EP1574650A2 - Door hinge for vehicles - Google Patents
Door hinge for vehicles Download PDFInfo
- Publication number
- EP1574650A2 EP1574650A2 EP05003967A EP05003967A EP1574650A2 EP 1574650 A2 EP1574650 A2 EP 1574650A2 EP 05003967 A EP05003967 A EP 05003967A EP 05003967 A EP05003967 A EP 05003967A EP 1574650 A2 EP1574650 A2 EP 1574650A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- door
- sheet metal
- bracket
- door hinge
- receiving opening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000002184 metal Substances 0.000 claims abstract description 51
- 238000004049 embossing Methods 0.000 claims description 3
- 238000003780 insertion Methods 0.000 claims description 2
- 230000037431 insertion Effects 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 description 16
- 238000011161 development Methods 0.000 description 8
- 230000018109 developmental process Effects 0.000 description 8
- 210000002414 leg Anatomy 0.000 description 6
- 238000000034 method Methods 0.000 description 4
- 238000010276 construction Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 241000826860 Trapezium Species 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/02—Parts for attachment, e.g. flaps
- E05D5/06—Bent flaps
- E05D5/062—Bent flaps specially adapted for vehicles
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/12—Securing pins in sockets, movably or not
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D9/00—Flaps or sleeves specially designed for making from particular material, e.g. hoop-iron, sheet metal, plastics
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D2005/102—Pins
- E05D2005/106—Pins with non-cylindrical portions
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/12—Securing pins in sockets, movably or not
- E05D5/121—Screw-threaded pins
- E05D2005/124—Screw-threaded pins internally threaded
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/12—Securing pins in sockets, movably or not
- E05D5/121—Screw-threaded pins
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05D—HINGES OR SUSPENSION DEVICES FOR DOORS, WINDOWS OR WINGS
- E05D5/00—Construction of single parts, e.g. the parts for attachment
- E05D5/10—Pins, sockets or sleeves; Removable pins
- E05D5/14—Construction of sockets or sleeves
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2900/00—Application of doors, windows, wings or fittings thereof
- E05Y2900/50—Application of doors, windows, wings or fittings thereof for vehicles
- E05Y2900/53—Type of wing
- E05Y2900/531—Doors
Definitions
- Such door hinges are primarily in the passenger car area for the articulation of vehicle doors used on the vehicle. It is the door console and the pillar console connecting hinge pins mounted in one of the two brackets against rotation, so that the Relative movement of the door relative to the vehicle by a relative movement of the Hinge pin opposite the column console or the door bracket done.
- the invention has for its object to provide a door hinge for motor vehicles, the one receiving opening for the rotationally secure arrangement of a hinge pin and can be produced inexpensively.
- Characteristic of the door hinge according to the invention is one of a sheet metal part manufactured column and / or door bracket.
- the sheet metal part has the advantage that it can be easily produced by known and inexpensive forming process and thus easily adapt to the vehicle-specific specifications.
- the door hinges according to the invention produced using sheet metal parts can thus be produced at a particularly low cost and also have a only low dead weight on, which is beneficial to the overall weight of one with these door hinges provided vehicle.
- the door console and / or the column console from a manufacture single sheet metal part.
- the columns and / or the door bracket of two interconnected is formed in particular as a sheet metal angle formed sheet metal parts.
- Such a trained door hinge has a low weight and a particularly high stability and strength, whereby the production of relatively complex Molds can be made by combining two easy-to-produce sheet metal parts, so that essentially any given shape for the columns and / or door bracket through The combination of two sheet metal parts can be produced with little effort.
- the shape of the sheet metal part, or the shape of the two sheet metal angle can basically arbitrary be formed and is usually to the appropriate structural specifications, the resulting from the structure of the vehicle and the vehicle door, adapted.
- the sheet metal angle in essentially bent at right angles and each having a leg over a common Contact surface connected flat.
- the sheet metal angles touch each with their entire surface of a thigh.
- the legs adjacent to the contacted legs the respective sheet metal angle then together form a substantially aligned Bearing surface for fixing the sheet metal part to the door or the frame construction of the Vehicle.
- the hinge thus developed is suitable in a special way, any on the contact surface acting forces on the contact surface reliably on the door or the Transfer column.
- connection of the sheet metal angles can in principle be carried out with all known joining techniques, such as. Gluing, riveting, screwing or the like done. After a Another embodiment of the invention, however, is provided that the sheet metal angles with each other are welded. This type of connection represents a particularly simple and easy way cost-effective connectivity, which is particularly suitable because in usually no later separation of the sheet metal parts is provided.
- connection of the door bracket and the column bracket of the hinge is done via a Hinge pin, which is non-rotating on one of the brackets and on the other console is pivotally mounted.
- a receiving opening is provided, which is a torsion-proof Arrangement of the hinge pin guaranteed.
- hinge pin and the receiving opening With a corresponding configuration of the hinge pin and the receiving opening can thus realized a simple rotationally fixed arrangement of the hinge pin on the sheet metal part be dispensed with, can be dispensed with additional funds.
- the usually form-fitting Connection between the hinge pin and the receiving opening draws also characterized by the fact that they are particularly reliable relative movement of the hinge pin prevented in the receiving opening.
- the receiving opening has a circular Through hole, which is substantially perpendicular to the contact surface of the Sheet metal angle extends.
- the through hole allows it, the hinge pin in a simple manner in the axial direction on the door or column console using corresponding fasteners, such as e.g. Rivets, screws or the like set, for example, screwed in the axial direction in the hinge pin become.
- fasteners such as e.g. Rivets, screws or the like set, for example, screwed in the axial direction in the hinge pin become.
- the hinge pin over the entire length of the through hole which is determined by the thickness of the interconnected sheet metal angle, with the Blechwinkeln is in contact, is a particularly reliable and stable system of Ensures hinge pin in the receiving opening.
- the receiving opening at least one, preferably two diametrically arranged, preferably radially from the edge of the through hole having outwardly extending recesses.
- the recesses are corresponding formed to projections on the hinge pin.
- Such a development of the invention allows a special by means of positive locking simple non-rotating arrangement of the hinge pin in the receiving opening. Due to the particularly simple production of the recesses whose shape to the occurring, resulting from the design specifications forces are adjusted can, a particularly cost-effective production of the door hinge is made possible. In addition, this development also enables the particularly simple installation of the hinge pin in the receiving opening.
- the recess - in the insertion direction of the hinge pin seen in the sheet metal part - a tapered shape on.
- the tapered shape of the recesses can basically be configured as desired. According to an advantageous embodiment of the invention, however, the recess has - Seen perpendicular to the axis of the through hole - a trapezoidal cross-section on.
- the production of such recesses is designed, as well as the production corresponding projections on the hinge pin, particularly simple.
- the sheet metal part in the area around the Hardened receiving opening in particular surface hardened.
- hardening is in in addition, a plastic deformation of the receiving opening and a Wear in the receiving opening prevented.
- Surface hardening in which only one low heat input takes place in the sheet metal part, it allows to cure without to achieve extensive structural changes in the sheet metal part, so that the positive material properties of the sheet metal part can be maintained.
- the receiving opening is produced by embossing the sheet metal part.
- embossing process can be easily integrated into the continuous manufacturing process integrate, so that the production of a sheet metal part with a recess cost can be done.
- Fig. 1 a made of two sheet metal angles 2, 3 door bracket 1 is shown, over a hinge pin 6, which in the assembled state in the receiving opening 11th is arranged, is connected to a column console, not shown here.
- the right angles bent sheet metal angles 2, 3 are facing each other, essentially congruent surfaces each have a leg through a weld 7 with each other connected.
- the receiving opening 11 for receiving the hinge pin 6 is in the connection area the two sheet metal angles 2, 3 and has a through hole 4, which is perpendicular to the legs in contact the sheet metal angle 2, 3 extends through this and a diameter corresponding to the diameter of the hinge pin 6 is tuned in the connection area (see Fig. 2).
- the receiving opening 11 has two diametrically disposed radially outwardly of the through-hole 4 Trapezoidal recesses 5, which for the play-free recording of appropriate Projections 9 are provided on the hinge pin 6.
- the projections 9 adjoin a ring-shaped ring 10 on the hinge pin 6, which rests in the assembled state on the edge of the receiving opening 11, so that the hinge pin 6 is fixed in the axial direction.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Body Structure For Vehicles (AREA)
- Hinges (AREA)
- Hinge Accessories (AREA)
- Vehicle Step Arrangements And Article Storage (AREA)
Abstract
Description
Die Erfindung betrifft ein Türscharnier für Kraftfahrzeuge, insbesondere für Pkws, mit
- einer an dem Fahrzeug anordbaren Säulenkonsole und
- einer mit der Fahrzeugtür verbindbaren Türkonsole,
- an attachable to the vehicle pillar console and
- a door console connectable to the vehicle door,
Derartige Türscharniere werden vornehmlich im Pkw-Bereich zur Anlenkung von Fahrzeugtüren am Fahrzeug verwendet. Dabei ist der die Türkonsole und die Säulenkonsole verbindende Scharnierzapfen in einer der beiden Konsolen verdrehfest gelagert, so dass die Relativbewegung der Tür gegenüber dem Fahrzeug durch eine Relativbewegung des Scharnierzapfens gegenüber der Säulenkonsole oder der Türkonsole erfolgt.Such door hinges are primarily in the passenger car area for the articulation of vehicle doors used on the vehicle. It is the door console and the pillar console connecting hinge pins mounted in one of the two brackets against rotation, so that the Relative movement of the door relative to the vehicle by a relative movement of the Hinge pin opposite the column console or the door bracket done.
Bei bekannten Türscharnieren der eingangs genannten Art werden die Türkonsole und die Säulenkonsole aus Walzprofilen oder dergleichen hergestellt. Diese weisen jedoch den Nachteil auf, dass sie aufgrund des hohen Herstellungsaufwand, nur zu sehr hohen Kosten gefertigt werden können. Ferner weisen die unter Verwendung von bekannten Säulenkonsolen und Türkonsolen hergestellten Türscharniere ein hohes Eigengewicht auf, was insbesondere vor dem Hintergrund der im Kraftfahrzeugbau angestrebten Gewichtsreduzierung von besonderem Nachteil ist.In known door hinges of the type mentioned are the door console and the Column bracket made of rolled sections or the like. However, these have the Disadvantage that they due to the high production cost, only at very high costs can be made. Further, those using known column brackets door hinges produced a high dead weight, what especially against the background of the weight reduction aimed for in motor vehicle construction is of particular disadvantage.
Bei Weiterentwicklungen der eingangs beschriebenen Scharniere werden die Säulen-und/oder Türkonsolen nicht mehr aus Walzprofilen oder dergleichen, sondern aus einem Schmiedeteil gefertigt. Auch diese weisen jedoch den erheblichen Nachteil auf, dass aufgrund der zumeist recht komplexen Form der Bauteile die schmiedetechnische Herstellung der Bauteile sehr teuer ist und zu keiner Kostenreduzierung gegenüber den gusstechnisch hergestellten Bauteilen führt.In further developments of the hinges described above, the columns and / or Door brackets no longer made of rolled profiles or the like, but from a Forged part manufactured. However, these also have the considerable disadvantage that due to the usually quite complex shape of the components, the forging technology production the components is very expensive and no cost reduction over the produced by casting technology.
Aus der US 2,163,713 ist bereits ein Türscharnier der eingangs genannten Art bekannt, bei dem die Säulenkonsole und die Türkonsole aus einem Blechteil gefertigt sind. Der die Konsolen verbindende Scharnierstift ist dabei jedoch sowohl drehbar in der Säulenkonsole als auch drehbar in der Türkonsole gelagert.From US 2,163,713 a door hinge of the type mentioned is already known, in the column console and the door bracket are made of a sheet metal part. The the However, connecting brackets hinge pin is both rotatable in the column console as well as rotatably mounted in the door console.
Der Erfindung liegt die Aufgabe zugrunde, ein Türscharnier für Kraftfahrzeuge bereitzustellen, das eine Aufnahmeöffnung zur verdrehsicheren Anordnung eines Scharnierzapfens aufweist und sich kostengünstig herstellen lässt.The invention has for its object to provide a door hinge for motor vehicles, the one receiving opening for the rotationally secure arrangement of a hinge pin and can be produced inexpensively.
Die Erfindung löst die Aufgabe durch ein Türscharnier gemäß Anspruch 1. Vorteilhafte
Weiterbildungen der Erfindung sind in den abhängigen Ansprüchen angegeben.The invention solves the problem by a door hinge according to
Kennzeichnend für das erfindungsgemäße Türscharnier ist eine aus einem Blechteil hergestellte Säulen- und/oder Türkonsole. Das Blechteil weist dabei den Vorteil auf, dass es sich mittels bekannter und kostengünstiger Umformverfahren einfach herstellen und somit problemlos an die fahrzeugspezifischen Vorgaben anpassen lässt.Characteristic of the door hinge according to the invention is one of a sheet metal part manufactured column and / or door bracket. The sheet metal part has the advantage that it can be easily produced by known and inexpensive forming process and thus easily adapt to the vehicle-specific specifications.
Da bei der Herstellung zudem auf preisgünstiges Rohmaterial zurückgegriffen werden kann, dessen Abmessungen bevorzugterweise an die Produktform angepasst ist, kann der Bearbeitungsaufwand bei der Herstellung der Blechteile zusätzlich minimiert werden.Since in the manufacture of low-cost raw material are used can, the dimensions of which is preferably adapted to the product shape, the Processing costs in the production of sheet metal parts are additionally minimized.
Die erfindungsgemäßen, unter Verwendung von Blechteilen hergestellten Türscharniere können somit zu besonders niedrigen Kosten hergestellt werden und weisen ferner ein nur geringes Eigengewicht auf, was sich positiv auf das Gesamtgewicht eines mit diesen Türscharnieren versehenen Fahrzeugs auswirkt.The door hinges according to the invention, produced using sheet metal parts can thus be produced at a particularly low cost and also have a only low dead weight on, which is beneficial to the overall weight of one with these door hinges provided vehicle.
Grundsätzlich ist es möglich, die Türkonsole und/oder die Säulenkonsole aus einem einzigen Blechteil zu fertigen. Nach einer vorteilhaften Weiterbildung der Erfindung ist jedoch vorgesehen, dass die Säulen und/oder die Türkonsole aus zwei miteinander verbundenen, insbesondere als Blechwinkel ausgebildeten Blechteilen gebildet ist.Basically, it is possible, the door console and / or the column console from a manufacture single sheet metal part. According to an advantageous embodiment of the invention However, provided that the columns and / or the door bracket of two interconnected, is formed in particular as a sheet metal angle formed sheet metal parts.
Ein derart weitergebildetes Türscharnier weist ein nur geringes Eigengewicht und eine besonders hohe Stabilität und Festigkeit auf, wobei auch die Herstellung relativ komplexer Formen durch die Kombination zweier einfach herzustellender Blechteile erfolgen kann, so dass im wesentlichen jede vorgegebene Form für die Säulen und/oder Türkonsole durch die Kombination von zwei Blechteilen mit nur geringem Aufwand hergestellt werden kann. Such a trained door hinge has a low weight and a particularly high stability and strength, whereby the production of relatively complex Molds can be made by combining two easy-to-produce sheet metal parts, so that essentially any given shape for the columns and / or door bracket through The combination of two sheet metal parts can be produced with little effort.
Da zudem der Verbindungsvorgang der Blechwinkel problemlos in den Fertigungsprozess integriert werden kann, wobei zwei aufeinander abgestimmte Blechwinkel hergestellt werden können, ist es möglich, mit einem nur geringem Mehraufwand und somit nahezu kostenneutral die Herstellung auch komplex geformter Säulen- und/oder Türkonsolen für das Türscharnier durchzuführen.In addition, since the joining process of the sheet metal angle easily in the manufacturing process can be integrated, with two matched sheet metal angles produced It is possible, with only a small extra effort and thus almost cost-neutral, the production of complex shaped column and / or door brackets for to perform the door hinge.
Die Form des Blechteils, bzw. die Form der beiden Blechwinkel kann grundsätzlich beliebig ausgebildet sein und ist in der Regel an die entsprechenden konstruktiven Vorgaben, die aus dem Aufbau des Fahrzeugs und der Fahrzeugtür resultieren, angepasst. Nach einer besonders vorteilhaften Weiterbildung der Erfindung sind die Blechwinkel jedoch im wesentlichen rechtwinklig gebogen und mit jeweils einem Schenkel über eine gemeinsame Kontaktfläche flächig miteinander verbunden.The shape of the sheet metal part, or the shape of the two sheet metal angle can basically arbitrary be formed and is usually to the appropriate structural specifications, the resulting from the structure of the vehicle and the vehicle door, adapted. After a Particularly advantageous development of the invention, the sheet metal angle, however, in essentially bent at right angles and each having a leg over a common Contact surface connected flat.
Gemäß dieser Weiterbildung der Erfindung berühren sich die Blechwinkel mit jeweils ihrer gesamten Fläche eines Schenkels. Die an die kontaktierten Schenkel angrenzenden Schenkel der jeweiligen Blechwinkel bilden dann gemeinsam eine im wesentlichen fluchtende Anlagefläche zur Befestigung des Blechteils an der Tür oder der Rahmenkonstruktion des Fahrzeugs.According to this embodiment of the invention, the sheet metal angles touch each with their entire surface of a thigh. The legs adjacent to the contacted legs the respective sheet metal angle then together form a substantially aligned Bearing surface for fixing the sheet metal part to the door or the frame construction of the Vehicle.
Das so weitergebildete Scharnier ist dabei in besonderer Weise dazu geeignet, beliebige auf die Kontaktfläche wirkende Kräfte über die Anlagefläche zuverlässig auf die Tür bzw. die Säule zu übertragen.The hinge thus developed is suitable in a special way, any on the contact surface acting forces on the contact surface reliably on the door or the Transfer column.
Da die beiden Blechwinkel zur Bildung der Blechteile nach einer besonders vorteilhaften Weiterbildung der Erfindung im wesentlichen identisch ausgestaltet sein können, ist die Herstellung eines entsprechenden Türscharniers zu besonders niedrigen Kosten möglich, da keine getrennte Fertigung der miteinander zu verbindenden Blechwinkel eingerichtet werden muß.Since the two sheet metal angles to form the sheet metal parts according to a particularly advantageous Development of the invention can be configured substantially identical, is the Production of a corresponding door hinge at a particularly low cost possible, since no separate production of the metal bracket to be joined together established must become.
Die Verbindung der Blechwinkel kann grundsätzlich mit allen bekannten Verbindungstechniken, wie z.B. Kleben, Nieten, Verschrauben oder dergleichen erfolgen. Nach einer weiteren Ausgestaltung der Erfindung ist jedoch vorgesehen, dass die Blechwinkel miteinander verschweißt sind. Diese Art der Verbindung stellt eine besonders einfache und kostengünstige Verbindungsmöglichkeit dar, die sich insbesondere daher anbietet, da in der Regel keine spätere Trennung der Blechteile vorgesehen ist.The connection of the sheet metal angles can in principle be carried out with all known joining techniques, such as. Gluing, riveting, screwing or the like done. After a Another embodiment of the invention, however, is provided that the sheet metal angles with each other are welded. This type of connection represents a particularly simple and easy way cost-effective connectivity, which is particularly suitable because in usually no later separation of the sheet metal parts is provided.
Die Verbindung der Türkonsole und der Säulenkonsole des Scharniers erfolgt über einen Scharnierzapfen, der an einer der Konsolen verdrehfest und an der anderen Konsole verschwenkbar gelagert ist.The connection of the door bracket and the column bracket of the hinge is done via a Hinge pin, which is non-rotating on one of the brackets and on the other console is pivotally mounted.
Gemäß der Erfindung ist eine Aufnahmeöffnung vorgesehen, die eine verdrehsichere Anordnung des Scharnierzapfens gewährleistet.According to the invention, a receiving opening is provided, which is a torsion-proof Arrangement of the hinge pin guaranteed.
Bei entsprechender Ausgestaltung des Scharnierzapfens und der Aufnahmeöffnung kann somit eine einfache verdrehfeste Anordnung des Scharnierzapfen an dem Blechteil realisiert werden, wobei auf zusätzliche Mittel verzichtet werden kann. Die in der Regel formschlüssige Verbindung zwischen dem Scharnierzapfen und der Aufnahmeöffnung zeichnet sich ferner dadurch aus, dass sie besonders zuverlässig eine Relativbewegung des Scharnierzapfens in der Aufnahmeöffnung verhindert.With a corresponding configuration of the hinge pin and the receiving opening can thus realized a simple rotationally fixed arrangement of the hinge pin on the sheet metal part be dispensed with, can be dispensed with additional funds. The usually form-fitting Connection between the hinge pin and the receiving opening draws also characterized by the fact that they are particularly reliable relative movement of the hinge pin prevented in the receiving opening.
Nach einer weiteren Ausgestaltung der Erfindung weist die Aufnahmeöffnung eine kreisförmige Durchgangsbohrung auf, die sich im wesentlichen senkrecht zur Kontaktfläche der Blechwinkel erstreckt. Die Durchgangsbohrung ermöglicht es dabei, den Scharnierzapfen in einfacher Weise in axialer Richtung an der Tür- bzw. Säulenkonsole unter Verwendung von entsprechenden Befestigungsmitteln, wie z.B. Nieten, Schrauben oder dergleichen festzulegen, die beispielsweise in axialer Richtung in den Scharnierzapfen eingeschraubt werden. Da der Scharnierzapfen zudem über die gesamte Länge der Durchgangsbohrung, die durch die Dicke der miteinander verbundenen Blechwinkel vorgegeben ist, mit den Blechwinkeln in Kontakt steht, wird eine besonders zuverlässige und stabile Anlage des Scharnierzapfens in der Aufnahmeöffnung gewährleistet.According to a further embodiment of the invention, the receiving opening has a circular Through hole, which is substantially perpendicular to the contact surface of the Sheet metal angle extends. The through hole allows it, the hinge pin in a simple manner in the axial direction on the door or column console using corresponding fasteners, such as e.g. Rivets, screws or the like set, for example, screwed in the axial direction in the hinge pin become. In addition, since the hinge pin over the entire length of the through hole, which is determined by the thickness of the interconnected sheet metal angle, with the Blechwinkeln is in contact, is a particularly reliable and stable system of Ensures hinge pin in the receiving opening.
Zur verdrehsicheren Anordnung des Scharnierzapfens an der Aufnahmeöffnung ist nach einer Weiterbildung vorgesehen, dass die Aufnahmeöffnung mindestens eine, vorzugsweise zwei diametral angeordnete, sich vorzugsweise radial vom Rand der Durchgangsbohrung nach außen erstreckende Ausnehmungen aufweist. Die Ausnehmungen sind dabei korrespondierend zu Vorsprüngen am Scharnierzapfen ausgebildet.For non-rotating arrangement of the hinge pin on the receiving opening is after a development that the receiving opening at least one, preferably two diametrically arranged, preferably radially from the edge of the through hole having outwardly extending recesses. The recesses are corresponding formed to projections on the hinge pin.
Eine derartige Weiterbildung der Erfindung ermöglicht mittels Formschluss eine besonders einfache verdrehsichere Anordnung des Scharnierzapfens in der Aufnahmeöffnung. Aufgrund der besonders einfachen Herstellung der Ausnehmungen, deren Form an die auftretenden, aus den konstruktiven Vorgaben resultierenden Kräfte angepasst werden kann, wird eine besonders kostengünstige Herstellung des Türscharniers ermöglicht. Zudem ermöglicht diese Weiterbildung auch die besonders einfache Montage des Scharnierzapfens in der Aufnahmeöffnung.Such a development of the invention allows a special by means of positive locking simple non-rotating arrangement of the hinge pin in the receiving opening. Due to the particularly simple production of the recesses whose shape to the occurring, resulting from the design specifications forces are adjusted can, a particularly cost-effective production of the door hinge is made possible. In addition, this development also enables the particularly simple installation of the hinge pin in the receiving opening.
Nach einer weiteren Ausgestaltung der Erfindung weist die Ausnehmung - in Einschubrichtung des Scharnierzapfens in das Blechteil gesehen - eine sich verjüngende Form auf. Durch diese Weiterbildung der Erfindung kann besonders zuverlässig gewährleistet werden, dass der Scharnierzapfen spielfrei in der Aufnahmeöffnung zur Anlage kommt, so dass unerwünschten Relativbewegungen oder einem zu Türundichtigkeiten führenden Spiel des Türscharniers wirksam vorgebeugt werden kann.According to a further embodiment of the invention, the recess - in the insertion direction of the hinge pin seen in the sheet metal part - a tapered shape on. Through this development of the invention can be ensured particularly reliable be that the hinge pin comes into the receiving opening without play, so that unwanted relative movements or leading to Türundichtigkeiten game the door hinge can be effectively prevented.
Die verjüngte Form der Ausnehmungen kann dabei grundsätzlich beliebig ausgebildet sein. Nach einer vorteilhaften Weiterbildung der Erfindung weist die Ausnehmung jedoch - senkrecht zur Achse der Durchgangsbohrung gesehen - einen trapezförmigen Querschnitt auf. Die Herstellung derartiger Ausnehmungen gestaltet sich, ebenso wie die Herstellung entsprechender Vorsprünge am Scharnierzapfen, besonders einfach.The tapered shape of the recesses can basically be configured as desired. According to an advantageous embodiment of the invention, however, the recess has - Seen perpendicular to the axis of the through hole - a trapezoidal cross-section on. The production of such recesses is designed, as well as the production corresponding projections on the hinge pin, particularly simple.
Da zudem eine nur geringe Abwinkelung der Schrägflächen des Trapezes ausreicht, um eine spielfreie Anordnung zu gewährleisten, wirkt im Betrieb eine nur geringe Kraftkomponente in Scharnierzapfenachsenrichtung, so dass einem versehentlichen Trennen des Scharniers, bspw. durch ein Ausheben der Türkonsole von der Säulenkonsole wirksam vorgebeugt wird.In addition, since only a slight bending of the inclined surfaces of the trapezium is sufficient to one To ensure a backlash-free arrangement, only a small force component is effective during operation in hinge pin axis direction, so that accidental disconnection of the hinge, For example, effectively prevented by a lifting of the door bracket of the column console becomes.
Nach einer weiteren Ausgestaltung der Erfindung ist das Blechteil im Bereich um die Aufnahmeöffnung gehärtet, insbesondere oberflächengehärtet. Durch die Härtung wird in ergänzenderweise einer plastischen Verformung der Aufnahmeöffnung sowie einem Verschleiß in der Aufnahmeöffnung vorgebeugt. Die Oberflächenhärtung, bei der ein nur geringer Wärmeeintrag in das Blechteil erfolgt, ermöglicht es dabei, eine Härtung ohne umfangreiche Gefügeänderungen im Blechteil zu erreichen, so dass die positiven Materialeigenschaften des Blechteils beibehalten werden können. According to a further embodiment of the invention, the sheet metal part in the area around the Hardened receiving opening, in particular surface hardened. By hardening is in in addition, a plastic deformation of the receiving opening and a Wear in the receiving opening prevented. Surface hardening, in which only one low heat input takes place in the sheet metal part, it allows to cure without to achieve extensive structural changes in the sheet metal part, so that the positive material properties of the sheet metal part can be maintained.
Gemäß der Erfindung ist die Aufnahmeöffnung durch Prägen des Blechteils hergestellt. Der Prägeprozess lässt sich in einfacher Weise in den kontinuierlichen Herstellungsprozess integrieren, so dass die Herstellung eines Blechteils mit einer Ausnehmung kostengünstig erfolgen kann.According to the invention, the receiving opening is produced by embossing the sheet metal part. Of the Embossing process can be easily integrated into the continuous manufacturing process integrate, so that the production of a sheet metal part with a recess cost can be done.
Nachstehend wird ein Ausführungsbeispiel der Erfindung anhand der Zeichnungen beschrieben. In den Zeichnungen zeigen:
- Fig. 1
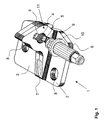
- eine perspektivische Ansicht einer als Blechteil ausgebildeten Türkonsole mit einem korrespondierend ausgebildeten Scharnierzapfen;
- Fig. 2
- eine Seitenansicht der Türkonsole und des Scharnierzapfens von Fig. 1 mit einer Schnittansicht durch eine Aufnahmeöffnung für den Scharnierzapfen und
- Fig. 3
- eine Explosionsdarstellung der Türkonsole von Fig. 1.
- Fig. 1
- a perspective view of a formed as a sheet metal part door bracket with a correspondingly formed hinge pin;
- Fig. 2
- a side view of the door bracket and the hinge pin of Fig. 1 with a sectional view through a receiving opening for the hinge pin and
- Fig. 3
- an exploded view of the door bracket of Fig. 1.
In Fig. 1 ist ein aus zwei Blechwinkeln 2, 3 hergestellte Türkonsole 1 dargestellt, die über
einen Scharnierzapfen 6, der im zusammengebauten Zustand in der Aufnahmeöffnung 11
angeordnet ist, mit einer hier nicht dargestellten Säulenkonsole verbunden ist.In Fig. 1 a made of two sheet metal angles 2, 3
Die rechtwinklig gebogenen Blechwinkel 2, 3 sind über einander zugewandte, im wesentlichen deckungsgleiche Flächen jeweils eines Schenkels durch eine Schweißnaht 7 miteinander verbunden.The right angles bent sheet metal angles 2, 3 are facing each other, essentially congruent surfaces each have a leg through a weld 7 with each other connected.
Die an die Kontaktflächen angrenzenden Schenkeln der Blechwinkel 2, 3 bilden eine
fluchtende Anlagefläche, in die jeweils ein Befestigungsloch 8 eingebracht ist, das zur
Aufnahme von entsprechenden Schrauben ausgebildet ist, mittels derer die Türkonsole 1
an einer hier nicht dargestellten Fahrzeugtür befestigt werden kann (vgl. Fig. 3).The adjacent to the contact surfaces legs of the sheet metal angles 2, 3 form a
aligned contact surface, in each of which a mounting
Die Aufnahmeöffnung 11 zur Aufnahme des Scharnierzapfens 6 ist im Verbindungsbereich
der beiden Blechwinkel 2, 3 angeordnet und weist eine Durchgangsbohrung 4 auf, die sich
senkrecht zu den in Kontakt stehenden Schenkeln der Blechwinkel 2, 3 durch diese erstreckt
und einen Durchmesser aufweist, der an den Durchmesser des Scharnierzapfens
6 im Verbindungsbereich abgestimmt ist (vgl. Fig. 2).The receiving
In dem dem Scharnierzapfen 6 zugewandten Bereich weist die Aufnahmeöffnung 11 zwei
diametral angeordnete sich radial von der Durchgangsbohrung 4 nach außen erstreckende
trapezförmige Ausnehmungen 5 auf, die zur spielfreien Aufnahme von entsprechenden
Vorsprüngen 9 an dem Scharnierzapfen 6 vorgesehen sind.In the region facing the
Die Vorsprünge 9 grenzen dabei an einen kranzförmigen Ring 10 am Scharnierzapfen 6 an,
der im zusammengebauten Zustand auf dem Rand der Aufnahmeöffnung 11 aufliegt, so
dass der Scharnierzapfen 6 in axialer Richtung festgelegt ist.The
Bei der Montage der Fahrzeugtür an einem hier ebenfalls nicht dargestellten Fahrzeug wird
die Fahrzeugtür mit der daran montierten Türkonsole 1 auf einen von einer an dem Fahrzeug
befestigten Säulenkonsole nach oben ragenden Scharnierzapfen 6 aufgesetzt. Anschließend
wird zur Lagesicherung der Fahrzeugtür eine Sicherungsschraube in axiale
Richtung des Scharnierzapfens 6 durch die Durchgangsbohrung 4 in das der Türkonsole
1 zugewandte Ende des Scharnierzapfen 6 eingeschraubt, wobei ein Schraubenkopf der
Sicherungsschraube im Bereich um die Durchgangsbohrung auf der Türkonsole 1 aufliegt.When mounting the vehicle door on a vehicle, also not shown here
the vehicle door with the door mounted on
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102004012006 | 2004-03-10 | ||
| DE102004012006A DE102004012006B3 (en) | 2004-03-10 | 2004-03-10 | Automobile door hinge has hinge pin between column console and door console of hinge fitting into locating opening provided by stamping sheet metal component |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1574650A2 true EP1574650A2 (en) | 2005-09-14 |
| EP1574650A3 EP1574650A3 (en) | 2007-01-17 |
Family
ID=34625833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP05003967A Withdrawn EP1574650A3 (en) | 2004-03-10 | 2005-02-24 | Door hinge for vehicles |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20050210630A1 (en) |
| EP (1) | EP1574650A3 (en) |
| CN (1) | CN1667229A (en) |
| DE (1) | DE102004012006B3 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008006191A1 (en) * | 2006-07-10 | 2008-01-17 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| EP1916367A2 (en) * | 2006-10-24 | 2008-04-30 | Automotive Group ISE Innomotive Systems Europe GmbH | Motor vehicle door hinge |
| US10626646B1 (en) | 2019-05-21 | 2020-04-21 | Ford Global Technologies, Llc | Self-contained door hinge release |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6238332B2 (en) * | 2013-02-05 | 2017-11-29 | 理研化機工業株式会社 | Manufacturing method of door hinge for automobile and first bracket thereof |
| JP6024677B2 (en) * | 2014-01-29 | 2016-11-16 | トヨタ自動車株式会社 | Hood hinge structure |
| CN104493055B (en) * | 2014-09-28 | 2019-10-08 | 上海奥林汽车安全系统有限公司 | A kind of device preventing long short pin shaft misloading in door hinge assembling process |
| JP6356719B2 (en) * | 2016-03-25 | 2018-07-11 | 本田技研工業株式会社 | Automatic switchgear for vehicles |
| CN110142545B (en) * | 2019-04-23 | 2021-07-16 | 滁州多利汽车科技股份有限公司 | Clamp for mounting car door hinge reinforcing plate |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3870361A (en) * | 1973-02-12 | 1975-03-11 | Atwood Vacuum Machine Co | Hinging system for automobile doors with hinge halves welded to body and door |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1633480A (en) * | 1925-09-26 | 1927-06-21 | Michael J Economides | Hinge |
| US2163713A (en) * | 1938-04-22 | 1939-06-27 | Soss Joseph | Concealed hinge |
| US2177294A (en) * | 1938-04-22 | 1939-10-24 | Soss Joseph | Concealed hinge |
| US2215088A (en) * | 1938-04-22 | 1940-09-17 | Soss Joseph | Concealed hinge |
| US2219918A (en) * | 1938-11-02 | 1940-10-29 | Michael J Economides | Concealed hinge |
| US2222958A (en) * | 1939-03-27 | 1940-11-26 | Soss Joseph | Concealed hinge |
| GB2077348B (en) * | 1980-06-07 | 1984-06-13 | Ihw Eng Ltd | Method of forming a hinge bracket |
| GB2099070B (en) * | 1981-05-14 | 1985-07-03 | Ihw Eng Ltd | Vehicle door hinge |
| GB2106587B (en) * | 1981-09-18 | 1985-05-09 | Scharwaechter Gmbh Co Kg | Demountable door hinge |
| DE69016052T2 (en) * | 1989-02-07 | 1995-05-18 | Ohi Seisakusho Co Ltd | Plastically deformable sleeve for use in a vehicle hinge and method for making such sleeves. |
| US5645133A (en) * | 1995-07-17 | 1997-07-08 | Deere & Company | Pivotable hood structure |
| DE19538561A1 (en) * | 1995-10-17 | 1997-04-24 | Scharwaechter Gmbh Co Kg | With a door hinge structurally combined door arrester for motor vehicle doors |
| EP0825320A3 (en) * | 1996-08-19 | 1998-05-20 | Windsor Door | Door panel mating assembly |
| DE29713031U1 (en) * | 1997-07-23 | 1998-12-03 | Friedr. Fingscheidt GmbH, 42551 Velbert | Hinge door holder for vehicle doors |
| DE19833924A1 (en) * | 1998-07-28 | 2000-02-03 | Scharwaechter Ed Gmbh | Door hinge equipped with an integrated door brake |
| DE19915718C2 (en) * | 1999-04-08 | 2002-07-11 | Ise Ind Gmbh | Door hinge for motor vehicles |
| DE19949647C2 (en) * | 1999-10-14 | 2002-01-31 | Edscha Ag | door hinge |
| US7059032B2 (en) * | 2003-06-04 | 2006-06-13 | Ronald F Lehner | Door hinge repair apparatus and method |
-
2004
- 2004-03-10 DE DE102004012006A patent/DE102004012006B3/en not_active Expired - Fee Related
-
2005
- 2005-02-24 EP EP05003967A patent/EP1574650A3/en not_active Withdrawn
- 2005-03-10 US US11/077,673 patent/US20050210630A1/en not_active Abandoned
- 2005-03-10 CN CN200510052715.2A patent/CN1667229A/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3870361A (en) * | 1973-02-12 | 1975-03-11 | Atwood Vacuum Machine Co | Hinging system for automobile doors with hinge halves welded to body and door |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008006191A1 (en) * | 2006-07-10 | 2008-01-17 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| JP2009542942A (en) * | 2006-07-10 | 2009-12-03 | マルチメイティック インコーポレイテッド | Multi-part automotive door hinge |
| AU2007272240B2 (en) * | 2006-07-10 | 2013-06-13 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| US9863175B2 (en) | 2006-07-10 | 2018-01-09 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| US10100563B2 (en) | 2006-07-10 | 2018-10-16 | Multimatic Inc. | Multiple piece construction automotive door hinge |
| EP1916367A2 (en) * | 2006-10-24 | 2008-04-30 | Automotive Group ISE Innomotive Systems Europe GmbH | Motor vehicle door hinge |
| EP1916367A3 (en) * | 2006-10-24 | 2009-09-02 | ISE Automotive GmbH | Motor vehicle door hinge |
| US10626646B1 (en) | 2019-05-21 | 2020-04-21 | Ford Global Technologies, Llc | Self-contained door hinge release |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102004012006B3 (en) | 2005-06-30 |
| CN1667229A (en) | 2005-09-14 |
| EP1574650A3 (en) | 2007-01-17 |
| US20050210630A1 (en) | 2005-09-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1574650A2 (en) | Door hinge for vehicles | |
| DE102005054461B4 (en) | Device for the pivotable connection of at least two components and method for mounting the device | |
| EP0686748B1 (en) | Pinless and maintenance free sheet-metal hinge for vehicles | |
| EP3995657B1 (en) | Door arrester | |
| EP1604124B1 (en) | Joint | |
| DE3401245A1 (en) | DOOR HINGE FOR A MOTOR VEHICLE | |
| EP2636830B1 (en) | Door hinge fastening, assembly comprising the door hinge fastening and a door hinge and door assembly | |
| DE102012022876A1 (en) | Reinforcing element for amplifying longitudinal and lateral surfaces of multi-chamber hollow profile i.e. car body, has arm sections inserted into hollow section interior over insertion opening formed on side surface of hollow section | |
| WO2015036263A1 (en) | Locking unit for a vehicle seat, and vehicle seat | |
| DE10312136B4 (en) | Arrangement for detecting and adjusting the inclination of a vehicle seat and assembly method for this arrangement | |
| EP0341371B1 (en) | Pivoting bedding for the door-retaining straps of motor vehicle door fixators | |
| DE19811108A1 (en) | Door hinge with lock, especially for vehicles | |
| EP1636075B1 (en) | Windshield wiper device, especially for a motor vehicle | |
| EP2956331B1 (en) | Vehicle seat with locking unit | |
| DE102004061057C5 (en) | Ball joint connection between a pin and a fastening part | |
| WO1999047438A1 (en) | Link chain | |
| EP1054797B1 (en) | Four-hinged wiper arm for a windshield wiper system | |
| EP1473430B1 (en) | Hinge pin | |
| EP2339101B9 (en) | Door hinge for motor vehicles | |
| DE102022116310B3 (en) | Fastening device for the articulated fastening of a first construction unit to a second construction unit | |
| EP3049278A1 (en) | Locking unit for a vehicle seat, and vehicle seat | |
| EP2893110B1 (en) | Stop arrangement for a positon-changeable element, on a vehicle body | |
| EP1398440A2 (en) | Door hinge for motor vehicles with a door check | |
| EP2581614A2 (en) | Spherical swivel module | |
| DE10101195C5 (en) | slide |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20070704 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU MC NL PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20071029 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ISE AUTOMOTIVE GMBH |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20100209 |