EP1411158A1 - Conjugated yarn and fiber reinforced plastic - Google Patents
Conjugated yarn and fiber reinforced plastic Download PDFInfo
- Publication number
- EP1411158A1 EP1411158A1 EP02257156A EP02257156A EP1411158A1 EP 1411158 A1 EP1411158 A1 EP 1411158A1 EP 02257156 A EP02257156 A EP 02257156A EP 02257156 A EP02257156 A EP 02257156A EP 1411158 A1 EP1411158 A1 EP 1411158A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fiber
- tenacity
- reinforcing
- yarn
- conjugated yarn
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/22—Yarns or threads characterised by constructional features, e.g. blending, filament/fibre
- D02G3/38—Threads in which fibres, filaments, or yarns are wound with other yarns or filaments, e.g. wrap yarns, i.e. strands of filaments or staple fibres are wrapped by a helically wound binder yarn
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
- D02G3/447—Yarns or threads for specific use in general industrial applications, e.g. as filters or reinforcement
Definitions
- the present invention relates to a conjugated yarn for use in weaving or knitting of a reinforcing fiber material to be used to ensure the strength of a carbon fiber reinforced plastic (hereinafter referred to as "CFRP") for example, and to a fiber reinforced plastic (hereinafter referred to as "FRP”) employing such a conjugated yarn.
- CFRP carbon fiber reinforced plastic
- FRP fiber reinforced plastic
- CFRP products such as shafts of golf clubs, fishing rods and concrete-reinforcing members.
- Widely known ones of such methods include, for example, a method (1) comprising the steps of: weaving a fabric with a carbon fiber yarn; allowing the woven fabric to be impregnated with a thermosetting resin to form a prepreg; forming the prepreg into a product shape; and thermosetting the prepreg thus shaped, and a method (2) comprising the steps of: weaving or knitting a preform with a carbon fiber yarn; allowing the preform to be impregnated with a resin matrix; and thermosetting the matrix impregnating the preform.
- Flexure stress works on such a carbon fiber yarn used in the method (1) or (2) during the weaving or knitting process. If the carbon fiber yarn is ruptured due to such flexure stress, a resulting product cannot ensure a desired strength.
- Another object of the present invention is to provide a conjugated yarn with which an FRP having higher strength and safety can be prepared. Yet another object of the present invention is to provide such an FRP having higher strength and safety.
- a conjugated yarn comprising core yarns each comprising a high-tenacity fiber and a reinforcing fiber positioned parallel with the high-tenacity fiber for reinforcing the high-tenacity fiber; and a tying yarn bundling the core yarns.
- the high-tenacity fiber carbon fiber, glass fiber, ceramic fiber or the like
- the reinforcing fiber are bundled with the tying yarn in the conjugated yarn
- the high-tenacity fiber is reinforced by the reinforcing fiber during a weaving or knitting process. Therefore, the high-tenacity fiber will not be ruptured during such a process.
- An FRP employing the conjugated yarn according to the first aspect of the invention exhibits a higher strength as a whole than a conventional one and hence is hard to break because the high-tenacity fiber forming a reinforcing material is reinforced by the reinforcing fiber.
- the reinforcing fiber and the tying yarn serve to tie a broken portion to the rest. Accordingly, even if the high-tenacity fiber is ruptured in the broken portion, the FRP is not ruptured as a whole.
- a fiber reinforced plastic comprising a cured product comprising a reinforcing fiber material formed of a conjugated yarn as recited above, and a resin matrix impregnating the reinforcing fiber material.
- a conjugated yarn 10 shown in Fig. 1 as one embodiment of the present invention forms a reinforcing material for CFRPs used to form golf club shafts, fishing rods, ski poles, concrete-reinforcing members, aircraft parts, rocket parts and the like.
- the conjugated yarn 10 includes core yarns 16 each comprising a high-tenacity fiber 12 and a reinforcing fiber 14, and a tying yarn 18 wound around the core yarns 16.
- the high-tenacity fiber 12 is a strand of carbon monofilaments (i.e., high-tenacity monofilaments, hereinafter the same) 12a having such characteristics as a low elongation, a high elasticity modulus and a high strength.
- high-tenacity fibers 12 include Torayca produced by Toray Industries Inc. and GRANOC produced by Nippon Graphite Fiber Co., Ltd.
- each carbon monofilament 12a forming the high-tenacity fiber 12 is not particularly limited but is desirably within a range of from 3 to 15 ⁇ m from the viewpoint of resistance to flexural fatigue. If the diameter of each carbon monofilament 12a is less than 3 ⁇ m , it is possible that carbon monofilament 12a is ruptured during the carbon fiber conjugated yarn making process. If the diameter is more than 15 ⁇ m, carbon monofilament 12a is easy to break when bent.
- Typical carbon fibers include those of the acrylic type which is obtained through sintering of acrylic fibers and those of the pitch-based type which is obtained through sintering of pitch.
- the high-tenacity fiber 12 (carbon monofilament 12a) used in this embodiment may be of either type.
- the high-tenacity fiber 12 may take the form of twisted yarn, untwisted yarn, no twist yarn or the like. From the viewpoint of the balance between formability and strength, the form of untwisted yarn or no twist yarn is desirable.
- the reinforcing fiber 14 serves as a splint for reinforcing the high-tenacity fiber 12 and comprises a single or plural reinforcing monofilaments 14a to be positioned parallel with the high-tenacity fiber 12.
- a fiber forming the reinforcing fiber 14 (reinforcing monofilament 14a)
- fibers having such a property include titanium fiber, stainless steel fiber, TECHNORA fiber, vinylon fiber, polyamide fiber, polyester fiber, polyvinyl alcohol fiber, polyacrylonitrile fiber, and polyurethane fiber.
- Use of polyester fiber or polyamide fiber is desirable because they are inexpensive and easy to handle.
- the reinforcing fiber 14 (reinforcing monofilament 14a) be made using a fiber such as to impart the reinforcing fiber 14 with a higher resistance to flexural fatigue and a higher tensile elongation at break than the high-tenacity fiber 12.
- fibers having such properties include titanium fiber, stainless steel fiber, TECHNORA fiber, vinylon fiber, polyamide fiber, polyester fiber, polyvinyl alcohol fiber, polyacrylonitrile fiber, and polyurethane fiber.
- the tying yarn 18 serves to bundle the core yarns 16 (each comprising carbon monofilament 12a and reinforcing monofilament 14a) and comprises a single or plural tying fibers 18a to be wound around the core yarns 16.
- the tying yarn 18 is desirably formed of a fiber having a superior abrasion resistance because the tying yarn 18 becomes exposed on the outer surface of the carbon fiber conjugated yarn 10.
- the tying yarn 18 (tying fiber 18a) be made using a fiber such as to impart the tying yarn 18 with a higher resistance to flexural fatigue and a higher tensile elongation at break than the high-tenacity fiber 12.
- fibers having such properties include titanium fiber, stainless steel fiber, TECHNORA fiber, vinylon fiber, polyamide fiber, polyester fiber, polyvinyl alcohol fiber, polyacrylonitrile fiber, and polyurethane fiber.
- the high-tenacity fibers 12 and the reinforcing fibers 14 are positioned parallel with each other to form the core yarns 16 first. Subsequently, the tying fiber 18a is wound around the core yarns 16 to cover the same using an Italian-type twisting machine or a twisting machine for covering for example.
- any one of methods including a method (1) comprising the steps of: weaving a fabric (reinforcing carbon fiber material) with conjugated yarn 10; allowing the woven fabric to be impregnated with a resin matrix to form a prepreg; forming the prepreg into a product shape; and thermosetting the resin matrix forming the prepreg, a method (2) comprising the steps of: weaving or knitting a preform (reinforcing carbon fiber material) with conjugated yarn 10; allowing the preform to be impregnated with a resin matrix; and thermosetting the matrix impregnating the preform.
- a method (1) comprising the steps of: weaving a fabric (reinforcing carbon fiber material) with conjugated yarn 10; allowing the woven fabric to be impregnated with a resin matrix to form a prepreg; forming the prepreg into a product shape; and thermosetting the resin matrix forming the prepreg
- a method (2) comprising the steps of: weaving or knitting a preform (reinforcing
- the high-tenacity fiber 12 forming the reinforcing material is reinforced by the reinforcing fiber 14. Accordingly, if the reinforcing fiber 14 comprises a fiber having a high resistance to flexural fatigue, the CFRP is improved in strength as a whole. In the case where the CFRP is applied to a golf club shaft for example, the resulting golf club shaft is nervy and hence exhibits considerably improved performance.
- the CFRP employing the conjugated yarn 10 When the CFRP employing the conjugated yarn 10 is broken, it is possible that the high-tenacity fiber 12 is ruptured in the broken portion. However, the CFRP as a whole can be prevented from being ruptured if the reinforcing fiber 14 and/or the tying fiber 18 are/is formed of a fiber having a high tensile elongation at break.
- the breaking energy is attenuated upon rupture of the high-tenacity fiber 12 and, hence, the possibility that rupture of the reinforcing fiber 14 and/or the tying fiber 18 is reached is low.
- the reinforcing fiber 14 and/or the tying fiber 18 play(s) the role of tying the broken portion to the rest, thereby preventing the whole CFRP from being ruptured in many cases. Accordingly, there is no fear that the ruptured phases of any broken piece hurts a human body.
- the inventor of the present invention conducted the following test to verify the effect of the present invention.
- Three types of test samples (first to third test samples) each comprising 11 test pieces were woven using the high-tenacity fiber, comparative yarn and conjugated yarn, respectively, as weft and a cotton yarn as warp. Each of the test samples (11 test pieces of the three types) was subjected to a flexural test.
- Each test sample was of plain weave and was sized about 3.5 cm in the warp direction x about 18 cm in the weft direction, and the number of weft yarns of each test sample was 50.
- test results were as shown in Tables 1 and 2. It was found from the graph of Table 1 that: the first test sample employing only the high-tenacity fiber (carbon fiber) as weft did not exhibit a sufficient flexural strength; the flexural strength of the second test sample employing the comparative yarn was still insufficient; and the third test sample employing the conjugated yarn 10 exhibited a very high flexural strength.
- the tying yarn 18 is wound around the core yarns 16 in the foregoing embodiment, the tying yarn 18 may be braided around the core yarns 16 using a braider (for example a braider manufactured by KOKUBU TEKKO CO., LTD.).
- a braider for example a braider manufactured by KOKUBU TEKKO CO., LTD.
- the high-tenacity fiber 12 may be any fiber which has a low resistance to flexural fatigue but exhibits a high tenacity or any fiber which will take a dangerous broken form but exhibits a high tenacity, for example, glass fiber or ceramic fiber.
- At least one of the high-tenacity fiber 12, reinforcing fiber 14 and tying yarn 18 may comprise at least two types of fibers.
- the conjugated yarn of the present invention may be used as a reinforcing material for fiber reinforced concrete (FRC).
- FRC fiber reinforced concrete
- the present invention it is possible to prevent rupture of the high-tenacity fiber during a weaving or knitting process.
- weaving or knitting at a higher speed becomes possible, whereby the productivity of a reinforcing fiber material or an FRP can be improved remarkably.
- an FRP employing the reinforcing fiber material has an enhanced strength as a whole.
- the FRP employing the conjugated yarn of the present invention When the FRP employing the conjugated yarn of the present invention is broken, it is possible that the high-tenacity fiber is ruptured in the broken portion. However, the FRP as a whole can be prevented from being ruptured because the reinforcing fiber and/or the tying fiber play(s) the role of tying the broken portion to the rest. Accordingly, there is no fear that the ruptured phases of any broken piece hurts a human body and, hence, the FRP offers remarkably improved safety.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Woven Fabrics (AREA)
- Reinforced Plastic Materials (AREA)
- Ropes Or Cables (AREA)
Abstract
A conjugated yarn (10) is provided which is capable of preventing a high-tenacity
fiber used therein from being ruptured during a weaving or knitting process.
The conjugated yarn (10) includes: core yarns (16) each having a high-tenacity fiber
(12) and a reinforcing fiber (14) positioned parallel with the high-tenacity fiber (12)
for reinforcing the high-tenacity fiber (12) and a tying yarn (18) bundling the core
yarns (16). Also provided is a fiber reinforced plastic of which the strength and
safety are improved by the use of the conjugated yarn.
Description
- The present invention relates to a conjugated yarn for use in weaving or knitting of a reinforcing fiber material to be used to ensure the strength of a carbon fiber reinforced plastic (hereinafter referred to as "CFRP") for example, and to a fiber reinforced plastic (hereinafter referred to as "FRP") employing such a conjugated yarn.
- Various methods have been employed to manufacture CFRP products such as shafts of golf clubs, fishing rods and concrete-reinforcing members. Widely known ones of such methods include, for example, a method (1) comprising the steps of: weaving a fabric with a carbon fiber yarn; allowing the woven fabric to be impregnated with a thermosetting resin to form a prepreg; forming the prepreg into a product shape; and thermosetting the prepreg thus shaped, and a method (2) comprising the steps of: weaving or knitting a preform with a carbon fiber yarn; allowing the preform to be impregnated with a resin matrix; and thermosetting the matrix impregnating the preform.
- Flexure stress works on such a carbon fiber yarn used in the method (1) or (2) during the weaving or knitting process. If the carbon fiber yarn is ruptured due to such flexure stress, a resulting product cannot ensure a desired strength.
- It has been a conventional practice to lower the weaving or knitting speed or to coat the carbon fiber yarn with a reinforcing resin in order to prevent rupture of such carbon fiber yarn. However, the prior art still have a problem that a satisfactory rupture-preventive effect cannot be provided.
- On the other hand, conventional CFRPs involve a problem in terms of safety because they might take dangerous forms when broken. Specifically, though a golf club shaft or ski pole made of metal for example is not ruptured but merely bent when damaged in use, a golf club shaft or ski pole formed of CFRP is ruptured at a damaged portion. Ruptured phases of such broken pieces might hurt the body of the user or a person around the user.
- Accordingly, it is a main object of the present invention to provide a conjugated yarn which is prevented from being ruptured during a weaving or knitting process.
- Another object of the present invention is to provide a conjugated yarn with which an FRP having higher strength and safety can be prepared. Yet another object of the present invention is to provide such an FRP having higher strength and safety.
- According to a first aspect of the present invention, there is provided a conjugated yarn: comprising core yarns each comprising a high-tenacity fiber and a reinforcing fiber positioned parallel with the high-tenacity fiber for reinforcing the high-tenacity fiber; and a tying yarn bundling the core yarns.
- Since the high-tenacity fiber (carbon fiber, glass fiber, ceramic fiber or the like) and the reinforcing fiber are bundled with the tying yarn in the conjugated yarn, the high-tenacity fiber is reinforced by the reinforcing fiber during a weaving or knitting process. Therefore, the high-tenacity fiber will not be ruptured during such a process. An FRP employing the conjugated yarn according to the first aspect of the invention exhibits a higher strength as a whole than a conventional one and hence is hard to break because the high-tenacity fiber forming a reinforcing material is reinforced by the reinforcing fiber. When such an FRP is broken, the reinforcing fiber and the tying yarn serve to tie a broken portion to the rest. Accordingly, even if the high-tenacity fiber is ruptured in the broken portion, the FRP is not ruptured as a whole.
- According to a second aspect of the present invention, there is provided a fiber reinforced plastic comprising a cured product comprising a reinforcing fiber material formed of a conjugated yarn as recited above, and a resin matrix impregnating the reinforcing fiber material.
- These and other objects, features and attendant advantages of the present invention will become apparent from the following detailed description of the present invention when read in conjunction with the accompanying drawings.
-
- Fig. 1 is a schematic view illustrating one embodiment of the present invention; and
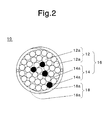
- Fig. 2 is an enlarged sectional view taken on line II-II in Fig. 1.
-
- The present invention will now be described in detail with reference to the accompanying drawings.
- A conjugated
yarn 10 shown in Fig. 1 as one embodiment of the present invention forms a reinforcing material for CFRPs used to form golf club shafts, fishing rods, ski poles, concrete-reinforcing members, aircraft parts, rocket parts and the like. - The conjugated
yarn 10 includescore yarns 16 each comprising a high-tenacity fiber 12 and a reinforcingfiber 14, and atying yarn 18 wound around thecore yarns 16. - The high-
tenacity fiber 12 is a strand of carbon monofilaments (i.e., high-tenacity monofilaments, hereinafter the same) 12a having such characteristics as a low elongation, a high elasticity modulus and a high strength. Specific examples of such high-tenacity fibers 12 include Torayca produced by Toray Industries Inc. and GRANOC produced by Nippon Graphite Fiber Co., Ltd. - The diameter of each
carbon monofilament 12a forming the high-tenacity fiber 12 is not particularly limited but is desirably within a range of from 3 to 15 µ m from the viewpoint of resistance to flexural fatigue. If the diameter of eachcarbon monofilament 12a is less than 3 µ m , it is possible thatcarbon monofilament 12a is ruptured during the carbon fiber conjugated yarn making process. If the diameter is more than 15 µ m,carbon monofilament 12a is easy to break when bent. - Typical carbon fibers include those of the acrylic type which is obtained through sintering of acrylic fibers and those of the pitch-based type which is obtained through sintering of pitch. The high-tenacity fiber 12 (
carbon monofilament 12a) used in this embodiment may be of either type. The high-tenacity fiber 12 may take the form of twisted yarn, untwisted yarn, no twist yarn or the like. From the viewpoint of the balance between formability and strength, the form of untwisted yarn or no twist yarn is desirable. - The reinforcing
fiber 14 serves as a splint for reinforcing the high-tenacity fiber 12 and comprises a single or plural reinforcingmonofilaments 14a to be positioned parallel with the high-tenacity fiber 12. Though there is no particular limitation on the type of a fiber forming the reinforcing fiber 14 (reinforcingmonofilament 14a), it is desirable that the reinforcingfiber 14, as a whole, exhibit a higher resistance to flexural fatigue than the high-tenacity fiber 12. Examples of fibers having such a property include titanium fiber, stainless steel fiber, TECHNORA fiber, vinylon fiber, polyamide fiber, polyester fiber, polyvinyl alcohol fiber, polyacrylonitrile fiber, and polyurethane fiber. Use of polyester fiber or polyamide fiber is desirable because they are inexpensive and easy to handle. - In order for the reinforcing
fiber 14 to exhibit the CFRP rupture preventive effect, it is desirable that the reinforcing fiber 14 (reinforcingmonofilament 14a) be made using a fiber such as to impart the reinforcingfiber 14 with a higher resistance to flexural fatigue and a higher tensile elongation at break than the high-tenacity fiber 12. Examples of fibers having such properties include titanium fiber, stainless steel fiber, TECHNORA fiber, vinylon fiber, polyamide fiber, polyester fiber, polyvinyl alcohol fiber, polyacrylonitrile fiber, and polyurethane fiber. - The
tying yarn 18 serves to bundle the core yarns 16 (each comprisingcarbon monofilament 12a and reinforcingmonofilament 14a) and comprises a single orplural tying fibers 18a to be wound around thecore yarns 16. Though there is no particular limitation on the type of a fiber forming the tying yarn 18 (tying fiber 18a), thetying yarn 18 is desirably formed of a fiber having a superior abrasion resistance because thetying yarn 18 becomes exposed on the outer surface of the carbon fiber conjugatedyarn 10. In order for thetying yarn 18 to exhibit the CFRP rupture preventive effect, it is desirable that the tying yarn 18 (tying fiber 18a) be made using a fiber such as to impart thetying yarn 18 with a higher resistance to flexural fatigue and a higher tensile elongation at break than the high-tenacity fiber 12. Examples of fibers having such properties include titanium fiber, stainless steel fiber, TECHNORA fiber, vinylon fiber, polyamide fiber, polyester fiber, polyvinyl alcohol fiber, polyacrylonitrile fiber, and polyurethane fiber. - In making the conjugated
yarn 10, the high-tenacity fibers 12 and the reinforcingfibers 14 are positioned parallel with each other to form thecore yarns 16 first. Subsequently, thetying fiber 18a is wound around thecore yarns 16 to cover the same using an Italian-type twisting machine or a twisting machine for covering for example. - To prevent torque from working on the conjugated
yarn 10, double-covering of thecore yarns 16 withtying fibers 18a wound around thecore yarns 16 clockwise and counterclockwise is desired. However, single-covering is sufficient to bundle thecore yarns 16. - In preparing a CFRP (in the form of a golf club shaft, ski pole or fishing rod) using the conjugated
yarn 10 there is employed any one of methods including a method (1) comprising the steps of: weaving a fabric (reinforcing carbon fiber material) with conjugatedyarn 10; allowing the woven fabric to be impregnated with a resin matrix to form a prepreg; forming the prepreg into a product shape; and thermosetting the resin matrix forming the prepreg, a method (2) comprising the steps of: weaving or knitting a preform (reinforcing carbon fiber material) withconjugated yarn 10; allowing the preform to be impregnated with a resin matrix; and thermosetting the matrix impregnating the preform. - Though flexure stress works on conjugated
yarn 10 during the weaving or knitting step of such a method, the high-tenacity fiber 12 reinforced by the reinforcingfiber 14 is not ruptured due to such stress. - In the CFRP employing the conjugated
yarn 10, the high-tenacity fiber 12 forming the reinforcing material is reinforced by the reinforcingfiber 14. Accordingly, if the reinforcingfiber 14 comprises a fiber having a high resistance to flexural fatigue, the CFRP is improved in strength as a whole. In the case where the CFRP is applied to a golf club shaft for example, the resulting golf club shaft is nervy and hence exhibits considerably improved performance. - When the CFRP employing the conjugated
yarn 10 is broken, it is possible that the high-tenacity fiber 12 is ruptured in the broken portion. However, the CFRP as a whole can be prevented from being ruptured if the reinforcingfiber 14 and/or thetying fiber 18 are/is formed of a fiber having a high tensile elongation at break. - That is, if the tensile elongation at break of the reinforcing
fiber 14 and/or thetying fiber 18 is higher than that of the high-tenacity fiber 12, the high-tenacity fiber 12 is ruptured first, followed by the occurrence of rupture of the reinforcingfiber 14 and/or thetying fiber 18, provided an equal breaking energy is applied. Actually, however, the breaking energy is attenuated upon rupture of the high-tenacity fiber 12 and, hence, the possibility that rupture of the reinforcingfiber 14 and/or thetying fiber 18 is reached is low. For this reason the reinforcingfiber 14 and/or thetying fiber 18 play(s) the role of tying the broken portion to the rest, thereby preventing the whole CFRP from being ruptured in many cases. Accordingly, there is no fear that the ruptured phases of any broken piece hurts a human body. - The inventor of the present invention conducted the following test to verify the effect of the present invention.
- There were provided a high-tenacity fiber consisting of a carbon fiber (67Tex, 1000f, 1.6% elongation), a comparative yarn comprising the high-tenacity fiber bundled with a vinylon fiber (30d), and a conjugated yarn comprising the high-tenacity fiber, a stainless steel fiber (40 µ m , number of fibers = 4) positioned parallel with the high-tenacity fiber, and the vinylon fiber (30d) bundling the high-tenacity fiber and the stainless steel fiber. Three types of test samples (first to third test samples) each comprising 11 test pieces were woven using the high-tenacity fiber, comparative yarn and conjugated yarn, respectively, as weft and a cotton yarn as warp. Each of the test samples (11 test pieces of the three types) was subjected to a flexural test.
- Each test sample was of plain weave and was sized about 3.5 cm in the warp direction x about 18 cm in the weft direction, and the number of weft yarns of each test sample was 50.
- The test results were as shown in Tables 1 and 2. It was found from the graph of Table 1 that: the first test sample employing only the high-tenacity fiber (carbon fiber) as weft did not exhibit a sufficient flexural strength; the flexural strength of the second test sample employing the comparative yarn was still insufficient; and the third test sample employing the
conjugated yarn 10 exhibited a very high flexural strength. - It can be predicted from the test results that a fabric employing the high-tenacity fiber (carbon fiber) only might be ruptured during the weaving process or the like, whereas a fabric employing the conjugated yarn can solve the problem of rupture because the flexural strength of this fabric is remarkably enhanced.

Test Results First test sample Second test sample Third test sample Strength/weight ratio 1 1.3 1.7 Average (gf-cm) 0.326 0.409 0.688 Standard error 0.057 0.020 0.044 Median 0.339 0.400 0.749 Mode #N/A #N/A #N/A Standard deviation 0.190 0.068 0.146 Dispersion 0.036 0.005 0.021 Kurtosis - 1.453 - 1.334 - 1.071 Degree of distorsion 0.048 0.187 - 0.567 Range 0.523 0.203 0.439 Minimum 0.081 0.312 0.453 Maximum 0.604 0.515 0.892 Total 3.586 4.495 7.568 Number of samples 11 11 11 - While the tying
yarn 18 is wound around thecore yarns 16 in the foregoing embodiment, the tyingyarn 18 may be braided around thecore yarns 16 using a braider (for example a braider manufactured by KOKUBU TEKKO CO., LTD.). - The high-
tenacity fiber 12 may be any fiber which has a low resistance to flexural fatigue but exhibits a high tenacity or any fiber which will take a dangerous broken form but exhibits a high tenacity, for example, glass fiber or ceramic fiber. - It is possible that at least one of the high-
tenacity fiber 12, reinforcingfiber 14 and tyingyarn 18 may comprise at least two types of fibers. - The conjugated yarn of the present invention may be used as a reinforcing material for fiber reinforced concrete (FRC).
- According to the present invention, it is possible to prevent rupture of the high-tenacity fiber during a weaving or knitting process. Thus, weaving or knitting at a higher speed becomes possible, whereby the productivity of a reinforcing fiber material or an FRP can be improved remarkably.
- Since the high-tenacity fiber forming such a reinforcing fiber material is reinforced by the reinforcing fiber, an FRP employing the reinforcing fiber material has an enhanced strength as a whole.
- When the FRP employing the conjugated yarn of the present invention is broken, it is possible that the high-tenacity fiber is ruptured in the broken portion. However, the FRP as a whole can be prevented from being ruptured because the reinforcing fiber and/or the tying fiber play(s) the role of tying the broken portion to the rest. Accordingly, there is no fear that the ruptured phases of any broken piece hurts a human body and, hence, the FRP offers remarkably improved safety.
- While only presently preferred embodiments of the present invention have been described in detail,- as will be apparent for those skilled in the art, certain changes and modifications can be made in embodiments without departing from the spirit and scope of the present invention as defined by the following claims.
Claims (12)
- A conjugated yarn comprising: core yarns each comprising a high-tenacity fiber and a reinforcing fiber positioned parallel with the high-tenacity fiber for reinforcing the high-tenacity fiber; and a tying yarn bundling the core yarns.
- The conjugated yarn according to claim 1, wherein the high-tenacity fiber comprises a plurality of high-tenacity monofilaments.
- The conjugated yarn according to claim 1 or 2, wherein the reinforcing fiber comprises a plurality of reinforcing monofilaments.
- The conjugated yarn according to any one of claims 1 to 3, wherein the reinforcing fiber has a higher resistance to flexural fatigue than the high-tenacity fiber.
- The conjugated yarn according to any one of claims 1 to 4, wherein the reinforcing fiber has a higher tensile elongation at break than the high-tenacity fiber.
- The conjugated yarn according to any one of claims 1 to 5, wherein the tying yarn has a higher tensile elongation at break than the high-tenacity fiber.
- The conjugated yarn according to any one of claims 1 to 6, wherein the tying yarn is wound around the core yarns.
- The conjugated yarn according to any one of claims 1 to 6, wherein the tying yarn is braided around the core yarns.
- The conjugated yarn according to any one of claims 1 to 8, wherein the high-tenacity fiber comprises a carbon fiber.
- The conjugated yarn according to any one of claims 1 to 9, wherein the high-tenacity fiber comprises a glass fiber.
- The conjugated yarn according to any one of claims 1 to 10, wherein the high-tenacity fiber comprises a ceramic fiber.
- A fiber reinforced plastic comprising a cured product comprising a reinforcing fiber material formed of a conjugated yarn as recited in any one of claims 1 to 11, and a resin matrix impregnating the reinforcing fiber material.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001244203A JP2003055850A (en) | 2001-08-10 | 2001-08-10 | Composite yarn and fiber-reinforced plastic |
| US10/266,783 US20040068972A1 (en) | 2001-08-10 | 2002-10-09 | Conjugated yarn and fiber reinforced plastic |
| EP02257156A EP1411158A1 (en) | 2001-08-10 | 2002-10-15 | Conjugated yarn and fiber reinforced plastic |
| KR1020020063397A KR20040034792A (en) | 2001-08-10 | 2002-10-17 | Conjugated yarn and fiber reinforced plastic |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001244203A JP2003055850A (en) | 2001-08-10 | 2001-08-10 | Composite yarn and fiber-reinforced plastic |
| US10/266,783 US20040068972A1 (en) | 2001-08-10 | 2002-10-09 | Conjugated yarn and fiber reinforced plastic |
| EP02257156A EP1411158A1 (en) | 2001-08-10 | 2002-10-15 | Conjugated yarn and fiber reinforced plastic |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP1411158A1 true EP1411158A1 (en) | 2004-04-21 |
Family
ID=32738556
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02257156A Withdrawn EP1411158A1 (en) | 2001-08-10 | 2002-10-15 | Conjugated yarn and fiber reinforced plastic |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20040068972A1 (en) |
| EP (1) | EP1411158A1 (en) |
| JP (1) | JP2003055850A (en) |
| KR (1) | KR20040034792A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2252731B1 (en) * | 2008-02-28 | 2015-08-19 | Bell Helicopter Textron Inc. | Uncured composite rope including a plurality of different fiber materials |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7147904B1 (en) * | 2003-08-05 | 2006-12-12 | Evelyn Florence, Llc | Expandable tubular fabric |
| US7174701B2 (en) * | 2004-11-16 | 2007-02-13 | Dekko Technologies, Inc. | Electrical resistance heater having a core material back twist verification with tracer |
| AT501197B1 (en) * | 2004-11-25 | 2007-08-15 | Teufelberger Gmbh | STRAND WITH INCREASED LIABILITY ON METAL WASHERS |
| US20070283677A1 (en) * | 2006-06-12 | 2007-12-13 | Hiroshi Ohara | Diaphragm Structure |
| JP5433836B2 (en) * | 2007-05-22 | 2014-03-05 | 宮田布帛有限会社 | Carbon fiber reinforced composite material of woven fabric wrapped with thermoplastic fiber yarn |
| JP5320527B2 (en) * | 2008-02-21 | 2013-10-23 | 古河電気工業株式会社 | High strength cable |
| JP5279121B2 (en) * | 2008-11-21 | 2013-09-04 | 兵庫県 | Fiber reinforced composite material |
| CN102235057B (en) * | 2010-05-07 | 2015-08-19 | 上海启鹏工程材料科技有限公司 | A kind of FRP muscle |
| JP5670230B2 (en) * | 2010-12-10 | 2015-02-18 | 小松精練株式会社 | String-like reinforcing fiber composite |
| JP5801129B2 (en) * | 2011-07-27 | 2015-10-28 | 小松精練株式会社 | Method of joining wooden members |
| JP5801130B2 (en) * | 2011-07-27 | 2015-10-28 | 小松精練株式会社 | High-strength fiber wire for reinforcing wooden members and joining structure of wooden members using the same |
| CN102979097B (en) * | 2011-09-07 | 2017-02-22 | 上海启鹏工程材料科技有限公司 | Weaving sleeve pipe type fiber reinforce plastic (FRP) rib and preparation method thereof |
| US11047069B2 (en) | 2013-10-31 | 2021-06-29 | Ansell Limited | High tenacity fiber and mineral reinforced blended yarns |
| WO2019013091A1 (en) * | 2017-07-10 | 2019-01-17 | 倉敷紡績株式会社 | Sheath-core composite yarn for fiber-reinforced resins, and fiber-reinforced resin using same |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2021660A (en) * | 1978-04-26 | 1979-12-05 | Tba Industrial Products Ltd | Cored staple-fibre yarns |
| US4299884A (en) * | 1979-01-10 | 1981-11-10 | L. Payen & Cie | Type of wrapped textile thread and process for its production which involves thermofusion to secure wrapping to core |
| GB2105247A (en) * | 1981-06-23 | 1983-03-23 | Courtaulds Plc | Process for making a fibre-reinforced moulding |
| FR2576045A1 (en) * | 1984-12-20 | 1986-07-18 | Cousin Freres Sa | Braided cored rope and process for producing such a rope |
| JPH07243140A (en) * | 1994-03-02 | 1995-09-19 | Toray Ind Inc | Composite spun yarn and method for producing the same |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3565127A (en) * | 1968-10-22 | 1971-02-23 | Monsanto Co | Inextensible filamentary structures, and fabrics woven therefrom |
| US4272950A (en) * | 1978-12-07 | 1981-06-16 | Commissariat A L'energie Atomique | Filiform textile material |
| DE3477214D1 (en) * | 1983-05-16 | 1989-04-20 | Akzo Gmbh | Reinforcement cord made of at least two components |
| US5644907A (en) * | 1985-08-16 | 1997-07-08 | Kolmes; Nathaniel H. | Cut resistant yarn and protective garment made therefrom |
| US4793130A (en) * | 1986-06-20 | 1988-12-27 | Mitsubishi Rayon Co., Ltd. | Thin-metal-wire conjugated yarn |
| US5177948B1 (en) * | 1989-06-13 | 1995-04-18 | Nathaniel H Kolmes | Yarn and glove |
| FR2664621B1 (en) * | 1990-07-13 | 1994-08-26 | Schappe Sa | HYBRID WIRE FOR COMPOSITE MATERIALS WITH THERMOPLASTIC MATRIX AND PROCESS FOR OBTAINING SAME. |
| DE4137406A1 (en) * | 1991-11-14 | 1993-05-19 | Basf Ag | HYBRID YARN MADE OF POLYAMIDE FIBERS AND REINFORCING FIBERS |
| WO1996027701A1 (en) * | 1995-03-08 | 1996-09-12 | Toray Industries, Inc. | Reinforced woven material and method and apparatus for manufacturing the same |
| US6363703B1 (en) * | 2000-06-01 | 2002-04-02 | Supreme Elastic Corporation | Wire wrapped composite yarn |
| US6467251B1 (en) * | 2000-11-22 | 2002-10-22 | Supreme Elastic Corporation | Lightweight composite yarn |
-
2001
- 2001-08-10 JP JP2001244203A patent/JP2003055850A/en active Pending
-
2002
- 2002-10-09 US US10/266,783 patent/US20040068972A1/en not_active Abandoned
- 2002-10-15 EP EP02257156A patent/EP1411158A1/en not_active Withdrawn
- 2002-10-17 KR KR1020020063397A patent/KR20040034792A/en not_active Application Discontinuation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2021660A (en) * | 1978-04-26 | 1979-12-05 | Tba Industrial Products Ltd | Cored staple-fibre yarns |
| US4299884A (en) * | 1979-01-10 | 1981-11-10 | L. Payen & Cie | Type of wrapped textile thread and process for its production which involves thermofusion to secure wrapping to core |
| GB2105247A (en) * | 1981-06-23 | 1983-03-23 | Courtaulds Plc | Process for making a fibre-reinforced moulding |
| FR2576045A1 (en) * | 1984-12-20 | 1986-07-18 | Cousin Freres Sa | Braided cored rope and process for producing such a rope |
| JPH07243140A (en) * | 1994-03-02 | 1995-09-19 | Toray Ind Inc | Composite spun yarn and method for producing the same |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 1996, no. 01 31 January 1996 (1996-01-31) * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2252731B1 (en) * | 2008-02-28 | 2015-08-19 | Bell Helicopter Textron Inc. | Uncured composite rope including a plurality of different fiber materials |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003055850A (en) | 2003-02-26 |
| KR20040034792A (en) | 2004-04-29 |
| US20040068972A1 (en) | 2004-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1411158A1 (en) | Conjugated yarn and fiber reinforced plastic | |
| US4876143A (en) | Rod material | |
| EP0050854B1 (en) | Composite fibrous product | |
| EP0417612B1 (en) | Filament-reinforced resinous structural rod | |
| US5633074A (en) | Prepreg available for fiber reinforced thermoplastic resin and process of producing sporting goods using the same | |
| EP1690966A1 (en) | Woven fabric comprising leno weave bound metal elements | |
| US20140295207A1 (en) | Textile structure for the reinforcement of a polymer material | |
| EP0927628B1 (en) | Hybrid fiber-reinforced plastic | |
| EP0058783A1 (en) | Tubing of hybrid, fibre-reinforced synthetic resin | |
| JP6553977B2 (en) | Reinforcement braid structure and composite material using the same | |
| JP3214647B2 (en) | Material for molding fiber-reinforced thermoplastic resin and method for producing the same | |
| JPH0549023B2 (en) | ||
| JPH03244848A (en) | Fiber reinforced rubber product | |
| JPH01229852A (en) | Reinforcing base for composite material | |
| EP1964952B1 (en) | Yarn for technical fabrics and method for manufacturing the same | |
| CN211947363U (en) | High-toughness clothing line | |
| JP4135059B2 (en) | Woven interlining with excellent stretch recovery | |
| JP2015148030A (en) | Reinforced fiber woven fabric and manufacturing method thereof | |
| JP3251437B2 (en) | Core sheath yarn for sail cloth | |
| CN213295640U (en) | Mixed fiber, three-dimensional composite fiber prefabricated body, containing casing and aircraft engine | |
| JP3401716B2 (en) | Triaxial fabric and method for producing the same | |
| JP2888082B2 (en) | Reinforcing fiber woven fabric for FRP | |
| JPH10245259A (en) | Production of reinforcing material for concrete | |
| JPH01229838A (en) | Reinforced base material for composite material | |
| JP3234413B2 (en) | Core sheath yarn for sail cloth |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20041022 |