EP1641579B1 - Bench, mold and casting procedure in particular for engine cylinders heads - Google Patents
Bench, mold and casting procedure in particular for engine cylinders heads Download PDFInfo
- Publication number
- EP1641579B1 EP1641579B1 EP03758682A EP03758682A EP1641579B1 EP 1641579 B1 EP1641579 B1 EP 1641579B1 EP 03758682 A EP03758682 A EP 03758682A EP 03758682 A EP03758682 A EP 03758682A EP 1641579 B1 EP1641579 B1 EP 1641579B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- casting
- mold
- plate
- bench
- mould
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000005266 casting Methods 0.000 title claims description 254
- 238000000034 method Methods 0.000 title claims description 29
- 229910052751 metal Inorganic materials 0.000 claims description 76
- 239000002184 metal Substances 0.000 claims description 76
- 230000005484 gravity Effects 0.000 claims description 61
- 239000007789 gas Substances 0.000 claims description 28
- 239000000969 carrier Substances 0.000 claims description 25
- 239000003517 fume Substances 0.000 claims description 25
- 235000001674 Agaricus brunnescens Nutrition 0.000 claims description 9
- 239000002893 slag Substances 0.000 claims description 7
- 238000012423 maintenance Methods 0.000 claims description 6
- 238000004140 cleaning Methods 0.000 claims description 5
- 230000000284 resting effect Effects 0.000 claims description 4
- 238000007789 sealing Methods 0.000 claims description 4
- 230000008878 coupling Effects 0.000 claims description 2
- 238000010168 coupling process Methods 0.000 claims description 2
- 238000005859 coupling reaction Methods 0.000 claims description 2
- 238000005516 engineering process Methods 0.000 description 94
- 238000004519 manufacturing process Methods 0.000 description 17
- 238000002347 injection Methods 0.000 description 9
- 239000007924 injection Substances 0.000 description 9
- 238000010276 construction Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 230000008901 benefit Effects 0.000 description 4
- 239000004411 aluminium Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000008030 elimination Effects 0.000 description 3
- 238000003379 elimination reaction Methods 0.000 description 3
- 238000000605 extraction Methods 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 238000011031 large-scale manufacturing process Methods 0.000 description 2
- 238000005058 metal casting Methods 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 238000010422 painting Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000003723 Smelting Methods 0.000 description 1
- 239000004115 Sodium Silicate Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000006978 adaptation Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000010339 dilation Effects 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000010797 grey water Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 238000010297 mechanical methods and process Methods 0.000 description 1
- 230000005226 mechanical processes and functions Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000007712 rapid solidification Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- NTHWMYGWWRZVTN-UHFFFAOYSA-N sodium silicate Chemical compound [Na+].[Na+].[O-][Si]([O-])=O NTHWMYGWWRZVTN-UHFFFAOYSA-N 0.000 description 1
- 229910052911 sodium silicate Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D18/00—Pressure casting; Vacuum casting
- B22D18/04—Low pressure casting, i.e. making use of pressures up to a few bars to fill the mould
Definitions
- This invention generally regards aluminium casting technology and refers to the gravity mold casting and low pressure casting processes, which use specific molds and dies mounted onto casting benches and low-pressure casting machines respectively for the two different technologies. Typical examples of these technologies are those used, not exclusively, to cast engine cylinders heads.
- Aluminium castings for engine cylinders heads created in a gravity mold require casting benches on which to mount the molds. These benches are used to move the slides of the mold and the heads, and to expel the casting from the mold using a plate fitted with ejectors, the technique currently adopted by big foundries being to largely attribute the important technological functions to the mold itself.
- big foundries use the technique of attributing the majority of technological functions to the die for the same reasons as those adopted with the gravity casting technique.
- the low-pressure casting machine is also characterizied by using a modern system to carry out the casting process from the lower part of the die.
- the casting expulsion area is always in the upper part. This expulsion is carried out using a vertically sliding ejectors plate, which is rather hanged over as it excludes the possibility of operating on the die axis directly from vertically above, particularly affecting the core making device, which can only operate laterally, making it a very complicated device.
- the molds or dies used are always specific, either for gravity casting or low-pressure casting, as the two technologies are completely incompatible.
- the casting benches or machines for low-pressure casting are also completely different.
- the molten metal is introduced into the mold from above using a ladel operated by a casting robot, usually suspended from an overhanging beam, which is often also used for the automation of the core making device and the casting pick-up device.
- the molten metal is taken by the robot from a nearby furnace and poured through a basin into vertical and horizontal casting channel runners in the mold until the figure and the open feeding risers are full.
- the risers attract any slag in the molten metal, which floats into it, and are used to feed the casting as the cooled metal shrinks and to release the gases contained in the molten metal, as well any further gases which develop when the metal comes into contact with the cores, making the best possible casting in terms of mechanical characteristics, despite some collateral disadvantages.
- the molds and the casting benches are usually placed on the ground, in pairs or multiples of pairs, to facilitate the automation of the process.
- the whole system can be mounted onto large, slow-moving turntables called carrousel conveyors so that the casting point is maintained stable as regards to the rotating movement. All the molds are filled by a single robot placed on a fixed station of the carrousel on which are fitted the benches and the molds.
- the die comes into direct contact with the furnace, as the furnace, situated under the machine, is raised in order to make contact with the die.
- the lid of the furnace is equipped with one or more vertical pipes which are immersed in the "bath” of molten metal. The top of these pipes comes into direct contact with the injection inlets applied to the drag of the die.
- the pressure of the air presses on the "bath” and forces the metal upwards into the mould through the immersed pipes and the injection inlets applied to the drag of the die until it is full.
- This die doesn't need any feeding risers as their function is performed, by the pressure of the air exercised on the molten metal.
- the upper part of the die is closed by a metal male which, besides determining the casting figure, prevents the metal forced upwards by the low pressure from coming out of the die.
- the air pressure is maintained for a short time, until the molten metal begins to solidify, facilitated by coolers in the die and, in particular, on the injection inlets, which contribute to the rapid solidification of the metal in the upper part of the inlet hole, preventing the molten metal injected into the die from returning, due to the force of gravity, into the furnace when the air pressure is released and allowing the molten metal contained in the casting pipes to return into the "bath", avoiding its solidification.
- the solidified metal in the upper part of the injection inlet is then expelled together with the casting.
- an advantage of low-pressure casting is that the molten metal is transferred through immersed pipes to the bottom of the holding furnace, avoiding the inclusion in the metal of slag and smelting residues that float at the top of the "bath".
- surface oxidisation is avoided. Should this occur, it would remain on the surface of the bath and would never enter the die, unlike that which occurs with gravity casting.
- This technology involves taking the metal from a furnace near the mold and, despite all the precautions taken, small amounts of floating slag could also be introduced into the mold. The majority of this slag collects in the risers without causing excessive damage to the casting.
- the main aim of this invention is to add a new type of casting technology to those that already exist.
- the new technology will be known as "combined” technology and will be capable of fully exploiting the advantages that obtainable by gravity and low-pressure casting technologies.
- Another aim of the invention is to present a new casting bench capable of holding both molds and dies and of enabling the easy passage from one casting technique to the other. For this reason, the tool that determines the outer figure of the casting, currently called mold or die depending on the technology used, will be referred to herein exclusively as mold.
- Another aim of the invention is that of enabling the operator to thoroughly clean the mold after extracting the casting and, where necessary, to quickly repaint the parts of the figure of the mold on the bench, with a very short production interval, which, being hot, facilitate the solidification of the paint, without preheating the mold off the production line and so extending the production time.
- Another aim of the invention is to present a single standardised casting bench which always enables the expulsion of the casting from the bottom of the mold, even when, in the case of low-pressure casting or "combined” technology, the holding or maintenance furnace is placed under the mold. This eliminates all cases of expulsion of the casting from the top of the mold, even when the latter is equipped with a metal cope or an upper male, freeing the vertical space above for more rational use by the core assembling robot and the casting extraction robot, without the need for complicated devices with a double vertical/horizontal movement.
- Another aim of the invention is to present a support which can be applied to the top of all the molds, for all casting technologies, equipped with a vacuum chamber for connection to a vacuum system to remove fumes and gases from the mold during casting.
- Another aim of the invention is to transfer some of the parts of the mold which do not form the casting figure, known as frames, from the mold to the casting bench, so that they are built just once with the bench and, being standardised, are not copied to provide the number of molds needed for production and for the various kinds of castings and casting technologies.
- Another aim of the invention is to present a casting bench equipped with a lower structure the height of which may be adapted to suit the casting process used.
- the bench may be lowered for mounting on carrousels.
- the same standard bench for use on carrousels may also be placed directly on the ground when using the traditional gravity casting system, but with smaller, lighter and cheaper molds.
- Another aim of the invention is to enable the transformation of a mold for gravity casting technology for use in low-pressure technology, constructing a metal upper male and related accessories, which will replace the core which usually forms the risers and the upper figure; consequently the mold will have no risers. It will be easy to revert to gravity casting using "combined" technology, setting aside the upper male and using the core again.
- Yet another aim of the invention is to provide a casting bench with split, overlapping slides carriers for core making reasons, on both slides carriers (right/left) or on just one side.
- the opening and closing movement of the two halves of the slides carriers will take place independently by way of hydraulic cylinders or simultaneously (parallel movement), when split movement is not required. If there are no core making problems, the slides carriers will be supplied in a single unit.
- a consequence of the invention is the elimination of the casting robot for gravity casting molds, placed on the ground, when these are transformed for low-pressure casting or "combined" technology.
- the entry of the metal into the mold will take place from the underlying furnace and consequently the movement of the casting robot on the beam, usually positioned above the mold, will also be eliminated where the beam is already occupied by the core making device to place the cores in the mold and the casting pick-up device, facilitating the movement of the latter.
- This invention presents a standardised conformation of the toolings used for the production of a casting for engine cylinders heads or other compatible castings, with a single standard casting bench for the new molds presented here, or those which already exist and are modified for this purpose, for all the casting technologies referred to above, with inferior expulsion of the casting and with a tilting arm for moving all the parts of the mold situated in the upper part.
- the molds for the following technologies will be mounted on the standard bench:
- the casting procedure according to this invention envisages the concentration of all the toolings in the same production space, with the use of a single casting bench for all casting technologies and with the same holding furnace, both for molds with low-pressure casting and molds with low-pressure casting but with gravity feeding through risers, by means of use of the new casting technology, known as combined" technology.
- the mold is formed as follows: drag, slides, fixed heads applied to the drag, mobile heads, where fitted, which slide in the fixed heads, lower ejectors plate and, depending on the technology used, male, cope or simply a vacuum upper lid plate.
- the male and cope will also be mounted on a vacuum plate which will then be mounted on a support.
- the casting bench will be given slides carriers, the base plate, all the guides and sliding gibs. Consequently, the molds will be cheaper to make, will weigh much less and will be smaller, enabling savings during transportation over long distances, within the factory and during storage.
- the casting bench and the mold will be managed by the same computer that currently manages the furnace and the low-pressure casting technology machine, so the bench will replace the machine, becoming standard for all technologies.
- the bench will be strong, properly cooled and insulated, so that it is not affected by thermal dilation.
- the mold will be free to dilate as necessary and to reach the right thermal balance with the addition of coolers governed by the computer.
- the operations for clamping the drag, hooking the slides on the casting bench and fastening the ejectors plate will take place quickly by way of hydraulic cylinders (jacks).
- the mobile heads where fitted, will be moved by hydraulic cylinders and will be hooked up manually but quickly by way of a shot sleeve which blocks the mushroom of the head with that of the hydraulic cylinder.
- the mold will be fitted with a support with the plate covering the entire riser area to contain the thrust of the metal.
- This plate will also act as a vacuum plate, being mounted on the support with vacuum chamber. This support is applied and moved by a tilting arm hinged to the top of the bench.
- the support will be connected to a vacuum device which will suck fumes and gases produced by the molten metal and from contact with the cores through the plate.
- the vacuum plate with the metal male or cope will be equipped with filters in line with the upper core risers or the figure risers to allow the evacuation of fumes and gases, blocking the passage of the molten metal. Therefore, the support and everything applied to it are an integrated part of the mold.
- the support with vacuum plate, the support with vacuum plate and cope and also the support with vacuum plate and upper male, applied to the three technologies, are all made with a plate to which filters are applied in line with the risers and the figure. These filters converge in a fume and gas vacuum chamber, created in the support, which will be connected to a vacuum device.
- This vacuum is destined to improve the quality of the castings with all the technologies, including low-pressure casting technology, inasmuch as, with appropriate vent slot on the sides of the male and internal passages , it is possible to get close to the cores to vacuum fumes and gases, the majority of which currently remain inside the cast, generating widespread porosity.
- the new mold used in the "combined" technology process will have no casting basin and no vertical casting channels, although the new project of mold provides for their presence without moving on to the final phase of construction .
- the casting will be extracted using a standard device inserted into the base plate of the bench and made up of a plate holder onto which the ejectors plate with which all molds are equipped will be quickly fastened using hydraulic cylinders (jacks).
- hydraulic cylinders jacks
- Both new and existing molds will be fitted with injection inlets in the drag, envisaging a fast cooling technique like that used in low-pressure technology to solidify the molten metal and avoid the return of the liquid metal into the furnace due to the force of gravity when the air pressure is cut off.
- This new casting technique eliminates the disadvantages of gravity casting deriving from taking slag from the furnace and oxidisation, maintaining advantages such as discharging the same slag and gases and fumes that develop during the casting process through the risers, which are now sucked out by the new devices illustrated and claimed .
- the automation of a gravity casting line of the current type envisages the use of a core making device a casting robot and a device for picking up the casting. All movement often takes place on the same beam and three devices are hard to manage. With the elimination of the casting robot, the coordination of the movements is simplified, inasmuch as three are reduced to two, saving time and money. The furnace next to the mold is also eliminated, recovering production space.
- the newly designed bench to which various functions have been attributed, particularly the suitability for holding low-pressure casting molds and molds for free-fall casting, as well as those for use with "combined” technology, is also used for housing a part consisting of components that are normally part of the frames of the same molds. Consequently, these components will be made just once and will be an integrated part of the bench, thus avoiding the need to make new ones for every mold and for all the variants required for the various types of cylinders head castings or for other castings. In this way, the molds will cost and weigh less and be smaller.
- the slides carriers of the mold slides can rotate upwards by over 45°, allowing the operator to easily repaint the mold figure and to clean it.
- the new bench excluding the lower part of the structure, can be used on a carrousel or on the ground when it is necessary to use the traditional gravity casting technology, as happens now.
- the frames of existing molds can easily be altered to standardise them and for use on the new bench.
- New molds will be made in accordance with the new project but will still have the traditional basin and vertical casting channels as traditional .
- Figures 1-6 show a bench suitable for the quick loading of single- slide mold and for a low-pressure casting process or for a new technology, called “combined”, which envisages a low-pressure casting process fed using the gravity technique through risers created in at least one core or in the cope of the mold.
- a mold comprises at least one drag 35, an ejectors plate 38 fixed under the drag, two slides 40, 40', front 42 and rear 42' fixed heads applied to the drag 35, front 44 and rear 44' mobile heads, where fitted, which slide in the fixed heads.
- Inlets 36 for coupling to pipes protruding from a furnace containing molten metal and channels 36' for delivering the metal into the mold are created in the drag 35.
- the casting bench mainly comprises a lower main structure 30, suitable for housing a holding or maintenance furnace 32, an upper main structure 31 resting on the lower structure, a base plate 29 resting on the upper main structure 31, a cooled plate 16 positioned on the base plate 29 and on which the drag 35 of the mold will rest, a plate holder 17 underneath the cooled plate 16 to which the mold ejectors plate 38 will be hooked up, and two slides carriers 1 supported by rotating supports 2.
- the cooled plate 16 has a central opening 16' into which the mold ejectors plate 38 is fitted to hook onto the plate holder 17.
- the furnace 32 is fed by molten metal from another melting furnace and is equipped with two pipes 32' for the injection of the metal into the molds using the low-pressure and "combined" technologies.
- a hinged tilting arm 8 carrying a cylinder 10 for vertical movement to and from the edge of the mold , to which the top of the mold is hooked, as will be described further on in this document.
- the mold ejectors plate 38 For quick hooking of the mold ejectors plate 38 to the bench's plate holder 17, the latter is equipped with a slide 19, moved by a cylinder 21, destined to hook on to mushrooms 39 protruding from the ejectors plate 38.
- the slides carriers 1 are equipped with slides 24, moved by related cylinders 25, destined to hook on to mushrooms 41' on the slides 40, 40' of the mold for quick fastening to the slides carriers 1.
- the latter are activating by cylinders 4 and run along columns 5 and sliding gibs 20.
- Fig.2 shows four cylinders 18 which, working in traction, move the plate holder 17 to which the casting ejectors plate 38 is fixed, and four more cylinders 15 for the quick clamping of the drag 35 of the mold to the cooled plate 16.
- Figures 3 and 3a show cylinders 11 for moving the tilting arm 8 and reference keys 23 fitted to the slides carriers 1 for centring the slides 40, 40' of the mold.
- Fig.4 it is possible to see the lower casting expulsion device comprising the bench's plate holder 17, which is suitable for accepting all types of ejectors plates 38 for all the casting technologies, which are part of the mold.
- Fig.5 shows the slides carriers 1 controlled by cylinders 4, sliding along the guide column 5 and sliding gibs 20 ( Fig.1a ), the rotating supports 2 for the slides carriers 1, with related pivots 2', the arm 8 and related pivots 28.
- a support for locking the arm 8 using a hydraulic cylinder 28' (jack) during the metal casting phase and while extracting the cope or the upper male from the casting or while simply raising the vacuum and clamping plate support of the mold.
- Fig.6 shows the slides carriers 1 inclined for cleaning and repainting the mold figure parts, the related oscillating cylinders 7 fixed to the upper structure of the bench, and the joint between the upper 30 and lower 31 structures.
- Figures 7 and 8 show a casting bench for use with low-pressure and "combined" technologies, like that described in the previous Figures, but suitable for accepting overlapping double half- slides molds, which are sometimes indispensable during the core making phase. Depending on requirements, these can also operate simultaneously, connecting them in a parallel position so that they become a single slide.
- the half slides side can also be applied on just one side.
- the bench is fitted with lower 33 and upper 34 half slides carriers which slide along guide gibs 20 and columns 5. It is possible to see the double cylinders 4 for moving the half slides.
- the bench shown in Fig.9 differs from those illustrated previously in that it is a low-level structure, the lower part 30 of the same structure having been removed.
- the bench is only suitable for gravity casting and can be mounted on a carrousel or positioned on the ground.
- Figures 10-13 show a mold for the new "combined” technology for low-pressure casting fed using the gravity technique through risers created in an upper core (not shown).
- the mold also includes a support 46 for connection to the cylinder 10 carried by the tilting arm and to which a fume and gas vacuum plate 45 is fastened.
- the support 46 also contains a communicating vacuum chamber 46'' with a vacuum outlet 48. Number 44" is used to indicate the empty space that will be occupied by the cores after core making.
- Fig.13 shows seats 46' for a pivot 28" for hooking on the tilting arm 8 of the bench ( fig.1 ), the keys seats 23' for centring the slides 40, 40' in the slides carriers 1, and keys seats 14' for centring the drag 35 on the base plate of the bench.
- Figures 14-16 show a double- slides mold, suitable for the new "combined” technology consisting in pouring the metal at low pressure and feeding the casting using the gravity technique through risers 51' created in a metal cope 51 fastened to the support 46 with a vacuum plate 45'.
- the mold is equipped with lower half slides 49, 50 which enable core making which would otherwise be impossible, and upper half slides 49', 50' which complete the composition.
- This mold can be mounted and moved exclusively from the double- overlapping slides bench shown in Figures 7 and 8 .
- the metal cope 51 to create the figure of the upper part of the casting, is replaced with a metal male 52, as shown in Figures 17 and 18 .
- This too is fastened to a vacuum plate 45" and is equipped with vacuum holes or channels 52' at the bottom of which there is a filter to block the passage of molten metal.
- Figures 19-22 show an example of an existing mold for gravity casting which can be adapted for use with the new bench.
- the change consists in removing part of the frames from the mold, indicated with dotted lines, to standardise it in compliance with the new project, as these parts are already present on the new bench.
- the casting inlets 36 on the drag 35 for delivering the metal at low-pressure and retaining the casting feeding risers it is also possible to use the "combined" technology for existing molds.
- the parts eliminated are the base 55 with the related accessories and the supports 56 for the slides 57. To standardise the latter one it is possible to add plates 58.
- the casting basin 53 can be retained, even if not used, by closing the related casting channels 54 and 54'.
Description
- This invention generally regards aluminium casting technology and refers to the gravity mold casting and low pressure casting processes, which use specific molds and dies mounted onto casting benches and low-pressure casting machines respectively for the two different technologies.
Typical examples of these technologies are those used, not exclusively, to cast engine cylinders heads. - Generally, for medium and large-scale productions, all the aluminium castings of engine cylinders heads are produced with a gravity technology mold or a low-pressure technology die, as it is necessary to use inner cores to create the empty space inside the casting, and this cannot be achieved using any other technology. The cores are sometimes partially used on the outside to obtain undercut figures which cannot be obtained with metal parts.
- Aluminium castings for engine cylinders heads created in a gravity mold require casting benches on which to mount the molds. These benches are used to move the slides of the mold and the heads, and to expel the casting from the mold using a plate fitted with ejectors, the technique currently adopted by big foundries being to largely attribute the important technological functions to the mold itself. In the case of engine cylinders head castings made using the low-pressure casting method, big foundries use the technique of attributing the majority of technological functions to the die for the same reasons as those adopted with the gravity casting technique.
- In this case, besides moving the die, the low-pressure casting machine is also characterizied by using a modern system to carry out the casting process from the lower part of the die. As the lower part of the machine is occupied by the holding or maintenance furnace, the casting expulsion area is always in the upper part. This expulsion is carried out using a vertically sliding ejectors plate, which is rather hanged over as it excludes the possibility of operating on the die axis directly from vertically above, particularly affecting the core making device, which can only operate laterally, making it a very complicated device.
- Generally Upper expulsion is never applied when the upper part of the casting is obtained using sand cores, as the cast can only be lifted upwards if the upper part of the casting has been created using a steel male where the casting can grip, as the cores crumble leaving the casting in the mold. For this reason, in the case of gravity casting technology, when there are sand cores in the upper part of the casting, as almost always happens with this technology, expulsion is never from the top but always from the bottom.
- At the moment, in all foundries, the molds or dies used are always specific, either for gravity casting or low-pressure casting, as the two technologies are completely incompatible. The casting benches or machines for low-pressure casting are also completely different.
- In the case of large-scale productions, instead of using a normal hand ladel for the casting of metal using the gravity casting technique, the molten metal is introduced into the mold from above using a ladel operated by a casting robot, usually suspended from an overhanging beam, which is often also used for the automation of the core making device and the casting pick-up device.
- The molten metal is taken by the robot from a nearby furnace and poured through a basin into vertical and horizontal casting channel runners in the mold until the figure and the open feeding risers are full.
- The risers attract any slag in the molten metal, which floats into it, and are used to feed the casting as the cooled metal shrinks and to release the gases contained in the molten metal, as well any further gases which develop when the metal comes into contact with the cores, making the best possible casting in terms of mechanical characteristics, despite some collateral disadvantages.
- In the gravity casting of engine heads, the molds and the casting benches are usually placed on the ground, in pairs or multiples of pairs, to facilitate the automation of the process. Alternatively, and only in the case of gravity casting and not low-pressure casting, the whole system can be mounted onto large, slow-moving turntables called carrousel conveyors so that the casting point is maintained stable as regards to the rotating movement. All the molds are filled by a single robot placed on a fixed station of the carrousel on which are fitted the benches and the molds.
- In the low-pressure process, the die comes into direct contact with the furnace, as the furnace, situated under the machine, is raised in order to make contact with the die. The lid of the furnace is equipped with one or more vertical pipes which are immersed in the "bath" of molten metal. The top of these pipes comes into direct contact with the injection inlets applied to the drag of the die. With the low-pressure introduction of dehydrated air between the surface of the molten metal and the lid of the furnace, the pressure of the air presses on the "bath" and forces the metal upwards into the mould through the immersed pipes and the injection inlets applied to the drag of the die until it is full. This die doesn't need any feeding risers as their function is performed, by the pressure of the air exercised on the molten metal. The upper part of the die is closed by a metal male which, besides determining the casting figure, prevents the metal forced upwards by the low pressure from coming out of the die. The air pressure is maintained for a short time, until the molten metal begins to solidify, facilitated by coolers in the die and, in particular, on the injection inlets, which contribute to the rapid solidification of the metal in the upper part of the inlet hole, preventing the molten metal injected into the die from returning, due to the force of gravity, into the furnace when the air pressure is released and allowing the molten metal contained in the casting pipes to return into the "bath", avoiding its solidification. The solidified metal in the upper part of the injection inlet is then expelled together with the casting.
- From that described above it is possible to easily deduce that, at the state of the art, to obtain a casting, it is first necessary to decide whether to use the gravity casting or low-pressure technique, as the two technologies are very different. In addition to the mold or the die, the casting bench or low-pressure casting machine must be suited to the choice of gravity or low-pressure casting. Once the decision has been made, the mold or die must be made in according to this final decision. The design and construction phases of this operation are very expensive, so a definite decision must be made before going ahead.
- The decision to opt for one technique or the other is not always satisfactory, especially with regard to the low-pressure casting technique, as the decision, unless made in accordance with a specific request by the customer, is made on the basis of the founder's experience or depending on the equipment available at the foundry.
- All existing casting technologies have their pros and cons. For example, an advantage of low-pressure casting is that the molten metal is transferred through immersed pipes to the bottom of the holding furnace, avoiding the inclusion in the metal of slag and smelting residues that float at the top of the "bath". As the whole casting process takes place in a closed system and has no contact with the outside atmosphere, surface oxidisation is avoided. Should this occur, it would remain on the surface of the bath and would never enter the die, unlike that which occurs with gravity casting. This technology involves taking the metal from a furnace near the mold and, despite all the precautions taken, small amounts of floating slag could also be introduced into the mold. The majority of this slag collects in the risers without causing excessive damage to the casting. It is harder to avoid taking surface oxidisation from the furnace, which is added to oxidisation created in the ladel and during the casting process itself, as everything takes place in contact with the outside atmosphere. Another negative aspect of gravity casting is the turbulence which is generated in the metal during the casting process, which can cause slight damage to the casting.
- The negative aspects that characterise gravity casting in terms of quality are not serious, and are less important than those that characterise low-pressure casting which, due to the very fact that it is not possible to discharge any sullage into feeding risers, which are not present in this technology, along with the gases contained in the metal and those generated when this metal come into contact with the cores, together with other factors, cause a very high number of rejects due to porosity in the castings. In order to limit the consequent economic damage, many foundries have applied an automated full sodium silicate impregnation process to 100% of the production obtained with the low-pressure casting technology.
- The fact that, despite the various negative factors, everything possible is done to use the low-pressure technique, depends largely on the fact that it allows considerable savings on manufacturing costs. This is due to the fact that less metal is required for each individual casting, as the feeding risers and vertical casting channels are eliminated. Consequently, the mechanical processes needed to separate the risers from the casting are also eliminated, as are the costs involved in recasting these and the vertical channels.
- As mentioned earlier, as regards gravity casting molds and low-pressure dies, these are made as completely as possible, from a technological point of view, by the leading manufacturers of cylinders head castings. It is worth noting that the casting benches and low-pressure casting machines are always in operation and are part of the foundry's fixed machinery assets. As such they are available in strictly limited supply, while molds and dies are supplied in the quantities required for production and for the various different cylinders heads required, with consequent high costs for every mold or die produced.
- That described above highlights the need for strictness when opting for gravity casting or low-pressure casting technology, without leaving room for the chance to intervene if the technology used is found to be unacceptable, but all this can be avoided by that indicated in the aims and advantages of the invention.
- The main aim of this invention is to add a new type of casting technology to those that already exist. The new technology will be known as "combined" technology and will be capable of fully exploiting the advantages that obtainable by gravity and low-pressure casting technologies.
- Another aim of the invention is to present a new casting bench capable of holding both molds and dies and of enabling the easy passage from one casting technique to the other. For this reason, the tool that determines the outer figure of the casting, currently called mold or die depending on the technology used, will be referred to herein exclusively as mold.
- Another aim of the invention is that of enabling the operator to thoroughly clean the mold after extracting the casting and, where necessary, to quickly repaint the parts of the figure of the mold on the bench, with a very short production interval, which, being hot, facilitate the solidification of the paint, without preheating the mold off the production line and so extending the production time.
- Another aim of the invention is to present a single standardised casting bench which always enables the expulsion of the casting from the bottom of the mold, even when, in the case of low-pressure casting or "combined" technology, the holding or maintenance furnace is placed under the mold. This eliminates all cases of expulsion of the casting from the top of the mold, even when the latter is equipped with a metal cope or an upper male, freeing the vertical space above for more rational use by the core assembling robot and the casting extraction robot, without the need for complicated devices with a double vertical/horizontal movement.
- Another aim of the invention is to present a support which can be applied to the top of all the molds, for all casting technologies, equipped with a vacuum chamber for connection to a vacuum system to remove fumes and gases from the mold during casting.
- Another aim of the invention is to transfer some of the parts of the mold which do not form the casting figure, known as frames, from the mold to the casting bench, so that they are built just once with the bench and, being standardised, are not copied to provide the number of molds needed for production and for the various kinds of castings and casting technologies.
- Another aim of the invention is to present a casting bench equipped with a lower structure the height of which may be adapted to suit the casting process used. In particular, in the case of gravity casting, where there is no furnace underneath the mold, the bench may be lowered for mounting on carrousels. The same standard bench for use on carrousels may also be placed directly on the ground when using the traditional gravity casting system, but with smaller, lighter and cheaper molds.
- Another aim of the invention is to enable the transformation of a mold for gravity casting technology for use in low-pressure technology, constructing a metal upper male and related accessories, which will replace the core which usually forms the risers and the upper figure; consequently the mold will have no risers. It will be easy to revert to gravity casting using "combined" technology, setting aside the upper male and using the core again.
- Yet another aim of the invention is to provide a casting bench with split, overlapping slides carriers for core making reasons, on both slides carriers (right/left) or on just one side. The opening and closing movement of the two halves of the slides carriers will take place independently by way of hydraulic cylinders or simultaneously (parallel movement), when split movement is not required. If there are no core making problems, the slides carriers will be supplied in a single unit.
- A consequence of the invention is the elimination of the casting robot for gravity casting molds, placed on the ground, when these are transformed for low-pressure casting or "combined" technology. The entry of the metal into the mold will take place from the underlying furnace and consequently the movement of the casting robot on the beam, usually positioned above the mold, will also be eliminated where the beam is already occupied by the core making device to place the cores in the mold and the casting pick-up device, facilitating the movement of the latter.
- This invention presents a standardised conformation of the toolings used for the production of a casting for engine cylinders heads or other compatible castings, with a single standard casting bench for the new molds presented here, or those which already exist and are modified for this purpose, for all the casting technologies referred to above, with inferior expulsion of the casting and with a tilting arm for moving all the parts of the mold situated in the upper part. The molds for the following technologies will be mounted on the standard bench:
- molds for low-pressure casting technology with metal upper male;
- molds for "combined" technology, or with low-pressure casting and gravity feeding through risers created in the upper core;
- molds for "combine" technology with low-pressure casting and gravity feeding through risers created in the metal cope;
- molds for traditional gravity casting technology with upper casting basin and gravity feeding through risers created in the upper core;
- molds for traditional gravity casting technology with upper casting basin and gravity feeding through risers created in the metal cope.
- The casting procedure according to this invention envisages the concentration of all the toolings in the same production space, with the use of a single casting bench for all casting technologies and with the same holding furnace, both for molds with low-pressure casting and molds with low-pressure casting but with gravity feeding through risers, by means of use of the new casting technology, known as combined" technology.
- To simplify the molds, making them standard for all technologies, and to reduce their weight and cost, a consistent part of the frames has been transferred from the mold to the bench, as specified further on.
- Substantially, the mold is formed as follows: drag, slides, fixed heads applied to the drag, mobile heads, where fitted, which slide in the fixed heads, lower ejectors plate and, depending on the technology used, male, cope or simply a vacuum upper lid plate. The male and cope will also be mounted on a vacuum plate which will then be mounted on a support. The casting bench will be given slides carriers, the base plate, all the guides and sliding gibs. Consequently, the molds will be cheaper to make, will weigh much less and will be smaller, enabling savings during transportation over long distances, within the factory and during storage.
- The casting bench and the mold will be managed by the same computer that currently manages the furnace and the low-pressure casting technology machine, so the bench will replace the machine, becoming standard for all technologies. The bench will be strong, properly cooled and insulated, so that it is not affected by thermal dilation. The mold will be free to dilate as necessary and to reach the right thermal balance with the addition of coolers governed by the computer. The operations for clamping the drag, hooking the slides on the casting bench and fastening the ejectors plate will take place quickly by way of hydraulic cylinders (jacks).
- The mobile heads, where fitted, will be moved by hydraulic cylinders and will be hooked up manually but quickly by way of a shot sleeve which blocks the mushroom of the head with that of the hydraulic cylinder.
- With the same bench it will therefore be possible to obtain castings with gravity feeding but feeding of the molten metal from below, as in the case of low-pressure casting. This process will be called "combine" technology. In this case, to prevent the molten metal from overflowing through the risers, the mold will be fitted with a support with the plate covering the entire riser area to contain the thrust of the metal. This plate will also act as a vacuum plate, being mounted on the support with vacuum chamber. This support is applied and moved by a tilting arm hinged to the top of the bench.
- The support will be connected to a vacuum device which will suck fumes and gases produced by the molten metal and from contact with the cores through the plate. For this purpose, the vacuum plate with the metal male or cope will be equipped with filters in line with the upper core risers or the figure risers to allow the evacuation of fumes and gases, blocking the passage of the molten metal. Therefore, the support and everything applied to it are an integrated part of the mold. In particular:
- support with vacuum plate, which did not previously exist and is therefore part of the new design, for use in the new "combined" technology (low-pressure casting
- gravity feeding through risers), both to vacuum fumes and gases, and to seal the upper surface of the mold and the cores that generate the feeding risers, to contrast and block the thrust of the metal of the casting feeding risers, preventing the molten metal from overflowing during the casting phase;
- support as above with vacuum plate and fitted metal cope used in the new "combined" technology to seal the upper surface of the mold in line with the risers. The aforementioned cope acts as the male which generates the upper figure of the casting and, together with the slides, the risers that feed the casting using the gravity technology;
- support and vacuum plate to which a metal male is applied, used in low-pressure casting technology to generate the upper figure of the casting without the risers.
- The support with vacuum plate, the support with vacuum plate and cope and also the support with vacuum plate and upper male, applied to the three technologies, are all made with a plate to which filters are applied in line with the risers and the figure. These filters converge in a fume and gas vacuum chamber, created in the support, which will be connected to a vacuum device. This vacuum is destined to improve the quality of the castings with all the technologies, including low-pressure casting technology, inasmuch as, with appropriate vent slot on the sides of the male and internal passages , it is possible to get close to the cores to vacuum fumes and gases, the majority of which currently remain inside the cast, generating widespread porosity.
- The introduction of the new fume and gas vacuum system to all the technologies, including low-pressure casting, will contribute to improving the quality of castings and the working environment, regardless of the technology used.
- The new mold used in the "combined" technology process will have no casting basin and no vertical casting channels, although the new project of mold provides for their presence without moving on to the final phase of construction . The casting will be extracted using a standard device inserted into the base plate of the bench and made up of a plate holder onto which the ejectors plate with which all molds are equipped will be quickly fastened using hydraulic cylinders (jacks). In order to recuperate existing molds, the vertical casting channels in the lower part will be plugged.
- Both new and existing molds will be fitted with injection inlets in the drag, envisaging a fast cooling technique like that used in low-pressure technology to solidify the molten metal and avoid the return of the liquid metal into the furnace due to the force of gravity when the air pressure is cut off.
- This new casting technique eliminates the disadvantages of gravity casting deriving from taking slag from the furnace and oxidisation, maintaining advantages such as discharging the same slag and gases and fumes that develop during the casting process through the risers, which are now sucked out by the new devices illustrated and claimed .
- With the application of the metal male envisaged in molds for low-pressure casting, which is replaced by a core or a metal cope in the gravity casting procedure, all of which are managed by the same tilting arm on the bench, it is possible to easily transform a gravity casting mold into a low-pressure casting mold by adding injection inlets in the drag (lower part of the mold), and from lower-pressure to gravity by removing the male and replacing it with a core.
- The automation of a gravity casting line of the current type envisages the use of a core making device a casting robot and a device for picking up the casting. All movement often takes place on the same beam and three devices are hard to manage. With the elimination of the casting robot, the coordination of the movements is simplified, inasmuch as three are reduced to two, saving time and money. The furnace next to the mold is also eliminated, recovering production space.
- The newly designed bench, to which various functions have been attributed, particularly the suitability for holding low-pressure casting molds and molds for free-fall casting, as well as those for use with "combined" technology, is also used for housing a part consisting of components that are normally part of the frames of the same molds. Consequently, these components will be made just once and will be an integrated part of the bench, thus avoiding the need to make new ones for every mold and for all the variants required for the various types of cylinders head castings or for other castings. In this way, the molds will cost and weigh less and be smaller.
- From that described above, it should be obvious that the foundry will no longer have the problems described in the state of the art when choosing the casting technique best suited to the casting to be made, as it is easier to make changes if the choice made should turn out to be wrong, passing from one casting technology to the another by making slight alterations to the molds.
- With the adoption of the newly designed benches, as with the newly designed molds, it is possible to make considerable savings on investments and save production space, and with the use of the "combined" low-pressure/gravity feeding technology it is possible to obtain castings with impressive mechanical characteristics, reduction of rejects and improved production in terms of quality and quantity. The mold can be used for longer by simply repainting the figure parts.
- As well as having a bench arm which can be tilted by over 90°, the slides carriers of the mold slides can rotate upwards by over 45°, allowing the operator to easily repaint the mold figure and to clean it.
- As mentioned earlier, the new bench, excluding the lower part of the structure, can be used on a carrousel or on the ground when it is necessary to use the traditional gravity casting technology, as happens now. The frames of existing molds can easily be altered to standardise them and for use on the new bench. New molds will be made in accordance with the new project but will still have the traditional basin and vertical casting channels as traditional .
- Further details and characteristics of the invention will become more obvious as some examples of versions of benches and molds are described and illustrated in the enclosed drawings, which are purely indicative and in no way binding, and in which:
-
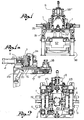
Fig. 1 shows a vertical section of a bench for single- slides mold with the tilting arm raised and with a holding or maintenance furnace; -
Fig. 1a shows a partial section of an enlarged part of the bench shown inFig. 1 ; -
Fig. 2 shows the top view of the bench; -
Fig. 3 shows a vertical section of the bench seen from the side; -
Fig. 3a shows a partial section of an enlarged part of theFig. 3 ; -
Fig. 4 shows the bench seen from below; -
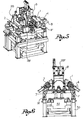
Fig. 5 shows a prospective view of the bench in the working position, with the tilting arm lowered, but without the mold; -
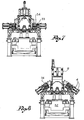
Fig. 6 shows a vertical section of a bench seen from the front with the slides carriers inclined for cleaning and repainting of the mold figure parts; -
Fig. 7 shows a vertical section of a bench similar to that shown in the previous Figures, but for a mold with overlapping double half slides; -
Fig. 8 shows a section of the bench shown inFig. 7 seen from the side and with the double half slides inclined; -
Fig. 9 shows a prospective view of a casting bench similar to that shown inFigures 1-6 , but with the supporting frame lowered for gravity casting, in the working position but without the mold; -
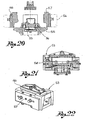
Fig. 10 shows a top view of a mold for "combined" technology with the slides open, for low-pressure casting but fed through gravity risers created in the upper core; -
Fig. 11 shows a cross-section of the open mold shown inFig. 10 ; -
Fig. 12 shows a longitudinal section of the closed mold; -
Fig. 13 shows a prospective view of the closed mold; -
Fig. 14 shows a cross-section of an open mold for "combined" technology with double slides and metal cope; -
Fig. 15 shows a longitudinal section of the closed mold shown inFig. 14 ; -
Fig. 16 shows a prospective view of the same mold; -
Fig. 17 shows a cross-section of an open mold with a metal upper male exclusively for low-pressure casting technology; -
Fig. 18 shows a longitudinal section of the mold shown inFig. 17 closed; -
Fig. 19 shows a top view of an existing mold for gravity casting, altered for adaptation to the bench described in the invention, with the sides open; -
Fig. 20 shows a cross-section of the open mold shown inFig. 19 ; -
Fig. 21 shows a longitudinal section of the same mold closed; and -
Fig. 22 shows a prospective view of the same mold closed. - With reference to the drawings,
Figures 1-6 show a bench suitable for the quick loading of single- slide mold and for a low-pressure casting process or for a new technology, called "combined", which envisages a low-pressure casting process fed using the gravity technique through risers created in at least one core or in the cope of the mold. - In order to better understand the structure of the new bench presented here, the main elements of a mold suitable to be loaded on this bench are described below. Further details of the mold and its alternative versions will be described. With reference to
Figures 10-18 , a mold comprises at least onedrag 35, anejectors plate 38 fixed under the drag, two slides 40, 40',front 42 and rear 42' fixed heads applied to thedrag 35,front 44 and rear 44' mobile heads, where fitted, which slide in the fixed heads.Inlets 36 for coupling to pipes protruding from a furnace containing molten metal and channels 36' for delivering the metal into the mold are created in thedrag 35. - Returning to
Figures 1-6 , the casting bench mainly comprises a lowermain structure 30, suitable for housing a holding ormaintenance furnace 32, an uppermain structure 31 resting on the lower structure, abase plate 29 resting on the uppermain structure 31, a cooledplate 16 positioned on thebase plate 29 and on which thedrag 35 of the mold will rest, aplate holder 17 underneath the cooledplate 16 to which themold ejectors plate 38 will be hooked up, and twoslides carriers 1 supported by rotatingsupports 2. The cooledplate 16 has a central opening 16' into which themold ejectors plate 38 is fitted to hook onto theplate holder 17. - The
furnace 32 is fed by molten metal from another melting furnace and is equipped with two pipes 32' for the injection of the metal into the molds using the low-pressure and "combined" technologies. - At the top of the bench there is a hinged tilting arm 8 carrying a
cylinder 10 for vertical movement to and from the edge of the mold , to which the top of the mold is hooked, as will be described further on in this document. - For quick hooking of the
mold ejectors plate 38 to the bench'splate holder 17, the latter is equipped with aslide 19, moved by acylinder 21, destined to hook on tomushrooms 39 protruding from theejectors plate 38. Similarly, theslides carriers 1 are equipped withslides 24, moved byrelated cylinders 25, destined to hook on to mushrooms 41' on the slides 40, 40' of the mold for quick fastening to theslides carriers 1. The latter are activating bycylinders 4 and run alongcolumns 5 and slidinggibs 20. -
Fig.2 shows fourcylinders 18 which, working in traction, move theplate holder 17 to which thecasting ejectors plate 38 is fixed, and fourmore cylinders 15 for the quick clamping of thedrag 35 of the mold to the cooledplate 16. -
Figures 3 and 3a show cylinders 11 for moving the tilting arm 8 andreference keys 23 fitted to theslides carriers 1 for centring the slides 40, 40' of the mold. - In
Fig.4 it is possible to see the lower casting expulsion device comprising the bench'splate holder 17, which is suitable for accepting all types ofejectors plates 38 for all the casting technologies, which are part of the mold. -
Fig.5 shows theslides carriers 1 controlled bycylinders 4, sliding along theguide column 5 and sliding gibs 20 (Fig.1a ), therotating supports 2 for theslides carriers 1, with related pivots 2', the arm 8 andrelated pivots 28. In the front part of the bench there is a support for locking the arm 8 using a hydraulic cylinder 28' (jack) during the metal casting phase ,and while extracting the cope or the upper male from the casting or while simply raising the vacuum and clamping plate support of the mold. -
Fig.6 shows theslides carriers 1 inclined for cleaning and repainting the mold figure parts, the relatedoscillating cylinders 7 fixed to the upper structure of the bench, and the joint between the upper 30 and lower 31 structures. -
Figures 7 and 8 show a casting bench for use with low-pressure and "combined" technologies, like that described in the previous Figures, but suitable for accepting overlapping double half- slides molds, which are sometimes indispensable during the core making phase. Depending on requirements, these can also operate simultaneously, connecting them in a parallel position so that they become a single slide. The half slides side can also be applied on just one side. The bench is fitted with lower 33 and upper 34 half slides carriers which slide along guide gibs 20 andcolumns 5. It is possible to see thedouble cylinders 4 for moving the half slides. - The bench shown in
Fig.9 differs from those illustrated previously in that it is a low-level structure, thelower part 30 of the same structure having been removed. The bench is only suitable for gravity casting and can be mounted on a carrousel or positioned on the ground. -
Figures 10-13 show a mold for the new "combined" technology for low-pressure casting fed using the gravity technique through risers created in an upper core (not shown). There areinlets 36 and channels 36' for delivering the metal into the mold,skirtings 43 for quickly clamping thedrag 35 to the base of the bench, mushrooms 41' for quickly locking the slides 40, 40' to theslides carriers 1 of the bench. The mold also includes asupport 46 for connection to thecylinder 10 carried by the tilting arm and to which a fume andgas vacuum plate 45 is fastened. Thesupport 46 also contains a communicating vacuum chamber 46'' with avacuum outlet 48.Number 44" is used to indicate the empty space that will be occupied by the cores after core making. -
Fig.13 shows seats 46' for apivot 28" for hooking on the tilting arm 8 of the bench (fig.1 ), the keys seats 23' for centring the slides 40, 40' in theslides carriers 1, and keys seats 14' for centring thedrag 35 on the base plate of the bench. -
Figures 14-16 show a double- slides mold, suitable for the new "combined" technology consisting in pouring the metal at low pressure and feeding the casting using the gravity technique through risers 51' created in a metal cope 51 fastened to thesupport 46 with a vacuum plate 45'. The mold is equipped with lower half slides 49, 50 which enable core making which would otherwise be impossible, and upper half slides 49', 50' which complete the composition. This mold can be mounted and moved exclusively from the double- overlapping slides bench shown inFigures 7 and 8 . - In the case of low-pressure casting, the metal cope 51, to create the figure of the upper part of the casting, is replaced with a
metal male 52, as shown inFigures 17 and 18 . This too is fastened to avacuum plate 45" and is equipped with vacuum holes or channels 52' at the bottom of which there is a filter to block the passage of molten metal. -
Figures 19-22 show an example of an existing mold for gravity casting which can be adapted for use with the new bench. The change consists in removing part of the frames from the mold, indicated with dotted lines, to standardise it in compliance with the new project, as these parts are already present on the new bench. By adding the castinginlets 36 on thedrag 35 for delivering the metal at low-pressure and retaining the casting feeding risers, it is also possible to use the "combined" technology for existing molds. In particular, the parts eliminated are the base 55 with the related accessories and thesupports 56 for theslides 57. To standardise the latter one it is possible to addplates 58. The castingbasin 53 can be retained, even if not used, by closing therelated casting channels 54 and 54'. - In short, the innovative characteristics of the casting bench presented here are:
- single standard bench for molds with traditional gravity casting technology and for molds with low-pressure casting technology, the only variant being the structuure's type as low-level structure for gravity casting inasmuch as, for this technology, which does not provide for the use of the holding furnace, the lower part of its structure is removed;
- single standard bench, for casting from the lower part (drag) for "combined" technology, for low-pressure casting molds with gravity feeding of the casting through risers (use tall structure);
- single standard bench from which upper expulsion has been eliminated in the case of all technologies, transferring this to the lower part using a new expulsion device inserted into the base plate. At the moment, upper expulsion is applied to all machines for low-pressure casting technologies. The elimination of upper expulsion makes core making and extraction of the casting easier by facilitating automation;
- single standard bench with expulsion of the casting obtained from below in the case of all casting technologies, including low-pressure casting, through a new device inserted in the base plate, even if it exists in the lower part of the holding furnace;
- single standard bench, with tilting arm to which a support with a cope support plate or a upper male support plate or even just a plate for sealing the risers is applied, all of which are part of the mold. All the supports, plates, copes and upper males are made specially to allow the vacuuming of fumes and gases. The tilting arm is also suitable for molds with two identical figures, and therefore with two feeding head copes or two males or an enlarged sealing plate made to allow the vacuuming of fumes and gases from the casting;
- single standard bench with part of the frames normally attributed to the molds built-in to it, and therefore requiring construction just once. Valid for all technologies with savings on weight and construction cost on molds ;
- single standard bench for all casting technologies with slides carriers that tilt upwards by about 45° to clean the slides of the mold and repaint areas of the figure;
- single standard bench to which it is possible to fit split, overlapping slides carriers instead of single versions, onto which the half slides of the mold can be mounted quickly using a slide controlled by a cylinder fitted to each individual half side. Either one or both sides can be split. The slides carriers can also operate parallel with one another and revert to operation as a single slide ;
- single standard bench for mounting on a carrousel, the only variant being the use of the low-level structure, as, for various operating reasons, only molds with traditional gravity casting technology which do not necessitate the underlying furnace can be used on carrousels;
- single standard bench like that described in the previous paragraph for use on the ground, when it is necessary to use traditional gravity casting technology with a casting robot, but with the newly designed mold or an existing mold with altered frames.
- The innovations regarding the mold can be summarised as follows:
- molds for gravity technology but with injection of the metal from below using the low-pressure casting technology, retaining the best aspects of gravity casting technology with casting feeding risers, adopting the "combined" technology. These molds have no casting basin and no vertical casting channels, but are fitted with injection inlets in the drag, like those used in low-pressure casting technology;
- molds like those described in the previous paragraph, for "combined" technology, to which a plate has been applied in the upper part, fastened to a support equipped with a vacuum chamber and an outlet for connection to a vacuum device for vacuuming fumes and gases. The support is moved by the tilting arm on the bench. The plate applied to the support is equipped with filters that converge in the support chamber and covers the whole area of the risers and the upper core to prevent the metal from overflowing. The plate is pressed onto the upper surface of the mold by the vertical hydraulic cylinder on the arm;
- molds like those described in the previous paragraphs,
- molds for low-pressure casting technology, where the upper part is obtained using a metal male which will be fastened to a plate equipped with filters and vents for vacuuming fumes and gases. The plate will vacuum gases and fumes from vertical vents slots created on the sides of the male and from through holes in the same male, using a vacuum device attached to the support equipped with a vacuum chamber.
- newly designed and constructed molds for all casting technologies, from which part of the frames have been removed, attributing them to the bench, obtaining smaller molds which weigh and cost considerably less.
- existing molds for the current gravity and low-pressure casting technologies, to be changed to eliminate parts of the frames already attributed to the new bench and with the construction of a few accessories to standardise them in compliance with newly constructed molds, for use in gravity, low-pressure and "combined" technologies;
- existing or new molds for all casting technologies,
- existing or new molds all equipped with "mushrooms" for mounting and quickly locking the ejectors plates, slides or half slides onto the new bench;
- existing or new molds for gravity casting, with reduced frames and weights, for mounting on new benches positioned on carrousels or on the ground.
-
- 1) Place the complete mold on the
base plate 29 of the bench, positioning thedrag 35 in thecentring keys 14. - 2) Clamp the drag to the base plate with quick fastening by means of the four
hydraulic cylinders 15. - 3) Hook the
mushroom 39 of the lower ejectors plate to theplate holder 17 using theslide 19 and thehydraulic cylinder 21. - 4) Close the
slides carriers 1 of the bench equipped withcentring keys 23 on the mold slides and hook the slides (mold figure inserts) using the twoslides 24 controlled byhydraulic cylinders 25. - 5) Hook the
mobile heads 44 and 44' of the mold manually to the related hydraulic cylinders using the shot sleeves supplied with the bench. - 6) Close the tilting arm 8 of the bench and lock it in place with the hydraulic cylinder 28'. Hook the cope or male or the plate to the
mold support 46 for fume and gas vacuuming, lowering thecylinder 10 and using the hooking pin 28'' of the bench to hook up themold support 46. - 7) Connect any mobile males on the mold to the automatic system governed by the computer.
- 8) Connect the Venturi pipes, where present and if required for use.
- 9) Connect the coolers.
- 10) Connect the vacuum device to the mold vacuum chamber support inlet, supported and moved by the arm of the bench for vacuuming fumes and gases.
- 11) Test all the manual cycle movements, including the movement of the tilting arm and the ejectors plate holder.
- 12) Run empty automatic cycles after connecting the computer and selecting the programme to suit the casting technology to be used. Return to the manual cycle.
- 13) Heat the mold if it has not already been preheated off the production line, ready for painting.
- 14) Use the manual control to open and tilt the slides , rotating the arm to the open position.
- 15) Paint the mold figures if this has not already been done off the production line: drag, slides, any heads, any cope or upper male.
- 16) Clean thoroughly, place the slides in the vertical position, carry out manual cycle test of all movements after heating and painting. Place everything in the open position with the ejectors plates in the low position.
- 17)Place all the cores in the mold (core making) and clean it.
- 18) Close the mobile heads, slides, any males on the mold, tilting arm, lowering hydraulic cylinder on the arm with support and anything else applied, to lock the top of the mold.
- 19) Lift the holding or maintenance furnace into contact with the molten metal inlets used in low-pressure casting or "combined" technology.
- 20) Check the temperature of the mold and the molten metal in the furnace.
- 21) Switch on the automatic production cycle.
- When using molds with four half slides or just two half slides on one side and a single slide on the opposite side, remember that, for core making purposes, only the lower half slides must be closed at the start of the cycle. The automatic cycle must be suited to requirements.
-
- 1) Start cycle with:
- a-slides open in the vertical position
- b-mobile heads open
- c-ejectors plate in the low position
- d-tilting arm open and all supported parts in the raised position
- 2) Automatic core-making with core making device.
- 3) Cleaning with a blast of air during the cycle to eliminate any grains of sand which become detached during core- making.
- 4) Closure in sequence of heads, slides and any mobile males on the mold.
- 5) Rotation of the arm in the operating position with the upper male or cope or closing and for fume and gas vacuum plate attached, depending on the casting technology.
- 6) Lowering by the hydraulic cylinder of the arm the cope or the upper male or the closing and for fume and gas vacuum plate, placing that applied to the arm in the operating position.
- 7) Opening of the fume and gas vacuum system. Opening of the Venturi pipes, where fitted and if necessary.
- 8) Casting depending on the mold mounted and according to the specific program , for the specific casting technology chosen.
- 9) Opening of timed coolers.
- 10) Timing of solidification.
- 11) Closing of timed coolers.
- 12) Raising of the cope or upper male to remove them from the casting, or of the sealing and fume and gas vacuum plate, if the upper part is created using a core.
- 13) Rotation of the upper arm to the open position.
- 14) Opening (extraction) of any mobile males on the mold.
- 15) Opening and rotation of the slides upwards by about 45°.
- 16) Opening of the mobile heads.
- 17) Expulsion of the casting out of the drag by the plate holder with the ejectors plate.
- 18) Positioning of casting pick up pliers.
- 19) Hook up of casting.
- 20) Removal of the casting from the mold.
- 21) Lowering of the plate holder with ejectors plate.
- 22) Cycle cleaning with mold open using air.
- 23) Start new production cycle.
Claims (18)
- Mould for obtaining castings, especially engine cylinders heads, comprising a drag (35) and an upper part obtained through cores or a metal cope, characterized by the fact that said drag is provided with inlets (36) for coupling to pipes from a furnace placed underneath the mold and containing the molten metal and by the fact that in said cores or in said metal cope open feeding risers are provided for gravity feeding the casting as the cooled metal shrinks and for attracting any slag, fumes and gases contained in the molten metal, the mold further comprising a plate (45) suitable for being pressed, during the casting phase, onto the upper surface of the mold to prevent the molten metal from overflowing through the risers, said plate being crossed by channels for the vacuuming of fumes and gases from the mold and being fastened to a support (46) in which there is a vacuum chamber (46") communicating with an external vacuum device, said plate's vacuum channels being provided with filter to prevent the passage of the molten metal.
- Casting apparatus comprising:- a mould according to claim 1;- a casting machine for receiving said mould, said casting machine comprising a tilting arm (8) hinged to the top of the machine and carrying the plate (45) of the mould; and- a vacuum device connected to the support (46) of the plate or metal cope for the vacuuming of fumes and gases from the mould.
- Casting apparatus according to claim 2 , wherein the plate or the metal cope of the mould are attached to a hydraulic cylinder (20) carried by the tilting arm (8) for their vertical movement.
- Casting apparatus according to claim 2 or 3, where the mould is equipped with a drag and an ejector plate extending downwords from said drag, the casting machine comprising a lower main structure (30) suitable for housing a holding or maintenance furnace (32) for feeding the mould, an upper main structure (31) resting on said lower structure, a base plate (29) resting on the upper main structure (31), a cooled plate (16) positioned on the base plate (19) and suitable for receiving the drag (35) of the mold, and, underneath the cooled plate (16), a plate holder (17) to be fastened to the ejectors plate of the mold and running vertically between an inactive lowered position and a raised casting expulsion position.
- Casting apparatus according to claim 4, wherein the cooled plate (16) is fitted with an opening (16') for passage of the ejectors plate (38).
- Casting apparatus according to claim 5, wherein the casting machine comprises quick lock means for fastening together the ejectors plate (38) of the mold and the plate holder (17) of the casting machine.
- Casting apparatus according to claim 6, in which the mold ejectors plate has a pair of mushrooms (39) and in which the plate holder of the machine is provided with a slide (19) which runs along the plate holder and has slots adapted to receive the mushrooms and to lock them in place following the movement of the slide controlled by a hydraulic cylinder (21).
- Casting apparatus according to anyone of the claims from 2 to 7, especially for engine cylinders heads, wherein the mold has two sides, and wherein the casting machine comprises two sides carriers (1) which are fixed to the corresponding side of the mold and slide along guide columns (5) and sliding gibs (20) fitted to the machine for a movement of the slides by hydraulic cylinders (4).
- Casting apparatus according to claim 8, in which the sides are fastened to the sides carriers by automatic quick locking devices.
- Casting apparatus according to claim 9, in which every sides carriers has a slide (24) with slots to receive a pair of mushrooms which protrude from the side of the mold and lock them in place following the movement of the slide controlled by a hydraulic cylinder (25).
- Casting apparatus according to claim 9 or 10, in which the sides carriers (1) are hinged to the sides of the machine, making it possible to rotate then upwards by means of oscillating hydraulic cylinders (7) fitted to the machine to enable easy cleaning and repainting of the figure parts of the sides of the molds.
- Casting apparatus according to any of the claims from 2 to 11, in which at least one side of the mold is made in at least two overlapping parts and in which the related side carrier is made up of at least two corresponding parts, each of which is moved by a hydraulic cylinder (4), said hydraulic cylinder being controllable independently or in parallel.
- Casting apparatus according to anyone of the claims 2 to 12, in which, during the casting process, the tilting arm is closed on the casting machine and locked to the latter from the opposite side compared with the hinged side by a locking device, such as a jack (28').
- Casting apparatus according to any of the claims from 4 to 13, wherein the main lower structure (30) is removable from the upper structure (31) for placing said upper structure on a carrousel or on the ground for a gravity casting procedure.
- Casting procedure, particularly for engine cylinder heads, comprising the steps of:- providing for a mould according to claim 1;- forcing molten metal to flow into the mould from a furnace situaded below said mold by exerting a pressure on the surface of said molten metal;- sealing the top of the mold, at least at the level of the open feeding risers, by means of the plate of the mould in such a way to prevent the molten metal introduced under pressure from overflowing through the risers, and- connecting the support of the plate of the mould to a vacuum device for vacuuming fumes and gases from said open raisers.
- Casting procedure according to claim 15, in which the expulsion of the casting from the mold takes place below it.
- Casting procedure in accordance with claim 15 or 16, in which at least the upper part of the figure of the casting is obtained using cores.
- Casting procedure in accordance with claim 16, in which at least the upper part of the figure of the casting is obtained using a metal cope.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| IT000068A ITBS20030068A1 (en) | 2003-07-07 | 2003-07-07 | BENCH, SHELL AND PROCESS OF CASTING, IN PARTICULAR FOR MOTOR CYLINDER HEAD. |
| PCT/IT2003/000579 WO2005002761A1 (en) | 2003-07-07 | 2003-09-29 | Bench, mold and casting procedure, in particular for engine cylinders heads |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1641579A1 EP1641579A1 (en) | 2006-04-05 |
| EP1641579B1 true EP1641579B1 (en) | 2009-01-21 |
Family
ID=33561953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03758682A Expired - Lifetime EP1641579B1 (en) | 2003-07-07 | 2003-09-29 | Bench, mold and casting procedure in particular for engine cylinders heads |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20060157217A1 (en) |
| EP (1) | EP1641579B1 (en) |
| CN (1) | CN1802227A (en) |
| AR (1) | AR043991A1 (en) |
| AT (1) | ATE421397T1 (en) |
| AU (1) | AU2003274719A1 (en) |
| BR (1) | BR0318389A (en) |
| CA (1) | CA2531212A1 (en) |
| DE (1) | DE60326016D1 (en) |
| IT (1) | ITBS20030068A1 (en) |
| MX (1) | MXPA05014128A (en) |
| RU (1) | RU2328360C2 (en) |
| TW (1) | TW200505610A (en) |
| WO (1) | WO2005002761A1 (en) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU9298398A (en) | 1997-09-05 | 1999-03-29 | Prevue International, Inc. | Program guide application interface system |
| AR019458A1 (en) | 1998-07-23 | 2002-02-20 | United Video Properties Inc | AN INTERACTIVE TELEVISION PROGRAMMING GUIDE PROVISION THAT SERVES AS AN ENTRY |
| US20050177850A1 (en) | 1999-10-29 | 2005-08-11 | United Video Properties, Inc. | Interactive television system with programming-related links |
| CN100420544C (en) * | 2005-11-11 | 2008-09-24 | 武汉重工铸锻有限责任公司 | Technique for manufacturing cylinder cover of diesel engine in use for forging stele ingot without casting head |
| US9802247B1 (en) | 2013-02-15 | 2017-10-31 | Materion Corporation | Systems and methods for counter gravity casting for bulk amorphous alloys |
| CN103192068B (en) * | 2013-04-24 | 2015-08-12 | 无锡夕阳康科技有限公司 | Energy-saving compressor casing automated production equipment |
| NO2756167T3 (en) * | 2014-01-29 | 2018-06-16 | ||
| CN104399941A (en) * | 2014-11-11 | 2015-03-11 | 东莞市锐风机械有限公司 | Low-pressure casting process for aircraft engine crankcast part |
| US10668529B1 (en) | 2014-12-16 | 2020-06-02 | Materion Corporation | Systems and methods for processing bulk metallic glass articles using near net shape casting and thermoplastic forming |
| JP6396498B2 (en) * | 2014-12-24 | 2018-09-26 | 本田技研工業株式会社 | Mold for casting |
| JP6371867B2 (en) * | 2015-02-09 | 2018-08-08 | 本田技研工業株式会社 | Mold for casting |
| KR101909854B1 (en) | 2015-05-29 | 2018-10-18 | 닛산 지도우샤 가부시키가이샤 | Casting apparatus of cylinder head and casting method of cylinder head |
| JP6547776B2 (en) | 2017-01-31 | 2019-07-24 | トヨタ自動車株式会社 | Casting apparatus and casting method |
| DE102017124150B4 (en) * | 2017-10-17 | 2021-01-28 | Ks Huayu Alutech Gmbh | Die casting mold for casting cylinder crankcases or crankcase lower parts |
| KR20200118651A (en) * | 2019-04-08 | 2020-10-16 | 현대자동차주식회사 | Method for manufacturing a heterogeneous castings and the castings |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1268320B (en) * | 1962-12-07 | 1968-05-16 | Karl Schmidt Ges Mit Beschraen | Device for vertical casting expansion from low-pressure casting tools |
| FR2210467B1 (en) * | 1972-12-15 | 1975-03-28 | Voisin Ets A | |
| IT1070235B (en) * | 1976-02-04 | 1985-03-29 | Fata Spa Ora Fata Europ Group | LOW PRESSURE SHELL CASTING DEVICE OF LIGHT ALLOY PIECES |
| GB8604386D0 (en) * | 1986-02-21 | 1986-03-26 | Cosworth Res & Dev Ltd | Casting |
| GB2225970A (en) * | 1988-07-04 | 1990-06-20 | Collins Motor Corp Ltd | Low pressure casting of metal |
| US5088546A (en) * | 1991-05-10 | 1992-02-18 | General Motors Corporation | Vacuum-assisted counter gravity casting apparatus with valve to prevent flow of melt from mold |
| US5230379A (en) * | 1992-01-15 | 1993-07-27 | Cmi-International, Inc. | Countergravity casting apparatus and method |
| US5271451A (en) * | 1992-09-01 | 1993-12-21 | General Motors Corporation | Metal casting using a mold having attached risers |
| JPH07308750A (en) * | 1993-09-02 | 1995-11-28 | Mazda Motor Corp | Low pressure casting device and low pressure casting method |
| US5607007A (en) * | 1994-10-19 | 1997-03-04 | Hitchiner Manufacturing Co., Inc. | Directional solidification apparatus and method |
| US6499529B1 (en) * | 2001-08-17 | 2002-12-31 | Hitchiner Manufacturing Co., Inc. | Centrifugal countergravity casting |
-
2003
- 2003-07-07 IT IT000068A patent/ITBS20030068A1/en unknown
- 2003-09-29 WO PCT/IT2003/000579 patent/WO2005002761A1/en active Application Filing
- 2003-09-29 MX MXPA05014128A patent/MXPA05014128A/en unknown
- 2003-09-29 CN CNA038267543A patent/CN1802227A/en active Pending
- 2003-09-29 AT AT03758682T patent/ATE421397T1/en not_active IP Right Cessation
- 2003-09-29 US US10/563,950 patent/US20060157217A1/en not_active Abandoned
- 2003-09-29 DE DE60326016T patent/DE60326016D1/en not_active Expired - Fee Related
- 2003-09-29 AU AU2003274719A patent/AU2003274719A1/en not_active Abandoned
- 2003-09-29 RU RU2005139731/02A patent/RU2328360C2/en not_active IP Right Cessation
- 2003-09-29 EP EP03758682A patent/EP1641579B1/en not_active Expired - Lifetime
- 2003-09-29 CA CA002531212A patent/CA2531212A1/en not_active Abandoned
- 2003-09-29 BR BRPI0318389-0A patent/BR0318389A/en not_active IP Right Cessation
-
2004
- 2004-02-25 TW TW093104816A patent/TW200505610A/en unknown
- 2004-04-07 AR ARP040101171A patent/AR043991A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| AU2003274719A1 (en) | 2005-01-21 |
| BR0318389A (en) | 2006-07-25 |
| AR043991A1 (en) | 2005-08-17 |
| ATE421397T1 (en) | 2009-02-15 |
| DE60326016D1 (en) | 2009-03-12 |
| CN1802227A (en) | 2006-07-12 |
| TW200505610A (en) | 2005-02-16 |
| ITBS20030068A1 (en) | 2005-01-08 |
| RU2005139731A (en) | 2007-08-20 |
| EP1641579A1 (en) | 2006-04-05 |
| RU2328360C2 (en) | 2008-07-10 |
| WO2005002761A1 (en) | 2005-01-13 |
| CA2531212A1 (en) | 2005-01-13 |
| MXPA05014128A (en) | 2006-03-13 |
| US20060157217A1 (en) | 2006-07-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1641579B1 (en) | Bench, mold and casting procedure in particular for engine cylinders heads | |
| US4733714A (en) | Method of and apparatus for casting | |
| US3863706A (en) | Metal casting | |
| US9114454B2 (en) | Arrangement and method for moulds for metal casting | |
| EA004445B1 (en) | Method and apparatus for casting metal | |
| JP2008264867A (en) | Foundry equipment for casting cast product | |
| CN110958921A (en) | Method and apparatus for countergravity mold filling | |
| CN110976814B (en) | Semi-continuous antigravity pouring method for aluminum alloy automobile frame | |
| US4862945A (en) | Vacuum countergravity casting apparatus and method with backflow valve | |
| CN108463298B (en) | Device for casting | |
| JP2866593B2 (en) | Casting equipment | |
| MX2007002351A (en) | Method and device for casting molten metal. | |
| EP0234877B1 (en) | Method of and apparatus for casting | |
| US5725041A (en) | Molding machine | |
| JP4341021B2 (en) | Pattern plate reuse method and frameless mold making machine | |
| GB2035165A (en) | Casting in gas permeable moulds | |
| US20080169075A1 (en) | Molding machine and molding method | |
| JP2560356B2 (en) | Vacuum suction precision casting method | |
| EP1797979B1 (en) | Casting production apparatus and method | |
| JP3695478B2 (en) | Casting method and equipment in inert gas atmosphere | |
| CN211965891U (en) | Lost foam casting part distributing table | |
| JPS628260B2 (en) | ||
| JPH0829397B2 (en) | Alternating die moving tilt type vertical casting machine | |
| JP2002011568A (en) | Casting method using mold composed of two half-molds, and its mold/heat-sink and casting station facility | |
| JPH11309560A (en) | Method for taking out casting and device therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20051214 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20060512 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60326016 Country of ref document: DE Date of ref document: 20090312 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090421 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090622 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 |
|
| 26N | No opposition filed |
Effective date: 20091022 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090421 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090929 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090929 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100401 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090930 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090422 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090722 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110929 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20120330 Year of fee payment: 9 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: IT Effective date: 20120630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120929 |