EP1575834B1 - Emballage et procede de production d'un emballage - Google Patents
Emballage et procede de production d'un emballage Download PDFInfo
- Publication number
- EP1575834B1 EP1575834B1 EP03751143A EP03751143A EP1575834B1 EP 1575834 B1 EP1575834 B1 EP 1575834B1 EP 03751143 A EP03751143 A EP 03751143A EP 03751143 A EP03751143 A EP 03751143A EP 1575834 B1 EP1575834 B1 EP 1575834B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- package
- folded
- sleeve
- packaging material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 239000005022 packaging material Substances 0.000 claims abstract description 28
- 238000004806 packaging method and process Methods 0.000 claims description 17
- 239000000463 material Substances 0.000 claims description 12
- 238000007789 sealing Methods 0.000 claims description 10
- 239000004033 plastic Substances 0.000 description 11
- 229920003023 plastic Polymers 0.000 description 11
- -1 for example Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000012528 membrane Substances 0.000 description 4
- 230000004888 barrier function Effects 0.000 description 3
- 238000010276 construction Methods 0.000 description 3
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 235000013361 beverage Nutrition 0.000 description 2
- 239000007799 cork Substances 0.000 description 2
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000004411 aluminium Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 235000013336 milk Nutrition 0.000 description 1
- 239000008267 milk Substances 0.000 description 1
- 210000004080 milk Anatomy 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/72—Contents-dispensing means
- B65D5/74—Spouts
- B65D5/746—Spouts formed separately from the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/02—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by shape
- B65D3/08—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by shape having a cross-section of varying shape, e.g. circular merging into square or rectangular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D3/00—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines
- B65D3/10—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by form of integral or permanently secured end closure
- B65D3/20—Rigid or semi-rigid containers having bodies or peripheral walls of curved or partially-curved cross-section made by winding or bending paper without folding along defined lines characterised by form of integral or permanently secured end closure with end portion of body adapted to be closed, by flattening or folding operations, e.g. formed with crease lines or flaps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/02—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body
- B65D5/029—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper by folding or erecting a single blank to form a tubular body with or without subsequent folding operations, or the addition of separate elements, to close the ends of the body the tubular body presenting a special shape
Definitions
- the present invention relates to a package in accordance with the preamble to appended Claim 1, as well as a method of producing a package in accordance with the preamble to appended Claim 5.
- Brick-shaped packages of semi-rigid, folded, paper-based packaging laminate are in common use for beverages such as milk and juice.
- the traditional method of opening such packages has long been to tear or cut away a corner of a corner flap and thereby obtain a pouring spout.
- This type of package has, in recent years, also been provided with various types of opening arrangements which make for reclosure.
- These opening arrangements may, for example, be retrofitted glued-on lids which cover previously formed weakened lines in the packaging laminate.
- There may also be opening arrangements of plastic which are injection moulded direct in situ over a hole in the packaging laminate.
- One variation of these opening arrangements relates to an injection moulded, threaded neck which is provided so as to carry a screw cap.
- bottles may, for example, be of glass, metal or plastic. Above all, the market for plastic bottles is growing which probably can largely be referred to the low weight of such bottles in relation to the other materials.
- GB 343 140 discloses a package made of a web of paper material being wound several rounds around a mandrel. In an upper end a tapering form is made in that in that the paper is folded in a plurality of overlap folds. In the lower end a circular package bottom disc is attached.
- the object of the present invention is to realise a bottle-like package of packaging material such as, for example, paper-based packaging laminate.
- those portions of the shoulder section which connect those portions of the body section which are of cylindrical shape have been given a tapering configuration in that the packaging material is folded in a plurality of overlap folds so that three circumferentially sequential portions of the packaging material are folded so that the first portion forms an outside, the second portion is folded inwards and backwards so that it abuts against the inside of the first portion, and the third portion is folded so that it abuts against the outside of the material of the second portion turned to face towards the inside of the package, it is possible to obtain a rounded, tapering shape which nevertheless has a smooth outer side without any projecting flaps.
- said body section and shoulder section comprise a sleeve of a web- or sheet-shaped packaging material which has been folded so that two opposing edges have been brought together and fused together along a longitudinal direction extending along the package and the sleeve
- a sleeve of optional packaging material such as a paper-based packaging laminate
- the bottom section is integrally formed with the body section, it is possible to obtain from a single sleeve a complete packaging body.
- an integrated body will be extremely strong in relation to most constructions involving loose bottom plates or the like.
- the overlap folds in the circumferential direction are folded in the same direction. This facilitates production since it is then possible to simply carry out the folding in that a conical sleeve is urged against the upper end of the sleeve during simultaneous rotation.
- the overlap folds are folded so that they are alternatingly folded in opposing directions circumferentially.
- the sleeve has a given circumference and that the extent in the circumferential direction of those portions which form the overlap folds is greater at the end of the shoulder section facing towards the opening arrangement compared with the end of the shoulder section turned to face towards the body section, there will be obtained a smaller circumference at the end of the shoulder section facing towards the opening arrangement.
- the method includes the steps of forming, from a web- or sheet-shaped packaging material, a sleeve by two opposing edges being brought together and fused together, by forming the sleeve so that it is at least a partly cylindrical form, by forming, at one end of the sleeve, a tapering shoulder section in that those parts of the sleeve which are of cylindrical shape at one end of the sleeve are formed into a tapering shoulder section by the packaging material being folded in a plurality of overlap folds so that three circumferentially sequential portions of the packaging material are folded such that the first portion forms an outside, the second portion is folded inwards and backwards so that it abuts against the inside of the first portion, and the third portion is folded so that it abuts against the second portion of the outside of the material facing towards the inside of the package, and by securing an opening arrangement on that end of the sleeve which has been formed into a tapering shoulder section, it is possible to obtain a package
- the tapering portion will further have a conical circumferential surface without any projecting flaps.
- the method further comprises the step of closing the package by flattening the end of the sleeve and welding or fusing together the end edges, it is possible with great reliability to realise a seal in one end of a sleeve by flattening the end of the sleeve and fusing together the insides to one another in a so-called praying joint. This transverse seal may then be folded together in that the corners of the joint are folded inwards towards the centre so that there is formed some form of flap on the underside of the package.
- the method further comprises the step of filling the package with a product through the end of the sleeve opposed to the opening arrangement.
- the method comprises the step of filling the package, before the opening arrangement is secured in place, through that end of the sleeve which has been shaped into a tapering portion.
- the method comprises the step of filling the package, before the opening arrangement is secured in place, through that end of the sleeve which has been shaped into a tapering portion.
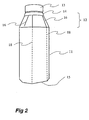
- the package comprises a body portion 1, an upper tapering shoulder portion 2, an opening arrangement 3 and a bottom 5.
- the opening arrangement 3 is connected to the shoulder portion 2 via a neck 4.
- This neck 4 preferably connects on both sides of the free material edge which is formed uppermost on the shoulder portion 2 so that it protects the otherwise exposed edge from moisture and dirt both from the inside and from the outside of the package.
- the neck 4 is preferably provided with threads on which a screw cap is screwed.
- the opening arrangement 3 consists of the threaded continuation of the neck 4 and the screw cap placed thereon.
- opening arrangements may naturally also be employed.
- various types of snap locks where it is simply a matter of pulling up the cork or where the cap or cork is twisted through a slight angle of rotation.
- the opening arrangement may be prefabricated and placed up on the shoulder section 2 or it may be formed directly on the opening section by direct injection moulding.
- a prefabricated opening arrangement may, for example, be secured in place in that the plastic layer on the inside and/or outside of the packaging laminate has been melted and that the opening arrangement is pressed against the molten area until it has hardened and set sufficiently.
- Another method could be to employ some form of subsequently added adhesive which fuses together the opening arrangement with the inside and/or the outside of the packaging laminate.
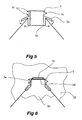
- Fig. 5 shows a prefabricated opening arrangement 3 which has been placed in the hole formed by the upper portion of the tapering section 2 of the package.
- the downwardly extending, annular flange 3a is intended to be folded upwards towards the inside.
- the outwardly extending, annular flange 3b is intended to be folded downwards towards the outside.
- the inner flange 3a is intended to seal against the inside of the package.
- the outer flange 3b is intended to protect the paper edge which is otherwise open to the ambient surroundings and imparts to the package an aesthetically attractive appearance. Moreover, the outer flange 3b may be employed as a fixing point for some form of tamper evidence. As is apparent from Fig. 5, the opening arrangement is provided with threads 3c on which a screw cap is intended to be secured so that the upper opening is sealed.
- FIG. 6 shows one example of such an opening arrangement. From the inside, a tool 20 is urged into abutment against the inside of the tapering section 2. From the outside, another tool 21 is urged into abutment against the outside of the tapering section 2. In the space that is formed between the tool halves, molten plastic is injected which sets and forms an opening arrangement 3. Such an opening arrangement may be provided with a membrane 3d which covers the opening and thereby automatically constitutes a tamper evidence.
- Fig. 1 and Fig. 2 it is possible to design the package so that the core or body section 1 and the shoulder section 2 are completely round (see Fig. 1) or partially cylindrical (see Fig. 2).
- Fig. 2 a package having a cross section which, seen from above, has a slightly elongate appearance. In the illustrated configuration, the package has two straight sides and two semicylindrical short sides which bond together the two straight sides. In other embodiments, it is also conceivable that there be three, four or more straight sections which are bonded together by partially cylindrical sections.
- the sleeve is provided with crease lines 18 which extend along the longitudinal direction of the package at those points where the cross section changes shape.
- Fig. 2 shows two crease lines 18 which mark the transition between the straight section and the partially cylindrical sections.
- the tapering shoulder section 2 has been given tapering form in that three circumferentially sequential sections 6a-c of the packaging material are folded so that the first section 6a forms the outside, the second section 6b is folded inwards and backwards so that it abuts against the inside of the first section 6a, and the third section 6c is folded so that it abuts against the outside of the packaging material of the second section 6b facing towards the inside of the package.
- Fig. 3 shows how a round package may look before it has been finally formed.
- Fig. 3 shows seven overlap folds.
- the package comprises six or eight overlap folds distributed over the partially cylindrical sections.
- the package shown in Fig. 2 is then provided with three or four overlap folds on each side of the straight sections.
- Fig. 3 shows the final contour of the package by a ghosted line. The lower down towards the body portion 1, the less overlap will the overlap folds 6 display and the higher up towards the opening arrangement 3, the greater will be the overlap.
- the overlap may, for example, be so great that an overlap fold is immediately terminated before the next one commences.
- the overlap folds are folded in different directions so that, for example, every second is folded in a first direction around the circumference and every other in the opposite direction to the first direction.
- the overlap folds are preferably placed pairwise in the proximity of one another so that the pairs of overlap folds form flattened ⁇ symbols.
- Suitable packaging material is, for example, a paper-based packaging laminate with barrier layer of aluminium and outer layers of a sealable plastic, such as, for example, polyethylene.
- barrier layer such as, for example, SiOx
- optional outer layer such as, for example, polypropylene
- no barrier layer is needed at all. Examples of such cases are, for instance, in use for products which are stored in cold storage throughout their storage life, so-called refrigerated distribution.
- the package will have a bottle-like shape.
- the package is produced in that, in a first step, it is formed into a sleeve from a web- or sheet-shaped packaging material by two opposing edges being brought together and fused together.
- This longitudinal joint 7 is a so-called overlap joint or seam, i.e. the one longitudinal edge extends in beneath the meeting longitudinal joint. According to this configuration, the outside of the inner edge 7a will be fused against the inside of the outer edge 7b.
- a so-called longitudinal joint strip 7c of a liquid-resistant material such as some form of plastic The longitudinal joint strip protects the inner edge against the product packed in the package.
- use may be made of a technology where the inner edge is folded double in between the outside of the inner edge portion and the inside of the outer edge portion.
- Such a longitudinal joint is described in greater detail in US-A-6,265, 009
- the sleeve is formed so that it has at least partly cylindrical shape, i.e. so that it will be wholly round, oval or composed of straight and round or oval sections. This is put into effect in that the sleeve is raised and passed on a mandrel or the like.
- the tapering shoulder section 2 is formed in that those parts of the sleeve which are of cylindrical shape at one end of the sleeve are folded in a plurality of overlap folds 6 so that three circumferentially sequential sections 6a-c of the packaging material are folded so that the first section 6a forms the outside, the second section 6b is folded inwards and backwards so that it abuts against the inside of the first section 6a, and the third section 6c is folded so that it abuts against the outside of the material of the second section 6b turned to face towards the inside of the package.
- the package is to be provided with an opening arrangement, the bottom is to be sealed and the package be filled with the intended product.
- These last steps may in principle be put into effect in different sequence depending upon in what type of machine the intention is to produce and fill the package.
- the sleeve 1 is provided with a closed opening arrangement 3 (which is not intended to be opened until the consumer is to gain access to the product), whereafter the package is filled with a product through the opposing end of the package in relation to the opening arrangement, the opposing end thereafter being sealed in that the end of the sleeve 1 is flattened out and fused together.
- This filling may be put into effect through the open end or, most preferably, through a neck 4 which has been provided on the open end and which is intended to carry a screw cap 3 or the like.
- the opening arrangement 3 may naturally be provided with some form of so-called tamper evidence which gives the consumer information as to whether the package has been opened previously or not.
- tamper evidence which gives the consumer information as to whether the package has been opened previously or not.
- tamper evidence which may be employed.
- Use may be made of bridges which extend between the screw cap and a ring which is rotationally fixed in relation to the package and passed over the neck 4 or the like.
- the bottom seal is a praying joint where the insides of the ends of the sleeve are turned to face towards one another and fused together. Further, the bottom seal is transversely directed in relation to the longitudinal seal.
- Fig. 7a and 7b show a package which comprises a sleeve with a bottom sealing fin 5a which is formed from the bottom seal 5b and a part of the sleeve 1 and which has been realised in that the end of the sleeve 1 has been clamped together and fused together by two clamping jaws.
- Fig. 7c shows the package with the bottom in a partly ready-folded state.
- the bottom section 5 displays primary flaps 5c and secondary flaps 5d.
- Fig. 7d shows the ready-folded bottom.
- the fin 5a is prefolded slightly in a direction away from the longitudinal joint 7.
- it is advatageous to heat the material with the aid of hot air or the like so that the material becomes softer and more pliable, which reduces the risk of cracks occurring in the material.
- the fin 5a is folded and the corners are buckled, i.e. begin to be folded along the crease lines as a preparatory step for the final folding.
- a central portion of the prefolded fin 5a is pressed down to that part of the sleeve that constitutes the bottom section 5.
- This step positively creates a primary flap 5c on each transverse end of the fin 5a.
- an inward depression is provided on each side of each primary flap 5c in the portion between the upper end and the transition between that part of the sleeve which constitutes the bottom section and the remainder of the sleeve.
- a secondary flap 5d which extends somewhat inwards in under the primary flap 5c.
- Fig. 7c shows the package with the primary 5c and secondary 5d flaps.
- the secondary flaps 5d formed by the depression entail that the finally folded packaging bottom will have an octagonal shape as shown in Fig. 7d.
- the primary flaps 5c are pressed in completely to the bottom section 5 so that the primary flaps 5c, the secondary flaps 5d and the sealing fin 5a lie planar against the bottom section 5.
- the material is heated up so that it partly melts and thereby fuses together with adjacent portions when the plastic once again sets. This may naturally also be realised in that minor quantities of some form of adhesive are injected in beneath the flaps at selected spots. The thus folded package thereby achieves the ready-folded state as shown in Fig. 7d.
- the longitudinal joint as a so-called praying joint where both of the insides of the converging longitudinal edges are sealed to one another.
- the transverse seal may naturally be given another orientation than the transverse orientation described above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cartons (AREA)
- Packages (AREA)
- Making Paper Articles (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
Claims (8)
- Emballage en matériau d'emballage comprenant un corps au moins en partie cylindrique (1;11), une région d'épaule convergente (2;12) qui est formée en une seule pièce avec la première extrémité du corps (1;11) et reliée à celle-ci, un fond (5;15) qui est relié à l'extrémité opposée du corps (1;11) par rapport à la région d'épaule (2;12), ainsi qu'un dispositif d'ouverture (3;13) qui est relié à l'extrémité opposée de la région d'épaule (2;12) par rapport au corps (1;11), les parties de la région d'épaule (2;12) qui se raccordent aux parties du corps (1;11) qui ont une configuration cylindrique ayant reçu une forme convergente en ce que le matériau d'emballage est plié en une pluralité de plis en chevauchement (6;16) de sorte que trois régions circonférentiellement successives (6a-c) du matériau d'emballage sont pliées d'une manière telle que la première région (6a) forme l'extérieur, la deuxième région (6b) est pliée vers l'intérieur et vers l'arrière de sorte qu'elle bute contre l'intérieur de la première région (6a), et la troisième région (6c) est pliée de sorte qu'elle bute contre la surface extérieure du matériau d'emballage de la deuxième région 6b tournée vers l'intérieur de l'emballage,
caractérisé en ce que :le dit corps (1;11) et la dite région d'épaule (2;12) comprennent un manchon en un matériau d'emballage en bande ou en feuille qui a été plié de sorte que ses deux bords opposés sont rapprochés l'un de l'autre et soudés l'un à l'autre le long d'un joint longitudinal (7) s'étendant le long de l'emballage et du manchon ;le fond (5;15) est formé solidairement avec le corps (1;11) ;le fond (5;15) a été scellé en ce que l'extrémité du manchon (1) a été aplatie et soudée à elle-même pour former une ailette de fermeture (5a) avec un joint étanche (5b) ; etl'ailette de fermeture (5a) a été pliée et présente des rabats principaux (5c) et des rabats secondaires (5d) de sorte que le fond de l'emballage finalement plié présente une forme octogonale. - Emballage selon la revendication 1, dans lequel les plis en chevauchement (6;16) dans une direction circonférentielle sont pliés dans la même direction.
- Emballage selon la revendication 1, dans lequel les plis en chevauchement (6;16) sont pliés de sorte qu'ils sont alternativement pliés dans des directions opposées circonférentiellement.
- Emballage selon une ou plusieurs des revendications 1 à 3, dans lequel l'étendue dans la direction circonférentielle des régions (6a-c) qui forment les plis en chevauchement (6;16) est plus grande à l'extrémité de la région d'épaule (2;12) située vers le dispositif d'ouverture (3;13) comparativement à l'extrémité de la région d'épaule (2;12) située vers le corps (1;11).
- Procédé de production d'un emballage, caractérisé en ce qu'il comprend les étapes de :création, à partir d'un matériau d'emballage en bande ou en feuille, d'un manchon par rapprochement de deux bords opposés et soudage de ces bords l'un à l'autre,formage du manchon de sorte qu'il ait une forme au moins en partie cylindrique,formage, à une première extrémité du manchon, d'une région d'épaule convergente (2;12) en ce que les régions du manchon qui ont une forme cylindrique à une première extrémité sont transformées en une région d'épaule convergente (2;12) par pliage du matériau d'emballage en une pluralité de plis en chevauchement (6;16) d'une manière telle que trois régions circonférentiellement successives (6a-c) du matériau d'emballage sont pliées de sorte que la première région (6a) forme l'extérieur, la deuxième région (6b) est pliée vers l'intérieur et vers l'arrière de façon à buter contre l'intérieur de la première région (6a) et la troisième région (6c) est pliée de façon à buter contre la surface extérieure du matériau de la deuxième région (6b) tournée vers l'intérieur de l'emballage,fixation d'un dispositif d'ouverture (3;13) sur l'extrémité du manchon qui a été formée en une région d'épaule convergente (2;12), etfermeture de l'emballage par aplatissement de la région d'extrémité (5;15) du manchon et soudage mutuel des bords d'extrémité pour former une ailette de fermeture (5a) avec un joint étanche (5b), etpliage de l'ailette de fermeture (5a) par formation de rabats principaux (5c) et de rabats secondaires (5d) de sorte que le fond de l'emballage finalement plié présente une forme octogonale.
- Procédé selon la revendication 5, qui comprend en outre l'étape de remplissage de l'emballage avec un produit par l'extrémité opposée du manchon par rapport au dispositif d'ouverture (3;13).
- Procédé selon la revendication 5, qui comprend en outre l'étape de remplissage de l'emballage, avant que le dispositif d'ouverture (3;13) soit fixé en place, par l'extrémité du manchon qui a été formée en une région convergente (2;12).
- Procédé selon la revendication 5, qui comprend en outre l'étape de remplissage de l'emballage par le dispositif d'ouverture (3;13), et de fermeture de l'emballage par soudage du dispositif d'ouverture (3;13).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE0203306A SE0203306D0 (sv) | 2002-11-08 | 2002-11-08 | Förpackning samt förfarande för framställning av en förpackning |
| SE0203306 | 2002-11-08 | ||
| PCT/IB2003/004610 WO2004041663A1 (fr) | 2002-11-08 | 2003-10-16 | Emballage et procede de production d'un emballage |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1575834A1 EP1575834A1 (fr) | 2005-09-21 |
| EP1575834B1 true EP1575834B1 (fr) | 2007-01-03 |
Family
ID=20289510
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03751143A Expired - Lifetime EP1575834B1 (fr) | 2002-11-08 | 2003-10-16 | Emballage et procede de production d'un emballage |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1575834B1 (fr) |
| JP (1) | JP4128569B2 (fr) |
| AT (1) | ATE350284T1 (fr) |
| AU (1) | AU2003269362A1 (fr) |
| DE (1) | DE60311004T2 (fr) |
| RU (1) | RU2320522C2 (fr) |
| SE (1) | SE0203306D0 (fr) |
| WO (1) | WO2004041663A1 (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK176664B1 (da) | 2007-01-18 | 2009-02-09 | Micon Dev Aps | Emballage |
| EP2379415B1 (fr) * | 2009-01-21 | 2014-06-25 | Tetra Laval Holdings & Finance S.A. | Emballage et procédé de réalisation de l'emballage |
| EP2552791B1 (fr) * | 2010-03-31 | 2015-02-18 | Tetra Laval Holdings & Finance S.A. | Emballage et matériau pour la formation dudit emballage |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE421411A (fr) * | ||||
| GB343140A (en) * | 1929-05-01 | 1931-02-13 | Carl Ristow | Improvements in or relating to paper bottles |
| GB362968A (en) * | 1930-06-30 | 1931-12-09 | Carl Ristow | Improvements in and relating to the manufacture of paper flasks or bottles |
| DE686099C (de) * | 1936-01-30 | 1940-01-03 | Saechsische Cartonnagen Maschi | Verfahren und Vorrichtung zum Herstellen von starkwandigen Flaschen aus Pappe o. dgl. |
| DE8813832U1 (de) * | 1988-11-04 | 1990-03-15 | Magnoni, Giordano, Modena | Behälter mit einem ebenen Boden und mit einer im wesentlichen zylindrischen Mantelfläche |
| DE3942319A1 (de) * | 1989-12-21 | 1991-06-27 | Pkl Verpackungssysteme Gmbh | Behaelter fuer fluessigkeiten und schuettgueter in form einer im wesentlichen quaderfoermigen faltschachtel aus karton, insbesondere aus kartonkunststoffmehrschichtverbundmaterial |
-
2002
- 2002-11-08 SE SE0203306A patent/SE0203306D0/xx unknown
-
2003
- 2003-10-16 AU AU2003269362A patent/AU2003269362A1/en not_active Abandoned
- 2003-10-16 AT AT03751143T patent/ATE350284T1/de not_active IP Right Cessation
- 2003-10-16 EP EP03751143A patent/EP1575834B1/fr not_active Expired - Lifetime
- 2003-10-16 DE DE60311004T patent/DE60311004T2/de not_active Expired - Lifetime
- 2003-10-16 RU RU2005117633/12A patent/RU2320522C2/ru not_active IP Right Cessation
- 2003-10-16 JP JP2004549427A patent/JP4128569B2/ja not_active Expired - Fee Related
- 2003-10-16 WO PCT/IB2003/004610 patent/WO2004041663A1/fr active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| SE0203306D0 (sv) | 2002-11-08 |
| JP4128569B2 (ja) | 2008-07-30 |
| RU2320522C2 (ru) | 2008-03-27 |
| DE60311004T2 (de) | 2007-04-19 |
| DE60311004D1 (de) | 2007-02-15 |
| ATE350284T1 (de) | 2007-01-15 |
| RU2005117633A (ru) | 2006-01-20 |
| JP2006503772A (ja) | 2006-02-02 |
| AU2003269362A1 (en) | 2004-06-07 |
| WO2004041663A1 (fr) | 2004-05-21 |
| EP1575834A1 (fr) | 2005-09-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3635112B2 (ja) | 包装容器およびその容器を製造するための素材 | |
| US11299314B2 (en) | Package sleeve, package and method for manufacturing a package | |
| US7934637B2 (en) | Packaging container, and pouring plug fitted thereto | |
| CN103717506B (zh) | 用于容器的包装件 | |
| US4925035A (en) | Packaging for food and method of producing same | |
| US20080277460A1 (en) | Container Made of Laminate Material, Blank and Method | |
| US2757851A (en) | Containers | |
| AU2003279682B2 (en) | An opening arrangement, a package, as well as a method of providing a package with an opening arrangement | |
| EP1925559A1 (fr) | Procédé pour l'assemblage de ensemble-conteneurs en matière plastique et matériaux stratifiés | |
| EP1575834B1 (fr) | Emballage et procede de production d'un emballage | |
| ZA200610374B (en) | Container made of laminate mateial, blank and method | |
| US10815025B2 (en) | Gable top with spout closure | |
| US5086928A (en) | Flat top end closure for liquid containers | |
| US20040104513A1 (en) | Paper package with injection-molded plastic seams and handle | |
| US7325720B2 (en) | Package | |
| GB2606402A (en) | Beverage packaging | |
| US20040108371A1 (en) | Opening arrangement, packaging and method of providing a packaging with an opening arrangement | |
| WO2022087372A1 (fr) | Emballages moulants perforés et procédés | |
| JPH10157740A (ja) | 複合容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20050608 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: CH Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: LI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REF | Corresponds to: |
Ref document number: 60311004 Country of ref document: DE Date of ref document: 20070215 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070403 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20070404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070414 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070604 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 |
|
| 26N | No opposition filed |
Effective date: 20071005 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070404 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070704 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070103 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20170918 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20171011 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20171011 Year of fee payment: 15 Ref country code: IT Payment date: 20171024 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 60311004 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20181016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181016 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20181016 |