EP1593458B1 - Blockstück zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse, für dessen Bearbeitung - Google Patents
Blockstück zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse, für dessen Bearbeitung Download PDFInfo
- Publication number
- EP1593458B1 EP1593458B1 EP05008453A EP05008453A EP1593458B1 EP 1593458 B1 EP1593458 B1 EP 1593458B1 EP 05008453 A EP05008453 A EP 05008453A EP 05008453 A EP05008453 A EP 05008453A EP 1593458 B1 EP1593458 B1 EP 1593458B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- block piece
- basic body
- face
- cut
- deformable material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 230000003287 optical effect Effects 0.000 title claims abstract description 16
- 239000000463 material Substances 0.000 claims abstract description 74
- 238000003754 machining Methods 0.000 claims abstract description 11
- 238000001746 injection moulding Methods 0.000 claims description 14
- 239000004033 plastic Substances 0.000 claims description 10
- 239000004952 Polyamide Substances 0.000 claims description 3
- 229920002647 polyamide Polymers 0.000 claims description 3
- 239000002184 metal Substances 0.000 claims 1
- 238000002347 injection Methods 0.000 abstract description 21
- 239000007924 injection Substances 0.000 abstract description 21
- 238000012545 processing Methods 0.000 description 24
- 230000000903 blocking effect Effects 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 230000002093 peripheral effect Effects 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 4
- 238000004140 cleaning Methods 0.000 description 3
- 238000007517 polishing process Methods 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 239000003365 glass fiber Substances 0.000 description 2
- 238000000227 grinding Methods 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 229910000634 wood's metal Inorganic materials 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052500 inorganic mineral Inorganic materials 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 239000011707 mineral Substances 0.000 description 1
- 239000002991 molded plastic Substances 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 239000011265 semifinished product Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000012421 spiking Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B13/00—Machines or devices designed for grinding or polishing optical surfaces on lenses or surfaces of similar shape on other work; Accessories therefor
- B24B13/005—Blocking means, chucks or the like; Alignment devices
Definitions
- the present invention relates to a block piece for holding an optical workpiece for its processing according to the preamble of claim 1.
- a block piece is known from the German standard DIN 58766.
- the invention relates to a block piece for holding a spectacle lens for processing thereof, as masses of prescription workshops, i. Production plants for the production of individual eyeglass lenses from the usual materials (polycarbonate, mineral glass, CR 39, HI index, etc.) are used according to the recipe.
- a suitable right and / or left eyeglass lens blank is removed from a semi-finished stock.
- Semifinished product insofar as seen in a plan view usually round or oval, not yet geril faced eyeglass lens blanks are already finished on one of their two optically active surfaces.
- the eyeglass lens blanks are prepared for the blocking process, namely by applying a suitable protective film or a suitable protective lacquer to protect the already finished optically effective surface.
- the so-called "blocking" of the spectacle lens blanks takes place.
- the eyeglass lens blank is connected to a suitable block piece, for example a block piece according to the German standard DIN 58766.
- the block piece is first brought into a predetermined position relative to the protected, already finished surface of the spectacle lens blank and then in this position the space between block piece and eyeglass lens blank is filled with a molten material (wood-metal or wax). After solidification of the filling material, the block piece is a receptacle for processing the eyeglass lens blank. Only then can the eyeglass lens blanks be pre-machined by grinding, milling or turning, the previously unprocessed optically effective surface of the respective eyeglass lens blank receiving its macrogeometry according to the recipe. Then, the fine machining of the spectacle lenses takes place, in which the preprocessed optically effective surface of the respective spectacle lens receives the desired microgeometry.
- a molten material wood-metal or wax
- the fine machining is subdivided into a fine grinding process and an adjoining polishing process, or, if a polishable surface has already been produced during pre-processing, merely a polishing process. Only after the polishing process, the spectacle lens is separated from the block piece before finally cleaning steps and possibly further finishing steps, such as an antireflection or hard coating of the spectacle lenses followed.
- the block piece thus remains at several processing operations on the spectacle lens and this must keep it reliable.
- the Fig. 11 to 14 show a previously known block piece 10, which is designed according to the German standard DIN 58766.
- the block piece 10 has an annular base body 12 which is machined from steel or an aluminum alloy. Starting from a flat, annular end face 14 on which the spectacle lens (not shown) can be blocked by means of the temporarily deformable material (not shown), the base body 12 has a cylindrical clamping surface 16 on the outer peripheral side, via which the spectacle lens blocked on the base body 12 abuts a spindle (not shown) of a processing machine can be fixed. At the clamping surface 16 is followed by a conical centering surface 18, which extends to a flat annular surface 20 tapers at the bottom of the body 12 back.
- the main body 12 further has a central through-bore 22, which can be divided into three longitudinal sections.
- the through-bore 22 initially has a first conical surface 24, which tapers in the direction of the lower annular surface 20.
- a second conical surface 26 Connected to the first conical surface 24 is a second conical surface 26, which widens in the direction of the lower annular surface 20, so that the second conical surface 26, viewed from the end surface 14, forms an annular undercut on the main body 12.
- the second conical surface 26 finally merges via a planar annular shoulder 28 into a third conical surface 30, which is significantly longer than the first and second conical surfaces 24, 26 and likewise widens toward the lower annular surface 20.
- the spectacle lens In the blocked state of the spectacle lens (not shown) fills the fusible material, the through hole 22 at least in the region of the first and second conical surface 24, 26 and the blind holes 36 in the base body 12.
- the spectacle lens is held in a form-fitting manner on the block piece 10, wherein the fusible material engages behind the second cone surface 26 to bind the spectacle lens in the axial direction on the block piece 10 and engages the blind holes 36 to the spectacle lens against rotation relative to the block piece 10 to back up.
- Another block piece is from the US-A-5,669,807 known. This has a base body with the block-shaped workpiece facing end face and an adjoining the latter outer peripheral surface. While the end surface is undercut-free, the outer peripheral surface is provided with a circumferential groove which serves to receive a temporarily deformable material to secure the workpiece to which the temporarily deformable material adheres to the block piece. At the same time, the temporarily deformable material forms a radially outer bearing surface with respect to the groove, on which the composite formed from the block piece, temporarily deformable material and workpiece can be grasped and tensioned on a drive part.
- WO 03/018253 A a block piece whose base body is formed of a plastic which is permeable in particular to UV light.
- this prior art uses a UV curable adhesive that is cured by passing UV light through the base.
- the invention is based on the prior art, as represented by the German standard DIN 58766, the task based, a simple trained block piece for holding an optical workpiece, in particular a spectacle lens, to provide for its processing, where the optical workpiece by means of the temporarily deformable material as reliable as possible and for the whereabouts of the optical workpiece on the block piece permanently free of play can be determined.
- a block piece for holding an optical workpiece, in particular a spectacle lens, for the machining which comprises a base body having an end face on which the workpiece is aufblockbar by means of a temporarily deformable material, wherein the end face facing the locked workpiece, and an adjoining the outer surface of the end face clamping surface, over which the blocked on the base body workpiece on a spindle of a processing machine can be fixed, according to the invention of injection-molded plastic base body provided at its end face with at least two recesses for receiving the temporarily deformable material to are arranged on both sides of an imaginary plane which contains the central axis of the base body, and whose the central axis of the base body each closest boundary surface forms an undercut.
- the undercut boundary surfaces of the recesses for receiving the temporarily deformable material on opposite sides of the imaginary plane with respect to the central axis of the body radially inward.
- the temporarily deformable material is drawn in its shrinkage in the direction of the central axis of the body in the sense of a self-reinforcing solution against the undercut boundary surface of each recess for receiving the temporarily deformable material, the undercut boundary surface of the other recess acts as an abutment.
- the temporarily deformable material is also drawn against the end face of the body, so that any axial relative movement between the temporarily deformable material and the base body is prevented.
- the base body is injection-molded from plastic
- the recesses having the undercut boundary surfaces for receiving the temporarily deformable material can be formed in a simple manner with the aid of transverse slides in the injection mold, so that there is no machining of the in contrast to the generic state of the art Basic body needs.
- the use of plastic as a material for the base body advantageously allows the use of liquid solvents and cleaning agents for the block piece, which could not be used until now, because they would have attacked the metallic material of the previously known Block Native basic body.
- the use of plastic as a material for the base body also has the advantage that the block piece has a low weight, so that in the processing of the blocked optical workpiece compared to the generic state of the art workpiece lower moving masses are given. All in all, a block piece that can be produced at extremely low cost is created, which causes no problems in particular with regard to the tight fit of the temporarily deformable material and thus of the blocked optical workpiece on the block piece.
- the inner perimeter surface of the respective recess for receiving the temporarily deformable material is substantially flat and extends from the central axis of the main body approximately over the entire width of the end face of the main body.
- This results in a slot-like shape of the recesses for receiving the temporarily deformable Material which is particularly advantageous in that the thus formed recesses in contrast to the blind holes 36 according to the generic state of the art (see the FIGS. 11 and 12 ) can be cleaned particularly well by means of, for example, a brush in order to remove remnants of the temporarily deformable material, for example after the blocking of the optical workpiece, and thus to prepare the block piece for its next use.
- the inner boundary surface opposite outer boundary surface of the respective recess for receiving the temporarily deformable material is curved away from the inner boundary surface, so that the respective pocket opening like a pocket opens radially outward.
- the temporarily deformable material can thus easily flow into the respective recess from the outside during the blocking process.
- this embodiment of a good cleaning ability of the recesses for receiving the temporarily deformable material is conducive.
- the inner boundary surface may be connected to the outer boundary surface of the respective recess for receiving the temporarily deformable material via only an arcuate connecting surface, so that the respective recess expires at its longitudinal ends to the end face of the body in an advantageous manner continuously.
- the respective recess forms at this point, in contrast to the blind holes 36 in the generic state of the art so no step or corner, which can be difficult to clean by means of, for example, a brush.
- the number of recesses for receiving the temporarily deformable material may also be more than two, although it should be noted that with increasing number of recesses both the production cost of the block piece as well as the cleaning effort increases.
- the base body may be provided at its end face approximately with three recesses for receiving the temporarily deformable material, which are placed in a symmetrical arrangement about the central axis of the body around, so that the radially inner boundary surfaces of the recesses in a plan view of the end face seen the shape form an isosceles triangle.
- the block piece is preferred, in which the base body is provided at its end face with four recesses for receiving the temporarily deformable material, which are arranged in a symmetrical arrangement about the central axis of the base body, so that the inner boundary surfaces of the recesses forming the undercuts seen in a plan view of the main body form the shape of a square.
- the structurally usable free area between the recesses is advantageously larger.
- the base body of the block piece according to the invention may be provided, as in the generic state of the art, with a central through-hole, for example if it requires the device used for blocking as far as the temporarily deformable material is fed through the block piece through the joint between the block piece and the workpiece.
- a "closed" design of the block piece in which the base body is provided at its end face between the recesses for receiving the temporarily deformable material substantially centrally with a kugelkalottenförmigen recess, so that the blocked optical workpiece during its processing by the block piece is supported in an often critical, middle range.
- the base body may be provided at its clamping surface with at least two with respect to the central axis of the body diametrically opposite, preferably conical depressions.
- These depressions which can also be formed by providing suitable cross slide in the injection mold in a simple manner during the injection molding of the base body, serve for better automated handling of the blocked workpiece. More specifically, in this embodiment of the block piece, a parallel gripper of a handling device with centering points engage in the depressions to receive the block piece at a predetermined location, to transport a certain distance or to set it down again at a predetermined point.
- the block piece can be provided according to the German DIN 58766 with two outgoing from a lower annular surface of the base recesses for centering the block piece on the spindle of the machine, which are diametrically opposed to each other with respect to the central axis of the body and seen in a side view of the body substantially V are -förmig, wherein the recesses are advantageously formed by providing complementary projections in the injection mold during the injection molding of the base body, without requiring a machining of the body requires.
- a blind hole may be formed in the base body - which also expediently takes place during the injection molding of the base body - in which a metallic bearing insert is inserted, which is a ball socket or the like. so that the block piece can also be received on processing machines that engage with tips on the bearing inserts to allow a tilting movement of the block piece about an axis defined by the bearing inserts (see, eg, US Pat DE 40 00 291 A1 ).
- the block piece can be provided with at least one outgoing from a lower annular surface of the base recess for rotation angle orientation of the block piece about the central axis of the body, as known for example from the German standard DIN 58766, with the special feature that this recess by providing a suitable projection in the injection mold, in turn, the same during injection molding of the base body is formed, so that a machining processing of the recess on the base body, as provided in the generic state of the art, advantageously eliminated.
- the base body may also have a recess into which a so-called "transponder” is inserted.
- a transponder is a semiconductor element known per se, in particular in the prescription production of spectacle lenses, for storing and transmitting information. This can now be used to identify the block piece or the blocked workpiece, the current processing state of the workpiece, etc.
- the outgoing from a lower annular surface of the main body recess for receiving the transponder in turn during the injection molding of the base body may be the same formed by the injection mold for the main body is again provided at this point with a suitable projection.
- the main body of the block piece may consist of a glass fiber reinforced polyamide.
- This plastic is characterized in particular by a high impact strength and hardness and a good temperature resistance. Due to the glass fiber reinforcement of the plastic, in particular the mechanically highly stressed clamping surface of the block piece also has a high abrasion resistance, so that additional measures to reduce wear, such as the insertion of a possibly metallic reinforcement in the clamping surface of the body in the injection mold - which in principle also conceivable would be - dispensable.
- a reusable block piece 40 for holding an optical workpiece, in particular a spectacle lens L (see FIGS FIGS. 9 and 10 ), shown for its processing, which comprises a base body 42 having an end face 44 on which the spectacle lens L according to in particular of the Fig. 10 by means of a temporarily deformable material 46 (eg wax or a Wood metal, also called “Alloy” called) is aufblockbar.
- the base body 42 further has a clamping surface 48, via which the spectacle lens L, which is blocked on the base body 42, can be fixed to a spindle of a processing machine, from the in FIG Fig. 10 Collets 50 are indicated schematically.
- the base body 42 is injection molded from plastic and is provided at its end face 44 with at least two recesses 52 for receiving the temporarily deformable material 46, which are arranged on both sides of an imaginary plane contains the central axis M of the base body 42, and their middle axis M of the body 42 respectively proximate, ie radially inner boundary surface 54 forms an undercut which is engaged behind in the blocked state of the spectacle lens L of the temporarily deformable material 46, in particular in the Fig. 10 easy to recognize.
- the substantially cup-shaped basic body 42 which is preferably made of a glass-fiber-reinforced polyamide, such as PA 6.6 - GF30, it is in particular the case Fig. 4, 6, 7 and 8th around a plane surface, are provided on or starting from the in the illustrated embodiment, four recesses 52 for receiving the temporarily deformable material 46, which, like the Fig. 1 and 3 show, are arranged in a symmetrical arrangement about the central axis M of the base body 42 around.
- the inner boundary surface 54 of each recess 52 is flat and extends from the central axis M of the main body 42 spaced approximately over the entire width of the end face 44 of the base body 42, as the Fig. 1 and 3 illustrate, so that the inner boundary surfaces 54 of the recesses 52 in the plan view according to Fig. 3 seen form the shape of a square.
- each recess 52 opposite, radially outer boundary surface 56 of the respective recess 52 is curved away from the inner boundary surface 54 outwardly, so that each recess 52 pocket-like or mouth-shaped radially outward opens.
- the inner boundary surface 54 of each recess 52 is connected to its outer boundary surface 56 via only one arcuate connection surface 58, so that each of the slot-like recesses 52 terminates at its longitudinal ends to the end face 44 of the body 42 towards infinitely.
- Between the recesses 52 of the base body 42 is finally provided on its end face 44 substantially centrally with a kugelkalottenförmigen recess 60.
- the cylindrical clamping surface 48 adjoins the end face 44 of the base body 42 on the outer peripheral side as the diameter-largest section of the block piece 40, which extends approximately over half the height of the block piece 40.
- the base body 42 is provided with at least two diametrically opposite with respect to the central axis M of the body 42, in the illustrated embodiment four corresponding to the recesses 52 at 90 ° with respect to the central axis M angularly offset depressions 62, seen in cross section (see Fig. 6 and 10 ) have a conical shape and serve the attack of handling or transport means (not shown) on the block piece 40.
- the depressions 62 are preferably formed during injection molding of the base body 42 with the aid of transverse slides in the injection mold, although this is to simplify the illustration in Fig. 8 not shown.
- the clamping surface 48 is followed by the known conical centering surface 64 of the base body 42 before the base body 42 ends with a flat annular surface 66.
- a central frustoconical blind hole 68 adjoins the lower annular surface 66, the conical surface 70 of which tapers towards the flat bottom 72 of the blind hole 68.
- the block piece 40 is further provided with two outgoing from the lower annular surface 66 of the body 42 recesses 74 for per se known centering of the block piece 40 on the spindle of the processing machine, with respect to the central axis M of the body 42 according to in particular Fig. 2 . 5 . 8 and 10 diametrically opposite each other and in a side view ( Fig. 4 ) of the base body 42 seen tapering toward the clamping surface 48 is substantially V-shaped.
- the recesses 74 extend approximately over the entire height of the conical centering surface 64 and are aligned axially with the depressions 62 in the clamping surface 48.
- the recesses 74 are expediently formed during the injection molding of the base body 42 by suitable projections in the injection mold with.
- a frusto-conical blind hole 76 in the base body 42 is formed, in which a metallic bearing insert 78 is firmly inserted, preferably glued, which has a ball socket 80 in the illustrated embodiment.
- the blind holes 76 are formed during injection molding of the body 42 with the same.
- the optional bearing inserts 78 serve with their ball sockets 80 of the recording of spindle-side bearing tips (not shown), which are provided on certain processing machines (see for example the DE 40 00 291 A1 ), and define a pivot axis about which a tilting movement of the block piece 40 is possible in these processing machines.
- the base body 42 is provided, starting from the lower ring surface 66 with a coding recess 82 for rotational angle orientation of the block piece 40 about the central axis M, as described above with reference to the Fig. 11 to 14 has already been explained for the generic state of the art.
- the block piece 40 according to in particular the FIGS. 5 and 7
- a second, cylindrical Codier-recess 84 which extends from the lower annular surface 66 of the body 42 in this parallel to the central axis M in and on another type of processing machine for rotational angular orientation of the block piece 40 around the central axis M.
- Both Codier-recesses 82, 84 are also formed during the injection molding of the body 42 by suitable projections in the injection mold with.
- the block piece 40 is further provided with a known, in Fig. 7 merely schematically drawn, so-called "transponder” 86 equipped for workpiece identification.
- the base body 42 has a further, cylindrical recess 88, which extends from the lower annular surface 66 of the base body 42 parallel to the central axis M in this in and according to Fig. 7 almost reaches one of the recesses 52 for receiving the temporarily deformable material 46.
- This recess 88 is preferably formed during the injection molding of the base body 42 by a suitable projection in the injection mold with the same.
- the base body 42 has in its lower annular surface 66 according to the Fig. 2 and 5 nor a ring-segment-shaped, formed during the injection molding of the body 42 recess 90 between one of the centering recesses 74 and the recess 88 for the transponder 86, the like as a text box for a stamping marking or the like. of the block piece 40 is used.
- the Fig. 8 shows the two mold halves 92, 94 of the injection mold for the main body 42 of the block mold 40 in the closed state of the injection mold, with already injection-molded body 42.
- the upper mold half 92 of the injection mold suitably profiled cross slide 96 are shown schematically, the formation of the undercut recesses 52nd serve in the end face 44 of the base body 42.
- the double arrows on the cross slides 96 illustrate the movement possibilities of the cross slides 96.
- the cross slides 96 will protrude into the cavity defined by the mold halves 92, 94 in the injection mold during the spiking operation, around the undercut recesses 52 in the end face 44 of the body 42, and after solidification of the plastic in the injection mold from the recesses 52 produced on the base 42 are pulled out, so that the main body 42 can be formed from the injection mold. It requires at this point for the expert no further explanation, such as by providing suitable projections (or other cross slide for the depressions 62) in the injection mold next to the recesses 52 on the end face 44 of the body 42 in a Spitzg bank operation and all other wells , Depressions, recesses, blind holes, etc. (60, 62, 74, 76, 82, 84, 88, 90) can be formed in an extremely cost-effective manner with.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Grinding And Polishing Of Tertiary Curved Surfaces And Surfaces With Complex Shapes (AREA)
- Jigs For Machine Tools (AREA)
- Lenses (AREA)
- Eyeglasses (AREA)
Description
- Die vorliegende Erfindung bezieht sich auf ein Blockstück zum Haltern eines optischen Werkstücks für dessen Bearbeitung gemäß dem Oberbegriff des Patentanspruchs 1 Ein solches Blockstück ist aus der Deutschen Norm DIN 58766 bekannt. Insbesondere bezieht sich die Erfindung auf ein Blockstück zum Haltern einer Brillenlinse für deren Bearbeitung, wie sie massenweise in Rezeptwerkstätten, d.h. Produktionsstätten zur Fertigung von individuellen Brillenlinsen aus den gebräuchlichen Materialien (Polycarbonat, Mineralglas, CR 39, HI-Index, etc.) nach Rezept zum Einsatz kommen.
- STAND DER TECHNIK
- In Rezeptwerkstätten werden in der Regel die folgenden Prozeßschritte durchlaufen: Zunächst wird ein geeigneter rechter und/oder linker Brillenlinsenrohling aus einem Halbfabrikatlager entnommen. Halbfabrikat insofern, als die in einer Draufsicht gesehen in der Regel runden oder ovalen, noch nicht gerandeten Brillenlinsenrohlinge bereits an einer ihrer jeweils zwei optisch wirksamen Flächen fertigbearbeitet sind. Sodann werden die Brillenlinsenrohlinge für den Blockvorgang vorbereitet, nämlich durch Aufbringen einer geeigneten Schutzfolie oder eines geeigneten Schutzlacks zum Schutz der bereits fertigbearbeiteten optisch wirksamen Fläche. Als nächstes erfolgt das sogenannte "Blocken" der Brillenlinsenrohlinge. Hierbei wird der Brillenlinsenrohling mit einem geeigneten Blockstück, z.B. einem Blockstück gemäß der deutschen Norm DIN 58766 verbunden. Dazu wird das Blockstück zunächst in eine vorgegebene Position gegenüber der geschützten, bereits fertigbearbeiteten Fläche des Brillenlinsenrohlings gebracht und in dieser Position sodann der Raum zwischen Blockstück und Brillenlinsenrohling mit einem geschmolzenen Material (Wood-Metall oder Wachs) ausgefüllt. Nach Erstarren des Füllmaterials stellt das Blockstück eine Aufnahme zur Bearbeitung des Brillenlinsenrohlings dar. Erst dann können die Brillenlinsenrohlinge je nach Werkstoff mittels Schleifen, Fräsen oder Drehen vorbearbeitet werden, wobei die vorher noch nicht bearbeitete optisch wirksame Fläche des jeweiligen Brillenlinsenrohlings ihre Makrogeometrie gemäß Rezept erhält. Sodann erfolgt die Feinbearbeitung der Brillenlinsen, bei der die vorbearbeitete optisch wirksame Fläche der jeweiligen Brillenlinse die gewünschte Mikrogeometrie erhält. In Abhängigkeit von u.a. dem Werkstoff der Brillenlinsen unterteilt sich die Feinbearbeitung in einen Feinschleifvorgang und einen sich daran anschließenden Poliervorgang, oder beinhaltet, falls bei der Vorbearbeitung bereits eine polierfähige Fläche erzeugt wurde, lediglich einen Poliervorgang. Erst nach dem Poliervorgang wird die Brillenlinse vom Blockstück getrennt bevor sich schließlich Reinigungsschritte und ggf. weiterführende Veredelungsschritte, z.B. eine Entspiegelung oder Hartbeschichtung der Brillenlinsen anschließen. Das Blockstück verbleibt demnach bei mehreren Bearbeitungsvorgängen an der Brillenlinse und muß diese dabei zuverlässig halten.
- Die
Fig. 11 bis 14 zeigen ein vorbekanntes Blockstück 10, welches gemäß der deutschen Norm DIN 58766 ausgebildet ist. Das Blockstück 10 hat einen ringförmigen Grundkörper 12, der spanend aus Stahl oder einer Aluminiumlegierung hergestellt ist. Ausgehend von einer ebenen, ringförmigen Stirnfläche 14, an der die Brillenlinse (nicht dargestellt) mittels des temporär verformbaren Materials (nicht gezeigt) aufblockbar ist, weist der Grundkörper 12 außenumfangsseitig eine zylindrische Spannfläche 16 auf, über welche die auf dem Grundkörper 12 aufgeblockte Brillenlinse an einer Spindel (nicht dargestellt) einer Bearbeitungsmaschine festlegbar ist. An die Spannfläche 16 schließt sich eine konische Zentrierfläche 18 an, die sich zu einer ebenen Ringfläche 20 an der Unterseite des Grundkörpers 12 hin verjüngt. - Der Grundkörper 12 hat des weiteren eine zentrische Durchgangsbohrung 22, die in drei Längsabschnitte unterteilt werden kann. Ausgehend von der Stirnfläche 14 weist die Durchgangsbohrung 22 zunächst eine erste Konusfläche 24 auf, die sich in Richtung der unteren Ringfläche 20 verjüngt. An die erste Konusfläche 24 schließt sich eine zweite Konusfläche 26 an, die sich in Richtung der unteren Ringfläche 20 erweitert, so daß die zweite Konusfläche 26 von der Stirnfläche 14 aus gesehen einen ringförmigen Hinterschnitt am Grundkörper 12 ausbildet. Die zweite Konusfläche 26 geht schließlich über eine ebene Ringschulter 28 in eine dritte Konusfläche 30 über, die deutlich länger ist als die erste und zweite Konusfläche 24, 26 und sich ebenfalls zur unteren Ringfläche 20 hin erweitert.
- Ausgehend von der unteren Ringfläche 20 ist der Grundkörper 12 ferner mit zwei bezüglich der Mittelachse M diametral gegenüberliegenden Aussparungen 32 versehen, die sich in Längserstreckungsrichtung des Grundkörpers 12 im wesentlichen über die gesamte Länge der Zentrierfläche 18 erstrecken, in einer Seitenansicht gemäß
Fig. 12 gesehen im wesentlichen V-förmig sind und einer Zentrierung des Blockstücks 10 bezüglich der Mittelachse der Spindel (nicht gezeigt) der Bearbeitungsmaschine dienen. Weiterhin ist ausgehend von der unteren Ringfläche 20 eine bezüglich der Aussparungen 32 winkelversetzte weitere Aussparung 34 mit parallelen Seitenwänden in den Grundkörper 12 eingebracht, die einer Winkelorientierung des Blockstücks 10 dient, d.h. dafür sorgt, daß das Blockstück 10 nicht um 180° verdreht an der Spindel der Bearbeitungsmaschine gespannt wird. Schließlich sind an bezüglich der Mittelachse M diametral gegenüberliegenden Seiten des Grundkörpers 12 zwei zur Mittelachse M parallele Sackbohrungen 36 in die Ringschulter 28 eingebracht. - Im aufgeblockten Zustand der Brillenlinse (nicht dargestellt) füllt das schmelzbare Material die Durchgangsbohrung 22 zumindest im Bereich der ersten und der zweiten Konusfläche 24, 26 sowie die Sackbohrungen 36 im Grundkörper 12 aus. Infolgedessen ist die Brillenlinse formschlüssig am Blockstück 10 gehalten, wobei das schmelzbare Material die zweite Konusfläche 26 hintergreift, um die Brillenlinse in axialer Richtung am Blockstück 10 zu fesseln, und in die Sackbohrungen 36 eingreift, um die Brillenlinse gegen ein Verdrehen bezüglich des Blockstücks 10 zu sichern.
- Ein Nachteil dieser Festlegung der Brillenlinse am Blockstück 10 wird jedoch darin gesehen, daß es infolge einer wenn auch geringen Schrumpfung des sich nach dem Blockvorgang abkühlenden schmelzbaren Materials zu einem gewissen Bewegungsspiel zwischen der Brillenlinse und dem Blockstück 10 kommen kann, welches der Bearbeitungsgenauigkeit abträglich ist. Genauer gesagt schrumpft das schmelzbare Material im Bereich der ersten und zweiten Konusfläche 24, 26 geringfügig in Richtung der Mittelachse M des Grundkörpers 12, so daß sich ein kleiner Ringspalt zwischen dem Außenumfang des schmelzbaren Materials und der ersten und zweiten Konusfläche 24, 26 ergeben kann. Zugleich schrumpfen die in die Sackbohrungen 36 eingreifenden Vorsprünge am schmelzbaren Material geringfügig in sich und bewegen sich mit der Schrumpfung des schmelzbaren Materials im Bereich der ersten und zweiten Konusfläche 24, 26 der Durchgangsbohrung 22 auch geringfügig nach radial innen. Im Ergebnis kann es zu einer im wesentlichen linienförmigen Verpressung jeder der in die Sackbohrungen 36 eingreifenden Vorsprünge des schmelzbaren Materials mit einem bezüglich des Mittelachse M des Grundkörpers 12 radial innen liegenden Flächenabschnitt der jeweiligen Sackbohrung 36 kommen. Werden diesen Zwangskräften im parallel zur Mittelachse M des Grundkörpers 12 liegenden, im wesentlichen linienförmigen Anlagebereich zwischen dem jeweiligen Vorsprung des schmelzbaren Materials und dem radial innen liegenden Flächenabschnitt der zugehörigen Sackbohrung 36 während der Bearbeitung der aufgeblockten Brillenlinse äußere, insbesondere in Umfangsrichtung und nach radial innen gerichtete Kräfte überlagert, kann es zu einer plastischen Verformung des schmelzbaren Materials an diesen Anlagebereichen kommen, was letztendlich zu dem eingangs erwähnten gewissen Bewegungsspiel zwischen der Brillenlinse und dem Blockstück 10 führt.
- Ein weiteres Blockstück ist aus der
US-A-5 669 807 bekannt. Dieses hat einen Grundkörper mit einer dem aufgeblockten Werkstück zugewandten Stirnfläche und einer sich an letztere anschließenden Außenumfangsfläche. Während die Stirnfläche hinterschnittsfrei ausgebildet ist, ist die Außenumfangsfläche mit einer umlaufenden Rille versehen, die dazu dient, ein temporär verformbares Material aufzunehmen, um das Werkstück, an dem das temporär verformbare Material haftet, am Blockstück zu befestigen. Zugleich bildet das temporär verformbare Material eine bezüglich der Rille radial außen liegende Lagerfläche aus, an welcher der aus Blockstück, temporär verformbaren Material und Werkstück gebildete Verbund gefaßt und an einem Antriebsteil gespannt werden kann. - Schließlich offenbart die
WO 03/018253 A - Der Erfindung liegt ausgehend vom Stand der Technik, wie er durch die deutsche Norm DIN 58766 repräsentiert wird, die Aufgabe zugrunde, ein einfach ausgebildetes Blockstück zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse, für dessen Bearbeitung zu schaffen, an dem das optische Werkstück mittels des temporär verformbaren Materials möglichst zuverlässig und für den Verbleib des optischen Werkstücks am Blockstück dauerhaft spielfrei festlegbar ist.
- Diese Aufgabe wird durch die im Patentanspruch 1 angegebenen Merkmale gelöst. Vorteilhafte bzw. zweckmäßige Weiterbildungen der Erfindung sind Gegenstand der Patentansprüche 2 bis 13.
- Bei einem Blockstück zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse, für dessen Bearbeitung, das einen Grundkörper umfaßt, der eine Stirnfläche aufweist, an welcher das Werkstück mittels eines temporär verformbaren Materials aufblockbar ist, wobei die Stirnfläche dem aufgeblockten Werkstück zugewandt ist, und der eine sich außenumfangsseitig an die Stirnfläche anschließende Spannfläche hat, über die das auf dem Grundkörper aufgeblockte Werkstück an einer Spindel einer Bearbeitungsmaschine festlegbar ist, ist erfindungsgemäß der aus Kunststoff spritzgegossene Grundkörper an seiner Stirnfläche mit wenigstens zwei Aussparungen zur Aufnahme des temporär verformbaren Materials versehen, die zu beiden Seiten einer gedachten Ebene angeordnet sind, welche die Mittelachse des Grundkörpers enthält, und deren der Mittelachse des Grundkörpers jeweils nächstgelegene Begrenzungsfläche einen Hinterschnitt ausbildet.
- Mit anderen Worten gesagt liegen die hinterschnittenen Begrenzungsflächen der Aussparungen zur Aufnahme des temporär verformbaren Materials auf gegenüberliegenden Seiten der gedachten Ebene bezüglich der Mittelachse des Grundkörpers radial innen. Durch diese Anordnung der hinterschnittenen Begrenzungsflächen entsteht bei einer Schrumpfung des temporär verformbaren Materials in Richtung der Mittelachse des Grundkörpers zwischen der jeweiligen hinterschnittenen Begrenzungsfläche und dem daran angrenzenden temporär verformbaren Material im Gegensatz zu dem oben geschilderten Stand der Technik kein Spalt. Im Gegenteil, das temporär verformbare Material wird bei dessen Schrumpfung in Richtung der Mittelachse des Grundkörpers im Sinne einer selbstverstärkenden Lösung gegen die hinterschnittene Begrenzungsfläche jeder Aussparung zur Aufnahme des temporär verformbaren Materials gezogen, wobei die hinterschnittene Begrenzungsfläche der jeweils anderen Aussparung als Widerlager fungiert. Dabei wird infolge der Lage der hinterschnittenen Begrenzungsflächen und deren Winkelstellung bezüglich der Stirnfläche des Grundkörpers das temporär verformbare Material auch gegen die Stirnfläche des Grundkörpers gezogen, so daß jegliche axiale Relativbewegung zwischen dem temporär verformbaren Material und dem Grundkörper unterbunden ist. Zugleich ergibt sich zwischen dem temporär verformbaren Material und den hinterschnittenen Begrenzungsflächen der Aussparungen zur Aufnahme des temporär verformbaren Materials sowie der Stirnfläche des Grundkörpers ein Reibschluß, der einer unerwünschten Relativverdrehung des temporär verformbaren Materials gegenüber dem Grundkörper entgegenwirkt. Zudem erfolgt schon durch den Umstand, daß wenigstens zwei Aussparungen zur Aufnahme des temporär verformbaren Materials vorgesehen, mithin keine rotationssymmetrischen Eingriffsstrukturen vorhanden sind, auch eine formschlüssige Festlegung des temporär verformbaren Materials gegen ein Verdrehen relativ zum Grundkörper, ohne daß hierfür zusätzliche Maßnahmen, wie das Vorsehen der Sackbohrungen 36 im gattungsbildenden Stand der Technik getroffen werden müßten.
- Da des weiteren der Grundkörper aus Kunststoff spritzgegossen wird, können die die hinterschnittenen Begrenzungsflächen aufweisenden Aussparungen zur Aufnahme des temporär verformbaren Materials auf einfache Weise unter Zuhilfenahme von Querschiebern in der Spritzgießform ausgebildet werden, so daß es im Gegensatz zum gattungsbildenden Stand der Technik keiner spanenden Bearbeitung des Grundkörpers bedarf. Darüber hinaus ermöglicht die Verwendung von Kunststoff als Werkstoff für den Grundkörper vorteilhaft den Einsatz von flüssigen Lösungs- und Reinigungsmitteln für das Blockstück, die bis dato nicht verwendet werden konnten, weil sie den metallischen Werkstoff des vorbekannten Blockstück-Grundkörpers angegriffen hätten. Nicht zuletzt hat die Verwendung von Kunststoff als Werkstoff für den Grundkörper auch den Vorteil, daß das Blockstück ein geringes Gewicht aufweist, so daß bei der Bearbeitung des aufgeblockten optisches Werkstücks verglichen zum gattungsbildenden Stand der Technik werkstückseitig geringere bewegte Massen gegeben sind. Alles in allem wird ein außerordentlich kostengünstig herstellbares Blockstück geschaffen, welches insbesondere bezüglich des Festsitzes des temporär verformbaren Materials und damit des aufgeblockten optischen Werkstücks am Blockstück keine Probleme hervorruft.
- In einer bevorzugten Ausgestaltung des erfindungsgemäßen Blockstücks ist die der Mittelachse des Grundkörpers jeweils nächstgelegene, innere Begrenzungsfläche der jeweiligen Aussparung zur Aufnahme des temporär verformbaren Materials im wesentlichen eben und erstreckt sich von der Mittelachse des Grundkörpers beabstandet annähernd über die gesamte Breite der Stirnfläche des Grundkörpers. Hieraus ergibt sich eine schlitzartige Gestalt der Aussparungen zur Aufnahme des temporär verformbaren Materials, die insbesondere insofern vorteilhaft ist, als sich die so ausgebildeten Aussparungen im Gegensatz zu den Sackbohrungen 36 gemäß dem gattungsbildenden Stand der Technik (siehe die
Fig. 11 und 12 ) besonders gut mittels beispielsweise einer Bürste reinigen lassen, um etwa nach dem Abblocken des optischen Werkstücks Reste des temporär verformbaren Materials zu entfernen und somit das Blockstück für seinen nächsten Einsatz vorzubereiten. - Ferner kann vorgesehen sein, daß die der inneren Begrenzungsfläche gegenüberliegende äußere Begrenzungsfläche der jeweiligen Aussparung zur Aufnahme des temporär verformbaren Materials von der inneren Begrenzungsfläche weggewölbt ist, so daß sich die jeweilige Aussparung taschenartig nach radial außen öffnet. Das temporär verformbare Material kann somit beim Blockvorgang von außen leicht in die jeweilige Aussparung hineinfließen. Außerdem ist auch diese Ausgestaltung einer guten Reinigungsmöglichkeit der Aussparungen zur Aufnahme des temporär verformbaren Materials förderlich.
- Im weiteren Verfolg des Erfindungsgedankens kann die innere Begrenzungsfläche mit der äußeren Begrenzungsfläche der jeweiligen Aussparung zur Aufnahme des temporär verformbaren Materials über nur eine bogenförmige Verbindungsfläche verbunden sein, so daß die jeweilige Aussparung an ihren Längsenden zur Stirnfläche des Grundkörpers hin in vorteilhafter Weise stufenlos ausläuft. Die jeweilige Aussparung bildet an dieser Stelle im Gegensatz zu den Sackbohrungen 36 beim gattungsbildenden Stand der Technik also keine Stufe oder Ecke aus, die sich mittels beispielsweise einer Bürste nur schwer reinigen läßt.
- Die Anzahl der Aussparungen zur Aufnahme des temporär verformbaren Materials kann auch mehr als zwei betragen, wobei allerdings zu berücksichtigen ist, daß mit zunehmender Anzahl der Aussparungen sowohl der Herstellungsaufwand für das Blockstück als auch der Reinigungsaufwand steigt. So kann der Grundkörper an seiner Stirnfläche etwa mit drei Aussparungen zur Aufnahme des temporär verformbaren Materials versehen sein, die in symmetrischer Anordnung um die Mittelachse des Grundkörpers herum plaziert sind, so daß die radial inneren Begrenzungsflächen der Aussparungen in einer Draufsicht auf die Stirnfläche gesehen die Form eines gleichschenkligen Dreiecks bilden. Bevorzugt ist jedoch eine Ausgestaltung des Blockstücks, bei der der Grundkörper an seiner Stirnfläche mit vier Aussparungen zur Aufnahme des temporär verformbaren Materials versehen ist, die in symmetrischer Anordnung um die Mittelachse des Grundkörpers herum angeordnet sind, so daß die die Hinterschnitte bildenden inneren Begrenzungsflächen der Aussparungen in einer Draufsicht auf den Grundkörper gesehen die Form eines Quadrats bilden. Bei einer solchen Anordnung von vier Aussparungen ist, verglichen zu einer dreieckförmigen Anordnung von drei Aussparungen, die konstruktiv nutzbare freie Fläche zwischen den Aussparungen vorteilhaft größer. Darüber hinaus wird bei der quadratförmigen Anordnung der Aussparungen der Reibschlußverbindung zwischen dem Grundkörper und dem temporär verformbaren Material, die durch ein Paar parallel ausgerichteter Aussparungen wie oben beschrieben bewirkt wird und einer Querbewegung des temporär verformbaren Materials bezüglich des Grundkörpers in Längserstreckungsrichtung dieser Aussparungen entgegenwirkt, auf einfache Weise durch das andere Paar parallel ausgerichteter Aussparungen ein Formschluß in Längserstreckungsrichtung des ersten Paars überlagert, so daß jegliche Querbewegung des temporär verformbaren Materials relativ zum Grundkörper selbst unter hohen, auf das geblockte Werkstück während dessen Bearbeitung wirkenden äußeren Kräften zuverlässig unterbunden ist.
- Grundsätzlich kann der Grundkörper des erfindungsgemäßen Blockstücks wie beim gattungsbildenden Stand der Technik mit einer zentralen Durchgangsbohrung versehen sein, wenn es z.B. die zum Aufblocken verwendete Vorrichtung insofern erfordert, als das temporär verformbare Material durch das Blockstück hindurch der Verbindungsstelle zwischen Blockstück und Werkstück zuzuführen ist. Bevorzugt ist jedoch eine "geschlossene" Ausbildung des Blockstücks, bei der der Grundkörper an seiner Stirnfläche zwischen den Aussparungen zur Aufnahme des temporär verformbaren Materials im wesentlichen mittig mit einer kugelkalottenförmigen Vertiefung versehen ist, so daß das aufgeblockte optische Werkstück während dessen Bearbeitung auch durch das Blockstück in einem oftmals kritischen, mittleren Bereich gestützt wird. Hierbei befindet sich, verglichen mit einem Blockstück, welches in ebenfalls denkbarer Weise eine durchgehend plane Stirnfläche aufweist, ein optisches Werkstück mit einer blockstückseitigen Konvexfläche im aufgeblockten Zustand infolge der kugelkalottenförmigen Vertiefung in der Grundkörperstirnfläche näher am Blockstück, so daß die aus Werkstück, temporär verformbaren Material und Blockstück bestehende Bearbeitungsgruppe im Verhältnis vorteilhaft kurz baut. Um so näher das Werkstück am Blockstück sitzt, um so weniger können Probleme bei der mittels des Blockstücks bewirkten fliegenden Lagerung des Werkstücks durch Unwuchten entstehen, was wiederum der Erzielung einer hohen Bearbeitungsgenauigkeit förderlich ist.
- Des weiteren kann der Grundkörper an seiner Spannfläche mit wenigstens zwei bezüglich der Mittelachse des Grundkörpers diametral gegenüberliegenden, vorzugsweise kegelförmigen Einsenkungen versehen sein. Diese Einsenkungen, die ebenfalls durch Vorsehen geeigneter Querschieber in der Spritzgießform auf einfache Weise während des Spitzgießens des Grundkörpers mit ausgebildet werden können, dienen der besseren automatisierten Handhabung des aufgeblockten Werkstücks. Genauer gesagt kann bei dieser Ausgestaltung des Blockstücks ein Parallelgreifer eines Handhabungsgeräts mit Zentrierspitzen in die Einsenkungen eingreifen, um das Blockstück an vorbestimmter Stelle aufzunehmen, eine gewisse Strecke zu transportieren bzw. an vorbestimmter Stelle wieder abzusetzen.
- Ferner kann das Blockstück gemäß der deutschen DIN 58766 mit zwei von einer unteren Ringfläche des Grundkörpers ausgehenden Aussparungen zur Zentrierung des Blockstücks an der Spindel der Bearbeitungsmaschine versehen sein, die bezüglich der Mittelachse des Grundkörpers einander diametral gegenüberliegen und in einer Seitenansicht des Grundkörpers gesehen im wesentlichen V-förmig sind, wobei die Aussparungen durch Vorsehen komplementärer Vorsprünge in der Spitzgießform während des Spitzgießens des Grundkörpers vorteilhaft mit ausgebildet sind, ohne daß es hierfür einer spanenden Bearbeitung des Grundkörpers bedarf. Hierbei kann ausgehend vom Grund jeder Aussparung zur Zentrierung des Blockstücks ein Sackloch im Grundkörper ausgebildet sein - was zweckmäßig ebenfalls während des Spitzgießens des Grundkörpers erfolgt - in das ein metallischer Lagereinsatz eingesetzt ist, der eine Kugelpfanne od.dgl. aufweist, so daß das Blockstück auch an Bearbeitungsmaschinen aufgenommen werden kann, die mit Spitzen an den Lagereinsätzen angreifen, um eine Kippbewegung des Blockstücks um eine durch die Lagereinsätze definierte Achse zu gestatten (siehe z.B. die
DE 40 00 291 A1 ). - Darüber hinaus kann das Blockstück mit wenigstens einer von einer unteren Ringfläche des Grundkörpers ausgehenden Aussparung zur Drehwinkelorientierung des Blockstücks um die Mittelachse des Grundkörpers versehen sein, wie sie z.B. aus der deutschen Norm DIN 58766 bekannt ist, mit der Besonderheit, daß diese Aussparung durch Vorsehen eines geeigneten Vorsprungs in der Spritzgießform wiederum gleich während des Spritzgießens des Grundkörpers mit ausgebildet ist, so daß ein spanendes Anarbeiten der Aussparung am Grundkörper, wie es im gattungsbildenden Stand der Technik vorgesehen ist, vorteilhaft entfällt.
- Im weiteren Verfolg des Erfindungsgedankens kann der Grundkörper auch eine Aussparung aufweisen, in die ein sogenannter "Transponder" eingesetzt ist. Bei einem solchen Transponder handelt es sich um ein insbesondere in der Rezeptfertigung von Brillenlinsen an sich bekanntes Halbleiterelement zum Speichern und Senden von Informationen. Dieses kann nun zur Identifizierung des Blockstücks bzw. des aufgeblockten Werkstücks, des aktuellen Bearbeitungszustands des Werkstücks, etc. hergenommen werden. Beim gattungsbildenden Stand der Technik ist eine Integration solcher Transponder im Blockstück infolge der Abschirmwirkung des metallischen Grundkörperwerkstoffs nicht möglich. Zweckmäßig kann die von einer unteren Ringfläche des Grundkörpers ausgehende Aussparung zur Aufnahme des Transponders wiederum während des Spritzgießens des Grundkörpers gleich mit ausgebildet sein, indem die Spitzgießform für den Grundkörper an dieser Stelle wiederum mit einem geeigneten Vorsprung versehen ist.
- Schließlich kann der Grundkörper des Blockstücks aus einem glasfaserverstärkten Polyamid bestehen. Dieser Kunststoff zeichnet sich insbesondere durch eine hohe Schlagfestigkeit und Härte sowie eine gute Temperaturbeständigkeit aus. Durch die Glasfaserverstärkung des Kunststoffs weist insbesondere die mechanisch hoch beanspruchte Spannfläche des Blockstücks auch eine hohe Abriebfestigkeit auf, so daß hier zusätzliche Maßnahmen zur Verschleißminderung, etwa das Einlegen einer ggf. metallischen Armierung im Bereich der Spannfläche des Grundkörpers in die Spitzgießform - was grundsätzlich ebenfalls denkbar wäre - entbehrlich sind.
- Im folgenden wird die Erfindung anhand eines bevorzugten Ausführungsbeispiels unter Bezugnahme auf die beigefügten Zeichnungen näher erläutert. In den Zeichnungen zeigen:
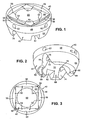
- Fig. 1
- eine perspektivische Ansicht eines erfindungsgemäßen Blockstücks von schräg vorne/oben, welches in einem gegenüber den realen Abmessungen vergrößerten Maßstab dargestellt ist,
- Fig. 2
- eine perspektivische Ansicht des Blockstücks nach
Fig. 1 von schräg hinten/unten im Maßstab gemäßFig. 1 , - Fig. 3
- eine Draufsicht auf das Blockstück gemäß
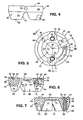
Fig. 1 in einem geringfügig kleineren Maßstab, der im Vergleich zu den realen Abmessungen des Blockstücks dennoch eine Vergrößerung darstellt, - Fig. 4
- eine Seitenansicht des Blockstücks nach
Fig. 1 im Maßstab gemäßFig. 3 , - Fig. 5
- eine Unteransicht des Blockstücks nach
Fig. 1 im Maßstab gemäßFig. 3 , - Fig. 6
- eine Schnittansicht des Blockstücks gemäß
Fig. 1 entsprechend der Schnittverlaufslinie VI-VI inFig. 5 , - Fig. 7
- eine Schnittansicht des Blockstücks gemäß
Fig. 1 entsprechend der Schnittverlaufslinie VII-VII inFig. 5 , - Fig. 8
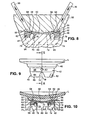
- eine prinzipielle Schnittansicht einer Spritzgießform zur Herstellung eines Grundkörpers für das Blockstück gemäß
Fig. 1 , die veranschaulicht, wie mittels Querschiebern der Spritzgießform hinterschnittene Aussparungen in einer Stirnfläche des Grundkörpers des Blockstücks ausgebildet werden, - Fig. 9
- eine Seitenansicht des Blockstücks nach
Fig. 1 in einem gegenüber derFig. 3 noch kleineren Maßstab, der fast den realen Abmessungen entspricht, mit einer darauf mittels eines temporär verformbaren Materials aufgeblockten Brillenlinse als optisches Werkstück, - Fig. 10
- eine Schnittansicht des Blockstücks und der darauf aufgeblockten Brillenlinse gemäß
Fig. 9 entsprechend der Schnittverlaufslinie X-X inFig. 9 , wobei auch schematisch angedeutet ist, wie das Blockstück mittels Spannzangen an einer Spindel einer Bearbeitungsmaschine aufnehmbar ist, - Fig. 11
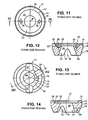
- eine im Maßstab gegenüber den realen Abmessungen etwas vergrößerte Draufsicht auf ein Blockstück nach dem Stand der Technik,
- Fig. 12
- eine Schnittansicht des vorbekannten Blockstücks gemäß
Fig. 11 entsprechend der Schnittverlaufslinie XII-XII inFig. 11 , - Fig. 13
- eine Unteransicht des vorbekannten Blockstücks nach
Fig. 11 im Maßstab gemäßFig. 11 und - Fig. 14
- eine Schnittansicht des vorbekannten Blockstücks gemäß
Fig. 11 entsprechend der Schnittverlaufslinie XIV-XIV inFig. 13 . - In den
Fig. 1 bis 7 ist ein wiederverwendbares Blockstück 40 zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse L (siehe dieFig. 9 und 10 ), für dessen Bearbeitung gezeigt, welches einen Grundkörper 42 umfaßt, der eine Stirnfläche 44 aufweist, an der die Brillenlinse L gemäß insbesondere derFig. 10 mittels eines temporär verformbaren Materials 46 (z.B. Wachs oder ein Wood-Metall, auch "Alloy" genannt) aufblockbar ist. Der Grundkörper 42 hat ferner eine Spannfläche 48, über die die auf dem Grundkörper 42 aufgeblockte Brillenlinse L an einer Spindel einer Bearbeitungsmaschine festlegbar ist, von der inFig. 10 Spannzangen 50 schematisch angedeutet sind. Wesentlich ist, daß, wie nachfolgend noch näher beschrieben werden wird, der Grundkörper 42 aus Kunststoff spritzgegossen und an seiner Stirnfläche 44 mit wenigstens zwei Aussparungen 52 zur Aufnahme des temporär verformbaren Materials 46 versehen ist, die zu beiden Seiten einer gedachten Ebene angeordnet sind, welche die Mittelachse M des Grundkörpers 42 enthält, und deren der Mittelachse M des Grundkörpers 42 jeweils nächstgelegene, d.h. radial innere Begrenzungsfläche 54 einen Hinterschnitt ausbildet, der im aufgeblockten Zustand der Brillenlinse L von dem temporär verformbaren Material 46 hintergriffen wird, wie insbesondere in derFig. 10 gut zu erkennen ist. - Bei der Stirnfläche 44 des vorzugsweise aus einem glasfaserverstärkten Polyamid, wie PA 6.6 - GF30 bestehenden, im wesentlichen topfförmigen Grundkörpers 42 handelt es sich gemäß insbesondere den
Fig. 4, 6, 7 und8 um eine Planfläche, an bzw. ausgehend von der im dargestellten Ausführungsbeispiel vier Aussparungen 52 zur Aufnahme des temporär verformbaren Materials 46 vorgesehen sind, die, wie dieFig. 1 und 3 zeigen, in symmetrischer Anordnung um die Mittelachse M des Grundkörpers 42 herum angeordnet sind. Dabei ist die innere Begrenzungsfläche 54 jeder Aussparung 52 eben und erstreckt sich von der Mittelachse M des Grundkörpers 42 beabstandet annähernd über die gesamte Breite der Stirnfläche 44 des Grundkörpers 42, wie dieFig. 1 und 3 veranschaulichen, so daß die inneren Begrenzungsflächen 54 der Aussparungen 52 in der Draufsicht gemäßFig. 3 gesehen die Form eines Quadrats bilden. - In den
Fig. 1 und 3 ist weiterhin zu erkennen, daß die der inneren Begrenzungsfläche 54 jeder Aussparung 52 gegenüberliegende, radial äußere Begrenzungsfläche 56 der jeweiligen Aussparung 52 von der inneren Begrenzungsfläche 54 nach außen weggewölbt ist, so daß sich jede Aussparung 52 taschenartig oder mundförmig nach radial außen öffnet. Gemäß insbesondereFig. 1 ist die innere Begrenzungsfläche 54 jeder Aussparung 52 mit deren äußerer Begrenzungsfläche 56 über nur eine bogenförmige Verbindungsfläche 58 verbunden, so daß jede der schlitzartigen Aussparungen 52 an ihren Längsenden zur Stirnfläche 44 des Grundkörpers 42 hin stufenlos ausläuft. Zwischen den Aussparungen 52 ist der Grundkörper 42 an seiner Stirnfläche 44 schließlich im wesentlichen mittig mit einer kugelkalottenförmigen Vertiefung 60 versehen. - An die Stirnfläche 44 des Grundkörpers 42 schließt sich außenumfangsseitig die zylindrische Spannfläche 48 als durchmessergrößter Abschnitt des Blockstücks 40 an, die sich annähernd über die halbe Höhe des Blockstücks 40 erstreckt. An der Spannfläche 48 ist der Grundkörper 42 mit wenigstens zwei bezüglich der Mittelachse M des Grundkörpers 42 diametral gegenüberliegenden, im dargestellten Ausführungsbeispiel vier entsprechend den Aussparungen 52 um 90° bezüglich der Mittelachse M winkelversetzten Einsenkungen 62 versehen, die im Querschnitt gesehen (siehe die
Fig. 6 und10 ) eine Kegelform aufweisen und dem Angriff von Handhabungs- bzw. Transportmitteln (nicht dargestellt) am Blockstück 40 dienen. Auch die Einsenkungen 62 werden vorzugsweise beim Spritzgießen des Grundkörpers 42 unter Zuhilfenahme von Querschiebern in der Spritzgießform mit ausgebildet, wenngleich dies zur Vereinfachung der Darstellung inFig. 8 nicht gezeigt ist. - An die Spannfläche 48 schließt sich die an sich bekannte konische Zentrierfläche 64 des Grundkörpers 42 an bevor der Grundkörper 42 nach unten mit einer ebenen Ringfläche 66 endet.
- Innenumfangsseitig schließt sich an die untere Ringfläche 66 ein zentrales kegelstumpfförmiges Sackloch 68 an, dessen Konusfläche 70 sich zum ebenen Boden 72 des Sacklochs 68 hin verjüngt.
- Wie beim gattungsbildenden Stand der Technik ist das Blockstück 40 ferner mit zwei von der unteren Ringfläche 66 des Grundkörpers 42 ausgehenden Aussparungen 74 zur an sich bekannten Zentrierung des Blockstücks 40 an der Spindel der Bearbeitungsmaschine versehen, die bezüglich der Mittelachse M des Grundkörpers 42 gemäß insbesondere den
Fig. 2 ,5 ,8 und 10 einander diametral gegenüberliegen und in einer Seitenansicht (Fig. 4 ) des Grundkörpers 42 gesehen sich zur Spannfläche 48 hin im wesentlichen V-förmig verjüngen. In derFig. 4 ist auch zu erkennen, daß die Aussparungen 74 sich annähernd über die gesamte Höhe der konischen Zentrierfläche 64 erstrecken und mit den Einsenkungen 62 in der Spannfläche 48 axial ausgefluchtet sind. Auch die Aussparungen 74 werden zweckmäßig während des Spitzgießens des Grundkörpers 42 durch geeignete Vorsprünge in der Spitzgießform mit ausgebildet. - Wie insbesondere die
Fig. 6 zeigt, ist ausgehend vom Grund jeder Aussparung 74 ein kegelstumpfförmiges Sackloch 76 im Grundkörper 42 ausgebildet, in das ein metallischer Lagereinsatz 78 fest eingesetzt, vorzugsweise eingeklebt ist, der im dargestellten Ausführungsbeispiel eine Kugelpfanne 80 aufweist. Auch die Sacklöcher 76 werden beim Spritzgießen des Grundkörpers 42 gleich mit ausgebildet. Die optionalen Lagereinsätze 78 dienen mit ihren Kugelpfannen 80 der Aufnahme von spindelseitigen Lagerspitzen (nicht dargestellt), die an bestimmten Bearbeitungsmaschinen vorgesehen sind (siehe z.B. dieDE 40 00 291 A1 ), und definieren eine Schwenkachse, um die in diesen Bearbeitungsmaschinen eine Kippbewegung des Blockstücks 40 möglich ist. - Des weiteren ist der Grundkörper 42 ausgehend von der unteren Ringfläche 66 mit einer Codier-Aussparung 82 zur Drehwinkelorientierung des Blockstücks 40 um die Mittelachse M versehen, wie sie eingangs unter Bezugnahme auf die
Fig. 11 bis 14 zum gattungsbildenden Stand der Technik schon erläutert wurde. Im dargestellten Ausführungsbeispiel hat das Blockstück 40 gemäß insbesondere denFig. 5 und 7 auch eine zweite, zylindrische Codier-Aussparung 84, die sich ausgehend von der unteren Ringfläche 66 des Grundkörpers 42 in diesen parallel zur Mittelachse M hinein erstreckt und an einem anderen Typ von Bearbeitungsmaschine zur Drehwinkelorientierung des Blockstücks 40 um die Mittelachse M dient. Beide Codier-Aussparungen 82, 84 werden ebenfalls während des Spritzgießens des Grundkörpers 42 durch geeignete Vorsprünge in der Spitzgießform mit ausgebildet. - Im dargestellten Ausführungsbeispiel ist das Blockstück 40 ferner mit einem an sich bekannten, in
Fig. 7 lediglich schematisch eingezeichneten, sogenannten "Transponder" 86 zur Werkstückidentifizierung ausgerüstet. Zur Aufnahme des Transponders 86 hat der Grundkörper 42 eine weitere, zylindrische Aussparung 88, welche sich ausgehend von der unteren Ringfläche 66 des Grundkörpers 42 parallel zu dessen Mittelachse M in diesen hinein erstreckt und gemäßFig. 7 fast bis zu einer der Aussparungen 52 zur Aufnahme des temporär verformbaren Materials 46 reicht. Auch diese Aussparung 88 wird vorzugsweise während des Spritzgießens des Grundkörpers 42 durch einen geeigneten Vorsprung in der Spitzgießform gleich mit ausgebildet. - Schließlich hat der Grundkörper 42 in seiner unteren Ringfläche 66 gemäß den
Fig. 2 und5 noch eine ringsegmentförmige, während des Spitzgießens des Grundkörpers 42 ausgebildete Vertiefung 90 zwischen einer der Zentrieraussparungen 74 und der Aussparung 88 für den Transponder 86, die als Textfeld für eine Prägekennzeichnung od.dgl. des Blockstücks 40 dient. - Die
Fig. 8 zeigt die beiden Formhälften 92, 94 der Spitzgießform für den Grundkörper 42 des Blockstücks 40 im geschlossenen Zustand der Spitzgießform, mit bereits spitzgegossenem Grundkörper 42. In der oberen Formhälfte 92 der Spitzgießform sind geeignet profilierte Querschieber 96 schematisch eingezeichnet, die der Ausbildung der hinterschnittenen Aussparungen 52 in der Stirnfläche 44 des Grundkörpers 42 dienen. Die Doppelpfeile an den Querschiebern 96 veranschaulichen die Bewegungsmöglichkeiten der Querschieber 96. Für den Fachmann ist ersichtlich, daß die Querschieber 96 während des Spitzgießvorgangs in den durch die Formhälften 92, 94 in der Spitzgießform begrenzten Hohlraum hinein vorstehen, um die hinterschnittenen Aussparungen 52 in der Stirnfläche 44 des Grundkörpers 42 auszubilden, und nach Erstarren des Kunststoffs in der Spritzgießform aus den am Grundkörper 42 erzeugten Aussparungen 52 herausgezogen werden, so daß der Grundkörper 42 aus der Spitzgießform ausgeformt werden kann. Es bedarf an dieser Stelle für den Fachmann keiner weiteren Erläuterung, wie durch Vorsehen geeigneter Vorsprünge (bzw. weiterer Querschieber für die Einsenkungen 62) in der Spitzgießform neben den Aussparungen 52 an der Stirnfläche 44 des Grundkörpers 42 in einem Spitzgieß-Arbeitsgang auch sämtliche weiteren Vertiefungen, Einsenkungen, Aussparungen, Sacklöcher etc. (60, 62, 74, 76, 82, 84, 88, 90) auf außerordentlich kostengünstige Weise mit ausgebildet werden können. - Zum eigentlichen Blockvorgang, dessen Ergebnis in den
Fig. 9 und 10 dargestellt und dessen Ablauf dem Fachmann hinlänglich bekannt ist, so daß diesbezügliche Ausführungen an dieser Stelle entbehrlich sind, sei lediglich noch angemerkt, daß das temporär verformbare Material 46 bei dem beschriebenen Ausführungsbeispiel des Blockstücks 40 in der Blockvorrichtung von radial außen zwischen die Brillenlinse L und das Blockstück 40 zugeführt wird, um diese Teile miteinander zu verbinden. Dabei fließt das temporär verformbare Material 46 aufgrund der taschenartigen Öffnung der Aussparungen 52 in der Stirnfläche 44 des Grundkörpers 42 leicht in diese hinein. Die mit der Erstarrung des temporär verformbaren Materials 46 einhergehende Schrumpfung desselben führt aufgrund der beschriebenen Anordnung der hinterschnittenen Flächen 54 sodann zu einer festen Verankerung bzw. Verklammerung des temporär verformbaren Materials 46 am Blockstück 40. -
- 10
- Blockstück
- 12
- Grundkörper
- 14
- Stirnfläche
- 16
- Spannfläche
- 18
- Zentrierfläche
- 20
- Ringfläche
- 22
- Durchgangsbohrung
- 24
- erste Konusfläche
- 26
- zweite Konusfläche
- 28
- Ringschulter
- 30
- dritte Konusfläche
- 32
- Aussparung
- 34
- Aussparung
- 36
- Sackbohrung
- 40
- Blockstück
- 42
- Grundkörper
- 44
- Stirnfläche
- 46
- temporär verformbares Material
- 48
- Spannfläche
- 50
- Spannzange
- 52
- Aussparung
- 54
- innere Begrenzungsfläche
- 56
- äußere Begrenzungsfläche
- 58
- Verbindungsfläche
- 60
- Vertiefung
- 62
- Einsenkung
- 64
- Zentrierfläche
- 66
- Ringfläche
- 68
- Sackloch
- 70
- Konusfläche
- 72
- Boden
- 74
- Aussparung
- 76
- Sackloch
- 78
- Lagereinsatz
- 80
- Kugelpfanne
- 82
- Aussparung
- 84
- Aussparung
- 86
- Transponder
- 88
- Aussparung
- 90
- Vertiefung
- 92
- Formhälfte
- 94
- Formhälfte
- 96
- Querschieber
- L
- Brillenlinse
- M
- Mittelachse
Claims (13)
- Blockstück (40) zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse (L), für dessen Bearbeitung, mit einem Grundkörper (42),
der eine Stirnfläche (44) aufweist, an welcher das Werkstück mittels eines temporär verformbaren Materials (46) aufblockbar ist, wobei die Stirnfläche (44) dem aufgeblockten Werkstück zugewandt ist, und
eine sich außenumfangsseitig an die Stirnfläche (44) anschließende Spannfläche (48) hat, über die das auf dem Grundkörper (42) aufgeblockte Werkstück an einer Spindel (50) einer Bearbeitungsmaschine festlegbar ist,
dadurch gekennzeichnet, daß der aus Kunststoff spritzgegossene Grundkörper (42) an seiner Stirnfläche (44) mit wenigstens zwei Aussparungen (52) zur Aufnahme des temporär verformbaren Materials (46) versehen ist, die zu beiden Seiten einer gedachten Ebene angeordnet sind, welche die Mittelachse (M) des Grundkörpers (42) enthält, und deren der Mittelachse (M) des Grundkörpers (42) jeweils nächstgelegene Begrenzungsfläche (54) einen Hinterschnitt ausbildet. - Blockstück (40) nach Anspruch 1, dadurch gekennzeichnet, daß die der Mittelachse (M) des Grundkörpers (42) jeweils nächstgelegene, innere Begrenzungsfläche (54) der jeweiligen Aussparung (52) zur Aufnahme des temporär verformbaren Materials (46) im wesentlichen eben ist und sich von der Mittelachse (M) des Grundkörpers (42) beabstandet annähernd über die gesamte Breite der Stirnfläche (44) des Grundkörpers (42) erstreckt.
- Blockstück (40) nach Anspruch 2, dadurch gekennzeichnet, daß die der inneren Begrenzungsfläche (54) gegenüberliegende äußere Begrenzungsfläche (56) der jeweiligen Aussparung (52) zur Aufnahme des temporär verformbaren Materials (46) von der inneren Begrenzungsfläche (54) weggewölbt ist.
- Blockstück (40) nach den Ansprüchen 2 und 3, dadurch gekennzeichnet, daß die innere Begrenzungsfläche (54) mit der äußeren Begrenzungsfläche (56) der jeweiligen Aussparung (52) zur Aufnahme des temporär verformbaren Materials (46) über nur eine bogenförmige Verbindungsfläche (58) verbunden ist.
- Blockstück (40) nach einem der Ansprüche 2 bis 4, dadurch gekennzeichnet, daß der Grundkörper (42) an seiner Stirnfläche (44) mit vier Aussparungen (52) zur Aufnahme des temporär verformbaren Materials (46) versehen ist, die in symmetrischer Anordnung um die Mittelachse (M) des Grundkörpers (42) herum angeordnet sind, so daß die die Hinterschnitte bildenden inneren Begrenzungsflächen (54) der Aussparungen (52) in einer Draufsicht (Fig. 3) auf den Grundkörper (42) gesehen die Form eines Quadrats bilden.
- Blockstück (40) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Grundkörper (42) an seiner Stirnfläche (44) zwischen den Aussparungen (52) zur Aufnahme des temporär verformbaren Materials (46) im wesentlichen mittig mit einer kugelkalottenförmigen Vertiefung (60) versehen ist.
- Blockstück (40) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Grundkörper (42) an seiner Spannfläche (48) mit wenigstens zwei bezüglich der Mittelachse (M) des Grundkörpers (42) diametral gegenüberliegenden, vorzugsweise kegelförmigen Einsenkungen (62) versehen ist.
- Blockstück (40) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß zwei von einer unteren Ringfläche (66) des Grundkörpers (42) ausgehende Aussparungen (74) zur Zentrierung des Blockstücks (40) an der Spindel (50) der Bearbeitungsmaschine, die bezüglich der Mittelachse (M) des Grundkörpers (42) einander diametral gegenüberliegen und in einer Seitenansicht (Fig. 4) des Grundkörpers (42) gesehen im wesentlichen V-förmig sind, während des Spitzgießens des Grundkörpers (42) mit ausgebildet sind.
- Blockstück (40) nach Anspruch 8, dadurch gekennzeichnet, daß ausgehend vom Grund jeder Aussparung (74) zur Zentrierung des Blockstücks (40) ein Sackloch (76) im Grundkörper (42) ausgebildet ist, in das ein metallischer Lagereinsatz (78) eingesetzt ist, der eine Kugelpfanne (80) od.dgl. aufweist.
- Blockstück (40) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß wenigstens eine von einer unteren Ringfläche (66) des Grundkörpers (42) ausgehende Aussparung (82, 84) zur Drehwinkelorientierung des Blockstücks (40) um die Mittelachse (M) während des Spritzgießens des Grundkörpers (42) mit ausgebildet ist.
- Blockstück (40) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Grundkörper (42) eine Aussparung (88) aufweist, in die ein Transponder (86) zur Identifizierung des optischen Werkstücks eingesetzt ist.
- Blockstück (40) nach Anspruch 11, dadurch gekennzeichnet, daß die von einer unteren Ringfläche (66) des Grundkörpers (42) ausgehende Aussparung (88) zur Aufnahme des Transponders (86) während des Spritzgießens des Grundkörpers (42) mit ausgebildet ist.
- Blockstück (40) nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß der Grundkörper (42) aus einem glasfaserverstärkten Polyamid besteht.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004023036 | 2004-05-06 | ||
| DE102004023036A DE102004023036A1 (de) | 2004-05-06 | 2004-05-06 | Blockstück zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse, für dessen Bearbeitung |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1593458A2 EP1593458A2 (de) | 2005-11-09 |
| EP1593458A3 EP1593458A3 (de) | 2006-07-05 |
| EP1593458B1 true EP1593458B1 (de) | 2008-04-02 |
Family
ID=34935337
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05008453A Expired - Lifetime EP1593458B1 (de) | 2004-05-06 | 2005-04-19 | Blockstück zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse, für dessen Bearbeitung |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US7066797B2 (de) |
| EP (1) | EP1593458B1 (de) |
| AT (1) | ATE390986T1 (de) |
| BR (1) | BRPI0501677B1 (de) |
| CA (1) | CA2505015A1 (de) |
| DE (2) | DE102004023036A1 (de) |
| MX (1) | MXPA05004768A (de) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2005102099A (ru) * | 2002-06-28 | 2005-09-10 | Карл Цайс Аг (De) | Способ центрирования оптических элементов и устройство для его осуществления |
| JP4310290B2 (ja) * | 2005-04-28 | 2009-08-05 | 株式会社ニデック | 眼鏡レンズ保持用のフレキシブルレンズ押さえ及びこれを有する眼鏡レンズ周縁加工装置。 |
| DE102005038063A1 (de) | 2005-08-10 | 2007-02-15 | Schneider Gmbh + Co. Kg | Vorgeformtes Blockstück mit drei Auflagepunkten |
| FR2905478B1 (fr) * | 2006-08-29 | 2008-12-12 | Essilor Int | Procede et dispositif de preparation de lntilles de lunettes en vue de leur montage sur la monture choisie par le porteur. |
| DE102007007161B4 (de) | 2007-02-09 | 2014-03-13 | Satisloh Gmbh | Verfahren und Vorrichtung zum Blocken von Brillengläsern aus Kunststoff für deren Bearbeitung und/oder Beschichtung |
| EP2011604B2 (de) * | 2007-07-05 | 2020-12-09 | Satisloh AG | Verfahren zum Blocken eines Linsenrohlings, Haftmittelzusammensetzung und deren Verwendung beim Blocken von Linsen |
| ATE494098T1 (de) | 2008-02-25 | 2011-01-15 | Satisloh Ag | Blockstück zum halten eines optischen werkstücks, insbesondere eines brillenglases, zu dessen bearbeitung und verfahren zur herstellung von brillengläsern entsprechend einem rezept |
| USD619258S1 (en) * | 2008-09-10 | 2010-07-06 | Carl Zeiss Vision Gmbh | Inlay for transport tray for spectable lenses and spectacle lens blanks |
| DE102010053762A1 (de) | 2010-11-26 | 2012-05-31 | Schneider Gmbh & Co. Kg | Blockstück |
| US20130303060A1 (en) * | 2010-11-26 | 2013-11-14 | Schneider Gmbh & Co. Kg | Block piece |
| USD666230S1 (en) | 2011-03-16 | 2012-08-28 | Satisloh North America, Inc. | Optic device securing structure |
| USD666229S1 (en) | 2011-03-16 | 2012-08-28 | Satisloh North America, Inc. | Optic device securing structure |
| USD666231S1 (en) * | 2011-03-16 | 2012-08-28 | Satisloh North America, Inc. | Optic device securing structure |
| USD666228S1 (en) | 2011-03-16 | 2012-08-28 | Satisloh North America, Inc. | Optic device securing structure |
| US9308617B2 (en) * | 2011-03-16 | 2016-04-12 | Satisloh North America, Inc. | Securing structure for optic device |
| LU92190B1 (en) * | 2013-05-06 | 2014-11-07 | Satisloh Gmbh | Multi part blocking piece |
| LU92191B1 (en) | 2013-05-06 | 2014-11-07 | Satisloh Gmbh | Multimaterial block piece |
| JP2015085476A (ja) * | 2013-10-31 | 2015-05-07 | オリンパス株式会社 | レンズ保持具及びレンズ保持方法 |
| USD753748S1 (en) * | 2014-08-11 | 2016-04-12 | Schneider Gmbh Co. Kg | Block piece for optical lenses |
| EP3009230B1 (de) | 2014-10-15 | 2021-01-13 | Satisloh AG | Aufblockeinrichtung für ein Blockstück für ein Brillenglas und Verfahren zur Aushärtung |
| DE102015009973A1 (de) | 2015-07-31 | 2017-02-02 | Satisloh Ag | Verfahren zur Bearbeitung von optischen Werkstücken, insbesondere Brillenlinsen aus Kunststoff |
| US10338390B2 (en) * | 2016-06-17 | 2019-07-02 | Google Llc | Method for fabricating a curved eyepiece |
| EP3542956A1 (de) | 2018-03-23 | 2019-09-25 | Carl Zeiss Vision International GmbH | Verfahren zur herstellung von brillengläsern nach rezept |
| DE102021004831A1 (de) | 2021-09-24 | 2023-03-30 | Satisloh Ag | Verfahren zur spanenden bearbeitung von optischen werkstücken, insbesondere brillenlinsen aus kunststoff |
| DE102021005202A1 (de) | 2021-10-19 | 2023-04-20 | Satisloh Ag | Aufnahme für die Bearbeitung von optischen Werkstücken, insbesondere Brillenlinsen |
| DE102023110129A1 (de) | 2023-04-20 | 2024-10-24 | Satisloh Ag | Elastische membran für eine aufnahme zur bearbeitung von optischen werkstücken, insbesondere brillenlinsen, und damit ausgestattete aufnahme |
| DE102023110130A1 (de) | 2023-04-20 | 2024-10-24 | Satisloh Ag | Aufnahme für die bearbeitung von optischen werkstücken, insbesondere brillenlinsen |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2859568A (en) * | 1957-10-04 | 1958-11-11 | Dantzic Morris | Lens blocking apparatus |
| US3996701A (en) * | 1975-06-30 | 1976-12-14 | American Optical Corporation | Lens block with preform |
| US4158273A (en) * | 1978-01-09 | 1979-06-19 | Crown Optical Company, Inc. | Method of blocking plastic lenses for surfacing |
| FR2576820B1 (fr) * | 1985-02-01 | 1989-04-07 | Essilor Int | Bague d'appui pour la fixation d'un bloc de montage sur la face finie a courbure progressivement variable d'une ebauche semi-finie d'un palet, tel que lentille ophtalmique ou moule |
| US5157880A (en) * | 1990-01-03 | 1992-10-27 | Coburn Optical Industries | Injection moldable plastic laps |
| DE4000291A1 (de) * | 1990-01-08 | 1991-07-11 | Loh Kg Optikmaschf | Linsenbearbeitungsmaschine |
| US5462475A (en) * | 1993-02-12 | 1995-10-31 | National Optronics, Inc. | Blocking system for prescription lenses |
| FR2733710B1 (fr) * | 1995-05-03 | 1997-07-18 | Essilor Int | Pre-molette pour le glantage d'une lentille optique, et son procede de mise en oeuvre |
| AU7360696A (en) * | 1995-09-18 | 1997-04-09 | Minnesota Mining And Manufacturing Company | Thermoplastic lens blocking material |
| US6110016A (en) * | 1998-06-22 | 2000-08-29 | Ppg Industries Ohio, Inc. | Lens block and method of processing lenses |
| DE19954761C2 (de) * | 1999-11-15 | 2001-10-25 | Wernicke & Co Gmbh | Halter für einen Block oder Sauger |
| CA2372766A1 (en) * | 2001-08-31 | 2003-02-28 | John Wilden | Lens block and associated de-blocking apparatus and method |
| EP2065133B1 (de) * | 2002-01-09 | 2012-03-21 | Hoya Corporation | Poliervorrichtung |
-
2004
- 2004-05-06 DE DE102004023036A patent/DE102004023036A1/de not_active Withdrawn
-
2005
- 2005-04-19 DE DE502005003522T patent/DE502005003522D1/de not_active Expired - Lifetime
- 2005-04-19 AT AT05008453T patent/ATE390986T1/de not_active IP Right Cessation
- 2005-04-19 EP EP05008453A patent/EP1593458B1/de not_active Expired - Lifetime
- 2005-04-22 CA CA002505015A patent/CA2505015A1/en not_active Abandoned
- 2005-05-03 MX MXPA05004768A patent/MXPA05004768A/es active IP Right Grant
- 2005-05-05 US US11/122,677 patent/US7066797B2/en not_active Expired - Lifetime
- 2005-05-06 BR BRPI0501677-0A patent/BRPI0501677B1/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP1593458A3 (de) | 2006-07-05 |
| US20050250430A1 (en) | 2005-11-10 |
| DE102004023036A1 (de) | 2005-12-29 |
| BRPI0501677A (pt) | 2006-05-23 |
| MXPA05004768A (es) | 2005-11-10 |
| BRPI0501677B1 (pt) | 2014-12-02 |
| CA2505015A1 (en) | 2005-11-06 |
| ATE390986T1 (de) | 2008-04-15 |
| US7066797B2 (en) | 2006-06-27 |
| EP1593458A2 (de) | 2005-11-09 |
| DE502005003522D1 (de) | 2008-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1593458B1 (de) | Blockstück zum Haltern eines optischen Werkstücks, insbesondere einer Brillenlinse, für dessen Bearbeitung | |
| DE4442181C1 (de) | Werkzeug zur Feinbearbeitung optischer Flächen | |
| DE3121490C2 (de) | ||
| DE202015009504U1 (de) | Polierteller für ein Werkzeug zur Feinbearbeitung von optisch wirksamen Flächen an Brillengläsern | |
| EP1422005B1 (de) | Verfahren und Vorrichtung zur Randbearbeitung einer optischen Linse aus Kunststoff | |
| EP1250979A2 (de) | Verfahren zur Randbearbeitung von optischen Linsen | |
| DE10106591C1 (de) | Verfahren zum spanlosen Formen und anschließenden spanenden Nachbearbeiten eines Bremssattels | |
| DE3407615C2 (de) | ||
| DE1752002A1 (de) | Verfahren und Vorrichtung zur Herstellung von Linsen | |
| DE102007007006A1 (de) | Verfahren zur Herstellung eines Brillenglases | |
| WO2005018871A1 (de) | Werkzeugkupplung | |
| EP1228009B1 (de) | Verfahren zur herstellung eines brillenglases | |
| DE102011002871B4 (de) | Spannzange | |
| EP3722068B1 (de) | Auswerfstift mit verdrehsicherung | |
| WO2019170556A1 (de) | Spannelement zur positionierung und/oder fixierung eines werkstücks oder werkzeugs | |
| EP4448258A1 (de) | Verfahren zur herstellung von brillenlinsen und positionieraufnahme für/mit einem brillenlinsen-halbzeug | |
| WO2017148588A1 (de) | Glättwerkzeug | |
| WO2012069168A2 (de) | Vorrichtung und verfahren zum bearbeiten einer optischen linse | |
| DE102017001792A1 (de) | Blockstück zum Blocken einer Linse | |
| DE2621891A1 (de) | Linsentraeger und linsen-herstellungsverfahren | |
| DE102017108154B4 (de) | Linsenhalteeinspannvorrichtung und linsenherstellungsverfahren | |
| DE102004003583B4 (de) | Verfahren und Werkzeugkopf zum spanabhebenden Bearbeiten von paarweise symmetrischen, optisch wirksamen Oberflächen, insbesondere von Oberflächen von Gleitsicht-Brillengläsern | |
| DE4233894C2 (de) | Spritzgieß- oder Preßwerkzeug zur Verarbeitung von Kunststoffmassen | |
| DE10318597B4 (de) | Verfahren zur Herstellung von Brillengläsern | |
| DE102018213423B4 (de) | Verfahren und Vorrichtung zur Herstellung von Brillengläsern oder Brillenglasrohlingen sowie Radialwerkzeug zur Herstellung von Brillengläsern oder Brillenglasrohlingen |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B24B 9/14 20060101ALI20060531BHEP Ipc: B24B 13/005 20060101AFI20050706BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: SATISLOH AG |
|
| 17P | Request for examination filed |
Effective date: 20061130 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20070216 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN Ref country code: CH Ref legal event code: NV Representative=s name: KEMENY AG PATENTANWALTBUERO Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 502005003522 Country of ref document: DE Date of ref document: 20080515 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: SATISLOH A.G. Effective date: 20080430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080903 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080713 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080702 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080802 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080702 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 |
|
| 26N | No opposition filed |
Effective date: 20090106 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081003 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080703 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: SATISLOH AG Free format text: SATISLOH AG#NEUHOFSTRASSE 12#6340 BAAR (CH) -TRANSFER TO- SATISLOH AG#NEUHOFSTRASSE 12#6340 BAAR (CH) |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170213 Year of fee payment: 13 Ref country code: CH Payment date: 20170228 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20170324 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20170531 Year of fee payment: 13 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180419 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180430 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180419 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230525 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240429 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 502005003522 Country of ref document: DE |