EP1715066A1 - Vorrichtung zum Umformen und Presshärten von Metallblechen, mit integrierten Heizelementen - Google Patents
Vorrichtung zum Umformen und Presshärten von Metallblechen, mit integrierten Heizelementen Download PDFInfo
- Publication number
- EP1715066A1 EP1715066A1 EP05028585A EP05028585A EP1715066A1 EP 1715066 A1 EP1715066 A1 EP 1715066A1 EP 05028585 A EP05028585 A EP 05028585A EP 05028585 A EP05028585 A EP 05028585A EP 1715066 A1 EP1715066 A1 EP 1715066A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- forming
- heating element
- tool
- insulating layer
- heating elements
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/06—Platens or press rams
- B30B15/062—Press plates
- B30B15/064—Press plates with heating or cooling means
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/673—Quenching devices for die quenching
Definitions
- the invention relates to a device for forming metal sheets, which has a forming tool with a forming space, wherein the metal sheet in the forming space is partially heated by at least one heating element.
- the hot forming of metal sheets as such is known, for example by the DE 24 52 486 A1 as well as through the GB 1 490 535 A ,
- the metal sheets preferably sheet steel blanks, heated in a heat treatment plant, then placed hot in the press tool and reshaped. Still clamped in the press tool, the sheet-metal profile components are hardened.
- a significant advantage of this approach is that hardened sheet metal profile components can be produced with a complicated shape, and with high dimensional accuracy.
- thermoformed components especially made of high-strength sheet steel, such as B-pillars, must still be trimmed at the edge in order to comply with the specified dimensional tolerances.
- many mold components still punched after hot forming. Since the thermoforming process brings about a very hard martensitic microstructure state, a conventional edge / hole trimming of the molded components carried out with cutting knives is very wear-resistant and cost-intensive.
- Alternative cutting methods, such as trimming by means of laser radiation, are also extremely expensive due to the high system costs.
- the second possibility is to design the hot forming or hardening process in such a way that a slower cooling during hardening takes place in the areas to be trimmed.
- This is only possible to a limited extent in the currently used conventional hot forming tools, which are aimed at cooling the moldings as quickly as possible. Suggestions for this are from the DE 197 23 655 A1 known.
- inserts or additional heating elements are provided in the press tool in order to achieve reduced cooling during hardening in targeted areas, so that these areas have a softer material structure at the end of the process.
- DE 101 62 441 A1 describes a method for producing motor vehicle components from metal sheets in a forming tool having a mold space, wherein for controlling the material flow mold space areas can be tempered specifically by heat and / or heat dissipation.
- the particular difficulty is basically to realize very different Abkühlgradienten at the lowest possible transitions between hard and soft zones, ie within a few millimeters of one and the same mold component.
- the invention is based on the prior art based on the object to provide a system and application technology improved apparatus for forming metal sheets, in particular, very different cooling gradients can be realized in tight spatial limits on the molded part.
- the main point of the invention is the measure to heat-control the heating element integrated in the forming tool completely or in sections relative to the adjacent walls of the forming tool by means of an insulating layer.
- the effectiveness of the heating element can be increased with a targeted heat transfer to specific narrow or locally limited areas or zones of the molded component.
- the influence of the material structure on the molded part can thus be made significantly better. A heat flow into adjacent areas of the forming tool is avoided.
- the heated in the forming space areas of the mold component cool in the hardening process, so while they are clamped in the forming tool, not from. Only after the deformation tool has been opened do the spots cool at a considerably lower cooling rate in air. Due to the slow cooling rate, no hard martensitic structure is produced in the molded component at the previously heated locations. It can be at these locations a component hardness similar to the unmilled material state achieve, so that downstream processing steps, ie in particular cutting or punching operations, better and higher quality can be performed. Also the used processing tools, like knives or punching tools, are subject to significantly less wear and achieve significantly longer service life.
- At least one, preferably a plurality of heating elements are integrated in recesses of the forming tool, wherein the heating element is thermally insulated from the adjacent walls of the forming tool by an insulating layer, so that a heat dissipation into the forming tool is avoided and the heat is released primarily only in the direction of the tool surface.
- the configuration of the heating elements is in particular geometrically tuned in such a way that those areas of the mold component which are intended to remain soft are tempered in a targeted manner.
- depressions, grooves or similar recesses are provided, in which a heating element is introduced.
- insulating layer ceramic insulating materials or glass fiber materials can be used. Insulating layers of mica are also suitable for the purpose according to the invention. Since air also has good insulation or thermal insulation properties, the insulating layer can also be formed as an air gap. Also possible is a combination of the insulation of an insulating material and an air gap.
- a material for the insulating layer is a technical ceramic with a thermal conductivity ⁇ ⁇ 2 W / Km offers.
- electric heating elements e.g. High-performance heating cartridges, just as conceivable as small pipes through which a hot medium flows. It should be noted that for the electrical heating of large tool areas relatively high power densities must be provided.
- the heating element is limited by a cover to the forming space.
- the cover expediently closes off the heating element and the insulating layer toward the shaping space, so that the tool surface on which the sheet metal blank to be formed slides during the forming process is made homogeneous.
- the cover is made of a material with good thermal conductivity, such as copper. This ensures good heat transfer in the direction of the mold component in the forming space. Basically, the material of the cover should have a thermal conductivity ⁇ of ⁇ 10 W / Km.
- Copper for example, has a thermal conductivity ⁇ of 394 W / Km.
- the use of a cover made of iron is possible.
- Iron has a thermal conductivity ⁇ of 73 W / Km.
- the heating element is particularly intended to heat-insulate the heating element at all sides adjacent to the forming tool by an insulating layer, ie at the bottom and at the side walls.
- an insulating layer ie at the bottom and at the side walls.
- only a bottom-side insulation or insulation of the side walls may be provided.
- FIGS. 1 to 4 components corresponding to one another each carry the same reference numerals.
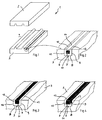
- FIG. 1 shows, in a perspective representation, a detail of a forming tool 1 of a device according to the invention, for example a press.
- the forming tool 1 has an upper tool 2 and a lower tool 3, which are matched to one another in the contour. Between upper tool 2 and lower tool 3, a forming space 4 is formed.
- a previously heated to a certain forming temperature sheet metal plate can be added and then pressed by Gegenrhythmverlagern of upper tool 2 and lower tool 3 shaping.
- the mold component is cooled and cured.
- a hard martensitic microstructure state is fundamentally set on the molded component.
- the pressed-out mold component in the forming space 4 can be heated in certain regions.
- a heating element 6 or 7 is integrated in a recess 5 of the forming tool 1.
- FIG. 2 shows a heating element 6 with a circular cross-section, whereas the heating element 7, as shown in FIGS have square cross section with an edge length of for example 4 mm to 8 mm.
- the length of the heating elements 6, 7 can be selected according to the particular requirements on the molded component.
- the heating elements 6, 7 can be bent, so that even curved curved tool areas can be heated.
- the heating element 6, 7 is separated from the adjacent walls 8, 9, 10 of the forming tool 1 and the lower tool 3 through an insulating layer 11, 12, 13 and thermally insulated.
- an insulating layer 11 is provided below the heating element 6, 7 at the bottom 8 of the recess, Furthermore, an insulating layer 12 is also peripherally disposed between the heating element 6, 7 and the side walls 9, 10 of the recess 5.
- the insulating layer 11, 12 is made of ceramic, a glass fiber mat or mica.
- an insulating layer 11 made of ceramic or mica is integrated on the bottom 8 of the recess 5. Between the heating element 7 and the side walls 9, 10 of the recess 5 is provided as an insulating layer 13 each have an air gap for thermal insulation.
- the heating element 6 On the upper side to the forming space, the heating element 6 according to the embodiment of Figure 2 by a cover 14 made of a material with good thermal conductivity, such as copper, completed.
- the material of the cover has a thermal conductivity ⁇ which is greater than or equal to 10 W / Km.
- the heating elements 6, 7, By means of the heating elements 6, 7, a controlled temperature control of the molded component in the forming space 4 can take place.
- the isolation or thermal insulation of the heating elements 6, 7 according to the invention for the forming tool 1 prevents an adverse heat flow into the tool, so that the heating of the mold component is carried out effectively.
- In the device according to the invention are also extremely different Abkühlgradienten within only a few millimeters on the mold component to realize.
- the areas of the molded component heated in the forming tool 1 do not cool or barely cool when the press is closed. Only after the opening of the forming tool 1 is a cooling of the molded component with a low cooling rate in air. Due to this slow cooling rate, these previously heated areas have a softer material structure, so that cutting or punching operations can be carried out more simply and dimensionally true with less tool wear.
Abstract
Description
- Die Erfindung betrifft eine Vorrichtung zum Umformen von Metallblechen, welche ein Umformwerkzeug mit einem Umformraum aufweist, wobei das Metallblech im Umformraum durch zumindest ein Heizelement bereichsweise beheizbar ist.
- Die Warmumformung von Metallblechen als solches ist bekannt, beispielsweise durch die
DE 24 52 486 A1 ebenso wie durch dieGB 1 490 535 A - Bestimmte warmgeformte Bauteile, vor allem aus hochfestem Stahlblech, beispielsweise B-Säulen, müssen zur Einhaltung der vorgegebenen Maßtoleranzen noch randseitig beschnitten werden. Darüber hinaus werden viele Formbauteile nach dem Warmumformen noch gelocht. Da der Warmformprozess einen sehr harten martensitischen Gefügezustand herbeiführt, ist ein konventioneller mit Schnittmessern durchgeführte Rand-/Lochbeschnitt der Formbauteile sehr verschleiß- und kostenintensiv. Alternative Schneideverfahren, wie z.B. der Beschnitt mittels Laserstrahlung, sind aufgrund der hohen Anlagenkosten ebenfalls extrem kostenintensiv.
- Um einen konventionellen Rand-/Lochbeschnitt durchführen zu können, sollten die Bereiche, in denen ein Beschnitt erfolgen muss, ein deutlich weicheres Gefüge aufweisen. Hierzu gibt es verschiedene Ansatzpunkte.
- Eine Möglichkeit besteht darin, das Formbauteil nach der Warmumformung einer zusätzlichen Wärmebehandlung zu unterziehen, um das Werkstoffgefüge in den zu bearbeitenden Bereichen wieder zu erweichen. Aufgrund des notwendigen zusätzlichen Prozesses führt dies jedoch zwangsläufig zu einer Steigerung der Herstellungskosten, was sich nachteilig auf die Wirtschaftlichkeit des Gesamtprozesses auswirkt.
- Die zweite Möglichkeit besteht darin, den Warmumform- bzw. Härteprozess so auszulegen, dass in den zu beschneidenden Bereichen ein langsameres Abkühlen beim Härten erfolgt. Dies ist in den derzeit verwendeten konventionellen Warmumformwerkzeugen, die auf ein möglichst schnelles Abkühlen der Formteile abzielen, nur bedingt möglich. Vorschläge hierzu sind aus der
DE 197 23 655 A1 bekannt. Hier sind im Pressenwerkzeug Einsätze oder zusätzliche Heizelemente vorgesehen, um in gezielten Bereichen eine verminderte Abkühlung beim Härten zu erzielen, so dass diese Bereiche am Ende des Prozesses ein weicheres Werkstoffgefüge aufweisen. - Auch die
DE 101 62 441 A1 beschreibt ein Verfahren zum Herstellen von Kraftfahrzeugbauteilen aus Metallblechen in einem Umformwerkzeug mit einem Formraum, wobei zur Steuerung des Werkstoffflusses Formraumbereiche gezielt durch Wärmezufuhr und/oder Wärmeabfuhr temperiert werden können. - Die besondere Schwierigkeit besteht jedoch grundsätzlich darin, stark unterschiedliche Abkühlgradienten bei möglichst geringen Übergängen zwischen harten und weichen Zonen, also innerhalb weniger Millimeter an ein und demselben Formbauteil zu realisieren.
- Der Erfindung liegt ausgehend vom Stand der Technik die Aufgabe zugrunde, eine anlagen- und anwendungstechnisch verbesserte Vorrichtung zum Umformen von Metallblechen zu schaffen, bei der insbesondere stark unterschiedliche Abkühlgradienten in engen räumlichen Grenzen am Formteil realisiert werden können.
- Die Lösung dieser Aufgabe besteht nach der Erfindung in einer Vorrichtung gemäß den Merkmalen von Patentanspruch 1.
- Kernpunkt der Erfindung bildet die Maßnahme, das im Umformwerkzeug integrierte Heizelement ganz oder bereichsweise gegenüber den benachbarten Wandungen des Umformwerkzeugs durch eine Isolierschicht wärmezudämmen. Hierdurch kann die Effektivität des Heizelements mit einer gezielten Wärmeübertragung auf bestimmte eng bzw. lokal begrenzte Bereiche bzw. Zonen des Formbauteils gesteigert werden. Die Beeinflussung des Werkstoffgefüges am Formbauteil kann damit deutlich besser vorgenommen werden. Ein Wärmeabfluss in benachbarte Bereiche des Umformwerkzeugs wird vermieden.
- Die im Umformraum beheizten Bereiche des Formbauteils kühlen beim Härtprozess, also während sie eingespannt im Umformwerkzeug sind, nicht aus. Erst nach dem Öffnen des Verformungswerkzeugs kühlen die Stellen mit einer erheblich geringeren Abkühlgeschwindigkeit an Luft ab. Aufgrund der langsamen Abkühlgeschwindigkeit wird an den vorher beheizten Stellen kein hartes martensitisches Gefüge im Formbauteil erzeugt. Es lässt sich an diesen Stellen eine Bauteilhärte ähnlich dem unvergüteten Werkstoffzustand erzielen, so dass nachgeschaltete Bearbeitungsschritte, also insbesondere Schneide- oder Lochoperationen, besser und qualitativ hochwertiger durchgeführt werden können. Auch die eingesetzten Bearbeitungswerkzeuge, wie Messer oder Stanzwerkzeuge, unterliegen einem deutlich geringeren Verschleiß und erreichen wesentlich höhere Standzeiten.
- Vorteilhafte Weiterbildungen des grundsätzlichen Erfindungsgedankens sind Gegenstand der abhängigen Patentansprüche 2 bis 9.
- Bei der erfindungsgemäßen Vorrichtung sind räumlich stark begrenzte Gefügeeinstellungen des Werkstoffs eines Formteils im Warmformprozess möglich. Dies geschieht durch die gezielt gerichtete Beheizung des Formbauteils beim Umformvorgang, um den jeweiligen Bereich der Blechplatine bzw. des Formbauteils während des Umformprozesses auf einer erhöhten Temperatur zu halten und anschließend vergleichsweise langsam an Luft abzukühlen. Auf diese Weise wird der zu beschneidende Bereich in einem weichen gut schneidbaren Gefügezustand belassen.
- Erfindungsgemäß sind zumindest ein, vorzugsweise mehrere Heizelemente in Ausnehmungen des Umformwerkzeugs integriert, wobei das Heizelement zu den benachbarten Wandungen des Umformwerkzeugs durch eine Isolierschicht wärmegedämmt ist, so dass ein Wärmeabfluss ins Umformwerkzeug vermieden wird und die Wärme primär nur in Richtung zur Werkzeugoberfläche abgegeben wird.
- Die Konfiguration der Heizelemente ist insbesondere geometrisch so abgestimmt, dass gezielt diejenigen Bereiche des Formbauteils temperiert werden, die weich bleiben sollen. Im Umformwerkzeug sind hierzu Vertiefungen, Nuten oder ähnliche Ausnehmungen vorgesehen, in die ein Heizelement eingebracht ist.
- Als Isolierschicht können keramische Isoliermaterialien oder Glasfasermaterialien zum Einsatz gelangen. Auch Isolierschichten aus Glimmer sind für den erfindungsgemäßen Zweck geeignet. Da auch Luft gute Isolier- bzw. Wärmedämmeigenschaften aufweist, kann die Isolierschicht auch als Luftspalt ausgebildet sein. Möglich ist ferner eine Kombination der Isolierung aus einem Isoliermaterial und einem Luftspalt. Als Material für die Isolierschicht bietet sich eine technische Keramik mit einer Wärmeleitfähigkeit λ ≤ 2 W/Km an.
- Als Wärmequelle sind elektrische Heizelemente, z.B. Hochleistungsheizpatronen, ebenso denkbar wie kleine mit einem heißen Medium durchströmte Rohre. Hierbei ist zu berücksichtigen, dass für das elektrische Beheizen großer Werkzeugbereiche relativ hohe Leistungsdichten zur Verfügung gestellt werden müssen.
- Bei einer besonders vorteilhaften Weiterbildung der erfindungsgemäßen Vorrichtung ist das Heizelement durch eine Abdeckung zum Umformraum hin begrenzt. Die Abdeckung schließt zweckmäßigerweise das Heizelement und die Isolierschicht zum Umformraum hin ab, so dass die Werkzeugoberfläche, auf der die umzuformende Blechplatine beim Umformvorgang gleitet, homogen gestaltet ist. Die Abdeckung besteht aus einem Material mit guter Wärmeleitfähigkeit, beispielsweise aus Kupfer. So ist eine gute Wärmeübertragung in Richtung auf das Formbauteil im Umformraum sichergestellt. Grundsätzlich sollte das Material der Abdeckung eine Wärmeleitfähigkeit λ von ≥ 10 W/Km aufweisen.
- Kupfer beispielsweise weist eine Wärmeleitfähigkeit λ von 394 W/Km auf. Auch der Einsatz einer Abdeckung aus Eisen ist möglich. Eisen besitzt eine Wärmeleitfähigkeit λ von 73 W/Km.
- Im Rahmen der Erfindung ist insbesondere daran gedacht, das Heizelement an allen zum Umformwerkzeug benachbarten Seiten durch eine Isolierschicht wärmezudämmen, also am Boden und an den Seitenwänden. Grundsätzlich kann je nach Ausführungsform allerdings auch nur eine bodenseitige Isolierung oder eine Isolierung der Seitenwände vorgesehen sein.
- Die Erfindung ist nachfolgend anhand von Ausführungsbeispielen näher beschrieben. Es zeigen:
- Figur 1
- in perspektivischer Darstellungsweise, technisch vereinfacht, einen Ausschnitt aus einem Umformwerkzeug mit einem integrierten Heiz-element;
- Figur 2
- den Ausschnitt A der Figur 1 in vergrößerter Darstellungsweise;
- Figur 3
- eine alternative Ausführungsform eines Umformwerkzeugs mit integriertem Heizelement in perspektivischer Darstellungsweise und
- Figur 4
- eine weitere alternative Ausführungsform.
- In den Figuren 1 bis 4 tragen einander entsprechende Bauteile jeweils die gleichen Bezugszeichen.
- Die Figur 1 zeigt in perspektivischer Darstellungsweise technisch schematisiert einen Ausschnitt aus einem Umformwerkzeug 1 einer erfindungsgemäßen Vorrichtung, beispielsweise einer Presse. Vom grundsätzlichen Aufbau her weist das Umformwerkzeug 1 ein Oberwerkzeug 2 und ein Unterwerkzeug 3 auf, die in der Kontur aufeinander gegengleich abgestimmt sind. Zwischen Oberwerkzeug 2 und Unterwerkzeug 3 ist ein Umformraum 4 ausgebildet. Im Umformraum 4 kann eine zuvor auf eine bestimmte Umformtemperatur erwärmte Metallblechplatine aufgenommen und dann durch Gegeneinanderverlagern von Oberwerkzeug 2 und Unterwerkzeug 3 formgebend abgepresst werden. Noch im Umformwerkzeug 1 eingespannt wird das Formbauteil abgekühlt und gehärtet. Hierbei wird grundsätzlich am Formbauteil ein harter martensitischer Gefügezustand eingestellt.
- Zur gezielten Einstellung eines weicheren Werkstoffgefüges in bestimmten Bereichen ist das abgepresste Formbauteil im Umformraum 4 bereichsweise beheizbar. Hierzu ist in einer Ausnehmung 5 des Umformwerkzeugs 1 ein Heizelement 6 bzw. 7 integriert.
- Die Figur 2 zeigt ein Heizelement 6 mit kreisrundem Querschnitt, wohingegen das Heizelement 7 gemäß der Darstellung in den Figuren 3 und 4 einen quadratischen Querschnitt aufweisen mit einer Kantenlänge von beispielsweise 4 mm bis 8 mm.
- Die Länge der Heizelemente 6, 7 ist entsprechend den jeweiligen Anforderungen am Formbauteil wählbar. Die Heizelemente 6, 7 lassen sich biegen, so dass auch gekrümmte kurvige Werkzeugbereiche beheizt werden können.
- Das Heizelement 6, 7 ist zu den benachbarten Wandungen 8, 9, 10 des Umformwerkzeugs 1 bzw. des Unterwerkzeugs 3 hin durch eine Isolierschicht 11, 12, 13 getrennt und wärmegedämmt. Bei den Ausführungsformen gemäß den Figuren 2 und 3 ist eine Isolierschicht 11 unterhalb des Heizelements 6, 7 am Boden 8 der Ausnehmung vorgesehen, Ferner ist auch randseitig zwischen dem Heizelement 6, 7 und den Seitenwänden 9, 10 der Ausnehmung 5 eine Isolierschicht 12 angeordnet. Die Isolierschicht 11, 12 besteht aus Keramik, einer Glasfasermatte oder aus Glimmer.
- Bei der Ausführungsform gemäß Figur 4 ist eine Isolierschicht 11 aus Keramik oder Glimmer am Boden 8 der Ausnehmung 5 integriert. Zwischen dem Heizelement 7 und den Seitenwänden 9, 10 der Ausnehmung 5 ist als Isolierschicht 13 jeweils ein Luftspalt zur Wärmedämmung vorgesehen.
- Oberseitig zum Umformraum hin ist das Heizelement 6 gemäß der Ausführungsform von Figur 2 durch eine Abdeckung 14 aus einem Material mit guter Wärmeleitfähigkeit, beispielsweise Kupfer, abgeschlossen. Das Material der Abdeckung weist eine Wärmeleitfähigkeit λ auf, die größer oder gleich 10 W/Km beträgt.
- Durch die Heizelemente 6, 7 kann eine gezielte Temperierung des Formbauteils im Umformraum 4 erfolgen. Die erfindungsgemäße Isolierung bzw. Wärmedämmung der Heizelemente 6, 7 zum Umformwerkzeug 1 hin verhindert einen nachteiligen Wärmeabfluss in das Werkzeug, so dass die Beheizung des Formbauteils effektiv ausgeführt wird. Bei der erfindungsgemäßen Vorrichtung sind auch extrem unterschiedliche Abkühlgradienten innerhalb von nur wenigen Millimetern am Formbauteil zu realisieren. Die im Umformwerkzeug 1 beheizten Bereiche des Formbauteils kühlen beim Zuhalten der Presse nicht bzw. kaum aus. Erst nach dem Öffnen des Umformwerkzeugs 1 erfolgt eine Abkühlung des Formbauteils mit geringer Abkühlgeschwindigkeit an Luft. Aufgrund dieser langsamen Abkühlgeschwindigkeit weisen diese vorher beheizten Bereiche ein weicheres Werkstoffgefüge auf, so dass hier Schneide- oder Lochoperationen einfacher und formtreuer bei geringerem Werkzeugverschleiß durchgeführt werden können.
-
- 1 -
- Umformwerkzeug
- 2 -
- Oberwerkzeug
- 3 -
- Unterwerkzeug
- 4 -
- Umformraum
- 5 -
- Ausnehmung
- 6 -
- Heizelement
- 7 -
- Heizelement
- 8 -
- Boden v. 5
- 9 -
- Seitenwand v. 5
- 10 -
- Seitenwand v. 5
- 11 -
- Isolierschicht
- 12 -
- Isolierschicht
- 13 -
- Isolierschicht
- 14-
- Abdeckung
Claims (9)
- Vorrichtung zum Umformen von Metallblechen, welche ein Umformwerkzeug mit einem Umformraum aufweist, wobei das Metallblech im Umformraum durch zumindest ein Heizelement bereichsweise beheizbar ist, welches in einer Ausnehmung des Umformwerkzeugs angeordnet ist, dadurch gekennzeichnet, dass das Heizelement (6, 7) durch eine Isolierschicht (11, 12, 13) gegenüber dem Umformwerkzeug (1) gedämmt ist.
- Vorrichtung nach Anspruch 1, dadurch gekennzeichnet, dass eine Isolierschicht (11) zwischen dem Heizelement (6, 7) und dem Boden (8) der Ausnehmung (5) vorgesehen ist.
- Vorrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass eine Isolierschicht (12, 13) zwischen dem Heizelement (6, 7) und den Seitenwänden (9, 10) der Ausnehmung (5) vorgesehen ist.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Isolierschicht (11, 12) aus Keramik besteht.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Isolierschicht (11, 12) aus Glimmer besteht.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Isolierschicht (11, 12) aus Glasfasermaterial besteht.
- Vorrichtung nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Isolierschicht (13) durch einen Luftspalt gebildet ist.
- Vorrichtung nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet, dass das Heizelement (6) durch eine Abdeckung (14) zum Umformraum (4) begrenzt ist.
- Vorrichtung nach Anspruch 8, dadurch gekennzeichnet, dass die Abdeckung (14) aus einem Material mit einer Wärmeleitfähigkeit λ ≥ 10 W/Km besteht.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102005018240A DE102005018240B4 (de) | 2005-04-19 | 2005-04-19 | Vorrichtung zum Umformen von Metallblechen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1715066A1 true EP1715066A1 (de) | 2006-10-25 |
| EP1715066B1 EP1715066B1 (de) | 2013-08-28 |
Family
ID=36032107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05028585.7A Expired - Fee Related EP1715066B1 (de) | 2005-04-19 | 2005-12-28 | Vorrichtung zum Umformen und Presshärten von Metallblechen, mit integrierten Heizelementen |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US7278287B2 (de) |
| EP (1) | EP1715066B1 (de) |
| DE (1) | DE102005018240B4 (de) |
| ES (1) | ES2427945T3 (de) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2289694A2 (de) * | 2008-07-25 | 2011-03-02 | Hyundai Steel Company | Formkühlungsvorrichtung mit druckhärtung |
| FR2956047A1 (fr) * | 2010-02-05 | 2011-08-12 | Airbus Operations Sas | Procede et dispositif de formage de pieces comportant un formage a chaud localise |
| WO2011131809A1 (es) | 2010-04-19 | 2011-10-27 | Autotech Engineering, Aie | Componente estructural de un vehiculo y procedimiento de fabricacion |
| DE102012110138B3 (de) * | 2012-10-24 | 2014-02-27 | Manuela Braun | Vorrichtung und Verfahren zum Presshärten von Blechzuschnitten und/oder Blechformteilen aus Stahl mit unterschiedlicher Materialdicke |
| US8968496B2 (en) | 2010-03-16 | 2015-03-03 | Gestamp Hardtech Ab | Method of press hardening a steel sheet blank |
| EP2366805B1 (de) | 2010-03-12 | 2015-10-14 | Benteler Automobiltechnik GmbH | Verfahren zur Herstellung von pressgehärteten Formbauteilen |
| WO2015161222A1 (en) * | 2014-04-18 | 2015-10-22 | Honda Motor Co., Ltd. | Forming die and method of using the same |
| EP3072980A1 (de) | 2015-03-26 | 2016-09-28 | weba Werkzeugbau Betriebs GmbH | Verfahren und vorrichtung zur herstellung eines partiell gehärteten formteils |
| WO2017129601A1 (de) * | 2016-01-25 | 2017-08-03 | Schwartz Gmbh | Verfahren und vorrichtung zur wärmebehandlung eines metallischen bauteils |
| DE102018107846A1 (de) | 2018-04-03 | 2019-10-10 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Profilbauteils sowie Fahrzeugquerträger oder Fahrzeuglängsträger |
| EP2441851B1 (de) | 2010-10-15 | 2020-01-08 | Benteler Automobiltechnik GmbH | Querträger sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Querträgers |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007002678A1 (de) * | 2007-01-18 | 2008-07-24 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren und Vorrichtung zum Herstellen eines warmumgeformten Blechbauteils |
| WO2009123538A1 (en) * | 2008-04-03 | 2009-10-08 | Gestam Hardtech Ab | Method of manufacturing a press-formed sheet-metal product |
| ES2550109T5 (es) | 2008-12-19 | 2018-11-28 | Voestalpine Metal Forming Gmbh | Procedimiento para la producción de un componente de acero con zonas de distinta dureza o ductilidad |
| EP2248926A1 (de) * | 2009-04-17 | 2010-11-10 | voestalpine Automotive GmbH | Verfahren zur Herstellung eines Formteils |
| DE102009023060A1 (de) * | 2009-05-28 | 2010-12-02 | Mtu Aero Engines Gmbh | Verfahren und Vorrichtung zum Oberflächenverfestigen eines Bauteils, welches zumindest im Bereich seiner zu verfestigenden Oberfläche aus einer intermetallischen Verbindung besteht |
| DE102009050533A1 (de) * | 2009-10-23 | 2011-04-28 | Thyssenkrupp Sofedit S.A.S | Verfahren und Warmumformanlage zur Herstellung eines gehärteten, warm umgeformten Werkstücks |
| SE0901550A1 (sv) | 2009-12-13 | 2010-10-19 | Gestamp Hardtech Ab | B-stolpe för fordon |
| SE534382C2 (sv) * | 2009-12-13 | 2011-08-02 | Gestamp Hardtech Ab | A-stolpe för fordon |
| DE102010015000A1 (de) * | 2010-04-14 | 2011-10-20 | Benteler Automobiltechnik Gmbh | Karosseriestruktur für ein Kraftfahrzeug und Verhalten zur Herstellung eines Strukturbauteils für eine Karosseriestruktur |
| EP2518173B1 (de) | 2011-04-26 | 2017-11-01 | Benteler Automobiltechnik GmbH | Verfahren zur Herstellung eines Blechstrukturbauteils sowie Blechstrukturbauteil |
| KR20160122162A (ko) * | 2014-02-17 | 2016-10-21 | 게스탐프 하르트테크 아베 | 기다란 용접부 및 이러한 용접부를 가지는 빔 |
| DE102014118416B4 (de) | 2014-12-11 | 2017-02-23 | Thyssenkrupp Ag | Werkzeug zum Umformen und/oder partiellen Presshärten eines Werkstücks |
| US10981208B2 (en) | 2015-04-23 | 2021-04-20 | Magna International Inc. | Laser sintered die surface for a tool |
| MX2019002358A (es) | 2016-08-30 | 2019-06-17 | Magna Int Inc | Herramienta con calentador para formar parte con propiedades adaptadas. |
| US10486215B2 (en) * | 2017-06-16 | 2019-11-26 | Ford Motor Company | Apparatus and method for piercing and trimming hot stamped parts |
| DE102017127657B3 (de) * | 2017-11-23 | 2018-11-08 | Benteler Automobiltechnik Gmbh | Werkzeug für eine Vorrichtung zum wärmegestützten Umformen, insbesondere Warmumformen und/oder Presshärten sowie Vorrichtung und Verfahren zum wärmegestützten Umformen, insbesondere Warmumformen und/oder Presshärten mit wenigstens einem solchen Werkzeug |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (de) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| JPS59229242A (ja) | 1983-06-11 | 1984-12-22 | Sumitomo Metal Ind Ltd | プレス成形用金型 |
| DE19723655A1 (de) | 1996-06-07 | 1997-12-11 | Ssab Hardtech Ab | Verfahren zur Herstellung von Stahlblechprodukten |
| DE10162441A1 (de) | 2001-12-19 | 2003-07-03 | Bayerische Motoren Werke Ag | Verfahren zum Herstellen von Kfz-Bauteilen |
| DE10323746A1 (de) * | 2003-05-24 | 2004-12-09 | Daimlerchrysler Ag | Verfahren zur Reparatur eines metallischen Bauteils |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE890035C (de) * | 1943-10-31 | 1953-09-17 | Daimler Benz Ag | Verfahren und Vorrichtung zum Verhindern des Auffederns von Blechpressteilen nach dem Kaltpressen |
| US2893459A (en) * | 1954-10-21 | 1959-07-07 | Lockheed Aircraft Corp | Power brake having work supporting platen with heating means for work |
| US3724253A (en) * | 1971-02-19 | 1973-04-03 | Reynolds Metals Co | Extrusion apparatus and method |
| US3783669A (en) * | 1972-06-12 | 1974-01-08 | Aluminum Co Of America | Underfired forging die heater |
| US3926029A (en) * | 1974-04-30 | 1975-12-16 | Us Air Force | Heated die assembly |
| JP2790821B2 (ja) * | 1988-09-30 | 1998-08-27 | 昭和アルミニウム株式会社 | 深絞り成形加工方法 |
| US5737954A (en) * | 1996-11-15 | 1998-04-14 | Mcdonnell Douglas Corporation | Superplastic forming with direct electrical heating |
| US6550302B1 (en) * | 1999-07-27 | 2003-04-22 | The Regents Of The University Of Michigan | Sheet metal stamping die design for warm forming |
-
2005
- 2005-04-19 DE DE102005018240A patent/DE102005018240B4/de not_active Expired - Fee Related
- 2005-12-28 EP EP05028585.7A patent/EP1715066B1/de not_active Expired - Fee Related
- 2005-12-28 ES ES05028585T patent/ES2427945T3/es active Active
-
2006
- 2006-04-10 US US11/279,173 patent/US7278287B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2452486A1 (de) | 1973-11-06 | 1975-05-07 | Norrbottens Jaernverk Ab | Verfahren zur herstellung eines werkstueckes aus gehaertetem stahl |
| GB1490535A (en) | 1973-11-06 | 1977-11-02 | Norrbottens Jaernverk Ab | Manufacturing a hardened steel article |
| JPS59229242A (ja) | 1983-06-11 | 1984-12-22 | Sumitomo Metal Ind Ltd | プレス成形用金型 |
| DE19723655A1 (de) | 1996-06-07 | 1997-12-11 | Ssab Hardtech Ab | Verfahren zur Herstellung von Stahlblechprodukten |
| DE10162441A1 (de) | 2001-12-19 | 2003-07-03 | Bayerische Motoren Werke Ag | Verfahren zum Herstellen von Kfz-Bauteilen |
| DE10323746A1 (de) * | 2003-05-24 | 2004-12-09 | Daimlerchrysler Ag | Verfahren zur Reparatur eines metallischen Bauteils |
Non-Patent Citations (2)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN (1 - 107)<107> 11 May 1985 (1985-05-11) |
| PATENT ABSTRACTS OF JAPAN vol. 009, no. 107 (M - 378) 11 May 1985 (1985-05-11) * |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2289694A4 (de) * | 2008-07-25 | 2011-05-18 | Hyundai Steel Co | Formkühlungsvorrichtung mit druckhärtung |
| EP2289694A2 (de) * | 2008-07-25 | 2011-03-02 | Hyundai Steel Company | Formkühlungsvorrichtung mit druckhärtung |
| FR2956047A1 (fr) * | 2010-02-05 | 2011-08-12 | Airbus Operations Sas | Procede et dispositif de formage de pieces comportant un formage a chaud localise |
| EP2363217A1 (de) * | 2010-02-05 | 2011-09-07 | Airbus Operations (S.A.S) | Verfahren und Einrichtung zum Umformen von Werkstücken mittels lokaler Erwärmung denselben |
| EP2366805B1 (de) | 2010-03-12 | 2015-10-14 | Benteler Automobiltechnik GmbH | Verfahren zur Herstellung von pressgehärteten Formbauteilen |
| US8968496B2 (en) | 2010-03-16 | 2015-03-03 | Gestamp Hardtech Ab | Method of press hardening a steel sheet blank |
| EP3290533A1 (de) | 2010-04-19 | 2018-03-07 | Autotech Engineering A.I.E. | Strukturelle komponente eines fahrzeugs und herstellungsverfahren |
| WO2011131809A1 (es) | 2010-04-19 | 2011-10-27 | Autotech Engineering, Aie | Componente estructural de un vehiculo y procedimiento de fabricacion |
| EP2853609A2 (de) | 2010-04-19 | 2015-04-01 | Autotech Engineering A.I.E. | Konstruktionsteil eines Fahrzeugs und Verfahren zur Herstellung |
| EP2441851B1 (de) | 2010-10-15 | 2020-01-08 | Benteler Automobiltechnik GmbH | Querträger sowie Verfahren zur Herstellung eines warmumgeformten und pressgehärteten Querträgers |
| DE102012110138B3 (de) * | 2012-10-24 | 2014-02-27 | Manuela Braun | Vorrichtung und Verfahren zum Presshärten von Blechzuschnitten und/oder Blechformteilen aus Stahl mit unterschiedlicher Materialdicke |
| US9931684B2 (en) | 2014-04-18 | 2018-04-03 | Honda Motor Co., Ltd. | Forming die and method of using the same |
| WO2015161222A1 (en) * | 2014-04-18 | 2015-10-22 | Honda Motor Co., Ltd. | Forming die and method of using the same |
| JP2016182642A (ja) * | 2015-03-26 | 2016-10-20 | ヴェーバ ヴェアクツォイクバウ ベトリープス ゲゼルシャフト ミット ベシュレンクテル ハフツングweba Werkzeugbau Betriebs GmbH | 部分的に硬化した成形品を製造する方法および装置 |
| CN106001231A (zh) * | 2015-03-26 | 2016-10-12 | 维巴模具制造有限公司 | 用于生产局部硬化的成形部件的工艺和装置 |
| EP3072980A1 (de) | 2015-03-26 | 2016-09-28 | weba Werkzeugbau Betriebs GmbH | Verfahren und vorrichtung zur herstellung eines partiell gehärteten formteils |
| US10584395B2 (en) | 2015-03-26 | 2020-03-10 | Weba Werkzeugbau Betriebs Gmbh | Producing a partially hardened formed part |
| US11555224B2 (en) | 2015-03-26 | 2023-01-17 | Weba Werkzeugbau Betriebs Gmbh | Producing a partially hardened formed part |
| WO2017129601A1 (de) * | 2016-01-25 | 2017-08-03 | Schwartz Gmbh | Verfahren und vorrichtung zur wärmebehandlung eines metallischen bauteils |
| US11447838B2 (en) | 2016-01-25 | 2022-09-20 | Schwartz Gmbh | Method and device for heat treating a metal component |
| DE102018107846A1 (de) | 2018-04-03 | 2019-10-10 | Benteler Automobiltechnik Gmbh | Verfahren zum Herstellen eines Profilbauteils sowie Fahrzeugquerträger oder Fahrzeuglängsträger |
Also Published As
| Publication number | Publication date |
|---|---|
| US7278287B2 (en) | 2007-10-09 |
| DE102005018240B4 (de) | 2010-11-18 |
| DE102005018240A1 (de) | 2006-10-26 |
| ES2427945T3 (es) | 2013-11-04 |
| EP1715066B1 (de) | 2013-08-28 |
| US20060230806A1 (en) | 2006-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1715066B1 (de) | Vorrichtung zum Umformen und Presshärten von Metallblechen, mit integrierten Heizelementen | |
| EP3037186B1 (de) | Verfahren zur herstellung eines warmumform- und pressgehärteten stahlbauteils mit scharf berandetem übergangsbereich | |
| EP3072980B1 (de) | Verfahren und vorrichtung zur herstellung eines partiell gehärteten formteils | |
| DE102010011368B4 (de) | Verfahren zur Herstellung von pressgehärteten Formbauteilen | |
| EP2993241B1 (de) | Verfahren und presse zur herstellung wenigstens abschnittsweise gehärteter blechbauteile | |
| EP1888794B1 (de) | Verfahren zum herstellen eines metallbauteils mit aneinander angrenzenden abschnitten unterschiedlicher materialeigenschaften | |
| DE102004038626B3 (de) | Verfahren zum Herstellen von gehärteten Bauteilen aus Stahlblech | |
| DE102008047971B3 (de) | Verfahren und Vorrichtung zum Presshärten eines metallischen Formbauteils | |
| DE102008063985B4 (de) | Verfahren und Vorrichtung zum Erzeugen partiell gehärteter Stahlblechbauteile | |
| DE102009012940B4 (de) | Verfahren zur Herstellung eines Bauteils, insbesondere eines Blechbauteils sowie Fertigungsstraße zur Herstellung des Bauteils | |
| WO2012120123A1 (de) | Ofensystem zur gezielten wärmebehandlung von blechbauteilen | |
| EP2367962B1 (de) | Verfahren zum herstellen partiell gehärteter bauteile aus stahlblech | |
| DE60116270T2 (de) | Geleitete formung eines blechzuschnittes | |
| DE102009060388A1 (de) | Mehrstufiges direktes Formhärten | |
| DE102011018850A1 (de) | Vorrichtung zum Umformen und partiellen Presshärten eines Werkstücks aus härtbarem Stahlblech | |
| EP1983063B1 (de) | Verfahren zum Pressformen und Härten eines Werkstücks aus Stahl in einer Gesenkpresse | |
| DE102009042387B4 (de) | Verfahren zum Herstellen partiell gehärteter Bauteile aus Stahlblech | |
| DE112016001842T5 (de) | Lasergesinterte Oberfläche einer Matritze für ein Werkzeug | |
| DE102007040013A1 (de) | Werkzeug für das Warmumformen und/oder Presshärten eines Metallblechs | |
| DE202008016877U1 (de) | Vorrichtung zum Erzeugen partiell gehärteter Stahlblechbauteile | |
| DE102015215184B4 (de) | Werkzeug zur Wärmebehandlung von hinterschnittenen Bauteilen | |
| DE102017201674B3 (de) | Verfahren zur Herstellung eines pressgehärteten Bauteils sowie Pressform | |
| EP3212346B1 (de) | Formwerkzeug zur herstellung von warmumgeformten bauteilen | |
| DE102014213196A1 (de) | Formwerkzeug zur Herstellung von warmumgeformten Bauteilen | |
| EP3678795A1 (de) | Verfahren zur herstellung eines bauteils und werkzeug dafür |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070223 |
|
| AKX | Designation fees paid |
Designated state(s): DE ES FR |
|
| 17Q | First examination report despatched |
Effective date: 20100630 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: BOHNER, FRIEDRICH Inventor name: SCHIWEK, ANDREAS Inventor name: BOEHMER, WERNER Inventor name: KOYRO, MARTIN |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: BENTELER AUTOMOBILTECHNIK GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B21D 37/16 20060101ALI20130227BHEP Ipc: C21D 1/673 20060101AFI20130227BHEP Ipc: B30B 15/06 20060101ALI20130227BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20130402 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): ES FR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R108 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): ES FR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R108 Effective date: 20130821 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2427945 Country of ref document: ES Kind code of ref document: T3 Effective date: 20131104 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20140530 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20161213 Year of fee payment: 12 Ref country code: FR Payment date: 20161222 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20180831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180102 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190704 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171229 |