EP1529934B1 - Corps de catalyseur et son procédé de fabrication - Google Patents
Corps de catalyseur et son procédé de fabrication Download PDFInfo
- Publication number
- EP1529934B1 EP1529934B1 EP04405671A EP04405671A EP1529934B1 EP 1529934 B1 EP1529934 B1 EP 1529934B1 EP 04405671 A EP04405671 A EP 04405671A EP 04405671 A EP04405671 A EP 04405671A EP 1529934 B1 EP1529934 B1 EP 1529934B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet metal
- metal element
- element layers
- another
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000003054 catalyst Substances 0.000 title claims abstract description 76
- 238000000034 method Methods 0.000 title claims description 25
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 229910052751 metal Inorganic materials 0.000 claims abstract description 349
- 239000002184 metal Substances 0.000 claims abstract description 233
- 238000000576 coating method Methods 0.000 claims description 88
- 238000003466 welding Methods 0.000 claims description 31
- 239000011248 coating agent Substances 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 26
- 238000005507 spraying Methods 0.000 claims description 13
- 238000004804 winding Methods 0.000 claims description 11
- 239000011149 active material Substances 0.000 claims description 10
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 238000005304 joining Methods 0.000 claims description 9
- 230000003197 catalytic effect Effects 0.000 claims description 7
- 238000005219 brazing Methods 0.000 claims description 5
- 239000003990 capacitor Substances 0.000 claims description 5
- 238000002485 combustion reaction Methods 0.000 claims description 5
- 239000006185 dispersion Substances 0.000 claims description 5
- 238000007639 printing Methods 0.000 claims description 4
- 230000000284 resting effect Effects 0.000 claims description 4
- 238000005245 sintering Methods 0.000 claims description 4
- 239000007864 aqueous solution Substances 0.000 claims description 3
- 239000000126 substance Substances 0.000 claims description 2
- 239000007921 spray Substances 0.000 description 22
- 230000000181 anti-adherent effect Effects 0.000 description 8
- 229910000510 noble metal Inorganic materials 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 6
- 239000010970 precious metal Substances 0.000 description 6
- 239000000919 ceramic Substances 0.000 description 5
- 229910044991 metal oxide Inorganic materials 0.000 description 4
- 150000004706 metal oxides Chemical class 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000000746 purification Methods 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 238000005476 soldering Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000011295 pitch Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000005524 ceramic coating Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
- F01N3/2807—Metal other than sintered metal
- F01N3/281—Metallic honeycomb monoliths made of stacked or rolled sheets, foils or plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/02—Metallic plates or honeycombs, e.g. superposed or rolled-up corrugated or otherwise deformed sheet metal
- F01N2330/04—Methods of manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/14—Sintered material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/32—Honeycomb supports characterised by their structural details characterised by the shape, form or number of corrugations of plates, sheets or foils
- F01N2330/323—Corrugations of saw-tooth or triangular form
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/42—Honeycomb supports characterised by their structural details made of three or more different sheets, foils or plates stacked one on the other
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/44—Honeycomb supports characterised by their structural details made of stacks of sheets, plates or foils that are folded in S-form
Definitions
- the invention relates to a method for producing a catalyst body for the catalytic treatment of gas, in particular for the catalytic purification of exhaust gas of an internal combustion engine.
- catalyst bodies intended for installation in a housing of a catalyst are often referred to as a substrate.
- the internal combustion engine may, for example, belong to an automobile or other motor vehicle or be arranged stationary.
- the sheet-metal elements also have coatings on the wave peaks next to the coating-free regions, so that the coating-free regions of the adjacent sheet-metal layers are at small distances apart even at the wave crests at least before the joining of the sheet-metal element layers. This can make it difficult to connect the sheet metal element layers, in particular the connection by welding. For these reasons, the sheet metal layers are not very stable connected.
- the sheet element layers can therefore move against each other when using the catalyst body as a result of thermal stresses, vibrations and other accelerations and thereby cause abrasion of the coating material. Furthermore, the connections of the sheet metal layers may eventually become loose over time. Furthermore, the catalyst bodies produced in accordance with the two cited documents have the disadvantage that the coating-free areas also have partial areas lying between the neighboring wave peaks, which are rather wide and, of course, do not give any catalytic treatment of the exhaust gas.
- the EP 0 049 489 A discloses a method for producing a catalyst body from two sheet metal elements, namely a sheet metal strip with trapezoidal waves and an originally flat sheet metal strip.
- an adhesive is first applied to the approximately flat surface areas of the corrugated sheet metal strip at the wave crests.
- a solder powder is sprayed against the corrugated tape so that solder powder adheres to the previously adhesive surface areas.
- Adhesive and solder powder provided corrugated sheet metal strip and the originally flat sheet metal strip are now merged and wound together to form a spiral winding so that pairs adjacent sheet metal layers arise, each of which consists of a turn of one of the two metal bands.
- the two metal strips are then soldered together in the contact areas of the corrugated metal strip formed by the flat surfaces of the corrugation peaks in a vacuum soldering furnace. Thereafter, noble metal coatings are applied to the brazed metal strips, so that a catalyst body is formed.
- the applied coatings extend as far as directly into the corners between the corrugation flanks and the approximately planar crests of the corrugated sheet-metal strip in which it is soldered to the other sheet-metal strip. Since the application of the coatings takes place only after soldering the metal strips, the coatings are substantially thicker at and in said corners than in the other, smooth, more or less flat or slightly curved surface areas of the two metal strips.
- the thickness of the coatings often varies uncontrollably and undesirably along the passageways of the catalyst body parallel to the waves. This is particularly the case when the bands have a width measured along the waves, which is relatively large compared to the cross-sectional dimensions of the passages, ie the wave height and the wavelength of the waves. Uneven thicknesses of the coatings lead to the disadvantage that the catalytically active noble metal is not optimally distributed and can be exploited poorly. This in turn means that more expensive precious metal is needed for the preparation of a catalyst body than with an optimal, for example, uniform distribution of the noble metal and / or that the effect of the catalyst body is reduced.
- the US 5 094 074 A discloses various catalysts with electrically heatable catalyst bodies and processes for their preparation.
- the catalyst body has a sheet metal element, which consists of a meandering band with flat, mutually parallel sections. Between two adjacent, planar sections each serving as a spacer, corrugated sheet metal element is arranged.
- the sheet metal elements together form a stack of alternating successive, planar and corrugated sheet metal element layers, which abut each other at the wave crests. All sheet metal elements have a metallic core and coatings.
- the sheet metal element consisting of a meandering strip is provided with coatings of electrically insulating ceramic prior to assembly with the corrugated sheet metal elements such that these coatings completely cover both surfaces of the metallic core of the strip and the metallic core of the strip after Insemble electrically with the corrugated sheet metal elements against their metallic cores.
- the corrugated sheet metal elements are also provided prior to assembly with ceramic, electrically insulating coatings that completely cover their surfaces. After assembling the sheet metal elements additional coatings are again applied to this, which consist of ceramic and catalytically active material and also serve to connect the sheet metal elements.
- the corrugated sheet metal elements are used in the uncoated state between the planar portions of the previously coated with meandering sheet metal element. Thereafter, coatings of ceramic and catalytically active material are applied to the composite Applied sheet metal elements.
- the catalytically active coating material and a part of the ceramic coating material are first applied to the sheet metal elements when they have been assembled to form a catalyst body.
- the from the US 5 094 074 A known manufacturing processes therefore have the same as that from the previously commented EP 0 049 489 A known manufacturing method has the disadvantage that the coatings containing the catalytically active material are unevenly thick.
- the according to US 5 094 073 A probably formed by partially ceramic and probably porous coating material compounds of the sheet metal elements not stable and not durable.
- the invention has for its object to provide a method for the preparation of a catalyst body, which allows to avoid disadvantages of the known methods.
- the catalyst body should be simple and economical to manufacture and can be joined together.
- the sheet metal element layers of the finished catalyst body should be stable and permanently connected to each other.
- the invention further relates to a catalyst body according to claim 11.
- the sheet-metal layers are produced in such a way and assembled to form a catalyst body that, after assembly, they lie against one another in coating-free areas with preferably bare metallic surfaces of contact areas formed therefrom.
- the sheet metal elements can then be joined together in an integral manner in the contact regions by a joining connection, namely preferably by welding or possibly by brazing or sintering, and can be firmly and non-detachably connected to one another.
- the sheet metal element layers are firmly joined together by resistance welding without additional welding material.
- resistance welding a short electrical surge with high current through the sheet metal layers and their contact areas can be passed. This surge can be generated, for example, by discharging a previously charged electrical capacitor.
- the sheet metal layers at the contact areas can be heated to the temperature required for welding, while the remaining areas of the sheet element layers remain relatively cool. Resistance welding therefore makes it possible to connect the sheet metal elements firmly, solidly and permanently together quickly, gently and with relatively low energy consumption.
- Each catalyst body may, for example, comprise a stack of sheet metal layers, each of which consists of a consists of separate sheet metal element.
- the sheet metal layers may also be formed by turns of two wound into a winding sheet metal elements.
- the catalyst body can furthermore have a stack of sheet-metal element layers, in which either one of each two adjacent sheet-metal element layers or all sheet-metal element layers are formed by sections of a meandering curved and / or folded sheet metal element.
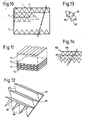
- the catalyst body 1 shown in FIG. 10 serves for the catalytic treatment and purification of gas, namely exhaust gas of an internal combustion engine, and has a generally cuboid or cube-shaped stack 3 of sheet metal element layers, each of which consists of a separate sheet metal element 5 or 7.
- the stack has alternately successive first, smooth and even and wave-free sheet metal elements 5 and second, corrugated sheet metal elements 7.
- the sheet metal elements are joined together in a manner described in more detail and fixedly and permanently connected to each other, so that the stack 3 forms a solid block.
- the stack 3 is arranged and fastened, for example, in a substantially square-shaped, namely rectangular or square, metallic sleeve 9 which is open at both ends.
- a spraying device 11, partly shown in FIG. 1, has at least one spray nozzle 13 and preferably at least two spray nozzles 13 in order to spray a first metal strip 15 which serves to form at least one first sheet metal element 5 and preferably several first sheet metal elements 5.
- the spraying device 11 has not yet shown transport means to the first metal strip 15th to transport in the direction indicated by an arrow transport direction 19 between the spray nozzles 13 therethrough.
- FIG. 4 also shows a spray device 11 for spraying a second metal strip 17, which serves to form at least one second sheet metal element 7 and preferably several of these.
- the spraying device 11 shown in FIG. 4 likewise has at least two spray nozzles 13 and transport means and can be formed for example by the same spraying device as the spraying device shown in FIG.
- the or each spray device 11 further comprises means for supplying the spray nozzles at least one coating material and to control the spraying, for example, more or less similar to a printing operation of an ink jet printer, in particular turn on and off.
- the first metal band 15 and the second metal band 17 have identical widths and thicknesses, consist of sheet metal made of the same material, for example stainless steel, and can be unwound, for example, by supply rolls not shown or also successively from the same supply roll.
- the two metal bands are smooth in the area of the spray device 11 and, for example, flat.
- the metal strips 15, 17 are moved past the spray nozzles 13, they spray at least one coating material consisting, for example, of an aqueous solution and / or dispersion onto the two opposite sides or surfaces of the metal strips, so that they rest on one another along the metal strips following coatings are formed, which are referred to as first coatings 21 in the first metal band 15 and as second coatings 23 in the case of the second metal band and can also be seen in FIGS.
- the coatings 21, 23 consist, as usual, for the most part of at least one porous metal oxide, for example Aluminum oxide, which forms a so-called "wash coat".
- the coatings also contain catalytically active material, namely at least one noble metal, for example platinum and rhodium.
- the "wash coat” and the noble metals can be contained during the spraying of the coatings, for example, in one and the same solution and / or dispersion and sprayed together on the metal strips. However, it is also possible first to spray a first coating material containing the "wash coat” and then a second coating material containing the precious metals. Maybe even the different precious metals can be sprayed on separately.
- the coatings 21, 23 extend over the whole widths of the metal bands and, for example, have substantially the same thicknesses and the same compositions substantially everywhere.
- the sprays may also be controlled so that the thicknesses of the coatings and / or the concentration of precious metals in the coatings and / or the precious metal composition vary locally.
- the thickness of the coatings or at least the amount of precious metal contained in the coatings per unit area of the surfaces of the metal bands will change at least along a portion of the general flow path of the exhaust gas resulting from the use of the catalyst body and, for example, in general Flow direction of the exhaust gas increases or decreases.
- the metal strips are sprayed in such a way that stripe-shaped, uncoated, ie coating-free, metallic areas result between the coatings which follow one another on their two surfaces in the longitudinal direction. These run perpendicular to the longitudinal edges of the metal bands.
- the bare, coating-free regions are denoted by 25 and all have the same in the longitudinal direction of the first Metal bands measured width s.
- the second metal strip 17 is followed alternately along the metal strip by bare, coating-free regions 33 and 35, which have different widths t and u measured in the longitudinal direction of the metal strip.
- the width u of the strip-shaped regions 35 is greater, for example at least 30% and for example at most 100% greater than the width t of the strip-shaped regions 33.
- a grid spacing a of the first metal strip is shown the longitudinal direction of the metal strip is measured, for example, from center to center of successive, bare, coating-free regions 25.
- a grid spacing b of the second metal strip is shown, which is measured, for example, from center to center of successive, blank, coating-free areas 33, 35.
- the first and second metal bands 15 and 17 both have the same width c and the same thickness.
- the coatings applied to the two sides or surfaces of the metal strip facing away from each other and, accordingly, also the bare, non-coated regions 25 present on the two sides or surfaces are half the grid spacing, that is to say the distance a / 2 added.
- the bare areas 25 present on the lower side of the first metal strip are thus located in each case in the middle between two bright areas 25 following one another on the upper side of the metal strip.
- the second metal strip 17 overlaps those on the lower and upper sides of the metal strip existing bare areas 33, 35 in pairs, so that the center lines of a stacked pair of bare areas 33, 35 coincide in a direction perpendicular to the surfaces of the metal strip projection.
- there is a blank area 35 underneath each blank area 33 and a blank area below each blank area 35 Area 33 so that therefore the narrower areas 33 and the wider areas 35 facing each other in pairs.
- the pitches a and b are for example approximately the same size, but could also be different from each other and are expediently at least 2 mm, more preferably at most 5 mm and for example about 3 mm.
- the width c can be varied within wide limits, depending on the size of the catalyst body to be produced, and is normally at least 20 mm, normally at most 100 mm, and for example approximately 30 mm.
- the width s of the bare areas of the first metal strip 15 is preferably at least 0.05 mm, preferably at most 0.3 mm, and for example about 0.15 mm to 0.2 mm.
- the widths of the bare portions 33 and 35 of the second metal strip are preferably at least 0.05 mm, preferably at most 0.3 mm, and for example about 0.1 mm and about 0.15 mm, respectively.
- the thickness of the coating-free metal strips 15, 17 is for example about 50 ⁇ m.
- the thicknesses of the coatings 21 and 23 are preferably in the range of 15 microns to 50 microns and are for example about 30 microns.
- the second metal strip 17 is provided, for example, prior to the application of the coatings in the subsequently to be formed bare, coating-free areas 33, 35 with holes 31 which are formed for example by punching.
- each pair of subsequently opposing regions 33, 35 forms a straight row of holes 31 distributed over the width of the metal strip 17.
- the second metal band 17 is corrugated after application of the coatings 23, i. by forming with corrugations that the waves and their crests are perpendicular to the longitudinal edges of the metal strip and that each crest of the wave is in a pair of mutuallywineaudes, bare, coating-free areas 33, 35.
- the holes 31 can be used during forming of the second metal strip to ensure the proper positioning of the metal strip by means of a suitable device, so that the wave crests are formed precisely at bare areas 33, 35.
- first sheet metal elements 5 and second sheet metal elements 7 are cut with a cutting device, not shown in first sheet metal elements 5 and second sheet metal elements 7, so that the sheet metal elements have a the catalyst body 1 to be formed corresponding length, the can be varied within wide limits.
- Each sheet metal element has in a plan view a quadrangular, namely preferably rectangular or square outline.
- Each sheet metal element has accordingly four pairs mutually parallel edges.
- Each second sheet metal element 8 has waves with wave peaks 37 and wave flanks 39.
- the wave peaks 37 run parallel to two edges of the sheet metal element and are bent and / or angled in cross section and - as can be seen particularly clearly in Figures 8 and 9 - at the highest or deepest points outside flattened so that they are there - ie on the outside of the respective upper or lower Shaft crest forming half wave - have a narrow, strip-shaped, at least approximately flat surface.
- the wave flanks 39 are at least for the most part approximately flat, so that each wave has approximately the shape of a triangle.
- the second metal strip 15 is reshaped such that the successive corrugation peaks 37 located on the same side of the second metal strip 15 and on the same side of a second sheet metal element 7 cut off from it have a distance e from one another, which is equal to the pitch a of the first metal strip 15 and one of which is cut off, first sheet metal element 5.
- Each first sheet metal element 5 has a metallic core which is formed from the original, coating-free part of the first metal strip 15 and designated 41 in FIGS. 8, 9. Each first sheet metal element 5 also has first coatings, which are designated 21 in FIGS. 8 and 9, like the coatings of the first metal strip. Each first sheet metal element further has bright, coating-free areas, which are designated as 25 as in the first metal strip. Each second sheet metal element 7 has a metallic core 43, which is formed from the original, coating-free part of the second metal strip 17, second coatings 23 and bare, coating-free regions 33 and 35. The narrower, bare regions 33 are located on the inner side of the wave crest 37 The broader, blank regions 35 are on the outer side of the crest of the wave.
- first and second sheet metal elements are alternately stacked on each other, so that the apparent in Figure 7 stack 3 is formed.
- the sheet metal elements are arranged in stacking such that the existing on the outside of the wave crest 37 of the second sheet metal elements 7, bare, coating-free areas 35 on bare, coating-free areas 25 of first sheet metal elements rest, as can be seen in Figures 8 and 9.
- the strip-shaped, bare, coating-free regions 25 and 35 then form contact regions in which the metal elements resting on one another touch in pairs. Accordingly, these contact areas are metallically bright over their entire lengths and in particular also over the entire lengths of the wave crest.
- the contact areas of the adjacent sheet metal elements 5, 7 are narrower in cross sections perpendicular to the wave crests than the non-coating regions 25 and 35 forming them.
- Each non-coated region 35 extends in directions perpendicular to the wave crests 37 on both sides of the wave crest having it beyond the contact area available at this crest.
- the coating-free region 25 also extends beyond the crest on both sides of the wave crest in directions perpendicular to the crest apex.
- the wave height measured from wave crest to wave crest is preferably at least 0.5 mm, preferably at most 3 mm, and for example 1 mm to 2 mm.
- FIG 7 are still parts of an electrical welding device 51 can be seen, which is designed for electrical resistance welding.
- the welding apparatus 51 has, for example, a fixed electrode 53 at the bottom and an electrode 55 at the top which is vertically adjustable and can be pressed against the lower electrode 53.
- the two electrodes have flat, mutually facing surfaces.
- the stack 3 formed of sheet metal elements is arranged between the two electrodes 53, 55 and has preferably at the bottom and at the top each a second corrugated sheet metal element 7, which rests with the located on the lower or upper side of the respective sheet metal element, bare areas 35 on the mutually facing surfaces of the electrodes.
- the adjustable electrode 55 is now pressed in the direction of arrows 57 against the stack 3 and the electrode 53, whereby the sheet metal elements 5 and 7 of the stack 3 are pressed against each other.
- the welding device 51 then generates an electric current surge, so that for a short time a large electric current flows through the stack 3 of sheet metal elements.
- the surge can be generated, for example, by discharging a previously charged electrical capacitor.
- the capacitor may be charged to an electrical voltage of approximately 3 kV, then at least substantially discharged within a few milliseconds, and at least for the most part.
- all sheet metal elements are welded together over the entire length of the wave crests at all wave crests, in which sheet metal elements rest on each other.
- the stack 3 forms after this welding a solid unit and can now for example still in the already mentioned, shown in Figure 10 sleeve 9 used and fixed in this in any way, for example, by some welding connections. Since the stack 3 of sheet metal elements already forms itself a solid, stable unit, the sleeve can be very thin-walled and, for example, have wall thicknesses that are less than 1 mm and, for example, at most or approximately 0.5 mm.
- the sleeve 9 has an axis and four substantially parallel walls parallel thereto, which together define a continuous hole whose axis coincides with that of the sleeve.
- the stack 3 is arranged in the sleeve 9 such that a pair of edges of each sheet metal element and the Wave crest of the corrugated sheet metal elements parallel to the axis and to the hole of the sleeve.
- the catalyst body 1 then has bounded by the adjacent sheet metal elements, parallel to the waves passages for the exhaust gas.
- the catalyst body 1 may be used alone or together with at least one other catalyst body of the same or similar design to form a catalyst and be installed in a housing having an inlet and an outlet for the exhaust gas.
- the catalyst body 1 is very stable and durable. Further, the surface portions of the sheet members adjacent to the passages, which come into contact with the exhaust gas in use of the catalyst body, are almost completely formed by the coatings containing catalytically active material, so that the catalyst body also provides effective catalytic treatment and purification of the exhaust gas.
- the apparent in Figure 11 stack 73 of sheet metal elements has alternately successive first, flat sheet metal elements 75 and second, corrugated sheet metal elements 77.
- the waves of the latter are not triangular in cross-section, but more bent at the wave crests and, for example, at the wave edges and could be approximately sinusoidal, for example.
- the sheet metal element stack 73 may be formed similar to the sheet metal element stack 3.
- parts of two sheet-metal elements 83, 85 can be seen, which are both corrugated, have crests 87 and 89, which cross each other approximately at right angles, and rest on one another at the points of intersection of the crests of the waves.
- the two sheet metal elements have coatings and either along the entire wave crests or only straight in the areas of contact where the crests of the waves lie on top of each other, and in the vicinity of these areas of contact, bare, non-coated areas.
- Additional sheet metal elements 83, 85 with intersecting waves can now be stacked on one another and then welded together by resistance welding. Each pair of adjacent sheet metal elements 83, 85 is firmly joined together after welding at a plurality of contact areas. The stack of sheet metal elements therefore forms a stable unit in this variant, which has only corrugated sheet metal elements.
- Each sheet metal element 83, 85 has a quadrangular, substantially rectangular or square outline and accordingly four pairs mutually parallel edges.
- the undulations and crests of each sheet metal element are parallel to two of the edges of the sheet metal element and perpendicular to the other two edges of the sheet metal element.
- the stack formed of sheet metal elements of such is arranged in a sleeve 9, that the crests of each one sheet metal element of each pair of adjacent and locally abutting sheet metal elements parallel to the walls of the sleeve and the axis of the sleeve and in particular to the axis of this cross-sectioned hole run.
- the waves and crests of the other sheet metal elements then of course run perpendicular to the walls and the axis of the sleeve.
- Each pair of adjacent sheet metal elements then defines a passage for the exhaust gas generally parallel to the axis and to the wave crests of the one sheet metal elements.
- FIG. 13 shows a part of a catalyst body which, instead of a stack of sheet metal elements, has a winding 93 which is formed by winding up a first, smooth, wave-free sheet metal element 95 and a second, corrugated sheet metal element 97 is formed.
- the first, smooth wave-free sheet metal element 95 is then not flat, but bent spirally.
- the second corrugated sheet metal element is located at least to a large extent between two successive turns of the first sheet metal element and rests with the wave crests on these turns of the first sheet metal element.
- the winding may be full in cross-section or have a cavity in the central region. The latter may be approximately circular in cross-section, for example, or approximately oval and / or for example flattened in places.
- each turn of one of the two sheet metal elements 95, 97 forms a sheet-metal element layer.
- the two sheet metal elements have coatings and partially touching, bare, coating-free areas and are firmly connected to each other in the contact areas formed by these, for example, welded.
- the welding can - depending on the type and shape of the winding - for example, sector by sector or possibly done in a single operation by resistance welding.
- the catalyst body partly shown in FIG. 14 has a stack 103 of sheet metal elements which has a first, smooth, undulating, meander-shaped bent and / or folded sheet metal element 105 and a plurality of second corrugated sheet metal elements 107.
- the first sheet metal element forms loops with flat sections.
- the second, corrugated sheet metal elements are - apart from at most at the two ends of the stack located, second sheet metal elements - each disposed between two planar portions of the first, non-corrugated sheet metal element.
- each planar portion of the plate member 105 and each plate member 107 form a sheet member layer.
- the sheet metal elements in turn have coatings and bare touch areas where they abut each other and are welded together.
- FIG. 15 shows parts of a device 131 for treating a metal strip 135, which serves to form a catalyst body 121 shown in FIG. 17.
- the catalyst body 121 has a stack 123 of sheet metal elements 125, 127.
- the latter comprise alternately successive first sheet metal elements 125 and second sheet metal elements 127 and each form a sheet metal element layer.
- the first and second sheet metal elements are all corrugated, but have different waves running at oblique angles.
- the stack 123 of sheet metal elements 125, 127 is firmly seated in a metallic sleeve 129th
- the metal strip 135 is made of a sheet blank before treatment with the device 131, namely, for example, stainless steel.
- the metal strip 135 was corrugated in the blank state and prior to treatment with the device 131.
- the metal strip 135 has mutually parallel longitudinal edges and shafts.
- the waves form with the longitudinal direction and the longitudinal edges of the metal strip an angle ⁇ different from 90 °.
- the device 131 has a device for applying in places, namely at the wave crests 161 of the corrugations of the metal strip 135, an anti-adhesive agent to the metal strip 135.
- This device comprises, for example, two opposing rollers 137 and rollers 137, respectively, which are rotatable about mutually parallel and perpendicular to the longitudinal edges of the metal strip 135 axes.
- the two rollers have cylindrical peripheral surfaces whose diameters are substantially larger than the wavelength of the corrugated metal strip.
- the closest to each other circumferential points of these cylindrical peripheral surfaces are at a distance which is approximately equal to the wave crest to crest wave measured wave height of the corrugated metal strip 135 so that it can be moved between the two roles and thereby touches the two rollers at the wave crests.
- the two rollers 137 are rotated during treatment of the corrugated metal strip by a drive device not shown in opposite, indicated by arrows directions of rotation 141, so that they have the metal strip together with additional, not shown, for example, transport rollers having transport in the direction indicated by an arrow transport direction 143rd in Fig. 15 from left to right transport.
- the device 131 further includes a not shown feeding device to supply the two rollers 137 an anti-adhesive agent.
- This consists for example of an organic, water-repellent, more or less flowable substance when applied, such as a wax, which may be slightly heated before applying to improve the fluidity.
- the anti-adhesive agent is applied with the two rollers 137 at the wave peaks 161 on the outer sides of the respective wave peak forming half-wave.
- the non-stick agent then forms non-stick pads 145 which cover the outer surfaces of the crest-crest forming and / or embossing surface portions of the metal strip 135 over its entire width, ie along the entire length of the crests of the crests.
- the device 131 further comprises a spray device 151 with at least one spray nozzle 153 and namely with at least two spray nozzles 153 arranged on different sides of the metal strip 131 in order to spray the metal strip 135.
- the two spray nozzles are arranged downstream of the rollers 137 with respect to the transport direction 143.
- the coating material 155 contains at least one metal oxide serving for the formation of a porous "wash coat” and catalytically active material, namely at least one noble metal.
- the at least one metal oxide and the at least one noble metal may be contained in one and the same solution and / or dispersion and sprayed together onto the metal strip 135.
- the anti-adhesive pads 145 previously applied to the two surfaces of the metal belt 135 repel the sprayed aqueous coating material so that the coating material sprayed on the two surfaces of the metal belt 135 does not abrade on the anti-adhesive pads 145 but only on the bare surface areas of the Metal bands 135 clings.
- the coating material adhered to the metal strip is then dried to form solid coatings 157.
- the coating material 155 may be sprayed such that the coatings 157 are approximately the same thickness throughout and have approximately the same composition throughout. However, the spraying may possibly also take place in such a way that the thicknesses of the coatings and / or the quantities of the catalytically active material present per unit area vary in a desired, predetermined manner.
- the coatings 157 may be similarly made, and similarly composed and constructed as those described for the coatings 21 and 23.
- the anti-adhesive pads 145 are removed after spraying and drying the coating material 155 and before joining the already mentioned sheet metal elements 125, 127 and / or possibly when connecting the sheet metal elements. Removing the anti-adhesive pads can be done for example by means of a solvent or by heating and melting and possibly evaporation and / or burning.
- the corrugated metal strip 135 provided with the coatings 157 is cut into pieces before or after the removal of the anti-adhesive coatings, all of which are of equal size and form the first sheet metal elements 125 and second sheet metal elements 127.
- Three of the sheet metal elements 125, 127 are partially visible in Figures 16 and 18.
- both the first sheet metal elements 125 and the second sheet metal elements 127 waves.
- the corrugations of the sheet metal elements have corrugation peaks which are denoted 161 in FIGS. 16 to 18 like those of the sheet metal strip 135 in FIG. 15.
- the corrugations also have corrugation sidewalls 163.
- Each sheet metal element 125, 127 has a metallic core 167 formed from the original bare metal strip 135, coatings applied thereto, like those of the metal strip 157, and coating free regions 159.
- the two surfaces of each sheet metal element define two planes parallel to each other at its wave crests.
- Each of the sheet metal elements 125, 127 is rectangular in a plan view of the planes defined by the wave crests, namely rectangular or square and accordingly has four edges, two of which are formed by the longitudinal edges of the metal strip 135 and hereinafter also as longitudinal edges or first Rims of the sheet metal element are called.
- the longitudinal edges or first edges of each sheet metal element 125, 127 are corrugated.
- each sheet metal element extend in the aforementioned plan view at right angles to the longitudinal edges or first edges of the sheet metal element.
- the coatings 157 and the coating-free regions 159 extend from one longitudinal edge or first edge to the opposite longitudinal edge
- the same as the wave peaks 161 form an angle ⁇ different from 90 ° with the longitudinal edges or first edges of the sheet metal elements.
- the cut sheet metal elements 125, 127 are arranged in the manner indicated in Fig. 16 to a stack 123 that alternately follow a first sheet member 125 and a second sheet member 127 to each other and each form a first and second sheet member layer and that the waves and in particular the wave crests 161 of the pairwise adjacent sheet metal elements intersect each other.
- the sheet members 125, 127 When the sheet members 125, 127 are brought into contact with each other, they touch each other in pairs at contact areas, which are schematically shown in Fig. 17 and designated 165 and formed by parts of the outside on the wave peaks, coating-free regions 159.
- the stack 123 formed by the sheet metal elements 125, 127 is arranged and compressed in the same way as the stack 3 of sheet metal elements 5 and 7 shown in FIG. 7 between two electrodes of a welding device. Then the sheet metal elements are welded together by resistance welding. The electric current required for welding can be generated, for example, as already mentioned in the description of FIG. 7, by discharging an electrical capacitor.
- the stack 123 of the welded-together sheet metal elements 125, 127 is then inserted into the metallic sleeve 129, which can be seen in FIG. 17. This is similar to the one shown in Fig. 10 sleeve 9 is formed, like these four walls, is open at both ends and rectangular or square in cross-section.
- the stack 123 is thereby inserted into the sleeve 129 such that the longitudinal direction of the four walls of the sleeve 129 and the from this limited, continuous hole perpendicular to the previously defined longitudinal edges or first edges of the sheet metal elements 125, 127 are.
- the stack 123 is fixed in the sleeve 129, for example, welded in some places with this.
- the adjacent sheet metal elements 125, 127 and sheet metal layers of the finished catalyst body limit in pairs together a passage for the exhaust gas.
- Each of these passages extends in the direction indicated by an arrow in Fig. 17 general through-direction 171 and / or general exhaust gas flow direction 171 parallel to the walls of the sleeve 129 perpendicular to the corrugated longitudinal edges or first edges of the sheet metal elements.
- the waves and wave crests 161 of the sheet metal elements 125, 127 or sheet metal layers lying in pairs against each other form an acute angle ⁇ different from 90 °.
- the corrugations and the corrugation vertex 161 of the adjacent sheet metal elements 125, 127 welded in pairs in pairs form the angle .alpha.
- the angle ⁇ between the wave peaks 161 and the longitudinal edges or first edges of the sheet metal elements is preferably at least 60 °, preferably at most 85 ° and for example 70 ° to 80 °.
- the angle ⁇ / 2 is then preferably at least 5 °, preferably at most 30 ° and for example 10 ° to 20 °.
- the angle ⁇ is accordingly preferably at least 10 °, preferably at most 60 ° and for example 20 ° to 40 °.
- the coatings 157 and coating-free regions 159 of the sheet metal elements 125, 127 can be seen particularly clearly in FIG. It should also be noted in this figure that the sheet metal elements in this figure are cut along a sectional plane which forms the angle ⁇ / 2 with the waves and thus does not run at right angles to the waves.
- the apexes 161 have on their outer side at their highest point a narrow surface portion which bent in a section perpendicular to the wave crests cut as well as in the apparent in Fig. 18 section rather flat or nearly flat or even - as in the in Figures 8, 9 visible wave crests 37 - is exactly the same.
- the longitudinal sections of the almost or exactly planar surface sections of the apex 161 at the intersections of the crests of the pairs of adjacent sheet metal elements 125, 127 then form the contact regions 165 with which the adjacent sheet metal elements touch each other and in which the sheet metal elements are welded together.
- the contacting and welded contact areas 165 of the adjacent sheet metal elements are narrower than the strip-shaped, coating-free areas 159 forming them and thus have these cuts and directions have a smaller dimension than the non-coating regions 159.
- the bare, coating-free regions 159 extend in these sections and directions, in particular also on both sides of the contact regions 165 a little beyond them to the curved transition sections, the wave crest 161 with the connect these adjacent wave flanks, and / or even a little into the ripples into it. Since the bare, non-coated areas 159 of the surfaces of the corrugated sheet metal elements 125, 127 over the entire length of the Shaft and wave crest 161 extend, the coating-free areas also in the direction parallel to the waves and crests apex direction of the respective sheet metal element has a greater extent than the contact areas. The coating-free regions 159 therefore protrude beyond the entire contact region beyond all contact regions 165, which are not located at one edge of a sheet-metal element.
- the coatings at the wave peaks 161 are interrupted only by a coating-free region 159 on the outer, convex side of a half-wave forming the wave peak.
- the inner, concave side of the crest a portion of a coating is present, which is related to the coating portions on the inner, mutually facing sides of the associated with the respective apex 161 wave edges 163.
- the production method and catalyst body described with reference to FIGS. 11 to 18 can be carried out similarly or be designed and dimensioned similar to the production method or the catalyst body described with reference to FIGS. 1 to 10, for example.
- the processes and the catalyst bodies produced can still be changed in other ways.
- certain features of various described processes and the manufactured catalyst body parts could be combined. So can the formation of corrugated metal elements serving metal bands may also be wavy in the embodiments described with reference to Figures 1 to 14, before the coatings are applied.
- the winding partially shown in FIG. 13 could be formed of two corrugated sheet metal elements with intersecting shafts instead of one corrugated and one corrugated sheet metal element.
- the coating material can be printed or applied to metal strips, as in other printing processes known from printing technology, in such a way that the desired coatings and Coating-free areas arise.
- the method described with reference to FIGS. 15 to 18 could be modified such that the sheet metal elements 125, 127 consisting of separate pieces are replaced by alternately successive, first and second sheet metal layers consisting of sections of a single contiguous sheet metal element, analogous to FIG 14, the first sheet metal element 105 shown in FIG. 14 is bent and / or folded in a zigzag or meander shape.
- the corrugated sheet metal elements 125, 127 - analogous to what was already mentioned as a possibility for the corrugated sheet metal elements 83, 85 - could be coating-free only at the contact areas and in the vicinity of these contact areas.
- the coating-free regions would then not extend over the entire lengths of the wave peaks, but should preferably also have a slightly larger dimension than the contact areas in the direction of the wave peaks and in any case be dimensioned so that the sheet metal elements rest on each other with bare, metallic surfaces.
- the sheet metal elements could possibly be produced by another material joining process, for example by another welding process or by Brazing or sintering together at the contact areas and connected by joining compounds firmly and permanently.
- the winding 93 shown in part in FIG. 13 it would be possible to connect the sheet-metal elements by brazing instead of welding.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Catalysts (AREA)
Claims (17)
- Procédé pour la fabrication d'un corps de catalyseur (1, 121) pour le traitement catalytique de gaz, en particulier de gaz d'échappement d'un moteur à combustion interne, avec des couches d'éléments en tôle, où chaque couche comprend un noyau métallique (41, 43, 167) et des revêtements (21, 23, 157) comprenant de la matière catalytique active, où au moins une sur deux couches d'éléments en tôle, qui sont adjacentes dans le corps de catalyseur (1, 121) fini, est ondulée et où les couches d'éléments en tôle adjacentes sont contiguës ainsi que liées ensemble dans des zones sans revêtement (25, 35, 159), caractérisé en ce que les couches d'éléments en tôle sont munies de revêtements (21, 23, 157) et de zones sans revêtement (25, 33, 35, 159) avant d'être amenées à être contiguës et à être liées dans des zones sans revêtement (25, 35, 159).
- Procédé selon la revendication 1, caractérisé en ce que chaque couche d'élément en tôle ondulée comprend des crêtes d'ondes (37, 87, 89, 161) avec des zones sans revêtement (25, 35, 159) qui s'étendent sur toute la longueur des crêtes d'ondes (37, 87, 89, 161).
- Procédé selon la revendication 2, caractérisé en ce que les couches d'éléments en tôle comprennent des premières couches d'éléments en tôle lisses non-ondulées et des secondes couches d'éléments en tôle ondulées, en ce qu'une pile (73, 103) est formée avec des premières couches d'éléments en tôle et des secondes couches d'éléments en tôle qui se succèdent en alternance et en ce que les revêtements (21, 23) sont appliqués sur les premières couches d'éléments en tôle lisses, non-ondulées avant la liaison des couches d'éléments en tôle de manière à ce que se forment des zones (25) en forme de bandes, droites, sans revêtement, qui sont contiguës sur toute la longueur de la crête d'onde (37) aux crêtes d'ondes (37) d'une seconde couche d'élément en tôle dans le corps de catalyseur (1) fini.
- Procédé selon la revendication 1 ou 2, caractérisé en ce que toutes les couches d'éléments en tôle sont ondulées et empilées de façon à ce que les crêtes d'ondes (87, 89, 161) des couches d'éléments en tôle qui se succèdent se croisent de façon à ce que des zones de contact (165) se forment aux endroits de croisement, qui sont formées de parties des zones sans revêtement (159).
- Procédé selon l'une des revendications 1 à 4, caractérisé en ce que les revêtements (21, 23, 157) sont seulement appliqués sur les couches d'éléments en tôle après la formation des ondes des couches d'éléments en tôle (7, 77, 83, 85, 97, 107, 125, 127) ondulées.
- Procédé selon l'une des revendications 1 à 5, caractérisé en ce que les revêtements (21, 23, 157) sont appliqués par application au pistolet ou par impression d'une matière de revêtement (155) de façon à ce qu'aucune matière de revêtement n'arrive sur les zones de surface des noyaux (41, 43), destinées à la formation des zones sans revêtement (25, 33, 35) et / ou en ce qu'au moins aucune matière de revêtement (155) n'adhère à ces zones de surface des noyaux (41, 43).
- Procédé selon l'une des revendications 1 à 6, caractérisé en ce qu'une couche d'un agent antiadhésif (145) est appliquée sur les zones de surface du noyau métallique (167), destinées à la formation des zones sans revêtement (159), de chaque couche d'élément en tôle avant l'application des revêtements (157), et en ce que la couche d'agent antiadhésif (145) évite qu'une matière de revêtement (155), qui est appliquée ensuite sur le noyau (167) des couches d'éléments en tôle pour la formation des revêtements (157), adhère au noyau (167), où les couches d'agent antiadhésif (145) comprennent de préférence au moins une matière organique, par exemple une cire, où la matière de revêtement (155) est appliquée de préférence sous forme de dispersion ou solution aqueuse sur les noyaux (167), et où les couches d'agent antiadhésif (145) sont enlevées de préférence après l'application des revêtements (157) ainsi que de préférence avant la liaison et/ou éventuellement lors de la liaison des couches d'éléments en tôle adjacentes.
- Procédé selon l'une des revendications 1 à 7, caractérisé en ce que les couches d'éléments en tôle adjacentes sont amenées à être contiguës à des surfaces métalliques dans les zones sans revêtement (25, 35, 159) et sont matériellement liées ensemble, par exemple par soudage, brasage ou frittage.
- Procédé selon l'une des revendications 1 à 8, caractérisé en ce que les couches d'éléments en tôle sont liées ensemble simultanément dans les zones sans revêtement (25, 35, 159), où elles sont contiguës.
- Procédé selon l'une des revendications 1 à 9, caractérisé en ce que pour la liaison des couches d'éléments en tôle deux électrodes (53, 55) sont poussées contre les côtés opposés d'une pile (3, 73, 10, 123) ou d'un enroulement (93) de couches d'éléments en tôle, et en ce que les couches d'éléments en tôle sont liées ensemble par soudage par résistance, où un courant électrique servant au soudage par résistance est généré par exemple par le déchargement d'un condensateur électrique.
- Corps de catalyseur pour le traitement catalytique de gaz, en particulier de gaz d'échappement d'un moteur à combustion interne, où le corps de catalyseur peut être fabriqué par exemple par le procédé selon l'une quelconque des revendications 1 à 10, où le corps de catalyseur comprend des couches d'éléments en tôle avec un noyau métallique (41, 43, 167) et des revêtements (21, 23, 157) comprenant de la matière catalytique active, où au moins une sur deux couches d'éléments en tôle, qui sont adjacentes dans le corps de catalyseur fini, est ondulée et présente des crêtes d'ondes (37, 87, 89, 161) et où les couches d'éléments en tôle adjacentes comprennent des zones sans revêtement (25, 35, 159) sur des crêtes d'ondes (37, 87, 89, 161), sont contiguës à des zones de contact (165) formées par ces zones sans revêtement et sont liées les unes aux autres en ces points, caractérisé en ce que chaque zone de contact (165) a une plus petite dimension dans une direction perpendiculaire par rapport à la crête d'onde (37, 87, 89, 161) de la couche d'élément en tôle qui la comprend ou qui est contiguë à celle-ci que la zone sans revêtement (25, 35, 159) qui forme cette zone de contact.
- Corps de catalyseur selon la revendication 11, caractérisé en ce que les couches d'éléments en tôle sont contiguës à des surfaces métalliques dans les zones de contact et sont liées ensemble par une liaison qui est réalisée par soudage ou brasage ou frittage, et en ce que chaque zone sans revêtement (35, 159) d'une couche d'élément en tôle ondulée qui est présente sur une crête d'onde (37, 87, 89, 161) dépasse sur les deux côtés de la crête d'onde (37, 87, 89, 161) par-dessus la zone de contact et par-dessus la zone de surface qui est liée par une liaison avec une couche d'élément en tôle adjacente.
- Corps de catalyseur selon la revendication 11 ou 12, caractérisé en ce que les couches d'éléments en tôle sont liées ensemble par des liaisons de soudure dans les zones de contact.
- Corps de catalyseur selon l'une des revendications 11 à 13, caractérisé en ce que toutes les couches d'éléments en tôle sont ondulées, et en ce que les crêtes d'ondes (87, 89, 161) des couches d'éléments en tôle adjacentes forment ensemble un angle (α).
- Corps de catalyseur selon la revendication 14, caractérisé en ce que cet angle (α) qui est formé par les crêtes d'ondes (161) des couches d'éléments en tôle adjacentes, est d'au moins 10°, au maximum de 60° et par exemple de 20° à 40°, et en ce que les couches d'éléments en tôle adjacentes délimitent ensemble des passages pour le gaz avec une direction de passage (171) générale, qui forment un angle (α/2) d'au maximum 30° avec les crêtes d'ondes (161).
- Corps de catalyseur selon la revendication 14, caractérisé en ce que l'angle, formé par les crêtes d'ondes (87, 89) des couches d'éléments en tôle adjacentes, est d'environ 90°, où les couches d'éléments en tôle sont de préférence disposées de telle façon qu'elles délimitent des passages pour le gaz qui sont environ parallèles aux crêtes d'ondes d'une couche d'élément en tôle sur les deux couches d'éléments en tôle qui sont à chaque fois adjacentes par paire.
- Corps de catalyseur selon l'une des revendications 11 à 16, caractérisé en ce que chaque couche d'élément en tôle est composée d'un élément en tôle séparé (5, 7, 75, 77, 83, 85, 125, 127) et les couches d'éléments en tôle forment ensemble une pile (3, 73, 123) ou que les couches d'éléments en tôle se composent d'un enroulement (93) de spires formées par deux éléments en tôle (95, 97) ou en ce qu'un élément en tôle (105) plié et/ ou courbé en forme de méandre est présent qui forme des couches d'éléments en tôle d'une pile (103) de couches d'éléments en tôle.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH19012003 | 2003-11-05 | ||
| CH19012003 | 2003-11-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1529934A1 EP1529934A1 (fr) | 2005-05-11 |
| EP1529934B1 true EP1529934B1 (fr) | 2007-08-22 |
Family
ID=34427758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04405671A Active EP1529934B1 (fr) | 2003-11-05 | 2004-11-03 | Corps de catalyseur et son procédé de fabrication |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1529934B1 (fr) |
| AT (1) | ATE371102T1 (fr) |
| DE (1) | DE502004004710D1 (fr) |
| ZA (1) | ZA200408957B (fr) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE502006000817D1 (de) * | 2005-05-11 | 2008-07-10 | Scambia Ind Dev Ag | Verfahren zur Herstellung mindestens eines Blechelements, Verfahren zur Herstellung mindestens eines Katalysatorkörpers, hergestelltes Blechelement sowie hergestellter Katalysatorkörper |
| EP1918011B1 (fr) * | 2006-10-23 | 2012-03-28 | Scambia Industrial Developments AG | Dispositif pour la conversion catalytique et pour la filtration de particules contenues dans un gas d'échappement |
| DE102009018422A1 (de) * | 2009-04-22 | 2010-11-04 | Emitec Gesellschaft Für Emissionstechnologie Mbh | Verfahren zur Herstellung eines beschichteten Wabenkörpers |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3037796C2 (de) * | 1980-10-07 | 1983-06-30 | Interatom Internationale Atomreaktorbau Gmbh, 5060 Bergisch Gladbach | Verfahren zum Löten und dessen Verwendung |
| US5094074A (en) * | 1990-02-23 | 1992-03-10 | Nissan Motor Co., Ltd. | Catalytic converter with metallic carrier and method for producing same |
| DE4411302C1 (de) * | 1994-03-31 | 1995-10-19 | Degussa | Verfahren zur Herstellung eines beschichteten, monolithischen Trägerkatalysators |
| DE50212351D1 (de) * | 2001-04-30 | 2008-07-24 | Alstom Technology Ltd | Vorrichtung zum Verbrennen eines gasförmigen Brennstoff-Oxidator-Gemischs |
| US6982065B2 (en) * | 2001-08-08 | 2006-01-03 | Alstom Technology Ltd | Catalyzer |
-
2004
- 2004-11-03 EP EP04405671A patent/EP1529934B1/fr active Active
- 2004-11-03 DE DE502004004710T patent/DE502004004710D1/de active Active
- 2004-11-03 AT AT04405671T patent/ATE371102T1/de not_active IP Right Cessation
- 2004-11-04 ZA ZA2004/08957A patent/ZA200408957B/en unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1529934A1 (fr) | 2005-05-11 |
| ZA200408957B (en) | 2005-07-27 |
| ATE371102T1 (de) | 2007-09-15 |
| DE502004004710D1 (de) | 2007-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19680093B4 (de) | Wabenkörper mit von einem Fluid durchströmbaren Kanälen von unterschiedlichem Strömungswiderstand | |
| EP2422058B1 (fr) | Corps en nid d'abeilles pouvant être chauffé sur plusieurs niveaux | |
| EP0676534B1 (fr) | Moyen catalytique pour le traitement catalytique de gaz d'échappement, catalyseur et procédé de fabrication du moyen catalytique | |
| EP2836687B1 (fr) | Connection électrique de plusieurs couches en tôle d'un corps en nid d'abeille et corps en nid d'abeille correspondant | |
| EP2823165B1 (fr) | Corps en nid d'abeille destiné au traitement des gaz d'échappement | |
| EP0484364A1 (fr) | Corps en nid d'abeilles, a aretes internes d'entree, notamment support de catalyseur pour vehicule automobile. | |
| DE3922264C2 (de) | Aus Metall hergestellter Trägerkörper für einen Abgasreinigungskatalysator und Verfahren zu seiner Herstellung | |
| WO1992018757A1 (fr) | Dispositif de conversion catalytique de gaz d'echappement | |
| EP1590557A1 (fr) | Procede et outil pour produire des couches de tole structurees; corps de support de catalyseur | |
| DE10200069A1 (de) | Wabenstruktur und Verfahren zu deren Beleimung und Belotung | |
| DE60126327T2 (de) | Honigwabenstruktur und verfahren zu ihrer herstellung | |
| EP2422060B1 (fr) | Procédé de fabrication d'un corps en nid d'abeilles revêtu et corps en nid d'abeilles correspondant | |
| EP0396131B1 (fr) | Echangeur de chaleur | |
| DE3744265C2 (de) | Rußfilter zur Abgasreinigung in Kraftfahrzeugen | |
| DE4411302C1 (de) | Verfahren zur Herstellung eines beschichteten, monolithischen Trägerkatalysators | |
| EP0775808B1 (fr) | Procédé pour la fabrication du corps d'un catalyseur pour le traitement catalytique de gaz, corps de catalyseur et catalyseur | |
| EP1529934B1 (fr) | Corps de catalyseur et son procédé de fabrication | |
| EP1525378B1 (fr) | Couche metallique a parties presentant des epaisseurs de materiau differentes, son procede de production et corps en nid d'abeille produits au moins partiellement a partir desdites couches metalliques | |
| EP1495215B1 (fr) | Corps support catalyseur calibre et dote d'une enveloppe ondulee et son procede de production | |
| EP1721694B1 (fr) | Procédé de fabrication d'au moins un élément métallique en tôle, procédé de fabrication d'au moins un corps catalytique, élément métallique en tôle et corps catalytique | |
| DE10015212A1 (de) | Verfahren zur Herstellung eines für einen Abgasreinigungskatalysator verwendbaren Metallträgers | |
| EP0812246A1 (fr) | Corps a nid d'abeilles rattache uniquement partiellement a un tube de protection | |
| EP0988109B1 (fr) | Support metallique pour catalyseur d'epuration d'un courant de gaz d'echappement, en particulier d'un petit moteur | |
| DE602004005949T2 (de) | Metallträger | |
| EP1329602B1 (fr) | Bande métallique avec structure gaufrée pour l'usage à la purification de gaz d'échappement et outil et procédé de fabrication d'une telle bande |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20051111 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004004710 Country of ref document: DE Date of ref document: 20071004 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071222 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071122 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071203 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20070822 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080122 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| BERE | Be: lapsed |
Owner name: SCAMBIA INDUSTRIAL DEVELOPMENTS AKTIENGESELLSCHAFT Effective date: 20071130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071122 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| 26N | No opposition filed |
Effective date: 20080526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080223 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: HABBEL & HABBEL, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: HABBEL & HABBEL, DE Effective date: 20150407 Ref country code: DE Ref legal event code: R081 Ref document number: 502004004710 Country of ref document: DE Owner name: SCAMBIA HOLDINGS CYPRUS LTD., CY Free format text: FORMER OWNER: SCAMBIA INDUSTRIAL DEVELOPMENTS AG, SCHAAN, LI Effective date: 20150407 Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: HABBEL UND HABBEL PATENTANWAELTE PARTG MBB, DE Effective date: 20150407 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: PATENTANWAELTE OLBRICHT, BUCHHOLD, KEULERTZ PA, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231121 Year of fee payment: 20 |