EP1658963A2 - Presse pour produire un corps moulé étagé en poudre - Google Patents
Presse pour produire un corps moulé étagé en poudre Download PDFInfo
- Publication number
- EP1658963A2 EP1658963A2 EP05450184A EP05450184A EP1658963A2 EP 1658963 A2 EP1658963 A2 EP 1658963A2 EP 05450184 A EP05450184 A EP 05450184A EP 05450184 A EP05450184 A EP 05450184A EP 1658963 A2 EP1658963 A2 EP 1658963A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- press
- frame
- punch carrier
- end stops
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/026—Mounting of dies, platens or press rams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
Definitions
- the invention relates to a press for producing a stepped molded body made of powder with a top frame and a lower bear receiving press frame, with a press insert, which supports a supported in the press frame body and a displaceable in the base body in the direction of the press stroke, via a respective coupling head the frame connectable to the upper and lower bears for a die holder and relative to the die holder displaceable cooperating with end stops punch carrier, and with actuators for moving the punch carrier.
- the molding of shaped bodies of powder for example, for the powder metallurgical production of workpieces, carried out by means of pressing tools comprising stamps, with the aid of which the powder is pressed in a die to form a molding.
- the shape and number of the stamp depends on the geometric shape of the molding to be pressed, so that different moldings require different pressing tools.
- This press insert has a connectable via a respective coupling head to the upper and lower bears of the press frame, which has axially displaceable guide columns in a base body, which are connected in a frame-like manner by the coupling head for the lower bear and a die holder.
- the guide columns stamp carrier are slidably mounted, which are supported by end stops on the body and can be moved away from these end stops with the help of adjusting cylinders relative to the die holder to can be displaced over the die holder, for example, to fill the received from the die holder die with powder.
- the punch carrier are at their end stops, so that the Oberbtex on at least one punch a supported on the coupling head for the Oberbden punch carrier applied pressing forces on the stamp supported on the base punch carrier can be removed to the base body and on this on the press frame ,
- the end stops for the punch carrier can be adjusted via actuators according to the gradation of the molding to be pressed.
- the press insert receives all the press tools required for pressing a molded article
- the tool set necessary for converting a press to produce a different shaped article can be prepared in a corresponding press insert, so that only the press inserts with the different tool sets have to be replaced.
- the conversion of the press remains expensive because the hydraulic connections for loading the hydraulic cylinder for the adjustment of the punch carrier and the electrical connections for the monitoring and control devices of these actuators can be made later.
- the invention is therefore based on the object, a press for producing a stepped shaped body made of powder of the type described in such a way that the loosening and connection of control and supply lines between the press and the press can be omitted without a replaceable press use with all To have to give up stamp carriers.
- the invention solves the problem set by the fact that the adjusting drives for the punch carrier are assigned to the press frame laterally next to the press insert and drive-connected via releasable couplings with the associated stamp carriers.
- the actuators for the punch carrier are assigned to the press frame, and laterally next to the interchangeable press insert, the replacement of the press insert is not affected by the press frame associated actuator drives, so that the benefits of such an assignment of the actuators can be used for press frame without having to do without a replaceable press insert.
- the change of the press insert is thus considerably facilitated by the remaining power lines to the power supply for power supply and control.
- the control possibility of the punch carrier is fully retained, because the press frame associated actuating drives are in driving connection with the associated stamp carriers of the respective press insert via couplings.
- the individual stamp carriers associated with the end stops can also be adjusted by means provided in the press frame drives.
- the individual stamp carriers associated with the end stops are each adjusted together with the aid of an angle gear driven by a screw drive, wherein the angle gear for the individual stamp carriers associated screw drives attack via couplings to provided in the press frame drives for the screw drives.
- the press insert has a frame with axially displaceably mounted base bodies, which are connected to one another in a frame-like manner by the coupling head for the lower bear and the die holder, then the screw drives can engage the end stops associated threaded nuts and with the threaded nuts, slidably mounted on the guide columns, On the main body immovably supported threaded sleeves include, so that the threaded nuts of each of a punch carrier associated end stops can be driven via a common sprocket, which is held axially immovable with the driven nuts in a control plate.
- the adjusting plate With the screw adjustment of the threaded nuts along the threaded sleeves, the adjusting plate is thus displaced, in which the threaded nuts and the ring gear are rotatably supported, resulting in a corresponding adjustment of the end stops for the punch carrier relative to the base body.
- the axial displacement of the adjusting plate with the sprocket requires a corresponding adjustment of the sprocket drive.
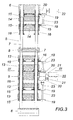
- the illustrated press has a press frame 1 with a topbear 2 and a bottombear 3 which carry connection heads 4 for a press insert 5.
- the cooperating with these connection heads 4 coupling heads 6 of the press insert 5 are provided with a Wegschnittnen receiving groove for the connection heads 4, so that the press insert 5 can be inserted transversely to the press frame 1 in the longitudinal direction of these undercut grooves between the Bears 2 and 3 in the press.
- the press insert 5 comprises a frame of guide columns 7, which are connected to each other by the coupling head 6 for the lower bear 3 and by a die holder 8 to a frame which is mounted axially displaceably in a base body 9.
- the base body 9 is supported in the installed position of the press insert 5 on a press frame 1 associated abutment 10, wherein the change of the press insert 5 by the base body 9 associated rollers 11 is facilitated, with the help of the press insert 5 along frame side rails 12 are moved can.
- the end stops 15 designed as threaded nuts are provided with gears 17 which mesh with a common toothed rim 18. Since the end stops 15 are held axially immovable with the gears 17 and the common ring gear 18 for each punch carrier 13 and 14 in a setting plate 19, by driving the common ring gear 18, the end stops 15 for the respective punch carrier 13 and 14 along the relative to the guide columns 7 rotatably held threaded sleeves 16 moves.
- These actuators 26 are provided with couplings 27 for each punch carrier 13 and 14, which are clamped in accordance with the Fig. 6 with coupling lugs 28 in the couplings 27.
- the couplings 27 form a receptacle 29 for the coupling projections 28 of the punch carrier 13 and 14 with a clamping cylinder 30, the piston 31 can be acted upon for clamping the coupling lugs 28 in the receptacles 29 against the force of a return spring.
- the coupling lugs 28 of the punch carrier 13, 14 can be inserted and clamped at the onset of the press insert 5 between the upper and lower bears 2, 3 in the couplings 27 then to adjust the punch carrier 13, 14 along the guide columns 7 via the adjusting drives 26.
- the adjusting drives 26 themselves are designed as actuating cylinders 32, the piston rods 33 of which carry the couplings 27.
- the control and supply lines for the actuators 26 need not be removed or connected when changing the press insert 5, which reduces the workload for changing a press insert 5.
- the construction of the press insert 5 is simplified, with the advantage that the actuators 26 can be used for different press inserts 5.
- Similar advantages also arise for the drive 22 for adjusting the end stops 15 for the punch carrier 13, 14, because these drives 22 are associated with the press frame 1 and 5 are connected when changing the press insert 5 via clutches 21 with the angle gears, so that the Adjustment of the end stops via drives 22 outside the press inserts 5 is made possible.
- such an adjustment of the end stops 15 is also possible within the press insert 5, in particular if actuators are manually provided for this purpose.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
- Powder Metallurgy (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT19232004A AT502360B1 (de) | 2004-11-17 | 2004-11-17 | Presse zum herstellen eines gestuften formkörpers aus pulver |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1658963A2 true EP1658963A2 (fr) | 2006-05-24 |
| EP1658963A3 EP1658963A3 (fr) | 2008-07-09 |
Family
ID=35708917
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05450184A Withdrawn EP1658963A3 (fr) | 2004-11-17 | 2005-11-14 | Presse pour produire un corps moulé étagé en poudre |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1658963A3 (fr) |
| AT (1) | AT502360B1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012065597A1 (fr) * | 2010-11-16 | 2012-05-24 | Dorst Technologies Gmbh & Co. Kg | Outil de presse à poudre céramique et/ou à poudre métallique et/ou presse à poudre métallique, système modulaire comportant un tel outil de presse, et procédé pour assembler et faire fonctionner un outil de presse à poudre céramique et/ou à poudre métallique ou une presse |
| EP3530448A1 (fr) * | 2018-02-26 | 2019-08-28 | Osterwalder AG | Dispositif de presse pour une presse à poudre et un système de changement d'outil |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0629496A1 (fr) * | 1993-06-14 | 1994-12-21 | Sumitomo Electric Industries, Ltd. | Presse à jeu d'outils pour le compactage de poudre |
| US20020068107A1 (en) * | 2000-12-04 | 2002-06-06 | Makoto Kitamura | Powder press forming apparatus and method of powder press forming |
| US20040137100A1 (en) * | 2002-11-22 | 2004-07-15 | Silbermann Michael Thomas | Pressing device for manufacturing of shaped compacts from pulverized material |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4631015A (en) * | 1981-05-08 | 1986-12-23 | Mitsuishi Fukai Tekkosho, Ltd. | Molding apparatus with replaceable plunger and die set |
| DE10135523C2 (de) * | 2001-07-20 | 2003-07-31 | Dorst Masch & Anlagen | Presseneinrichtung zum Herstellen maßhaltiger Presslinge aus pulverförmigen Metall |
-
2004
- 2004-11-17 AT AT19232004A patent/AT502360B1/de not_active IP Right Cessation
-
2005
- 2005-11-14 EP EP05450184A patent/EP1658963A3/fr not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0629496A1 (fr) * | 1993-06-14 | 1994-12-21 | Sumitomo Electric Industries, Ltd. | Presse à jeu d'outils pour le compactage de poudre |
| US20020068107A1 (en) * | 2000-12-04 | 2002-06-06 | Makoto Kitamura | Powder press forming apparatus and method of powder press forming |
| US20040137100A1 (en) * | 2002-11-22 | 2004-07-15 | Silbermann Michael Thomas | Pressing device for manufacturing of shaped compacts from pulverized material |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012065597A1 (fr) * | 2010-11-16 | 2012-05-24 | Dorst Technologies Gmbh & Co. Kg | Outil de presse à poudre céramique et/ou à poudre métallique et/ou presse à poudre métallique, système modulaire comportant un tel outil de presse, et procédé pour assembler et faire fonctionner un outil de presse à poudre céramique et/ou à poudre métallique ou une presse |
| US9272443B2 (en) | 2010-11-16 | 2016-03-01 | Dorst Technologies Gmbh & Co. Kg | Ceramic-powder and/or metal-powder press tool, ceramic-powder and/or metal-powder press, modular system with such a press tool, method for assembling and operating a ceramic-powder and/or metal-powder press tool or a press |
| EP3530448A1 (fr) * | 2018-02-26 | 2019-08-28 | Osterwalder AG | Dispositif de presse pour une presse à poudre et un système de changement d'outil |
| WO2019162510A1 (fr) * | 2018-02-26 | 2019-08-29 | Osterwalder Ag | Dispositif de pressage pour presse à poudre et système de changement d'outil |
| CN111819072A (zh) * | 2018-02-26 | 2020-10-23 | 奥斯瓦尔德股份公司 | 用于粉末压机的压制设备以及工具更换系统 |
| US20200391466A1 (en) * | 2018-02-26 | 2020-12-17 | Osterwalder Ag | Press device for a powder press and a tool changing system |
| JP2021514847A (ja) * | 2018-02-26 | 2021-06-17 | オスターヴァルダー アーゲーOsterwalder Ag | 粉末プレス用のプレス装置および工具交換システム |
| US12097679B2 (en) * | 2018-02-26 | 2024-09-24 | Osterwalder Ag | Press device for a powder press and a tool changing system |
Also Published As
| Publication number | Publication date |
|---|---|
| AT502360A1 (de) | 2007-03-15 |
| AT502360B1 (de) | 2007-05-15 |
| EP1658963A3 (fr) | 2008-07-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2103423B1 (fr) | Presse à poudre destinée à la fabrication d'une pièce pressée en poudre de métal | |
| WO2013056805A1 (fr) | Presse | |
| EP1422050A2 (fr) | Dispositif pour fabriquer des articles pressés conservant leur dimension à partir de matières pulvérulentes | |
| EP2768662B1 (fr) | Presse | |
| EP2321462B1 (fr) | Finisseur à coffrage glissant | |
| EP1658963A2 (fr) | Presse pour produire un corps moulé étagé en poudre | |
| DE8007087U1 (de) | Formwerkzeug, insbesondere fuer eine verpackungsmaschine, mit einem formstempel | |
| EP0822017B1 (fr) | Système d'entraínement pour une presse d'extrusion de métaux | |
| EP2083956B1 (fr) | Procede de fabrication d'une roue multiple metallique en une seule piece et roue multiple | |
| EP2114587B1 (fr) | Presse de formage présentant une fonction de coussin pneumatique intégrée au plateau coulissant | |
| DE602004006527T2 (de) | Vorrichtung zur aufnahme von werkzeugen zum kalibrieren sowie eine presse mit einer solchen vorrichtung | |
| AT8232U1 (de) | Presse zum herstellen eines gestuften formkörpers aus pulver | |
| EP0586028B1 (fr) | Presse pour fabriquer des articles pressés à dimensions exactes | |
| DE19955518B4 (de) | Etagenumformwerkzeug für eine Innenhochdruck-Umformpresse | |
| DE102010033997A1 (de) | Metall- oder Keramikpulver-Elektropresse und Steuerverfahren dafür | |
| EP0820820B1 (fr) | Presse d'extrusion de métaux horizontale | |
| DE10063154B4 (de) | Schmiedepresse mit Stellvorrichtung auf Matrizenseite | |
| DE2652886A1 (de) | Biegebearbeitungseinrichtung | |
| DE102007031997A1 (de) | Verfahren zum Herstellen einer Stapelsäule | |
| DE2402190A1 (de) | Verfahren und vorrichtung zum biegen von stahlblechen bzw. -platten | |
| DE2303451B1 (de) | Vorrichtung zum Schmieden von Kurbelwellen,· Flanschwellen u.dgl. mittels einer Schmiedepresse | |
| EP0582060B1 (fr) | Dispositif pour l'application de matières visqueuses | |
| DE3112810C2 (fr) | ||
| DE3012757A1 (de) | Strangpresse sowie verfahren zum herstellen von profilen aus metallbolzen | |
| EP0351741B1 (fr) | Presse pour fabriquer des ébauches en tôle par plusieurs étapes de travail |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20081031 |
|
| 17Q | First examination report despatched |
Effective date: 20081223 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEUSON HYDROTEC GMBH |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20120601 |