EP1625771B1 - Method for heating components - Google Patents
Method for heating components Download PDFInfo
- Publication number
- EP1625771B1 EP1625771B1 EP04728098A EP04728098A EP1625771B1 EP 1625771 B1 EP1625771 B1 EP 1625771B1 EP 04728098 A EP04728098 A EP 04728098A EP 04728098 A EP04728098 A EP 04728098A EP 1625771 B1 EP1625771 B1 EP 1625771B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- laser
- component
- heating
- turbine blade
- heated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000010438 heat treatment Methods 0.000 title claims description 36
- 238000000034 method Methods 0.000 title claims description 30
- 238000003466 welding Methods 0.000 claims description 17
- 230000005855 radiation Effects 0.000 claims description 12
- 238000012545 processing Methods 0.000 claims description 8
- 238000005259 measurement Methods 0.000 claims description 4
- 230000001105 regulatory effect Effects 0.000 claims 1
- 230000001939 inductive effect Effects 0.000 description 6
- 238000004372 laser cladding Methods 0.000 description 4
- 238000012423 maintenance Methods 0.000 description 4
- 238000009529 body temperature measurement Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000012720 thermal barrier coating Substances 0.000 description 1
- 238000010792 warming Methods 0.000 description 1
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS, OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D99/00—Subject matter not provided for in other groups of this subclass
- F27D99/0001—Heating elements or systems
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05B—ELECTRIC HEATING; ELECTRIC LIGHT SOURCES NOT OTHERWISE PROVIDED FOR; CIRCUIT ARRANGEMENTS FOR ELECTRIC LIGHT SOURCES, IN GENERAL
- H05B3/00—Ohmic-resistance heating
- H05B3/0033—Heating devices using lamps
- H05B3/0038—Heating devices using lamps for industrial applications
Definitions
- the invention relates to a method for heating components before and / or during further processing thereof in the form of a laser build-up welding.
- Components such as turbine blades of gas turbines, must be heated in the production and maintenance of the same to carry out a variety of machining processes. This warming is also known as preheating.
- build-up welding In the maintenance of turbine blades, for example, so-called build-up welding is used.
- build-up welding the preheating of the turbine blades to be welded to a desired process temperature is required. Only when the turbine blade to be welded has been heated to the process temperature and maintained at the desired process temperature during build-up welding can reliable surfacing be performed.
- inductive systems are used for heating or for preheating of components.
- Such inductive systems may be, for example, coils that heat the component based on inductive energy input.
- the heating or preheating of components by means of inductive systems has the disadvantage that when heated or preheating high temperature tolerances of up to 50 ° C can be set on the component to be heated. This inaccurate temperature distribution on the component to be heated is disadvantageous.
- inductive systems consume a great deal of energy.
- Another disadvantage of inductive systems is that higher temperatures can occur in the interior of the component during heating or preheating than at the surface of the component. This can lead to damage to the component.
- the document DE 197 20 652 A relates to a heating device and a method for heating a component.
- a heat source for generating a locally different heat input is proposed in a component.
- the heating source preferably has a plurality of radiation sources, in particular for heat radiation differently adjustable radiation power, the radiation sources should preferably be heating elements.
- a preheating by means of high-energy laser, electron and plasma jets is conceivable, but it is noted that a uniform heating is problematic, and there is a risk of local melting.
- a ceramic thermal barrier coating is to be applied to the warm component.
- the document US-A-5,701,669 Protects a process for repairing turbine blades by buildup welding to restore the desired blade length.
- a kind of mold made of sheet metal strips is fixed to a worn blade tip, which forms the weld and limits.
- the mold is fixed with injection-molded plastic.
- the welding process is preferably laser powder buildup welding. A component preheating is not provided for in this document.
- the present invention is based on the problem to provide a novel method for heating components, which are subjected to a laser cladding.
- At least one laser device is used for heating as an energy source, wherein a separate laser device is used for laser buildup welding.
- laser devices By using laser devices to heat the component, a faster heating is achieved than in known from the prior art heating method. Furthermore, the use of laser devices ensures that no higher temperatures occur within the component to be heated than at its surfaces. Furthermore, laser devices have radiant energy with a narrow specific wavelength. As this provides for a defined energy input to the component and affects the result of the heating of the component advantageous.
- setting angles with which the laser beams strike the or each surface of the component to be heated are adapted to the contour of the corresponding surface.
- the homogeneity of the energy input is improved, especially in components such as turbine blades, which have different curved surfaces.
- the heating of the component is measured and depending on the heating is controlled so that the performance of the or each laser device is adjusted to Erzeilung a desired temperature setpoint. This ensures compliance with the desired temperature setpoint, which is particularly advantageous if during the processing of the component of the temperature setpoint heating for a longer period should be met.
- Fig. 1 to 3 each show different embodiments of the method according to the invention.
- Fig. 1 shows very schematically a turbine blade 10 of a high-pressure turbine of an aircraft engine. It is now within the meaning of the present invention to heat the turbine blade 10 of the high-pressure turbine before and / or during further processing thereof. In the further processing of the turbine blade 10 may be, for example, so-called build-up welding.
- At least one laser device is used as the energy source for heating or preheating the component.
- laser devices diode lasers are preferably used. The use of the diode laser is particularly advantageous. Alternatively or in addition to the diode lasers, however, other sources of laser radiation can also be used as energy sources. Exemplary here called CO 2 laser, Nd laser, YAG laser or Eximer laser.
- the turbine blade 10 to be heated is irradiated on two sides by the laser devices. This means that from two irradiation directions radiant energy to the turbine blade 10 to be heated or on the corresponding surfaces thereof is directed. So shows Fig. 1
- the first arrows 11 visualize the irradiation of the turbine blade 10 to be heated from a first irradiation direction
- the second arrows 12 visualize the irradiation thereof from a second irradiation direction.
- the two directions of irradiation in the direction of the arrows 11 and 12 serve for the irradiation of two different surfaces of the turbine blade 10. Due to the laser radiation, the turbine blade 10 is heated.
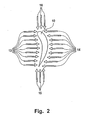
- the turbine blade 10 is irradiated from four directions. So shows Fig. 2 first arrows 13, second arrows 14, third arrows 15 and fourth arrows 16.
- the first arrows 13 visualize a first direction of irradiation.
- the second arrows 14 visualize a second irradiation direction, and the third and fourth arrows 15, 16 visualize a third and fourth irradiation direction, respectively.
- four different surfaces of the turbine blade 10 are irradiated here.
- the contour-tolerant loading of the turbine blade 10 with laser radiation energy can be improved, so that homogeneous heating of the turbine blade 10 can be achieved even with extremely curved surfaces of the turbine blade 10.
- the exact selection or determination of the number of irradiation directions depends, as already mentioned, on the one hand on the component to be irradiated and on the other hand on the type of further processing of the component to be performed before and / or during the irradiation.
- Fig. 3 shows a further embodiment of the method according to the invention, in which the turbine blade 10 to be heated or preheated is irradiated from four directions via laser devices.
- first arrows 17 visualize a first direction of irradiation
- second arrows 18 a second direction of irradiation
- third or fourth arrows 19 and 20 third and fourth irradiation directions.
- the angles of incidence with which the laser beams impinge on the surfaces of the turbine blade 10 to be heated are adapted to the contour of the corresponding surfaces. So shows Fig.
- the heating or preheating of the turbine blade 10 and thus the temperatures achieved at the respective surfaces of the turbine blade 10 are measured contactlessly over the surfaces.
- This non-contact measurement is carried out using one or more pyrometers.
- a pyrometer for temperature control is preferably used for each irradiation direction or for each surface of the turbine blade 10 to be irradiated or heated.
- a pyrometer for temperature control is preferably used for each irradiation direction or for each surface of the turbine blade 10 to be irradiated or heated.
- a pyrometer for temperature control is preferably used.
- a pyrometer for temperature control is preferably used for each irradiation direction or for each surface of the turbine blade 10 to be irradiated or heated.
- a pyrometer for temperature control is preferably used for each irradiation direction or for each surface of the turbine blade 10 to be irradiated or heated.
- Fig. 1 would therefore be two pyrometers and in the embodiments according to Fig
- the monitored by the non-contact temperature measurement heating or preheating of the component is used to control the heating of the turbine blade 10.
- the or each pyrometer measures the temperature on the corresponding surface of the turbine blade 10 and a corresponding measurement signal is forwarded to a control device, not shown.
- These measurement signals are from the controller in such a way further processed that a desired temperature setpoint is achieved on the corresponding surface.
- the power of the laser devices is influenced by the control device. After the desired temperature setpoint has been reached, the further regulation of the temperature takes over the power control of the respective laser device.
- diode lasers are preferably used as laser devices. Particularly advantageous is the use of diode lasers having a linear power output with linear control. Particularly preferably, the heating or preheating takes place when using diode lasers in a power range of 200 to 800 watts.
- diode lasers allow radiant energy to be applied to the turbine blade 10 to be heated with a narrowly limited specific wavelength. Focal lengths with positive, negative and parallel energy propagation of the laser radiation energy can be used. Especially with long focal lengths and parallel energy radiation, a clearly defined processing surface can be achieved even with changing arrangement of the component to be heated or the turbine blade 10 to be heated in the beam path.
- the defined wavelength of the diode laser enables a particularly good and defined limitation of the energy propagation. As a result, the surface of the turbine blade 10 to be heated can be precisely irradiated and heated.
- Fig. 1 to 3 each show the parallel energy radiation from each of the irradiation directions.
- the heating of the turbine blade 10 takes place in particular in connection with a further processing of the turbine blade 10 to be carried out before and / or during the heating.
- Such machining, in which heating or preheating of the turbine blade 10 is required, is the so-called build-up welding or laser beam buildup welding.
- the laser cladding is mainly used in the maintenance of gas turbines, in particular aircraft engines, use and it produces a metallurgical compound of basic and additional materials. This is how laser beam buildup welding becomes used in maintenance associated with wear zones on turbine blades, the wear zones primarily being the faces of turbine blades of high pressure turbines.
- the method according to the invention for heating or preheating turbine blades 10 can be used particularly advantageously.
- the method according to the invention serves for preheating the base material or the turbine blade to be serviced. These are heated, as described above in connection with the method according to the invention, using diode lasers.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Laser Beam Processing (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Description
Die Erfindung betrifft ein Verfahren zur Erwärmung von Bauteilen vor und/oder während einer weiteren Bearbeitung derselben in Form eines Laser-Auftragschweißens.The invention relates to a method for heating components before and / or during further processing thereof in the form of a laser build-up welding.
Bauteile, wie zum Beispiel Turbinenschaufeln von Gasturbinen, müssen bei der Produktion bzw. Instandhaltung derselben zur Durchführung verschiedenster Bearbeitungsverfahren erwärmt werden. Diese Erwärmung wird auch als Vorwärmung bezeichnet.Components, such as turbine blades of gas turbines, must be heated in the production and maintenance of the same to carry out a variety of machining processes. This warming is also known as preheating.
Bei der Instandhaltung von Turbinenschaufeln kommt zum Beispiel das sogenannte Auftragschweißen zur Anwendung. Im Zusammenhang mit dem Auftragschweißen ist die Vorwärmung der zu schweißenden Turbinenschaufeln auf eine gewünschte Prozesstemperatur erforderlich. Nur dann, wenn die zu schweißende Turbinenschaufel auf die Prozesstemperatur erwärmt worden ist und während des Auftragschweißens auf der gewünschten Prozesstemperatur gehalten wird, kann ein zuverlässiges Auftragschweißen durchgeführt werden.In the maintenance of turbine blades, for example, so-called build-up welding is used. In the context of build-up welding, the preheating of the turbine blades to be welded to a desired process temperature is required. Only when the turbine blade to be welded has been heated to the process temperature and maintained at the desired process temperature during build-up welding can reliable surfacing be performed.
Nach dem Stand der Technik werden zur Erwärmung bzw. zur Vorwärmung von Bauteilen sogenannte induktive Systeme verwendet. Bei solchen induktiven Systemen kann es sich zum Beispiel um Spulen handeln, die auf Grundlage induktiver Energieeinbringung das Bauteil erwärmen. Die Erwärmung bzw. Vorwärmung von Bauteilen mittels induktiver Systeme verfügt über den Nachteil, dass sich bei der Erwärmung bzw. Vorwärmung hohe Temperaturtoleranzen von bis zu 50°C am zu erwärmenden Bauteil einstellen können. Diese ungenaue Temperaturverteilung am zu erwärmenden Bauteil ist nachteilhaft. Weiterhin verbrauchen derartige induktive Systeme sehr viel Energie. Ein weiterer Nachteil induktiver Systeme liegt darin, dass sich bei der Erwärmung bzw. Vorwärmung im Inneren des Bauteils höhere Temperaturen einstellen können als an der Oberfläche des Bauteils, Dies kann zu Beschädigungen am Bauteil führen.According to the prior art so-called inductive systems are used for heating or for preheating of components. Such inductive systems may be, for example, coils that heat the component based on inductive energy input. The heating or preheating of components by means of inductive systems has the disadvantage that when heated or preheating high temperature tolerances of up to 50 ° C can be set on the component to be heated. This inaccurate temperature distribution on the component to be heated is disadvantageous. Furthermore, such inductive systems consume a great deal of energy. Another disadvantage of inductive systems is that higher temperatures can occur in the interior of the component during heating or preheating than at the surface of the component. This can lead to damage to the component.
Das Dokument
Das Dokument
Hiervon ausgehend liegt der vorliegenden Erfindung das Problem zu Grunde, ein neuartiges Verfahren zur Erwärmung von Bauteilen zu schaffen, die einem Laser-Auftragschweißen unterzogen werden.On this basis, the present invention is based on the problem to provide a novel method for heating components, which are subjected to a laser cladding.
Dieses Problem wird durch ein Verfahren mit den Merkmalen des Patentanspruchs 1 gelöst. Erfindungsgemäß wird zur Erwärmung als Energiequelle mindestens eine Lasereinrichtung verwendet, wobei für das Laser-Auftragschweißen eine separate Lasereinrichtung zum Einsatz kommt.This problem is solved by a method having the features of claim 1. According to the invention, at least one laser device is used for heating as an energy source, wherein a separate laser device is used for laser buildup welding.
Durch die Verwendung von Lasereinrichtungen zur Erwärmung des Bauteils wird eine schnellere Erwärmung erzielt als bei aus dem Stand der Technik bekannten Erwärmungsverfahren. Des weiteren wird durch die Verwendung von Lasereinrichtungen gewährleistet, dass innerhalb des zu erwärmenden Bauteils keine höheren Temperaturen auftreten als an seinen Oberflächen. Ferner verfügen Lasereinrichtungen über Strahlungsenergie mit einer eng begrenzbaren spezifischen Wellenlänge. Als dies sorgt für eine definierte Energieeinbringung auf das Bauteil und beeinflusst das Ergebnis der Erwärmung des Bauteils vorteilhaft.By using laser devices to heat the component, a faster heating is achieved than in known from the prior art heating method. Furthermore, the use of laser devices ensures that no higher temperatures occur within the component to be heated than at its surfaces. Furthermore, laser devices have radiant energy with a narrow specific wavelength. As this provides for a defined energy input to the component and affects the result of the heating of the component advantageous.
Nach einer vorteilhaften Weiterbildung der Erfindung werden Anstellwinkel, mit welchen die Laserstrahlen auf die oder jede Oberfläche des zu erwärmenden Bauteils treffen, an die Kontur der entsprechenden Oberfläche angepasst. Hierdurch wird die Homogenität der Energieeinbringung verbessert, insbesondere bei Bauteilen wie Turbinenschaufeln, die unterschiedlich gekrümmte Oberflächen aufweisen.According to an advantageous development of the invention, setting angles with which the laser beams strike the or each surface of the component to be heated are adapted to the contour of the corresponding surface. As a result, the homogeneity of the energy input is improved, especially in components such as turbine blades, which have different curved surfaces.
Nach einer vorteilhaften Ausgestaltung der Erfindung wird die Erwärmung des Bauteils gemessen und abhängig hiervon wird die Erwärmung derart geregelt, dass die Leistung der oder jeder Lasereinrichtung zur Erzeilung eines gewünschten Temperatur-Sollwerts angepasst wird. Dies sorgt für die Einhaltung des gewünschten Temperatur-Sollwerts, was insbesondere dann vorteilhaft ist, wenn während der Bearbeitung des Bauteils der Temperatur-Sollwert der Erwärmung über eine längeren Zeitraum eingehalten werden soll.According to an advantageous embodiment of the invention, the heating of the component is measured and depending on the heating is controlled so that the performance of the or each laser device is adjusted to Erzeilung a desired temperature setpoint. This ensures compliance with the desired temperature setpoint, which is particularly advantageous if during the processing of the component of the temperature setpoint heating for a longer period should be met.
Bevorzugte Weiterbildungen der Erfindung ergeben sich aus den abhängigen Unteransprüchen und der nachfolgenden Beschreibung. Ausführungsbeispiele der Erfindung werden, ohne hierauf beschränkt zu sein, an Hand der Zeichnung näher erläutert. In der Zeichnung zeigt:
- Fig. 1:
- eine stark schematisierte Anordnung mit einem zu erwärmenden Bauteil zur Verdeutlichung einer ersten Ausführungsform des erfindungsgemäßen Verfahrens;
- Fig. 2:
- eine stark schematisierte Anordnung mit einem zu erwärmenden Bauteil zur Verdeutlichung einer zweiten Ausführungsform des erfindungsgemäßen Verfahrens; und
- Fig. 3:
- eine stark schematisierte Anordnung mit einem zu erwärmenden Bauteil zur Verdeutlichung einer dritten Ausführungsform des erfindungsgemäßen Verfahrens.
- Fig. 1:
- a highly schematic arrangement with a component to be heated to illustrate a first embodiment of the method according to the invention;
- Fig. 2:
- a highly schematic arrangement with a component to be heated to illustrate a second embodiment of the method according to the invention; and
- 3:
- a highly schematic arrangement with a component to be heated to illustrate a third embodiment of the method according to the invention.
Nachfolgend wird das erfindungsgemäße Verfahren zur Erwärmung bzw. Vorwärmung von Bauteilen an der Vorwärmung einer Turbinenschaufel einer Gasturbine unter Bezugnahmen auf
Erfindungsgemäß wird zur Erwärmung bzw. Vorwärmung des Bauteils als Energiequelle mindestens eine Lasereinrichtung verwendet. Als Lasereinrichtungen kommen vorzugsweise Diodenlaser zum Einsatz. Der Einsatz der Diodenlaser ist besonderes vorteilhaft. Alternativ oder zusätzlich zu den Diodenlasern können jedoch auch andere Laserstrahlungsquellen als Energiequellen eingesetzt werden. Beispielhaft seinen hier CO2-Laser, Nd-Laser, YAG-Laser oder Eximer-Laser genannt.According to the invention, at least one laser device is used as the energy source for heating or preheating the component. As laser devices, diode lasers are preferably used. The use of the diode laser is particularly advantageous. Alternatively or in addition to the diode lasers, however, other sources of laser radiation can also be used as energy sources. Exemplary here called CO 2 laser, Nd laser, YAG laser or Eximer laser.
Beim Ausführungsbeispiel der
Nach dem Ausführungsbeispiel der
Es ist selbstverständlich, dass neben der in
Die exakte Auswahl bzw. Bestimmung der Anzahl von Bestrahlungsrichtungen hängt, wie bereits erwähnt, einerseits vom zu bestrahlenden Bauteil ab und andererseits von der Art der vor und/oder während der Bestrahlung durchzuführenden weiteren Bearbeitung des Bauteils.The exact selection or determination of the number of irradiation directions depends, as already mentioned, on the one hand on the component to be irradiated and on the other hand on the type of further processing of the component to be performed before and / or during the irradiation.
Allen Ausführungsbeispielen gemäß
Es liegt weiterhin im Sinne der hier vorliegenden Erfindung, dass die Erwärmung bzw. Vorwärmung der Turbinenschaufel 10 und damit die an den jeweiligen Oberflächen der Turbinenschaufel 10 erzielten Temperaturen berührungslos über die Oberflächen gemessen werden. Diese berührungslose Messung erfolgt unter Einsatz eines oder mehrerer Pyrometer. Für jede Bestrahlungsrichtung bzw. für jede zu bestrahlende bzw. zu erwärmende Oberfläche der Turbinenschaufel 10 kommt dabei vorzugsweise ein Pyrometer zur Temperaturkontrolle zum Einsatz. Im Ausführungsbeispiel der
Die mithilfe der berührungslosen Temperaturmessung überwachte Erwärmung bzw. Vorwärmung des Bauteils wird zu einer Reglung der Erwärmung der Turbinenschaufel 10 verwendet. So liegt es im Sinne der hier vorliegenden Erfindung, dass das oder jedes Pyrometer die Temperatur an der entsprechenden Oberfläche der Turbinenschaufel 10 misst und ein entsprechendes Messsignal an eine nicht-dargestellte Regeleinrichtung weitergeleitet wird. Diese Messsignale werden von der Regeleinrichtung derart weiterverarbeitet, dass ein gewünschter Temperatur-Sollwert an der entsprechenden Oberfläche erzielt wird. Hierzu wird die Leistung der Lasereinrichtungen von der Regeleinrichtung beeinflusst. Nachdem der gewünschte Temperatur-Sollwert erreicht wurde, übernimmt die weitere Regelung der Temperatur die Leistungsansteuerung der jeweiligen Lasereinrichtung.The monitored by the non-contact temperature measurement heating or preheating of the component is used to control the heating of the
Wie bereits erwähnt, werden als Lasereinrichtungen vorzugsweise Diodenlaser verwendet. Besonders vorteilhaft ist die Verwendung von Diodenlasern, die eine lineare Leistungsabgabe bei linearer Ansteuerung aufweisen. Besonders bevorzugt erfolgt die Erwärmung bzw. Vorwärmung bei Verwendung von Diodenlasern in einen Leistungsbereich von 200 bis 800 Watt.As already mentioned, diode lasers are preferably used as laser devices. Particularly advantageous is the use of diode lasers having a linear power output with linear control. Particularly preferably, the heating or preheating takes place when using diode lasers in a power range of 200 to 800 watts.
Weiterhin ermöglichen Diodenlaser, dass Strahlungsenergie mit einer eng begrenzten spezifischen Wellenlänge auf die zu erwärmende Turbinenschaufel 10 eingebracht werden kann. Es können Brennweiten mit positiven, negativen und parallelen Energieausbreitungen der Laserstrahlungsenergie eingesetzt werden. Speziell bei langen Brennweiten und paralleler Energiestrahlung ist auch bei wechselnder Anordnung des zu erwärmenden Bauteils bzw. der zu erwärmenden Turbinenschaufel 10 im Strahlengang eine klar definierte Bearbeitungsfläche erzielbar. Die definierte Wellenlänge der Diodenlaser ermöglicht eine besonders gute sowie definierte Begrenzung der Energieausbreitung. Hierdurch kann die zu erwärmende Oberfläche der Turbinenschaufel 10 präzise bestrahlt und erwärmt werden.
Wie bereits mehrfach erwähnt, findet die Erwärmung der Turbinenschaufel 10 insbesondere im Zusammenhang mit einer vor und/oder während der Erwärmung durchzuführenden, weiteren Bearbeitung der Turbinenschaufel 10 statt. Eine derartige Bearbeitung, bei der eine Erwärmung bzw. Vorwärmung der Turbinenschaufel 10 erforderlich ist, ist das sogenannte Auftragschweißen bzw. Laserstrahl-Auftragschweißen.As already mentioned several times, the heating of the
Das Laserstrahl-Auftragschweißen findet vor allem bei der Instandhaltung von Gasturbinen, insbesondere Flugzeugtriebwerken, Verwendung und es erzeugt eine metallurgische Verbindung von Grund- und Zusatzwerkstoffen. So wird das Laserstrahl-Auftragschweißen bei der Instandhaltung im Zusammenhang mit Verschleißzonen an Turbinenschaufeln benutzt, wobei es sich bei den Verschleißzonen in erster Linie um die Stirnflächen der Turbinenschaufeln von Hochdruckturbinen handelt. Bei einem derartigen Laserstrahl-Auftragschweißen kann das erfindungsgemäße Verfahren zur Erwärmung bzw. Vorwärmung von Turbinenschaufeln 10 besonders vorteilhaft eingesetzt werden. So dient beim Laserstrahl-Auftragschweißen das erfindungsgemäße Verfahren der Vorwärmung des Grundwerkstoffs bzw. der instandzuhaltenden Turbinenschaufel. Diese werden, wie oben im Zusammenhang mit dem erfindungsgemäßen Verfahren beschrieben, unter Verwendung von Diodenlasern erwärmt. Bei der Ausnutzung des erfindungsgemäßen Verfahrens im Zusammenhang mit dem Laser-Auftragschweißen hat sich gezeigt, dass mit Diodenlasern, die bei ca. 700 W betrieben werden, ein Temperatur-Sollwert von ca. 950 °C nach einer mittleren Aufwärmzeit von 30 s erreicht werden kann. Mit dem Laser-Auftragschweißungen kann nach 40 s begonnen werden, wobei die Zeitdifferenz von 10 s der Homogenisierung des Temperaturverlaufs innerhalb der zu bearbeitenden Turbinenschaufel dient. Zum eigentlichen Laser-Auftragschweißen werden dann separate Lasereinrichtungen verwendet.The laser cladding is mainly used in the maintenance of gas turbines, in particular aircraft engines, use and it produces a metallurgical compound of basic and additional materials. This is how laser beam buildup welding becomes used in maintenance associated with wear zones on turbine blades, the wear zones primarily being the faces of turbine blades of high pressure turbines. In the case of such laser beam buildup welding, the method according to the invention for heating or preheating
Claims (9)
- Method for heating components, in particular components of gas turbines, before and/or during further processing of the same in the form of laser build-up welding, characterised in that at least one laser device is used for the heating as an energy source, with a separate laser device being employed for the laser build-up welding.
- Method according to claim 1, characterised in that the component is irradiated at least on one side by the or each laser device.
- Method accord to claim 1 or 2, characterised in that the component is irradiated with laser radiation on two sides from two irradiation directions, wherein preferably one laser device is used for each irradiation direction.
- Method according to claim 1 or 2, characterised in that the component is irradiated with laser radiation on all sides from a plurality of irradiation directions, wherein preferably one laser device is used for each irradiation direction.
- Method according to one of claims 1 to 4, characterised in that angles of incidence, with which the laser beams meet with the or each surface of the component that is to be heated, are adapted to the contour of the corresponding surface.
- Method according to one of claims 1 to 5, characterised in that the rise in temperature of the component is measured and as a function thereof the heating is regulated in such a way that the output of the or each laser device is adapted in order to achieve a desired temperature setpoint value.
- Method according to claim 6, characterised in that the heating and measurement of the rise in temperature of the component are carried out in a contact-free manner.
- Method according to one of claims 1 to 7, characterised in that one or more diode lasers are used as laser devices.
- Method according to one of claims 1 to 8, characterised in that the component is formed as a turbine blade of a gas turbine.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10322344A DE10322344A1 (en) | 2003-05-17 | 2003-05-17 | Process for heating components |
| PCT/DE2004/000812 WO2004105436A1 (en) | 2003-05-17 | 2004-04-17 | Method for heating components |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1625771A1 EP1625771A1 (en) | 2006-02-15 |
| EP1625771B1 true EP1625771B1 (en) | 2012-08-29 |
Family
ID=33394728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04728098A Expired - Lifetime EP1625771B1 (en) | 2003-05-17 | 2004-04-17 | Method for heating components |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20070017607A1 (en) |
| EP (1) | EP1625771B1 (en) |
| JP (1) | JP4500815B2 (en) |
| DE (1) | DE10322344A1 (en) |
| WO (1) | WO2004105436A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5611757B2 (en) * | 2010-10-18 | 2014-10-22 | 株式会社東芝 | Heat repair device and heat repair method |
| US20140065320A1 (en) * | 2012-08-30 | 2014-03-06 | Dechao Lin | Hybrid coating systems and methods |
| JP6050141B2 (en) * | 2013-02-22 | 2016-12-21 | 三井造船株式会社 | Hardfacing welding apparatus and method |
| US10520919B2 (en) * | 2017-05-01 | 2019-12-31 | General Electric Company | Systems and methods for receiving sensor data for an operating additive manufacturing machine and mapping the sensor data with process data which controls the operation of the machine |
| JP7102640B1 (en) * | 2022-02-28 | 2022-07-19 | ヤマザキマザック株式会社 | Additional manufacturing method, additional manufacturing system, and additional manufacturing program |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3938418A (en) * | 1973-12-14 | 1976-02-17 | Gustav Wagner Maschinenfabrik | Circular saw blade |
| JPS583478B2 (en) * | 1978-03-03 | 1983-01-21 | 株式会社日立製作所 | Laser heating method and device |
| JPS57185918A (en) * | 1981-05-06 | 1982-11-16 | Hitachi Ltd | Method and apparatus for heating metal by laser irradiation |
| JPS58221222A (en) * | 1982-06-16 | 1983-12-22 | Sumitomo Metal Ind Ltd | Production of corrosion resistant iron and steel |
| US4539462A (en) * | 1983-01-24 | 1985-09-03 | Westinghouse Electric Corp. | Robotic laser beam delivery apparatus |
| US4857699A (en) * | 1987-01-30 | 1989-08-15 | Duley Walter W | Means of enhancing laser processing efficiency of metals |
| JPS63248587A (en) * | 1987-04-03 | 1988-10-14 | Toshiba Corp | Turbine rotor and its build-up welding method |
| JPH02175090A (en) * | 1988-12-27 | 1990-07-06 | Isamu Miyamoto | Laser beam forming machine |
| US5493445A (en) * | 1990-03-29 | 1996-02-20 | The United States Of America As Represented By The Secretary Of The Navy | Laser textured surface absorber and emitter |
| JPH058062A (en) * | 1991-07-03 | 1993-01-19 | Toshiba Corp | Laser beam machine |
| JP3272534B2 (en) * | 1994-03-14 | 2002-04-08 | 三菱重工業株式会社 | Laser welding method for Al alloy |
| JP3256090B2 (en) * | 1994-08-11 | 2002-02-12 | 松下電器産業株式会社 | Laser heating tool, laser heating apparatus and method |
| DE19547903C1 (en) * | 1995-12-21 | 1997-03-20 | Mtu Muenchen Gmbh | Mfr. or repair of turbine blade tips using laser beam weld-coating and blade master alloy metal powder filler |
| JPH09302410A (en) * | 1996-05-13 | 1997-11-25 | Toshiba Corp | Laser beam hardening apparatus |
| US5759641A (en) * | 1996-05-15 | 1998-06-02 | Dimitrienko; Ludmila Nikolaevna | Method of applying strengthening coatings to metallic or metal-containing surfaces |
| DE19720652A1 (en) * | 1996-05-17 | 1997-11-20 | Siemens Ag | Heating apparatus for use in e.g. manufacture of gas turbines |
| DE19639667C1 (en) * | 1996-09-27 | 1998-03-12 | Daimler Benz Aerospace Airbus | Process for welding profiles on large-format aluminum structural components using laser beams |
| US6078022A (en) * | 1997-12-30 | 2000-06-20 | Lsp Technologies, Inc. | Laser peening hollow core gas turbine engine blades |
| TW444275B (en) * | 1998-01-13 | 2001-07-01 | Toshiba Corp | Processing device, laser annealing device, laser annealing method, manufacturing device and substrate manufacturing device for panel display |
| US6833405B1 (en) * | 1998-07-31 | 2004-12-21 | E. I. Du Pont De Nemours And Company | Compositions containing liquid crystalline polymers |
| DE10037053C2 (en) * | 2000-07-29 | 2002-06-13 | Mtu Aero Engines Gmbh | Method and device for the plasma pulse solidification of a metallic component |
| JP3686319B2 (en) * | 2000-08-30 | 2005-08-24 | 株式会社日立製作所 | Gas turbine blade welding method |
| US6428858B1 (en) * | 2001-01-25 | 2002-08-06 | Jimmie Brooks Bolton | Wire for thermal spraying system |
| US6752593B2 (en) * | 2001-08-01 | 2004-06-22 | Lsp Technologies, Inc. | Articles having improved residual stress profile characteristics produced by laser shock peening |
| US6759626B2 (en) * | 2001-08-01 | 2004-07-06 | L&P Technologies, Inc. | System for laser shock processing objects to produce enhanced stress distribution profiles |
| WO2003076150A1 (en) * | 2002-03-12 | 2003-09-18 | Mitsuboshi Diamond Industrial Co., Ltd. | Method and system for machining fragile material |
| US6857255B1 (en) * | 2002-05-16 | 2005-02-22 | Fisher-Barton Llc | Reciprocating cutting blade having laser-hardened cutting edges and a method for making the same with a laser |
| US6977775B2 (en) * | 2002-05-17 | 2005-12-20 | Sharp Kabushiki Kaisha | Method and apparatus for crystallizing semiconductor with laser beams |
| JP2004035953A (en) * | 2002-07-03 | 2004-02-05 | Thk Co Ltd | Hardening method and apparatus using laser beam |
-
2003
- 2003-05-17 DE DE10322344A patent/DE10322344A1/en not_active Ceased
-
2004
- 2004-04-17 WO PCT/DE2004/000812 patent/WO2004105436A1/en active Application Filing
- 2004-04-17 JP JP2006529581A patent/JP4500815B2/en not_active Expired - Fee Related
- 2004-04-17 US US10/556,644 patent/US20070017607A1/en not_active Abandoned
- 2004-04-17 EP EP04728098A patent/EP1625771B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| US20070017607A1 (en) | 2007-01-25 |
| EP1625771A1 (en) | 2006-02-15 |
| JP2007537877A (en) | 2007-12-27 |
| WO2004105436A1 (en) | 2004-12-02 |
| JP4500815B2 (en) | 2010-07-14 |
| DE10322344A1 (en) | 2004-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2335848B1 (en) | Optical irradiation unit for an assembly for producing workpieces by means of irradiating powder layers with laser radiation | |
| EP2836323B1 (en) | Multiple coil arrangement for a device for generative production of components and corresponding production method | |
| EP2691206B1 (en) | Method for machining a workpiece by means of a laser beam | |
| EP2087141B1 (en) | Process and apparatus for hardening the surface layer of components having a complicated shape | |
| EP2913124A2 (en) | Production of residual compressive stresses in generative production | |
| EP4017674B1 (en) | Method for flame cutting by means of a laser beam | |
| EP2429755B1 (en) | Device and method for machining the circumference of a material strand by means of a laser | |
| EP1844181A1 (en) | Cold gas spraying method | |
| EP2789413A1 (en) | Temperature control for a device for the generative production of components and a corresponding manufacturing method | |
| EP1342510B1 (en) | Process for stripping of engine elements and device for process execution | |
| EP1737603A1 (en) | Method and device for laser welding of components made from super alloys | |
| DE102012003202A1 (en) | Device useful for processing workpieces, preferably blades by wet laser, comprises a base, machining unit movably mounted on base, which carries wet laser unit, and workpiece support, where wet laser unit comprises e.g. laser beam source | |
| EP4035823A1 (en) | Process for beam processing of a plate or tubular workpiece | |
| DE102017009688A1 (en) | Method for turning workpieces and apparatus, in particular for carrying out such a method | |
| WO2021018431A1 (en) | Process for beam machining a plate-like or tubular workpiece | |
| DE3905551C3 (en) | Method and device for treating surfaces with a laser beam | |
| EP1625771B1 (en) | Method for heating components | |
| DE102014219656A1 (en) | Process for the production of components for gas turbines, and their products | |
| DE102007008653A1 (en) | Workpiece i.e. sheet-metal board, cutting method, involves subjecting deformation zone of local pre-heating unit limited on section or contour line with optical or electromagnetic radiation, before deformation of workpiece | |
| DE102017219184B4 (en) | Irradiation device and processing machine for irradiating a flat processing field | |
| WO1996028574A1 (en) | Process and device for increasing the degree of absorption during superficial solid phase hardening of workpieces by laser radiation | |
| DE102005017294A1 (en) | Laser beam processing device and method for processing by means of laser beam | |
| EP1702498B1 (en) | Method for heating components | |
| EP3856446B1 (en) | Method for smoothing the surface of a plastic component | |
| DE102010022094A1 (en) | Method for manufacturing base plate for bipolar plate of fuel cell, involves cutting source material i.e. stainless steel film, of base plate using laser beam from remote laser system, and reworking base plate after cutting |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20051026 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB |
|
| DAX | Request for extension of the european patent (deleted) | ||
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB |
|
| 17Q | First examination report despatched |
Effective date: 20060818 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502004013718 Country of ref document: DE Effective date: 20121025 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20130530 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502004013718 Country of ref document: DE Effective date: 20130530 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170424 Year of fee payment: 14 Ref country code: GB Payment date: 20170425 Year of fee payment: 14 Ref country code: DE Payment date: 20170425 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502004013718 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180417 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |