EP1574606A1 - Method and device for the treatment of fibrous material - Google Patents
Method and device for the treatment of fibrous material Download PDFInfo
- Publication number
- EP1574606A1 EP1574606A1 EP04405134A EP04405134A EP1574606A1 EP 1574606 A1 EP1574606 A1 EP 1574606A1 EP 04405134 A EP04405134 A EP 04405134A EP 04405134 A EP04405134 A EP 04405134A EP 1574606 A1 EP1574606 A1 EP 1574606A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fiber material
- transmission elements
- heat
- elements
- volume
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images







Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01G—PRELIMINARY TREATMENT OF FIBRES, e.g. FOR SPINNING
- D01G31/00—Warning or safety devices, e.g. automatic fault detectors, stop motions
- D01G31/003—Detection and removal of impurities
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren für die Aufbereitung von
Fasermaterial für die nachfolgende Ausscheidung von darin enthaltenen
Fremdstoffen aus Kunststoff gemäss dem Oberbegriff von
Anspruch 1 und eine Vorrichtung zur Durchführung des Verfahrens
gemäss dem Oberbegriff von Anspruch 11.The invention relates to a method for the preparation of
Fiber material for the subsequent elimination of contained therein
Foreign substances made of plastic according to the preamble of
Derartige Verfahren und Vorrichtungen werden beispielsweise in der Textilindustrie eingesetzt und dienen insbesondere dazu, im Vorwerk einer Spinnerei (Putzerei) Fremdstoffe aus Kunststoff aus dem angelieferten Rohfasermaterial auszuscheiden. Das Rohfasermaterial betrifft beispielsweise Naturfasern, wie Wolle, Seide oder Baumwolle. Rohfasermaterial wird üblicherweise in umhüllten oder umschnürten Ballen zur Weiterverarbeitung an eine Putzerei angeliefert. Als Verpackungsmaterial werden dazu insbesondere thermoplastische Materialien verwendet. Deshalb ist es in der Regel unvermeidbar, dass ein Teil des der Spinnerei angelieferten Fasermaterials mit Kunststoffen verschmutzt ist. Verpackungsreste am Fasermaterial beeinträchtigen deren Verarbeitung, d.h. um solche Fasern zu Garn verarbeiten zu können, müssen Rückstände von Verpackungsmaterialien vom Fasermaterial getrennt werden.Such methods and devices are described, for example, in used in the textile industry and serve in particular in the Vorwerk of a spinning mill (blowroom) Foreign matter made of plastic excrete from the raw fiber material supplied. The raw fiber material for example, relates to natural fibers, such as wool, silk or cotton. Raw fiber material is usually wrapped in or tied up bales for further processing to a Blowroom delivered. As a packaging material are in particular used thermoplastic materials. That's why it is usually unavoidable that part of the spinning delivered Fiber material is contaminated with plastics. packaging remnants on the fiber material impair their processing, i.e. in order to process such fibers into yarn must Residues of packaging materials separated from the fiber material become.
Gewisse Fremdstoffe können beispielsweise durch Auskämmen oder durch Karbonisierung der Fremdstoffe und anschliessendes Auskämmen, durch Trocknung der Fremdstoffe, oder durch visuelle Prüfung und anschliessende Aussortierung getrennt werden. Solche Methoden eignen sich jedoch nicht zur Trennung von Fremdmaterialien, welche teilweise ähnliche physikalischen Eigenschaften wie das zu verarbeitende Fasermaterial aufweisen. Viele thermoplastische Kunststoffe wie beispielsweise Polyolefine sind üblicherweise durchsichtig und können optisch nicht oder nur durch Einfärben identifiziert werden. Das Einfärben und entsprechende Aussortieren ist jedoch ein aufwendiges Verfahren.Certain foreign substances, for example, by combing out or by carbonization of the foreign substances and subsequent combing out, by drying the foreign matter, or by visual inspection and then sorted out. Such However, methods are not suitable for the separation of foreign materials, which partly similar physical properties have to be processed fiber material. Many thermoplastic Plastics such as polyolefins are common transparent and can not optically or only by Coloring can be identified. The coloring and corresponding However, sorting out is a complicated process.
Ein Verfahren zur Trennung thermoplastischer Fremdstoffe von Fasermaterial besteht beispielsweise in der Erwärmung eines solchen Fasergemisches auf eine vorbestimmte Temperatur unterhalb der Erweichungstemperatur des Thermoplasten. Dadurch können die Thermoplaste schrumpfen und verspröden, was zu klumpenartigen Ausscheidungen führt, welche dann beispielsweise durch Kämmen des wärmebehandelten Fasergemisches ausgeschieden werden können.A process for separating thermoplastic contaminants from fibrous material consists for example in the heating of such Fiber mixture to a predetermined temperature below the softening temperature of the thermoplastic. This allows the Thermoplastics shrink and become brittle, causing lumpy ones Excretions leads, which then, for example, by combing of the heat-treated fiber mixture can be excreted.
EP 0 542 166 B beschreibt ein Verfahren zum Abscheiden von Polypropylen
beim Verarbeiten von Schappseide, wobei die Seidenfasern
ausreichend parallel ausgerichtet sind. Das Verfahren beruht
auf einer Erhitzung des die Fremdstoffe enthaltenden Fasergemisches
auf eine Temperatur zwischen 110°C und 160°C, wobei
das Fasergemisch zudem gleichzeitig zusammengepresst wird, so
dass Klumpen aus Polypropylen und reine Seidenfasern gebildet
werden, und die Klumpen aus Polypropylen durch Kämmen der Seidenfasern
vollständig entfernt werden. Zudem beschreibt EP 0 542
166 B eine Abscheidevorrichtung für das vorgängig beschriebene
Verfahren. Die Abscheidevorrichtung weist insbesondere zwei im
Gegensinn drehende Endlosbänder aus Stahl auf, die gegeneinander
gepresst werden. Die Erhitzung des Fasergemisches geschieht mittels
elektrischen Widerstandsheizelementen, wobei die Heizelemente
auf der Rückseite der Endlosbänder angebracht sind. Der
Wärmeübertrag an die die Fremdstoffe enthaltende Schappseide erfolgt
somit im Wesentlichen durch Wärmeleitung. Die Druckbeaufschlagung
des Fasergemisches begünstigt die Polypropylen-Ausscheidung
und verbessert insbesondere den Wärmekontakt zwischen
den aufgeheizten Transportbändern und dem Fasergemisch.
Die unter Druck erfolgte Erhitzung des das Polypropylen enthaltenden
Fasergemisches führt zur Bildung von PolypropylenKlumpen,
welche auf den Stahlbändern haften bleiben. Um eine zu
starke Haftung zu vermeiden, werden die Stahlbänder mit einer
Teflonschicht versehen. Zur Entfernung der Klumpen aus Polypropylen
aus den Seidenfasern weist die Abscheidevorrichtung weiter
eine Kammvorrichtung auf. Die Reinigung des Transportbandes von
Polypropylenklumpen geschieht mittels Reinigungsbürsten.
Das Aufheizen der Stahlbänder auf eine vorgegebene, stationäre
und homogen verteilte Temperatur mittels elektrischen Widerstandsheizungen
gemäss EP 0 542 166 B benötigt relativ viel Zeit
und ist schlecht kontrollierbar. Zudem ist aufgrund der schlechten
Wärmeleitung von Naturfasern insbesondere bei dicken Faserflocken
die Temperaturbelastung zwischen äusseren und inneren
Bereichen der Flocken sehr unterschiedlich.Heating the steel strips to a predetermined, stationary
and homogeneously distributed temperature by means of electrical resistance heaters
according to
WO 00/10738 beschreibt eine Vorrichtung zur Abscheidung von unerwünschtem
Plastikmaterial, insbesondere aus Polyethylen und
Polypropylen, aus vorzugsweise natürlichen Fasern, wie Wolle,
Baumwolle oder Seide, wobei die Vorrichtung eine Wärmebehandlungsvorrichtung
und Beförderungsmittel zum Transport des Fasergemisches
durch die Wärmebehandlungsvorrichtung aufweist. Die
Abscheidung von unerwünschtem, schrumpfbarem Plastikmaterial aus
den natürlichen Fasern geschieht durch Erhitzung des Fasergemisches
derart, dass das Plastikmaterial seine physikalischen Eigenschaften
ändert, d.h. dass es schrumpft, sich kringelt, sich
knäuelt, sich zu Kügelchen formt und seine Dichte erhöht wird,
wodurch eine Trennung der beiden Materialien durch Ausklopfen,
Kämmen oder einfaches optisches Erkennen und Aussortieren ermöglicht
wird. Zur Verbesserung des Aufheizprozesses des Fasergemisches
gegenüber der elektrischen Widerstandsheizung gemäss EP 0
542 166 B geschieht die Erhitzung des Fasergemisches gemäss WO
00/10738 durch ein aufgeheiztes Gas, welches in die Wärmebehandlungsvorrichtung
eingeleitet wird. Das erhitzte Gas wird beispielsweise
senkrecht zur Transportrichtung auf die mit Fremdstoffen
belasteten Fasern geleitet und durchströmt diese dann in
senkrechter Richtung, wobei gegebenenfalls ein perforiert ausgestaltetes
Transportband verwendet wird, und/oder das Heissgas
wird als laminare Strömung beidseits über die Oberfläche des Fasergemisches
geleitet. Als Gas wird insbesondere Heissluft verwendet.
Durch die Hitzebehandlung verklumpt das Plastikmaterial,
so dass es aus den Naturfasern ausgekämmt werden kann.WO 00/10738 describes a device for the separation of unwanted
Plastic material, in particular of polyethylene and
Polypropylene, preferably of natural fibers, such as wool,
Cotton or silk, the device being a heat treatment device
and means of transport for transporting the fiber mixture
through the heat treatment device. The
Deposition of unwanted, shrinkable plastic material
The natural fibers are made by heating the fiber mixture
such that the plastic material has its physical properties
changes, i. that it shrinks, wrinkles itself
snaps, forms into globules and increases its density,
whereby a separation of the two materials by knocking,
Combing or simple optical detection and sorting allows
becomes. To improve the heating process of the fiber mixture
opposite the electrical resistance heating according to
Um eine gleichmässige Erwärmung des Fasergemisches zu erreichen, bedingt das Verfahren gemäss WO 00/10738 sehr homogene Strömungsverhältnisse, was aufgrund der unterschiedlichen Dicke der Faserflocken kaum ausreichend zu kontrollieren ist. Da die Temperaturempfindlichkeit von Naturfasern sehr kritisch ist, bedingt dies auch eine sehr genaue Steuerung der Aufheizzeit. Die Kontrolle der Aufheizzeit im Verfahren gemäss WO 00/10738 erfolgt jedoch nur über die Transportgeschwindigkeit des Fasergemisches, denn die Strömung des erhitzten Gases lässt sich nicht innerhalb von Sekunden steuern.In order to achieve a uniform heating of the fiber mixture, the process according to WO 00/10738 requires very homogeneous flow conditions, which due to the different thickness of the Fiber flakes is barely sufficient to control. Because the temperature sensitivity of natural fibers is very critical This also a very precise control of the heating time. The Control of the heating time in the process according to WO 00/10738 takes place but only via the transport speed of the fiber mixture, because the flow of heated gas can not be steer within seconds.
Natürliche Fasern neigen bei überhöhter oder zu lange dauernden Hitzeeinwirkung zu Beschädigungen. Die aus dem Stand der Technik bekannten Verfahren und Vorrichtungen weisen jedoch Aufheizmechanismen auf, die nur bedingt kontrollierbar sind und aufgrund der meist schlechten Wärmeleitung der Naturfasern zu lange dauern, was diese Verfahren ineffizient macht und oft eine zu starke Temperaturbelastung der Naturfasern bewirkt.Natural fibers tend to overreach or overly long Heat effect to damage. The from the state of the art However, known methods and devices have heating mechanisms on, which are only conditionally controllable and due the mostly bad heat conduction of natural fibers take too long, which makes these procedures inefficient and often too strong Temperature stress of natural fibers causes.
Aufgabe vorliegender Erfindung ist die Vermeidung der vorbeschriebenen Nachteile der aus dem Stand der Technik bekannten Verfahren und die Verbesserung der Wärmebehandlung des Fasermaterials derart, dass die Wärme so eingebracht wird, dass das Fasermaterial möglichst wenig erhitzt wird und die Fremdstoffe aus Kunststoff die für deren physikalische Umwandlung (Zusammenziehen, Verspröden) erforderliche Wärmemenge möglichst schnell aufnehmen können. Dazu müssen insbesondere die entsprechenden Fremdstoffe im Innern des Fasermaterials mindestens so schnell erwärmt werden, wie die entsprechenden Fremdstoffe im Aussenbereich des Fasermaterials.Object of the present invention is to avoid the above Disadvantages of the known from the prior art Method and improvement of the heat treatment of the fiber material such that the heat is introduced so that the fiber material is heated as little as possible and the foreign substances from Plastic for their physical transformation (contraction, Brittle) take up the required amount of heat as quickly as possible can. This requires in particular the corresponding Foreign matter inside the fiber material at least as fast be heated, as the corresponding foreign substances in the outdoor area of the fiber material.
Erfindungsgemäss wird diese Aufgabe durch ein Verfahren gelöst,
welches die Merkmale von Anspruch 1 aufweist.According to the invention, this object is achieved by a method
which has the features of
Das die Fremdstoffe aus Kunststoff enthaltende Fasermaterial besteht im Wesentlichen bevorzugt aus Naturfasern, wie cellulosereiche Fasern, Wolle oder Seide. Als cellulosereiche Fasern kommen beispielsweise Baumwolle, Flachs oder Hanf in Frage. Ganz bevorzugt wird das Verfahren zur Reinigung von Baumwollfasern verwendet. Das mit Kunststoff belastete Fasermaterial wird vor dem erfindungsgemässen Verfahren zweckmässigerweise vorsortiert, vorgereinigt und zu Flocken aufgelöst. Das aufgelockerte, flokkenartige Fasermaterial wird dann mittels Transportmitteln in eine Wärmebehandlungsvorrichtung eingebracht, wo die Fremdstoffe aus Kunststoff ihre physikalischen Eigenschaften derart ändern, das ihre Ausscheidung aus dem Fasermaterial mittels mechanischen Mitteln begünstigt wird. Beispielsweise relaxieren durch die Wärmebehandlung thermoplastische Fremdstoffe derart, dass sie schrumpfen und/oder verspröden.The foreign material containing plastic fiber material consists essentially of natural fibers, such as cellulose-rich ones Fibers, wool or silk. As cellulosic fibers come For example, cotton, flax or hemp in question. All the method is preferred for the purification of cotton fibers used. The loaded with plastic fiber material is present the method according to the invention advantageously presorted, pre-cleaned and dissolved into flakes. The loosened, flokkenartige Fiber material is then transported by means of transport introduced a heat treatment device, where the foreign substances plastic to change their physical properties in such a way their excretion from the fiber material by means of mechanical Funds is favored. For example, relax through the Heat treatment thermoplastic impurities such that they shrink and / or become brittle.
Das dem Verfahren zugeführte Fasermaterial liegt bevorzugt als loses Fasergemisch in Form von Flocken vor.The fiber material fed to the process is preferably as loose fiber mixture in the form of flakes.
Die Fremdstoffe aus Kunststoff stammen beispielsweise aus den Produktgruppen Fasern, Folien, Schaumstoffe, Tiefziehteile und Blasformkörper. Das erfindungsgemässe Verfahren eignet sich insbesondere zur Aufbereitung eines thermoplastische Kunststoffe enthaltenden Fasergemisches. Die thermoplastischen Fremdstoffe können dabei aus geschäumtem oder verstrecktem thermoplastischem Material bestehen und betreffen bevorzugt Kunststoffe aus der Gruppe der Polyethylene, Polyvinylchloride, Polystyrole, Polyamide, Polyester, Polyacrylnitrile, Polycarbonate, oder Gemische davon.The foreign substances made of plastic originate for example from the Fibers, films, foams, thermoformed parts and Blow-molded. The inventive method is particularly suitable for the preparation of a thermoplastic material containing fiber mixture. The thermoplastic foreign substances can be made of foamed or stretched thermoplastic Material consist and relate preferably to plastics from the Group of polyethylenes, polyvinyl chlorides, polystyrenes, polyamides, Polyester, polyacrylonitrile, polycarbonates, or mixtures from that.
Die Aufheiztemperaturen für das erfindungsgemässe Verfahren liegen typischerweise im Bereich von 110°C bis 200°C und bevorzugt im Bereich von 150°C bis 180°C. Die durch die Wärmebehandlung bewirkte Relaxation verstreckter Kunststoffe führt zu einem Schrumpfen. Eine chemische Zersetzung findet dabei üblicherweise nicht statt wäre aber ebenfalls denkbar. In den meisten Fällen geht die Relaxation von Thermoplasten mit einer drastischen Änderung der elastischen Eigenschaften einher, die sich in einer deutlichen Versprödung nach dem Abkühlen äussert.The heating temperatures for the inventive method are typically in the range of 110 ° C to 200 ° C and preferred in the range of 150 ° C to 180 ° C. The heat treatment caused relaxation of stretched plastics leads to a Shrink. A chemical decomposition usually takes place not instead but would also be conceivable. In most cases is the relaxation of thermoplastics with a drastic change associated with the elastic properties that result in a pronounced embrittlement after cooling expresses.
Die durch die Wärmebehandlung bewirkte Änderung der physikalischen Eigenschaften der Fremdstoffe ermöglicht deren Ausscheiden aus dem Fasermaterial mittels mechanisch arbeitenden Trennverfahren. Solche Trennverfahren sind aus dem Stand der Technik bekannt und können beispielsweise einen Zyklon mit einem Luftstromklassierer, eine Siebeinheit oder bei ausreichend parallel ausgerichteten Fasern auch das Kämmen des Fasermaterials betreffen.The change in the physical effect caused by the heat treatment Properties of foreign substances allows their elimination from the fiber material by mechanical separation process. Such separation processes are known from the prior art and may, for example, be a cyclone with an airflow classifier, a screening unit or if sufficiently parallel aligned fibers also affect the combing of the fiber material.
Die Übertragungselemente sind bevorzugt längliche Elemente, welche eine beliebige Querschnittsform aufweisen können. Beispielsweise sind die Übertragungselemente nadelförmig ausgebildet. Die Übertragungselemente können vollständig einstückig und massiv ausgebildet sein, oder können einen Hohlraum mit Durchgangsöffnungen an die Mantelfläche der Übertragungselemente aufweisen, so dass ein in den Hohlraum eingeleitetes Heissgas durch die Durchgangsöffnungen in das Fasermaterial strömen kann. Die Übertragungselemente können auch einen in ihrer Längsachse verlaufenden, durchgehenden Hohlraum aufweisen, so dass ein an einem Ende des Übertragungselementes eingeführtes Heissgas am anderen Ende des Übertragungselementes in das Fasermaterial austreten kann.The transmission elements are preferably elongate elements which may have any cross-sectional shape. For example the transmission elements are needle-shaped. The Transmission elements can be completely one-piece and solid be formed, or may have a cavity with through holes have on the lateral surface of the transmission elements, so that a hot gas introduced into the cavity through the Through openings can flow into the fiber material. The transmission elements can also have a running in their longitudinal axis, have continuous cavity, so that one on a Hot gas introduced at the end of the transfer element at the other end Exit end of the transmission element in the fiber material can.
Die die Ausscheidung der Fremdstoffe begünstigende Änderung ihrer physikalischen Eigenschaften, wie beispielsweise die Relaxation verstreckter thermoplastischer Fremdstoffe, geschieht in einer Wärmebehandlungsvorrichtung. Diese enthält eine Wärmestrecke, auf der vorzugsweise eine Mehrzahl oder Vielzahl von Übertragungselementen in das Fasermaterial eingeführt und dadurch dem Fasermaterial die für die Änderung der physikalischen Eigenschaften der Fremdstoffe erforderliche Wärmemenge zugeführt wird.The modification of foreign substances favoring their excretion physical properties, such as relaxation stretched thermoplastic foreign substances, happens in a heat treatment device. This contains a heat trail, preferably a plurality or a plurality of Transfer elements introduced into the fiber material and thereby the fiber material for the change of physical Characteristics of the foreign substances required amount of heat supplied becomes.
Die Wärmezufuhr an das Fasermaterial zum Erreichen und Halten der für die Änderung der physikalischen Eigenschaften der Fremdstoffe erforderlichen Temperatur geschieht bevorzugt durch beheizte Übertragungselemente. Die beheizten Übertragungselemente können beispielsweise auf die entsprechende Temperatur vorerwärmte längliche Elemente betreffen, die zu Beginn der Wärmestrecke in das Fasermaterial eingeführt und auf der gesamten Wärmestrecke im Fasermaterial eingeführt bleiben und am Ende der Wärmestrecke aus dem Fasermaterial herausgeführt werden.The heat input to the fiber material to reach and hold for changing the physical properties of the foreign substances required temperature is preferably done by heated Transmission elements. The heated transmission elements For example, they may preheat to the appropriate temperature elongated elements that affect the beginning of the heating stretch introduced into the fiber material and on the whole Heat tracing remain inserted in the fiber material and at the end of the Heat removal are led out of the fiber material.
Die Wärmezufuhr an das Fasermaterial kann auch durch eine Beaufschlagung des Fasermaterials mit einem Heissgas geschehen. Als Gase werden dabei bevorzugt Inertgase verwendet, welche mit den Fremdstoffen keine chemische Reaktionen eingehen. Speziell bevorzugt wird für das erfindungsgemässe Verfahren Heissluft verwendet. Das Heissgas wird dazu vorzugsweise auf eine Temperatur unterhalb der Erweichungstemperatur der Fremdstoffe vorerhitzt.The heat supply to the fiber material can also be by applying the fibrous material with a hot gas happen. When Gases are preferably used inert gases, which with the Foreign substances do not undergo chemical reactions. Specially preferred Hot air is used for the process according to the invention. The hot gas is preferably to a temperature for this purpose preheated below the softening temperature of the foreign substances.
Bei Verwendung von Übertragungselementen mit einem Hohlraum und entsprechenden Durchgangsöffnungen an deren Mantelfläche kann die Erwärmung des Fasermaterials durch Zuführung eines Heissgases in den Hohlraum der Übertragungselemente geschehen, wodurch das Heissgas durch die über die ganze Mantelfläche der Übertragungselemente verteilten Durchgangsöffnungen in das Fasermaterial eintreten kann. Bei Verwendung von Übertragungselementen mit einem Hohlraum kann die Wärmezufuhr somit konvektiv durch Heissgas und/oder durch Wärmeleitung von den aufgeheizten Übertragungselementen auf das Fasermaterial geschehen. Übertragungselemente mit einem Hohlraum können somit als vorgewärmte Heizelemente mit oder ohne Heissgaszufuhr verwendet werden, oder können ohne Vorerwärmung auch nur durch Heissgaszufuhr als Heizelemente eingesetzt werden.When using transmission elements with a cavity and corresponding passage openings on the lateral surface can the heating of the fiber material by supplying a hot gas done in the cavity of the transfer elements, thereby the hot gas through the over the entire surface of the transmission elements distributed through holes in the fiber material can occur. When using transmission elements with In a cavity, the heat supply can thus convectively by hot gas and / or by heat conduction from the heated transmission elements done on the fiber material. transmission elements with a cavity can thus be used as preheated heating elements be used with or without hot gas supply, or can without preheating only by hot gas supply as heating elements be used.
Als Unterstützung der zur Erreichung der Umwandlungstemperatur der Fremdstoffe erforderlichen Wärmezufuhr an das Fasermaterial kann die Oberfläche des Fasermaterials zwischen den Übertragungselementen mit Heissgas beaufschlagt werden. Dabei kann das Heissgas durch die infolge des Einsteckvorganges der Übertragungselemente in das Fasermaterial geschaffenen Zwischenräume zwischen den Übertragungselementen und dem Fasermaterial in das Fasermaterial strömen. Insbesondere kann das Heissgas auch entlang der Mantelfläche der Übertragungselemente in das Fasermaterial geführt werden. Eine solche Unterstützung des Aufheizprozesses kann bei Verwendung von massiv ausgebildeten Übertragungselementen, wie auch bei Verwendung von hohlkörperförmigen Übertragungselementen bewirkt werden. In support of achieving the transformation temperature the foreign substances required heat to the fiber material may be the surface of the fiber material between the transmission elements be charged with hot gas. It can do that Hot gas by the result of the insertion process of the transmission elements in the fiber material created spaces between the transmission elements and the fiber material in the Flow fiber material. In particular, the hot gas can also along the lateral surface of the transmission elements in the fiber material be guided. Such support of the heating process can, when using massively formed transmission elements, as well as when using hollow body-shaped Transmission elements are effected.
Bevorzugt wird das durch die Übertragungselemente aufzubereitende Fasermaterialvolumen vollständig von den Übertragungselementen durchdrungen. Dabei können die Übertragungselemente alle von derselben Seite des Fasermaterials in dieses eingeführt werden, oder von zwei Seiten. Dabei beziehen sich die Seiten jeweils auf eine durch die bezüglich dem auf der Wärmestrecke befindlichen Fasermaterial konzentrischen Mittelachse verlaufende Fläche. Im Falle von auf einem Förderband befindlichem Fasermaterial durchdringen die Übertragungselemente in einer im Wesentlichen senkrecht zur Bandfläche befindlichen Lage das Fasermaterialvolumen vollständig. Falls das Fasermaterial zwischen zwei gegeneinander gerichteten, mit Übertragungselementen ausgerüsteten Zylinderwalzen geführt wird, durchdringen die Übertragungselemente bevorzugt von jeder Seite etwa die halbe, in der Ebene durch beide Achsen der Zylinderwalzen gemessene Ausdehnung des Fasermaterialvolumens.Preferably, this is to be reprocessed by the transfer elements Fiber material volume completely from the transfer elements penetrated. The transmission elements can all of the same side of the fiber material are introduced into this, or from two sides. The pages each refer to one by the respect to the located on the heat path Fiber material concentric center axis extending surface. in the Penetrate trap of fibrous material located on a conveyor belt the transmission elements in a substantially vertical to the strip surface located the fiber material volume Completely. If the fiber material between two against each other directed, equipped with transfer elements cylinder rollers is guided, the transmission elements preferably penetrate from each side about half, in the plane through both Axes of the cylindrical rollers measured expansion of the fiber material volume.
Die Übertragungselemente werden bevorzugt parallel zu einer Querschnittsfläche durch den Fasermaterialstrang in diesen eingeführt. Befindet sich das Fasermaterial auf einem Fördermittel mit einer Transportgeschwindigkeit v und einer Transportrichtung y, so werden die Übertragungselemente bevorzugt ebenfalls mit etwa derselben Transportgeschwindigkeit v in dieselbe Transportrichtung y geführt. Eine geringe Geschwindigkeitsdifferenz zwischen Fasermaterial und Übertragungselementen kann jedoch zweckmässig sein, um eine gewisse parallele Ausrichtung der Fasern in Transportrichtung y zu erreichen.The transmission elements are preferably parallel to one Cross-sectional area introduced by the fiber material strand in this. Is the fiber material on a conveyor with a transport speed v and a transport direction y, the transmission elements are preferably also with about the same transport speed v in the same transport direction y guided. A small speed difference however, between fiber material and transfer elements be convenient to some parallel alignment of the fibers to reach in the transport direction y.
In einer weiteren bevorzugten Ausführungsform des erfindungsgemässen Verfahrens werden die in das Fasermaterial eingeführten Übertragungselemente relativ zum Fasermaterial bewegt. Insbesondere bei einem erfindungsgemässen Verfahren in einer Durchlaufanlage mit einer Transportrichtung y, können die Übertragungselemente im Wesentlichen senkrecht zur Transportrichtung y in das verunreinigte Fasermaterial eingeführt und längs und/oder quer zur Transportrichtung y hin und her bewegt werden, so dass der Wärmeübertrag auf das Fasermaterial verbessert wird.In a further preferred embodiment of the inventive Method are introduced into the fiber material Transmission elements moved relative to the fiber material. Especially in an inventive method in a continuous system with a transport direction y, the transmission elements substantially perpendicular to the transport direction y introduced into the contaminated fiber material and along and / or be moved back and forth transversely to the transport direction y, so that the heat transfer to the fiber material is improved.
Das erfindungsgemässe Verfahren eignet sich für die Aufbereitung eines einzelnen Fertigungsloses, bei dem eine gewisse Menge an Fasermaterial wärmebehandelt und die physikalisch veränderten Fremdstoffe anschliessend durch ein bekanntes mechanisches Trennverfahren aus dem Fasermaterial entfernt werden, wie auch für ein kontinuierliches Durchlaufverfahren, bei dem das Fasermaterial kontinuierlich einer Wärmebehandlungseinrichtung zugeführt wird.The inventive method is suitable for the treatment of a single batch of production, in which a certain amount of Fiber material heat treated and the physically altered Foreign substances then by a known mechanical Separation process can be removed from the fiber material, as well for a continuous flow process in which the fibrous material continuously fed to a heat treatment device becomes.
Das erfindungsgemässe Verfahren weist den Vorteil auf, dass insbesondere bei dicken Faserflocken die Temperaturbelastung zwischen äusseren und inneren Fasern ungefähr gleich ist und somit eine Überhitzung der äusseren Fasern vermieden wird. Zudem wird der Wärmeübertrag auf die Fremdstoffe verbessert, so dass gegenüber dem Stand der Technik die zeitliche Temperaturbelastung geringer wird.The inventive method has the advantage that in particular with thick fiber flakes the temperature load between outer and inner fibers are approximately the same and thus Overheating of the outer fibers is avoided. In addition, will the heat transfer to the foreign substances is improved, so that opposite the prior art, the temporal temperature load less becomes.
Eine für ein kontinuierlich arbeitendes Verfahren für die Aufbereitung
von Fasermaterial für die nachfolgende Ausscheidung von
darin enthaltenen Fremdstoffen aus Kunststoff geeignete Vorrichtung
weist die Merkmale im Anspruch 11 auf. Eine solche Vorrichtung
weist eine Wärmebehandlungseinrichtung und vorzugsweise eine
Mehrzahl von Übertragungselementen auf. Einer solchen Vorrichtung
kann sich eine mechanische Trennvorrichtung anschliessen.
Vorzugsweise kann auch ein Transportmittel zur Förderung
des Fasermaterials z.B. über eine Wärmestrecke vorgesehen sein.
Zwischen dem Ende der Wärmestrecke und der mechanischen Trennvorrichtung
befindet sich zweckmässigerweise eine Abkühlstrecke. One for a continuous process for reprocessing
of fiber material for the subsequent excretion of
contained therein foreign substances made of plastic suitable device
has the features in
Die Abkühlstrecke dient dabei einer gewissen Abkühlung der physikalisch veränderten Kunststoffe, beispielsweise der thermoplastischen Verklumpungen, und verringert dabei deren Haftung am Fasermaterial, an den Fördermitteln und an der Trennvorrichtung.The Abkühlstrecke serves a certain cooling of the physically modified plastics, such as the thermoplastic Clumping, thereby reducing their liability to Fiber material, on the funding and on the separator.
Die auf der Wärmestrecke in das Fasermaterial eingeführten Übertragungselemente können massiv ausgebildete, längliche Körper betreffen, welche bevorzugt zylinder- oder kegelstumpfförmig ausgebildet sind und einen grössten Durchmesser von 0.1 bis 4 mm, bevorzugt 0.5 bis 3 mm und insbesondere einen Durchmesser von 0.6 bis 1.8 mm aufweisen. Hierbei betrifft der grösste Durchmesser üblicherweise den Durchmesser der Grundfläche. Die Übertragungselemente können jedoch auch eine fassförmige Gestalt aufweisen.The introduced on the heat path in the fiber material transmission elements can be massively trained, elongated body relate, which preferably cylindrical or frusto-conical are formed and have a largest diameter of 0.1 to 4 mm, preferably 0.5 to 3 mm and in particular a diameter from 0.6 to 1.8 mm. This concerns the largest Diameter usually the diameter of the base. The However, transmission elements can also be a barrel-shaped exhibit.
Die auf der Wärmestrecke in das Fasermaterial eingeführten Übertragungselemente können auch längliche Hohlkörper betreffen, welche beispielsweise einen in der Längsachse der Übertragungselemente verlaufenden Hohlraum aufweisen. Bevorzugt weisen derartige Übertragungselemente zumindest an einem in das Fasermaterial eindringenden Teil Durchgangsöffnungen auf, welche den länglichen Hohlraum der Übertragungselemente mit deren Mantelfläche derart verbinden, dass ein in den länglichen Hohlraum der Übertragungselemente eingeleitetes Heissgas durch die Durchgangsöffnungen in das verunreinigte Fasermaterial ausströmen kann. Die Verteilung der Durchgangsöffnungen kann dabei dem Fasermaterial (Dichteverteilung) und dem Verfahrensablauf (Transportrichtung, Transportgeschwindigkeit, Relativgeschwindigkeit zwischen Fasermaterial und Übertragungselement) angepasst werden. Die einen länglichen Hohlraum aufweisenden Übertragungselemente weisen zweckmässigerweise einen grössten Durchmesser von 0.8 mm bis 60 mm, bevorzugt 2 mm bis 50 mm und insbesondere einen grössten Durchmesser von 3 mm bis 30 mm auf. Hierbei betrifft der grösste Durchmesser üblicherweise den Durchmesser der Grundfläche. Die Übertragungselemente können jedoch auch eine fassförmige Gestalt aufweisen. Weiter bevorzugt können die hohlkörperförmigen Übertragungselemente in Längsrichtung zusätzlich eine durchgehende Öffnung aufweisen, welche insbesondere bei einer Vorrichtung, bei welcher die Übertragungselemente von zwei Seiten in das Fasermaterial eingeführt werden, eine weitere Heissgaszuführung in Längsrichtung der Übertragungselemente erlaubt.The introduced on the heat path in the fiber material transmission elements can also affect elongated hollow bodies, which, for example, one in the longitudinal axis of the transmission elements have extending cavity. Preferably, such Transmission elements at least at one in the fiber material penetrating part through openings, which the elongated cavity of the transmission elements with their lateral surface connect such that one into the elongated cavity of the Transfer elements introduced hot gas through the through holes flow into the contaminated fiber material can. The distribution of the passage openings can be the fiber material (Density distribution) and the process sequence (transport direction, Transport speed, relative speed between fiber material and transfer element) can be adjusted. The elongate cavity having transmission elements have expediently a largest diameter of 0.8 mm to 60 mm, preferably 2 mm to 50 mm and in particular one largest diameter of 3 mm to 30 mm. This concerns the largest diameter usually the diameter of the Floor space. However, the transmission elements can also be a have barrel-shaped shape. More preferably, the hollow body-shaped Transmission elements in the longitudinal direction in addition have a through opening, which in particular in a Device in which the transmission elements of two Pages are introduced into the fiber material, another Hot gas supply in the longitudinal direction of the transmission elements allowed.
Die Erwärmung der Übertragungselemente erfolgt bevorzugt durch eine elektrische Widerstandsheizung, mittels Infrarotstrahlung, durch ein Wirbelstromverfahren oder durch ein Heissgas.The heating of the transmission elements is preferably carried out by an electric resistance heating, by means of infrared radiation, by an eddy current method or by a hot gas.
Der Querschnitt der Übertragungselemente kann rund, oval oder polygonal sein, wobei bei polygonaler Ausgestaltung des Querschnitts die Kanten vorzugsweise gerundet sind, so dass das Fasermaterial beim Einführen des Übertragungselementes nicht beschädigt wird.The cross section of the transmission elements can be round, oval or be polygonal, wherein in polygonal configuration of the cross section the edges are preferably rounded so that the fiber material not damaged during insertion of the transmission element becomes.
Die Erfindung wird anhand der Figuren 1 bis 8 beispielhaft weiter erläutert. Dabei zeigen:
- Figur 1:
- eine perspektivische Ansicht einer erfindungsgemässen Vorrichtung mit auf einem Endlosband angeordneten Übertragungselementen,
- Figur 2:
- einen Längsschnitt durch eine andere erfindungsgemässe Vorrichtung mit auf Zylinderwalzen angeordneten Übertragungselementen,
- Figur 3:
- einen Längsschnitt durch eine weitere erfindungsgemässe Vorrichtung mit auf Platten angeordneten Übertragungselementen,
- Figur 4a: bis 4b
- perspektivische Ansichten dreier verschiedener Ausführungsformen von Übertragungselementen,
- Figur 5a:
- einen Querschnitt durch ein einzelnes Übertragungselement, das als sternförmiger Dorn ausgebildet ist,
- Figur 5b:
- ein Schnitt durch die Ebene C-C gemäss Figur 5a,
- Figur 6:
- einen Querschnitt durch eine nur ein Übertragungselement aufweisende Wärmebehandlungseinrichtung,
- Figur 7:
- einen Querschnitt durch eine andere Ausführungsform einer Wärmebehandlungseinrichtung mit nur einem einzigen Übertragungselement,
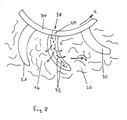
- Figur 8:
- eine spezielle Ausführungsform einer Zylinderwalze mit Übertragungselementen.
- FIG. 1:
- a perspective view of an inventive device with arranged on an endless belt transmission elements,
- FIG. 2:
- a longitudinal section through another device according to the invention with arranged on cylindrical rollers transmission elements,
- FIG. 3:
- a longitudinal section through another device according to the invention with arranged on plates transmission elements,
- Figure 4a: to 4b
- perspective views of three different embodiments of transmission elements,
- FIG. 5a
- a cross section through a single transmission element, which is designed as a star-shaped mandrel,
- FIG. 5b:
- a section through the plane CC according to Figure 5a,
- FIG. 6:
- a cross section through a heat transfer device having only one transfer element,
- FIG. 7:
- a cross section through another embodiment of a heat treatment device with a single transmission element,
- FIG. 8:
- a special embodiment of a cylindrical roller with transmission elements.
Figur 1 zeigt eine perspektivische Ansicht einer erfindungsgemässen
Vorrichtung mit einer daran anschliessenden Trennvorichtung.
Flockenförmiges Fasermaterial 20 wird über eine Zuführung
12 auf ein Endlosband 10 geführt. Das Endlosband 10 ist über
zwei zylinderförmige Förderbandrollen 11 gespannt und wird durch
diese angetrieben. Hohlkörperförmige Übertragungselemente 30
sind auf einem weiteren Endlosband 32 befestigt, welches über
zwei zylinderförmige Bandrollen 33 gespannt und durch diese angetrieben
wird. Die beiden Endlosbänder 10 und 32 werden gegenläufig
angetrieben, so dass deren gegenüberliegenden Bandflächen,
welche das aufzubereitende Fasermaterial 20 einschliessen,
sich in dieselbe Richtung y und mit etwa derselben Geschwindigkeit
bewegen. Das Endlosband 32 weist an den Befestigungsstellen
der Übertragungselemente 30 Durchgangsöffnungen auf, welche die
Zufuhr von Heissgas aus dem Innern der Bandvorrichtung 28 in die
Übertragungselemente 30 erlauben. Alternativ oder zusätzlich
kann das Endlosband 32 mit den Übertragungselementen 30 insgesamt
gasdurchlässig oder perforiert ausgestaltet sein. Die beiden
Frontseiten 18 der Endlosbandvorrichtung 28 mit den Übertragungselementen
30 sind geschlossen ausgebildet, so dass ein Ausströmen
von Heissgas aus dem Innern der Bandvorrichtung 28 durch
die Bandseiten, d.h. die Frontseiten 18 der Bandvorrichtung 28,
vermieden wird. In die hintere Frontseite mündet eine Heissgaszuführung
38 zur Einleitung von Heissgas in den Innenraum der
Bandvorrichtung 28, wobei Letzterer durch die den Übertragungselementen
30 abgekehrte Seite des Endlosbandes 32 und die beiden
Frontseiten 18 der Bandvorrichtung 28 begrenzt wird. Das durch
die Heissgaszuführung 38 in den Innenraum der Bandvorrichtung 28
geleitete Heissgas durchströmt das mit den Übertragungselementen
bestückte Endlosband 32 und gelangt durch die hohlkörperförmigen
Übertragungselemente 30 mittels Durchgangsöffnungen (nicht eingezeichnet)
in das zwischen den Endlosbändern 10 und 32 befindliche
Fasermaterial 20.FIG. 1 shows a perspective view of an inventive device
Device with an adjoining separation device.
Flake-shaped
Der Achsabstand zwischen den beiden Bandrollen 33 für das Band
32 mit den Übertragungselementen 30 definiert im Wesentlichen
die Wärmestrecke x, während der das Fasermaterial wärmebehandelt
wird. Genau genommen ist die Wärmestrecke etwas grösser, da die
Übertragungselemente 30 bereits vor Erreichen der Normalebene
durch die Achse der Bandrollen 33 das Fasermaterial zu durchdringen
beginnen und am Ende der Wärmestrecke x entsprechend
auch etwas länger im Fasermaterial verbleiben. Das jeweils auf
der Wärmestrecke x befindliche Fasermaterial bildet das aufzubereitende
Fasermaterialvolumen. The center distance between the two
Nach der Wärmestrecke x liegt ein Gemisch von Fasermaterialflokken
und verklumpten Fremdstoffe 21 auf dem Endlosband 10. Am Ende
des Endlosbandes 10, in Transportrichtung y gesehen, fallen
die verklumpten Fremdstoffe 21 und das Fasermaterial in einen
Zyklon 25 als Trennvorrichtung, wobei beispielsweise durch eine
Luftströmung die gereinigten Fasermaterialflocken 22 über ein
Förderrohr 23 weiter transportiert und die relaxierten Fremdstoffe
21 am Boden des Zyklons 25 aufgefangen werden.After the heating stretch x is a mixture of Fasermaterialflokken
and clumped
Figur 2 zeigt einen Längsschnitt durch eine andere Ausführungsform
einer erfindungsgemässen Vorrichtung mit einer daran anschliessenden
mechanischen Trennvorrichtung, bei welcher ein
Strang oder Vlies aus losem Fasermaterial 20 einerseits zwischen
zwei mit Übertragungselementen 30 bestückten Zylinderwalzen 34
und andererseits zwischen zwei Transportwalzen 13 und 14 geführt
wird. Die mit Übertragungselementen 30 bestückten Zylinderwalzen
34 weisen parallele Drehachsen auf, besitzen jedoch eine gegenläufige
Drehrichtung. Der Abstand der beiden mit Übertragungselementen
30 bestückten Zylinderwalzen 34 entspricht in etwa der
Dicke des Fasermaterials 20. Die Länge der Übertragungselemente
30 entspricht etwa der halben Dicke des Fasermaterials 20, so
dass die Übertragungselemente von beiden Seiten des Fasermaterials
20 in dieses eindringen. Die Seiten des Fasermaterials 20
werden hierbei durch die äusseren Flächen des Fasermaterials 20
definiert, welche parallel zu einer mittig zwischen den Zylinderwalzen
34 und dem Fasermaterial 20 verlaufenden Ebene liegen.Figure 2 shows a longitudinal section through another embodiment
a device according to the invention with an adjoining thereto
mechanical separating device, in which a
Strand or fleece made of
Die mit Übertragungselementen 30 bestückten Zylinderwalzen 34
dienen neben der Erwärmung des Fasermaterials 20 auf die für die
Formänderung der Fremdstoffe erforderliche Temperatur auch zum
Transport des Fasermaterials 20 in Transportrichtung y. Die Förderrollen
13, 14 sind ebenfalls zylinderförmig ausgebildet und
weisen je eine zu den Drehachsen der Zylinderwalzen 34 parallele
Drehachse auf. Die Förderrollen 13, 14 dienen zum Transport des
gereinigten Fasermaterials 22 und weisen deshalb eine gegenläufige
Drehrichtung auf. Zwischen den Zylinderwalzen 34 und den
Förderrollen 13, 14 befindet sich ein Kamm 26 zum mechanischen
Trennen der wärmebehandelten Fremdstoffe vom Fasermaterial. Die
ausgekämmten Fremdstoffe 21 werden in einem Auffangbehälter 27
aufgefangen. Das den Kamm in Transportrichtung y verlassende Fasermaterial
22 ist frei von Fremdstoffen aus Kunststoff.The stocked with
Die Figuren 3 zeigt einen Längsschnitt durch eine weitere Ausführungsform
einer erfindungsgemässen Vorrichtung mit einer daran
anschliessenden Trennvorrichtung zur Aufbereitung von Fasermaterial
für die nachfolgende Ausscheidung darin enthaltener
Fremdstoffe aus Kunststoff, bei welcher ein Strang oder Vlies
aus losem Fasermaterial 20 mittels Förderrollen 13, 14 in Transportrichtung
y befördert wird. Auf der Wärmestrecke x wird ein
plattenförmiges Substrat 39, beispielsweise ein Förderkamm, mit
einer Vielzahl von auf die für die Erzielung einer Formänderung
der Fremdstoffe erforderlichen Temperatur vorgeheizten Übertragungselementen
30 in das Fasermaterial 20 derart eingeführt,
dass die Übertragungselemente 30 das Fasermaterial 20 vollständig
durchdringen. Das auf der Wärmestrecke x aufbereitete Fasermaterialvolumen
16 entspricht dem auf der Strecke x vorhandenen
Volumen an Fasermaterial 20.FIGS. 3 shows a longitudinal section through a further embodiment
a device according to the invention with a thereto
subsequent separation device for the treatment of fiber material
for the subsequent excretion contained therein
Foreign substances made of plastic, in which a strand or fleece
from
Die Übertragungselemente 30 sind nadelförmig ausgebildet und
weisen keinen Hohlraum auf. Die die Übertragungselemente 30 aufweisende
Platte 39 wird zu Beginn der Wärmestrecke x mit dem Fasermaterial
20 in Kontakt gebracht und am Ende der Wärmestrecke
x aus dem Fasermaterial 20 herausgeführt. Auf der Wärmestrecke x
wird die die Übertragungselemente 30 aufweisende Platte 39 mit
derselben Geschwindigkeit wie das Fasermaterial 20 in Transportrichtung
y bewegt. Nach der Wärmestrecke x durchläuft das
Fasermaterial 20 eine Kammvorrichtung 26, in welcher die wärmebehandelten
Fremdstoffe 21 aus dem Fasermaterial herausgekämmt
und in einem Auffangbehälter 27 gesammelt werden. Das gereinigte
Fasermaterial 22 verlässt die erfindungsgemäss Vorrichtung über
Förderrolle 14.The
Die Figuren 4a, 4b und 4c zeigen drei beispielhafte Ausführungsformen
von hohlkörperförmigen Übertragungselementen 30. In Figur
4a ist ein hohlzylinderförmiges Übertragungselement 30 mit einem
zylinderförmigen Hohlraum 40 und einer Vielzahl von Durchgangsöffnungen
35 zwischen Hohlraum 40 und Mantelfläche 31 dargestellt.
Die Deckfläche des hohlzylinderförmigen Übertragungselementes
30 enthält die Eintrittsöffnung 37 für die Heissgaszuführung
38. Die Grundfläche des hohlzylinderförmigen Übertragungselementes
30 ist geschlossen, so dass das durch die Eintrittsöffnung
37 in das Übertragungselement 30 strömende Heissgas
38 nur durch die Durchgangsöffnungen 35 aus dem Übertragungselement
30 austreten kann.Figures 4a, 4b and 4c show three exemplary embodiments
of hollow body-shaped
Figur 4b zeigt ein kegelstumpfförmig ausgebildetes Übertragungselement
30 mit einem zylinderförmigen Hohlraum 40 und einer
Vielzahl von Durchgangsöffnungen 35 zwischen Hohlraum 40 und
Mantelfläche 31. Die Deckfläche des hohlzylinderförmigen Übertragungselementes
30 enthält die Eintrittsöffnung 37 für die
Heissgaszuführung 38. Die Grundfläche des hohlzylinderförmigen
Übertragungselementes 30 ist offen, d.h. das Übertragungselement
30 enthält einen durchgehenden Hohlraum 40 mit einer Austrittsöffnung
36 für das Heissgas 38. Das durch die Eintrittsöffnung
37 einströmende Heissgas 38 kann einerseits durch
die Durchgangsöffnungen 35 und andererseits durch die Austrittsöffnung
36 aus dem Hohlraum 40 ausströmen und mit dem Fasermaterial
20 in Kontakt treten. Die in Figur 4b dargestellte
Ausführungsform eines Übertragungselementes 30 eignet sich insbesondere
für Anwendungen, bei denen ein einzelnes Übertragungselement
30 nicht die ganze Fasermaterialdicke durchdringt.FIG. 4b shows a frustum-shaped
Das in Figur 4c hier gezeigte Übertragungselement 30 ist profilartig
ausgebildet und weist einen Querschnitt mit vier halbkreisförmig
ausgebildeten Ecken auf. Der Hohlraum 40 ist zylinderförmig
ausgebildet und ist mittels einer Vielzahl von Durchgangsöffnungen
35 mit der Mantelfläche 31 verbunden. Die Grundfläche
des Übertragungselementes 30 ist geschlossen, so dass das
durch die Eintrittsöffnung 37 in den Hohlraum 40 einströmende
Heissgas 38 nur durch die Durchgangsöffnungen 35 in das Fasermaterial
eintreten kann.The
Die Figuren 5a und 5b zeigen ein auf einer Platte 39 festgelegtes
Übertragungselement 30, wobei Figur 5a einen Querschnitt
durch die Mittelachse des Übertragungselements 30 zeigt und in
Figur 5b ein Querschnitt durch das in Figur 5a gezeigte Übertragungselement
30 entlang der Achse c-c dargestellt ist.Figures 5a and 5b show a fixed to a plate
Figur 5a zeigt den Querschnitt durch einen Plattenausschnitt 39
mit einem massiv ausgebildeten Übertragungselement 30. Das Übertragungselement
30 ist entlang einer zur Platte vertikal liegenden
Achse pyramidenförmig ausgebildet und weist einen sternförmigen
Querschnitt auf. In die Platte 39 sind Heissgaszufuhröffnungen
24 derart eingelassen, dass Heissgas 38 an die Mantelfläche
31 des Übertragungselements 30 zugeführt werden kann. Die
Heissgaszufuhröffnungen 24 können ringförmig ausgebildet sein,
oder es kann eine Mehrzahl von Heissgaszufuhröffnungen 24 ringförmig
um das Übertragungselement 30 in die Platte 39 eingelassen
sein. Zwischen dem Übertragungselement 30 und dem Fasermaterial
ergibt sich ein Zwischenraum 19, der die Zufuhr von Heissgas
38 über die ganze Mantelfläche 31 des Übertragungselements
30 an das Fasermaterial entsprechend der eingezeichneten Pfeile
erlaubt.FIG. 5a shows the cross section through a
Figur 6 zeigt eine Ausführungsform einer Wärmebehandlungseinrichtung
8 mit nur einem einzigen Übertragungselement 30. Die in
Figur 6 dargestellte Draufsicht auf einen Querschnitt durch die
Wärmebehandlungseinrichtung 8 zeigt ein rohrförmiges Übertragungselement
30 mit einer Vielzahl von Durchgangsöffnungen 35.
Das Übertragungselement 30 befindet sich in einem Transportrohr
15. Fasermaterialflocken 20 werden über die Flocken-Zuführung 12
in Transportrichtung y in das Transportrohr 15 geleitet. Beim
Durchströmen des Transportrohres 15 werden die Fasermaterialflocken
20 mit dem aus den Durchgangsöffnungen 35 ausströmenden
Heissgas beaufschlagt. Dabei gelangt das Heissgas über die
Heissgaszuführung 38 in den zylinderförmigen Hohlraum des rohrförmigen
Übertragungselements 30.FIG. 6 shows an embodiment of a
Figur 7 zeigt eine Draufsicht auf eine weitere Ausführungsform
einer Wärmebehandlungseinrichtung 8 mit nur einem einzigen Übertragungselement
30. Das Übertragungselement 30 ist hierbei als
spiralförmiger Hohlkörper ausgebildet. Das spiralförmige Übertragungselement
30 befindet sich in einem Transportrohr 15 und
ist um eine Achse in Pfeilrichtung a drehbar gelagert. Das spiralförmige
Übertragungselement 30 weist einen durchgehenden
Hohlraum auf, in welchen durch eine Heissgaszuführung 38 ein
Heissgas eingeleitet wird, welches durch die Durchgangsöffnungen
35 in das Fasermaterial 20 gelangt. Das Fasermaterial 20 wird in
Transportrichtung y über die Zuführung 12 in das Transportrohr
15 eingeleitet und wird durch das sich in Drehrichtung a drehende
spiralförmige Übertragungselement 30 in Transportrichtung y
gefördert, wobei das Fasermaterial 20 gleichzeitig mit Heissgas
beaufschlagt wird. FIG. 7 shows a plan view of a further embodiment
a
Figur 8 zeigt einen Querschnitt durch einen Ausschnitt einer
speziell gestalteten Zylinderwalze 34 mit Übertragungselementen
30. Die Zylinderwalze 34 ist drehbar gelagert. Durch eine Drehung
der Zylinderwalze 34 in Drehrichtung a wird Fasermaterial
20 in Transportrichtung y gefördert. Gleichzeitig wird das Fasermaterial
20 durch die Übertragungselemente 30 mit Wärme beaufschlagt.
Die Zylinderwalze 34 ist hohlzylinderförmig ausgebildet,
wobei in dessen Hohlraum ein Heissgas eingeleitet wird
(nicht eingezeichnet). Über Heissgaszufuhröffnungen 24 (nur im
mittleren Übertragungselement 30 eingezeichnet) gelangt Heissgas
38 in den Hohlraum der Übertragungselemente 30 und tritt durch
die Durchgangsöffnungen 35 in Pfeilrichtung in das Fasermaterial
20 ein.Figure 8 shows a cross section through a section of a
specially designed
Claims (15)
dadurch gekennzeichnet, dass
die Wärmezufuhr über vorzugsweise eine Mehrzahl von Übertragungselementen (30) erfolgt, welche das Fasermaterialvolumen wenigstens teilweise durchdringen und welche Wärme in das Innere des Fasermaterialvolumens einbringen.Process for the preparation of fibrous material (20), in particular raw cotton, for the subsequent removal of foreign substances (21) from plastic, whereby a specific volume of fibrous material is subjected to a heat treatment in such a way that the impurities have a change in their physical properties Set properties,
characterized in that
the heat is supplied via preferably a plurality of transmission elements (30), which at least partially penetrate the fiber material volume and which bring heat into the interior of the fiber material volume.
dadurch gekennzeichnet, dass
die Wärmebehandlungseinrichtung (8) vorzugsweise eine Mehrzahl von Übertragungselementen (30) aufweist, welche wenigstens teilweise in das Fasermaterialvolumen einführbar sind, und mit denen Wärme in das Innere des Fasermaterialvolumens einbringbar ist.Apparatus for the treatment of fiber material (20), in particular raw cotton, for the subsequent removal of foreign substances (21) from plastic, comprising a heat treatment device (8) with which a specific volume of fibrous material can be subjected to heat treatment in such a way that Foreign matter sets a precipitation-promoting change in its physical properties,
characterized in that
the heat treatment device (8) preferably has a plurality of transmission elements (30) which are at least partially insertable into the fiber material volume and with which heat can be introduced into the interior of the fiber material volume.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04405134A EP1574606A1 (en) | 2004-03-08 | 2004-03-08 | Method and device for the treatment of fibrous material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP04405134A EP1574606A1 (en) | 2004-03-08 | 2004-03-08 | Method and device for the treatment of fibrous material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1574606A1 true EP1574606A1 (en) | 2005-09-14 |
Family
ID=34814449
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04405134A Withdrawn EP1574606A1 (en) | 2004-03-08 | 2004-03-08 | Method and device for the treatment of fibrous material |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP1574606A1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2651322A1 (en) * | 1989-08-30 | 1991-03-01 | Inst Textile De France | Method and installation for detecting foreign bodies made of synthetic material present in a lap of natural fibres |
| EP0542166A1 (en) * | 1991-11-15 | 1993-05-19 | CASCAMI SETA - FILATURE SERICHE RIUNITE SpA | Method to separate polypropylene in the processing of silk and device to separate polypropylene which employs such method |
| WO2000010738A1 (en) * | 1998-08-21 | 2000-03-02 | Polygon Pty Ltd As Trustee For Polygon Unit Trust | System for treating materials for separation |
| EP1234900A1 (en) * | 2001-02-22 | 2002-08-28 | Jossi Holding AG | Method and apparatus for removing foreign matter from fibre material, especially from raw cotton |
-
2004
- 2004-03-08 EP EP04405134A patent/EP1574606A1/en not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2651322A1 (en) * | 1989-08-30 | 1991-03-01 | Inst Textile De France | Method and installation for detecting foreign bodies made of synthetic material present in a lap of natural fibres |
| EP0542166A1 (en) * | 1991-11-15 | 1993-05-19 | CASCAMI SETA - FILATURE SERICHE RIUNITE SpA | Method to separate polypropylene in the processing of silk and device to separate polypropylene which employs such method |
| WO2000010738A1 (en) * | 1998-08-21 | 2000-03-02 | Polygon Pty Ltd As Trustee For Polygon Unit Trust | System for treating materials for separation |
| EP1234900A1 (en) * | 2001-02-22 | 2002-08-28 | Jossi Holding AG | Method and apparatus for removing foreign matter from fibre material, especially from raw cotton |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0539744B1 (en) | Method and apparatus for cooling and granulating melted extruded material | |
| DE2703461A1 (en) | METHOD AND DEVICE FOR REMELTING POLYMER WASTE | |
| DE2802576C2 (en) | Process for the production of rod-shaped elements and device for carrying out the process | |
| DE10132214A1 (en) | Processing of a fiber mass uses press rollers, where the fiber mass is compressed to force out any fluid followed by an expansion zone where a new treatment fluid is applied to impregnate the fibers | |
| DE4439774B4 (en) | Device for granulating plastic strands | |
| EP0874070B1 (en) | Spinning preparation apparatus | |
| DE10023391A1 (en) | Production of cellulosic articles, e.g. fibers, comprises extruding solution to produce fiber, stretching article produced, feeding it without tension to conveyor and removing it from end of conveyor under tension | |
| EP1574606A1 (en) | Method and device for the treatment of fibrous material | |
| EP1905317B1 (en) | Method and device for warming and hardening filter rods | |
| EP3266319B1 (en) | Method and device for the separation of reject material used in cigarette manufacture | |
| EP0573038B1 (en) | Method of recycling interior lining parts from vehicles | |
| DE19818183C2 (en) | Device and method for separating the components of a product containing at least two plastic substances with different softening temperatures | |
| WO2018138262A1 (en) | Method for producing and/or recycling a conveyor belt, and conveyor belt | |
| DE19522147C2 (en) | Device for the electrostatic sorting of mixtures of particles of different plastics | |
| EP1712301A2 (en) | Device and method for processing electronic waste | |
| DE10041838A1 (en) | Structuring fibers in fleece formed aerodynamically, is achieved by passing between endless belts which compress it to desired final dimension | |
| EP1234900A1 (en) | Method and apparatus for removing foreign matter from fibre material, especially from raw cotton | |
| AT504144B1 (en) | METHOD FOR THE PRODUCTION OF CELLULOSE FIBERS FROM A SOLUTION OF CELLULOSE IN A TERTIARY AMINE OXIDE AND DEVICE FOR CARRYING OUT THE METHOD | |
| EP1609892A1 (en) | Method and apparatus for the preparation of fibrous material | |
| WO2015110357A1 (en) | Method and system for producing staple fibres | |
| EP0279807B1 (en) | Method of producing high-temperature-resistant polymer powders, and apparatus for carrying out the method | |
| WO2002066718A1 (en) | Method and device for identifying and removing foreign matter in fiber material, especially in raw cotton | |
| EP3228389B1 (en) | Method for forming a three-dimensional structure strand | |
| DE4100925C2 (en) | Process for treating pieces of fiber | |
| DE2263324C3 (en) | Device for the continuous production of fiber-reinforced strip-shaped molding compounds |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20060705 |