EP1300200A1 - Verfahren und Vorrichtung zur Selektierung von Kunststoffen und anderen Materialien bezüglich Farbe und Zusammensetzung - Google Patents
Verfahren und Vorrichtung zur Selektierung von Kunststoffen und anderen Materialien bezüglich Farbe und Zusammensetzung Download PDFInfo
- Publication number
- EP1300200A1 EP1300200A1 EP02022206A EP02022206A EP1300200A1 EP 1300200 A1 EP1300200 A1 EP 1300200A1 EP 02022206 A EP02022206 A EP 02022206A EP 02022206 A EP02022206 A EP 02022206A EP 1300200 A1 EP1300200 A1 EP 1300200A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- material particles
- spectrometer
- inclined plane
- channel
- nozzles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3425—Sorting according to other particular properties according to optical properties, e.g. colour of granular material, e.g. ore particles, grain
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3422—Sorting according to other particular properties according to optical properties, e.g. colour using video scanning devices, e.g. TV-cameras
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B07—SEPARATING SOLIDS FROM SOLIDS; SORTING
- B07C—POSTAL SORTING; SORTING INDIVIDUAL ARTICLES, OR BULK MATERIAL FIT TO BE SORTED PIECE-MEAL, e.g. BY PICKING
- B07C5/00—Sorting according to a characteristic or feature of the articles or material being sorted, e.g. by control effected by devices which detect or measure such characteristic or feature; Sorting by manually actuated devices, e.g. switches
- B07C5/34—Sorting according to other particular properties
- B07C5/342—Sorting according to other particular properties according to optical properties, e.g. colour
- B07C5/3425—Sorting according to other particular properties according to optical properties, e.g. colour of granular material, e.g. ore particles, grain
- B07C5/3427—Sorting according to other particular properties according to optical properties, e.g. colour of granular material, e.g. ore particles, grain by changing or intensifying the optical properties prior to scanning, e.g. by inducing fluorescence under UV or x-radiation, subjecting the material to a chemical reaction
Definitions
- the present invention relates to a method for the separation of materials Part 1 of claim 1.
- it relates to the separation of Plastics of various types such.
- B. the selection of polyethylene terephthalate in blends with polyolefins, polycarbonate, polyvinyl chloride, etc. as well for sorting out of different colored plastics under colorless plastics and for the removal of metals and other substances, such as As aluminum, wood, paper, etc. in process streams for recycling of recyclable materials.
- the process is exemplary in the recycling process of plastics that come from beverage bottles and already at least once with mineral water or soft drinks or with alienated with Pollutants filled were explained. It is however in the same way, also to the Separation of various components of other free-flowing multicomponents Suitable mixtures.
- the basic principle of sorters according to the prior art consists in that the material to be sorted when passing through parabolic webs in the air in Case of bad detection of perpendicular to the trajectory nozzle jet pulses so distracted that they are in a separate collection container for land lower-grade plastics. Because of the statistically strongly fluctuating Shape and fluctuating weight of the plastic pieces gives way to the respective trajectory However, the plastic pieces partly strong from the parabolic shape, which is why the sorting nozzles to avoid collisions with the plastic pieces in large Distance from the ideal trajectory must be mounted. From this distance the passing bad substances are no longer concentrated Jet detected directly before the nozzle opening selectively, but only from a widened and turbulence-prone, weak jet distracted uncertainly together with nearby acceptances. The episode is a mixture of high and low quality plastics associated with a loss of quality and a loss of volume of the high-quality plastic fraction. Both disadvantages lead to economic problems that affect the economy endanger the overall process.
- the object is achieved by a method for the identification and separation of material particles, in particular for the detection of colorations and for the identification of various types of plastic and contaminated with contaminants plastics using at least one lighting unit, at least one optical spectrometer with analysis unit for the measurement and evaluation of spectra and a separation unit, wherein the material particles are classified during their path on an inclined plane by an optical recognition system and separated according to the classification in the separation unit in at least 2 material fractions. solved.
- the invention also relates to an apparatus for performing the method, the at least one illumination unit at least one separation unit with at least one optical spectrometer with analysis unit for the measurement and evaluation of spectra of the material particles, an inclined plane for transporting the material particles and a separating device, the Particles according to the signals of the spectrometer in at least two fractions separates.
- the at least one spectrometer can be selected from Fluorescence spectrometers, IR spectrometers, UVNIS spectrometers.
- the plastic parts illuminating light source for generating fluorescent light another Light source used to irradiate the plastic particles and in particular to efficiently enhance color recognition and detection non-fluorescent and / or non-transparent fabrics, e.g. from Wood or metal particles, serves.
- the separation unit can have a plurality of channel-shaped channels into which Low point of the cross section profile clocked nozzles for sorting more characteristic Material particles are integrated in at least two material fractions.
- Several nozzles can be accommodated in each channel channel on one surface which is not larger than the area of the smallest material particle to be sorted is.
- the channel channels preferably have a depression to guide the particles to the nozzle.
- the inclined plane has channel troughs, wherein in each Channel gutter several nozzles are housed on a surface that is not larger as the area of the smallest material particle to be sorted.
- the nozzles are designed as supersonic nozzles. All nozzles are preferably supplied with compressed air via a common transverse pipe (18) and pulsed on and off under the control of the analysis unit. For example. However, the material particles can also be lifted out of the channel via a weak jet and then sucked off via a hood pressurized with negative pressure.
- the channels of the inclined plane may be closed in the section between material application and the separating device on the top, wherein within the channels, a gas flow is generated, which supports the acceleration of the material particles during the slide down and keeps it at a steady speed. It may be useful that the channels of the inclined plane ends immediately after the nozzles and the trajectories of the material supports supported by a baffle directly in the collection containers.
- the separation unit the Faculty Sort Schlierenden material particles via a corona discharge on a Metal tip above the flow of material in each channel an electrical charge spray on and these selectively charged material particles then during a free fall deflected by an electric field and thus separated become.
- the sliding on an inclined plane plastic parts illuminated with optical radiation, wherein, for example, from the plastic parts as Sequence of fluorescence emitted by spectral analysis of the fluorescence Plastic type, if necessary the color and possible contamination of the respective plastic particle as a result of foreign substances and recognized as inferior Plastic parts from a nozzle integrated in the inclined plane with a Compressed air pulse to be ejected.
- Essential for the invention is the The fact that the compressed air opening integrated in the inclined plane serves as a nozzle for Generation of a concentrated bundled high speed flow, even at supersonic speed, for example, as a Laval nozzle is formed.
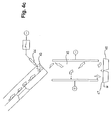
- the system shown in Fig. 1 for carrying out the method according to the invention has a conveyor unit 4 for the material particles 14, an inclined plane thirteenth with supersonic nozzles 15, lighting devices 6, 7 for fluorescence, one Separation unit for high-quality and low-grade material, an optical one Spectrometer 10 with beam scanner, evaluation unit and valve control
- a conveyor unit 4 for the material particles 14 for carrying out the method according to the invention
- the contained in a reservoir 1 optically to be analyzed and then separated into different fractions 2 and 3 particulate material 14 with a conveyor system 4 on the inclined plane 5, over which it slides down by gravity.
- the channel grooves on a recess as shown in Fig. 4a can be seen.
- the channels of the inclined plane end immediately after the nozzles 21 and the trajectories of the material particles 14 ends, supported by a separating plate ends directly in the collecting containers.
- nozzles 15 are supplied via a common cross tube 18 with compressed air and pulsed under the control of the analysis unit switched on and off.
- the respective Nozzle 15 is connected via a stub 19 and the high-speed valve 20 with the Cross channel 18 connected
- the opening and closing function of the respective quick-acting valve 20 takes place after activation by the analysis unit 11 according to FIG. 1.
- An essential part of the invention is based on the use of high-speed, in particular supersonic nozzles 15. The latter is due to the fact that for economic reasons, a minimum mass flow of material particles 14th must be supported by the arrangement. so the particle speed on the inclined plane reaches 13 values, which is a maximum speed of a Supersonic jet 21 require to prevent. that too many, high quality Material particles 14 before or after the Ausblaslui of each devissortierenden Undesirable into the inferior fraction.
- the inclined plane 13 from Fig.2 consists according to Fig, 4a / b of numerous channel-shaped Tracks 30, which are concave in cross-section 31 and a formed precise guidance of the material particles 14 relative to the nozzle openings 15 guarantee.
- the lighting of the material ponds 14 takes place here for excitation with light from both 2 sides by means of two light sources 36 and 37.
- the latter are with a translucent disc 23 made of quartz glass, facing the Channel has a smaller angle of inclination to a smooth transition to reach between gutter and glass.
- the respectively on the spectrometer with analysis system 11 according to FIG. 1 fluorescent light beam is through the beam 22nd shown in Figures 2 and 3.
- FIG. Light source 41 which transilluminates the material particles with a downstream color spectrometer e.g. made of milky polyolefins or from Aluminum existing caps identified by beverage bottles become.
- a downstream color spectrometer e.g. made of milky polyolefins or from Aluminum existing caps identified by beverage bottles become.
- contaminants such as e.g. Wood and metal foils are identified and rejected.
- the Light passage through the channel 30 through a UV-radiation reflecting filter 38 the radiation of the light source for the excitation of fluorescent light on the Bottom of the plastic parts directs, in combination with an optical High pass filter 40, which light a halogen light source 41 above a Wavelength of about 480 nm for spectral analysis passes allows.
- the filter 38 is protected by a protective plate 42 against wear, in particular mechanical, protected.
- the particle separation takes place by that the particles to be sorted out according to FIG. 4c via a high voltage corona discharge 43 is sprayed on a metal tip 44, an electric charge and these electrostatically charged material particles subsequently during the free fall distracted by an electric field 45 and thus in the fractions high-quality 46 and low-grade plastics 47 are separated.
Abstract
Description
mindestens einer Beleuchtungseinheit,
mindestens einem optischen Spektrometer mit Analyseeinheit zur Messung und Auswertung von Spektren sowie
einer Separationseinheit, wobei die Materialteilchen während ihres Weges auf einer schiefen Ebene durch ein optisches Erkennungssystem klassifiziert werden und entsprechend der Klassifizierung in der Separationseinheit in mindestens 2 Materialfraktionen getrennt werden. gelöst. Ferner bezieht sich die Erfindung auch auf eine Vorrichtung zur Durchführung des Verfahrens, die mindestens eine Beleuchtungseinheit mindestens eine Separationseinheit mit mindestens einem optischen Spektrometer mit Analyseeinheit zur Messung und Auswertung von Spektren der Materialteilchen, einer schiefen Ebene zum Transport der Materialteilchen und einer Trenneinrichtung, die die Teilchen entsprechend den Signalen des Spektrometers in mindestens 2 Fraktionen trennt, aufweist.
Bspw. können die Materialteilchen aber auch über einen schwachen Düsenstrahl aus dem Kanal angehoben und anschliessend über eine mit Unterdruck beaufschlagte Haube abgesaugt werden.
Es kann sinnvoll sein, daß die Kanäle der schiefen Ebene unmittelbar nach den Düsen enden und die Flugbahnen der Materialteilchen unterstützt durch ein Trennblech direkt in den Sammelbehältern enden.
Die Kanäle der schiefen Ebene enden unmittelbar nach den Düsen 21 und die Flugbahnen der Materialteilchen 14 enden, unterstützt durch ein Trennblech direkt in den Sammelbehältern enden.
- 1
- Vorratsbehälter
- 2
- Fraktion oder Kanal
- 3
- Fraktion
- 4
- Fördersystem
- 5
- schiefe Ebene
- 6
- Lichtquelle
- 7
- Lichtquelle
- 8
- Fluoreszenzlicht
- 9
- Scannersystem
- 10
- Spektrometer
- 11
- Analysesystem oder Analyseeinheit
- 12
- Vibrationslinearförderer
- 13
- schiebe Ebene
- 14
- Teilchenmaterial
- 15
- Überschalldüse oder Düsenöffnung
- 16
- Recyclingkanal
- 17
- Recyclingkanal
- 18
- Querkanal
- 19
- Stichleitung
- 20
- Schnellschaltventil
- 21
- Überschallstrahl
- 22
- Strahl
- 23
- Scheibe
- 25
- Überschalldüse oder Düsenöffnung
- 30
- Spuren, Rinnen
- 31
- Querschnitt durch 30
- 36
- Lichtquelle
- 37
- Lichtquelle
- 38
- Filter
- 39
- UV-Lichtquelle
- 40
- Hochpassfilter
- 41
- Lichtquelle
- 42
- Schutzscheibe
- 43
- Hochspannungskoronaentladung
- 44
- Metallspitze
- 45
- elektrisches Feld
- 46
- Kunststoffe
- 47
- Kunststoffe
Claims (10)
- Verfahren zur Identifikation und zur Separation von Materialteilchen, insbesondere zur Erkennung von Einfärbungen sowie zur Identifizierung von verschiedenen Kunststofftypen und von mit Kontaminationen verunreinigten Kunststoffen unter Verwendung von
mindestens einer Beleuchtungseinheit,
mindestens einem optischen Spektrometer mit Analyseeinheit zur Messung und Auswertung von Spektren sowie
einer Separationseinheit,
wobei die Materialteilchen während ihres Weges auf einer schiefen Ebene durch ein optisches Erkennungssystem klassifiziert werden und entsprechend der Klassifizierung in der Separationseinheit in mindestens 2 Materialfraktionen getrennt werden. - Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, die mindestens eine Beleuchtungseinheit (6, 7, 39)
mindestens eine Separationseinheit mit mindestens einem optischen Spektrometer (10) mit Analyseeinheit zur Messung und Auswertung von Spektren der Materialteilchen (14), einer schiefen Ebene (13) zum Transport der Materialteilchen und eine Separationseinheit, die die Teilchen (14) entsprechend den Signalen des mindestens einen Spektrometers in mindestens 2 Fraktionen trennt, aufweist. - Vorrichtung nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, daß das mindestens eine Spektrometer ausgewählt ist aus Fluoreszenz-Spektrometern, IR-Spektrometern, UV/VIS-Spektrometern.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß die schiefe Ebene (13) Kanalrinnen (30) aufweist, wobei in jeder Kanalrinne mindestens eine Düse (15, 25) auf einer Fläche untergebracht ist, die nicht größer ist als die Fläche des kleinsten zu sortierenden Materialteilchens (14) ist.
- Vorrichtung nach Anspruch 2 bis 4, dadurch gekennzeichnet, daß die Kanäle der schiefen Ebene (13) unmittelbar nach den Düsen (15, 25) enden und die Flugbahnen der Materialteilchen (14) unterstützt durch ein Trennblech direkt in den Sammelbehältern enden.
- Vorrichtung nach Anspruch 2 bis 5, dadurch gekennzeichnet, daß alle Düsen (15) über ein gemeinsames Querrohr (18) mit Druckluft versorgt und daß die Düsen (15) gepulst unter Ansteuerung durch die Analyseeinheit ein- und ausgeschaltet werden.
- Vorrichtung nach Anspruch 2 bis 6, dadurch gekennzeichnet, daß die Materialteilchen (14) von mindestens zwei Lichtquellen unterschiedlichen Emissionsspektrums durchstrahlt werden und die resultierende optische Transmission bzw. Reflexion mit mindestens einem Spektrometer erfasst wird.
- Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, dass die Separationseinheit den auszusortierenden Materialteilchen (14) über eine Koronaentladung (43) an einer Metallspitze (44) über dem Materialstrom in jedem Kanal eine elektrische Ladung aufsprüht und diese so selektiv geladenen Materialteilchen (14) anschliessend während eines freien Falls durch ein elektrisches Feld (45) abgelenkt und somit separiert werden.
- Vorrichtung nach Anspruch 2 bis 8, dadurch gekennzeichnet, dass die Materialteilchen über einen schwachen Düsenstrahl aus dem Kanal angehoben und anschliessend über eine mit Unterdruck beaufschlagte Haube abgesaugt werden.
- Vorrichtung nach Anspruch 2 bis 9, dadurch gekennzeichnet, dass die Kanäle der schiefen Ebene (13) im Abschnitt zwischen Materialaufgabe und der Separiereinrichtung auf der Oberseite verschlossen sind und innerhalb der Kanäle ein Gasstrom erzeugt wird, der die Beschleunigung der Materialteilchen (14) während dem Hinabrutschen unterstützt und im weiteren Verlauf auf gleichmässiger Geschwindigkeit hält.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10149505A DE10149505A1 (de) | 2001-10-02 | 2001-10-02 | Verfahren und Vorrichtung zur Selektierung von Kunststoffen und anderen Materialien bezüglich Farbe und Zusammensetzung |
| DE10149505 | 2001-10-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1300200A1 true EP1300200A1 (de) | 2003-04-09 |
| EP1300200B1 EP1300200B1 (de) | 2017-09-27 |
Family
ID=7701744
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02022206.3A Expired - Lifetime EP1300200B1 (de) | 2001-10-02 | 2002-10-01 | Verfahren und Vorrichtung zur Identifikation und Separation von Kunststoffmaterialteilchen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1300200B1 (de) |
| DE (1) | DE10149505A1 (de) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1967294A2 (de) * | 2007-03-05 | 2008-09-10 | Picvisa Machine Vision Systems, S.L. | Maschine mit künstlichem Visier zur automatischen Trennung von wiederverwertbaren Kunststoffen nach Farben mithilfe von einem Multispektralvisier |
| US7633614B2 (en) | 2004-09-24 | 2009-12-15 | Tomra Systems Asa | Device and a method for detection of characteristic features of a medium |
| CH702891A1 (de) * | 2010-03-25 | 2011-09-30 | Qualysense Ag | Vorrichtung und Verfahren zum Sortieren von landwirtschaftlichen Partikeln. |
| WO2015200111A1 (en) * | 2014-06-23 | 2015-12-30 | Tsi, Inc. | Rapid material analysis using libs spectroscopy |
| DE102016214496A1 (de) * | 2016-08-04 | 2018-02-08 | Gunther Krieg | Vorrichtung zur Identifikation von Stoffen |
| WO2018095583A1 (en) * | 2016-11-28 | 2018-05-31 | Hydro Aluminium Rolled Products Gmbh | System for analyzing and sorting material |
| SE1751115A1 (en) * | 2017-09-14 | 2019-03-15 | Bomill Ab | Object conveying and/or sorting system |
| US10316173B2 (en) | 2016-02-01 | 2019-06-11 | Sensors Unlimited, Inc. | Systems and methods for marking plastics |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010048101A1 (de) | 2010-01-25 | 2011-07-28 | Krieg, Gunther, Prof. Dr.-Ing., 76227 | Verfahren und Vorrichtung zur Detektion und Aussortierung optisch inaktiver Substanzen |
| DE102014111871B3 (de) | 2014-08-20 | 2015-12-31 | Unisensor Sensorsysteme Gmbh | Sortieranlage und Verfahren zur Trennung von Materialfraktionen |
| CN104299315B (zh) * | 2014-10-29 | 2016-09-28 | 云南大学 | 一种垃圾分类回收方法 |
| DE102019215878B4 (de) * | 2019-10-15 | 2023-11-30 | Adidas Ag | Verfahren und Vorrichtung zum Sortieren und/oder Abmessen der Menge von Schaumstoffpartikeln |
| DE102019127708A1 (de) * | 2019-10-15 | 2021-04-15 | Kurtz Gmbh | Verfahren und Vorrichtung zum Sortieren und/oder Abmessen der Menge von Schaumstoffpartikeln |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3119329A1 (de) * | 1981-05-15 | 1982-11-25 | Gerresheimer Glas AG, 4000 Düsseldorf | Vorrichtung zur farbsortierung von althohlglas |
| US4549659A (en) | 1982-08-04 | 1985-10-29 | Cra Exploration Pty. Ltd. | Particle sorting apparatus utilizing controllable corona discharge needle |
| US4848590A (en) | 1986-04-24 | 1989-07-18 | Helen M. Lamb | Apparatus for the multisorting of scrap metals by x-ray analysis |
| US4976356A (en) * | 1988-03-31 | 1990-12-11 | Tdk Corporation | Method of and apparatus for optically checking the appearances of chip-type components and sorting the chip-type components |
| EP0461616A2 (de) | 1990-06-15 | 1991-12-18 | Hubertus Exner | Verfahren und Vorrichtung zum Sortieren von Altglas |
| WO1992016312A1 (en) * | 1991-03-14 | 1992-10-01 | Wellman, Inc. | Method and apparatus of sorting plastic items |
| GB2264558A (en) | 1992-02-26 | 1993-09-01 | British Petroleum Co Plc | Method of identifying polymer materials |
| DE4231477A1 (de) | 1992-09-19 | 1994-03-24 | Han Kyung Tae | Verfahren zur optischen Sortierung von Kunststoffen mittels zeitaufgelöster Laserspektroskopie |
| WO1996006690A2 (de) | 1994-08-25 | 1996-03-07 | Zmb Maschinenbau Gmbh | Sortieranlage fsa/vs/ws zur sortierung von glas-hohlkörpern, vorzugsweise altglas |
| US5917585A (en) | 1997-09-22 | 1999-06-29 | Roe; Mitchell Gregg | Method for distinguishing pen from other materials |
| US6060677A (en) | 1994-08-19 | 2000-05-09 | Tiedemanns-Jon H. Andresen Ans | Determination of characteristics of material |
| WO2001000333A1 (en) | 1999-06-28 | 2001-01-04 | Barco Elbicon, Naamloze Vennootschap | Method and device for sorting products |
| JP2001009384A (ja) * | 1999-07-01 | 2001-01-16 | Etaanaru:Kk | 粒状物の色彩選別装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4029167A1 (de) * | 1990-09-14 | 1992-03-19 | Bayer Ag | Verfahren zur kennzeichnung von kunststoffen |
| DE4213323A1 (de) * | 1992-04-23 | 1993-10-28 | Bayer Ag | Verbessertes Verfahren zur Kennzeichnung von Kunststoffen |
-
2001
- 2001-10-02 DE DE10149505A patent/DE10149505A1/de not_active Ceased
-
2002
- 2002-10-01 EP EP02022206.3A patent/EP1300200B1/de not_active Expired - Lifetime
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3119329A1 (de) * | 1981-05-15 | 1982-11-25 | Gerresheimer Glas AG, 4000 Düsseldorf | Vorrichtung zur farbsortierung von althohlglas |
| US4549659A (en) | 1982-08-04 | 1985-10-29 | Cra Exploration Pty. Ltd. | Particle sorting apparatus utilizing controllable corona discharge needle |
| US4848590A (en) | 1986-04-24 | 1989-07-18 | Helen M. Lamb | Apparatus for the multisorting of scrap metals by x-ray analysis |
| US4976356A (en) * | 1988-03-31 | 1990-12-11 | Tdk Corporation | Method of and apparatus for optically checking the appearances of chip-type components and sorting the chip-type components |
| EP0461616A2 (de) | 1990-06-15 | 1991-12-18 | Hubertus Exner | Verfahren und Vorrichtung zum Sortieren von Altglas |
| WO1992016312A1 (en) * | 1991-03-14 | 1992-10-01 | Wellman, Inc. | Method and apparatus of sorting plastic items |
| GB2264558A (en) | 1992-02-26 | 1993-09-01 | British Petroleum Co Plc | Method of identifying polymer materials |
| DE4231477A1 (de) | 1992-09-19 | 1994-03-24 | Han Kyung Tae | Verfahren zur optischen Sortierung von Kunststoffen mittels zeitaufgelöster Laserspektroskopie |
| US6060677A (en) | 1994-08-19 | 2000-05-09 | Tiedemanns-Jon H. Andresen Ans | Determination of characteristics of material |
| WO1996006690A2 (de) | 1994-08-25 | 1996-03-07 | Zmb Maschinenbau Gmbh | Sortieranlage fsa/vs/ws zur sortierung von glas-hohlkörpern, vorzugsweise altglas |
| US5917585A (en) | 1997-09-22 | 1999-06-29 | Roe; Mitchell Gregg | Method for distinguishing pen from other materials |
| WO2001000333A1 (en) | 1999-06-28 | 2001-01-04 | Barco Elbicon, Naamloze Vennootschap | Method and device for sorting products |
| JP2001009384A (ja) * | 1999-07-01 | 2001-01-16 | Etaanaru:Kk | 粒状物の色彩選別装置 |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 2000, no. 16 8 May 2001 (2001-05-08) * |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7633614B2 (en) | 2004-09-24 | 2009-12-15 | Tomra Systems Asa | Device and a method for detection of characteristic features of a medium |
| ES2323618A1 (es) * | 2007-03-05 | 2009-07-21 | Picvisa Machine Vision Systemas S.L. | Maquina con vision artificial para la separacion automatica de plasticos reciclables por composicion y por colores, con vision multiespectral. |
| EP1967294A3 (de) * | 2007-03-05 | 2010-11-17 | Picvisa Machine Vision Systems, S.L. | Maschine mit künstlichem Visier zur automatischen Trennung von wiederverwertbaren Kunststoffen nach Farben mithilfe von einem Multispektralvisier |
| EP1967294A2 (de) * | 2007-03-05 | 2008-09-10 | Picvisa Machine Vision Systems, S.L. | Maschine mit künstlichem Visier zur automatischen Trennung von wiederverwertbaren Kunststoffen nach Farben mithilfe von einem Multispektralvisier |
| CH702891A1 (de) * | 2010-03-25 | 2011-09-30 | Qualysense Ag | Vorrichtung und Verfahren zum Sortieren von landwirtschaftlichen Partikeln. |
| US10088425B2 (en) | 2014-06-23 | 2018-10-02 | Tsi, Incorporated | Rapid material analysis using LIBS spectroscopy |
| WO2015200111A1 (en) * | 2014-06-23 | 2015-12-30 | Tsi, Inc. | Rapid material analysis using libs spectroscopy |
| US10316173B2 (en) | 2016-02-01 | 2019-06-11 | Sensors Unlimited, Inc. | Systems and methods for marking plastics |
| DE102016214496A1 (de) * | 2016-08-04 | 2018-02-08 | Gunther Krieg | Vorrichtung zur Identifikation von Stoffen |
| WO2018095583A1 (en) * | 2016-11-28 | 2018-05-31 | Hydro Aluminium Rolled Products Gmbh | System for analyzing and sorting material |
| JP2020513547A (ja) * | 2016-11-28 | 2020-05-14 | ヒドロ・アルミニウム・ロールド・プロダクツ・ゲーエムベーハーHydro Aluminium Rolled Products Gmbh | 材料を分析及び分類するシステム |
| SE1751115A1 (en) * | 2017-09-14 | 2019-03-15 | Bomill Ab | Object conveying and/or sorting system |
| WO2019054932A1 (en) * | 2017-09-14 | 2019-03-21 | Bomill Ab | SYSTEM FOR TRANSPORTING AND / OR SORTING OBJECTS |
| US11872596B2 (en) | 2017-09-14 | 2024-01-16 | Bomill Ab | Object conveying and/or sorting system |
Also Published As
| Publication number | Publication date |
|---|---|
| DE10149505A1 (de) | 2003-04-10 |
| EP1300200B1 (de) | 2017-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1105715B1 (de) | Verfahren und vorrichtung zur detektion und unterscheidung zwischen kontaminationen und gutstoffen sowie zwischen verschiedenen farben in feststoffpartikeln | |
| EP1300200B1 (de) | Verfahren und Vorrichtung zur Identifikation und Separation von Kunststoffmaterialteilchen | |
| EP1433541A1 (de) | Vorrichtung zum Ausblasen von metallischen Fraktionen aus einem Schüttgutstrom | |
| EP0530934B1 (de) | Verfahren zur Gewinnung sortenreiner Kunststofffraktionen | |
| DE10024309A1 (de) | Verfahren und Vorrichtung zur trockenen Auftrennung von Sammelmüll mit Verpackungsabfällen | |
| EP1030740A1 (de) | Verfahren und vorrichtung zum identifizieren und sortieren von bandgeförderten objekten | |
| EP3967413B1 (de) | Sortiervorrichtung und -verfahren mit einer libs-laservorrichtung | |
| EP2392414A1 (de) | Verfahren und Vorrichtung zum Erkennen eines ein Zielmineral enthaltenden Objektes | |
| DE19949656A1 (de) | Verfahren und Vorrichtung zur automatischen Fraktionierung von Kunststoffen, Metallen oder Gläsern | |
| DE4019203A1 (de) | Verfahren und vorrichtung zum sortieren von altglas | |
| EP2110187B1 (de) | Verfahren zum Identifizieren, Klassifizieren und Sortieren von Gegenständen, Objekten und Materialien, sowie ein Erkennungssystem zur Durchführung dieses Verfahrens | |
| DE19816881B4 (de) | Verfahren und Vorrichtung zur Detektion und Unterscheidung zwischen Kontaminationen und Gutstoffen sowie zwischen verschiedenen Farben in Feststoffpartikeln | |
| DE19852369C1 (de) | Vorrichtung und Verfahren zur Prüfung zylindrischer Prüflinge | |
| EP3183072B1 (de) | Sortieranlage und verfahren zur trennung von materialfraktionen | |
| EP2348304B1 (de) | Vorrichtung zur Detektion und Aussortierung optisch inaktiver Substanzen | |
| EP0211139B1 (de) | Anlage zur Trennung von Abfallhohlgläsern, insbesondere von Flaschen mindestens nach weiss- und nach Buntglas | |
| DE19545240A1 (de) | Verfahren und Vorrichtung zum Trennen von Materialgemischen nach der Sorte | |
| DE4305562A1 (de) | Verfahren und Vorrichtung zum Sortieren von Verpackungsabfällen | |
| DE10123304A1 (de) | Vorrichtung und Verfahren zur Sortierung eines Abfallgemisches | |
| EP1023945B1 (de) | Verfahren und Einrichtung zum Sortieren eines Abfallgemisches | |
| DE102019118728B3 (de) | Verfahren und Vorrichtung zum Prüfen von Vorformlingen | |
| DE4302283A1 (de) | Verfahren und Vorrichtung zum Separieren und Sortieren von Kunststoffabfällen | |
| DE3731402A1 (de) | Anlage zur trennung von abfallhohlglaesern, insbesondere von flaschen mindestens nach weiss- und buntglas | |
| WO1996006690A2 (de) | Sortieranlage fsa/vs/ws zur sortierung von glas-hohlkörpern, vorzugsweise altglas | |
| DE102004021689B4 (de) | Verfahren und Vorrichtung zur Sortierung von lichtbrechenden Partikeln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20031009 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20061103 |
|
| APBK | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNE |
|
| APBN | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2E |
|
| APBR | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3E |
|
| APAF | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNE |
|
| APBX | Invitation to file observations in appeal sent |
Free format text: ORIGINAL CODE: EPIDOSNOBA2E |
|
| APBT | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9E |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20170421 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR IE IT LI LU MC NL PT SE SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 931511 Country of ref document: AT Kind code of ref document: T Effective date: 20171015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 50216255 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171227 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 50216255 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171001 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171227 |
|
| 26N | No opposition filed |
Effective date: 20180628 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170927 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20211013 Year of fee payment: 20 Ref country code: DE Payment date: 20211013 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20211019 Year of fee payment: 20 Ref country code: CH Payment date: 20211014 Year of fee payment: 20 Ref country code: BE Payment date: 20211013 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 50216255 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MK Effective date: 20221001 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MK07 Ref document number: 931511 Country of ref document: AT Kind code of ref document: T Effective date: 20221001 |