EP1299012B1 - Recess filter and smokeable article containing a recess filter - Google Patents
Recess filter and smokeable article containing a recess filter Download PDFInfo
- Publication number
- EP1299012B1 EP1299012B1 EP00945911A EP00945911A EP1299012B1 EP 1299012 B1 EP1299012 B1 EP 1299012B1 EP 00945911 A EP00945911 A EP 00945911A EP 00945911 A EP00945911 A EP 00945911A EP 1299012 B1 EP1299012 B1 EP 1299012B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filter
- recess
- cavity
- cavity wall
- length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/476—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces adapted for cigars or cigarettes with a hollow mouthpiece, e.g. recess filter cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
- A24D3/043—Tobacco smoke filters characterised by their shape or structure with ventilation means, e.g. air dilution
Definitions
- the present invention relates to a recess filter, a rod of several of these recess filters and a smokable object, in particular a cigarette or a cigarillo, with such a recess filter.
- Recess filter or hollow mouthpiece cigarettes have long been known.
- One type of cigarettes, such as papyrossis has a fully hollow mouthpiece that is often compressed or twisted before or during use.
- one or more filter elements are provided at the tobacco-side end of the mouthpiece in addition to a mouth-side cavity.
- Recess filter cigarettes with and without filter element are in the GB 2 210 546 A described, wherein the cavity wall perforations to the inlet of ambient air and is designed so that it can be compressed after use in the longitudinal direction, thereby reducing the volume of waste.
- the cavity wall is constructed, for example, spirally.
- FIG DE-AS 1 056 023 An example of a non-ventilated recess filter cigarette is shown in FIG DE-AS 1 056 023 to find. However, as the trend today is for light cigarettes, ventilation of the filter is necessary.
- the WO 00/00047 discloses an example of a vented recess filter cigarette.
- the air impermeable cavity wall surrounds the entire filter mouthpiece, ie the cavity and the filter elements. Ventilation is achieved by using a mechanically perforated cavity wall, which is surrounded by a likewise perforated pad sheet.
- additional perforations are applied through the tipping paper, cavity wall and filter wrapper during cigarette manufacturing by an on-line laser.
- the WO 00/00047 therefore, describes two of the three methods currently used to produce vented recess filter cigarettes. Namely, the on-line laser perforation. However, this has the disadvantage that it is very expensive, since special equipment for the production must be purchased and this equipment also requires special security. In addition, only a maximum degree of ventilation of about 65% can be achieved by the on-line laser perforation.
- the second method is to perforate the cavity wall material mechanically, for example by needling, prior to cigarette manufacture. This results in relatively large holes.
- This perforated material is then combined with a previously perforated, conventional tipping paper, ie with a tipping paper with relatively small holes.
- the stacked perforated layers can not be glued together and are therefore extremely light against each other to move. This has the consequence that the relatively small holes of the tipping paper and the relatively large holes of the cavity wall are not always completely or partially over each other. It therefore undesirably results in a relatively large variation and irregularity of ventilation.
- even with the mechanical perforation only a maximum degree of ventilation of about 50 to 55% can be achieved because the perforation holes for maintaining the cavity wall stability can not be arbitrarily large.
- the third current method is to use a per se permeable cavity wall. Here then eliminates the necessary perforation of the cavity wall to achieve ventilation.
- the disadvantage however, that these air-permeable cavity wall materials are very expensive and moisture under influence, such as by the smoke stream or the lips of the smoker, the stability decreases greatly and the cavity can be pressed during use undesirably or completely coincide.
- the object of the present invention is therefore to provide a vented recess filter and a vented, smokable recess filter article which can be produced simply and with the use of customary, pre-perforated covering sheets. These products should be designed especially for high ventilation levels, without causing a strong variation of the respective ventilation.
- the usual materials such as white, cork, gold or aluminum paper, Korkpapierimitationen, straw, silk or rose petals, can be used.
- the tipping flakes used are already at least partially perforated from their production and therefore have sufficient air permeability to give the desired ventilation of the filter.
- tobacco e.g., kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin, kaolin
- the filter elements used preferably have a conventional filter wrapper.
- This can be made of paper, which has a natural porosity, so that ensures sufficient air permeability. However, it may also be a non-porous Filterumhüllung be used.
- the preferably present filter envelope of at least one filter element be at least partially air-permeable so that e.g. at locations where the filter element with the air-permeable filter wrapper is not surrounded on its outside by the preferably air-impermeable cavity wall, sufficient ambient air can enter laterally into the filter.
- the filter elements have a circular or oval cross section, i. they are circular or elliptical-cylindrical.
- filter element it is possible to use all the usual filter materials, for example fibrous, e.g. Cotton, paper, crepe paper, cellulose, acetate fibers, plastic fibers (e.g., polypropylene) or cellulose acetate, or granular, e.g. Silica gel preparations, hydrous double silicates, active clay or activated charcoal, all of which may contain flavoring agents.
- fibrous e.g. Cotton
- crepe paper cellulose
- acetate fibers e.g., plastic fibers (e.g., polypropylene) or cellulose acetate
- plastic fibers e.g., polypropylene
- cellulose acetate e.g., polypropylene
- granular e.g. Silica gel preparations, hydrous double silicates, active clay or activated charcoal, all of which may contain flavoring agents.
- filter elements are used. The use of several, eg two, filter elements is advantageous if the lowest possible condensate values are to be obtained or if granular filter elements are to be used.
- Any known filter constructions can be used, ie, for example, double filters or triple filters.
- Double filters can for example consist of a mouthpiece-side filter element cellulose acetate, followed by a paper element or an activated charcoal element.
- triple filters may consist of a mouthpiece-side filter element of cellulose acetate, followed by an element of activated carbon, which in turn is followed by an acetate filter element.
- a possible combination would also be a filter with a hollow chamber in the middle, ie filter element-hollow chamber filter element.
- the cavity wall As a material for the cavity wall come eg paper, cardboard or plastic, which is preferably biodegradable, in question.
- the cavity wall must have sufficient thickness to ensure stability during smoking.
- preferably paper with a basis weight of> 80 g / m 2 , in particular 90-120 g / m 2 and particularly preferably about 110 g / m 2 , and a thickness of> 80 .mu.m, in particular 100-140 .mu.m and more preferably about 125 microns are used.
- Such a paper may be constructed of the usual ingredients (for example kraft pulp (about 87.5% by weight), inorganic filler (about 5% by weight), starch (about 0.5% by weight) and moisture (about 7% by weight)).
- the cavity of the smokable object or the recess filter should not exceed 10 mm and is preferably only 6 mm long or even shorter.
- the cavity is 4 to 6 mm long with a total length of the recess filter of generally 20 to 40 mm, and more preferably 25 mm to 31.5 mm.
- the cavity wall is preferably air-impermeable, ie it has an air permeability of 100 Coresta units or less, preferably 10 Coresta units or less, most preferably about 0 Coresta units. Ambient air can therefore enter through the pre-perforated pad flakes and the preferably existing connecting sheath and filter wrap at the non-cavity wall enclosed locations from the outside into the filter and provide the necessary ventilation.
- the cavity wall may also be air permeable or perforated per se. However, this is not preferred because such measures typically increase the price of materials and make manufacture more complicated, and additional perforations or air permeability downstream of the cavity wall free locations, which are preferably at the tobacco end of the filter, will be meaningless for practical use.
- the diameter of the smokable product is 7.6 mm for a normal cigarette and 5.0 to 7.6 mm for a thin or slim cigarette.
- the degree of ventilation can be set as desired. It should be at least 10% (this corresponds approximately to a condensate content of a cigarette of 12 to 14 mg), but better at least 40% (corresponding to a condensate content of about 6 to 8 mg), preferably at least 60% (corresponding to a condensate content of ⁇ about 4 mg) and most preferably at least 75% (corresponding to a condensate content of about 1 to 2 mg).
- the cavity wall surrounds the cavity and part of the filter elements.
- the cavity wall adjacent to the cavity itself also surrounds the mouth-side filter element, but not the tobacco-side.
- the cavity and the mouth-side filter element may be surrounded by the cavity wall, but not the middle and tobacco-side filter elements.
- the cavity wall comprises the mouth-side and the middle filter element. (The end faces of the filter elements are of course not surrounded by the cavity wall of the filter wrapper.)
- ventilation air may enter the recess filter through the outer tipping paper, the optional wrapper and filter wrapper in the area not enclosed by the cavity wall.
- the degree of ventilation can be controlled by the porosity of the materials used.
- the optionally present filter wrapper, the optionally present connecting wrapper and the outer tipping paper must be at least partially permeable to air, ie an air permeability of more than 100 Coresta units, better of 200 Coresta units or more, in particular of 1000 Coresta units or more, preferably from 10,000 to 20,000. Coresta units or more (eg up to 30,000), and especially about 12,000 Coresta units.
- the degree of air permeability depends on the desired degree of ventilation. Of course, the different enclosures do not have to have the same air permeability, but the lowest air permeability of the different enclosures will determine the degree of ventilation.
- the customary materials which are either inherently sufficiently porous (such as, for example, customary paper filter wraps) to achieve the required air permeability or can be perforated before use, for example covering wraps Laser or electric bunk.
- the necessary perforation or porosity can be given over the entire surface of the sheaths; However, it is only necessary that at locations where the filter element (s) is / are not surrounded by the preferably air-impermeable cavity wall, adequate ventilation is provided.
- one of the two filter elements may be surrounded by an air-permeable cover, while the other may be surrounded by a non-air-permeable, ie with a filter cover, with an air permeability of 100 Coresta units or less.
- a filter element may optionally be provided with an air-permeable filter wrapper.
- This filter (with or without filter wrapper) can then in turn be combined with the tubular cavity wall by wrapping it in the connecting wrapper so that a recess filter is obtained.
- This recess filter can then be connected on a filter tipping machine with a pre-perforated tipping lamella in the usual way with the separately prepared and wrapped in cigarette paper or tobacco foil tobacco column.
- the use of the connecting sheath is not absolutely necessary.
- the optionally wrapped with the filter wrap filter element can also be connected directly to the filter attachment machine with the tubular cavity wall at one end and the tobacco column at the other end via a pad.
- a strand of first filter plugs is first prepared in the tubular cavity wall.
- the filter plugs have twice the length of the first (mouth-side) filter elements of the finished recess filter and are arranged at a distance from each other which corresponds to twice the length of the cavity.
- This strand is now cut in the middle of each filter plug and the resulting pieces are combined with second double length filter plugs of the second (tobacco side) filter element in the final recess filter by being wrapped in the connecting jacket.
- the strand thus obtained is then cut in the middle of every other second filter plug to form a four-length recess filter bar of the finished recess filters. (Alternatively, every third second filter plug can be cut in the middle, resulting in a six-length recess filter rod of the final recess filters.)
- this intermediate product is obtained by fixing cavity walls in open form, eg glued, to the non-closed, connecting covering. In this case, a distance between two cavity walls is maintained, which corresponds to twice the length of the tobacco-side filter element in the final recess filter.
- a filter plug is applied between each of the open cavity walls and, at the end faces thereof, a filter element which corresponds to the mouth-side filter element in the finished recess filter is subsequently applied to the cavity walls.
- the cavity walls and the connecting sheath are then closed (eg glued) and the resulting strand cut in the middle of each second filter plug, which in turn creates the recess filter rod.
- the Rezessfilterstab obtained by one of the two methods described above is cut centrally on a Filteransetzmaschine, so that two smaller rods arise, each containing two finished Rezessfilter, with the order tobacco-side filter element, Mundwarees filter element, cavity (double length of the cavity of the finished Recess filter ), mouth-side filter element and tobacco-side filter element.
- These small Rezessfilterstäbe of two Recess filters are now connected to the filter attachment machine at its two ends with the tobacco column on a tipping paper and then cut the resulting product again in the middle, so that the finished cigarette is formed.
- Fig. 1 shows a cigarette 10 with a partially shown tobacco column 12 and surrounding cigarette paper 14.
- a recess filter 20 can be seen, which is connected via a covering plate 16 with the tobacco column 12.
- the recess filter 20 has only a single filter element 22 made of acetate, which is surrounded by an air-permeable filter wrap 28.
- the filter element 22 is through the connecting sheath 34th connected to the air-impermeable cavity wall 32, which in turn surrounds the cavity 26.
- the air-permeable covering paper 16, the air-permeable enveloping compound 34 and the air-permeable filter wrapper 28 allow ambient air to enter the filter 20 sideways and thus provide the necessary ventilation without causing any great variation.
- FIG. 2 shows an embodiment of the recessing filter cigarette 10 according to the invention.
- the tobacco column 12 which is surrounded by cigarette paper 14 and is connected to the recess filter 20 by the tipping paper 16, can be seen.
- the recess filter 20 here has two filter elements, namely a first filter element 22 and a second filter element 24.
- the first filter element 22 is surrounded by an air-impermeable filter envelope 28, while the second filter element 24 is surrounded by an air-permeable filter envelope 30.
- Both filter elements 22 and 24 are again connected via the connecting sheath 34 with the air-impermeable cavity wall 32 which surrounds the cavity 26.
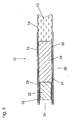
- FIG. 3 shows another embodiment of a recess filter cigarette 10.
- this embodiment again has two filter elements, namely the first filter element 22 and the second filter element 24.
- the filter wrapper 28 of the first filter element 22 may be air-permeable or impermeable to air. This does not matter because the air impermeable cavity wall 32, which in this embodiment surrounds both the first filter element 22 and the cavity 26, prevents ambient air from entering the first filter element 22 sideways.
- the filter wrap 30 of the second filter element 24 therefore has a high permeability, so that when smoking the cigarette 10 is provided for sufficient ventilation through the second filter element 24.
- An alternative to the embodiment shown is that the cavity wall 32, the first filter element 22 is not completely, but only partially surrounds.
- FIG. 4 show manufacturing possibilities for a Recessfilterzigarette.
- a first possibility for producing a Rezessfilterstabes 40 is shown first.
- first filter plugs 23, twice the length of the first (mouth-side) filter elements 22 in the final recess filter and surrounded by the wrapping paper 29 (also double in length of the wrapping paper 28) are continuously placed on a machine in the air-impermeable cavity wall 38 wrapped.
- the filter plug 23 is cut through in the center.
- the elements thus obtained are connected to each other with a second filter plug 25 with its wrapping paper 31 and double length of the second filter element 24 by wrapping in the connecting sheath 36 on a machine, so that a strand of interconnected Recess filter is formed, starting at the left end with a second filter element 24, followed by a first filter element 22, followed by the cavity 27 with the cavity wall 33 (double length of the cavity 26 and cavity wall 32 in the final recess filter cigarette 10), followed by a first filter element 22 followed by the second filter plug 25 and so on.
- the recess filter rod 40 having first filter elements 22 of cellulose acetate and second filter elements 24 of cellulose acetate with activated carbon granules is finally obtained by cutting the strand centrally at every other filter plug 25.
- FIG. 5 shows an alternative production method for the recess filter rod 40.
- the cavity wall 33 is glued onto the open connecting sheath 36.
- the distance between two cavity wall ends corresponds to twice the length of the tobacco-side filter element 24 in the finished recess filter.
- the mouth-side filter elements 22, here made of cellulose acetate, with the paper wrappings 28 are glued to the ends of the cavity walls 33.
- the filter plug 25, here of cellulose acetate with activated carbon granules, with its paper wrapper 31 is glued between each two cavity wall ends on the connecting sheath 36 and the continuous strand in the next step then closed.
- the cut is made in the middle of each second filter plug 25, through which the recess filter rod 40 is obtained.
- Fig. 6 shows the preparation of the final cigarette product from the recess filter rod 40.
- the recess filter rod 40 is cut in the center of the filter plug 25, yielding two smaller products. These consist in each case of two recess filters connected via their mouth sides, ie on the outer sides there is respectively the tobacco-side, second filter element 24, followed by the first, mouth-side filter element 22 and the cavity 27 in the middle, which is twice the length of the cavity 26 in the finished product has.
- the first filter elements 22 and the cavity 27 are surrounded by the cavity wall 33 and the entire products of the connecting sheath 36.
- the recess filters 20 described in more detail in Table 1 are obtained with two filter elements 22, 24 and the cigarettes 10 produced therewith, the cavity wall 32 comprising the cavity 26 and the mouth-side filter element 22, but not the tobacco-side 24.
- the cavity wall 32 is made of paper having the following features. Basis weight: 110 g / m 2 , thickness: 124 ⁇ m, permeability: 0 Coresta units, tensile strength: 145 N / 15 mm, constituents: kraft pulp about 87.5%, inorganic fillers about 5%, thickness about 0.5%, Humidity about 7%.
- the mouth- or cavity-side filter 22 (filter element 1) consists of cellulose acetate, the tobacco-side filter 24 (filter element 2) of cellulose acetate with activated carbon granules. ⁇ u> Table 1 ⁇ / u> Example 1 Ex.
- Example 3 Example 4 filter Total length (in mm) 27 27 27 27 Permeability of the connecting sheath 1 12000 CU 12000 CU 12000 CU 12000 CU Length of the cavity (in mm) 5 5 5 5 5 Filter element 1 Length in mm) 7 7 7 7 7 Draw resistance 2 38 38 38 39 Permeability of the filter cladding impermeable impermeable impermeable impermeable Filter element 2 Length in mm) 15 15 15 15 15 Draw resistance 2 43 43 43 43 108 Permeability of the filter wrapper 1 12000 CU 12000 CU 12000 CU 12000 CU Cigarette tobacco blend American blend American blend American blend American blend Cigarette paper permeability 1 34 CU 34 CU 34 CU 34 CU Permeability of the tipping paper 1 (pre-perforated by laser) 210 CU 700 CU 1650 CU 1650 CU Length of tipping paper (in mm) 32 32 32 32 32 32 32 32 32 32 32 32 32 32 Cigarette length (in
- the total condensate range of about 10 mg to 2.0 mg can be achieved, the ventilation degrees being between 20 and 72%.
- the ventilation can be further increased, whereby even lower condensate values can be obtained.
- a conventional product is compared with a product according to the invention.
- the conventional product is the cigarette with the recess filter according to Example 4 above, but in which the cavity wall 32 surrounds the entire recess filter.
- the ventilation is achieved by mechanical perforation of the paper from which the cavity wall 32 is made and the tipping paper.
- the cigarette 10 according to the invention corresponds to the products described above in Examples 1-4, i. also cigarettes 10 with two filter elements 22, 24 according to Examples 1-3 and for the last attempt of Table 3 according to Example 4, but in which the cavity wall 32 surrounds only the cavity 26 and the mouth-side filter element 22. Used tobacco and filter materials, lengths of the filter elements, the total filter and the total cigarette and all other parameters are the same for the two compared cigarettes.
- the permeability of the covering sheet is calculated for the comparative product of 720 to 2800 Coresta units (Table 2) and for the cigarettes according to the invention of 150-1650 Coresta units (Table 3) varies.
- Tables 2 and 3 ⁇ u> Table 2 ⁇ / u> Comparative product of the prior art Permeability of tipping paper in Coresta units ventilation coefficient of variation Mean in% in % 720 30 10.3 937 33 9.7 1227 40 11.6 2105 50 7.9 2464 53 6.8 2800 55 6.7 Cigarette according to the present invention Permeability of tipping paper in Coresta units ventilation coefficient of variation Mean in% in % 150 16 6.5 210 (see example 1) 20 5.9 300 27 6.6 340 31 5.4 600 41 4.5 700 (see example 2) 44 3.6 1650 (see example 3) 60 3.4 1650 (see example 4) 72 2.9
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Filtering Materials (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft einen Rezeßfilter, einen Stab aus mehreren dieser Rezeßfilter sowie einen rauchbaren Gegenstand, insbesondere eine Zigarette oder ein Zigarillo, mit einem solchen Rezeßfilter.The present invention relates to a recess filter, a rod of several of these recess filters and a smokable object, in particular a cigarette or a cigarillo, with such a recess filter.
Rezeßfilter- bzw. Hohlmundstück-Zigaretten sind seit langem bekannt. Eine Art dieser Zigaretten, wie beispielsweise Papyrossis, verfügt über ein vollständig hohles Mundstück, das vor oder während des Gebrauchs häufig zusammengedrückt oder verdreht wird. Bei einer anderen Art dieser Zigaretten sind neben einem mundseitigen Hohlraum ein oder mehrere Filterelemente am tabakseitigen Ende des Mundstücks vorgesehen.Recess filter or hollow mouthpiece cigarettes have long been known. One type of cigarettes, such as papyrossis, has a fully hollow mouthpiece that is often compressed or twisted before or during use. In another type of these cigarettes, one or more filter elements are provided at the tobacco-side end of the mouthpiece in addition to a mouth-side cavity.
Rezeßfilter-Zigaretten mit und ohne Filterelement sind in der
Ein Beispiel einer nicht-ventilierten Rezeßfilter-Zigarette ist in der
Die
Die
Die zweite Methode besteht darin, vor der Zigarettenherstellung das Hohlraumwandmaterial mechanisch, beispielsweise durch Nadeln, zu perforieren. Hierbei entstehen relativ große Löcher. Dieses perforierte Material wird dann mit einem ebenfalls vorher perforierten, üblichen Belagpapier, d.h. mit einem Belagpapier mit relativ kleinen Löchern, kombiniert. Die übereinander liegenden perforierten Schichten können nicht miteinander verklebt werden und sind daher extrem leicht gegeneinander zu verschieben. Dies hat zur Konsequenz, daß die relativ kleinen Löcher des Belagpapiers und die relativ großen Löcher der Hohlraumwandung nicht immer ganz oder teilweise übereinander liegen. Es resultiert daher unerwünschterweise eine relativ große Variation und Unregelmässigkeit der Ventilation. Darüber hinaus ist auch bei der mechanischen Perforation nur ein maximaler Ventilationsgrad von ca. 50 bis 55% erreichbar, da die Perforationslöcher zur Aufrechterhaltung der Hohlraumwand-Stabilität nicht beliebig groß sein können. Dies hat wiederum zur Konsequenz, daß, wie durch die oben diskutierte
Das dritte derzeitige Verfahren besteht darin, eine per se luftdurchlässige Hohlraumwand einzusetzen. Hier entfällt dann die notwendige Perforation der Hohlraumwand, um Ventilation zu erreichen. Nachteilig ist jedoch, daß diese luftdurchlässigen Hohlraumwandmaterialien sehr teuer sind und unter Feuchtigkeitseinfluß, wie beispielsweise durch den Rauchstrom oder die Lippen des Rauchers, die Stabilität stark nachläßt und der Hohlraum während des Gebrauchs unerwünschterweise eingedrückt werden oder ganz zusammenfallen kann.The third current method is to use a per se permeable cavity wall. Here then eliminates the necessary perforation of the cavity wall to achieve ventilation. The disadvantage, however, that these air-permeable cavity wall materials are very expensive and moisture under influence, such as by the smoke stream or the lips of the smoker, the stability decreases greatly and the cavity can be pressed during use undesirably or completely coincide.
Aufgabe der vorliegenden Erfindung ist es daher, einen ventilierten Rezeßfilter und einen ventilierten, rauchbaren Rezeßfilter-Gegenstand zur Verfügung zu stellen, die einfach und unter Einsatz von üblichen, vorperforierten Belagblättchen herstellbar sind. Diese Produkte sollten insbesondere für hohe Ventilationsgrade ausgelegt sein, ohne daß es zu einer starken Variation der jeweiligen Ventilation kommt.The object of the present invention is therefore to provide a vented recess filter and a vented, smokable recess filter article which can be produced simply and with the use of customary, pre-perforated covering sheets. These products should be designed especially for high ventilation levels, without causing a strong variation of the respective ventilation.
Die Lösung dieser Aufgabe ist ein rauchbarer Gegenstand, insbesondere eine Zigarette und ein Zigarillo,
- mit einer Tabaksäule, die mit Zigarettenpapier und/oder einer oder mehreren Tabakfolien umgeben ist, und
- mit einem ventilierten Rezeßfilter, wobei Tabaksäule und Rezeßfilter durch ein zumindest teilweise luftdurchlässiges Belagblättchen miteinander verbunden sind, und wobei
- der Rezeßfilter mehrere (vorzugsweise aufeinanderfolgende) Filterelemente am tabakseitigen Ende des Rezeßfilters und einen rohrförmigen Hohlraum am mundseitigen Ende des Rezeßfilters aufweist,
- vorzugsweise jedes Filterelement von einer Filterumhüllung umgeben ist und
- der Hohlraum von einer (rohrförmigen) Hohlraumwand umgeben ist,
- die vorzugsweise vorhandene Filterumhüllung wenigstens eines Filterelements zumindest teilweise luftdurchlässig ist,
- der Rezeßfilter einen Ventilationsgrad von mindestens 10% aufweist,
- die Hohlraumwand vorzugsweise eine Porosität von 100 Coresta-Einheiten oder weniger und keine Perforationen aufweist,
- die Länge des
Hohlraums 10 mm oder kleiner ist und - das Verhältnis der Länge des Hohlraums zur Gesamtlänge des Rezeßfilters (einschließlich der Länge des Hohlraums) 0,3 oder kleiner ist, dadurch gekennzeichnet, daß die Hohlraumwand den Hohlraum und die Filterelemente derart umgibt, daß zumindest am tabakseitigen Ende des Rezeßfilters ein Filterelement nicht von der Hohlraumwand umgeben ist
- mit mehreren Filterelementen an einem ersten Ende des Rezeßfilters,
- mit einem rohrförmigen Hohlraum am zweiten Ende des Rezeßfilters,
- vorzugsweise mit einer Filterumhüllung, die jedes Filterelement umgibt, und
- mit einer (rohrförmigen) Hohlraumwand, die den Hohlraum umgibt,
- die vorzugsweise vorhandene Filterumhüllung wenigstens eines Filterelements zumindest teilweise luftdurchlässig ist,
- der Rezeßfilter einen Ventilationsgrad von mindestens 10% aufweist,
- die Hohlraumwand vorzugsweise eine Porosität von 100 Coresta-Einheiten oder weniger und keine Perforationen aufweist,
- die Hohlraumwand und die Filterelemente mit ihren vorzugsweise vorhandenen Filterumhüllungen von einer zumindest teilweise luftdurchlässigen, verbindenden Umhüllung umgeben sind,
- die Länge des
Hohlraums 10 mm oder kleiner ist und - das Verhältnis der Länge des Hohlraums zur Gesamtlänge des Rezeßfilters (einschließlich der Länge des Hohlraums) 0,3 oder kleiner ist, dadurch gekennzeichet, daß die Hohlraumwand den Hohlraum und die Filterelemente derart umgibt, daß zumindest am ersten Ende des Rezeßfilters ein Filterelement nicht von der Hohlraumwand umgeben ist.
- with a tobacco column surrounded by cigarette paper and / or one or more tobacco sheets, and
- with a ventilated recess filter, wherein the tobacco column and recess filter are connected to each other by an at least partially air-permeable covering sheet, and wherein
- the recess filter has a plurality of (preferably successive) filter elements at the tobacco-side end of the recess filter and a tubular cavity at the mouth-side end of the recess filter,
- Preferably, each filter element is surrounded by a filter wrapper and
- the cavity is surrounded by a (tubular) cavity wall,
- the preferably present filter envelope of at least one filter element is at least partially permeable to air,
- the recess filter has a degree of ventilation of at least 10%,
- the cavity wall preferably has a porosity of 100 Coresta units or less and no perforations,
- the length of the cavity is 10 mm or smaller and
- the ratio of the length of the cavity to the total length of the recess filter (including the length of the cavity) is 0.3 or less, characterized in that the cavity wall surrounds the cavity and the filter elements such that at least at the tobacco end of the recess filter a filter element is not of the Cavity wall is surrounded
- with a plurality of filter elements at a first end of the recess filter,
- with a tubular cavity at the second end of the recess filter,
- preferably with a filter wrap surrounding each filter element, and
- with a (tubular) cavity wall surrounding the cavity,
- the preferably present filter envelope of at least one filter element is at least partially permeable to air,
- the recess filter has a degree of ventilation of at least 10%,
- the cavity wall preferably has a porosity of 100 Coresta units or less and no perforations,
- the cavity wall and the filter elements are surrounded by their preferably existing filter envelopes of an at least partially air-permeable, connecting sheath,
- the length of the cavity is 10 mm or smaller and
- the ratio of the length of the cavity to the total length of the recess filter (including the length of the cavity) is 0.3 or smaller, characterized in that the cavity wall surrounds the cavity and the filter elements such that at least at the first end of the recess filter a filter element does not surround the cavity Cavity wall is surrounded.
Für das Belagblättchen können die üblichen Materialien, wie z.B. weißes, Kork-, Gold- oder Aluminiumpapier, Korkpapierimitationen, Stroh, Seide oder Rosenblätter, verwendet werden. Die eingesetzten Belagblättchen sind bereits von ihrer Herstellung her zumindest teilweise perforiert und verfügen daher über eine ausreichende Luftdurchlässigkeit, um die gewünschte Ventilation des Filters zu ergeben.For the toppings, the usual materials, such as white, cork, gold or aluminum paper, Korkpapierimitationen, straw, silk or rose petals, can be used. The tipping flakes used are already at least partially perforated from their production and therefore have sufficient air permeability to give the desired ventilation of the filter.
Es können die üblichen Materialien für Tabak, Zigarettenpapier und Tabakfolie eingesetzt werden. Beispielsweise können beliebige Tabakmischungen verwendet werden.The usual materials for tobacco, cigarette paper and tobacco foil can be used. For example, any tobacco mixtures can be used.
Die eingesetzten Filterelemente weisen vorzugsweise eine herkömmliche Filterumhüllung auf. Diese kann aus Papier sein, das über eine natürliche Porosität verfügt, so daß für eine ausreichende Luftdurchlässigkeit gesorgt ist. Es kann jedoch auch eine nicht-poröse Filterumhüllung eingesetzt werden. Da jedoch Umgebungsluft von außen in das oder die Filterelemente eintreten soll, ist es wichtig, daß die vorzugsweise vorhandene Filterumhüllung zumindest eines Filterelements zumindest teilweise ausreichend luftdurchlässig ist, so daß z.B. an Stellen, an denen das Filterelement mit der luftdurchlässigen Filterumhüllung an seiner Außenseite nicht durch die vorzugsweise luftundurchlässige Hohlraumwand umgeben ist, ausreichend Umgebungsluft seitwärts in den Filter eintreten kann.The filter elements used preferably have a conventional filter wrapper. This can be made of paper, which has a natural porosity, so that ensures sufficient air permeability. However, it may also be a non-porous Filterumhüllung be used. However, since ambient air is to enter the filter element (s) from the outside, it is important that the preferably present filter envelope of at least one filter element be at least partially air-permeable so that e.g. at locations where the filter element with the air-permeable filter wrapper is not surrounded on its outside by the preferably air-impermeable cavity wall, sufficient ambient air can enter laterally into the filter.
Vorzugsweise haben die Filterelemente einen kreisförmigen oder ovalen Querschnitt, d.h. sie sind kreis- oder ellipsen-zylinderförmig.Preferably, the filter elements have a circular or oval cross section, i. they are circular or elliptical-cylindrical.
Als Filterelement können alle üblichen Filtermaterialien eingesetzt werden, beispielsweise faserförmige, wie z.B. Watte, Papier, Kreppapier, Zellulose, Acetatfasern, Kunststoffasern (z.B. aus Polypropylen) oder Zelluloseacetat, oder körnige, wie z.B. Kieselgel-Präparate, wasserhaltige Doppelsilikate, aktiver Ton oder Aktivkohle, die alle gegebenenfalls Aromastoffe enthalten können.As the filter element, it is possible to use all the usual filter materials, for example fibrous, e.g. Cotton, paper, crepe paper, cellulose, acetate fibers, plastic fibers (e.g., polypropylene) or cellulose acetate, or granular, e.g. Silica gel preparations, hydrous double silicates, active clay or activated charcoal, all of which may contain flavoring agents.
Es werden mehrere Filterelemente eingesetzt. Die Verwendung mehrerer, z.B. zweier, Filterelemente ist von Vorteil, wenn möglichst geringe Kondensatwerte erhalten oder körnige Filterelemente eingesetzt werden sollen. Es können beliebige bekannte Filterkonstruktionen zum Einsatz kommen, d.h. beispielsweise Doppel- oder Dreifachfilter. Doppelfilter können beispielsweise aus einem mundstückseitigen Filterelement aus Zelluloseacetat, gefolgt von einem Papierelement oder einem Element mit Aktivkohle, bestehen. Dreifachfilter können beispielsweise aus einem mundstückseitigen Filterelement aus Zelluloseacetat, gefolgt von einem Element mit Aktivkohle, an das sich seinerseits ein Acetatfilterelement anschließt, bestehen. Eine mögliche Kombination wäre auch ein Filter mit einer Hohlkammer in der Mitte, d.h. Filterelement-Hohlkammer-Filterelement.Several filter elements are used. The use of several, eg two, filter elements is advantageous if the lowest possible condensate values are to be obtained or if granular filter elements are to be used. Any known filter constructions can be used, ie, for example, double filters or triple filters. Double filters can for example consist of a mouthpiece-side filter element cellulose acetate, followed by a paper element or an activated charcoal element. For example, triple filters may consist of a mouthpiece-side filter element of cellulose acetate, followed by an element of activated carbon, which in turn is followed by an acetate filter element. A possible combination would also be a filter with a hollow chamber in the middle, ie filter element-hollow chamber filter element.
Als Material für die Hohlraumwand kommen z.B. Papier, Pappe oder auch Kunststoff, der vorzugsweise biologisch abbaubar ist, in Frage. Die Hohlraumwand muß über eine ausreichende Dicke verfügen, um Stabilität während des Rauchens zu gewährleisten. Beispielsweise kann vorzugsweise Papier mit einem Flächengewicht von >80 g/m2, insbesondere 90-120 g/m2 und besonders bevorzugt etwa 110 g/m2, und einer Dicke von >80 µm, insbesondere 100-140 µm und besonders bevorzugt etwa 125 µm, eingesetzt werden. Ein derartiges Papier kann aus den üblichen Bestandteilen aufgebaut sein (beispielsweise Kraftpulpe (ungefähr 87,5 Gew.-%), anorganischem Füllstoff (ca. 5 Gew.-%), Stärke (ca. 0,5 Gew.-%) und Feuchtigkeit (ca. 7 Gew.-%)).As a material for the cavity wall come eg paper, cardboard or plastic, which is preferably biodegradable, in question. The cavity wall must have sufficient thickness to ensure stability during smoking. For example, preferably paper with a basis weight of> 80 g / m 2 , in particular 90-120 g / m 2 and particularly preferably about 110 g / m 2 , and a thickness of> 80 .mu.m, in particular 100-140 .mu.m and more preferably about 125 microns, are used. Such a paper may be constructed of the usual ingredients (for example kraft pulp (about 87.5% by weight), inorganic filler (about 5% by weight), starch (about 0.5% by weight) and moisture (about 7% by weight)).
Der Hohlraum des rauchbaren Gegenstandes bzw. des Rezeßfilters soll aus Stabilitätsgründen maximal 10 mm betragen und ist vorzugsweise nur 6 mm lang oder noch kürzer. Vorzugsweise ist der Hohlraum 4 bis 6 mm lang bei einer Gesamtlänge des Rezeßfilters von im allgemeinen 20 bis 40 mm und insbesondere von 25 mm bis 31,5 mm.For reasons of stability, the cavity of the smokable object or the recess filter should not exceed 10 mm and is preferably only 6 mm long or even shorter. Preferably, the cavity is 4 to 6 mm long with a total length of the recess filter of generally 20 to 40 mm, and more preferably 25 mm to 31.5 mm.
Die Hohlraumwand ist vorzugsweise luftundurchlässig, d.h. sie weist eine Luftdurchlässigkeit (bzw. Permeabilität) von 100 Coresta-Einheiten oder weniger, vorzugsweise 10 Coresta-Einheiten oder weniger, ganz besonders bevorzugt etwa 0 Coresta-Einheiten, auf. Umgebungsluft kann daher durch das vorperforierte Belagblättchen und die vorzugsweise vorhandene verbindende Umhüllung und Filterumhüllung an den nicht von Hohlraumwand umschlossenen Stellen von außen in den Filter eintreten und für die notwendige Ventilation sorgen. Die Hohlraumwand kann auch per se luftdurchlässig oder perforiert sein. Dies ist jedoch nicht bevorzugt, da in der Regel durch solche Maßnahmen der Materialpreis steigt und die Herstellung komplizierter wird und zusätzliche Perforationen bzw. Luftdurchlässigkeit stromabwärts der hohlraumwandfreien Stellen, die sich vorzugsweise am tabakseitigen Ende des Filters befinden, für den praktischen Nutzen bedeutungslos sein.The cavity wall is preferably air-impermeable, ie it has an air permeability of 100 Coresta units or less, preferably 10 Coresta units or less, most preferably about 0 Coresta units. Ambient air can therefore enter through the pre-perforated pad flakes and the preferably existing connecting sheath and filter wrap at the non-cavity wall enclosed locations from the outside into the filter and provide the necessary ventilation. The cavity wall may also be air permeable or perforated per se. However, this is not preferred because such measures typically increase the price of materials and make manufacture more complicated, and additional perforations or air permeability downstream of the cavity wall free locations, which are preferably at the tobacco end of the filter, will be meaningless for practical use.
Der Durchmesser des rauchbaren Produkts beträgt bei einer normalen Zigarette 7,6 bis 8,4 mm, bei einer dünnen oder Slim-Zigarette 5,0 bis 7,6 mm.The diameter of the smokable product is 7.6 mm for a normal cigarette and 5.0 to 7.6 mm for a thin or slim cigarette.
In Abhängigkeit von der Durchlässigkeit der Filterumhüllungen, der verbindenden Umhüllung und des Belagpapiers kann der Ventilationsgrad beliebig eingestellt werden. Er soll mindestens 10% betragen (dies entspricht in etwa einem Kondensatgehalt einer Zigarette von 12 bis 14 mg), besser jedoch mindestens 40% (entsprechend einem Kondensatgehalt von etwa 6 bis 8 mg), vorzugsweise mindestens 60% (entsprechend einem Kondensatgehalt von < etwa 4 mg) und ganz besonders bevorzugt von mindestens 75% (entsprechend einem Kondensatgehalt von etwa 1 bis 2 mg). Es sind mit den erfindungsgemäßen Produkten aber auch Ventilationsgrade von 90% und mehr, beispielsweise 95%, mit einem Kondensatgehalt von < etwa 1 mg erreichbar.Depending on the permeability of the filter sheaths, the connecting sheath and the tipping paper, the degree of ventilation can be set as desired. It should be at least 10% (this corresponds approximately to a condensate content of a cigarette of 12 to 14 mg), but better at least 40% (corresponding to a condensate content of about 6 to 8 mg), preferably at least 60% (corresponding to a condensate content of <about 4 mg) and most preferably at least 75% (corresponding to a condensate content of about 1 to 2 mg). However, with the products according to the invention, it is also possible to achieve ventilation degrees of 90% and more, for example 95%, with a condensate content of <approximately 1 mg.
Von besonderem Vorteil ist dabei, daß mit den erfindungsgemäßen Produkten, auch ohne die Notwendigkeit des Stands der Technik, verschiedene Verfahren zu kombinieren, hohe und sehr hohe Ventilationsgrade (z.B. > 90%) ohne große Schwankungen des jeweiligen Ventilationsgrades möglich sind, d.h. es wird eine relativ konstante Ventilation erreicht.It is of particular advantage that with the products according to the invention, even without the need of the prior art to combine different methods, high and very high degrees of ventilation (for example> 90%) are possible without great fluctuations in the respective degree of ventilation, i. It is achieved a relatively constant ventilation.
Dies wird dadurch möglich, daß die Hohlraumwand den Hohlraum und einen Teil der Filterelemente umgibt. So kann beispielsweise bei einer Ausführungsform mit Doppelfilter die Hohlraumwand neben dem Hohlraum selber auch das mundseitige Filterelement umgeben, nicht jedoch das tabakseitige. Bei einer Ausführungsform mit Dreifachfilter kann beispielsweise der Hohlraum und das mundseitige Filterelement von der Hohlraumwand umgeben sein, nicht jedoch das mittlere und das tabakseitige Filterelement. Auch für diese Ausführungsform sind weitere Alternativen denkbar, beispielsweise daß die Hohlraumwand das mundseitige und das mittlere Filterelement umfaßt. (Die Stirnseiten der Filterelemente sind selbstverständlich weder von der Hohlraumwand noch von der Filterumhüllung umgeben.) Bei Gebrauch der Zigarette kann daher in den nicht von Hohlraumwand umschlossenen Bereich durch das äußere Belagpapier, die gegebenenfalls vorhandene verbindende Umhüllung und Filterumhüllung Ventilationsluft in den Rezeßfilter eintreten. Der Grad der Ventilation kann dabei durch die Porosität der eingesetzten Materialien gesteuert werden. Dazu müssen die gegebenenfalls vorhandene Filterumhüllung, die gegebenenfalls vorhandene verbindende Umhüllung und das äußere Belagpapier zumindest teilweise luftdurchlässig sein, d.h. eine Luftdurchlässigkeit von mehr als 100 Coresta-Einheiten, besser von 200 Coresta-Einheiten oder mehr, insbesondere von 1000 Coresta-Einheiten oder mehr, vorzugsweise von 10000 bis 20000. Coresta-Einheiten oder mehr (z.B. bis zu 30000) und insbesondere etwa 12000 Coresta-Einheiten aufweisen. Der Grad der Luftdurchlässigkeit hängt dabei von dem gewünschten Ventilationsgrad ab. Selbstverständlich müssen die verschiedenen Umhüllungen nicht die identische Luftdurchlässigkeit haben, jedoch wird die niedrigste Luftdurchlässigkeit der verschiedenen Umhüllungen den Ventilationsgrad bestimmen. Für die oben genannten Umhüllungen können die üblichen Materialien eingesetzt werden, die zur Erreichung der notwendigen Luftdurchlässigkeit entweder von Natur aus ausreichend porös sind (wie z.B. übliche Papierfilterumhüllungen) oder vor der Verwendung perforiert werden können, wie beispielsweise Belagblättchen durch Laser oder Elektrofunken. Die notwendige Perforation bzw. Porosität kann über die gesamte Oberfläche der Umhüllungen gegeben sein; notwendig ist jedoch nur, daß an Stellen, an denen das oder die Filterelemente nicht von der vorzugsweise luftundurchlässigen Hohlraumwand umgeben ist/sind, für eine ausreichende Ventilation gesorgt ist. Darüber hinaus ist bei Anwesenheit mehrerer Filterelemente auch denkbar, daß beide Filterelemente mit einer luftdurchlässigen Filterumhüllung umgeben sind. Alternativ kann eines der beiden Filterelemente mit einer luftdurchlässigen Umhüllung umgeben sein, das andere dagegen mit einer nicht-luftdurchlässigen, d.h. mit einer Filterumhüllung mit einer Luftdurchlässigkeit von 100 Coresta-Einheiten oder weniger.This is possible because the cavity wall surrounds the cavity and part of the filter elements. For example, in an embodiment with double filters, the cavity wall adjacent to the cavity itself also surrounds the mouth-side filter element, but not the tobacco-side. For example, in a triple filter embodiment, the cavity and the mouth-side filter element may be surrounded by the cavity wall, but not the middle and tobacco-side filter elements. Also for this embodiment, further alternatives are conceivable, for example, that the cavity wall comprises the mouth-side and the middle filter element. (The end faces of the filter elements are of course not surrounded by the cavity wall of the filter wrapper.) When the cigarette is used, therefore, ventilation air may enter the recess filter through the outer tipping paper, the optional wrapper and filter wrapper in the area not enclosed by the cavity wall. The degree of ventilation can be controlled by the porosity of the materials used. For this, the optionally present filter wrapper, the optionally present connecting wrapper and the outer tipping paper must be at least partially permeable to air, ie an air permeability of more than 100 Coresta units, better of 200 Coresta units or more, in particular of 1000 Coresta units or more, preferably from 10,000 to 20,000. Coresta units or more (eg up to 30,000), and especially about 12,000 Coresta units. The degree of air permeability depends on the desired degree of ventilation. Of course, the different enclosures do not have to have the same air permeability, but the lowest air permeability of the different enclosures will determine the degree of ventilation. For the above-mentioned wraps, it is possible to use the customary materials which are either inherently sufficiently porous (such as, for example, customary paper filter wraps) to achieve the required air permeability or can be perforated before use, for example covering wraps Laser or electric bunk. The necessary perforation or porosity can be given over the entire surface of the sheaths; However, it is only necessary that at locations where the filter element (s) is / are not surrounded by the preferably air-impermeable cavity wall, adequate ventilation is provided. In addition, it is also conceivable in the presence of a plurality of filter elements that both filter elements are surrounded by an air-permeable filter wrapper. Alternatively, one of the two filter elements may be surrounded by an air-permeable cover, while the other may be surrounded by a non-air-permeable, ie with a filter cover, with an air permeability of 100 Coresta units or less.
Die Herstellung der erfindungsgemäßen Produkte kann auf verschiedene Weisen erfolgen. Beispielsweise kann ein Filterelement (oder auch zwei oder mehrere Filterelemente) gegebenenfalls mit einer luftdurchlässigen Filterumhüllung versehen werden. Dieser Filter (mit oder ohne Filterumhüllung) kann dann seinerseits mit der rohrförmigen Hohlraumwand durch Einwickeln in die verbindende Umhüllung kombiniert werden, so daß ein Rezeßfilter erhalten wird. Dieser Rezeßfilter kann dann auf einer Filteransetzmaschine mit einem vorperforierten Belagblättchen auf übliche Weise mit der getrennt hergestellten und in Zigarettenpapier oder Tabakfolie eingeschlagenen Tabaksäule verbunden werden. Der Einsatz der verbindenden Umhüllung ist dabei nicht zwingend notwendig. Das gegebenenfalls mit der Filterumhüllung umwickelte Filterelement kann auch direkt auf der Filteransetzmaschine mit der rohrförmigen Hohlraumwand am einen Ende und der Tabaksäule am anderen Ende über ein Belagblättchen verbunden werden.The preparation of the products according to the invention can be carried out in various ways. For example, a filter element (or even two or more filter elements) may optionally be provided with an air-permeable filter wrapper. This filter (with or without filter wrapper) can then in turn be combined with the tubular cavity wall by wrapping it in the connecting wrapper so that a recess filter is obtained. This recess filter can then be connected on a filter tipping machine with a pre-perforated tipping lamella in the usual way with the separately prepared and wrapped in cigarette paper or tobacco foil tobacco column. The use of the connecting sheath is not absolutely necessary. The optionally wrapped with the filter wrap filter element can also be connected directly to the filter attachment machine with the tubular cavity wall at one end and the tobacco column at the other end via a pad.
Bei Verwendung von zwei oder mehr Filterelementen (beispielsweise der Kombination eines Acetatfilters mit einem Aktivkohlefilter), von denen eins von der Hohlraumwand umgeben ist, sind zwei unterschiedliche Herstellungsverfahren möglich, die beide zu einem identischen Produkt führen und beide kontinuierlich durchgeführt werden können.When using two or more filter elements (for example, the combination of an acetate filter with an activated carbon filter), one of which is surrounded by the cavity wall, two different manufacturing methods are possible Both lead to an identical product and both can be carried out continuously.
Bei dem ersten Verfahren wird zunächst ein Strang von ersten Filterpropfen in der rohrförmigen Hohlraumwand hergestellt. Die Filterpropfen haben dabei die doppelte Länge der ersten (mundseitigen) Filterelemente des fertigen Rezeßfilters und sind in einem Abstand voneinander angeordnet, der der doppelten Länge des Hohlraums entspricht. Dieser Strang wird nun in der Mitte der Filterpropfen jeweils geschnitten und die erhaltenen Stücke mit zweiten Filterpropfen doppelter Länge des zweiten (tabakseitigen) Filterelements in dem fertigen Rezeßfilter kombiniert durch Einschlagen in die verbindende Umhüllung. Der dadurch erhaltene Strang wird dann in der Mitte jedes zweiten zweiten Filterpropfens zerschnitten, so daß ein Rezeßfilterstab mit der vierfachen Länge der fertigen Rezeßfilter entsteht. (Alternativ kann auch jeder dritte zweite Filterpropfen mittig geschnitten werden. Es resultiert dann ein Rezeßfilterstab mit der sechsfachen Länge der fertigen Rezeßfilter.)In the first method, a strand of first filter plugs is first prepared in the tubular cavity wall. The filter plugs have twice the length of the first (mouth-side) filter elements of the finished recess filter and are arranged at a distance from each other which corresponds to twice the length of the cavity. This strand is now cut in the middle of each filter plug and the resulting pieces are combined with second double length filter plugs of the second (tobacco side) filter element in the final recess filter by being wrapped in the connecting jacket. The strand thus obtained is then cut in the middle of every other second filter plug to form a four-length recess filter bar of the finished recess filters. (Alternatively, every third second filter plug can be cut in the middle, resulting in a six-length recess filter rod of the final recess filters.)
Dieses Zwischenprodukt wird bei dem zweiten Herstellungsverfahren dadurch erhalten, daß auf die nicht-geschlossene, verbindende Umhüllung Hohlraumwände in offener Form fixiert, z.B. aufgeklebt, werden. Dabei wird ein Abstand zwischen zwei Hohlraumwänden eingehalten, der der doppelten Länge des tabakseitigen Filterelements im fertigen Rezeßfilter entspricht. Im nächsten Schritt wird zwischen die offenen Hohlraumwandungen je ein Filterpropfen und an dessen Stirnflächen anschließend auf die Hohlraumwandungen jeweils ein Filterelement, das dem mundseitigen Filterelement im fertigen Rezeßfilter entspricht, aufgetragen. Die Hohlraumwände und die verbindende Umhüllung werden dann geschlossen (beispielsweise verklebt) und der entstehende Strang in der Mitte jedes zweiten Filterpropfens zerschnitten, woraus wiederum der Rezeßfilterstab entsteht.In the second production process, this intermediate product is obtained by fixing cavity walls in open form, eg glued, to the non-closed, connecting covering. In this case, a distance between two cavity walls is maintained, which corresponds to twice the length of the tobacco-side filter element in the final recess filter. In the next step, a filter plug is applied between each of the open cavity walls and, at the end faces thereof, a filter element which corresponds to the mouth-side filter element in the finished recess filter is subsequently applied to the cavity walls. The cavity walls and the connecting sheath are then closed (eg glued) and the resulting strand cut in the middle of each second filter plug, which in turn creates the recess filter rod.
Der nach einem der beiden oben beschriebenen Verfahren gewonnene Rezeßfilterstab wird an einer Filteransetzmaschine mittig geschnitten, so daß zwei kleinere Stäbe entstehen, die jeweils zwei fertige Rezeßfilter enthalten, mit der Reihenfolge tabakseitiges Filterelement, mundseitiges Filterelement, Hohlraum (mit doppelter Länge des Hohlraums des fertigen Rezeßfilters), mundseitiges Filterelement und tabakseitiges Filterelement. Diese kleinen Rezeßfilterstäbe aus zwei Rezeßfiltern werden nun auf der Filteransetzmaschine an ihren beiden Enden mit der Tabaksäule über ein Belagpapier verbunden und das entstehende Produkt anschließend erneut mittig geschnitten, so daß die fertige Zigarette entsteht.The Rezessfilterstab obtained by one of the two methods described above is cut centrally on a Filteransetzmaschine, so that two smaller rods arise, each containing two finished Rezessfilter, with the order tobacco-side filter element, Mundseitiges filter element, cavity (double length of the cavity of the finished Recess filter ), mouth-side filter element and tobacco-side filter element. These small Rezessfilterstäbe of two Recess filters are now connected to the filter attachment machine at its two ends with the tobacco column on a tipping paper and then cut the resulting product again in the middle, so that the finished cigarette is formed.
Ein Ausführungsbeispiel der Erfindung ist in der Zeichnung dargestellt und wird im folgenden näher beschrieben. Es zeigen
- Fig. 1
- einen Querschnitt durch einen Rezeßfilter mit einem Filterelement und einen Teil der daran anschließenden Tabaksäule,
- Fig. 2
- einen Querschnitt durch einen erfindungsgemäßen Rezeßfilter mit zwei Filterelementen und einen Teil der anschließenden Tabaksäule,
- Fig. 3
- einen Querschnitt durch einen erfindungsgemäßen Rezeßfilter mit zwei Filterelementen und einen Teil der daran anschließenden Tabaksäule,
- Fig. 4
- und 5 zwei schematische Darstellungen zur Herstellung eines Rezeßfilterstabes mit vierfacher Länge des fertigen Rezeßfilters und
- Fig. 6
- eine schematische Darstellung zur Herstellung einer Rezeßfilterzigarette.
- Fig. 1
- a cross section through a recess filter with a filter element and a part of the adjoining tobacco column,
- Fig. 2
- a cross section through a recess filter according to the invention with two filter elements and a part of the subsequent tobacco column,
- Fig. 3
- a cross section through a recess filter according to the invention with two filter elements and a part of the adjoining tobacco column,
- Fig. 4
- and FIG. 5 shows two schematic representations for producing a recess filter rod four times the length of the finished recess filter and FIG
- Fig. 6
- a schematic representation of the production of a Recessfilterzigarette.
Fig. 1 zeigt eine Zigarette 10 mit einer teilweise gezeigten Tabaksäule 12 und umgebendem Zigarettenpapier 14. Daneben ist ein Rezeßfilter 20 zu sehen, der über ein Belagblättchen 16 mit der Tabaksäule 12 verbunden ist. Der Rezeßfilter 20 verfügt nur über ein einziges Filterelement 22 aus Acetat, das von einer luftdurchlässigen Filterumhüllung 28 umgeben ist. Das Filterelement 22 ist durch die verbindende Umhüllung 34 mit der luftundurchlässigen Hohlraumwand 32 verbunden, die ihrerseits den Hohlraum 26 umgibt. Beim Gebrauch der Zigarette 10 kann durch das luftdurchlässige Belagpapier 16, die luftdurchlässige umhüllende Verbindung 34 und die luftdurchlässige Filterumhüllung 28 Umgebungsluft seitwärts in den Filter 20 eintreten und damit für die notwendige Ventilation sorgen, ohne daß es zu einer großen Variation kommt.Fig. 1 shows a
Fig. 2 zeigt eine erfindungsgemäße Ausführungsform der Rezeßfilterzigarette 10. Zu sehen ist wiederum die Tabaksäule 12, die von Zigarettenpapier 14 umgeben ist und durch das Belagpapier 16 mit dem Rezeßfilter 20 verbunden ist. Der Rezeßfilter 20 weist hier zwei Filterelemente auf, nämlich ein erstes Filterelement 22 und ein zweites Filterelement 24. Das erste Filterelement 22 ist mit einer luftundurchlässigen Filterumhüllung 28 umgeben, das zweite Filterelement 24 dagegen mit einer luftdurchlässigen Filterumhüllung 30. Beide Filterelemente 22 und 24 sind wiederum über die verbindende Umhüllung 34 mit der luftundurchlässigen Hohlraumwand 32, die den Hohlraum 26 umgibt, verbunden. Beim Abrauchen der Zigarette 10 kann Ventilationsluft nur in das zweite Filterelement 24 eintreten, da aufgrund der Undurchlässigkeit der Filterumhüllung 28 und der Hohlraumwand 32 keine Umgebungsluft in das erste Filterelement 22 und in den Hohlraum 26 seitwärts eintreten kann. Selbstverständlich kann als Alternative auch die umgekehrte Variante gewählt werden, d.h. das Filterelement 24 weist eine luftundurchlässige Filterumhüllung 30 auf, wohingegen das Filterelement 22 eine luftdurchlässige Filterumhüllung 28 aufweist. Eine weitere Alternative ist, daß beide Filterumhüllungen 28 und 30 luftdurchlässig sind.FIG. 2 shows an embodiment of the recessing
Fig. 3 zeigt schließlich eine weitere Ausführungsform für eine Rezeßfilterzigarette 10. Neben der Tabaksäule 12, dem Zigarettenpapier 14, dem Rezeßfilter 20, der verbindenden Umhüllung 34 und dem Belagpapier 16 verfügt auch diese Ausführungsform wieder über zwei Filterelemente, nämlich das erste Filterelement 22 sowie das zweite Filterelement 24. Die Filterumhüllung 28 des ersten Filterelements 22 kann luftdurchlässig oder luftundurchlässig sein. Dies spielt keine Rolle, da durch die luftundurchlässige Hohlraumwand 32, die bei dieser Ausführungsform sowohl das erste Filterelement 22 als auch den Hohlraum 26 umgibt, vermieden wird, daß Umgebungsluft in das erste Filterelement 22 seitwärts eintritt. Die Filterumhüllung 30 des zweiten Filterelementes 24 weist daher eine hohe Permeabilität auf, so daß beim Rauchen der Zigarette 10 für ausreichende Ventilation über das zweite Filterelement 24 gesorgt ist. Eine Alternative zu der gezeigten Ausführungsform ist, daß die Hohlraumwand 32 das erste Filterelement 22 nicht vollständig, sondern nur partiell umgibt.Finally, FIG. 3 shows another embodiment of a
Die Figuren 4 bis 6 zeigen Herstellungsmöglichkeiten für eine Rezeßfilterzigarette. In Fig. 4 wird zunächst eine erste Möglichkeit zur Herstellung eines Rezeßfilterstabes 40 gezeigt. Dazu werden in einem ersten Schritt erste Filterpropfen 23, die die doppelte Länge der ersten (mundseitigen) Filterelemente 22 in dem fertigen Rezeßfilter haben und die von dem Umhüllungspapier 29 (ebenfalls mit doppelter Länge des Umhüllungspapiers 28) umgeben sind, kontinuierlich auf einer Maschine in die luftundurchlässige Hohlraumwand 38 eingehüllt. Links ist für den ersten Schritt der Fig. 4 das eine Ende des Stranges zu sehen mit einem Filterpropfen 22 der richtigen Länge. Im nächsten Schritt des Verfahrens (in Figur 4 nicht gezeigt) wird jeweils mittig der Filterpropfen 23 durchgeschnitten. Die dadurch erhaltenen Elemente werden mit einem zweiten Filterpropfen 25 mit ihrem Umhüllungspapier 31 und mit doppelter Länge des zweiten Filterelements 24 durch Einwickeln in die verbindende Umhüllung 36 wiederum auf einer Maschine miteinander verbunden, so daß ein Strang miteinander verbundener Rezeßfilter entsteht, beginnend am linken Ende mit einem zweiten Filterelement 24, gefolgt von einem ersten Filterelement 22, gefolgt von dem Hohlraum 27 mit der Hohlraumwand 33 (mit doppelter Länge des Hohlraums 26 und der Hohlraumwand 32 in der fertigen Rezeßfilterzigarette 10), gefolgt von einem ersten Filterelement 22, gefolgt von dem zweiten Filterpropfen 25 und so weiter. Der Rezeßfilterstab 40 mit ersten Filterelementen 22 aus Zelluloseacetat und zweiten Filterelementen 24 aus Zelluloseacetat mit Aktivkohlegranulat wird schließlich durch Schneiden des Stranges mittig bei jedem zweiten Filterpropfen 25 erhalten.Figures 4 to 6 show manufacturing possibilities for a Recessfilterzigarette. In Fig. 4, a first possibility for producing a
Fig. 5 zeigt ein alternatives Herstellungsverfahren für den Rezeßfilterstab 40. Hier wird im ersten Schritt auf die offene verbindende Umhüllung 36 die Hohlraumwand 33 aufgeklebt. Der Abstand zwischen zwei Hohlraumwandenden entspricht, wie in Fig. 5 zu sehen ist, der doppelten Länge des tabakseitigen Filterelements 24 in dem fertigen Rezeßfilter. Im zweiten Schritt des Herstellungsverfahrens werden die mundseitigen Filterelemente 22, hier aus Zelluloseacetat, mit den Papierumhüllungen 28 auf die Enden der Hohlraumwände 33 aufgeklebt. Der Filterpropfen 25, hier aus Zelluloseacetat mit Aktivkohlegranulat, mit seiner Papierumhüllung 31 wird zwischen je zwei Hohlraumwandenden auf die verbindende Umhüllung 36 aufgeklebt und der fortlaufende Strang im nächsten Schritt dann geschlossen. Im letzten Schritt erfolgt wiederum der Schnitt in der Mitte jedes zweiten Filterpropfens 25, durch den der Rezeßfilterstab 40 erhalten wird.FIG. 5 shows an alternative production method for the
Fig. 6 zeigt dann die Herstellung des endgültigen Zigarettenprodukts ausgehend von dem Rezeßfilterstab 40. Zunächst wird der Rezeßfilterstab 40 in der Mitte des Filterpropfens 25 geschnitten, wodurch zwei kleinere Produkte erhalten werden. Diese bestehen jeweils aus zwei über ihre Mundseiten verbundene Rezeßfilter, d.h. an den Außenseiten findet sich jeweils das tabakseitige, zweite Filterelement 24, gefolgt von dem ersten, mundseitigen Filterelement 22 und dem Hohlraum 27 in der Mitte, der die doppelte Länge des Hohlraums 26 in dem fertigen Produkt hat. Die ersten Filterelemente 22 und der Hohlraum 27 sind dabei von der Hohlraumwand 33 umgeben und die gesamten Produkte von der verbindenden Umhüllung 36. Diese Produkte werden nun im letzten Schritt des Verfahrens mit der Tabaksäule 12 über das Belagpapier 16 verbunden, d.h. verklebt, das wie üblich den Filter vollständig und den Anfangsbereich der Tabaksäule umgibt. Wird das dadurch erhaltene Produkt nun mittig geschnitten, so entsteht eine fertige Rezeßfilterzigarette, ähnlich der in Fig. 3 gezeigten Rezeßfilterzigarette 10.Fig. 6 then shows the preparation of the final cigarette product from the
Nach einem der oben beschriebenen Verfahren werden die in der Tabelle 1 näher beschriebenen Rezeßfilter 20 mit zwei Filterelementen 22, 24 und die damit hergestellten Zigaretten 10 gewonnen, wobei die Hohlraumwand 32 den Hohlraum 26 und das mundseitige Filterelement 22 umfaßt, nicht jedoch das tabakseitige 24. Die Hohlraumwand 32 ist aus Papier mit den folgenden Merkmalen hergestellt. Flächengewicht: 110 g/m2, Dicke: 124 µm, Permeabilität: 0 Coresta-Einheiten, Zugfestigkeit: 145 N/15 mm, Bestandteile: Kraftpulpe ungefähr 87,5%, anorganische Füllstoffe ungefähr 5%, Stärke ungefähr 0,5%, Feuchtigkeit ungefähr 7%. Der mund- bzw. hohlraumseitige Filter 22 (Filterelement 1) besteht aus Zelluloseacetat, der tabakseitige Filter 24 (Filterelement 2) aus Zelluloseacetat mit Aktivkohlegranulat.
Diese Beispiele zeigen, daß mit den erfindungsgemäßen Rezeßfiltern 20 der gesamte Kondensatbereich von ca. 10 mg bis 2,0 mg erzielt werden kann, wobei die Ventilationsgrade zwischen 20 und 72% liegen. Die Ventilation kann selbstverständlich noch weiter erhöht werden, wodurch noch niedrigere Kondensatwerte erhalten werden können.These examples show that with the recess filters 20 according to the invention, the total condensate range of about 10 mg to 2.0 mg can be achieved, the ventilation degrees being between 20 and 72%. Of course, the ventilation can be further increased, whereby even lower condensate values can be obtained.
In diesem Beispiel wird ein herkömmliches Produkt mit einem erfindungsgemäßen Produkt verglichen. Bei dem herkömmlichen Produkt handelt es sich um die Zigarette mit dem Rezeßfilter entsprechend obigem Beispiel 4, bei dem jedoch die Hohlraumwand 32 den gesamten Rezeßfilter umgibt. Die Ventilation wird durch mechanische Perforation des Papiers, aus dem die Hohlraumwand 32 gefertigt ist, und des Belagpapiers erreicht. Die erfindungsgemäße Zigarette 10 entspricht den oben in den Beispielen 1-4 beschriebenen Produkten, d.h. ebenfalls Zigaretten 10 mit zwei Filterelementen 22, 24 entsprechend den Beispielen 1-3 und für den letzten Versuch der Tabelle 3 entsprechend Beispiel 4, bei denen jedoch die Hohlraumwand 32 nur den Hohlraum 26 und das mundseitige Filterelement 22 umgibt. Eingesetzte Tabak- und Filtermaterialien, Längen der Filterelemente, des Gesamtfilters und der Gesamtzigarette und alle anderen Parameter sind bei den beiden verglichenen Zigaretten gleich.In this example, a conventional product is compared with a product according to the invention. In the conventional product is the cigarette with the recess filter according to Example 4 above, but in which the
Die Permeabilität des Belagblättchens wird für das Vergleichsprodukt von 720 bis 2800 Coresta-Einheiten (Tabelle 2) und für die erfindungsgemäßen Zigaretten von 150-1650 Coresta-Einheiten (Tabelle 3) variiert. Die Ergebnisse sind in den Tabellen 2 und 3 wiedergegeben.
Der Vergleich zeigt, daß mit dem Vergleichsprodukt des Stands der Technik nur eine Ventilation von 55% erzielt wird. Höhere Ventilation kann mit dem eingesetzten Filter nicht erreicht werden, da eine weitere mechanische Perforation zu Stabilitätsverlust und Problemen bei der Filterproduktion führt. Im Gegensatz dazu kann mit den erfindungsgemäßen Produkten eine deutlich höhere Ventilation realisiert werden. Auch zeigt sich, daß bei vergleichbaren Ventilationsgraden der Variationskoeffizient der erfindungsgemäßen Produkte nahezu um die Hälfte geringer ist als der des Vergleichsprodukts.The comparison shows that with the comparison product of the prior art only a ventilation of 55% is achieved. Higher ventilation can not be achieved with the filter used, as further mechanical perforation leads to loss of stability and problems in filter production. in the In contrast, a significantly higher ventilation can be realized with the products according to the invention. It also shows that at comparable degrees of ventilation, the coefficient of variation of the products according to the invention is almost half less than that of the comparative product.
Claims (19)
- A smokeable article (10)- with a tobacco rod (12), which is encompassed by cigarette paper (14) and/or one or more tobacco sheets, and- with a ventilated recess filter (20), wherein the tobacco rod (12) and recess filter (20) are connected to each other by an at least partially air-permeable covering paper (16), and wherein- the recess filter (20) has a number of filter elements (22, 24) at the tobacco end of the recess filter (20) and a tubular cavity (26) at the mouth end of the recess filter (20),- the cavity (26) is encompassed by a cavity wall (32),- the recess filter (20) has a degree of ventilation of at least 10%,- the length of the cavity (26) is 10 mm or less, and- the ratio of the length of the cavity (26) to the total length of the recess filter (20) (including the length of the cavity (26)) is 0.3 or less,characterized in that
the cavity wall (32) encompasses the cavity (26) and the filter elements (22, 24) in such a way that at least at the tobacco end of the recess filter (20) one filter element (22, 24) is not encompassed by the cavity wall (32). - The smokeable article (10) according to claim 1,
characterized in that
the cavity wall (32) has a porosity of 100 Coresta units or less and has no perforations. - The smokeable article (10) according to one of claims 1 to 2,
characterized in that
each filter element (22, 24) is encompassed by a filter wrap (28, 30) and at least one of the filter wraps (28, 30) is at least partially air-permeable. - The smokeable article (10) according to one of claims 1 to 3,
characterized in that
the cavity wall (32) and the filter elements (22, 24) with their possibly provided filter wraps (28, 30) are encompassed by an at least partially air-permeable tipping wrap (34), which is disposed between the covering paper (16) on the one hand and the cavity wall (32) and filter wraps (28, 30) or filter elements (22, 24) on the other. - The smokeable article (10) according to one of claims 1 to 4,
characterized in that
the filter elements (22, 24) are the shape of circular or elliptical cylinders. - The smokeable article (10) according to one of claims 1 to 5,
characterized in that
the degree of ventilation of the recess filter (20) is at least 40%, in particular at least 60%, and particularly preferably at least 75%. - The smokeable article (10) according to one of claims 1 to 6,
characterized in that
the length of the cavity (26) is 6 mm or less. - The smokeable article (10) according to one of claims 1 to 7,
characterized in that
the length of the cavity (26) is 4 to 6 mm, in particular approximately 5 mm, and the total length of the recess filter (20) is 20 to 40 mm, in particular from 25 mm to 31.5 mm. - The smokeable article (10) according to one of claims 1 to 8,
characterized in that
the diameter of the smokeable article (10) is 7.6 to 8.4 mm or 5.0 to 7.6 mm. - The recess filter (20) for a smokeable article (10)- with a number of filter elements (22, 24) at a first end of the recess filter (20),- with a tubular cavity (26) at the second end of the recess filter (20), and- with a cavity wall (32) that encompasses the cavity (26),- the recess filter (20) has a degree of ventilation of at least 10%,- the cavity wall (32) and the filter elements (22, 24) are encompassed by an at least partially air-permeable tipping wrap (34),- the length of the cavity (26) is 10 mm or less, and- the ratio of the length of the cavity (26) to the total length of the recess filter (20) (including the length of the cavity (26)) is 0.3 or less,characterized in that
the cavity wall (32) encompasses the cavity (26) and the filter elements (22, 24) in such a way that at least at the first end of the recess filter (20) one filter element (22, 24) is not encompassed by the cavity wall (32). - The recess filter (20) according to claim 10,
characterized in that
the cavity wall (32) has a porosity of 100 Coresta units or less and has no perforations. - The recess filter (20) according to one of claims 10 and 11,
characterized in that
each filter element (22, 24) is encompassed by a filter wrap (28, 30) and at least one of the filter wraps (28, 30) is at least partially air-permeable. - The recess filter (20) according to one of claims 10 and 12,
characterized in that
the filter elements (22, 24) are the shape of circular or elliptical cylinders. - The recess filter (20) according to one of claims 10 to 13,
characterized in that
the degree of ventilation of the recess filter (20) is at least 40%, in particular at least 60%, and particularly preferably at least 75%. - The recess filter (20) according to one of claims 10 to 14,
characterized in that
the length of the cavity (26) is 6 mm or less. - The recess filter (20) according to one of claims 10 to 15,
characterized in that
the length of the cavity (26) is 4 to 6 mm, in particular approximately 5 mm, and the total length of the recess filter (20) is 20 to 40 mm, in particular from 25 mm to 31.5 mm. - The recess filter (20) according to one of claims 10 to 16,
characterized in that
the diameter of the recess filter (20) is 7.6 to 8.4 mm or 5.0 to 7.6 mm. - A recess filter rod (40), which is comprised of a number of recess filters (20) according to one of claims 10 to 17, wherein the mouth ends of the recess filters (20) are attached to the mouth ends of the adjacent recess filters (20) and the tobacco ends of the recess filters (20) are attached to the tobacco ends of the adjacent recess filters (20).
- The recess filter rod (40) according to claim 18, which is comprised of 2, 4, or 6 recess filters (20).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2000/006638 WO2002003819A1 (en) | 2000-07-12 | 2000-07-12 | Recess filter and smokeable article containing a recess filter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1299012A1 EP1299012A1 (en) | 2003-04-09 |
| EP1299012B1 true EP1299012B1 (en) | 2007-12-05 |
Family
ID=8164021
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00945911A Expired - Lifetime EP1299012B1 (en) | 2000-07-12 | 2000-07-12 | Recess filter and smokeable article containing a recess filter |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US7243659B1 (en) |
| EP (1) | EP1299012B1 (en) |
| JP (1) | JP4594584B2 (en) |
| CN (1) | CN1230104C (en) |
| AT (1) | ATE379979T1 (en) |
| AU (1) | AU2000259845A1 (en) |
| BR (1) | BR0017260B1 (en) |
| CA (1) | CA2416144C (en) |
| DE (1) | DE50014831D1 (en) |
| EA (1) | EA004280B1 (en) |
| ES (1) | ES2298151T3 (en) |
| HK (1) | HK1058886A1 (en) |
| MX (1) | MXPA03000390A (en) |
| PT (1) | PT1299012E (en) |
| WO (1) | WO2002003819A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011147572A1 (en) | 2010-05-27 | 2011-12-01 | Philip Morris Products S.A. | Smoking article removal system and container |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE50014831D1 (en) * | 2000-07-12 | 2008-01-17 | Philip Morris Prod | REFILL FILTER AND SMOKING OBJECT WITH A REZFILTER |
| US7836895B2 (en) | 2003-06-23 | 2010-11-23 | R. J. Reynolds Tobacco Company | Filtered cigarette incorporating a breakable capsule |
| US7115085B2 (en) | 2003-09-12 | 2006-10-03 | R.J. Reynolds Tobacco Company | Method and apparatus for incorporating objects into cigarette filters |
| US8066011B2 (en) | 2003-09-30 | 2011-11-29 | R. J. Reynolds Tobacco Company | Filtered cigarette incorporating an adsorbent material |
| DE102005005175A1 (en) * | 2005-02-01 | 2006-08-10 | Reemtsma Cigarettenfabriken Gmbh | Filter cigarette |
| WO2006082525A1 (en) * | 2005-02-04 | 2006-08-10 | Philip Morris Products S.A. | Cigarette and filter with cellulosic flavor addition |
| US7479098B2 (en) | 2005-09-23 | 2009-01-20 | R. J. Reynolds Tobacco Company | Equipment for insertion of objects into smoking articles |
| MX2008007977A (en) * | 2005-12-22 | 2008-11-14 | Philip Morris Prod | Inhaler device. |
| GB0625818D0 (en) * | 2006-12-21 | 2007-02-07 | British American Tobacco Co | Smoking article filter |
| TW200900014A (en) * | 2007-03-09 | 2009-01-01 | Philip Morris Prod | Smoking article filter with annular restrictor and downstream ventilation |
| MY150067A (en) * | 2007-12-14 | 2013-11-29 | Japan Tobacco Inc | Cigarette filter and filter-tipped cigarette |
| WO2009127894A1 (en) | 2008-04-15 | 2009-10-22 | Pt Hanjaya Mandala Sampoerna Tbk. | Filter for a smoking article |
| BR112012001811B1 (en) | 2009-07-27 | 2019-12-03 | Philip Morris Products Sa | container comprising smoking articles with a lifting element |
| US20130112216A1 (en) * | 2010-06-10 | 2013-05-09 | Paul Francis Clarke | Tobacco smoke filter |
| GB201016387D0 (en) * | 2010-09-29 | 2010-11-10 | Filtrona Int Ltd | Tobacco smoke filter |
| GB201104475D0 (en) * | 2011-03-16 | 2011-04-27 | Filtrona Filter Prod Dev Co | Tobacco smoke filter |
| GB201110863D0 (en) | 2011-06-27 | 2011-08-10 | British American Tobacco Co | Smoking article filter and insertable filter unit thereof |
| ES2536954T3 (en) * | 2011-10-21 | 2015-06-01 | Philip Morris Products S.A. | Smoking item that has a mouth end cavity with markings |
| UA111862C2 (en) | 2011-11-07 | 2016-06-24 | Філіп Морріс Продактс С.А. | SMOKING PRODUCT WITH LIQUID DELIVERY MATERIAL |
| UA113744C2 (en) | 2011-12-08 | 2017-03-10 | DEVICE FOR FORMATION OF AEROSOL WITH INTERNAL HEATER | |
| KR101375774B1 (en) * | 2012-06-12 | 2014-03-18 | 주식회사 케이티앤지 | Cigarette filter including pla laminated paper and cigarette including the same |
| PL2879528T3 (en) * | 2012-08-06 | 2018-10-31 | Philip Morris Products S.A. | Method of forming smoking articles with mouth end cavities |
| SG11201500860VA (en) * | 2012-08-06 | 2015-03-30 | Philip Morris Products Sa | Smoking article with mouth end cavity |
| DE102012017288A1 (en) * | 2012-08-31 | 2014-03-06 | Hydac Filtertechnik Gmbh | Device for suction filtration of fluids |
| MY180985A (en) * | 2012-09-28 | 2020-12-15 | Philip Morris Products Sa | Smoking article with contoured filter portion |
| JP6849308B2 (en) * | 2012-12-31 | 2021-03-24 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Smoking items including flow limiters |
| KR102216911B1 (en) * | 2012-12-31 | 2021-02-19 | 필립모리스 프로덕츠 에스.에이. | Smoking article including flow restrictor in hollow tube |
| BR112015021619A8 (en) | 2013-03-28 | 2019-11-19 | Philip Morris Products Sa | filter for smoking article and smoking article |
| WO2015075804A1 (en) | 2013-11-21 | 2015-05-28 | 日本たばこ産業株式会社 | Cigarette |
| TW201635927A (en) * | 2015-03-27 | 2016-10-16 | 菲利浦莫里斯製品股份有限公司 | Smoking article with a mouth end cavity and ventilation |
| EP3075266A1 (en) * | 2015-04-02 | 2016-10-05 | PT. Gudang Garam Tbk. | Method of producing an aerosol-generating article containing reconstituted tobacco material, an aerosol-generating article containing reconstituted tobacco material and use of an aerosol-generating article containing reconstituted tobacco material |
| GB201608928D0 (en) | 2016-05-20 | 2016-07-06 | British American Tobacco Co | Article for use in apparatus for heating smokable material |
| IT201600075162A1 (en) * | 2016-07-18 | 2018-01-18 | Montrade S P A | FILTER WAND FOR SMOKE ITEMS, METHOD FOR ITS MANUFACTURE AND FILTER OBTAINED FROM THE FILTER WAND |
| DE102016124051A1 (en) * | 2016-12-12 | 2018-06-14 | Hauni Maschinenbau Gmbh | Doppellagiges tube of the tobacco processing industry and method for producing such a tube |
| GB201713129D0 (en) | 2017-08-16 | 2017-09-27 | British American Tobacco Investments Ltd | Flour system |
| US20210244083A1 (en) * | 2018-10-29 | 2021-08-12 | Nerudia Limited | Smoking substitute consumable |
| EP3892133B1 (en) * | 2018-12-07 | 2024-03-06 | Japan Tobacco Inc. | Non-combustible heating-type smoking article and electric heating-type smoking system |
| KR102583905B1 (en) * | 2020-02-17 | 2023-09-27 | 주식회사 케이티앤지 | A cooling structure and a smoking article including the same |
| IT202100016409A1 (en) * | 2021-06-23 | 2022-12-23 | Gd Spa | Machine and method for the production of smoking articles provided with cavities |
| DE102021116593A1 (en) * | 2021-06-28 | 2022-12-29 | Körber Technologies Gmbh | Groups of filter segments with gaps |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB442038A (en) * | 1934-10-09 | 1936-01-31 | Arthur Daniel Rawlings | Improvements in or relating to cigarettes or cigars |
| DE1056023B (en) | 1956-02-23 | 1959-04-23 | Hauni Werke Koerber & Co Kg | Recess filter cigarette and method and device for their manufacture |
| GB809305A (en) * | 1956-02-23 | 1959-02-18 | Kurt Koerber | Improvements in filter mouthpiece cigarettes and the production thereof |
| US4357950A (en) * | 1980-05-27 | 1982-11-09 | American Filtrona Corporation | Tobacco smoke filter having improved tar/carbon monoxide ratio |
| IT1151969B (en) * | 1981-07-06 | 1986-12-24 | Cigarette Components Ltd | FILTRATION MEDIUM |
| US4564030A (en) * | 1982-07-16 | 1986-01-14 | Loew's Theatres, Inc. | Cigarette filter assembly |
| US4611607A (en) * | 1984-02-21 | 1986-09-16 | Brown & Williamson Tobacco Corporation | Cigarette filter |
| US4643206A (en) * | 1984-02-21 | 1987-02-17 | Brown & Williamson Tobacco Corporation | Cigarette filter |
| US4580584A (en) * | 1984-02-21 | 1986-04-08 | Brown & Williamson Tobacco Corporation | Cigarette filter |
| GB2210546A (en) | 1987-10-02 | 1989-06-14 | Imp Tobacco Co Ltd | Mouthpieces for cigarettes |
| AU4847399A (en) * | 1998-06-30 | 2000-01-17 | Philip Morris Products Inc. | Low delivery cigarette and filter |
| DE50014831D1 (en) * | 2000-07-12 | 2008-01-17 | Philip Morris Prod | REFILL FILTER AND SMOKING OBJECT WITH A REZFILTER |
| US6827087B2 (en) * | 2002-11-19 | 2004-12-07 | Joseph T. Wanna | Cigarette with burn rate modification |
-
2000
- 2000-07-12 DE DE50014831T patent/DE50014831D1/en not_active Expired - Lifetime
- 2000-07-12 EP EP00945911A patent/EP1299012B1/en not_active Expired - Lifetime
- 2000-07-12 WO PCT/EP2000/006638 patent/WO2002003819A1/en active IP Right Grant
- 2000-07-12 BR BRPI0017260-0A patent/BR0017260B1/en not_active IP Right Cessation
- 2000-07-12 ES ES00945911T patent/ES2298151T3/en not_active Expired - Lifetime
- 2000-07-12 EA EA200300139A patent/EA004280B1/en not_active IP Right Cessation
- 2000-07-12 AT AT00945911T patent/ATE379979T1/en active
- 2000-07-12 US US10/332,455 patent/US7243659B1/en not_active Expired - Lifetime
- 2000-07-12 MX MXPA03000390A patent/MXPA03000390A/en active IP Right Grant
- 2000-07-12 JP JP2002508283A patent/JP4594584B2/en not_active Expired - Fee Related
- 2000-07-12 PT PT00945911T patent/PT1299012E/en unknown
- 2000-07-12 CA CA002416144A patent/CA2416144C/en not_active Expired - Fee Related
- 2000-07-12 AU AU2000259845A patent/AU2000259845A1/en not_active Abandoned
- 2000-07-12 CN CNB008197482A patent/CN1230104C/en not_active Expired - Fee Related
-
2004
- 2004-03-12 HK HK04101846A patent/HK1058886A1/en not_active IP Right Cessation
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011147572A1 (en) | 2010-05-27 | 2011-12-01 | Philip Morris Products S.A. | Smoking article removal system and container |
Also Published As
| Publication number | Publication date |
|---|---|
| EA200300139A1 (en) | 2003-08-28 |
| WO2002003819A1 (en) | 2002-01-17 |
| EA004280B1 (en) | 2004-02-26 |
| EP1299012A1 (en) | 2003-04-09 |
| CA2416144A1 (en) | 2002-01-17 |
| AU2000259845A1 (en) | 2002-01-21 |
| US7243659B1 (en) | 2007-07-17 |
| MXPA03000390A (en) | 2004-09-13 |
| CN1454062A (en) | 2003-11-05 |
| ES2298151T3 (en) | 2008-05-16 |
| CA2416144C (en) | 2008-07-08 |
| JP2004516814A (en) | 2004-06-10 |
| CN1230104C (en) | 2005-12-07 |
| ATE379979T1 (en) | 2007-12-15 |
| HK1058886A1 (en) | 2004-06-11 |
| BR0017260B1 (en) | 2011-06-14 |
| DE50014831D1 (en) | 2008-01-17 |
| JP4594584B2 (en) | 2010-12-08 |
| PT1299012E (en) | 2008-04-08 |
| BR0017260A (en) | 2007-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1299012B1 (en) | Recess filter and smokeable article containing a recess filter | |
| EP0880904B1 (en) | Ultra-light coaxial cigarette with a multi-section filter | |
| DE3216667C2 (en) | ||
| EP1321050B1 (en) | Filter for a smoking article | |
| DD296604A5 (en) | Filter cigarette | |
| AT394928B (en) | VENTILATED CIGARETTE FILTER AND FILTER CIGARETTE | |
| EP0255114B1 (en) | Filter cigarette | |
| EP1389922B1 (en) | Filter tow made from crimped endless cellulose acetate filaments | |
| EP0716816B1 (en) | Segmented filter cigarette | |
| DE3225090A1 (en) | TOBACOQUE FILTER ELEMENT AND METHOD FOR THE PRODUCTION THEREOF | |
| DE3225091C2 (en) | Smoke filter element | |
| DE3802646A1 (en) | CIGARETTE | |
| DE3312706A1 (en) | CIGARETTE FILTER | |
| EP1526784A1 (en) | Method for producing filter cigarettes | |
| DE3311903C2 (en) | Tobacco smoke filter | |
| DE10060234C2 (en) | Smoking product with hollow mouthpiece tobacco filter | |
| DE3225073A1 (en) | Tobacco smoke filter | |
| DE3246898A1 (en) | TOBACCO SMOKING FILTER | |
| DE3225071A1 (en) | VENTILATED CIGARETTE FILTER | |
| DE3312548A1 (en) | TOBACCO SMOKING FILTER AND METHOD FOR THE PRODUCTION THEREOF | |
| DE3201101A1 (en) | Cigarette filter rod | |
| DE3613377C2 (en) | Tobacco smoke filter rod and method for producing a tobacco smoke filter rod | |
| EP1032283B1 (en) | Biodegradable cigarette filter | |
| EP4132303B1 (en) | Hydroentangled filter material for smoking articles having improved expansion behaviour | |
| DE102022102066A1 (en) | SMOKING ARTICLE SEGMENT WITH CALENDED FIBRE WEB |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20030110 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17Q | First examination report despatched |
Effective date: 20060818 |
|
| 17Q | First examination report despatched |
Effective date: 20060818 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 50014831 Country of ref document: DE Date of ref document: 20080117 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: BOVARD AG PATENTANWAELTE |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20080304 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20080400609 Country of ref document: GR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20080305 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2298151 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071205 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071205 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071205 |
|
| 26N | No opposition filed |
Effective date: 20080908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20071205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080731 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080712 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: PHILIP MORRIS PRODUCTS S.A. Free format text: PHILIP MORRIS PRODUCTS S.A.#QUAI JEANRENAUD 3#2000 NEUCHATEL (CH) -TRANSFER TO- PHILIP MORRIS PRODUCTS S.A.#QUAI JEANRENAUD 3#2000 NEUCHATEL (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20130719 Year of fee payment: 14 Ref country code: PT Payment date: 20130114 Year of fee payment: 14 Ref country code: AT Payment date: 20130711 Year of fee payment: 14 Ref country code: DE Payment date: 20130722 Year of fee payment: 14 Ref country code: ES Payment date: 20130718 Year of fee payment: 14 Ref country code: CH Payment date: 20130719 Year of fee payment: 14 Ref country code: GR Payment date: 20130729 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20130719 Year of fee payment: 14 Ref country code: FR Payment date: 20130722 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20130729 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20150112 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50014831 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20150201 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 379979 Country of ref document: AT Kind code of ref document: T Effective date: 20140712 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20140712 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150201 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: ML Ref document number: 20080400609 Country of ref document: GR Effective date: 20150204 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150112 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150203 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140712 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 50014831 Country of ref document: DE Effective date: 20150203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140712 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150204 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140731 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140712 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20150828 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140713 |