EP1364899B1 - Method for transporting flat and flexible products, and device for carrying out the method - Google Patents
Method for transporting flat and flexible products, and device for carrying out the method Download PDFInfo
- Publication number
- EP1364899B1 EP1364899B1 EP03003301A EP03003301A EP1364899B1 EP 1364899 B1 EP1364899 B1 EP 1364899B1 EP 03003301 A EP03003301 A EP 03003301A EP 03003301 A EP03003301 A EP 03003301A EP 1364899 B1 EP1364899 B1 EP 1364899B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transfer region
- grippers
- products
- conveying
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims abstract description 17
- 238000012546 transfer Methods 0.000 claims abstract description 42
- 238000013459 approach Methods 0.000 claims description 11
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 238000000151 deposition Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 230000005484 gravity Effects 0.000 description 2
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4224—Gripping piles, sets or stacks of articles
- B65H2301/42242—Gripping piles, sets or stacks of articles by acting on the outermost articles of the pile for clamping the pile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44712—Grippers, e.g. moved in paths enclosing an area carried by chains or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4473—Belts, endless moving elements on which the material is in surface contact
- B65H2301/44732—Belts, endless moving elements on which the material is in surface contact transporting articles in overlapping stream
Definitions
- the invention relates to a method for conveying flat, flexible products, in particular printed products, according to the preamble of claim 1 and an apparatus for performing the method according to the preamble of claim 6.
- a method and a device of the type mentioned are from the EP-A 1 193 201 known.
- products are taken over with a gripper conveyor from the previous process and moved along a circular closed path of movement.
- a belt conveyor to which the products are at least partially overlapping, ie in an imbricated formation stored.
- the grippers of the gripper conveyor are designed so that they can be controlled individually for opening and closing in order to release the products at a predetermined location for transfer to the belt conveyor. Since the orientation of the grippers and thus the gripped product relative to the path of movement is not changed before the transfer and moves the gripper along a highly curved trajectory, the unaffected edge of the product moves at a significantly higher path speed than the gripped edge or the gripper itself. Furthermore, the product has a relatively large velocity component in the vertical direction, ie in the direction of the conveyor belt.
- the invention is therefore an object of the invention to provide a method and apparatus for conveying flat, flexible products are available in which or in which the mentioned disadvantages are avoided and the products in a small footprint in a gentle manner on the conveyor belt of a belt conveyor can be stored.
- the path of movement of the grippers in the transfer region is curved and approaches the conveyor belt in the vertical direction.
- a transfer area with a small footprint in the conveying direction of the belt conveyor can be realized by the curvature.
- the trajectory may approach the belt conveyor from above or below at its conveyor belt. In the latter case, the trajectory crosses the plane of the belt conveyor coming from below and is for example guided in an arc around the beginning of the belt conveyor. The product is also deposited from the top of the tape.
- the enclosed by the trajectory, facing away from the belt conveyor surface is convex in the case of approach from above or concave in the case of approach from below.
- the products are conveyed by the conveyor in a suspended position.
- Under hanging position is understood that the products are largely vertically aligned, and they may also be slightly bent due to gravity.
- the products conveyed in a suspended position are moved in the transfer area in such a way before depositing on the conveyor belt that the unaffected edge of the product moves at the same or lower web speed as the gripped edge or the gripper itself.
- the corresponding movement in particular in the case of approach from below to the plane of the belt conveyor, alone by suitable design of the Trajectory can be realized.
- the orientation of the gripper relative to the trajectory is not necessarily variable.
- the grippers approach the conveyor belt from above.
- the gripper mouths initially assume an orientation in their direction of rotation, in order to then swing over in the transfer region in an orientation counter to the conveying direction of the belt conveyor.
- the corresponding movement of the gripper is caused according to the invention with a suitable link control.
- the unaffected edge of the product which has been initially moved in the suspended state at approximately the same web speed as the gripped edge, is moved in the curved transfer area at a lower web speed than the opposite gripped edge.
- the end not grasped remains largely stationary in this region, while the direction change of the product is effected by the shape of the movement path and the orientation of the grippers.
- the grippers are aligned at any time so that the product remains largely flat or only slightly curved.
- the grippers are preferably moved such that the gripper jaw facing the belt conveyor is aligned during storage of the product substantially parallel to the plane of the deposited products.
- FIG. 1 shows an inventive device with a designed as a gripper conveyor conveyor 1 and a belt conveyor 2 for conveying away the stored in a scale formation products 6 in the conveying direction F.
- FIG. 2 shows the same device in which the gripper 3 of the conveyor 1 each hold three congruent superimposed products 6 and simultaneously transferred to the belt conveyor 2. This creates a scale formation consisting of mini-layers of three products.
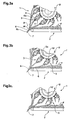
- a section of the transfer area 10 FIG. 1 show in different snapshots Figure 3a-c ,
- the conveyor 1 comprises a plurality of grippers 3 moved along a movement path U.
- the grippers 3 have two gripper jaws 4, 5 which are pivotable relative to one another about a pivot axis extending perpendicular to the plane of the drawing for opening and closing.
- the individual opening of the gripper 3 is accomplished with a gate control, not shown here.
- a gripper is opened in each case at the point of closest approach 10 'of the movement path U to the belt conveyor 2.
- the gripper 3 and the two gripper jaws 4, 5 are also in order a perpendicular to the plane of the drawing pivoting axis.
- the orientation of the gripper 3 and in particular the direction A of the gripper jaw relative to the movement path U or relative to the gripper body 3a individually depending on the position of the gripper 3 within the movement path U can be changed.
- suitable grippers are in the EP-A 0 600 183 described.
- the pivoting movement relative to the movement path or the gripper body 3a is realized by means of a gate control, not shown here.
- the movement path U comprises two vertically extending sections U1, U2, between which the curved transfer area 10 is located.
- the transfer region 10 can be approximately the semicircular region of the movement path U.
- the grippers 3 are oriented in such a way that their gripper jaws, which are limited by the two gripper jaws 4, 5, point in a direction A which is inclined at approximately 45 ° from the vertical.
- the first section U1 hold the gripper 3 products 6. These bend due to gravity down so that they occupy a substantially vertical position over a large part of their length.
- the gripper orientation is changed so that the unstressed edge 6b is further conveyed at the same or preferably a lower line speed as the gripped edge 6a of the product.
- the Curvature of the transfer region 10 is therefore compensated by the change in the orientation of the gripper 3.
- the conveyor 1 can therefore be carried out very space-saving with a strong curvature in the transfer area and therefore in the conveying direction. For example, it is curved so that in the transfer area 10 3 to 5 grippers find space next to each other.
- the product 6 is placed in a lying position in which the unaffected edge 6b in the direction of movement along the trajectory when depositing from a hanging position in which the unaffected edge 6b is arranged in the direction of movement along the movement path U in front of the gripped edge U or in the conveying direction F of the belt conveyor 2 behind the gripped edge 6a.
- the assumed in the transfer area 10 orientation relative to the path of movement U keep the gripper 3 even after opening in the vertically upwardly extending second portion U2 of the path of movement U at.
- a change in the alignment need only be made before or after receiving a new product at a takeover point, not shown here.
- the unattached end 6b of a product first approaches the plane defined by the conveyor belt 2a. It is advantageous if, as shown here, the conveyor belt is arranged so that the unattacked end 6b can cross the plane of the conveyor belt 2a, preferably in which the beginning 2b of the belt conveyor 2 lies in the transfer area 10.
- the conveyor belt 2a at its beginning 2b a support member 7 in the form of an obliquely downwardly bent Guide element on which the unattacked end 6b comes to rest when lowering and from which it is withdrawn on further conveying.
- the support member 7 has the advantage that the free end 6b is given a preferred direction. It is prevented that the end 6b is already conveyed away with the conveyor belt 2a before the gripped end 6a of the product 6 is deposited thereon.
- the grippers 3 are moved in space in such a way that the gripped product is largely straight or only slightly curved until it is deposited. It is therefore also of advantage if the gripper jaw 4 facing the belt conveyor 2 is aligned substantially parallel to the plane of the deposited products 6 when the product 6 is deposited.
- the gripper 3 of the conveyor 1 off FIG. 2 are moved, as already described. The fact that they grip and hand over three products 6 has no influence on the movement process.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Making Paper Articles (AREA)
- Control And Other Processes For Unpacking Of Materials (AREA)
- Supplying Of Containers To The Packaging Station (AREA)
- Specific Conveyance Elements (AREA)
- Separation, Sorting, Adjustment, Or Bending Of Sheets To Be Conveyed (AREA)
- Discharge By Other Means (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Fördern von flächigen, flexiblen Produkten, insbesondere Druckereiprodukten, nach dem Oberbegriff von Anspruch 1 sowie eine Vorrichtung zur Durchführung des Verfahrens nach dem Oberbegriff von Anspruch 6.The invention relates to a method for conveying flat, flexible products, in particular printed products, according to the preamble of
Ein Verfahren und eine Vorrichtung der eingangs genannten Art sind aus der
Die nicht ergriffene Kante ist daher beim Ablegen auf dem Förderband entsprechend hohen Bremskräften ausgesetzt Dadurch wird das kontrollierte Ablegen eines Produkts und dessen schonende Behandlung erschwert.The unaffected edge is therefore exposed when placed on the conveyor belt correspondingly high braking forces This makes the controlled storage of a product and its gentle treatment difficult.
Um dieses Problem etwas abzumildern, ist es bekannt, den eigentlichen Übergabebereich nicht gekrümmt auszuführen, sondern die Produkte in einem parallel zum Bandförderer verlaufenden Übergabebereich zu übergeben. Die Fördereinrichtung ist in diesem Fall so gestaltet, dass die Greifer im Übergabebereich entlang einer parallel zum Bandförderer verlaufenden Bewegungsbahn bewegt werden. Erst in diesem geraden Teilstück öffnet sich der Greifer, um ein Produkt abzulegen. Hierdurch kann die Qualität des Schuppenstroms verbessert werden. Nachteilig ist jedoch, dass die Fördereinrichtung in Förderrichtung des Bandförderers eine gewisse Mindestausdehnung haben muss und daher nicht platzsparend realisiert werden kann.To alleviate this problem somewhat, it is known not to perform the actual transfer area curved, but to hand over the products in a parallel to the belt conveyor transfer area. The conveyor is designed in this case so that the grippers are moved in the transfer area along a plane parallel to the belt conveyor movement path. Only in this straight section of the gripper opens to store a product. As a result, the quality of the scale flow can be improved. The disadvantage, however, is that the conveyor must have a certain minimum extent in the conveying direction of the belt conveyor and therefore can not be realized in a space-saving manner.
Der Erfindung liegt daher die Aufgabe zugrunde, ein Verfahren und eine Vorrichtung zum Fördern von flächigen, flexiblen Produkten zur Verfügung zu stellen, bei dem bzw. bei der die genannten Nachteile vermieden werden und die Produkte bei geringem Platzbedarf in schonender Weise auf das Förderband eines Bandförderers abgelegt werden können.The invention is therefore an object of the invention to provide a method and apparatus for conveying flat, flexible products are available in which or in which the mentioned disadvantages are avoided and the products in a small footprint in a gentle manner on the conveyor belt of a belt conveyor can be stored.
Die Aufgabe wird gelöst durch ein Verfahren mit den Merkmalen von Anspruch 1 sowie eine Vorrichtung mit den Merkmalen von Anspruch 6. Vorteilhafte Weiterbildungen sind in den abhängigen Ansprüchen, der Beschreibung und den Zeichnungen angegeben.The object is achieved by a method having the features of
Erfindungsgemäss ist bei einem Verfahren bzw. einer Vorrichtung der eingangs genannten Art die Bewegungsbahn der Greifer im Übergabebereich gekrümmt und nähert sich in vertikaler Richtung an das Förderband an. Grundsätzlich kann durch die Krümmung ein Übergabebereich mit geringem Platzbedarf in Förderrichtung des Bandförderers realisiert werden.According to the invention, in a method or a device of the type mentioned at the beginning, the path of movement of the grippers in the transfer region is curved and approaches the conveyor belt in the vertical direction. Basically, a transfer area with a small footprint in the conveying direction of the belt conveyor can be realized by the curvature.
Die Bewegungsbahn kann sich bezüglich des Bandförderers von oben oder von unten an dessen Förderband annähern. Im letzteren Fall kreuzt die Bewegungsbahn die Ebene des Bandförderers von unten kommend und ist beispielsweise in einem Bogen um den Anfang des Bandförderers herumgeführt. Das Produkt wird letztendlich ebenfalls von oben auf das Band abgelegt. Die von der Bewegungsbahn eingeschlossene, vom Bandförderer abgewandte Fläche ist im Fall der Annäherung von oben konvex bzw. im Falle der Annäherung von unten konkav geformt.The trajectory may approach the belt conveyor from above or below at its conveyor belt. In the latter case, the trajectory crosses the plane of the belt conveyor coming from below and is for example guided in an arc around the beginning of the belt conveyor. The product is also deposited from the top of the tape. The enclosed by the trajectory, facing away from the belt conveyor surface is convex in the case of approach from above or concave in the case of approach from below.
Erfindungsgemäss werden die Produkte von der Fördereinrichtung in hängender Lage gefördert. Unter hängende Lage wird verstanden, dass die Produkte weitgehend vertikal ausgerichtet sind, wobei sie aufgrund der Schwerkraft auch leicht gebogen sein können.According to the invention, the products are conveyed by the conveyor in a suspended position. Under hanging position is understood that the products are largely vertically aligned, and they may also be slightly bent due to gravity.
Die in hängender Lage geförderten Produkte werden erfindungsgemäss im Übergabebereich vor dem Ablegen auf das Förderband derart bewegt, dass sich die nicht ergriffene Kante des Produkts mit der gleichen oder geringerer Bahngeschwindigkeit wie die ergriffene Kante bzw. der Greifer selbst bewegt. Die entsprechende Bewegung kann, insbesondere im Fall der Annäherung von unten an die Ebene des Bandförderers, allein durch geeignete Gestalt der Bewegungsbahn realisiert werden. In diesem Fall ist die Ausrichtung der Greifer relativ zur Bewegungsbahn nicht zwingend veränderlich. Bevorzugt ist hingegen, dass sich die Greifer von oben an das Förderband annähern. In diesem Fall nehmen die Greifermäuler zunächst eine Orientierung in ihrer Umlaufrichtung an, um dann im Übergabebereich in eine Orientierung entgegen der Förderrichtung des Bandförderers umzuschwenken. Die entsprechende Bewegung der Greifer wird erfindungsgemäß mit einer geeigneten Kulissensteuerung veranlasst. Dies hat zur Folge, dass die nicht ergriffene Kante der Produkte, die im hängenden Zustand zunächst mit etwa der gleichen Bahngeschwindigkeit wie die ergriffene Kante bewegt wurde, im gekrümmten Übergabebereich mit geringerer Bahngeschwindigkeit als die gegenüberliegende ergriffene Kante bewegt wird. Bevorzugt bleibt das nicht ergriffene Ende in diesem Bereich weitgehend stationär, während die Richtungsänderung des Produkts durch die Form der Bewegungsbahn sowie die Orientierung der Greifer bewirkt wird.According to the invention, the products conveyed in a suspended position are moved in the transfer area in such a way before depositing on the conveyor belt that the unaffected edge of the product moves at the same or lower web speed as the gripped edge or the gripper itself. The corresponding movement, in particular in the case of approach from below to the plane of the belt conveyor, alone by suitable design of the Trajectory can be realized. In this case, the orientation of the gripper relative to the trajectory is not necessarily variable. On the other hand, it is preferred that the grippers approach the conveyor belt from above. In this case, the gripper mouths initially assume an orientation in their direction of rotation, in order to then swing over in the transfer region in an orientation counter to the conveying direction of the belt conveyor. The corresponding movement of the gripper is caused according to the invention with a suitable link control. As a result, the unaffected edge of the product, which has been initially moved in the suspended state at approximately the same web speed as the gripped edge, is moved in the curved transfer area at a lower web speed than the opposite gripped edge. Preferably, the end not grasped remains largely stationary in this region, while the direction change of the product is effected by the shape of the movement path and the orientation of the grippers.
Bevorzugt sind die Greifer zu jedem Zeitpunkt so ausgerichtet, dass das Produkt weitgehend eben bleibt oder nur leicht gekrümmt ist. In diesem Fall werden die Greifer vorzugsweise derart bewegt, dass die dem Bandförderer zugewandte Greiferbacke beim Ablegen des Produkts im wesentlichen parallel zur Ebene der abgelegten Produkte ausgerichtet wird.Preferably, the grippers are aligned at any time so that the product remains largely flat or only slightly curved. In this case, the grippers are preferably moved such that the gripper jaw facing the belt conveyor is aligned during storage of the product substantially parallel to the plane of the deposited products.
Beispiele für die Erfindung sind in den Zeichnungen dargestellt und nachfolgend beschrieben. Es zeigen rein schematisch:
- Fig. 1
- eine erfindungsgemässe Vorrichtung beim Fördern und Ablegen von jeweils einem Produkt;
- Fig. 2
- die Vorrichtung aus
Fig. 1 beim Fördern und Ablegen von jeweils 3 Produkten; - Fig. 3a-c
- eine Detailansicht der Vorrichtung gemäss
Fig. 1 in verschiedenen Momentaufnahmen beim Ablegen eines Produkts.
- Fig. 1
- an apparatus according to the invention in conveying and depositing each of a product;
- Fig. 2
- the device off
Fig. 1 in conveying and depositing 3 products each; - Fig. 3a-c
- a detailed view of the device according to
Fig. 1 in various snapshots when placing a product.
Die Fördereinrichtung 1 umfasst eine Mehrzahl entlang einer Bewegungsbahn U bewegten Greifern 3. Die Greifer 3 haben zwei Greiferbacken 4, 5, die um eine senkrecht zur Zeichnungsebene verlaufende Schwenkachse zum Öffnen und Schliessen relativ zueinander verschwenkbar sind. Das einzelweise Öffnen der Greifer 3 wird mit einer hier nicht dargestellten Kulissensteuerung bewerkstelligt. Geöffnet wird ein Greifer jeweils am Punkt der grössten Annäherung 10' der Bewegungsbahn U an den Bandförderer 2. Die Greifer 3 bzw. die beiden Greiferbacken 4, 5 sind ausserdem um eine senkrecht zur Zeichnungsebene verlaufende Achse verschwenkbar. Damit kann die Orientierung der Greifer 3 und insbesondere die Richtung A des Greifermauls relativ zur Bewegungsbahn U bzw. relativ zum Greiferkörper 3a einzeln in Abhängigkeit von der Position der Greifer 3 innerhalb der Bewegungsbahn U verändert werden. Beispiele für geeignete Greifer sind in der
Vorliegend umfasst die Bewegungsbahn U zwei vertikal verlaufende Teilstücke U1, U2, zwischen denen sich der gekrümmte Übergabebereich 10 befindet. Als Übergabebereich 10 kann vorliegend etwa der halbkreisförmige Bereich der Bewegungsbahn U bezeichnet werden. Im stromaufwärts vom Übergabebereich liegenden ersten Teilabschnitt U1 der Bewegungsbahn U sind die Greifer 3 so orientiert, dass ihr durch die beiden Greiferbacken 4, 5 begrenztes Greifermaul in eine Richtung A weist, die etwa um 45° aus der Vertikalen geneigt ist. Im ersten Teilabschnitt U1 halten die Greifer 3 Produkte 6. Diese biegen sich aufgrund der Schwerkraft nach unten, so dass sie über einen grossen Teil ihrer Länge eine im wesentlichen vertikale Lage einnehmen. Da der erste Teilabschnitt U1 gerade ist, bewegen sich die nicht ergriffenen Kanten 6b der Produkte 6 mit etwa der gleichen Bahngeschwindigkeit wie die ergriffenen Kanten 6a. Im gekrümmten Übergabebereich wird erfindungsgemäss die Greiferorientierung so geändert, dass die nicht ergriffene Kante 6b weiterhin mit derselben oder bevorzugt einer geringeren Bahngeschwindigkeit wie die ergriffene Kante 6a des Produkts gefördert wird. Die Krümmung des Übergabebereichs 10 wird daher durch die Änderung der Orientierung der Greifer 3 kompensiert. Die Fördereinrichtung 1 kann daher mit einer starken Krümmung im Übergabebereich und daher in Förderrichtung sehr platzsparend ausgeführt werden. Beispielsweise ist sie so gekrümmt, dass im Übergabebereich 10 3 bis 5 Greifer nebeneinander Platz finden.In the present case, the movement path U comprises two vertically extending sections U1, U2, between which the
Das Produkt 6 wird beim Ablegen aus einer hängenden Lage, in der die nicht ergriffene Kante 6b in Bewegungsrichtung entlang der Bewegungsbahn U vor der ergriffenen Kante angeordnet ist, in eine liegende Lage gebracht, in der sich die nicht ergriffene Kante 6b in Bewegungsrichtung entlang der Bewegungsbahn U bzw. in Förderrichtung F des Bandförderers 2 hinter der ergriffenen Kante 6a befindet. Die im Übergabebereich 10 angenommene Orientierung relativ zur Bewegungsbahn U behalten die Greifer 3 auch nach dem Öffnen im senkrecht nach oben verlaufenden zweiten Teilabschnitt U2 der Bewegungsbahn U bei. Eine Änderung der Ausrichtung braucht erst vor oder nach dem Aufnehmen eines neuen Produktes an einer hier nicht dargestellten Übernahmestelle zu erfolgen.The
Wie
Wie dargestellt, werden die Greifer 3 derart im Raum bewegt, dass das ergriffene Produkt bis zum Ablegen weitgehend gerade oder nur leicht gekrümmt ist. Es ist daher auch von Vorteil, wenn die dem Bandförderer 2 zugewandte Greiferbacke 4 beim Ablegen des Produkts 6 im wesentlichen parallel zur Ebene der abgelegten Produkte 6 ausgerichtet ist.As shown, the
Die Greifer 3 der Fördereinrichtung 1 aus
In
Claims (8)
- Method of conveying flat, flexible products (6), in particular printed products, in which the products (6) are conveyed by means of a conveying device (1), which comprises grippers (3) which are moved along a movement path (U), grip at least one product (6) in the region of one edge (6a), can be controlled individually to open and close and have at least two gripper jaws (4, 5), to a transfer region (10), are deposited in the transfer region (10), at least partly overlapping one another, on a conveyor belt (2a) which is arranged substantially horizontally, runs in the conveying direction (F) and belongs to a belt conveyor (2) and are conveyed away by the latter, the products being conveyed in a hanging position along the movement path (U) which is curved in the transfer region (10) and approaches the conveyor belt (2a) in the vertical direction, characterized in that the grippers are pivoted by means of a slotted guide control, in the transfer region (10) before the products are deposited on the conveyor belt (2a), from a position oriented in their direction of circulation into a position oriented counter to their direction of circulation in such a way that the non-gripped edge (6b) of the product (6) is moved at the same path speed or a lower path speed than the gripped edge (6a).
- Method according to Claim 1, characterized in that the grippers (3) can be varied in terms of their alignment (A) relative to the movement path (U), the alignment (A) of the grippers (3) in the transfer region (10) being changed in such a way that the gripped product (6) is moved from a first position, in which the non-gripped edge (6b) is arranged in front of the gripped edge (6a) in the direction of movement, into a second position, in which the non-gripped edge (6b) is arranged behind the gripped edge (6a) in the direction of movement.
- Method according to Claim 2, characterized in that the grippers (3) are moved in such a way that the non-gripped edge (6b) of a product (6) comes to lie on a supporting element (7) arranged at the start (2b) of the transfer region (10) and rests there during at least part of the forward movement of the grippers (3) along the movement path (U) in the transfer region (10) or is shifted only slightly.
- Method according to one of the preceding claims, characterized in that the grippers (3) are moved in such a way that the gripper jaw (4) facing the belt conveyor (2) is aligned substantially parallel to the plane of the deposited products (6) as the product (6) is deposited.
- Method according to one of the preceding claims, characterized in that the movement path (U) in a first portion (U1) arranged upstream of the transfer region (10), and in a second portion (U2) arranged downstream of the transfer region (10) runs substantially at right angles to the conveying direction (F).
- Apparatus for implementing the Method according to one of the preceding claims, having a conveying device (1) for conveying products (6) to a transfer region (10), which comprises grippers (3) which are moved along a movement path (U), grip at least one product (6) in the region of one edge (6a), can be controlled individually to open and close and have at least two gripper jaws (4, 5), and a belt conveyor for conveying the products (6) away out of the transfer region (10) using a conveyor belt (2a) which is arranged substantially horizontally and runs in the conveying direction (F), the movement path (U) being curved in the transfer region (10) and being designed to approach the conveyor belt (2a) in the vertical direction, the grippers (3) upstream of the transfer region (10) assuming a position in which they are capable of conveying the products (6) in a hanging manner, characterized in that a slotted guide control is present, by means of which the grippers can be pivoted from a position oriented in their direction of circulation into a position oriented counter to their direction of circulation in such a way that the non-gripped edge (6b) of the product (6) in the transfer region (10) moves at the same path speed or a lower path speed than the gripped edge (6a).
- Apparatus according to Claim 6, characterized in that the movement path (U) in a first portion (U1) arranged upstream of the transfer region (10), and in a second portion (U2) arranged downstream of the transfer region (10) runs substantially at right angles to the conveying direction (F).
- Apparatus according to Claim 6 or 7, characterized in that the movement path (U) approaches the belt conveyor (2a) from above and, in the transfer region (10) is curved convexly relative to the latter.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH8482002 | 2002-05-22 | ||
| CH8482002 | 2002-05-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1364899A1 EP1364899A1 (en) | 2003-11-26 |
| EP1364899B1 true EP1364899B1 (en) | 2008-08-27 |
Family
ID=29275996
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP03003301A Expired - Lifetime EP1364899B1 (en) | 2002-05-22 | 2003-02-13 | Method for transporting flat and flexible products, and device for carrying out the method |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7316392B2 (en) |
| EP (1) | EP1364899B1 (en) |
| AT (1) | ATE406334T1 (en) |
| CA (1) | CA2429323C (en) |
| DE (1) | DE50310398D1 (en) |
| DK (1) | DK1364899T3 (en) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10128833B4 (en) * | 2001-06-15 | 2006-11-02 | Koenig & Bauer Ag | Quality control device |
| DK1340704T3 (en) * | 2002-03-01 | 2005-10-24 | Ferag Ag | Method and apparatus for transforming a stream of held conveyed flat objects into a flag stream with selectable arrangement of the articles |
| CA2468357A1 (en) * | 2004-04-02 | 2005-10-02 | Dominique Feuiltault | System, device and method for feeding flat articles |
| FR2890333B1 (en) * | 2005-09-07 | 2009-01-23 | Mag Systemes Soc Par Actions S | AUTOMATIC ENVELOPE FEEDING DEVICE FOR A WORKSHOP FOR PLACING DOCUMENTS |
| EP1834913A1 (en) * | 2006-03-17 | 2007-09-19 | Ferag AG | Device for picking up and conveying of flat products |
| US7527261B2 (en) | 2006-07-13 | 2009-05-05 | Lockheed Martin Corporation | Mailpiece container for stacking mixed mail and method for stacking mail therein |
| US7694949B2 (en) * | 2006-09-18 | 2010-04-13 | Goss International Americas, Inc | Custodial lapped stream mechanism |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1340704A2 (en) * | 2002-03-01 | 2003-09-03 | Ferag AG | Method and device for changing a stream of suspendedly conveyed flat articles in a shingled stream with selectable arrangement of the articles |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH629160A5 (en) * | 1978-04-11 | 1982-04-15 | Ferag Ag | Device for subdividing a continuous stream, in particular an overlapping stream, of flat products into individual groups |
| CH660170A5 (en) * | 1983-05-31 | 1987-03-31 | Ferag Ag | DEVICE FOR THE STORAGE OF PRINTED PRODUCTS. |
| JP2918725B2 (en) * | 1991-10-09 | 1999-07-12 | 株式会社金田機械製作所 | Carrier unloading / unloading device |
| ATE137472T1 (en) * | 1993-01-14 | 1996-05-15 | Ferag Ag | DEVICE FOR TRANSPORTING FLAT PRODUCTS |
| DE59501115D1 (en) * | 1994-03-24 | 1998-01-29 | Ferag Ag | Device for feeding flat products to a processing device for printed products |
| SE502958C2 (en) * | 1994-08-19 | 1996-02-26 | Sten Wallsten Ind Ab | Device for delivering selected specimens of objects from a conveyor belt |
| JP3793232B2 (en) * | 1995-04-11 | 2006-07-05 | グラファ−ホルディング・アクチェンゲゼルシャフト | Method and apparatus for conveying printed material stream |
| EP0767125B1 (en) * | 1995-10-03 | 1999-12-01 | Ferag AG | Clip for flat objects |
| CA2187000C (en) | 1995-10-03 | 2005-05-03 | Walter Reist | Clamp for sheet-like articles |
| DE50101385D1 (en) * | 2000-10-02 | 2004-03-04 | Ferag Ag | Method and device for forming a double scale formation from printed products |
-
2003
- 2003-02-13 DK DK03003301T patent/DK1364899T3/en active
- 2003-02-13 DE DE50310398T patent/DE50310398D1/en not_active Expired - Lifetime
- 2003-02-13 AT AT03003301T patent/ATE406334T1/en active
- 2003-02-13 EP EP03003301A patent/EP1364899B1/en not_active Expired - Lifetime
- 2003-05-13 US US10/436,573 patent/US7316392B2/en not_active Expired - Fee Related
- 2003-05-21 CA CA2429323A patent/CA2429323C/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1340704A2 (en) * | 2002-03-01 | 2003-09-03 | Ferag AG | Method and device for changing a stream of suspendedly conveyed flat articles in a shingled stream with selectable arrangement of the articles |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE406334T1 (en) | 2008-09-15 |
| US20030218297A1 (en) | 2003-11-27 |
| AU2003203609A1 (en) | 2003-12-11 |
| CA2429323C (en) | 2011-10-04 |
| DE50310398D1 (en) | 2008-10-09 |
| EP1364899A1 (en) | 2003-11-26 |
| DK1364899T3 (en) | 2008-12-01 |
| US7316392B2 (en) | 2008-01-08 |
| CA2429323A1 (en) | 2003-11-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0557680B1 (en) | Conveyor gripper for conveying printed products of one or more sheets | |
| EP0330868A1 (en) | Process and device for conveying away printed products fed in a shingled formation | |
| DE19906202A1 (en) | Flexible flat object processing device | |
| DE3306815C2 (en) | DEVICE FOR TRANSPORTING FLAT PRODUCTS INCLUDED IN A DANDEL INFORMATION, IN PARTICULAR PRINTED PRODUCTS | |
| EP0564812B1 (en) | Method and device for opening folded printing products | |
| DE3633617C2 (en) | Device and method for loading printed products into a drum | |
| EP1364899B1 (en) | Method for transporting flat and flexible products, and device for carrying out the method | |
| EP0854105B1 (en) | Method and device for traiting flat printed products, such as newspapers and magazines, and parts thereof | |
| EP1281650B1 (en) | Method and device for grouping and further transporting flat articles | |
| DE19916668A1 (en) | Conveyor for flat pieces comprises parallel conveyor belts running over deflection wheels, clamping elements, pick-up pieces and swivel axle | |
| EP0754642A2 (en) | Device for delivering sheet-like products | |
| DE19621331B4 (en) | Device for dividing a product stream | |
| EP0557679B1 (en) | Conveyor gripper for conveying printed products of one or more sheets | |
| EP0218804B1 (en) | Device for taking over and transferring folded sheets from a conveyor | |
| EP1547950B1 (en) | Method and device for stabilizing and positioning flat objects | |
| EP0863099B1 (en) | Device for separating piled printed products | |
| EP1253098A1 (en) | Apparatus for handling printed products delivered to a device for forming piles | |
| DE3837222A1 (en) | METHOD AND DEVICE FOR PACKAGING RULE SAUSES IN GROUPS | |
| EP0518064A1 (en) | Method and apparatus for handling of printed products | |
| EP1411011B1 (en) | Device for transferring products to a conveying device | |
| DE3908347C2 (en) | ||
| EP2367745B1 (en) | Apparatus and method for transferring flexible flat objects | |
| EP0767125B1 (en) | Clip for flat objects | |
| EP1075445A1 (en) | Method and device for further conveyance of flat objects arriving in a lamellar flow | |
| CH574364A5 (en) | Transfer conveyor for folded newspapers - has scissor type pick up heads on overhead chain track |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO |
|
| 17P | Request for examination filed |
Effective date: 20040116 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IT LI LU MC NL PT SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50310398 Country of ref document: DE Date of ref document: 20081009 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081208 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081127 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090127 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 |
|
| 26N | No opposition filed |
Effective date: 20090528 |
|
| BERE | Be: lapsed |
Owner name: FERAG AG Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091030 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20081128 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090213 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20110210 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20110219 Year of fee payment: 9 Ref country code: CH Payment date: 20110216 Year of fee payment: 9 Ref country code: AT Payment date: 20110214 Year of fee payment: 9 Ref country code: DE Payment date: 20110218 Year of fee payment: 9 Ref country code: SE Payment date: 20110214 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090228 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20110217 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080827 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120214 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120213 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50310398 Country of ref document: DE Effective date: 20120901 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 406334 Country of ref document: AT Kind code of ref document: T Effective date: 20120213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120213 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120901 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |