EP1529934B1 - Catalyst body and method for its manufacturing - Google Patents
Catalyst body and method for its manufacturing Download PDFInfo
- Publication number
- EP1529934B1 EP1529934B1 EP04405671A EP04405671A EP1529934B1 EP 1529934 B1 EP1529934 B1 EP 1529934B1 EP 04405671 A EP04405671 A EP 04405671A EP 04405671 A EP04405671 A EP 04405671A EP 1529934 B1 EP1529934 B1 EP 1529934B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet metal
- metal element
- element layers
- another
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000003054 catalyst Substances 0.000 title claims abstract description 76
- 238000000034 method Methods 0.000 title claims description 25
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 229910052751 metal Inorganic materials 0.000 claims abstract description 349
- 239000002184 metal Substances 0.000 claims abstract description 233
- 238000000576 coating method Methods 0.000 claims description 88
- 238000003466 welding Methods 0.000 claims description 31
- 239000011248 coating agent Substances 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 26
- 238000005507 spraying Methods 0.000 claims description 13
- 238000004804 winding Methods 0.000 claims description 11
- 239000011149 active material Substances 0.000 claims description 10
- 230000015572 biosynthetic process Effects 0.000 claims description 9
- 238000005304 joining Methods 0.000 claims description 9
- 230000003197 catalytic effect Effects 0.000 claims description 7
- 238000005219 brazing Methods 0.000 claims description 5
- 239000003990 capacitor Substances 0.000 claims description 5
- 238000002485 combustion reaction Methods 0.000 claims description 5
- 239000006185 dispersion Substances 0.000 claims description 5
- 238000007639 printing Methods 0.000 claims description 4
- 230000000284 resting effect Effects 0.000 claims description 4
- 238000005245 sintering Methods 0.000 claims description 4
- 239000007864 aqueous solution Substances 0.000 claims description 3
- 239000000126 substance Substances 0.000 claims description 2
- 239000007921 spray Substances 0.000 description 22
- 230000000181 anti-adherent effect Effects 0.000 description 8
- 229910000510 noble metal Inorganic materials 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 6
- 239000010970 precious metal Substances 0.000 description 6
- 239000000919 ceramic Substances 0.000 description 5
- 229910044991 metal oxide Inorganic materials 0.000 description 4
- 150000004706 metal oxides Chemical class 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 239000000843 powder Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 238000000746 purification Methods 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 238000005476 soldering Methods 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000011295 pitch Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 238000009827 uniform distribution Methods 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000005524 ceramic coating Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
- F01N3/2807—Metal other than sintered metal
- F01N3/281—Metallic honeycomb monoliths made of stacked or rolled sheets, foils or plates
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/02—Metallic plates or honeycombs, e.g. superposed or rolled-up corrugated or otherwise deformed sheet metal
- F01N2330/04—Methods of manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/14—Sintered material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/32—Honeycomb supports characterised by their structural details characterised by the shape, form or number of corrugations of plates, sheets or foils
- F01N2330/323—Corrugations of saw-tooth or triangular form
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/42—Honeycomb supports characterised by their structural details made of three or more different sheets, foils or plates stacked one on the other
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2330/00—Structure of catalyst support or particle filter
- F01N2330/30—Honeycomb supports characterised by their structural details
- F01N2330/44—Honeycomb supports characterised by their structural details made of stacks of sheets, plates or foils that are folded in S-form
Definitions
- the invention relates to a method for producing a catalyst body for the catalytic treatment of gas, in particular for the catalytic purification of exhaust gas of an internal combustion engine.
- catalyst bodies intended for installation in a housing of a catalyst are often referred to as a substrate.
- the internal combustion engine may, for example, belong to an automobile or other motor vehicle or be arranged stationary.
- the sheet-metal elements also have coatings on the wave peaks next to the coating-free regions, so that the coating-free regions of the adjacent sheet-metal layers are at small distances apart even at the wave crests at least before the joining of the sheet-metal element layers. This can make it difficult to connect the sheet metal element layers, in particular the connection by welding. For these reasons, the sheet metal layers are not very stable connected.
- the sheet element layers can therefore move against each other when using the catalyst body as a result of thermal stresses, vibrations and other accelerations and thereby cause abrasion of the coating material. Furthermore, the connections of the sheet metal layers may eventually become loose over time. Furthermore, the catalyst bodies produced in accordance with the two cited documents have the disadvantage that the coating-free areas also have partial areas lying between the neighboring wave peaks, which are rather wide and, of course, do not give any catalytic treatment of the exhaust gas.
- the EP 0 049 489 A discloses a method for producing a catalyst body from two sheet metal elements, namely a sheet metal strip with trapezoidal waves and an originally flat sheet metal strip.
- an adhesive is first applied to the approximately flat surface areas of the corrugated sheet metal strip at the wave crests.
- a solder powder is sprayed against the corrugated tape so that solder powder adheres to the previously adhesive surface areas.
- Adhesive and solder powder provided corrugated sheet metal strip and the originally flat sheet metal strip are now merged and wound together to form a spiral winding so that pairs adjacent sheet metal layers arise, each of which consists of a turn of one of the two metal bands.
- the two metal strips are then soldered together in the contact areas of the corrugated metal strip formed by the flat surfaces of the corrugation peaks in a vacuum soldering furnace. Thereafter, noble metal coatings are applied to the brazed metal strips, so that a catalyst body is formed.
- the applied coatings extend as far as directly into the corners between the corrugation flanks and the approximately planar crests of the corrugated sheet-metal strip in which it is soldered to the other sheet-metal strip. Since the application of the coatings takes place only after soldering the metal strips, the coatings are substantially thicker at and in said corners than in the other, smooth, more or less flat or slightly curved surface areas of the two metal strips.
- the thickness of the coatings often varies uncontrollably and undesirably along the passageways of the catalyst body parallel to the waves. This is particularly the case when the bands have a width measured along the waves, which is relatively large compared to the cross-sectional dimensions of the passages, ie the wave height and the wavelength of the waves. Uneven thicknesses of the coatings lead to the disadvantage that the catalytically active noble metal is not optimally distributed and can be exploited poorly. This in turn means that more expensive precious metal is needed for the preparation of a catalyst body than with an optimal, for example, uniform distribution of the noble metal and / or that the effect of the catalyst body is reduced.
- the US 5 094 074 A discloses various catalysts with electrically heatable catalyst bodies and processes for their preparation.
- the catalyst body has a sheet metal element, which consists of a meandering band with flat, mutually parallel sections. Between two adjacent, planar sections each serving as a spacer, corrugated sheet metal element is arranged.
- the sheet metal elements together form a stack of alternating successive, planar and corrugated sheet metal element layers, which abut each other at the wave crests. All sheet metal elements have a metallic core and coatings.
- the sheet metal element consisting of a meandering strip is provided with coatings of electrically insulating ceramic prior to assembly with the corrugated sheet metal elements such that these coatings completely cover both surfaces of the metallic core of the strip and the metallic core of the strip after Insemble electrically with the corrugated sheet metal elements against their metallic cores.
- the corrugated sheet metal elements are also provided prior to assembly with ceramic, electrically insulating coatings that completely cover their surfaces. After assembling the sheet metal elements additional coatings are again applied to this, which consist of ceramic and catalytically active material and also serve to connect the sheet metal elements.
- the corrugated sheet metal elements are used in the uncoated state between the planar portions of the previously coated with meandering sheet metal element. Thereafter, coatings of ceramic and catalytically active material are applied to the composite Applied sheet metal elements.
- the catalytically active coating material and a part of the ceramic coating material are first applied to the sheet metal elements when they have been assembled to form a catalyst body.
- the from the US 5 094 074 A known manufacturing processes therefore have the same as that from the previously commented EP 0 049 489 A known manufacturing method has the disadvantage that the coatings containing the catalytically active material are unevenly thick.
- the according to US 5 094 073 A probably formed by partially ceramic and probably porous coating material compounds of the sheet metal elements not stable and not durable.
- the invention has for its object to provide a method for the preparation of a catalyst body, which allows to avoid disadvantages of the known methods.
- the catalyst body should be simple and economical to manufacture and can be joined together.
- the sheet metal element layers of the finished catalyst body should be stable and permanently connected to each other.
- the invention further relates to a catalyst body according to claim 11.
- the sheet-metal layers are produced in such a way and assembled to form a catalyst body that, after assembly, they lie against one another in coating-free areas with preferably bare metallic surfaces of contact areas formed therefrom.
- the sheet metal elements can then be joined together in an integral manner in the contact regions by a joining connection, namely preferably by welding or possibly by brazing or sintering, and can be firmly and non-detachably connected to one another.
- the sheet metal element layers are firmly joined together by resistance welding without additional welding material.
- resistance welding a short electrical surge with high current through the sheet metal layers and their contact areas can be passed. This surge can be generated, for example, by discharging a previously charged electrical capacitor.
- the sheet metal layers at the contact areas can be heated to the temperature required for welding, while the remaining areas of the sheet element layers remain relatively cool. Resistance welding therefore makes it possible to connect the sheet metal elements firmly, solidly and permanently together quickly, gently and with relatively low energy consumption.
- Each catalyst body may, for example, comprise a stack of sheet metal layers, each of which consists of a consists of separate sheet metal element.
- the sheet metal layers may also be formed by turns of two wound into a winding sheet metal elements.
- the catalyst body can furthermore have a stack of sheet-metal element layers, in which either one of each two adjacent sheet-metal element layers or all sheet-metal element layers are formed by sections of a meandering curved and / or folded sheet metal element.
- the catalyst body 1 shown in FIG. 10 serves for the catalytic treatment and purification of gas, namely exhaust gas of an internal combustion engine, and has a generally cuboid or cube-shaped stack 3 of sheet metal element layers, each of which consists of a separate sheet metal element 5 or 7.
- the stack has alternately successive first, smooth and even and wave-free sheet metal elements 5 and second, corrugated sheet metal elements 7.
- the sheet metal elements are joined together in a manner described in more detail and fixedly and permanently connected to each other, so that the stack 3 forms a solid block.
- the stack 3 is arranged and fastened, for example, in a substantially square-shaped, namely rectangular or square, metallic sleeve 9 which is open at both ends.
- a spraying device 11, partly shown in FIG. 1, has at least one spray nozzle 13 and preferably at least two spray nozzles 13 in order to spray a first metal strip 15 which serves to form at least one first sheet metal element 5 and preferably several first sheet metal elements 5.
- the spraying device 11 has not yet shown transport means to the first metal strip 15th to transport in the direction indicated by an arrow transport direction 19 between the spray nozzles 13 therethrough.
- FIG. 4 also shows a spray device 11 for spraying a second metal strip 17, which serves to form at least one second sheet metal element 7 and preferably several of these.
- the spraying device 11 shown in FIG. 4 likewise has at least two spray nozzles 13 and transport means and can be formed for example by the same spraying device as the spraying device shown in FIG.
- the or each spray device 11 further comprises means for supplying the spray nozzles at least one coating material and to control the spraying, for example, more or less similar to a printing operation of an ink jet printer, in particular turn on and off.
- the first metal band 15 and the second metal band 17 have identical widths and thicknesses, consist of sheet metal made of the same material, for example stainless steel, and can be unwound, for example, by supply rolls not shown or also successively from the same supply roll.
- the two metal bands are smooth in the area of the spray device 11 and, for example, flat.
- the metal strips 15, 17 are moved past the spray nozzles 13, they spray at least one coating material consisting, for example, of an aqueous solution and / or dispersion onto the two opposite sides or surfaces of the metal strips, so that they rest on one another along the metal strips following coatings are formed, which are referred to as first coatings 21 in the first metal band 15 and as second coatings 23 in the case of the second metal band and can also be seen in FIGS.
- the coatings 21, 23 consist, as usual, for the most part of at least one porous metal oxide, for example Aluminum oxide, which forms a so-called "wash coat".
- the coatings also contain catalytically active material, namely at least one noble metal, for example platinum and rhodium.
- the "wash coat” and the noble metals can be contained during the spraying of the coatings, for example, in one and the same solution and / or dispersion and sprayed together on the metal strips. However, it is also possible first to spray a first coating material containing the "wash coat” and then a second coating material containing the precious metals. Maybe even the different precious metals can be sprayed on separately.
- the coatings 21, 23 extend over the whole widths of the metal bands and, for example, have substantially the same thicknesses and the same compositions substantially everywhere.
- the sprays may also be controlled so that the thicknesses of the coatings and / or the concentration of precious metals in the coatings and / or the precious metal composition vary locally.
- the thickness of the coatings or at least the amount of precious metal contained in the coatings per unit area of the surfaces of the metal bands will change at least along a portion of the general flow path of the exhaust gas resulting from the use of the catalyst body and, for example, in general Flow direction of the exhaust gas increases or decreases.
- the metal strips are sprayed in such a way that stripe-shaped, uncoated, ie coating-free, metallic areas result between the coatings which follow one another on their two surfaces in the longitudinal direction. These run perpendicular to the longitudinal edges of the metal bands.
- the bare, coating-free regions are denoted by 25 and all have the same in the longitudinal direction of the first Metal bands measured width s.
- the second metal strip 17 is followed alternately along the metal strip by bare, coating-free regions 33 and 35, which have different widths t and u measured in the longitudinal direction of the metal strip.
- the width u of the strip-shaped regions 35 is greater, for example at least 30% and for example at most 100% greater than the width t of the strip-shaped regions 33.
- a grid spacing a of the first metal strip is shown the longitudinal direction of the metal strip is measured, for example, from center to center of successive, bare, coating-free regions 25.
- a grid spacing b of the second metal strip is shown, which is measured, for example, from center to center of successive, blank, coating-free areas 33, 35.
- the first and second metal bands 15 and 17 both have the same width c and the same thickness.
- the coatings applied to the two sides or surfaces of the metal strip facing away from each other and, accordingly, also the bare, non-coated regions 25 present on the two sides or surfaces are half the grid spacing, that is to say the distance a / 2 added.
- the bare areas 25 present on the lower side of the first metal strip are thus located in each case in the middle between two bright areas 25 following one another on the upper side of the metal strip.
- the second metal strip 17 overlaps those on the lower and upper sides of the metal strip existing bare areas 33, 35 in pairs, so that the center lines of a stacked pair of bare areas 33, 35 coincide in a direction perpendicular to the surfaces of the metal strip projection.
- there is a blank area 35 underneath each blank area 33 and a blank area below each blank area 35 Area 33 so that therefore the narrower areas 33 and the wider areas 35 facing each other in pairs.
- the pitches a and b are for example approximately the same size, but could also be different from each other and are expediently at least 2 mm, more preferably at most 5 mm and for example about 3 mm.
- the width c can be varied within wide limits, depending on the size of the catalyst body to be produced, and is normally at least 20 mm, normally at most 100 mm, and for example approximately 30 mm.
- the width s of the bare areas of the first metal strip 15 is preferably at least 0.05 mm, preferably at most 0.3 mm, and for example about 0.15 mm to 0.2 mm.
- the widths of the bare portions 33 and 35 of the second metal strip are preferably at least 0.05 mm, preferably at most 0.3 mm, and for example about 0.1 mm and about 0.15 mm, respectively.
- the thickness of the coating-free metal strips 15, 17 is for example about 50 ⁇ m.
- the thicknesses of the coatings 21 and 23 are preferably in the range of 15 microns to 50 microns and are for example about 30 microns.
- the second metal strip 17 is provided, for example, prior to the application of the coatings in the subsequently to be formed bare, coating-free areas 33, 35 with holes 31 which are formed for example by punching.
- each pair of subsequently opposing regions 33, 35 forms a straight row of holes 31 distributed over the width of the metal strip 17.
- the second metal band 17 is corrugated after application of the coatings 23, i. by forming with corrugations that the waves and their crests are perpendicular to the longitudinal edges of the metal strip and that each crest of the wave is in a pair of mutuallywineaudes, bare, coating-free areas 33, 35.
- the holes 31 can be used during forming of the second metal strip to ensure the proper positioning of the metal strip by means of a suitable device, so that the wave crests are formed precisely at bare areas 33, 35.
- first sheet metal elements 5 and second sheet metal elements 7 are cut with a cutting device, not shown in first sheet metal elements 5 and second sheet metal elements 7, so that the sheet metal elements have a the catalyst body 1 to be formed corresponding length, the can be varied within wide limits.
- Each sheet metal element has in a plan view a quadrangular, namely preferably rectangular or square outline.
- Each sheet metal element has accordingly four pairs mutually parallel edges.
- Each second sheet metal element 8 has waves with wave peaks 37 and wave flanks 39.
- the wave peaks 37 run parallel to two edges of the sheet metal element and are bent and / or angled in cross section and - as can be seen particularly clearly in Figures 8 and 9 - at the highest or deepest points outside flattened so that they are there - ie on the outside of the respective upper or lower Shaft crest forming half wave - have a narrow, strip-shaped, at least approximately flat surface.
- the wave flanks 39 are at least for the most part approximately flat, so that each wave has approximately the shape of a triangle.
- the second metal strip 15 is reshaped such that the successive corrugation peaks 37 located on the same side of the second metal strip 15 and on the same side of a second sheet metal element 7 cut off from it have a distance e from one another, which is equal to the pitch a of the first metal strip 15 and one of which is cut off, first sheet metal element 5.
- Each first sheet metal element 5 has a metallic core which is formed from the original, coating-free part of the first metal strip 15 and designated 41 in FIGS. 8, 9. Each first sheet metal element 5 also has first coatings, which are designated 21 in FIGS. 8 and 9, like the coatings of the first metal strip. Each first sheet metal element further has bright, coating-free areas, which are designated as 25 as in the first metal strip. Each second sheet metal element 7 has a metallic core 43, which is formed from the original, coating-free part of the second metal strip 17, second coatings 23 and bare, coating-free regions 33 and 35. The narrower, bare regions 33 are located on the inner side of the wave crest 37 The broader, blank regions 35 are on the outer side of the crest of the wave.
- first and second sheet metal elements are alternately stacked on each other, so that the apparent in Figure 7 stack 3 is formed.
- the sheet metal elements are arranged in stacking such that the existing on the outside of the wave crest 37 of the second sheet metal elements 7, bare, coating-free areas 35 on bare, coating-free areas 25 of first sheet metal elements rest, as can be seen in Figures 8 and 9.
- the strip-shaped, bare, coating-free regions 25 and 35 then form contact regions in which the metal elements resting on one another touch in pairs. Accordingly, these contact areas are metallically bright over their entire lengths and in particular also over the entire lengths of the wave crest.
- the contact areas of the adjacent sheet metal elements 5, 7 are narrower in cross sections perpendicular to the wave crests than the non-coating regions 25 and 35 forming them.
- Each non-coated region 35 extends in directions perpendicular to the wave crests 37 on both sides of the wave crest having it beyond the contact area available at this crest.
- the coating-free region 25 also extends beyond the crest on both sides of the wave crest in directions perpendicular to the crest apex.
- the wave height measured from wave crest to wave crest is preferably at least 0.5 mm, preferably at most 3 mm, and for example 1 mm to 2 mm.
- FIG 7 are still parts of an electrical welding device 51 can be seen, which is designed for electrical resistance welding.
- the welding apparatus 51 has, for example, a fixed electrode 53 at the bottom and an electrode 55 at the top which is vertically adjustable and can be pressed against the lower electrode 53.
- the two electrodes have flat, mutually facing surfaces.
- the stack 3 formed of sheet metal elements is arranged between the two electrodes 53, 55 and has preferably at the bottom and at the top each a second corrugated sheet metal element 7, which rests with the located on the lower or upper side of the respective sheet metal element, bare areas 35 on the mutually facing surfaces of the electrodes.
- the adjustable electrode 55 is now pressed in the direction of arrows 57 against the stack 3 and the electrode 53, whereby the sheet metal elements 5 and 7 of the stack 3 are pressed against each other.
- the welding device 51 then generates an electric current surge, so that for a short time a large electric current flows through the stack 3 of sheet metal elements.
- the surge can be generated, for example, by discharging a previously charged electrical capacitor.
- the capacitor may be charged to an electrical voltage of approximately 3 kV, then at least substantially discharged within a few milliseconds, and at least for the most part.
- all sheet metal elements are welded together over the entire length of the wave crests at all wave crests, in which sheet metal elements rest on each other.
- the stack 3 forms after this welding a solid unit and can now for example still in the already mentioned, shown in Figure 10 sleeve 9 used and fixed in this in any way, for example, by some welding connections. Since the stack 3 of sheet metal elements already forms itself a solid, stable unit, the sleeve can be very thin-walled and, for example, have wall thicknesses that are less than 1 mm and, for example, at most or approximately 0.5 mm.
- the sleeve 9 has an axis and four substantially parallel walls parallel thereto, which together define a continuous hole whose axis coincides with that of the sleeve.
- the stack 3 is arranged in the sleeve 9 such that a pair of edges of each sheet metal element and the Wave crest of the corrugated sheet metal elements parallel to the axis and to the hole of the sleeve.
- the catalyst body 1 then has bounded by the adjacent sheet metal elements, parallel to the waves passages for the exhaust gas.
- the catalyst body 1 may be used alone or together with at least one other catalyst body of the same or similar design to form a catalyst and be installed in a housing having an inlet and an outlet for the exhaust gas.
- the catalyst body 1 is very stable and durable. Further, the surface portions of the sheet members adjacent to the passages, which come into contact with the exhaust gas in use of the catalyst body, are almost completely formed by the coatings containing catalytically active material, so that the catalyst body also provides effective catalytic treatment and purification of the exhaust gas.
- the apparent in Figure 11 stack 73 of sheet metal elements has alternately successive first, flat sheet metal elements 75 and second, corrugated sheet metal elements 77.
- the waves of the latter are not triangular in cross-section, but more bent at the wave crests and, for example, at the wave edges and could be approximately sinusoidal, for example.
- the sheet metal element stack 73 may be formed similar to the sheet metal element stack 3.
- parts of two sheet-metal elements 83, 85 can be seen, which are both corrugated, have crests 87 and 89, which cross each other approximately at right angles, and rest on one another at the points of intersection of the crests of the waves.
- the two sheet metal elements have coatings and either along the entire wave crests or only straight in the areas of contact where the crests of the waves lie on top of each other, and in the vicinity of these areas of contact, bare, non-coated areas.
- Additional sheet metal elements 83, 85 with intersecting waves can now be stacked on one another and then welded together by resistance welding. Each pair of adjacent sheet metal elements 83, 85 is firmly joined together after welding at a plurality of contact areas. The stack of sheet metal elements therefore forms a stable unit in this variant, which has only corrugated sheet metal elements.
- Each sheet metal element 83, 85 has a quadrangular, substantially rectangular or square outline and accordingly four pairs mutually parallel edges.
- the undulations and crests of each sheet metal element are parallel to two of the edges of the sheet metal element and perpendicular to the other two edges of the sheet metal element.
- the stack formed of sheet metal elements of such is arranged in a sleeve 9, that the crests of each one sheet metal element of each pair of adjacent and locally abutting sheet metal elements parallel to the walls of the sleeve and the axis of the sleeve and in particular to the axis of this cross-sectioned hole run.
- the waves and crests of the other sheet metal elements then of course run perpendicular to the walls and the axis of the sleeve.
- Each pair of adjacent sheet metal elements then defines a passage for the exhaust gas generally parallel to the axis and to the wave crests of the one sheet metal elements.
- FIG. 13 shows a part of a catalyst body which, instead of a stack of sheet metal elements, has a winding 93 which is formed by winding up a first, smooth, wave-free sheet metal element 95 and a second, corrugated sheet metal element 97 is formed.
- the first, smooth wave-free sheet metal element 95 is then not flat, but bent spirally.
- the second corrugated sheet metal element is located at least to a large extent between two successive turns of the first sheet metal element and rests with the wave crests on these turns of the first sheet metal element.
- the winding may be full in cross-section or have a cavity in the central region. The latter may be approximately circular in cross-section, for example, or approximately oval and / or for example flattened in places.
- each turn of one of the two sheet metal elements 95, 97 forms a sheet-metal element layer.
- the two sheet metal elements have coatings and partially touching, bare, coating-free areas and are firmly connected to each other in the contact areas formed by these, for example, welded.
- the welding can - depending on the type and shape of the winding - for example, sector by sector or possibly done in a single operation by resistance welding.
- the catalyst body partly shown in FIG. 14 has a stack 103 of sheet metal elements which has a first, smooth, undulating, meander-shaped bent and / or folded sheet metal element 105 and a plurality of second corrugated sheet metal elements 107.
- the first sheet metal element forms loops with flat sections.
- the second, corrugated sheet metal elements are - apart from at most at the two ends of the stack located, second sheet metal elements - each disposed between two planar portions of the first, non-corrugated sheet metal element.
- each planar portion of the plate member 105 and each plate member 107 form a sheet member layer.
- the sheet metal elements in turn have coatings and bare touch areas where they abut each other and are welded together.
- FIG. 15 shows parts of a device 131 for treating a metal strip 135, which serves to form a catalyst body 121 shown in FIG. 17.
- the catalyst body 121 has a stack 123 of sheet metal elements 125, 127.
- the latter comprise alternately successive first sheet metal elements 125 and second sheet metal elements 127 and each form a sheet metal element layer.
- the first and second sheet metal elements are all corrugated, but have different waves running at oblique angles.
- the stack 123 of sheet metal elements 125, 127 is firmly seated in a metallic sleeve 129th
- the metal strip 135 is made of a sheet blank before treatment with the device 131, namely, for example, stainless steel.
- the metal strip 135 was corrugated in the blank state and prior to treatment with the device 131.
- the metal strip 135 has mutually parallel longitudinal edges and shafts.
- the waves form with the longitudinal direction and the longitudinal edges of the metal strip an angle ⁇ different from 90 °.
- the device 131 has a device for applying in places, namely at the wave crests 161 of the corrugations of the metal strip 135, an anti-adhesive agent to the metal strip 135.
- This device comprises, for example, two opposing rollers 137 and rollers 137, respectively, which are rotatable about mutually parallel and perpendicular to the longitudinal edges of the metal strip 135 axes.
- the two rollers have cylindrical peripheral surfaces whose diameters are substantially larger than the wavelength of the corrugated metal strip.
- the closest to each other circumferential points of these cylindrical peripheral surfaces are at a distance which is approximately equal to the wave crest to crest wave measured wave height of the corrugated metal strip 135 so that it can be moved between the two roles and thereby touches the two rollers at the wave crests.
- the two rollers 137 are rotated during treatment of the corrugated metal strip by a drive device not shown in opposite, indicated by arrows directions of rotation 141, so that they have the metal strip together with additional, not shown, for example, transport rollers having transport in the direction indicated by an arrow transport direction 143rd in Fig. 15 from left to right transport.
- the device 131 further includes a not shown feeding device to supply the two rollers 137 an anti-adhesive agent.
- This consists for example of an organic, water-repellent, more or less flowable substance when applied, such as a wax, which may be slightly heated before applying to improve the fluidity.
- the anti-adhesive agent is applied with the two rollers 137 at the wave peaks 161 on the outer sides of the respective wave peak forming half-wave.
- the non-stick agent then forms non-stick pads 145 which cover the outer surfaces of the crest-crest forming and / or embossing surface portions of the metal strip 135 over its entire width, ie along the entire length of the crests of the crests.
- the device 131 further comprises a spray device 151 with at least one spray nozzle 153 and namely with at least two spray nozzles 153 arranged on different sides of the metal strip 131 in order to spray the metal strip 135.
- the two spray nozzles are arranged downstream of the rollers 137 with respect to the transport direction 143.
- the coating material 155 contains at least one metal oxide serving for the formation of a porous "wash coat” and catalytically active material, namely at least one noble metal.
- the at least one metal oxide and the at least one noble metal may be contained in one and the same solution and / or dispersion and sprayed together onto the metal strip 135.
- the anti-adhesive pads 145 previously applied to the two surfaces of the metal belt 135 repel the sprayed aqueous coating material so that the coating material sprayed on the two surfaces of the metal belt 135 does not abrade on the anti-adhesive pads 145 but only on the bare surface areas of the Metal bands 135 clings.
- the coating material adhered to the metal strip is then dried to form solid coatings 157.
- the coating material 155 may be sprayed such that the coatings 157 are approximately the same thickness throughout and have approximately the same composition throughout. However, the spraying may possibly also take place in such a way that the thicknesses of the coatings and / or the quantities of the catalytically active material present per unit area vary in a desired, predetermined manner.
- the coatings 157 may be similarly made, and similarly composed and constructed as those described for the coatings 21 and 23.
- the anti-adhesive pads 145 are removed after spraying and drying the coating material 155 and before joining the already mentioned sheet metal elements 125, 127 and / or possibly when connecting the sheet metal elements. Removing the anti-adhesive pads can be done for example by means of a solvent or by heating and melting and possibly evaporation and / or burning.
- the corrugated metal strip 135 provided with the coatings 157 is cut into pieces before or after the removal of the anti-adhesive coatings, all of which are of equal size and form the first sheet metal elements 125 and second sheet metal elements 127.
- Three of the sheet metal elements 125, 127 are partially visible in Figures 16 and 18.
- both the first sheet metal elements 125 and the second sheet metal elements 127 waves.
- the corrugations of the sheet metal elements have corrugation peaks which are denoted 161 in FIGS. 16 to 18 like those of the sheet metal strip 135 in FIG. 15.
- the corrugations also have corrugation sidewalls 163.
- Each sheet metal element 125, 127 has a metallic core 167 formed from the original bare metal strip 135, coatings applied thereto, like those of the metal strip 157, and coating free regions 159.
- the two surfaces of each sheet metal element define two planes parallel to each other at its wave crests.
- Each of the sheet metal elements 125, 127 is rectangular in a plan view of the planes defined by the wave crests, namely rectangular or square and accordingly has four edges, two of which are formed by the longitudinal edges of the metal strip 135 and hereinafter also as longitudinal edges or first Rims of the sheet metal element are called.
- the longitudinal edges or first edges of each sheet metal element 125, 127 are corrugated.
- each sheet metal element extend in the aforementioned plan view at right angles to the longitudinal edges or first edges of the sheet metal element.
- the coatings 157 and the coating-free regions 159 extend from one longitudinal edge or first edge to the opposite longitudinal edge
- the same as the wave peaks 161 form an angle ⁇ different from 90 ° with the longitudinal edges or first edges of the sheet metal elements.
- the cut sheet metal elements 125, 127 are arranged in the manner indicated in Fig. 16 to a stack 123 that alternately follow a first sheet member 125 and a second sheet member 127 to each other and each form a first and second sheet member layer and that the waves and in particular the wave crests 161 of the pairwise adjacent sheet metal elements intersect each other.
- the sheet members 125, 127 When the sheet members 125, 127 are brought into contact with each other, they touch each other in pairs at contact areas, which are schematically shown in Fig. 17 and designated 165 and formed by parts of the outside on the wave peaks, coating-free regions 159.
- the stack 123 formed by the sheet metal elements 125, 127 is arranged and compressed in the same way as the stack 3 of sheet metal elements 5 and 7 shown in FIG. 7 between two electrodes of a welding device. Then the sheet metal elements are welded together by resistance welding. The electric current required for welding can be generated, for example, as already mentioned in the description of FIG. 7, by discharging an electrical capacitor.
- the stack 123 of the welded-together sheet metal elements 125, 127 is then inserted into the metallic sleeve 129, which can be seen in FIG. 17. This is similar to the one shown in Fig. 10 sleeve 9 is formed, like these four walls, is open at both ends and rectangular or square in cross-section.
- the stack 123 is thereby inserted into the sleeve 129 such that the longitudinal direction of the four walls of the sleeve 129 and the from this limited, continuous hole perpendicular to the previously defined longitudinal edges or first edges of the sheet metal elements 125, 127 are.
- the stack 123 is fixed in the sleeve 129, for example, welded in some places with this.
- the adjacent sheet metal elements 125, 127 and sheet metal layers of the finished catalyst body limit in pairs together a passage for the exhaust gas.
- Each of these passages extends in the direction indicated by an arrow in Fig. 17 general through-direction 171 and / or general exhaust gas flow direction 171 parallel to the walls of the sleeve 129 perpendicular to the corrugated longitudinal edges or first edges of the sheet metal elements.
- the waves and wave crests 161 of the sheet metal elements 125, 127 or sheet metal layers lying in pairs against each other form an acute angle ⁇ different from 90 °.
- the corrugations and the corrugation vertex 161 of the adjacent sheet metal elements 125, 127 welded in pairs in pairs form the angle .alpha.
- the angle ⁇ between the wave peaks 161 and the longitudinal edges or first edges of the sheet metal elements is preferably at least 60 °, preferably at most 85 ° and for example 70 ° to 80 °.
- the angle ⁇ / 2 is then preferably at least 5 °, preferably at most 30 ° and for example 10 ° to 20 °.
- the angle ⁇ is accordingly preferably at least 10 °, preferably at most 60 ° and for example 20 ° to 40 °.
- the coatings 157 and coating-free regions 159 of the sheet metal elements 125, 127 can be seen particularly clearly in FIG. It should also be noted in this figure that the sheet metal elements in this figure are cut along a sectional plane which forms the angle ⁇ / 2 with the waves and thus does not run at right angles to the waves.
- the apexes 161 have on their outer side at their highest point a narrow surface portion which bent in a section perpendicular to the wave crests cut as well as in the apparent in Fig. 18 section rather flat or nearly flat or even - as in the in Figures 8, 9 visible wave crests 37 - is exactly the same.
- the longitudinal sections of the almost or exactly planar surface sections of the apex 161 at the intersections of the crests of the pairs of adjacent sheet metal elements 125, 127 then form the contact regions 165 with which the adjacent sheet metal elements touch each other and in which the sheet metal elements are welded together.
- the contacting and welded contact areas 165 of the adjacent sheet metal elements are narrower than the strip-shaped, coating-free areas 159 forming them and thus have these cuts and directions have a smaller dimension than the non-coating regions 159.
- the bare, coating-free regions 159 extend in these sections and directions, in particular also on both sides of the contact regions 165 a little beyond them to the curved transition sections, the wave crest 161 with the connect these adjacent wave flanks, and / or even a little into the ripples into it. Since the bare, non-coated areas 159 of the surfaces of the corrugated sheet metal elements 125, 127 over the entire length of the Shaft and wave crest 161 extend, the coating-free areas also in the direction parallel to the waves and crests apex direction of the respective sheet metal element has a greater extent than the contact areas. The coating-free regions 159 therefore protrude beyond the entire contact region beyond all contact regions 165, which are not located at one edge of a sheet-metal element.
- the coatings at the wave peaks 161 are interrupted only by a coating-free region 159 on the outer, convex side of a half-wave forming the wave peak.
- the inner, concave side of the crest a portion of a coating is present, which is related to the coating portions on the inner, mutually facing sides of the associated with the respective apex 161 wave edges 163.
- the production method and catalyst body described with reference to FIGS. 11 to 18 can be carried out similarly or be designed and dimensioned similar to the production method or the catalyst body described with reference to FIGS. 1 to 10, for example.
- the processes and the catalyst bodies produced can still be changed in other ways.
- certain features of various described processes and the manufactured catalyst body parts could be combined. So can the formation of corrugated metal elements serving metal bands may also be wavy in the embodiments described with reference to Figures 1 to 14, before the coatings are applied.
- the winding partially shown in FIG. 13 could be formed of two corrugated sheet metal elements with intersecting shafts instead of one corrugated and one corrugated sheet metal element.
- the coating material can be printed or applied to metal strips, as in other printing processes known from printing technology, in such a way that the desired coatings and Coating-free areas arise.
- the method described with reference to FIGS. 15 to 18 could be modified such that the sheet metal elements 125, 127 consisting of separate pieces are replaced by alternately successive, first and second sheet metal layers consisting of sections of a single contiguous sheet metal element, analogous to FIG 14, the first sheet metal element 105 shown in FIG. 14 is bent and / or folded in a zigzag or meander shape.
- the corrugated sheet metal elements 125, 127 - analogous to what was already mentioned as a possibility for the corrugated sheet metal elements 83, 85 - could be coating-free only at the contact areas and in the vicinity of these contact areas.
- the coating-free regions would then not extend over the entire lengths of the wave peaks, but should preferably also have a slightly larger dimension than the contact areas in the direction of the wave peaks and in any case be dimensioned so that the sheet metal elements rest on each other with bare, metallic surfaces.
- the sheet metal elements could possibly be produced by another material joining process, for example by another welding process or by Brazing or sintering together at the contact areas and connected by joining compounds firmly and permanently.
- the winding 93 shown in part in FIG. 13 it would be possible to connect the sheet-metal elements by brazing instead of welding.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Catalysts (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zur Herstellung eines Katalysatorkörpers für die katalytische Behandlung von Gas, insbesondere für die katalytische Reinigung von Abgas eines Verbrennungsmotors. Solche zum Einbau in ein Gehäuse eines Katalysators vorgesehene Katalysatorkörper werden häufig auch als Substrat bezeichnet. Der Verbrennungsmotor kann zum Beispiel zu einem Automobil oder sonstigen Motorfahrzeug gehören oder stationär angeordnet sein.The invention relates to a method for producing a catalyst body for the catalytic treatment of gas, in particular for the catalytic purification of exhaust gas of an internal combustion engine. Such catalyst bodies intended for installation in a housing of a catalyst are often referred to as a substrate. The internal combustion engine may, for example, belong to an automobile or other motor vehicle or be arranged stationary.
Aus der
Die
Die
Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren für die Herstellung eines Katalysatorkörpers zu schaffen, das ermöglicht, Nachteile der bekannten Verfahren zu vermeiden. Dabei soll insbesondere ausgehend von der
Diese Aufgabe wird gemäss der Erfindung durch ein Verfahren mit den Merkmalen der Ansprüche 1 gelöst.This object is achieved according to the invention by a method having the features of
Die Erfindung betrifft ferner einen Katalysatorkörper gemäss dem Anspruch 11.The invention further relates to a catalyst body according to
Vorteilhafte Weiterbildungen des Verfahrens und des Katalysatorkörpers gehen aus den abhängigen Ansprüchen hervor.Advantageous developments of the method and of the catalyst body are evident from the dependent claims.
Die Blechelement-Lagen werden gemäss der Erfingung derart hergestellt und zu einem Katalysatorkörper zusammengesetzt, dass sie nach dem Zusammensetzen bei überzugsfreien Bereichen mit von diesen gebildeten, vorzugsweise metallischen, blanken Flächen von Berührungsbereichen aneinander anliegen. Die Blechelemente können dann bei den Berührungsbereichen durch eine Füge-Verbindung, nämlich vorzugsweise durch Schweissen oder eventuell durch Hartlöten oder Versintern, stoffschlüssig zusammengefügt sowie fest und unlösbar miteinander verbunden werden.According to the invention, the sheet-metal layers are produced in such a way and assembled to form a catalyst body that, after assembly, they lie against one another in coating-free areas with preferably bare metallic surfaces of contact areas formed therefrom. The sheet metal elements can then be joined together in an integral manner in the contact regions by a joining connection, namely preferably by welding or possibly by brazing or sintering, and can be firmly and non-detachably connected to one another.
Gemäss einer bevorzugten Weiterbildung des Herstellungsverfahrens werden die Blechelement-Lagen durch Widerstandsschweissen ohne zusätzliches Schweissmaterial fest miteinander verbunden. Zum Widerstandsschweissen kann ein kurzer elektrischer Stromstoss mit grosser Stromstärke durch die Blechelement-Lagen und deren Berührungsbereiche hindurchgeleitet werden. Dieser Stromstoss kann zum Beispiel durch Entladen eines vorher aufgeladenen, elektrischen Kondensators erzeugt werden. Bei einem solchen Widerstandsschweissvorgang können die Blechelement-Lagen bei den Berührungsbereichen auf die zum Verschweissen erforderliche Temperatur erhitzt werden, während die übrigen Bereiche der Blechelement-Lagen relativ kühl bleiben. Das Widerstandsschweissen ermöglicht daher, die Blechelemente schnell sowie schonend und mit relativ geringem Energieverbrauch miteinander fest, solid und dauerhaft miteinander zu verbinden.According to a preferred development of the production method, the sheet metal element layers are firmly joined together by resistance welding without additional welding material. For resistance welding, a short electrical surge with high current through the sheet metal layers and their contact areas can be passed. This surge can be generated, for example, by discharging a previously charged electrical capacitor. In such a resistance welding process, the sheet metal layers at the contact areas can be heated to the temperature required for welding, while the remaining areas of the sheet element layers remain relatively cool. Resistance welding therefore makes it possible to connect the sheet metal elements firmly, solidly and permanently together quickly, gently and with relatively low energy consumption.
Jeder Katalysatorkörper kann zum Beispiel einen Stapel von Blechelement-Lagen aufweisen, von denen jede aus einem separaten Blechelement besteht. Die Blechelement-Lagen können jedoch auch durch Windungen von zwei zu einer Wicklung gewickelten Blechelementen gebildet sein. Der Katalysatorkörper kann ferner einen Stapel von Blechelement-Lagen aufweisen, bei dem entweder jeweils eine von zwei einander benachbarten Blechelement-Lagen oder alle Blechelement-Lagen durch Abschnitte eines mäanderförmig gebogenen und/oder gefalteten Blechelements gebildet sind.Each catalyst body may, for example, comprise a stack of sheet metal layers, each of which consists of a consists of separate sheet metal element. However, the sheet metal layers may also be formed by turns of two wound into a winding sheet metal elements. The catalyst body can furthermore have a stack of sheet-metal element layers, in which either one of each two adjacent sheet-metal element layers or all sheet-metal element layers are formed by sections of a meandering curved and / or folded sheet metal element.
Der Erfindungsgegenstand wird anschliessend anhand von in den Zeichnungen dargestellten Ausführungsbeispielen näher erläutert. In den Zeichnungen zeigen
- Fig. 1 eine Seitenansicht eines Abschnitts eines zur Bildung von wellenförmigen Blechelementen bestimmten Metallbands beim Aufbringen von Überzügen,
- Fig. 2 eine Schrägansicht von einem Abschnitt eines zur Bildung von wellenfreien Blechelementen dienenden, mit Überzügen versehenen Metallbands,
- Fig. 3 eine Draufsicht auf einen Abschnitt eines ebenen, zur Bildung von gewellten Blechelementen bestimmten Metallbands,
- Fig. 4 eine Seitenansicht eines Abschnitts des zur Bildung von gewellten Blechelementen dienenden Metallbands beim Aufbringen von Überzügen,
- Fig. 5 eine Schrägansicht von einem Abschnitt eines zur Bildung von gewellten Blechelementen dienenden, mit Überzügen versehenen Metallbands,
- Fig. 6 eine Seitenansicht von einem Abschnitt eines gewellten Blechelements,
- Fig. 7 eine Seitenansicht von einem Stapel von wellenfreien und gewellten Blechelementen und von Elektroden einer Schweissvorrichtung,
- Fig. 8 den im Schnitt gezeichneten Ausschnitt VIII aus der Fig. 7 in grösserem Massstab,
- Fig. 9 den im Schnitt gezeichneten Ausschnitt IX aus der Fig. 7 im gleichen Massstab wie Fig. 8,
- Fig. 10 eine Seitenansicht eines fertigen Katalysatorkörpers,
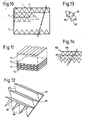
- Fig. 11 eine Schrägansicht von einem Teil eines anderen Katalysatorkörpers, dessen gewellte Blechelemente stärker gebogene Wellen aufweisen,
- Fig. 12 einen in Schrägansicht dargestellten Abschnitt aus einem Katalysatorkörper, der Blechelemente mit einander senkrecht kreuzenden Wellen aufweist,
- Fig. 13 einen in Seitenansicht dargestellten Ausschnitt aus einem Katalysatorkörper, der durch eine Wicklung gebildet ist,
- Fig. 14 eine Seitenansicht eines Katalysatorkörpers mit einem mäanderförmigen, ungewellten Blechelement,
- Fig. 15 eine Seitenansicht eines Abschnitts eines wellenförmigen Blechelements und einer Einrichtung zur Aufbringen von Überzügen,
- Fig. 16 eine Schrägansicht einiger zur Bildung eines Katalysatorkörpers dienender, wellenförmiger Blechelemente,
- Fig. 17 einen schematischen Schnitt durch einen Katalysatorkörper mit Blechelementen, die einander unter schiefen Winkeln kreuzende Wellen haben, und
- Fig. 18 einen schematischen Schnitt durch einen Bereich des in Fig. 17 dargestellten Katalysatorkörpers entlang der Linie XVIII - XVIII in Fig. 17 in grösserem Messstab.
- 1 is a side view of a portion of a designated for the formation of wave-shaped sheet metal elements metal strip when applying coatings,
- FIG. 2 is an oblique view of a portion of a coated metal strip used to form non-corrugated sheet metal elements; FIG.
- 3 is a plan view of a portion of a flat, intended for forming corrugated sheet metal elements metal strip,
- 4 shows a side view of a portion of the metal strip used to form corrugated sheet metal elements during the application of coatings,
- FIG. 5 is an oblique view of a portion of a corrugated sheet metal-forming coated metal strip; FIG.
- 6 is a side view of a portion of a corrugated sheet metal element,
- 7 is a side view of a stack of wave-free and corrugated sheet metal elements and electrodes of a welding apparatus,
- 8 is a sectional view taken on line VIII from FIG. 7 on a larger scale, FIG.
- 9 is a sectional view IX of FIG. 7 on the same scale as FIG. 8, FIG.
- 10 is a side view of a finished catalyst body,
- 11 is an oblique view of a part of another catalyst body whose corrugated sheet metal elements have more curved waves,
- FIG. 12 is an oblique view of a catalyst body having sheet metal elements with corrugations perpendicularly intersecting each other. FIG.
- 13 is a side view of a portion of a catalyst body, which is formed by a winding,
- 14 is a side view of a catalyst body with a meandering, non-corroding sheet metal element,
- 15 is a side view of a portion of a corrugated sheet metal element and a device for applying coatings,
- 16 shows an oblique view of a number of corrugated sheet metal elements serving to form a catalyst body,
- Fig. 17 is a schematic section through a catalyst body with sheet metal elements which have each other at oblique angles crossing waves, and
- 18 shows a schematic section through a region of the catalyst body shown in FIG. 17 along the line XVIII-XVIII in FIG. 17 in a larger measuring rod.
Es sei noch darauf hingewiesen, dass verschiedene Figuren nicht massstäblich gezeichnet sind.It should be noted that various figures are not drawn to scale.
Der in Figur 10 ersichtliche Katalysatorkörper 1 dient zur katalytischen Behandlung und Reinigung von Gas, nämlich von Abgas eines Verbrennungsmotors, und besitzt einen im Allgemeinen quader- oder würfelförmigen Stapel 3 von Blechelement-Lagen, von denen jede aus einem separaten Blechelement 5 oder 7 besteht. Der Stapel weist dabei abwechselnd aufeinander folgende erste, glatte sowie ebene und insbesondere wellenfreie Blechelemente 5 und zweite, gewellte Blechelemente 7 auf. Die Blechelemente sind in noch näher beschriebener Weise zusammengefügt und fest sowie unlösbar miteinander verbunden, so dass der Stapel 3 einen festen Block bildet. Der Stapel 3 ist zum Beispiel in einer im Querschnitt im Wesentlichen viereckförmigen, nämlich rechteck- oder quadratförmigen, an beiden Enden offenen, metallischen Hülse 9 angeordnet und befestigt.The
Eine zum Teil in Figur 1 ersichtliche Sprühvorrichtung 11 weist mindestens eine Sprühdüse 13 und vorzugsweise mindestens zwei Sprühdüsen 13 auf, um ein erstes Metallband 15 zu besprühen, das zur Bildung von mindestens einem ersten Blechelement 5 und vorzugsweise von mehreren ersten Blechelementen 5 dient. Die Sprühvorrichtung 11 weist noch nicht gezeichnete Transportmittel auf, um das erste Metallband 15 in der durch einen Pfeil bezeichneten Transportrichtung 19 zwischen den Sprühdüsen 13 hindurch zu transportieren. In Figur 4 ist ebenfalls eine Sprühvorrichtung 11 ersichtlich, um ein zweites Metallband 17 zu besprühen, das zur Bildung von mindestens einem zweiten Blechelement 7 und vorzugsweise von mehreren solchen dient. Die in Figur 4 ersichtliche Sprühvorrichtung 11 weist ebenfalls mindestens zwei Sprühdüsen 13 sowie Transportmittel auf und kann beispielsweise durch dieselbe Sprühvorrichtung wie die in Figur 1 gezeichnete Sprühvorrichtung oder durch eine separate Sprühvorrichtung gebildet sein. Die bzw. jede Sprühvorrichtung 11 weist ferner Mittel auf, um den Sprühdüsen mindestens ein Überzugsmaterial zuzuführen und den Sprühvorgang zum Beispiel mehr oder weniger ähnlich wie einen Druckvorgang eines Tintenstrahldruckers zu steuern, insbesondere einzuschalten und zu unterbrechen.A spraying
Das erste Metallband 15 und das zweite Metallband 17 haben identische Breiten sowie Dicken, bestehen aus Blech aus dem gleichen Material, beispielsweise rostfreiem Stahl, und können beispielsweise von nicht gezeichneten Vorratsrollen oder auch nacheinander von derselben Vorratsrolle abgewickelt werden. Die beiden Metallbänder sind im Bereich der Sprühvorrichtung 11 glatt und beispielsweise eben. Wenn die Metallbänder 15, 17 an den Sprühdüsen 13 vorbei bewegt werden, sprühen diese mindestens ein zum Beispiel aus einer wässerigen Lösung und/oder Dispersion bestehendes Überzugsmaterial auf die beiden einander abgewandten Seiten oder Oberflächen der Metallbänder auf, so dass auf diesen entlang den Metallbändern aufeinander folgende Überzüge entstehen, die beim ersten Metallband 15 als erste Überzüge 21 und beim zweiten Metallband als zweite Überzüge 23 bezeichnet und auch in den Figuren 2 bzw. 5 ersichtlich sind. Die Überzüge 21, 23 bestehen wie üblich zum grössten Teil aus mindestens einem porösen Metalloxid, beispielsweise Aluminiumoxid, das einen so genannten "wash coat" bildet. Die Überzüge enthalten ferner katalytisch aktives Material, nämlich mindestens ein Edelmetall, zum Beispiel Platin und Rhodium. Der "wash coat" und die Edelmetalle können beim Aufsprühen der Überzüge beispielsweise in ein und derselben Lösung und/oder Dispersion enthalten sein und gemeinsam auf die Metallbänder aufgesprüht werden. Es ist jedoch auch möglich, zuerst ein erstes, den "wash coat" enthaltendes Überzugsmaterial und dann ein zweites, die Edelmetalle enthaltendes Überzugsmaterial aufzusprühen. Eventuell können sogar die verschiedenen Edelmetalle separat aufgesprüht werden. Die Überzüge 21, 23 erstrecken sich über die ganzen Breiten der Metallbänder und haben zum Beispiel im Wesentlichen überall ungefähr die gleichen Dicken und die gleichen Zusammensetzungen. Die Sprühvorgänge könnten jedoch eventuell auch derart gesteuert werden, dass die Dicken der Überzüge und/oder die Edelmetallkonzentration in den Überzügen und/oder die Edelmetallzusammensetzung örtlich variieren. So könnte zum Beispiel vorgesehen werden, dass die Dicke der Überzüge oder mindestens die pro Flächeneinheit der Oberflächen der Metallbänder in den Überzügen enthaltene Edelmetallmenge mindestens entlang von einem Teil des sich bei der Benutzung des Katalysatorkörpers ergebenden, allgemeinen Strömungswegs des Abgases ändert und beispielsweise in der allgemeinen Strömungsrichtung des Abgases zunimmt oder abnimmt.The
Die Metallbänder werden derart besprüht, dass sich zwischen den auf ihren beiden Oberflächen in der Längsrichtung aufeinander folgenden Überzügen streifenförmige, blanke, d.h. überzugsfreie metallische Bereiche ergeben. Diese verlaufen senkrecht zu den Längsrändern der Metallbänder. Beim ersten Metallband 15 sind die blanken, überzugsfreien Bereiche mit 25 bezeichnet und haben alle die gleiche in der Längsrichtung des ersten Metallbands gemessene Breite s. Beim zweiten Metallband 17 folgen entlang dem Metallband abwechselnd blanke, überzugsfreie Bereiche 33 und 35 aufeinander, die in der Längsrichtung des Metallbands gemessene, verschiedene Breiten t bzw. u haben. Die Breite u der streifenförmigen Bereiche 35 ist dabei grösser, z.B. mindestens 30% und z.B. höchstens 100% grösser als die Breite t der streifenförmigen Bereiche 33. In den Figuren 1 und 2 ist noch ein Raster-Abstand a des ersten Metallbands eingezeichnet, der in der Längsrichtung des Metallbands zum Beispiel von Mitte zu Mitte von aufeinander folgenden, blanken, überzugsfreien Bereichen 25 gemessen ist. In den Figuren 4 sowie 5 ist ein Raster-Abstand b des zweiten Metallbands eingezeichnet, der zum Beispiel von Mitte zu Mitte von aufeinander folgenden, blanken, überzugsfreien Bereichen 33, 35 gemessen ist. Das erste und das zweite Metallband 15 bzw. 17 haben beide die gleiche Breite c und die gleiche Dicke.The metal strips are sprayed in such a way that stripe-shaped, uncoated, ie coating-free, metallic areas result between the coatings which follow one another on their two surfaces in the longitudinal direction. These run perpendicular to the longitudinal edges of the metal bands. In the case of the
Beim ersten Metallband 15 sind die sich auf den beiden einander abgewandten Seiten oder Oberflächen des Metallbands aufgebrachten Überzüge und dementsprechend auch die auf den beiden Seiten oder Oberflächen vorhandenen blanken, überzugsfreien Bereiche 25 um einen halben Raster-Abstand, also um die Distanz a/2 gegeneinander versetzt. Die auf der unteren Seite des ersten Metallbands vorhandenen blanken Bereiche 25 befinden sich also jeweils in der Mitte zwischen zwei auf der oberen Seite des Metallbands aufeinander folgenden, blanken Bereichen 25. Beim zweiten Metallband 17 überdecken sich die auf der unteren und der oberen Seite des Metallbands vorhandenen, blanken Bereiche 33, 35 paarweise, so dass die Mittellinien eines sich übereinander befindenden Paars von blanken Bereichen 33, 35 in einer zu den Oberflächen des Metallbands senkrechten Projektion zusammenfallen. Dabei befindet sich unter jedem blanken Bereich 33 ein blanken Bereich 35 und unter jedem blanken Bereich 35 ein blanker Bereich 33, so dass sich also die schmäleren Bereiche 33 und die breiteren Bereiche 35 paarweise gegenüberstehen.In the case of the
Die Raster-Abstände a und b sind zum Beispiel ungefähr gleich gross, könnten jedoch auch verschieden voneinander sein und betragen zweckmässigerweise mindestens 2 mm, zweckmässigerweise höchstens 5 mm und zum Beispiel ungefähr 3 mm. Die Breite c kann - abhängig von der Grösse des herzustellenden Katalysatorkörpers - in weiten Grenzen variiert werden und beträgt normalerweise mindestens 20 mm, normalerweise höchstens 100 mm und zum Beispiel ungefähr 30 mm. Die Breite s der blanken Bereiche des ersten Metallbands 15 beträgt vorzugsweise mindestens 0,05 mm, vorzugsweise höchstens 0,3 mm und zum Beispiel etwa 0,15 mm bis 0,2 mm. Die Breiten der blanken Bereiche 33 und 35 des zweiten Metallbands betragen vorzugsweise mindestens 0,05 mm, vorzugsweise höchstens 0,3 mm und zum Beispiel ungefähr 0,1 mm bzw. ungefähr 0,15 mm. Die Dicke der überzugsfreien Metallbänder 15, 17 beträgt zum Beispiel ungefähr 50 µm. Die Dicken der Überzüge 21 und 23 liegen vorzugsweise im Bereich von 15 µm bis 50 µm und betragen zum Beispiel ungefähr 30 µm.The pitches a and b are for example approximately the same size, but could also be different from each other and are expediently at least 2 mm, more preferably at most 5 mm and for example about 3 mm. The width c can be varied within wide limits, depending on the size of the catalyst body to be produced, and is normally at least 20 mm, normally at most 100 mm, and for example approximately 30 mm. The width s of the bare areas of the
Das zweite Metallband 17 wird beispielsweise vor den Aufbringen der Überzüge bei den nachher zu bildenden blanken, überzugsfreien Bereichen 33, 35 mit Löchern 31 versehen, die zum Beispiel durch Stanzen gebildet werden. Dabei wird zum Beispiel bei jedem Paar sich nachher gegenüberstehender Bereiche 33, 35 eine gerade Reihe von über die Breite des Metallbands 17 verteilten Löchern 31 gebildet. Eventuell konnten jedoch bei jedem Paar von sich gegenüberstehenden Bereichen nur zwei je in der Nähe von einem der Längsränder des Metallbands angeordnete Löcher oder sogar nur ein einziges Loch oder gar kein Loch gebildet werden.The
Das zweite Metallband 17 wird nach dem Aufbringen der Überzüge 23 derart gewellt, d.h. durch Umformen mit Wellen versehen, dass die Wellen und ihre Wellenscheitel senkrecht zu den Längsrändern des Metallbands verlaufen und dass jeder Wellenscheitel sich bei einem Paar einander.gegenüberstehender, blanker, überzugsfreier Bereiche 33, 35 befindet. Die Löcher 31 können beim Umformen des zweiten Metallbands verwendet werden, um mittels einer geeigneten Vorrichtung die richtige Positionierung des Metallbands zu gewährleisten, so dass die Wellenscheitel eben genau bei blanken Bereichen 33, 35 entstehen.The
Das mit Überzügen 21 versehene erste Metallband 15 und das mit Überzügen 23 und Wellen versehene zweite Metallband 17 werden mit einer nicht gezeichneten Schneidvorrichtung in erste Blechelemente 5 und zweite Blechelemente 7 zerschnitten, so dass die Blechelemente eine dem zu bildenden Katalysatorkörper 1 entsprechende Länge haben, die in weiten Grenzen variiert werden kann. Jedes Blechelement hat in einer Draufsicht einen viereckförmigen, nämlich vorzugsweise rechteckförmigen oder quadratförmigen Umriss. Jedes Blechelement hat dementsprechend vier paarweise zueinander parallele Ränder.The provided with
Eines der zweiten, gewellten Blechelemente ist separat in Figur 6 dargestellt. Ferner sind Abschnitte von ersten Blechelementen 5 und einem zweiten Blechelement 7 in den Figuren 8 und 9 ersichtlich. Jedes zweite Blechelement 8 hat Wellen mit Wellenscheiteln 37 und Wellenflanken 39. Die Wellenscheitel 37 verlaufen parallel zu zwei Rändern des Blechelements und sind im Querschnitt gebogen und/oder abgewinkelt und - wie es besonders deutlich in den Figuren 8 und 9 ersichtlich ist - bei den höchsten bzw. tiefsten Stellen aussen abgeflacht, so dass sie dort - d.h. auf der Aussenseite der den jeweiligen oberen oder unteren Wellenscheitel bildenden Halbwelle - eine schmale, streifenförmige, mindestens annähernd ebene Fläche haben. Die Wellenflanken 39 sind mindestens zum grössten Teil ungefähr eben, so dass jede Welle annähernd die Form eines Dreiecks aufweist. Das zweite Metallband 15 wird bei der Bildung der Wellen im Übrigen derart umgeformt, dass die sich auf der gleichen Seite des zweiten Metallbands 15 und auf der gleichen Seite eines davon abgeschnittenen, zweiten Blechelements 7 befindenden, aufeinander folgenden Wellenscheitel 37 voneinander einen Abstand e haben, der gleich dem Raster-Abstand a des ersten Metallbands 15 und eines davon abgeschnittenen, ersten Blechelements 5 ist.One of the second corrugated sheet metal elements is shown separately in FIG. Furthermore, sections of first
Jedes erste Blechelement 5 hat einen metallischen Kern, der vom ursprünglichen, überzugsfreien Teil des ersten Metallbands 15 gebildet und in den Figuren 8, 9 mit 41 bezeichnet ist. Jedes erste Blechelement 5 hat ferner erste Überzüge, die in den Figuren 8 und 9 wie die Überzüge des ersten Metallbands mit 21 bezeichnet sind. Jedes erste Blechelement hat des Weiteren blanke, überzugsfreie Bereiche, die wie beim ersten Metallband mit 25 bezeichnet sind. Jedes zweite Blechelement 7 hat einen metallischen Kern 43, der vom ursprünglichen, überzugsfreien Teil des zweiten Metallbands 17 gebildet ist, zweite Überzüge 23 und blanke, überzugsfreie Bereiche 33 und 35. Die schmäleren, blanken Bereiche 33 befinden sich auf der inneren Seite der Wellenscheitel 37. Die breiteren, blanken Bereiche 35 befinden sich auf der äusseren Seite der Wellenscheitel.Each first
Für die Bildung eines Katalysatorkörpers werden abwechselnd erste und zweite Blechelemente aufeinander gestapelt, so dass der in Figur 7 ersichtliche Stapel 3 entsteht. Die Blechelemente werden beim Aufeinanderstapeln derart angeordnet, dass die auf der Aussenseite der Wellenscheitel 37 der zweiten Blechelemente 7 vorhandenen, blanken, überzugsfreien Bereiche 35 auf blanken, überzugsfreien Bereichen 25 von ersten Blechelementen aufliegen, wie es in den Figuren 8 und 9 ersichtlich ist. Die streifenförmigen, blanken, überzugsfreien Bereiche 25 und 35 bilden dann Berührungsbereiche, bei denen sich die aufeinander aufliegenden Blechelemente paarweise berühren. Diese Berührungsbereiche sind dementsprechend über ihre ganzen Längen und insbesondere auch über die ganzen Längen der Wellenscheitel metallisch blank. Die Berührungsbereiche der einander benachbarten Blechelemente 5, 7 sind in zu den Wellenscheiteln senkrechten Querschnitten schmäler als die sie bildenden überzugsfreien Bereiche 25 bzw. 35. Jeder überzugsfreie Bereich 35 erstreckt sich in zu den Wellenscheiteln 37 senkrechten Richtungen auf beiden Seiten des ihn aufweisenden Wellenscheitels über den bei diesem Wellenscheitel vorhandenen Berührungsbereich hinaus. Zumindest wenn ein Wellenscheitel 37 gemäss den Figuren 8 und 9 mindestens annähernd in der Mitte eines überzugsfreien Bereiches 25 von einem ersten Blechelement 5 auf diesen aufliegt, erstreckt sich auch der überzugsfreie Bereich 25 in zum Wellenscheitel senkrechten Richtungen auf beiden Seiten des Wellenscheitels über diesen hinaus. Die vom Wellenscheitel zu Wellenscheitel gemessene Wellenhöhe beträgt vorzugsweise mindestens 0,5 mm vorzugsweise höchstens 3 mm und zum Beispiel 1 mm bis 2 mm.For the formation of a catalyst body, first and second sheet metal elements are alternately stacked on each other, so that the apparent in Figure 7
In Figur 7 sind noch Teile einer elektrischen Schweissvorrichtung 51 ersichtlich, die zum elektrischen Widerstandsschweissen ausgebildet ist. Die Schweissvorrichtung 51 hat zum Beispiel unten eine feststehende Elektrode 53 und oben eine Elektrode 55, die vertikal verstellbar ist und gegen die untere Elektrode 53 gedrückt werden kann. Die beiden Elektroden haben ebene, einander zugewandte Flächen. Der aus Blechelementen gebildete Stapel 3 wird zwischen den beiden Elektroden 53, 55 angeordnet und hat vorzugsweise zuunterst und zuoberst je ein zweites gewelltes Blechelement 7, das mit den sich auf der unteren bzw. oberen Seite des betreffenden Blechelements befindenden, blanken Bereichen 35 auf den einander zugewandten Flächen der Elektroden aufliegt. Die verstellbare Elektrode 55 wird nun in der Richtung der Pfeile 57 gegen den Stapel 3 und die Elektrode 53 gedrückt, wodurch auch die Blechelemente 5 und 7 des Stapels 3 gegeneinander gedrückt werden. Die Schweissvorrichtung 51 erzeugt dann einen elektrischen Stromstoss, so dass kurzzeitig ein grosser elektrischer Strom durch den Stapel 3 von Blechelementen fliesst. Der Stromstoss kann zum Beispiel durch Entladen eines vorher aufgeladenen, elektrischen Kondensators erzeugt werden. Der Kondensator kann zum Beispiel auf eine elektrische Spannung von ungefähr 3 kV aufgeladen, dann innerhalb von einigen wenigen Millisekunden mindestens weitgehend und mindestens zum grössten Teil entladen werden. Dadurch werden alle Blechelemente bei allen Wellenscheiteln, bei denen Blechelemente aufeinander aufliegen, über die ganzen Längen der Wellenscheitel miteinander verschweisst. Der Stapel 3 bildet nach diesem Schweissvorgang eine feste Einheit und kann nun zum Beispiel noch in die bereits erwähnte, in Figur 10 ersichtliche Hülse 9 eingesetzt und in dieser auf irgend eine Weise, beispielsweise durch einige Schweissverbindungen fixiert werden. Da der Stapel 3 von Blechelementen bereits selbst eine feste, stabile Einheit bildet, kann die Hülse sehr dünnwandig sein und beispielsweise Wanddicken aufweisen, die weniger als 1 mm und zum Beispiel höchstens oder ungefähr 0,5 mm betragen.In Figure 7 are still parts of an
Die Hülse 9 hat eine Achse und vier zu dieser parallele, im Wesentlichen ebene Wände, die zusammen ein durchgehendes Loch begrenzen, dessen Achse mit derjenigen der Hülse zusammenfällt. Der Stapel 3 ist derart in der Hülse 9 angeordnet, dass ein Paar Ränder jedes Blechelements und die Wellenscheitel der gewellten Blechelemente parallel zur Achse und zum Loch der Hülse verlaufen. Der Katalysatorkörper 1 weist dann von den einander benachbarten Blechelementen begrenzte, parallel zu den Wellen verlaufende Durchgänge für das Abgas auf. Der Katalysatorkörper 1 kann für sich allein oder zusammen mit mindestens einem anderen, gleich oder ähnlich ausgebildeten Katalysatorkörper zur Bildung eines Katalysators verwendet und in ein Gehäuse eingebaut werden, das einen Einlass sowie einen Auslass für das Abgas aufweist.The
Der Katalysatorkörper 1 ist sehr stabil und dauerhaft. Ferner sind die an die Durchgänge angrenzenden, bei der Benutzung des Katalysatorkörpers in Kontakt mit dem Abgas gelangenden Oberflächenabschnitte der Blechelemente praktisch vollständig durch die katalytisch aktives Material enthaltenden Überzüge gebildet, so dass der Katalysatorkörper auch eine wirkungsvolle katalytische Behandlung und Reinigung des Abgases ergibt.The
Der in Figur 11 ersichtliche Stapel 73 von Blechelementen weist abwechselnd aufeinander folgende erste, ebene Blechelemente 75 und zweite, gewellte Blechelemente 77 auf. Die Wellen der letzteren sind im Querschnitt jedoch nicht dreieckförmig, sondern bei den Wellenscheiteln und beispielsweise auch bei den Wellenflanken mehr gebogen und könnten beispielsweise ungefähr sinusförmig sein. Im Übrigen kann der Blechelementen-Stapel 73 ähnlich ausgebildet sein wie der Blechelementen-Stapel 3.The apparent in Figure 11
In Figur 12 sind Teile von zwei Blechelementen 83, 85 ersichtlich, die beide gewellt sind, einander ungefähr rechtwinklig kreuzende Wellenscheitel 87 bzw. 89 haben und bei den Kreuzungsstellen der Wellenscheitel aufeinander aufliegen. Die beiden Blechelemente haben Überzüge und entweder entlang den ganzen Wellenscheiteln oder nur gerade bei den Berührungsbereichen, bei denen die Wellenscheitel aufeinander aufliegen, und in der Umgebung dieser Berührungsbereiche blanke, überzugsfreie Bereiche. Es können nun noch zusätzliche Blechelemente 83, 85 mit einander kreuzenden Wellen aufeinander gestapelt und dann durch Widerstandsschweissen miteinander verschweisst werden. Jedes Paar von einander benachbarten Blechelemente 83, 85 ist nach dem Verschweissen bei einer Vielzahl von Berührungsbereichen fest miteinander verbunden. Der Stapel von Blechelementen bildet daher auch bei dieser Variante, die ausschliesslich gewellte Blechelemente aufweist, eine stabile Einheit.In FIG. 12, parts of two sheet-
Jedes Blechelement 83, 85 hat einen viereckförmigen, im Wesentlichen rechteckförmigen oder quadratförmigen Umriss und dementsprechend vier paarweise zueinander parallele Ränder. Die Wellen und Wellenscheitel jedes Blechelements sind parallel zu zwei der Ränder des Blechelements und senkrecht zu den zwei anderen Rändern des Blechelements. Der aus Blechelementen gebildete Stapel von solchen wird derart in einer Hülse 9 angeordnet, dass die Wellenscheitel von jeweils einem Blechelement von jedem Paar einander benachbarter und stellenweise aneinander anliegender Blechelemente parallel zu den Wänden der Hülse und zur Achse der Hülse sowie insbesondere zur Achse des von dieser im Querschnitt umschlossenen Lochs verlaufen. Die Wellen und Wellenscheitel der anderen Blechelemente verlaufen dann selbstverständlich senkrecht zu den Wänden und zur Achse der Hülse. Jedes Paar von einander benachbarter Blechelemente begrenzt dann einen im Allgemeinen parallel zur Achse und zu den Wellenscheiteln der einen Blechelemente verlaufenden Durchgang für das Abgas.Each
In Figur 13 ist ein Teil eines Katalysatorkörpers ersichtlich, der anstelle eines Stapels von Blechelementen eine Wicklung 93 aufweist, die durch Aufwickeln eines ersten, glatten, wellenfreien Blechelements 95 und eines zweiten, gewellten Blechelements 97 gebildet ist. Das erste, glatte wellenfreie Blechelement 95 ist dann nicht eben, sondern spiralförmig gebogen. Das zweite, gewellte Blechelement befindet sich mindestens zu einem grossen Teil zwischen zwei aufeinander folgenden Windungen des ersten Blechelements und liegt mit den Wellenscheiteln an diesen Windungen des ersten Blechelements an. Die Wicklung kann im Querschnitt voll sein oder im zentralen Bereich einen Hohlraum aufweisen. Der letztere kann im Querschnitt beispielsweise ungefähr kreisförmig oder ungefähr oval und/oder beispielsweise stellenweise abgeflacht sein. Bei diesem Katalysatorkörper bildet jede Windung von einem der beiden Blechelemente 95, 97 eine Blechelement-Lage. Im Übrigen haben die beiden Blechelemente Überzüge und einander teilweise berührende, blanke, überzugsfreie Bereiche und sind bei den von diesen gebildeten Berührungsbereichen fest miteinander verbunden, beispielsweise verschweisst. Das Verschweissen kann - abhängig von der Art und Form der Wicklung - beispielsweise sektorweise oder eventuell in einem einzigen Arbeitsgang durch Widerstandsschweissen erfolgen.FIG. 13 shows a part of a catalyst body which, instead of a stack of sheet metal elements, has a winding 93 which is formed by winding up a first, smooth, wave-free
Der teilweise in Figur 14 dargestellte Katalysatorkörper weist einen Stapel 103 von Blechelementen auf, der ein erstes, glattes, ungewelltes, mäanderförmig gebogenes und/oder gefaltetes Blechelement 105 und mehrere zweite, gewellte Blechelemente 107 besitzt. Das erste Blechelement bildet Schleifen mit ebenen Abschnitten. Die zweiten, gewellten Blechelemente sind - abgesehen von sich allenfalls an den beiden Enden des Stapels befindenden, zweiten Blechelementen - jeweils zwischen zwei ebenen Abschnitten des ersten, ungewellten Blechelements angeordnet. Bei diesem Katalysatorkörper bildet jeder ebene Abschnitt des Blechelements 105 und jedes Blechelement 107 eine Blechelement-Lage. Die Blechelemente haben wiederum Überzüge und blanke Berührungsbereiche, bei denen sie aneinander anliegen und miteinander verschweisst sind.The catalyst body partly shown in FIG. 14 has a
Die Fig. 15 zeigt Teile einer Einrichtung 131 zum Behandeln eines Metallbands 135, das zur Bildung eines in Fig. 17 dargestellten Katalysatorkörpers 121 dient. Der Katalysatorkörper 121 weist einen Stapel 123 von Blechelementen 125, 127 auf. Die letzteren umfassen abwechselnd aufeinander folgende erste Blechelemente 125 sowie zweite Blechelemente 127 und bilden je eine Blechelement-Lage. Die ersten und zweiten Blechelemente sind alle gewellt, haben jedoch verschieden verlaufende, einander unter schiefen Winkeln kreuzende Wellen. Der Stapel 123 von Blechelementen 125, 127 sitzt fest in einer metallischen Hülse 129.FIG. 15 shows parts of a
Das Metallband 135 besteht aus einem vor der Behandlung mit der Einrichtung 131 blanken Blech, nämlich zum Beispiel aus rostfreiem Stahl. Das Metallband 135 wurde in blankem Zustand und vor der Behandlung mit der Einrichtung 131 gewellt. Das Metallband 135 hat zueinander parallele Längsränder und Wellen. Die Wellen bilden mit der Längsrichtung und den Längsrändern des Metallbands einen von 90° verschiedenen Winkel β.The
Die Einrichtung 131 hat eine Vorrichtung, um stellenweise, nämlich bei den Wellenscheiteln 161 der Wellen des Metallbands 135, ein Antihaftmittel auf das Metallband 135 aufzubringen. Diese Vorrichtung weist zum Beispiel zwei einander im Abstand gegenüberstehende Rollen 137 bzw. Walzen 137 auf, die um zueinander parallele und zu den Längsrändern des Metallbands 135 senkrechte Achsen drehbar sind. Die beiden Rollen haben zylindrische Umfangsflächen, deren Durchmesser wesentlich grösser sind als die Wellenlänge des gewellten Metallbands. Die sich am nächsten beieinander befindenden Umfangsstellen dieser zylindrischen Umfangsflächen stehen voneinander in einem Abstand, der ungefähr gleich der von Wellenscheitel zu Wellenscheitel gemessenen Wellenhöhe des gewellten Metallbands 135 ist, so dass dieses zwischen den beiden Rollen hindurch bewegt werden kann und dabei die beiden Rollen bei den Wellenscheiteln berührt. Die beiden Rollen 137 werden beim Behandeln des gewellten Metallbands durch eine nicht gezeichnete Antriebsvorrichtung in einander entgegengesetzten, durch Pfeile bezeichnete Drehrichtungen 141 gedreht, so dass sie das Metallband zusammen mit zusätzlichen, nicht gezeichneten, beispielsweise Transportrollen aufweisenden Transportmitteln in der durch einen Pfeil bezeichneten Transportrichtung 143 in der Fig. 15 von links nach rechts transportieren. Die Einrichtung 131 weist ferner eine nicht gezeichnete Zufuhrvorrichtung auf, um den beiden Rollen 137 ein Antihaftmittel zuzuführen. Dieses besteht zum Beispiel aus einer organischen, wasserabstossenden, beim Auftragen mehr oder weniger fliessfähigen Substanz, etwa aus einem Wachs, das eventuell vor dem Auftragen zum Verbessern der Fliessfähigkeit etwas erwärmt wird. Das Antihaftmittel wird mit den beiden Rollen 137 bei den Wellenscheiteln 161 auf die Aussenseiten der den jeweiligen Wellenscheitel bildenden Halbwelle aufgetragen. Das Antihaftmittel bildet dann Antihaftmittel-Beläge 145, welche die Aussenflächen der Wellenscheitel bildende und/oder umfassende Oberflächenbereiche des Metallbands 135 über dessen ganze Breite, d.h. entlang der ganzen Länge der Wellenscheitel bedecken.The
Die Einrichtung 131 weist ferner eine Sprühvorrichtung 151 mit mindestens einer Sprühdüse 153 und nämlich mit mindestens zwei auf verschiedenen Seiten des Metallbands 131 angeordneten Sprühdüsen 153 auf, um das Metallband 135 zu besprühen. Die beiden Sprühdüsen sind in Bezug auf die Transportrichtung 143 nach den Rollen 137 angeordnet. Wenn das Metallband an den Sprühdüsen 153 vorbeibewegt wird, sprühen diese mindestens ein aus einer wässerigen Lösung und/oder Dispersion bestehendes Überzugsmaterial auf die beiden einander abgewandten Seiten oder Oberflächen des Metallbands 131 auf. Das Überzugsmaterial 155 enthält mindestens ein zur Bildung von einem porösen "wash coat" dienendes Metalloxid sowie katalytisch aktives Material, nämlich mindestens ein Edelmetall. Im Übrigen können das mindestens eine Metalloxid und das mindestens eine Edelmetall in ein und derselben Lösung und/oder Dispersion enthalten sein sowie zusammen auf das Metallband 135 aufgesprüht werden. Es ist jedoch auch möglich, das mindestens eine Metalloxid und das mindestens eine Edelmetall nacheinander mit verschiedenen Sprühdüsen auf das Metallband aufzusprühen. Die vorher stellenweise auf die beiden Oberflächen des Metallbands 135 aufgebrachten Antihaftmittel-Beläge 145 stossen das zersprühte, wässerige Überzugsmaterial ab, so dass das auf die beiden Oberflächen des Metallbands 135 gesprühte Überzugsmaterial nicht an den Antihaftmittel-Belägen 145, sondern nur an den blanken Oberflächenbereichen des Metallbands 135 anhaftet. Das am Metallband anhaftende Überzugsmaterial wird dann getrocknet und bildet danach feste Überzüge 157. Das Überzugsmaterial 155 kann beispielsweise derart aufgesprüht werden, dass die Überzüge 157 überall ungefähr gleich dick sind und überall ungefähr die gleiche Zusammensetzung haben. Das Aufsprühen kann jedoch eventuell auch derart erfolgen, dass die Dicken der Überzüge und/oder die pro Flächeneinheit vorhandene Mengen des katalytisch aktiven Materials in einer gewünschten, vorgegebenen Weise variieren. Im Übrigen können die Überzüge 157 ähnlich hergestellt werden sowie ähnlich zusammengesetzt und beschaffen sein, wie es für die Überzüge 21 und 23 beschrieben wurde. Die Antihaftmittel-Beläge 145 werden nach dem Aufsprühen sowie Trocknen des Überzugmaterials 155 sowie vor dem Verbinden der bereits erwähnten Blechelemente 125, 127 und/oder eventuell beim Verbinden der Blechelemente wieder entfernt. Das Entfernen der Antihaftmittel-Beläge kann beispielsweise mit Hilfe eines Lösungsmittels oder durch Erhitzen sowie Schmelzen und eventuell Verdampfen und/oder Verbrennen erfolgen.The
Das mit den Überzügen 157 versehene gewellte Metallband 135 wird vor oder nach dem Entfernen der Antihaftmittel-Beläge in Stücke zerschnitten, die alle gleich gross sind und die ersten Blechelemente 125 sowie zweiten Blechelemente 127 bilden. Drei der Blechelemente 125, 127 sind teilweise in den Figuren 16 und 18 ersichtlich. Wie schon geschrieben und wie es sich aus dem Herstellungsverfahren ergibt, haben sowohl die ersten Blechelemente 125 als auch die zweiten Blechelemente 127 Wellen. Die Wellen der Blechelemente haben Wellenscheitel, die in den Figuren 16 bis 18 wie diejenigen des Blechbands 135 in Fig. 15 mit 161 bezeichnet sind. Die Wellen haben ferner Wellenflanken 163. Jedes Blechelement 125, 127 hat einen vom ursprünglich blanken Metallband 135 gebildeten, metallischen Kern 167, auf diesen aufgebrachte Überzüge, die wie diejenigen des Metallbands mit 157 bezeichnet sind, und überzugsfreie Bereiche 159. Die beiden Oberflächen jedes Blechelements definieren bei dessen Wellenscheiteln zwei zueinander parallele Ebenen. Jedes der Blechelemente 125, 127 ist in einer senkrechten Draufsicht auf die von den Wellenscheiteln definierten Ebenen viereckförmig, nämlich rechteck- oder quadratförmig und hat dementsprechend vier Ränder, von denen zwei von den Längsrändern des Metallbands 135 gebildet sind und im Folgenden auch als Längsränder oder erste Ränder des Blechelements bezeichnet werden. Die Längsränder bzw. ersten Ränder jedes Blechelements 125, 127 sind gewellt. Die anderen, zweiten Ränder jedes Blechelements verlaufen in der genannten Draufsicht rechtwinklig zu den Längsrändern bzw. ersten Rändern des Blechelements. Die Überzüge 157 und die überzugsfreien Bereiche 159 erstrecken sich von einem Längsrand bzw. ersten Rand zum gegenüberliegenden Längsrand bzw. ersten Rand der Blechelemente 125, 127. Ferner bilden die überzugsfreien Bereiche selbstverständlich gleich wie die Wellenscheitel 161 einen von 90° verschiedenen Winkel β mit den Längsrändern bzw. ersten Rändern der Blechelemente.The
Die abgeschnittenen Blechelemente 125, 127 werden in der in Fig. 16 angedeuteten Weise derart zu einem Stapel 123 angeordnet, dass abwechselnd ein erstes Blechelement 125 und ein zweites Blechelement 127 aufeinander folgen und je eine erste bzw. zweite Blechelement-Lage bilden und dass die Wellen sowie insbesondere die Wellenscheitel 161 der einander paarweise benachbarten Blechelemente einander kreuzen. Wenn die Blechelemente 125, 127 zum Anliegen aneinander gebracht werden, berühren sie einander paarweise bei Berührungsbereichen, die schematisch in Fig. 17 dargestellt sowie mit 165 bezeichnet und von Teilen der aussen auf den Wellenscheiteln vorhandenen, überzugsfreien Bereiche 159 gebildet sind.The cut
Der von den Blechelementen 125, 127 gebildete Stapel 123 wird analog wie der in Fig. 7 dargestellte Stapel 3 von Blechelementen 5 und 7 zwischen zwei Elektroden einer Schweissvorrichtung angeordnet und zusammengedrückt. Dann werden die Blechelemente durch Widerstandsschweissen miteinander verschweisst. Der zum Schweissen benötigte elektrische Strom kann zum Beispiel - wie es schon bei der Beschreibung der Fig. 7 erwähnt wurde - durch Entladen eines elektrischen Kondensators erzeugt werden. Der Stapel 123 der miteinander verschweissten Blechelemente 125, 127 wird dann in die metallische, in Fig. 17 ersichtliche Hülse 129 eingesetzt. Diese ist ähnlich wie die in Fig. 10 ersichtliche Hülse 9 ausgebildet, hat wie diese vier Wände, ist an beiden Enden offen und im Querschnitt rechteckig oder quadratisch. Der Stapel 123 wird dabei derart in die Hülse 129 eingesetzt, dass die Längsrichtung der vier Wände der Hülse 129 und das von dieser begrenzte, durchgehende Loch senkrecht zu den vorgängig definierten Längsrändern bzw. ersten Rändern der Blechelemente 125, 127 sind. Der Stapel 123 wird in der Hülse 129 fixiert, beispielsweise an einigen Stellen mit dieser verschweisst.The
Die einander benachbarten Blechelemente 125, 127 bzw. Blechelement-Lagen des fertigen Katalysatorkörpers begrenzen paarweise zusammen einen Durchgang für das Abgas. Jeder dieser Durchgänge verläuft in der in Fig. 17 durch einen Pfeil bezeichneten allgemeinen Durchgangsrichtung 171 und/oder allgemeinen Abgas-Strömungsrichtung 171 parallel zu den Wänden der Hülse 129 senkrecht zu den gewellten Längsrändern bzw. ersten Rändern der Blechelemente. Die Wellen und Wellenscheitel 161 der paarweise aneinander anliegenden Blechelemente 125, 127 bzw. Blechelement-Lagen bilden miteinander einen von 90° verschiedenen, spitzen Winkel α. Die Wellen und die Wellenscheitel 161 der einander benachbarten und stellenweise paarweise miteinander verschweissten Blechelemente 125, 127 bilden mit der allgemeinen Durchgangsrichtung 171 und/oder allgemeinen Abgas-Strömungsrichtung 171 den Winkel α/2. Das Abgas wird daher beim Durchströmen eines Durchgangs durch die Wellen und die im Durchgang bei den Berührungsbereichen 165 vorhandenen Schweissverbindungen aus der allgemeinen Durchgangsrichtung 171 und/oder allgemeinen Abgas-Strömungsrichtung lokal unterschiedlich abgelenkt. Der Winkel β zwischen den Wellenscheiteln 161 und den Längsrändern bzw. ersten Rändern der Blechelemente beträgt vorzugsweise mindestens 60°, vorzugsweise höchstens 85° und zum Beispiel 70° bis 80°. Der Winkel α/2 beträgt dann vorzugsweise mindestens 5°, vorzugsweise höchstens 30° und zum Beispiel 10° bis 20°. Der Winkel α beträgt dementsprechend vorzugsweise mindestens 10°, vorzugsweise höchstens 60° und zum Beispiel 20° bis 40°.The adjacent
Die Überzüge 157 sowie überzugsfreien Bereiche 159 der Blechelemente 125, 127 sind besonders deutlich in Fig. 18 ersichtlich. Zu dieser Figur ist noch anzumerken, dass die Blechelemente in dieser Figur entlang einer Schnittebene geschnitten sind, die mit den Wellen den Winkel α/2 bildet und also nicht ganz rechtwinklig zu den Wellen verläuft. Die Wellenscheitel 161 haben auf ihrer Aussenseite bei ihrer höchsten Stelle einen schmalen Flächenabschnitt, der in einem zu den Wellenscheiteln senkrechten Schnitt wie auch in dem in Fig. 18 ersichtlichen Schnitt ziemlich flach gebogen sowie annähernd eben oder sogar - wie bei den in den Figuren 8, 9 ersichtlichen Wellenscheiteln 37 - genau eben ist. Die sich bei den Kreuzungsstellen der Wellenscheitel der einander paarweise benachbarten Blechelemente 125, 127 befindenden Längsabschnitte der fast oder genau ebenen Flächenabschnitte der Wellenscheitel 161 bilden dann die Berührungsbereiche 165, mit denen die einander benachbarten Blechelemente einander berühren und bei denen die Blechelemente miteinander verschweisst sind. Die einander berührenden und miteinander verschweissten Berührungsbereiche 165 der einander benachbarten Blechelemente sind in dem in Fig. 18 ersichtlichen Schnitt sowie auch in zu den Wellen sowie Wellenscheiteln senkrechten Schnitten und Richtungen schmäler als die sie bildenden, streifenförmigen, überzugsfreien Bereiche 159 und haben also in diesen Schnitten und Richtungen eine kleinere Abmessung als die überzugsfreien Bereiche 159. Die blanken, überzugsfreien Bereiche 159 erstrecken sich in diesen Schnitten und Richtungen insbesondere auch auf beiden Seiten der Berührungsbereiche 165 ein wenig über diese hinaus bis in die gebogenen Übergangsabschnitte, welche die Wellenscheitel 161 mit den an diese angrenzenden Wellenflanken verbinden, und/oder sogar ein wenig bis in die Wellenflanken hinein. Da sich die blanken, überzugsfreien Bereiche 159 der Oberflächen der gewellten Blechelemente 125, 127 über die ganzen Längen der Wellen und Wellenscheitel 161 erstrecken, haben die überzugsfreien Bereiche auch in der zu den Wellen sowie Wellenscheitel parallelen Richtung des betreffenden Blechelements eine grössere Ausdehnung als die Berührungsbereiche. Die überzugsfreien Bereiche 159 ragen daher bei allen Berührungsbereichen 165, die sich nicht gerade an einem Rand eines Blechelements befinden, um den ganzen Berührungsbereich herum über diesen hinaus. Dies gewährleistet, dass die Blechelemente beim Verschweissen bei den Berührungsbereichen mit blanken Flächenabschnitten der metallischen Kerne 167 aneinander anliegen und einfach, gut, solid und dauerhaft miteinander verschweisst werden können. Wie es in Fig. 18 ersichtlich ist, sind die Überzüge bei den Wellenscheiteln 161 jeweils nur auf der äusseren, konvexen Seite einer den Wellenscheitel bildenden Halbwelle durch einen überzugsfreien Bereich 159 unterbrochen. Dagegen ist auf der inneren, konkaven Seite der Wellenscheitel ein Abschnitt eines Überzugs vorhanden, der mit den Überzugsabschnitten auf den inneren, einander zugewandten Seiten der mit dem betreffenden Wellenscheitel 161 zusammenhängenden Wellenflanken 163 zusammenhängt.The
Soweit vorgängig nichts anderes geschrieben wurde, können die anhand der Figuren 11 bis 18 beschriebenen Herstellungsverfahren und Katalysatorkörper zum Beispiel ähnlich durchgeführt werden bzw. ähnlich ausgebildet sowie dimensioniert sein wie das Herstellungsverfahren bzw. der Katalysatorkörper, die anhand der Figuren 1 bis 10 beschrieben werden.Unless previously stated otherwise, the production method and catalyst body described with reference to FIGS. 11 to 18 can be carried out similarly or be designed and dimensioned similar to the production method or the catalyst body described with reference to FIGS. 1 to 10, for example.
Die Verfahren und die hergestellten Katalysatorkörper können noch auf andere Weisen geändert werden. Es könnten zum Beispiel gewisse Merkmale von verschiedenen beschriebenen Verfahren und den hergestellten Katalysatorkörper-Teilen miteinander kombiniert werden. So können die zur Bildung von gewellten Blechelementen dienenden Metallbänder auch bei den anhand der Figuren 1 bis 14 beschriebenen Ausführungsbeispielen eventuell gewellt werden, bevor die Überzüge aufgebracht werden. Die teilweise in Fig. 13 dargestellte Wicklung könnte statt aus einem ungewellten und einem gewellten Blechelement aus zwei gewellten Blechelementen mit einander kreuzenden Wellen gebildet sein. Statt das zur Bildung der Überzüge dienende Überzugsmaterial in einer der anhand der Figuren 1, 4, 15 beschriebenen Arten auf Metallbänder aufzusprühen, kann das Überzugsmaterial ähnlich wie bei anderen aus der Drucktechnik gekannten Druckverfahren derart auf Metallbänder aufgedruckt oder aufgebracht werden, dass die gewünschten Überzüge und überzugsfreien Bereiche entstehen. Das anhand der Figuren 15 bis 18 beschriebene Verfahren könnte dahingehend modifiziert werden, dass die aus separaten Stücken bestehenden Blechelemente 125, 127 durch abwechselnd aufeinander folgende, erste und zweite Blechelement-Lagen ersetzt werden, die aus Abschnitten eines einzigen zusammenhängenden Blechelements bestehen, das analog wie das in Fig. 14 ersichtliche, erste Blechelement 105 zickzackförmig oder mäanderförmig gebogen und/oder gefaltet ist. Ferner könnten die gewellten Blechelemente 125, 127 - analog wie es bereits als Möglichkeit für die gewellten Blechelemente 83, 85 erwähnt wurde - nur bei den Berührungsbereichen und in der näheren Umgebung dieser Berührungsbereiche überzugsfrei sein. Die überzugsfreien Bereiche würden sich dann nicht über die ganzen Längen der Wellenscheitel erstrecken, sollten aber vorzugsweise auch in der Richtung der Wellenscheitel eine etwas grössere Abmessung als die Berührungsbereiche haben und jedenfalls so bemessen sein, dass die Blechelemente mit blanken, metallischen Flächen aufeinander aufliegen. Des Weiteren könnten die Blechelemente statt durch Widerstandsschweissen eventuell durch ein anderes stoffschlüssiges Füge-Verfahren, zum Beispiel durch ein anderes Schweissverfahren oder durch Hartlöten oder Versintern bei den Berührungsbereichen zusammengefügt und durch Füge-Verbindungen fest sowie unlösbar miteinander verbunden werden. So könnte man zum Beispiel bei der teilweise in Fig. 13 dargestellten Wicklung 93 vorsehen, die Blechelemente statt durch Schweissen, durch Hartlöten miteinander zu verbinden.The processes and the catalyst bodies produced can still be changed in other ways. For example, certain features of various described processes and the manufactured catalyst body parts could be combined. So can the formation of corrugated metal elements serving metal bands may also be wavy in the embodiments described with reference to Figures 1 to 14, before the coatings are applied. The winding partially shown in FIG. 13 could be formed of two corrugated sheet metal elements with intersecting shafts instead of one corrugated and one corrugated sheet metal element. Instead of spraying the coating material used to form the coatings on metal strips in one of the ways described with reference to FIGS. 1, 4, 15, the coating material can be printed or applied to metal strips, as in other printing processes known from printing technology, in such a way that the desired coatings and Coating-free areas arise. The method described with reference to FIGS. 15 to 18 could be modified such that the
Claims (17)
- Method for the production of a catalyst body (1, 121) for a catalytic treatment of gas, in particular of exhaust gas of an internal combustion engine, comprising sheet metal element layers, each of which has a metallic core (41, 43, 167) and coats (21, 23, 157) containing catalytically active material, at least one of two sheet metal element layers adjacent to one another in the finished catalyst body (1, 121) being corrugated, and the sheet metal element layers adjacent to one another resting against one another and being joined to one another in coating-free regions (25, 35, 159), characterized in that the sheet metal element layers are provided with the coats (21, 23, 157) and coating-free regions (25, 33, 35, 159) before they are caused to rest against one another and are joined to one another in coating-free regions (25, 35, 159).
- Method according to claim 1, characterized in that each corrugated sheet metal element layer has wave summits (37, 87, 89, 161) having coating-free regions (25, 35, 159) which extend over the entire length of the wave summits (37, 87, 89, 161).
- Method according to claim 2, characterized in that the sheet metal element layers comprise first, smooth, wave-free sheet metal element layers and second, corrugated sheet metal element layers, that a stack (73, 103) comprising alternating first sheet metal element layers and second sheet metal element layers is formed and that the coats (21, 23) are applied, before the joining of the sheet metal element layers, to the first, smooth, wave-free sheet metal element layers so as to form strip-like, straight, coating-free regions (25) which, in the finished catalyst body (1), along the entire length of the wave summits (37) of a second sheet metal element layer, rest against these wave summits (37).
- Method according to claim 1 or 2, characterized in that all sheet metal element layers are corrugated and are stacked in such a way that wave summits (87, 89, 161) of the successive sheet metal element layers intersect one another so as to form, at the intersection points, contact regions (165) which are formed by parts of the coating-free regions (159).
- Method according to any of claims 1 to 4, characterized in that the coats (21, 23, 157) are applied to the sheet metal element layers only after the formation of the waves of the corrugated sheet metal element layers.
- Method according to any of claims 1 to 5, characterized in that the coats (21, 23, 157) are applied by spraying on or printing on of coating material (155) in such a way that no coating material reaches those surface regions of the cores (41, 43) which are intended for the formation of the coating-free regions (25, 33, 35), and/or that at least no coating material (155) adheres to these surface regions of the cores (41, 43).
- Method according to any of claims 1 to 6,
characterized in that, before the coats (157) are applied, an antiadhesion coating (145) is applied to the surface regions of the metallic core (167) of each sheet metal element layer which are intended for the formation of the coating-free regions (159), ana that the antiadhesion coating (145) prevents a coating material (155) subsequently applied for the formation of the coats (157) to the core (167) of the sheet metal element layers from adhering to the core (167), the antiadhesion coatings (145) comprising, preferably, at least one organic substance, for example, a wax, the coating material (155) being preferably applied in the form of an aqueous solution and/or dispersion to the cores (167), and the antiadhesion coatings (145) preferably being removed after the application of the coats (157) and preferably before the joining and/or, possibly, during the joining of the sheet metal element layers adjacent to one another. - Method according to any of claims 1 to 7, characterized in that the sheet metal element layers adjacent to one another are caused to rest against one another in the coating-free regions (25, 35, 159) with metallic surfaces and are joined to one another by material closure, for example, by welding, brazing or sintering.
- Method according to any of claims 1 to 8, characterized in that the sheet metal element layers are simultaneously joined to one another in the coating-free regions (25, 35, 159) in which they rest against one another.
- Method according to any of claims 1 to 9, characterized in that, for joining the sheet metal element layers, two electrodes (53, 55) are pressed against those sides of a stack (3, 73, 103, 123) or of a coil (93) of sheet metal element layers which are opposite one another, and that the sheet metal element layers are joined to one another by resistance welding, an electrical current serving for resistance welding being, for example, generated by discharge of an electrical capacitor.
- Catalyst body for a catalytic treatment of gas, in particular of exhaust gas of an internal combustion engine, the catalyst body, for example, being producible by the method according to any of claims 1 to 10, the catalyst body comprising sheet metal element layers having a metallic core (41, 43, 167) and having coats (21, 23, 157) containing catalytically active material, at least one of two sheet metal element layers adjacent to one another in the finished catalyst body being corrugated and having wave summits (37, 87, 89, 161), and the sheet metal element layers adjacent to one another having coating-free regions (25, 35, 159) at wave summits (37, 87, 89, 161), resting against one another in contact regions (165) formed by said coating-free regions and being joined to one another in said contact regions, characterized in that each contact region (165) has, in a direction perpendicular to the wave summit (37, 87, 89, 161) of the sheet metal element layer comprising or touching it, a smaller dimension than the coating-free region (25, 35, 159) forming it.
- Catalyst body according to claim 11,
characterized in that the sheet metal element layers rest against one another with metallic surfaces in the contact regions and are joined to one another by a join which is produced by welding or brazing or sintering, and that each coating-free region (35, 159) of a corrugated sheet metal element layer which is present at a wave summit (37, 87, 89, 161) projects on both sides of the wave summit (37, 87, 89, 161) beyond the contact region and beyond the surface region connected by a joint to an adjacent sheet metal element layer. - Catalyst body according to claim 11 or 12, characterized in that the sheet metal element layers are joined to one another by weld joints in the contact regions.
- Catalyst body according to any of claims 11 to 13, characterized in that all sheet metal element layers are corrugated and that the wave summits (87, 89, 161) of the sheet metal element layers adjacent to one another make an angle (α) with one another.
- Catalyst body according to claim 14,
characterized in that said angle (α) made by the wave summits of adjacent sheet metal element layers with one another is at least 10°, at most 60° and, for example, 20° to 40°, and that the adjacent sheet metal element layers together bound passages having a general passage direction (171) which makes an angle (α/2) of at most 30° with the wave summits (161). - Catalyst body according to claim 14,
characterized in that the angle made by the wave summits (87, 89) of the sheet metal element layers adjacent to one another is about 90°, the sheet metal element layers, preferably, being arranged in such a way that they bound passages for the gas which are approximately parallel to the wave summits of, in each case, one sheet metal element layer of the sheet metal element layers adjacent to one another in pairs. - Catalyst body according to any of claims 11 to 16, characterized in that each sheet metal element layer consists of a separate sheet metal element (5, 7, 75, 77, 83, 85, 125, 127) and the sheet metal element layers together form a stack (3, 73, 123) or that the sheet metal element layers consist of windings of a coil (93) formed from two sheet metal elements (95, 97), or that a meandering and/or folded sheet metal element (105) is present which forms sheet metal element layers of a stack (103) of sheet metal element layers.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH19012003 | 2003-11-05 | ||
| CH19012003 | 2003-11-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1529934A1 EP1529934A1 (en) | 2005-05-11 |
| EP1529934B1 true EP1529934B1 (en) | 2007-08-22 |
Family
ID=34427758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP04405671A Active EP1529934B1 (en) | 2003-11-05 | 2004-11-03 | Catalyst body and method for its manufacturing |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1529934B1 (en) |
| AT (1) | ATE371102T1 (en) |
| DE (1) | DE502004004710D1 (en) |
| ZA (1) | ZA200408957B (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE502006000817D1 (en) * | 2005-05-11 | 2008-07-10 | Scambia Ind Dev Ag | Process for the preparation of at least one sheet metal element, process for the preparation of at least one catalyst body, produced sheet metal element and produced catalyst body |
| ATE551110T1 (en) * | 2006-10-23 | 2012-04-15 | Scambia Ind Dev Ag | DEVICE FOR CATALYTIC CONVERSION AND FILTERING PARTICLES CONTAINED IN EXHAUST GASES |
| DE102009018422A1 (en) | 2009-04-22 | 2010-11-04 | Emitec Gesellschaft Für Emissionstechnologie Mbh | Process for producing a coated honeycomb body |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3037796C2 (en) * | 1980-10-07 | 1983-06-30 | Interatom Internationale Atomreaktorbau Gmbh, 5060 Bergisch Gladbach | Method of soldering and its use |
| US5094074A (en) * | 1990-02-23 | 1992-03-10 | Nissan Motor Co., Ltd. | Catalytic converter with metallic carrier and method for producing same |
| DE4411302C1 (en) * | 1994-03-31 | 1995-10-19 | Degussa | Process for the preparation of a coated, monolithic supported catalyst |
| EP1255077B1 (en) * | 2001-04-30 | 2008-06-11 | ALSTOM Technology Ltd | Device for the combustion of a gaseous mixture of fuel and oxidant |
| US6982065B2 (en) * | 2001-08-08 | 2006-01-03 | Alstom Technology Ltd | Catalyzer |
-
2004
- 2004-11-03 EP EP04405671A patent/EP1529934B1/en active Active
- 2004-11-03 AT AT04405671T patent/ATE371102T1/en not_active IP Right Cessation
- 2004-11-03 DE DE502004004710T patent/DE502004004710D1/en active Active
- 2004-11-04 ZA ZA2004/08957A patent/ZA200408957B/en unknown
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE371102T1 (en) | 2007-09-15 |
| DE502004004710D1 (en) | 2007-10-04 |
| ZA200408957B (en) | 2005-07-27 |
| EP1529934A1 (en) | 2005-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE19680093B4 (en) | Honeycomb body with flow-through channels of different flow resistance | |
| EP0514326B1 (en) | Catalyst for the catalytic treatment of exhaust gas | |
| EP2422058B1 (en) | Honeycomb body heatable in multiple stages | |
| EP2823165B1 (en) | Honeycomb body for exhaust gas post-treatment | |
| EP0676534B1 (en) | Catalyst means for the catalytic treatment of exhaust gases, catalytic converter and manufacturing method of the catalyst means | |
| EP2836687B1 (en) | Electrical connection of several sheet metal layers of an electrically heatable honeycomb structure and corresponding honeycomb structure | |
| EP0484364A1 (en) | Honeycomb body with internal inflow edges, in particular catalyst body for motor vehicles. | |
| DE3922264C2 (en) | Support body made of metal for an exhaust gas purification catalyst and method for its production | |
| WO1992018757A1 (en) | Device for the catalytic conversion of exhaust gases | |
| EP1590557A1 (en) | Method and tool for producing structured sheet metal layers, and catalyst support | |
| DE60126327T2 (en) | Honeycomb structure and method for making it | |
| EP2422060B1 (en) | Method for producing a coated honeycomb structure and corresponding honeycomb structure | |
| EP0396131B1 (en) | Heat-exchanger | |
| DE3744265C2 (en) | Soot filter for exhaust gas cleaning in motor vehicles | |
| DE4411302C1 (en) | Process for the preparation of a coated, monolithic supported catalyst | |
| EP0775808B1 (en) | Process for manufacturing the body of a catalyst for the catalytic treatment of gases, catalytic body and catalyst | |
| EP1529934B1 (en) | Catalyst body and method for its manufacturing | |
| EP1525378B1 (en) | Metallic layer with regions of varying material thickness, method for production of such a metallic layer and honeycomb at least partly made from such metallic layers | |
| WO2003087549A1 (en) | Calibrated catalyst carrier element comprising a corrugated sheath and method for the production thereof | |
| EP1721694B1 (en) | Method for producing at least one metal sheet element, method for producing at least one catalyst body, produced metal sheet element and catalyst body | |
| DE10015212A1 (en) | Metallic carrier production for catalytic converter, involves winding metal sheets in cylinder form so that end portion of protrusion provided on each sheet joins with surface of adjoining sheet | |
| EP0812246A1 (en) | Honeycombed body with only partial attachment to a protective tube | |
| EP0988109B1 (en) | Metallic catalyst support for purifying an exhaust gas current, especially of a small engine | |
| DE602004005949T2 (en) | metal support | |
| EP1329602B1 (en) | Metal foil with embossed structure for use in exhaust gas purification and tool and process for preparing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL HR LT LV MK YU |
|
| 17P | Request for examination filed |
Effective date: 20051111 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LU MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502004004710 Country of ref document: DE Date of ref document: 20071004 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071222 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071122 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071203 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20070822 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071123 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080122 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| BERE | Be: lapsed |
Owner name: SCAMBIA INDUSTRIAL DEVELOPMENTS AKTIENGESELLSCHAFT Effective date: 20071130 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071122 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| 26N | No opposition filed |
Effective date: 20080526 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080223 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081130 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20081130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071130 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: HABBEL & HABBEL, DE |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: HABBEL & HABBEL, DE Effective date: 20150407 Ref country code: DE Ref legal event code: R081 Ref document number: 502004004710 Country of ref document: DE Owner name: SCAMBIA HOLDINGS CYPRUS LTD., CY Free format text: FORMER OWNER: SCAMBIA INDUSTRIAL DEVELOPMENTS AG, SCHAAN, LI Effective date: 20150407 Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: HABBEL UND HABBEL PATENTANWAELTE PARTG MBB, DE Effective date: 20150407 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502004004710 Country of ref document: DE Representative=s name: PATENTANWAELTE OLBRICHT, BUCHHOLD, KEULERTZ PA, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231121 Year of fee payment: 20 |