EP1518638A1 - Werkzeugmaschine mit aktiver Schallminderung - Google Patents
Werkzeugmaschine mit aktiver Schallminderung Download PDFInfo
- Publication number
- EP1518638A1 EP1518638A1 EP03019903A EP03019903A EP1518638A1 EP 1518638 A1 EP1518638 A1 EP 1518638A1 EP 03019903 A EP03019903 A EP 03019903A EP 03019903 A EP03019903 A EP 03019903A EP 1518638 A1 EP1518638 A1 EP 1518638A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- machine tool
- processing
- microphone
- phase
- tool according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003754 machining Methods 0.000 claims description 15
- 238000005553 drilling Methods 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/175—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using interference effects; Masking sound
- G10K11/178—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using interference effects; Masking sound by electro-acoustically regenerating the original acoustic waves in anti-phase
- G10K11/1785—Methods, e.g. algorithms; Devices
- G10K11/17857—Geometric disposition, e.g. placement of microphones
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/175—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using interference effects; Masking sound
- G10K11/178—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using interference effects; Masking sound by electro-acoustically regenerating the original acoustic waves in anti-phase
- G10K11/1787—General system configurations
- G10K11/17875—General system configurations using an error signal without a reference signal, e.g. pure feedback
-
- G—PHYSICS
- G10—MUSICAL INSTRUMENTS; ACOUSTICS
- G10K—SOUND-PRODUCING DEVICES; METHODS OR DEVICES FOR PROTECTING AGAINST, OR FOR DAMPING, NOISE OR OTHER ACOUSTIC WAVES IN GENERAL; ACOUSTICS NOT OTHERWISE PROVIDED FOR
- G10K11/00—Methods or devices for transmitting, conducting or directing sound in general; Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/16—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general
- G10K11/175—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using interference effects; Masking sound
- G10K11/178—Methods or devices for protecting against, or for damping, noise or other acoustic waves in general using interference effects; Masking sound by electro-acoustically regenerating the original acoustic waves in anti-phase
- G10K11/1787—General system configurations
- G10K11/17879—General system configurations using both a reference signal and an error signal
- G10K11/17881—General system configurations using both a reference signal and an error signal the reference signal being an acoustic signal, e.g. recorded with a microphone
Definitions
- the present invention relates to a machine tool, in particular for Machining of workpieces.
- Such a machine tool is for example by DE 199 07 617 A1 known.
- the known from DE 199 07 617 A1 machine tool has an im Machine frame pivotally mounted about a horizontal axis Double swivel table, whose one swivel table as a processing page and its another swivel table is provided as component side.
- the editing and Placement pages are separated by a splash guard and can be reversed by pivoting the double swivel table. Since the Double swivel table also equipped during the processing phase is the person who performs this assembly, the processing noise in full volume of up to about 90 dB exposed.
- the volume of the Machine tool to reduce outgoing machining noise.
- the goal is to eliminate all processing noise in the At least partially eliminate environment of the machine tool.
- a machine tool with at least one microphone for detecting processing noises of Machine tool, a phase shifter, which detected the amplitudes of Processing noises phase shifted by about 180 °, and at least one Speaker for outputting the phase-shifted processing noise.
- the processing noise of the machine tool corresponding noises whose amplitudes are phase-shifted by 180 °, superimposed, whereby the processing noise by interference with the phase-shifted processing sounds largely, ideally completely, be eliminated.
- This active noise reduction is both horizontal and used in vertical machine tools.
- each speaker is at such a distance from the place of origin Processing noise arranged that the processing noise and the phase-shifted machining noise in the environment of the machine tool at least partially eliminated.
- each is Speakers at such a distance to the place of origin Processing noise arranged that the processing noise and the phase-shifted machining noise at least at one Operating workstation of the machine tool, in particular on Placement workstation, at least partially eliminated.
- these are at least a microphone and the at least one speaker in the immediate vicinity of the Place of origin of the processing noise arranged.
- the machine tool is preferably in a processing side and a Component side, with at least one microphone and at least one Loudspeakers are arranged on the processing side.
- that can at least one microphone on or in the headstock of a work spindle of Machine tool to be arranged.
- the Machine tool mounted on an axis double swivel table, one swivel table as the processing side and the other swivel table as assembly side by pivoting the double swing table interchangeable are.
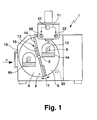
- a double pivoting table (double pivoting bar) 4 is pivotally mounted about a horizontal axis 3, one of its pivoting tables 4a (in FIG Machining page 5 and the other pivot table 4 b is provided on the component side 6 .
- the two pivoting tables 4a, 4b are mounted pivotably about a horizontal pivot axis 9 between and on two pivoting disks 8 , which are mounted laterally on the machine frame 2 about the horizontal axis 3.
- the swivel table 4b is equipped with open front door 10 with new workpieces, which are then edited by swapping the swivel tables 4a, 4b on the tool side 5 by means of recorded in the vertical work spindle 11 tool.
- both swiveling tables 4a, 4b are swiveled around their swivel axes 9 in the swiveling direction 12 as well as the swiveling swiveling table 4 in the swiveling direction 7 by 180.degree., Whereby the swivel tables 4a, 4b are replaced by those shown in FIG Arrangement results.
- a fixed splash guard wall 13 (eg, a thin sheet) is fixed, which in the illustrated in Fig. 1 Schwenkendposition of the double swivel table 4, the machining and assembly sides 5, 6 from each other.
- This splash guard wall 13 extends in a radial plane of the horizontal axis 3 between the two pivoting tables 4a, 4b and has on both sides of the horizontal axis 3 in the radially outer region in each case a wall opening 14 which is closable with a sliding door 15 .
- the two sliding doors 15 are each to be operated alternately in one of the two pivot end positions of the double swivel table 4.
- the swivel tables 4a, 4b are mounted on the swash plates 8 via their side walls 16 and on the vertical side walls 17 of the machine frame 2. On the two side walls 17 also loads the two-spindle work spindle 11 supporting cross member 18th
- a microphone 20 On the machining side 5, more precisely, on the headstock of the work spindle 11, a microphone 20 is arranged, which detects the machining noise of the machine tool 1 on the machining side 5. The detected processing noises are supplied to a phase shifter 21 , which phase-shifts the amplitudes of the detected processing noises by 180 °.
- two speakers 22 are further arranged, which deliver the phase shifter 21 supplied phase-shifted processing noise.
- the loudspeakers 22 are arranged at such a distance from the place of origin of the processing noises, ie to the machined workpiece or to the work spindle 11, that the processing noises and the phase-shifted processing noises cancel each other out as completely as possible due to interference in the environment of the machine tool 1.
- the microphone 20 is arranged centrally between the two speakers 22. As indicated by dashed lines in Fig. 1, the microphone 20 may be arranged on the processing side 5 alternatively or additionally also far from the place of origin of the processing noise.
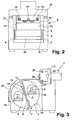
- a machine tool 1 ' with horizontal work spindle 11' is shown at the headstock - as in the vertical machine tool 1 - a microphone 20 and two speakers 22 are arranged, which deliver the phase shifter 21 supplied phase-shifted processing noise.
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Acoustics & Sound (AREA)
- Multimedia (AREA)
- Auxiliary Devices For Machine Tools (AREA)
- Soundproofing, Sound Blocking, And Sound Damping (AREA)
Abstract
Description
- Fig. 1
- eine erfindungsgemäße vertikale Werkzeugmaschine mit einem Doppelschwenktisch als Werkstückträger in einer Seitenansicht;
- Fig. 2
- die Vorderansicht der Werkzeugmaschine entsprechend II in Fig. 1 bei abgenommener Fronttür; und
- Fig. 3
- eine erfindungsgemäße horizontale Werkzeugmaschine mit einem Doppelschwenktisch als Werkstückträger in einer Ansicht analog zur Fig. 1.
Claims (9)
- Werkzeugmaschine (1; 1') mit mindestens einem Mikrofon (20) zum Erfassen von Bearbeitungsgeräuschen der Werkzeugmaschine (1; 1'), einem Phasenverschieber (21), der die Amplituden der erfassten Bearbeitungsgeräusche um ca. 180° phasenverschiebt, und mindestens einem Lautsprecher (22) zur Abgabe der phasenverschobenen Bearbeitungsgeräusche.
- Werkzeugmaschine nach Anspruch 1, dadurch gekennzeichnet, dass jeder Lautsprecher (22) in solch einem Abstand zum Entstehungsort der Bearbeitungsgeräusche angeordnet ist, dass die Bearbeitungsgeräusche und die phasenverschobenen Bearbeitungsgeräusche im Umfeld der Werkzeugmaschine (1; 1') wenigstens teilweise eliminiert sind.
- Werkzeugmaschine nach Anspruch 1, dadurch gekennzeichnet, dass jeder Lautsprecher (22) in solch einem Abstand zum Entstehungsort der Bearbeitungsgeräusche angeordnet ist, dass die Bearbeitungsgeräusche und die phasenverschobenen Bearbeitungsgeräusche zumindest an einem Bedienungsarbeitsplatz der Werkzeugmaschine (1) wenigstens teilweise eliminiert sind.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das mindestens eine Mikrofon (20) und der mindestens eine Lautsprecher (22) in unmittelbarer Nähe des Entstehungsortes der Bearbeitungsgeräusche angeordnet sind.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Werkzeugmaschine (1) in eine Bearbeitungsseite (5) und eine Bestückungsseite (6) unterteilt ist und dass mindestens ein Mikrofon (20) und mindestens ein Lautsprecher (22) auf der Bearbeitungsseite (5) angeordnet sind.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass das mindestens eine Mikrofon (20) am oder im Spindelkasten einer Arbeitsspindel (11; 11') der Werkzeugmaschine (1; 1') angeordnet ist.
- Werkzeugmaschine nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Werkzeugmaschine (1; 1') in eine Bearbeitungsseite (5) und eine Bestückungsseite (6) unterteilt ist und dass mindestens ein Mikrofon (20) auf der Bearbeitungsseite (5) und mindestens ein Lautsprecher (22) auf der Bestückungsseite (6) angeordnet ist.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, gekennzeichnet durch einen um eine Achse (3) gelagerten Doppelschwenktisch (4), dessen einer Schwenktisch (4a) als Bearbeitungsseite (5) und dessen anderer Schwenktisch (4b) als Bestückungsseite (6) durch Verschwenken des Doppelschwenktisches (4) vertauschbar sind.
- Werkzeugmaschine nach einem der vorhergehenden Ansprüche, gekennzeichnet durch mindestens eine horizontal oder vertikal angeordnete Arbeitsspindel (11; 11').
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03019903A EP1518638B1 (de) | 2003-09-02 | 2003-09-02 | Werkzeugmaschine mit aktiver Schallminderung |
| DE50305274T DE50305274D1 (de) | 2003-09-02 | 2003-09-02 | Werkzeugmaschine mit aktiver Schallminderung |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03019903A EP1518638B1 (de) | 2003-09-02 | 2003-09-02 | Werkzeugmaschine mit aktiver Schallminderung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1518638A1 true EP1518638A1 (de) | 2005-03-30 |
| EP1518638B1 EP1518638B1 (de) | 2006-10-04 |
Family
ID=34178394
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03019903A Expired - Lifetime EP1518638B1 (de) | 2003-09-02 | 2003-09-02 | Werkzeugmaschine mit aktiver Schallminderung |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1518638B1 (de) |
| DE (1) | DE50305274D1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011072908A1 (de) * | 2009-12-15 | 2011-06-23 | Robert Bosch Gmbh | Elektrowerkzeug |
| FR2962358A1 (fr) * | 2010-07-07 | 2012-01-13 | Briot Int | Dispositif d'usinage de verre optique comportant un systeme antibruit et/ou antivibration et procede associe |
| DE102013206547A1 (de) * | 2013-04-12 | 2014-10-16 | Airbus Operations Gmbh | Nietvorrichtung und Nietverfahren |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1199925A (en) * | 1966-09-08 | 1970-07-22 | Midland Transformer Company Lt | Improvements in or relating to Noise Reduction |
| GB2126837A (en) * | 1982-08-19 | 1984-03-28 | British Aerospace | Noise suppression |
| DE19907617A1 (de) * | 1999-02-23 | 2000-08-31 | Schwaebische Werkzeugmaschinen | Werkzeugmaschine mit Doppelschwenktisch |
-
2003
- 2003-09-02 EP EP03019903A patent/EP1518638B1/de not_active Expired - Lifetime
- 2003-09-02 DE DE50305274T patent/DE50305274D1/de not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1199925A (en) * | 1966-09-08 | 1970-07-22 | Midland Transformer Company Lt | Improvements in or relating to Noise Reduction |
| GB2126837A (en) * | 1982-08-19 | 1984-03-28 | British Aerospace | Noise suppression |
| DE19907617A1 (de) * | 1999-02-23 | 2000-08-31 | Schwaebische Werkzeugmaschinen | Werkzeugmaschine mit Doppelschwenktisch |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011072908A1 (de) * | 2009-12-15 | 2011-06-23 | Robert Bosch Gmbh | Elektrowerkzeug |
| FR2962358A1 (fr) * | 2010-07-07 | 2012-01-13 | Briot Int | Dispositif d'usinage de verre optique comportant un systeme antibruit et/ou antivibration et procede associe |
| DE102013206547A1 (de) * | 2013-04-12 | 2014-10-16 | Airbus Operations Gmbh | Nietvorrichtung und Nietverfahren |
| US9375781B2 (en) | 2013-04-12 | 2016-06-28 | Airbus Operations Gmbh | Riveting device and riveting method |
Also Published As
| Publication number | Publication date |
|---|---|
| DE50305274D1 (de) | 2006-11-16 |
| EP1518638B1 (de) | 2006-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102006034123B4 (de) | Fräs- und Bohrmaschine sowie Werkstücktischanordnung | |
| DE10020879B4 (de) | Vorrichtung zum mechanischen Vor- und/oder Fertigbearbeiten von Gussteilen | |
| EP2658676B1 (de) | Programmgesteuerte werkzeugmaschine | |
| EP2714307B1 (de) | Werkzeugmaschine | |
| DE60303672T2 (de) | Werkzeugmaschine | |
| EP1754568A1 (de) | Werkzeugmaschine mit automatischer Abdeckung im Dachbereich | |
| DE102011105402A1 (de) | Fräs-, Dreh-, Schleif-Maschine mit 2-Achsen-Schwenk-Drehtisch mit zusätzlicher vertikal verfahrbarer Pinole und Drehaufnahme im Vertikal-Fraäs-Dreh-Schlitten und mit zusätzlichem Vertikal-Schleif-Dreh-Stößel mit integrierter Schleifspindel und Drehaufnahme | |
| DE102010005630B4 (de) | Komplettbearbeitung von Werkzeugen | |
| DE19907617C2 (de) | Werkzeugmaschine mit Doppelschwenktisch | |
| DE202016005106U1 (de) | Bearbeitungszentrum | |
| DE202010016314U1 (de) | Maschine zur Bearbeitung von gegossenen oder geschmiedeten Felgen | |
| DE102010051865A1 (de) | Werkzeugmaschine | |
| DE10252824A1 (de) | Werkzeugmaschine | |
| DE10258734A1 (de) | Werkzeugmaschine | |
| DE202017101179U1 (de) | Aufspannkörper einer Werkstück-Spannvorrichtung | |
| EP1125677A1 (de) | Universal-Werkzeugmaschine | |
| EP1518638B1 (de) | Werkzeugmaschine mit aktiver Schallminderung | |
| EP2123379A1 (de) | Fräs- und Drehmaschine | |
| DE10007578C2 (de) | Einspannvorrichtung für zu lackierende Gegenstände | |
| DE102016121200A1 (de) | Bearbeitungszentrum zum Bearbeiten von Werkstücken | |
| DE102006052933B3 (de) | Werkzeugmaschine für manuelle Beladung | |
| DE102008046086B4 (de) | Schleifmaschine | |
| WO2006072356A1 (de) | Werkzeugmaschine mit dreh-schwenk-einheit und spanabführungsausnehmungen | |
| EP1216773B1 (de) | Werkzeugmaschine, insbesondere Fräsbearbeitungszentrum | |
| DE2441657A1 (de) | Werkzeugmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20040701 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| AKX | Designation fees paid |
Designated state(s): DE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE |
|
| REF | Corresponds to: |
Ref document number: 50305274 Country of ref document: DE Date of ref document: 20061116 Kind code of ref document: P |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070705 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20220927 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50305274 Country of ref document: DE |