, each having a preferably completely circumferential flange 18, 20, on which they preferably rest against each other in the assembled state, as shown in the Fig. 15a to 15c is removable.
- the two flanges 18, 20 extend from the outside of the free wall end of the respective housing part 14, 16 at an angle of at least approximately 90 ° away from the housing wall to the outside.
- Both flanges 18, 20 have approximately in the middle of their unspecified contact surfaces a semi-cylindrical, also completely circumferential recess 18a, 20a, in which a sealing element 22 is inserted.
- a cross-sectionally C-shaped metal clamp 32 is provided, the complete, in sections, in two half-rings or in the form of the letter "C". viewed from above, the two flanges 18, 20 can embrace.
- the C-shaped metal clamp 32 is resilient, wherein the distance at the free ends of the "C" is smaller than the strength or height of the two superimposed flanges 18, 20. As a result, the clamp 32 for sliding on the two flanges 18, 20 are widened.
- the two flanges 18, 20 and thus the two housing parts 14, 16 connected by a hot stamping are provided with a plurality of spaced apart in the circumferential direction of the flange 20 to each other, provided substantially perpendicular to the flange or contact surface and in the mounted state in the direction of the flange 18 of the upper housing part 14 pins 20c.
- the axial length of the pins 20c is greater than the axial length of the passage openings 18b of the flange 18 of the housing top 14.
- the boiler 10 has a heating device 40, which is formed by an electric tubular heater of known type.
- the tubular heater 40 which has a circular cross section, passes through with its two free terminal ends 42, the lower end wall 16 a of the lower housing part 16 each through a mounting opening 46.
- the tubular heater 40 is spirally wound inside the boiler 10, wherein the spiral is at least approximately in a horizontal plane. In this case, the spiral winding is in the vicinity of the front end 16a of the lower housing part sixteenth
- Fig. 3 Reference is made to one Fig. 1 and 2 similar Boiler 10 with a slightly different outer contour shows.
- the boiler 10 is shown in a horizontal section, wherein the heater 40 also extends horizontally with its central longitudinal axis.
- the tubular heater 40 extends straight into the interior of the housing 12 of the boiler 10 inside.
- the mounting opening 46 has, as well as the tubular heater 40, a circular cross-section. How out Fig. 3 can be removed, the mounting hole 46 is not only formed by a circular cross-section opening in the wall of the lower housing part 16, but it is additionally integrally formed on the mounting opening 46 an extension 48 on the outside of the housing wall in such a way that the central longitudinal axis of the extension 48 is aligned with the central longitudinal axis of the opening in the wall of the lower housing part 16.
- the extension 48 has a cylindrical outer contour.
- the unspecified inner wall of the mounting hole 46 is located on the outer wall of the tubular heater 40 with two annular portions 46a, 46b.
- the two sections 46a, 46b are located respectively at the two front ends of the mounting opening 46, ie on the inside and the outside of the mounting opening 46.
- the space lying between the two sections 46a, 46b serves to receive a seal 50, which is prior to assembly the heater 40 may be inserted into this space or sprayed onto the heater 40 prior to its attachment in the mounting hole 46.
- the tubular heater 40 has a relatively long unheated connection end 42.
- This is formed by an elongated cylindrical connecting bolt 52 made of an electrically conductive material, which is arranged centrally in the interior of the tubular heater 40 and which is only relatively far in the interior of the boiler 10 with a heating coil 54 made of an electrical resistance heating wire.
- a heating coil 54 made of an electrical resistance heating wire.
- a support ring 56 is preferably placed or pushed and clamped from metal.
- the support ring 56 which may be a completely closed ring or a C-shaped ring, has an inner diameter which at least approximately corresponds to the outer diameter of the extension 48.
- the support ring 56 is plastically deformed after being pushed onto the extension 48 so that it compresses the extension 48 and thereby fixes the heating device 40 in the interior of the installation opening 46.
- the support ring 56 may serve to exert sufficient compressive stress on the seal 50 over the life of the boiler 10 of the present invention. This may be necessary because the extension 48 made of plastic and the tubular heater 40, the jacket tube 41 may be made of stainless steel, show a different thermal expansion. With an appropriate choice of material for the plastic boiler 10 and the heater 40 and a corresponding material pairing can also be dispensed with the support ring 56. With a corresponding design, this support ring 56 can also be used to ground the connection of the tubular heater 40.
- a first conventional variant is shown, is held in the tubular heater 40 by means of a Isolierperle 58 preferably made of plastic in the mounting hole 46.
- the insulating bead 58 is pushed from the outside to the tubular heater 40 and preferably attached thereto. With the insulating bead 58 of the support ring 56 is firmly connected.
- the solid connection can be effected, for example, by casting the ring 56 in the casting process of the insulating bead 58.
- the function of the support ring 56 of this embodiment and its determination takes place in the same manner as in the support ring 56 in Fig. 3 ,
- the second conventional embodiment shown differs from that in FIG Fig. 4 shown in that the mounting hole 46 has on its outwardly facing end face a constriction 46c, whose inner diameter is approximately the diameter of the connecting bolt 52 of the tubular heater 40 corresponds.
- the tubular heater 40 is inserted from the inside of the housing part 14 or 16 until the end face 40a of the jacket tube of the tubular heater 40 abuts against the constriction 46c.
- the connecting bolt 52 of the Rohrrichgropers 40 passes through the constriction 46c.
- the support ring 56 can be pushed onto the extension 48 from the outside and jammed there, as it is in connection with the Fig. 3 has been explained above.
- the conventional embodiment shown differs from the previous one in that the tubular heater 40 is inserted into the mounting opening 46 in such a way that the tubular heater 40 is overmolded during injection of the housing part 14 or 16, so that the mounting opening 46 forms in this injection process.
- the tubular heater 40 may be provided with an overmold seal 50 again.
- a corresponding support ring 56 is provided in order to increase the anchoring of the seal 50 to the tubular heater 40.
- a constriction 42 may be provided on the jacket tube 41 of the tubular heater 40.
- a fourth conventional embodiment is shown, the essential difference from the previous embodiments comprises that the front end 40a of the jacket tube of the tubular heater 40 is widened and at the same time when injecting the housing parts 14 or 16 is inserted into the mounting hole 46.
- the flared end of the jacket tube of the tubular heater 40 is molded directly with plastic, so that the mounting hole 46 is formed during the injection process and the tubular heater 40 is integrated directly into the respective housing part 14 or 16 after the injection process.
- the frontal expansion of the jacket tube can form an acute or obtuse angle with the axis of the mounting hole.
- the jacket tube 7 is the end-side widening funnel-like shape or the expansion of the jacket tube extends to the axial direction of the mounting opening at an acute angle in the direction of the boiler interior.
- the jacket tube has at its front end a larger diameter than the inner diameter of the mounting hole and tapers toward the boiler interior to the normal diameter of the jacket tube.
- the embodiment differs from the Fig. 7 from, for example, the Fig. 4, 5 or 6 on the container inner wall by a directed into the boiler interior extension 48 'in addition to the extension 48 which is directed to the boiler outer wall to the outside.
- the effective strength of the mounting opening is increased, which leads to an improvement in the attachment and support of the jacket tube of the tubular heater 40.
- the wall thickness of the boiler can be dimensioned so that none of the extensions is necessary.
- the tubular heater 40 may be additionally provided with one or more overmold seals similar to the gasket 50 discussed in the other embodiments.
- one or more constrictions (s) similar to the constriction 42, which may be used, for example, in FIG Fig. 6 is shown
- one or more expansion (s) such as the expansion of the tubular casing of the tubular heater of the Fig. 12 ), which in the Fig. 7 are not shown in detail, may be provided on the jacket tube of the tubular heater 40.
- Another option is to provide an additional support ring, similar to the support ring 56 described above, on the extension 48.
- Fig. 8 an embodiment of the invention for a mounting hole 46 and for the embodiment of the attachment of the heater 40 is shown in this.
- the sealing element 50 is inserted in the form of an O-ring.
- the fastener is formed in this embodiment by a clamping sleeve 58, which, as shown in Fig.
- double-walled is formed in such a way that the clamping sleeve 58 can be pushed over the widening 48a of the extension 48 from the outside and the two double-wall forming portions 58a, 58b of the clamping sleeve 58, the wall of the expansion 48a between them.
- the two double-wall forming wall sections 58a, 58b of the clamping sleeve 58 are interconnected by an unspecified bottom, the round contour is adapted in cross-section to the contour of the expansion 48a of the extension 48, as is apparent from Fig. 8 is removable.
- the axial length of the clamping sleeve 58 is selected so that it protrudes beyond the end of the widening 48a of the extension 48 with the outer wall section 58a, which is axially longer than the inner wall section 58b.
- the free end of this wall portion 58a is then, as also out Fig. 8 can be removed, plastically deformed in such a way that the clamping sleeve 58 is fixed to the widening 48 a of the extension 48.
- a Erdungsspeednut 60 is pushed, as is apparent from Fig. 8 emerges, which serves as a ground connection.
- the jacket tube of the heater 40 is closed fluid-tight by an insulating bead 61.
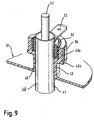
- FIG. 9 The sixth conventional embodiment for a mounting hole 46 is different from that in FIG Fig. 8 shown in that the widening 48a of the extension 48 is not continuous but discontinuous in the form of a substantially radially extending step.
- a double-walled sealing member 62 is used, the opening formed by the two wall portions facing outward.
- the sealing element 62 is adapted at its connecting portion or its bottom of the shape or the step of the expansion 48a.
- a grounding sleeve 63 is inserted, wherein the outwardly facing end face of the grounding sleeve 63 is crimped in the direction of the jacket tube 41 of the tubular heater 40.
- 48b of the support ring 56 is pushed or pressed. It should be noted that in the presentation of the Fig. 9 the insulating bead 61 which is in Fig. 8 is not shown, although it is present in the operational state of the boiler 10.
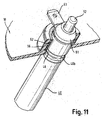
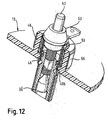
- the extension 48 has a larger inner diameter than the actual mounting hole 46 in the housing wall of the boiler 10.
- the sealing element 50 is inserted in the between the inner wall of the extension 48, whose outer diameter is greater than the outer diameter of the expansion 40 a of the heater 40, existing space.
- the sealing element 50 can in turn be inserted or sprayed onto the widening 40a of the jacket tube 41, the sealing element 50 also being widened during the production of the widening 40a.
- a sleeve 63 with a grounding flat plug is used, which serves as a ground connection for the heating device 40.
- On the outer side of the extension 48 of the support ring 56 is still provided.
- the in the Fig. 11 and 12 differs from that in FIG Fig. 10 only to the extent that the jacket tube 41 of the heater 40 at the extending from the wall of the housing 12 of the boiler 10 inwardly extending portion has a circumferential recess 40 b, in which the edge of the actual Mounting opening 46 engages. As a result, the heater 40 is axially fixed both in the outward direction and the inward direction.
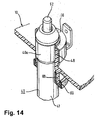
- a further embodiment of the invention is shown, in which an extension 48 is provided not only on the outside of the housing 12 of the boiler 10, but also on the inside of the housing 12.
- This further extension 68 serves to receive or attach a double-walled sealing element 69, which overlaps the extension 68 on both sides.
- the jacket tube 41 of the heater 40 has a widening 40a.
- On the outer extension 48 of the support ring 56 is placed and flanged. This in turn has a grounding flat plug.
- Fig. 16 is another preferably circular mounting opening 70 in the housing 12 of the boiler 10 and in one of the housing parts 14 or 16 reproduced.
- This mounting opening 70 serves to attach a control unit 72 in the housing wall.
- the control unit 72 which preferably has a cylindrical outer contour, is fixed in the mounting opening 70, if necessary with the interposition of a sealing element (not shown), by preferably elastic snap-in lugs 70a which are integrally formed on the outer side of the mounting opening 70.
- the control unit 70 is in heat-conducting contact with the heating device 40 via a corrugated heat conduction plate 74, so that the control unit 70 can detect the temperature of the heating device 70.
- the corrugation of the intoleitblechs 74 serves to compensate for the changes in length during its heating and cooling. It should also be noted that the heat conducting sheet 74 may be fixedly connected to the heater 40 and / or the control unit 72 by a welding or soldering operation.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Resistance Heating (AREA)
- Instantaneous Water Boilers, Portable Hot-Water Supply Apparatuses, And Control Of Portable Hot-Water Supply Apparatuses (AREA)
Description
Die vorliegende Erfindung betrifft einen Kunststoff-Boiler zum Erwärmen eines fließfähigen Mediums, insbesondere zum Erwärmen von Wasser gemäß dem Oberbegriff des Anspruchs 1.The present invention relates to a plastic boiler for heating a flowable medium, in particular for heating water according to the preamble of claim 1.
Derartige Boiler werden in der Praxis bei Kaffeemaschinen, Espressomaschinen usw. verwendet. In der Vergangenheit wurden diese Boiler aus Metall hergestellt. Die Verwendung von Metall führte jedoch infolge der hohen Materialkosten zu hohen Herstellkosten. Darüber hinaus ist Metall ein aufwendig zu verarbeitendes Material, was die Herstellkosten weiter erhöht hat.Such boilers are used in practice in coffee machines, espresso machines, etc. In the past, these boilers were made of metal. However, the use of metal resulted in high manufacturing costs due to the high cost of materials. In addition, metal is a complex material to be processed, which has further increased the production costs.
Daher wurden in der Praxis bereits Kunststoff-Boiler verwendet. Aus der europäischen Patentanmeldung 1 211 466, die den nächstkommenden Stand der Technik bildet, von dem die vorliegende Erfindung ausgeht, ist ein derartiger Kunststoff-Boiler entnehmbar. Dieser vorbekannte Kunststoff-Boiler besteht aus einem Boileroberteil und einem Boilerunterteil. Die Heizeinrichtung ist durch einen Rohrheizkörper gebildet, der in dem Boilerunterteil mittels eines großflächigen Montageflansches aus Metall eingesetzt ist. Für die Anbringung des Montageflansches muss in dem Boilerunterteil eine verhältnismäßig große Öffnung vorgesehen werden. Diese Öffnung muss wiederum durch geeignete Dichtmittel sicher gegen Austreten des in dem Boiler befindlichen, zu erwärmenden Mediums abgedichtet werden. Auch hier gilt, dass die Verwendung eines Metallflansches die Herstellkosten erhöht. Darüber hinaus werden die Herstellkosten durch die infolge des großen Öffnungsdurchmessers notwendigen besonderen Abdichtmaßnahmen erhöht.Therefore, plastic boilers have already been used in practice. From the European patent application 1 211 466, which forms the closest prior art, from which the present invention proceeds, such a plastic boiler can be removed. This known plastic boiler consists of a boiler shell and a boiler base. The heater is formed by a tubular heater, which is inserted in the boiler lower part by means of a large mounting flange made of metal. For the attachment of the mounting flange, a relatively large opening must be provided in the boiler lower part. This opening must again be sealed by suitable sealing means against leakage of located in the boiler, to be heated medium. Again, the use of a metal flange increases the manufacturing costs. Furthermore the manufacturing costs are increased by the special sealing measures necessary as a result of the large opening diameter.
Das deutsche Gebrauchsmuster
Die Offenlegungsschrift der britischen Patentanmeldung
Es ist Aufgabe der vorliegenden Erfindung, einen Kunststoff-Boiler der eingangs genannten Art bereitzustellen, bei dem sich die Heizeinrichtung auf einfachere und damit kostengünstigere Weise gegenüber dem Stand der Technik an dem Boiler anbringen lässt.It is an object of the present invention to provide a plastic boiler of the type mentioned, in which the heater can attach to the boiler in a simpler and thus more cost-effective manner compared to the prior art.
Die vorstehende Aufgabe wird durch die Merkmale des Anspruchs 1 gelöst. Vorteilhafte Ausgestaltungen finden sich in den Ansprüchen 2 bis 10.The above object is solved by the features of claim 1. Advantageous embodiments can be found in claims 2 to 10.
Durch die Ausgestaltung der Heizeinrichtung in der Weise, dass diese zumindest im Bereich der Montageöffnung einen unbeheizten Abschnitt aufweist, und durch die weitere Ausgestaltung der Montageöffnung in dem Boilergehäuse in der Weise, dass deren Innendurchmesser wenigstens abschnittsweise dem Außendurchmesser der Heizeinrichtung zumindest annähernd entspricht, besteht die Möglichkeit, auf ein gesondertes Montageblech bzw. einen gesonderten Montageflansch verzichten zu können. Gleichzeitig verringert sich der Durchmesser der Montageöffnung erheblich, sodass sich auch die Maßnahmen zu Erzielung einer ausreichenden Abdichtung im Vergleich zum Stand der Technik, bei dem ein Montageflansch aus Metall für die Befestigung der Heizeinrichtung in dem Boilergehäuse verwendet wird, verringern.Due to the design of the heater in such a way that it has an unheated portion at least in the region of the mounting hole, and by the further embodiment of the mounting hole in the boiler housing in such a way that the inner diameter at least partially corresponds to the outer diameter of the heater at least partially, which consists Possibility to a separate mounting plate or a separate To dispense with mounting flange. At the same time, the diameter of the mounting hole is significantly reduced, so that the measures for achieving a sufficient seal compared to the prior art, in which a mounting flange made of metal for fixing the heater is used in the boiler housing, reduce.
Um sicherzustellen, dass die von der Heizeinrichtung erzeugte Wärme zu keiner Schädigung der aus Kunststoff hergestellten Wände des Boilergehäuses führt, ist weiterhin vorgesehen, dass sich der unbeheizte Abschnitt der Heizeinrichtung an der Innenseite des Boilergehäuses fortsetzt. Mit anderen Worten setzt sich der unbeheizte Abschnitt der Heizeinrichtung in das Innere des Boilergehäuses fort. Ebenso kann sich der unbeheizte Abschnitt der Heizeinrichtung an der Außenseite des Boilergehäuses fortsetzen. Des weiteren ist es vorteilhaft, wenn die Länge des unbeheizten Abschnitts der Heizeinrichtung in Richtung der Innenseite des Boilergehäuses größer ist als in Richtung der Außenseite.To ensure that the heat generated by the heater does not damage the plastic walls of the boiler housing, it is further contemplated that the unheated portion of the heater continues on the inside of the boiler housing. In other words, the unheated portion of the heater continues into the interior of the boiler housing. Similarly, the unheated portion of the heater may continue on the outside of the boiler housing. Furthermore, it is advantageous if the length of the unheated portion of the heater in the direction of the inside of the boiler housing is greater than in the direction of the outside.
Die Heizeinrichtung lässt sich auf unterschiedliche Art und Weisen in der Montageöffnung fixieren bzw. befestigen. Wird die Heizeinrichtung nach dem Herstellen des Boilergehäuses aus Kunststoff in die Montageöffnung eingesetzt, so besteht die Möglichkeit, dass dies je nach Ausgestaltung der Heizeinrichtung, sowohl von der Behälteraußenseite als auch von der Behälterinnenseite erfolgen kann. Wird die Montage von der Behälterinnenseite aus vorgenommen, was insbesondere dann vorteilhaft ist, wenn das Boilergehäuse aus wenigstens zwei Gehäuseabschnitten aufgebaut ist, die in einem gesonderten Montageschritt miteinander verbunden werden, so kann die Montageöffnung zur Außenseite des Boilergehäuses hin eine Verengung besitzen, deren Innendurchmesser kleiner ist als der Außendurchmesser der Heizeinrichtung und an der die Heizeinrichtung bei der Montage anliegt. Die Verengung besitzt dabei einen derartigen Innendurchmesser, dass ein Anschlusselement der Heizeinrichtung, wie ein Anschlussbolzen und dergleichen, noch durch die Verengung hindurchgeführt werden kann. Durch diese Ausgestaltung wird auf einfache Weise eine definierte axiale Lage der Heizeinrichtung bei der Montage durch Anlage der zur Außenseite weisenden Stirnseite der Heizeinrichtung an der Verengung bereitgestellt.The heater can be fixed or attached in different ways in the mounting hole. If the heater is inserted into the mounting opening after the plastic boiler housing has been manufactured, there is the possibility that, depending on the configuration of the heating device, this can be done both from the outside of the container and from the inside of the container. If the assembly of the container inside made, which is particularly advantageous if the boiler housing is constructed of at least two housing sections, which are connected together in a separate assembly step, the mounting opening to the outside of the boiler housing can have a constriction whose inner diameter smaller is as the outer diameter of the heater and on which the heater is applied during assembly. The constriction has an inner diameter such that a connecting element of the heating device, such as a connecting bolt and the like, can still be passed through the constriction. As a result of this configuration, a defined axial position of the heating device is provided in a simple manner during installation by contacting the front side of the heating device facing the outside at the constriction.
Aufgrund der hohen Festigkeit einiger Kunststoffe kann die Wandstärke des Boilergehäuses entsprechend gering gewählt werden. In einem solchen Fall, aber auch unabhängig hiervon, kann die dabei entstehende axiale Länge der Montageöffnung für eine sichere Montage der Heizeinrichtung nicht ausreichen. Daher ist erfindungsgemäß vorgesehen, dass die Montageöffnung durch einen an dem Boilergehäuse angeordneten Fortsatz gebildet ist, dessen axiale Länge größer ist als die Wandstärke des Boilergehäuses und der sich von der Wand des Boilergehäuses nach außen erstreckt.Due to the high strength of some plastics, the wall thickness of the boiler housing can be chosen correspondingly low. In such a case, but also independently thereof, the resulting axial length of the mounting opening for a safe installation of the heater may not be sufficient. Therefore, the invention provides that the mounting opening is formed by an arranged on the boiler housing extension whose axial length is greater than the wall thickness of the boiler housing and extending from the wall of the boiler housing to the outside.
Selbstverständlich besteht die Möglichkeit, dass ein Fortsatz, sowohl an der Außen- als auch Innenseite des Gehäuses angeordnet ist. Durch die Verwendung von Kunststoff für das Boilergehäuse kann dieser Fortsatz auf einfache Weise während eines Spritzgießvorganges für das Boilergehäuse zusammen mit diesem in dem Spritzgießvorgang hergestellt werden. Selbstverständlich besteht auch die Möglichkeit, dass der Fortsatz getrennt von dem Boilergehäuse angefertigt wird und anschließend mittels eines geeigneten Montageverfahrens mit dem Boilergehäuse an der Montageöffnung in der Gehäusewand in der Weise angebracht wird, dass die Mittellängsachse des Fortsatzes mit der Mittellängsachse der Montageöffnung fluchtet.Of course, there is the possibility that an extension, both on the outside and inside of the housing is arranged. By using plastic for the boiler housing, this extension can easily be produced during an injection molding process for the boiler housing together with it in the injection molding process. Of course, there is also the possibility that the extension is made separately from the boiler housing and then attached by means of a suitable mounting method with the boiler housing to the mounting hole in the housing wall in such a way that the central longitudinal axis of the extension is aligned with the central longitudinal axis of the mounting hole.
Um das Austreten des in dem Boilergehäuse befindlichen fließfähigen Mediums aus der Montageöffnung für die Heizeinrichtung zu verhindern, ist weiterhin vorgesehen, dass zwischen der Innenwand der Montageöffnung und der Außenwand der Heizeinrichtung wenigstens ein Dichtelement angeordnet ist. Hierbei kann der Herstellvorgang weiterhin dadurch vereinfacht werden, dass das Dichtelement auf die Außenseite der Heizeinrichtung aufgespritzt ist.In order to prevent the escape of the flowable medium located in the boiler housing from the mounting opening for the heating device, it is further provided that at least one sealing element is arranged between the inner wall of the mounting opening and the outer wall of the heating device. Here, the manufacturing process can be further simplified in that the sealing element is sprayed onto the outside of the heater.
Grundsätzlich besteht die Möglichkeit, als Befestigungsmittel die Passung zwischen der Innenwand der Montageöffnung und der Außenwand der Heizeinrichtung so zu wählen, dass die Heizeinrichtung nach dem Einsetzen in der Montageöffnung dort fest angeordnet ist, d. h. also, dass die Passung eine schwergängige Fügepassung oder eine Presspassung ist. Da sich jedoch die Heizeinrichtung zyklisch erwärmt und abkühlt, besteht hierbei die Möglichkeit, dass sich diese Passung im Laufe der Betriebszeit der Heizeinrichtung bzw. der Einsatzzeit des Boilers verändert. Daher ist es vorgesehen, dass das Befestigungsmittel, welches die Heizeinrichtung in der Montageöffnung fixiert, durch wenigstens ein Klemmelement gebildet ist. Hierbei fixiert das Klemmelement durch plastisches Verformen die Heizeinrichtung in der Montageöffnung. Beispielsweise kann dies dadurch geschehen, dass das vorzugsweise aus Metall hergestellte Klemmelement eine C-förmige Gestalt besitzt, wobei der Innendurchmesser des Befestigungselements so gewählt ist, dass das Klemmelement bei der Montage der Heizeinrichtung in der Montageöffnung des Boilergehäuses angeordnet werden kann, aber anschließend plastisch so verformt wird, dass es mit seinen beiden freien Enden hinter entsprechende Hinterschneidungen an der Gehäusewand des Boilers bzw. an einem vorgesehenen Fortsatz hintergreift. Ebenso besteht die Möglichkeit, dass das Klemmelement durch einen vollständig geschlossenen Ring, vorzugsweise aus Metall, gebildet ist, dessen Innendurchmesser zumindest annährend dem Außendurchmesser des Fortsatzes entspricht. Auch hier kann die Fixierung des Rings und damit die Fixierung der Heizeinrichtung durch plastisches Verformen des Rings, vorzugsweise durch Umgreifen der Ringränder an Hinterschneidungen, erfolgen.Basically, it is possible to choose as a fastening means, the fit between the inner wall of the mounting hole and the outer wall of the heater so that the heater is fixed there after insertion into the mounting hole, ie, so that the fit is a stiff mating fit or a press fit , However, since the heater cyclically heats and cools, there is the possibility that this fit changes over the life of the heater or the time of use of the boiler. Therefore, it is provided that the fastening means, which fixes the heating device in the mounting opening, is formed by at least one clamping element. In this case, the clamping element fixes the heating device in the assembly opening by plastic deformation. For example, this can be done by the preferably made of metal clamping element has a C-shaped configuration, wherein the inner diameter of the fastener is selected so that the clamping element can be arranged during assembly of the heater in the mounting opening of the boiler housing, but then plastically so is deformed that it engages behind with its two free ends behind corresponding undercuts on the housing wall of the boiler or on a provided extension. It is also possible that the clamping element is formed by a completely closed ring, preferably made of metal, whose inner diameter corresponds at least approximately to the outer diameter of the extension. Again, the fixation of the ring and thus the fixation of the heater by plastic deformation of the ring, preferably by gripping the annular edges of undercuts done.
Es ist noch zu bemerken, dass das Befestigungsmittel als Masseanschluss für die Heizeinrichtung dienen kann.It should also be noted that the fastener can serve as a ground connection for the heater.
Ebenso besteht die Möglichkeit, dass das Befestigungsmittel an dem Gehäuse und/oder dem Fortsatz der Montageöffnung durch vorzugsweise Anspritzen einstückig angeformt ist. Auch hier kann die Fixierung der Heizeinrichtung nach deren Montage in der Montagöffnung durch plastisches Verformen des Befestigungsmittels fixiert werden.It is also possible that the fastening means is integrally formed on the housing and / or the extension of the mounting hole by preferably injection molding. Again, the fixation of the heater after its mounting in the mounting hole can be fixed by plastic deformation of the fastener.
Weiterhin besteht die Möglichkeit, dass das Befestigungsmittel an einer Isolierperle, vorzugsweise aus Kunststoff, angebracht ist, die die Montageöffnung gegenüber der Außenseite des Boilers bei montierter Heizeinrichtung und/oder die Heizeinrichtung verschließt. Wie bereits in den vorstehend geschilderten Fällen erläutert, erfolgt auch hier die Fixierung der Heizeinrichtung in der Montageöffnung durch plastisches Verformen des Befestigungsmittels nach Einsetzen der Heizeinrichtung in die Montageöffnung.Furthermore, there is the possibility that the fastening means to an insulating bead, preferably made of plastic, is attached, which closes the mounting opening relative to the outside of the boiler with mounted heater and / or the heater. As already explained in the above-described cases, the fixing of the heating device in the assembly opening takes place here as well by plastic deformation of the fastening means after insertion of the heating device into the assembly opening.
Neben der Montageöffnung für die Heizeinrichtung kann weiterhin eine Montageöffnung für die Anbringung einer Steuereinheit vorgesehen sein, welche in Wärmeleitkontakt mit einem beheizten Abschnitt der Heizeinrichtung steht. Hierdurch besteht die Möglichkeit, einen Steuer- bzw. Regelvorgang für die Heizeinrichtung vorsehen zu können. Neben dieser Montageöffnung für die Steuereinheit besteht selbstverständlich auch die Möglichkeit, weitere Montageöffnungen in dem Boilergehäuse vorzusehen, in der zusätzliche Steuer- und/oder Regelelemente bzw. Messelemente, wie Verschmutzungssensoren, Drucksensoren usw. eingesetzt sein können.In addition to the mounting opening for the heating device, a mounting opening for the attachment of a control unit, which is in heat-conducting contact with a heated section of the heating device, can furthermore be provided. This makes it possible to provide a control or regulating process for the heater. In addition to this mounting opening for the control unit, it is of course also possible to provide further mounting openings in the boiler housing, in which additional control and / or regulating elements or measuring elements, such as pollution sensors, pressure sensors, etc., can be used.
Der Wärmeleitkontakt kann hierbei durch Wärmestrahlung oder Wärmeleitung hergestellt werden. Im letzteren Fall wird der Wärmeleitkontakt durch ein Wärmeleitelement, vorzugsweise ein Wärmeleitblech hergestellt.The Wärmeleitkontakt can be made by thermal radiation or heat conduction. In the latter case, the heat-conducting contact is produced by a heat-conducting element, preferably a heat-conducting sheet.
Die Steuereinheit kann wiederum durch die unterschiedlichsten Bauteile gebildet sein. Vorzugsweise ist die Steuereinheit durch ein PTC- oder ein NTC-Element oder durch eine Schmelzsicherung gebildet.The control unit can in turn be formed by a wide variety of components. Preferably, the control unit is formed by a PTC or an NTC element or by a fuse.
Zur Fixierung der Steuereinheit in deren Montageöffnung kann ein Rastvorgang und/oder ein Befestigungselement vorgesehen sein. Grundsätzlich besteht aber auch die Möglichkeit, dass die Steuereinheit während des Spritzgießvorganges für das Behältergehäuse, oder Teilen hiervon, bereits in die Spritzgießmaschine eingelegt wird, um während des Spritzgießvorgangs in die Behälterwand und damit in die entstehende Montageöffnung eingebracht zu werden.For fixing the control unit in the mounting opening, a latching operation and / or a fastening element can be provided. Basically, however, there is also the possibility that the control unit is already inserted into the injection molding machine during the injection molding process for the container housing, or parts thereof, to be introduced during the injection molding in the container wall and thus in the resulting mounting opening.
Wie bereits vorstehend dargelegt worden ist, kann das Boilergehäuse einstückig ausgebildet oder aus zwei oder mehr Gehäuseabschnitten aufgebaut sein. Ein besonders einfacher Herstellvorgang sowie eine einfache Montage des Boilers insgesamt wird dadurch erreicht, dass das Boilergehäuse aus wenigstens zwei Teilen besteht, wobei vorzugsweise die wenigstens eine Montageöffnung für die Heizeinrichtung und/oder die Montageöffnung für die Steuereinheit in einem der beiden Boilergehäuseteile vorgesehen ist. Dabei können die beiden Gehäuseteile unter Zwischenschaltung einer Dichtung stoffschlüssig, formschlüssig oder kraftschlüssig miteinander verbunden sein. Eine kraftschlüssige Verbindung erfolgt durch Einsatz einer oder mehrerer Metallschellen, welche auf zwei Flanschabschnitte, über die die beiden Gehäuseteile aneinander anliegen und die wenigstens ein Dichtungselement zwischen sich aufnehmen, bei der Montage des Boilers aufgeschoben werden. Dabei ist die Metallschelle so ausgestaltet, dass sie eine elastische Klemmkraft auf die beiden Flansche ausübt. Ebenfalls besteht die Möglichkeit, dass die beiden Gehäuseteile miteinander durch eine Rastverbindung oder einen oder mehrere Schnapphaken miteinander verbunden sind. Schließlich kann alternativ vorgesehen sein, dass das eine Boilergehäuseteil einen oder mehrere Kunststoffstifte an dem Flansch aufweist, der jeweils eine Durchgangsdurchbrechung an dem Flansch des anderen Boilergehäuseteils durchgreift und der anschließend ähnlich einem Niet durch Erwärmen an seinem oberen freien Ende plastisch so verformt wird, dass er über die Ränder der Durchgangsdurchbrechung in dem Flansch übergreift. Schließlich können die beiden Gehäuseteile auch stoffschlüssig, beispielsweise durch Verkleben oder Verschweißen, miteinander verbunden werden.As already stated above, the boiler housing may be formed in one piece or constructed from two or more housing sections. A particularly simple manufacturing process and a simple assembly of the boiler as a whole is achieved in that the boiler housing consists of at least two parts, wherein preferably at least one mounting opening for the heater and / or the mounting opening for the control unit is provided in one of the two boiler housing parts. In this case, the two housing parts with the interposition of a seal cohesively, positively or non-positively connected to each other. A frictional connection is made by using one or more metal clamps, which on two flange portions over which the two housing parts rest against each other and receive at least one sealing element between them, are pushed in the assembly of the boiler. In this case, the metal clamp is designed such that it exerts an elastic clamping force on the two flanges. It is also possible that the two housing parts are interconnected by a latching connection or one or more snap hooks. Finally, alternatively, it may be provided that the one boiler housing part has one or more plastic pins on the flange, which passes through a through-passage on the flange of the other boiler housing part and which is then plastically deformed by heating at its upper free end similar to a rivet engages over the edges of the passage opening in the flange. Finally, the two housing parts can also be materially connected, for example by gluing or welding, together.
Für die Heizeinrichtung können die unterschiedlichsten Lösungen eingesetzt werden. Es ist für die vorliegende Erfindung bevorzugt, dass die Heizeinrichtung ein Rohrheizkörper ist.For the heater, a variety of solutions can be used. It is preferable for the present invention that the heater is a tubular heater.
Weitere vorteilhafte Ausgestaltungen sowie Ausführungsbeispiele der vorliegenden Erfindung werden nachstehend im Zusammenhang mit den Zeichnungsfiguren erläutert. Hierbei ist zu bemerken, dass sich die in der Beschreibung verwendeten Begriffe "links", "rechts", "oben" und "unten" auf die Zeichnungsfiguren mit normal lesbaren Bezugszeichen und Figurenbezeichnungen beziehen. Hierbei ist:
- Fig. 1
- eine Seitenansicht auf einen erfindungsgemäßen Boiler;
- Fig. 2
- eine Vertikalschnittansicht durch den in
Fig. 1 gezeigten Boiler entlang der Linie II-II inFig. 1 ; - Fig. 3
- eine horizontale Querschnittsansicht einer weiteren Ausführungsform des erfindungsgemäßen Boilers;
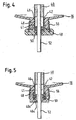
- Fig. 4
- eine detaillierte Querschnittsansicht auf eine in einer Montageöffnung des Boilergehäuses eingesetzte herkömmliche Heizeinrichtung;
- Fig. 5
- ein weiteres herkömmliches Ausführungsbeispiel für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung;
- Fig. 6
- eine dritte herkömmliche Ausführungsform für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung;
- Fig. 7
- eine vierte herkömmliche Ausführungsform für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung;
- Fig. 8
- eine erfindungsgemäße alternative Ausführungsform für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung;
- Fig. 9
- eine sechste herkömmliche Ausführungsform für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung;
- Fig. 10
- eine siebte herkömmliche Ausführungsform für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung;
- Fig. 11,
- 12 eine achte herkömmliche Ausführungsform für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung;
- Fig. 13,
- 14 eine weitere alternative Ausführungsform für eine Ausgestaltung der Montageöffnung in dem Boilergehäuse und für Anordnung der Heizeinrichtung in der Montageöffnung gemäß der Erfindung;
- Fig. 15a-c
- Teilquerschnittsansichten der Fügestellen eines erfindungsgemäßen Boilers, der aus zwei Gehäuseteilen aufgebaut ist; und
- Fig. 16
- eine Teilquerschnittsansicht des Boilergehäuses mit einer Montageöffnung für eine Steuereinheit.
- Fig. 1
- a side view of a boiler according to the invention;
- Fig. 2
- a vertical sectional view through the in
Fig. 1 shown boiler along the line II-II inFig. 1 ; - Fig. 3
- a horizontal cross-sectional view of another embodiment of the boiler according to the invention;
- Fig. 4
- a detailed cross-sectional view of a conventional heater used in a mounting opening of the boiler housing;
- Fig. 5
- another conventional embodiment for a configuration of the mounting hole in the boiler housing and for arranging the heater in the mounting hole;
- Fig. 6
- a third conventional embodiment for a configuration of the mounting hole in the boiler housing and for arranging the heater in the mounting hole;
- Fig. 7
- a fourth conventional embodiment for a configuration of the mounting hole in the boiler housing and for arranging the heater in the mounting hole;
- Fig. 8
- an alternative embodiment of the invention for a configuration of the mounting hole in the boiler housing and for arrangement of the heater in the mounting hole;
- Fig. 9
- a sixth conventional embodiment for a configuration of the mounting hole in the boiler housing and for arranging the heater in the mounting hole;
- Fig. 10
- a seventh conventional embodiment for a configuration of the mounting hole in the boiler housing and for arranging the heater in the mounting hole;
- Fig. 11,
- 12 shows an eighth conventional embodiment for an embodiment of the mounting opening in the boiler housing and for arranging the heating device in the mounting opening;
- Fig. 13,
- 14 shows a further alternative embodiment for an embodiment of the mounting opening in the boiler housing and for arranging the heating device in the mounting opening according to the invention;
- Fig. 15a-c
- Partial cross-sectional views of the joints of a boiler according to the invention, which is constructed from two housing parts; and
- Fig. 16
- a partial cross-sectional view of the boiler housing with a mounting opening for a control unit.
In
Die beiden Gehäuseteile 14, 16 besitzen an ihren nicht näher bezeichneten freien Rändern, an denen sie zu dem Boilergehäuse 12 zusammengefügt werden, jeweils einen vorzugsweise vollständig umlaufenden Flansch 18, 20, an dem sie im montierten Zustand vorzugsweise vollflächig aneinander anliegen, wie dies aus den
Wie aus den
Bei der in
Schließlich wird bei der in
Neben den beiden Gehäuseteilen 14, 16 weist der erfindungsgemäße Boiler 10 eine Heizeinrichtung 40 auf, die durch einen elektrischen Rohrheizkörper bekannter Bauart gebildet ist. Der Rohrheizkörper 40, der einen kreisförmigen Querschnitt besitzt, durchsetzt mit seinen beiden freien Anschlussenden 42 die untere stirnseitige Wand 16a des unteren Gehäuseteils 16 jeweils durch eine Montageöffnung 46. Wie aus
Zur nähren Erläuterung des Aufbaus der Montageöffnung 46 und der Anordnung der Heizeinrichtung 40 in dieser wird auf
Die Montageöffnung 46 besitzt, ebenso wie der Rohrheizkörper 40, einen kreisförmigen Querschnitt. Wie aus
Wie weiterhin aus
Aus
An der Außenseite des Fortsatzes 48 ist ein Stützring 56 vorzugsweise aus Metall aufgesetzt bzw. aufgeschoben und verklemmt. Der Stützring 56, der ein vollständig geschlossener Ring oder ein C-förmiger Ring sein kann, besitzt einen Innendurchmesser, der zumindest annährend dem Außendurchmesser des Fortsatzes 48 entspricht. Der Stützring 56 wird nach dem Aufschieben bzw. Aufsetzen auf den Fortsatz 48 plastisch verformt, sodass er den Fortsatz 48 zusammenpresst und dadurch die Heizeinrichtung 40 im Inneren der Montageöffnung 46 fixiert. Darüber hinaus kann der Stützring 56 dazu dienen, über die Lebensdauer des erfindungsgemäßen Boilers 10 eine ausreichende Druckspannung auf die Dichtung 50 auszuüben. Dies kann deshalb notwendig werden, da der Fortsatz 48 aus Kunststoff und der Rohrheizkörper 40, dessen Mantelrohr 41 aus Edelstahl gefertigt sein kann, eine unterschiedliche Wärmedehnung zeigen. Bei entsprechender Materialauswahl für den Kunststoffboiler 10 und der Heizeinrichtung 40 bzw. einer entsprechenden Materialpaarung kann auch auf den Stützring 56 verzichtet werden. Bei einer entsprechenden Gestaltung kann dieser Stützring 56 auch zur Erdung des Anschlusses des Rohrheizkörpers 40 herangezogen werden.On the outer side of the
In den
In
Die in
Die in
In
Weiter unterscheidet sich das Ausführungsbeispiel der
Es sei noch angemerkt, dass in dem vierten Ausführungsbeispiel an dem aufgeweiteten Ende oder benachbart dazu, der Rohrheizkörper 40 zusätzlich mit einer oder mehreren umspritzen Dichtung(en), ähnlich zu der bei den anderen Ausführungsbeispielen diskutierten Dichtung 50, versehen sein kann. Um den Halt des Rohrheizkörpers 40 in der Montageöffnung 46 zu verstärken, können zusätzlich eine oder mehrere Einschnürung(en) (ähnlich zur Einschnürung 42, die beispielsweise in
In
Das in
Bei dem in
Die in den
In den
In
Claims (10)
- Boiler for heating a free-flowing medium, in particular for heating water, comprising
a boiler housing (12) made of plastics material,
a heating device (40), which projects into the interior of the boiler housing (12) via an assembly opening (46) in the boiler housing (12) and is fixed in the assembly opening (46) by fixing means, which are formed by at least one clamping element (56), and
at least one sealing element (50), which is arranged between the internal wall of the assembly opening (46) and the external wall of the heating device (40), the internal diameter of the assembly opening (46) in the boiler housing corresponding at least approximately to the outer diameter of the heating device (40) at least in portions,
characterised in that the heating device (40) comprises an unheated portion (42) at least in the region of the assembly opening (46), which portion continues on the inside of the boiler housing (12),
the assembly opening (46) for the heating device (40) is formed by an extension (48) arranged on the boiler housing (12), the axial length of which extension is greater than the wall thickness of the boiler housing (12), and which extends outwards from the wall of the boiler housing (12), wherein the fixing meansa) is formed by a clamping sleeve (58), such that the extension (48) has ,at its end facing towards the outside of the boiler (10), a completely circumferential expansion (48a), into which the sealing element (50) in form of an O-ring is inserted; wherein the clamping sleeve (58) is formed double-walled such that the clamping sleeve can be slid onto the expansion (48a) of the extension (48) from the outside and wherein the two portions (58a, 58b) of the clamping sleeve that form the double wall accommodate the wall of the expansion (48a) between them, wherein the two portions (58a, 58b) of the clamping sleeve that form the double wall are connected with one another through the bottom, whose round contour is adapted in its cross-section to the contour of the expansion (48a) of the extension (48), wherein the axial length of the clamping sleeve (58) is selected such that it protrudes with the outer wall portion (58a), which is axially longer than the inner wall portion (58b), beyond the end of the expansion (48a) of the extension (48), whereby the free end of this wall section (58a) is then plastically deformed in such a way that the clamping sleeve (58) is fixated at the expansion (48a) of the extension (48); orb) is formed by a support ring (56) such that in the region of the extension (48) a jacket tube (41) of the heater (40) has an expansion (40a), wherein the support ring (56) is mounted and crimped at the outer lying extension (48); and
in that the fixing means can serve as an earthing connection, at least for the heating device (40). - Boiler according to claim 1, characterised in that the unheated portion (42) of the heating device (40) continues on the outside of the boiler housing (12), and in that the length of the unheated portion (42) of the heating device (40) is greater in the direction of the inside of the boiler housing (12) than in the direction of the outside.
- Boiler according to any of the preceding claims, characterised in that the clamping element (56) is fixed in the assembly opening (46) for the heating device (40) by means of plastic deformation.
- Boiler according to any of claims 1 to 3, characterised in that at least one further assembly opening (70) is provided for the attachment of at least one control unit (72), which is in heat-conducting contact with a heated portion of the heating device (40), the heat-conducting contact taking place by means of heat conduction via a heat-conducting element (74), preferably a heat-conducting sheet.
- Boiler according to claim 4, characterised in that the control unit (72) is formed by a PTC element, a NTC element, a fuse or a regulator.
- Boiler according to either claim 4 or claim 5, characterised in that the control unit (72) is held in the assembly opening (46) by a locking action and/or fixing elements (70a).
- Boiler according to any of claims 1 to 6, characterised in that the boiler housing (12) consists of at least two parts (14, 16), the at least one assembly opening (46) being provided in one of the two boiler housing parts (14, 16).
- Boiler according to claim 7, characterised in that the two housing parts (14, 16) are interconnected by the interpolation of at least one seal (22) at the abutting surfaces of the housing parts (14, 16) with material, positive or non-positive locking.
- Boiler according to any of claims 1 to 8, characterised in that the heating device is a tubular heating element (40).
- Boiler according to claim 1, characterised in that an additional extension (48', 68) is arranged at the assembly opening (46) on the inside of the boiler housing.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10526919 | 2005-06-10 |
Publications (4)
| Publication Number | Publication Date |
|---|---|
| EP1731850A2 EP1731850A2 (en) | 2006-12-13 |
| EP1731850A3 EP1731850A3 (en) | 2009-05-13 |
| EP1731850B1 EP1731850B1 (en) | 2013-02-13 |
| EP1731850B2 true EP1731850B2 (en) | 2016-08-17 |
Family
ID=36910977
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06011532.6A Active EP1731850B2 (en) | 2005-06-10 | 2006-06-02 | Flangeless plastic boiler |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1731850B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017124062A1 (en) | 2017-10-16 | 2019-04-18 | Bleckmann Gmbh & Co. Kg | Steam generator with safety temperature limiter device |
| FR3103885B1 (en) * | 2019-11-29 | 2021-12-24 | Soc Commerciale Et Dengineering | Liquid tank capable of being heated |
| WO2021105610A1 (en) * | 2019-11-29 | 2021-06-03 | Societe Commerciale Et D'engineering | Device for producing hot liquid |
| EP3936007A1 (en) | 2020-07-09 | 2022-01-12 | Bleckmann GmbH & Co. KG | Hot water and steam generating device |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2748251A (en) † | 1953-04-20 | 1956-05-29 | Wiegand Co Edwin L | Heating devices |
| US3134888A (en) † | 1960-12-19 | 1964-05-26 | Wiegand Co Edwin L | Immersion heater assemblies |
| FR2088630A5 (en) † | 1970-04-20 | 1972-01-07 | Pyror Procedes | |
| CA1019026A (en) † | 1973-11-05 | 1977-10-11 | Carl G. Strobach | Immersion type heating element with a plastic head for a storage water heater tank |
| DE3333698A1 (en) † | 1983-09-17 | 1985-04-04 | Stiebel Eltron Gmbh & Co Kg, 3450 Holzminden | Attachment device for an electrical tubular heating element and process for its production |
| DE3804326A1 (en) † | 1988-02-12 | 1989-08-24 | Ego Elektro Blanc & Fischer | END PIECE FOR PIPE RADIATOR |
| EP1211466A2 (en) † | 1997-12-29 | 2002-06-05 | MERLONI TERMOSANITARI S.p.A. | A water heater made of thermoplastic materials reciprocally compatible |
| WO2003002919A1 (en) † | 2001-06-26 | 2003-01-09 | BSH Bosch und Siemens Hausgeräte GmbH | Electric water heater |
| WO2004083738A1 (en) † | 2003-03-21 | 2004-09-30 | BSH Bosch und Siemens Hausgeräte GmbH | Water heater |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE7512731U (en) | 1975-10-23 | Stiebel Eltron Gmbh & Co Kg | Container for a hot water heater | |
| GB9322526D0 (en) | 1993-11-02 | 1993-12-22 | Strix Ltd | Electrical heaters |
-
2006
- 2006-06-02 EP EP06011532.6A patent/EP1731850B2/en active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2748251A (en) † | 1953-04-20 | 1956-05-29 | Wiegand Co Edwin L | Heating devices |
| US3134888A (en) † | 1960-12-19 | 1964-05-26 | Wiegand Co Edwin L | Immersion heater assemblies |
| FR2088630A5 (en) † | 1970-04-20 | 1972-01-07 | Pyror Procedes | |
| CA1019026A (en) † | 1973-11-05 | 1977-10-11 | Carl G. Strobach | Immersion type heating element with a plastic head for a storage water heater tank |
| DE3333698A1 (en) † | 1983-09-17 | 1985-04-04 | Stiebel Eltron Gmbh & Co Kg, 3450 Holzminden | Attachment device for an electrical tubular heating element and process for its production |
| DE3804326A1 (en) † | 1988-02-12 | 1989-08-24 | Ego Elektro Blanc & Fischer | END PIECE FOR PIPE RADIATOR |
| EP1211466A2 (en) † | 1997-12-29 | 2002-06-05 | MERLONI TERMOSANITARI S.p.A. | A water heater made of thermoplastic materials reciprocally compatible |
| WO2003002919A1 (en) † | 2001-06-26 | 2003-01-09 | BSH Bosch und Siemens Hausgeräte GmbH | Electric water heater |
| WO2004083738A1 (en) † | 2003-03-21 | 2004-09-30 | BSH Bosch und Siemens Hausgeräte GmbH | Water heater |
Non-Patent Citations (1)
| Title |
|---|
| Wikipediaeintrag "Rohrheizkörper" † |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1731850A2 (en) | 2006-12-13 |
| EP1731850B1 (en) | 2013-02-13 |
| EP1731850A3 (en) | 2009-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2637475B9 (en) | Heat generating element | |
| EP1718115B1 (en) | Tubular heating element with a conical heating spiral conductor | |
| EP1816901B1 (en) | Tubular radiator with insulation mass in the end connection zone | |
| EP2211588B1 (en) | Contact element for the heating coil of a tubular heating element and manufacturing method of same | |
| DE102005026919A1 (en) | Boiler for heating flow capable medium e.g. water, has heater with unheated end inside housing, and mounting opening fixed in housing in a manner that its inner diameter corresponds to outside diameter of heater | |
| EP1731850B2 (en) | Flangeless plastic boiler | |
| DE202007008404U1 (en) | Heating cartridge with coupling element | |
| DE102015007356A1 (en) | Pluggable connection arrangement and method for preparing a pluggable connection arrangement | |
| EP2171336B1 (en) | Tube connection having an armature housing | |
| DE3443306C1 (en) | Electric cartridge heater | |
| DE102006005321B3 (en) | Schnappflansch | |
| DE60000640T2 (en) | BRUSH HOLDER ASSEMBLY FOR ELECTRICAL MACHINES LIKE MOTOR STARTERS | |
| DE10336776B4 (en) | Filler neck for the fuel tank of a motor vehicle with an automatic tank closure | |
| EP3023039B1 (en) | Radiator, continuous-flow heater for hot beverage machines and method of making the same | |
| EP3843502B1 (en) | Electric heating device | |
| EP1995994A1 (en) | Electric heating device | |
| EP2458191A1 (en) | Heating device | |
| EP1541069A1 (en) | Water kettle | |
| EP1111962B1 (en) | Heating device having a divided sheath tube | |
| DE10062539B4 (en) | Connection assembly for an electric heater and method for mounting the heater | |
| DE102009024059A1 (en) | Flow heater, has embossments that are formed together with surface of casing tube of inner tubular heating element, where embossments are formed as semi-circular embossments along cross section planes of tubular heating element | |
| DE202010011994U1 (en) | Boiler with solderless feedthrough for radiator connection end sections | |
| DE202018105899U1 (en) | Electrical component heating | |
| EP2784408B1 (en) | Boiler | |
| DE202010010779U1 (en) | Heater |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20091002 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20100304 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502006012480 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: F24H0001200000 Ipc: F24H0009180000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F24H 9/18 20060101AFI20120712BHEP Ipc: F24H 1/20 20060101ALI20120712BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: HENDLER, RENE Inventor name: PLESCHINGER, ANDREAS Inventor name: HOEFER, JOHANN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 596711 Country of ref document: AT Kind code of ref document: T Effective date: 20130215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502006012480 Country of ref document: DE Effective date: 20130411 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130513 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130613 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130524 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130613 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130514 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: STIEBEL ELTRON GMBH & CO. KG Effective date: 20131113 |
|
| BERE | Be: lapsed |
Owner name: BLECKMANN GMBH & CO. KG Effective date: 20130630 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R026 Ref document number: 502006012480 Country of ref document: DE Effective date: 20131113 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130602 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130630 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130602 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130602 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 596711 Country of ref document: AT Kind code of ref document: T Effective date: 20130602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130602 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20060602 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 20160817 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R102 Ref document number: 502006012480 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20180625 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180625 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20180816 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190701 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190701 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190602 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190630 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230517 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240704 Year of fee payment: 19 |