EP1268333B1 - Method and installation for collecting and sequencing security papers - Google Patents
Method and installation for collecting and sequencing security papers Download PDFInfo
- Publication number
- EP1268333B1 EP1268333B1 EP01907314A EP01907314A EP1268333B1 EP 1268333 B1 EP1268333 B1 EP 1268333B1 EP 01907314 A EP01907314 A EP 01907314A EP 01907314 A EP01907314 A EP 01907314A EP 1268333 B1 EP1268333 B1 EP 1268333B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- pallets
- circuit
- bundles
- station
- circuits
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H33/00—Forming counted batches in delivery pile or stream of articles
- B65H33/16—Forming counted batches in delivery pile or stream of articles by depositing articles in batches on moving supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4225—Handling piles, sets or stacks of articles in or on special supports
- B65H2301/42256—Pallets; Skids; Platforms with feet, i.e. handled together with the stack
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/42—Piling, depiling, handling piles
- B65H2301/422—Handling piles, sets or stacks of articles
- B65H2301/4229—Handling piles, sets or stacks of articles cutting piles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/43—Gathering; Associating; Assembling
- B65H2301/431—Features with regard to the collection, nature, sequence and/or the making thereof
- B65H2301/4314—Making packets of bundles of banknotes or the like in correct sequence
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1912—Banknotes, bills and cheques or the like
Definitions
- the present invention relates to a method of harvesting and scheduling according to a numbering sequence of bundles of valuable papers by means of pallets of transfer conveyed individually between a post delivering bundles containing m paper-value including the numbering is a continuous sequence of m numbers and a finishing station forming a package containing bundles of paper-value m and numbered in one predetermined sequence of numbers.
- the invention also relates to a setting installation implementation of the method according to the invention.
- Securities such as fiduciary papers, banknotes, etc. are printed either at sheet, either to the reel and subsequently cut into sheets, each sheet containing a number of lines and columns allowing to have on a sheet of determined dimensions n ordered papers according to l lines and k columns.
- numbers the securities according to various methods are formed, usually one hundred leaves, and is disposed in a cutting apparatus to form after cutting the bundles of hundred paper-value. Then we start again with a another pile of hundred leaves and so on.
- the collection of the valuable papers coming out of the cutting can be done either by bundle or individually by known devices, for example example that described in US 3,939,621 of the same applicant comprising a set of fixed pockets on two rotating drums that work alternately in harvesting and unloading mode, or for example the device described in EP-B-656 309 of the same applicant according to which one disposes under a table as many pockets as the number of paper-value impressions on a leaf and after cutting wads of value papers formed up to the vertical of these pouches and by means of an adequate device we open windows to drop bundles in the pockets in question.
- the object of the invention is to propose a new method and a harvesting and scheduling facility with pallets conveyed individually allowing precisely to adapt the installations without the disadvantages supra.
- the harvesting and scheduling process according to the invention is determined by the characterizing part of claim 1.
- the advantages of this process are the fact that the use pallets conveyed individually allows modify their number, possibly their dimensions to match both the number of impressions of paper-value per sheet and, secondly, adapt them to the dimensions of these papers. In effect, with this process the adaptation of the installation can be done very quickly, without wasting time and low cost.
- the scheduling of bundles in pallets is easier since the pallets are loaded each time with q wads forming a predetermined sequence of qxm numbers.
- the bundles can be banded before being loaded on a pallet.
- the invention also relates to a setting installation implementation of the process as determined by the characterizing claim 6.
- the means of driving the pallets of the first circuit can pass them in front of the delivery station bundles in the direction contrary which allows to take into account the numbering different or package formation corresponding to a desired sequence.
- the first and the second circuits are either horizontal or vertical.
- the circuit is composed of two branches horizontally on which pallets are the passage between two branches is done by elevators what is known in the field and does not not the subject of the present invention.
- the installation is relatively cheap and can easily be adapted to the availability of premises where the installation takes place.
- FIGS 1 to 4 show schematically the main steps of the method according to the invention in using two vertical circuits.
- FIG. 5 is an installation for implementing the process in a particular case of transformation of a collection of valuable papers by sorting.
- Figure 6 is a schematic side view of a pallet while it is loaded.
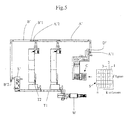
- Figure 7 is a schematic rear view of a palette.
- FIG. 8 is a schematic plan view of a referrals concerning the circuits of the installation.
- FIG 1 we schematically represented a first circuit A arranged vertically and on which are placed n pallets.
- the circuit includes two parallel branches, one upper and one lower connected by two elevators A1 and A2 allowing transfer the pallets.
- a second similar circuit B also includes n pallets numbered n + 1 up to 2n and it also includes two parallel branches a superior and a lower connected by two elevators B1 and B2.
- All pallets passing to circuit B received the same number of bundles (usually 10 bundles of 100 papers-value each).
- the pallets on circuit A start the same cycle again previously, while pallets in circuit B pass one after the other to the unloading E and packages of bundles find are unloaded at a finishing station.
- finishing station we can put a banner grouping the bundles that are there and then we also has a package around the package as well than any other finishing operation such as inscriptions or a label with information about the content of each package.
- a scheduling can be more complicated and in this case the position of the pallets must be changed. This can be achieved using a referral, by example on the upper branch of the first circuit A to be able to sort palettes as for example one done in a railway yard. So, you can temporarily leave one or more pallets waiting to pass others and so after.
- this facility was modified by adding a second circuit B 'similar to the circuit A'.
- the two T1, T2 shunting stations are functioning, since the harvesting process and scheduling according to the present invention is not subject to a sorting of securities.
- Circuit A ' comprises a first elevator A'1 and a second elevator A'2 and the second circuit B 'is also provided with two lifts B'1 and B'2, to allow a passage of pallets from upper branch to branch lower.
- the interconnection between the two circuits is carried out near the elevators A'2 and B'1 in setting up, for example, a retractable guide allowing pallets to move from one circuit to another the other.
- FIG 6 we schematically represented a pallet which actually consists of a tray P equipped on its lower part of a projection 10 allowing guide the palette when it is on a as in the case of Figure 8.
- the pallet P is driven in displacement by means 11 which can be either pebble driven continuously, whether treadmills or Similar.
- the whole is inside a guide rail formed by two profiles 12, 13 as shown in Figure 6.
- the pallet is equipped with a inclined plane 14 and a bearing surface 15 against which are placed papers-value 16 pushed by a device 17 at the delivery station of bundles.
- the pallet At the issuing station of the bundles, the pallet is not in contact with the devices 11, by example, by means of a cam that pushes it towards the high, the time that the bundles are loaded and by afterwards we let it lean against the devices 11 to continue his way and so on.
- the pallet is equipped with two R springs for exercising perpendicular pressure to the value papers and the keep in place, since in reality the bundles of securities are only in contact with the surface 15 and the inclined plane 14, the other four sides being free.
- FIG 8 we have represented as an example a referral.
- a palette P sa guide projection 10 and a switch allowing for example to pass a pallet is all right, either pass on a branch of the circuit.
- This switch is formed by a block 21 shaped approximation of T with a groove also in T-shape and a guide pin 22 pivoted to a end 23 allows either to pass the pallet the horizontal part of the T towards the vertical part, either to let the pallet circulate only on the horizontal part.
- Such referral devices are used when the circuit A 'is provided with additional branches in order to perform a sorting pallets to change their order between two successive passages in front of the issuing post of bundles.
Abstract
Description
La présente invention concerne un procédé de récolte et d'ordonnancement selon une séquence de numérotation des liasses de papiers-valeur au moyen de palettes de transfert véhiculées individuellement entre un poste délivrant des liasses contenant m papiers-valeur dont la numérotation est une séquence continue de m numéros et un poste de finissage formant un paquet contenant des liasses de m papiers-valeur et numérotées dans une séquence prédéterminée de numéros.The present invention relates to a method of harvesting and scheduling according to a numbering sequence of bundles of valuable papers by means of pallets of transfer conveyed individually between a post delivering bundles containing m paper-value including the numbering is a continuous sequence of m numbers and a finishing station forming a package containing bundles of paper-value m and numbered in one predetermined sequence of numbers.
L'invention concerne également une installation de mise en oeuvre du procédé selon l'invention.The invention also relates to a setting installation implementation of the method according to the invention.
Les papiers-valeur tels que papiers fiduciaires, billets de banque, etc. sont imprimés soit à la feuille, soit à la bobine et par la suite découpés en feuilles, chaque feuille contenant un nombre de lignes et de colonnes permettant d'avoir sur une feuille de dimensions déterminées n papiers-valeur ordonnés selon l lignes et k colonnes. Selon une procédure, on numérote les papiers-valeur selon des procédés divers. Ensuite, on forme des piles, habituellement de cent feuilles, et on dispose dans un appareil de coupe permettant de former après découpage des liasses de cent papiers-valeur. Ensuite on recommence avec une autre pile de cent feuilles et ainsi de suite. Après la découpe ou au fur et à mesure que l'on forme ces liasses de papiers-valeur on peut procéder à un contrôle de qualité et/ou un triage en fonction de la qualité d'impression de ces liasses pour former des paquets de dix liasses contenant chacune mille papiers-valeur dont les numéros sont en séquence continue croissante ou décroissante, soit on forme directement. des liasses banderolées et on les empile pour former des paquets de mille papiers-valeur.Securities such as fiduciary papers, banknotes, etc. are printed either at sheet, either to the reel and subsequently cut into sheets, each sheet containing a number of lines and columns allowing to have on a sheet of determined dimensions n ordered papers according to l lines and k columns. According to one procedure, numbers the securities according to various methods. Then, piles are formed, usually one hundred leaves, and is disposed in a cutting apparatus to form after cutting the bundles of hundred paper-value. Then we start again with a another pile of hundred leaves and so on. After the cutting or as and when we form these bundles of valuable papers one can proceed to a quality control and / or sorting according to the print quality of these bundles to form bundles of ten bundles each containing one thousand valuable papers whose numbers are in continuous sequence increasing or decreasing, or one forms directly. banded bundles and stack them to form packages of thousand papers.
La récolte des papiers-valeur sortant du dispositif de découpe peut se faire soit par liasse, soit individuellement par des dispositifs connus, par exemple celui décrit dans le US 3 939 621 du même déposant comprenant un ensemble de pochettes fixes sur deux tambours rotatifs qui fonctionnent alternativement en mode récolte et déchargement, ou par exemple le dispositif décrit dans le EP-B-656 309 du même déposant selon lequel on dispose sous une table autant de pochettes que le nombre d'impressions de papiers-valeur sur une feuille et après le découpage on pousse des liasses de papiers-valeur formés jusqu'à la verticale desdites pochettes et au moyen d'un dispositif adéquat on ouvre des fenêtres pour laisser tomber les liasses dans les pochettes en question.The collection of the valuable papers coming out of the cutting can be done either by bundle or individually by known devices, for example example that described in US 3,939,621 of the same applicant comprising a set of fixed pockets on two rotating drums that work alternately in harvesting and unloading mode, or for example the device described in EP-B-656 309 of the same applicant according to which one disposes under a table as many pockets as the number of paper-value impressions on a leaf and after cutting wads of value papers formed up to the vertical of these pouches and by means of an adequate device we open windows to drop bundles in the pockets in question.
Ces deux dispositifs donnent satisfaction dans la plupart des cas mais ils manquent de souplesse lors de changement de dimensions des papiers-valeur ou de leur nombre sur une feuille. En effet, dans ce cas il est nécessaire d'apporter certains changements, c'est-à-dire rajouter ou enlever des pochettes ou modifier les dimensions des pochettes ce qui limite considérablement la gamme d'utilisation d'une machine. En effet, le temps pour effectuer les changements, le coût de ces changements et dans certaines limites les modifications des dimensions de la machine augmentent le coût de production, notamment pour l'impression de séries relativement limitées, ainsi, pour l'impression successive des papiers-valeur de dimensions différentes, le coût devient prohibitif.These two devices give satisfaction in the most cases but they lack flexibility when change in the size of the securities or their number on a sheet. Indeed, in this case it is necessary to make certain changes, that is to say add or remove covers or modify dimensions of the pockets which limits considerably the range of use of a machine. Indeed, the time to make the changes, the cost of these changes and within certain limits the modifications dimensions of the machine increase the cost of production, especially for series printing relatively limited, thus, for successive printing value papers of different sizes, the cost becomes prohibitive.
L'invention a pour but de proposer un nouveau procédé et une installation de récolte et d'ordonnancement avec palettes véhiculées individuellement permettant justement d'adapter les installations sans les inconvénients précités.The object of the invention is to propose a new method and a harvesting and scheduling facility with pallets conveyed individually allowing precisely to adapt the installations without the disadvantages supra.
Le procédé de récolte et d'ordonnancement selon
l'invention est déterminé par la partie caractérisante
de la revendication 1.The harvesting and scheduling process according to
the invention is determined by the characterizing part
of
Les avantages de ce procédé sont le fait que l'utilisation des palettes véhiculées individuellement permet de modifier leur nombre, éventuellement leurs dimensions de façon à correspondre aussi bien au nombre d'impressions de papiers-valeur par feuille et, d'autre part à les adapter aux dimensions de ces papiers-valeur. En effet, avec ce procédé l'adaptation de l'installation peut se faire très rapidement, sans perte de temps et à faible coût. L'ordonnancement de liasses dans les palettes est facilité puisque les palettes sont chargées chaque fois avec q liasses formant une séquence prédéterminée de qxm numéros. Il existe différents procédés de numérotation des feuilles. Ainsi, il est possible de prévoir que dans une pile de feuilles imprimées q liasses consécutives contiennent des papiers-valeur numérotés en une séquence prédéterminée. Dans ce cas on charge sur une palette q liasses à la fois lors de p passages, de façon à récolter pxqxm papiers-valeur.The advantages of this process are the fact that the use pallets conveyed individually allows modify their number, possibly their dimensions to match both the number of impressions of paper-value per sheet and, secondly, adapt them to the dimensions of these papers. In effect, with this process the adaptation of the installation can be done very quickly, without wasting time and low cost. The scheduling of bundles in pallets is easier since the pallets are loaded each time with q wads forming a predetermined sequence of qxm numbers. There are different processes numbering sheets. Thus, it is possible to expect that in a stack of printed sheets q consecutive bundles contain value papers numbered in a predetermined sequence. In this case we load on a pallet q wads at a time when p passages, so as to collect pxqxm paper-value.
Si les numéros se suivent selon une séquence continue lors de l'impression des papiers-valeur situés à une position précise sur une feuille alors q = 1 et on charge une liasse sur chaque palette par passage. En faisant passer les palettes dans un ordre déterminé devant la station de délivrance des liasses on obtient une séquence continue qu'elle soit croissante ou décroissante en fonction de la numérotation faite sur les feuilles de papier avec les n impressions de papiers-valeur.If the numbers follow each other in a continuous sequence when printing the securities located at a precise position on a sheet then q = 1 and one Load a bundle on each pallet per pass. In passing the pallets in a determined order in front of the rescue station bundles we get a continuous sequence whether it's growing or decreasing according to the numbering done on the sheets of paper with the n impressions of papers of value.
Les liasses peuvent être banderolées avant d'être chargées sur une palette.The bundles can be banded before being loaded on a pallet.
Selon une variante d'exécution, il est possible de tenir compte d'une numérotation différente, ou d'un ordonnancement souhaité différent, par exemple, en faisant passer les palettes devant la station de délivrance de liasses dans des directions alternées.According to a variant embodiment, it is possible to take into account a different numbering, or different desired scheduling, for example, in passing the pallets in front of the station delivery of bundles in alternate directions.
Selon une autre variante d'exécution on peut arriver à des situations plus compliquées, c'est-à-dire que si les papiers-valeur sont disposés en une position précise sur une feuille et ne sont pas numérotés en séquence continue entre les différents paquets, on peut au moyen d'un aiguillage tenir compte de cette numérotation différente et obtenir quand même une séquence continue ou une séquence prédéterminée dans le paquet formé sur chaque palette.According to another variant of execution one can arrive at more complicated situations, ie if the securities are arranged in one position precise on a sheet and are not numbered in continuous sequence between the different packets, we can by means of a referral consider this different numbering and still get a continuous sequence or a predetermined sequence in the package formed on each pallet.
L'invention concerne également une installation de mise
en oeuvre du procédé telle que déterminée par la partie
caractérisante de la revendication 6.The invention also relates to a setting installation
implementation of the process as determined by the
characterizing
L'avantage de cette installation est le fait que les postes de délivrance de liasse et de déchargement sont fixes et ce sont les palettes qui se déplacent de manière individuelle, ce qui permet bien entendu de modifier leur nombre et leurs dimensions lorsque c'est nécessaire.The advantage of this installation is the fact that wagering and unloading stations are fixed and these are the pallets that move from individual way, which of course makes it possible to change their number and dimensions when it's necessary.
Selon une variante les moyens d'entraínement des palettes du premier circuit peuvent les faire passer devant le poste de délivrance de liasses dans le sens contraire ce qui permet de tenir compte des numérotations différentes ou d'une formation de paquet correspondant à une séquence souhaitée.According to one variant, the means of driving the pallets of the first circuit can pass them in front of the delivery station bundles in the direction contrary which allows to take into account the numbering different or package formation corresponding to a desired sequence.
Il est également possible pour tenir compte d'une séquence de numérotation prédéterminée plus complexe concernant les différentes liasses de prévoir un système d'aiguillage sur le premier circuit permettant de changer l'ordre de passage de palettes devant le poste de délivrance des liasses.It is also possible to take into account a more complex predetermined dialing sequence concerning the different bundles to provide a switching system on the first circuit allowing to change the order of passage of pallets in front of the delivery station bundles.
Selon une variante d'exécution, le premier et le deuxième circuits sont soit horizontaux, soit verticaux. Lorsque l'un ou l'autre des circuits est disposé verticalement, le circuit est composé de deux branches horizontales sur lesquelles circulent les palettes et le passage entre deux branches se fait par des ascenseurs ce qui est connu dans le domaine et ne fait pas l'objet de la présente invention.According to an alternative embodiment, the first and the second circuits are either horizontal or vertical. When one or the other of the circuits is arranged vertically, the circuit is composed of two branches horizontally on which pallets are the passage between two branches is done by elevators what is known in the field and does not not the subject of the present invention.
Enfin, il est également possible d'avoir un des circuits qui est horizontal et l'autre qui est vertical.Finally, it is also possible to have one of circuits that is horizontal and the other that is vertical.
L'installation est d'un coût relativement bas et elle peut être adaptée facilement aux disponibilités de locaux où a lieu l'installation.The installation is relatively cheap and can easily be adapted to the availability of premises where the installation takes place.
Il est également possible pour la mise en oeuvre du procédé d'adapter une installation de contrôle de papiers-valeur qui est constituée d'un poste de découpage de feuilles imprimées, d'un circuit de transfert du type similaire au premier circuit, permettant d'apporter les liasses des billets non banderolées alternativement vers un ou plusieurs dispositifs de triage qui trient les billets et forment en aval des liasses banderolées et ensuite des paquets. Lorsqu'il n'est pas nécessaire d'effectuer un triage, il suffit d'ajouter un second circuit de circulation des palettes et isoler le triage des papiers-valeur pour obtenir facilement et à moindre coût que l'installation existante soit transformée en une installation de récolte et d'ordonnancement selon une séquence de numérotation des liasses de papiers-valeur. Ainsi on dispose d'une installation hybride qui peut travailler soit en récolte et ordonnancement, soit en triage. It is also possible for the implementation of the method of adapting a control installation of securities which consists of a position of cutting of printed sheets, a circuit of transfer of the similar type to the first circuit, to bring bundles of non-cash wrapped alternately to one or more sorting devices that sort the bills and form downstream wrapped bundles and then packets. When it is not necessary to sort, just add a second circulation circuit pallets and isolate sorting of value papers to easily and cheaply get the installation existing facility is transformed into an installation harvesting and scheduling in a sequence of numbering of paper-value bundles. So we has a hybrid facility that can work either in harvesting and scheduling, or in triage.
L'invention sera décrite plus en détail à l'aide des dessins annexés, dans le cas q = 1.The invention will be described in more detail using the attached drawings, in the case q = 1.
Les figures 1 à 4 représentent schématiquement les principales étapes du procédé selon l'invention en utilisant deux circuits verticaux.Figures 1 to 4 show schematically the main steps of the method according to the invention in using two vertical circuits.
La figure 5 est une installation de mise en oeuvre du procédé dans un cas particulier de transformation d'une installation de récolte des papiers-valeur par triage.FIG. 5 is an installation for implementing the process in a particular case of transformation of a collection of valuable papers by sorting.
La figure 6 est une vue schématique de côté d'une palette pendant qu'elle est chargée.Figure 6 is a schematic side view of a pallet while it is loaded.
La figure 7 est une vue schématique de derrière d'une palette.Figure 7 is a schematic rear view of a palette.
La figure 8 est une vue schématique en plan d'un aiguillage concernant les circuits de l'installation.FIG. 8 is a schematic plan view of a referrals concerning the circuits of the installation.
A la figure 1 nous avons représenté schématiquement un premier circuit A disposé verticalement et sur lequel sont placés n palettes. Le circuit comprend deux branches parallèles, une supérieure et une inférieure reliées par deux ascenseurs A1 et A2 permettant de transférer les palettes. Un second circuit similaire B comprend également n palettes numérotées n + 1 jusqu'à 2n et il comprend également deux branches parallèles une supérieure et une inférieure reliées par deux ascenseurs B1 et B2. In Figure 1 we schematically represented a first circuit A arranged vertically and on which are placed n pallets. The circuit includes two parallel branches, one upper and one lower connected by two elevators A1 and A2 allowing transfer the pallets. A second similar circuit B also includes n pallets numbered n + 1 up to 2n and it also includes two parallel branches a superior and a lower connected by two elevators B1 and B2.
A la figure 2 nous avons représenté les mêmes circuits et le sens de circulation des palettes est indiqué par les flèches F, F'. Pour simplifier, le poste de délivrance D de liaison se trouve à l'extrémité supérieure gauche du circuit A et le point de déchargement E à l'extrémité supérieure droite du circuit B. Les palettes passent donc au poste de délivrance D l'une après l'autre et reçoivent une première liasse de papiers-valeur numérotés en séquence continue croissante ou décroissante. Les palettes passent autant de fois l'une après l'autre devant le poste de délivrance que le nombre de liasses que l'on désire entreposer pour former par la suite un paquet. Une fois que la première palette remplie arrive à l'interconnexion des deux circuits, on active l'interconnexion et on fait passer les palettes pleines vers le circuit B et les vides vers le circuit A (figure 3). Toutes les palettes passant au circuit B ont reçu le même nombre de liasses (habituellement 10 liasses de 100 papiers-valeur chacune). Lorsqu'un transfert complet des palettes pleines du premier circuit A vers le second circuit B a été réalisé et des palettes vides du circuit B au circuit A on interrompt l'interconnexion (fig. 4) et les palettes se trouvant sur le circuit A recommencent le même cycle que précédemment, tandis que les palettes se trouvant dans le circuit B passent l'une après l'autre au poste de déchargement E et les paquets de liasses qui s'y trouvent sont déchargés sur un poste de finissage. Au poste de finissage on peut mettre une banderole groupant les liasses qui s'y trouvent et ensuite on dispose également un emballage autour du paquet ainsi que toute autre opération de finissage telle que des inscriptions ou d'une étiquette avec des informations sur le contenu de chaque paquet.In Figure 2 we have represented the same circuits and the direction of movement of the pallets is indicated by the arrows F, F '. For simplicity, the position of D-link release is at the end upper left of circuit A and the point of unloading E at the upper right end of the circuit B. The pallets therefore pass to the delivery D one after the other and receive a first set of papers numbered in sequence continuous increasing or decreasing. Pallets pass so many times one after the other in front of the delivery station that the number of bundles that one wants to store to form a package. Once the first filled pallet arrives at the interconnection of the two circuits, one activates interconnection and we pass the full pallets to circuit B and the voids to circuit A (Figure 3). All pallets passing to circuit B received the same number of bundles (usually 10 bundles of 100 papers-value each). when complete transfer of full pallets from the first circuit A to the second circuit B has been realized and empty pallets from circuit B to circuit A on interrupts the interconnection (Figure 4) and the pallets on circuit A start the same cycle again previously, while pallets in circuit B pass one after the other to the unloading E and packages of bundles find are unloaded at a finishing station. At finishing station we can put a banner grouping the bundles that are there and then we also has a package around the package as well than any other finishing operation such as inscriptions or a label with information about the content of each package.
En principe lorsqu'un de ces deux circuits a terminé son cycle il s'arrête et attend que l'autre circuit termine également. Habituellement, on prévoit que la vitesse de déplacement des palettes du second circuit B est égal ou légèrement supérieur à 1/p, p étant le nombre de fois qu'une palette passe devant le poste de délivrance des paquets. Ainsi, les deux circuits terminent pratiquement en même temps leur cycle. Lorsque dans le premier circuit A toutes les palettes sont remplies et dans le circuit B toutes les palettes sont vides, on revient à la position précédente de la figure 3, à savoir on interconnecte les deux circuits et on fait passer les palettes pleines vers le second circuit B et les palettes vides vers le premier circuit A pour recommencer le même cycle.In principle, when one of these two circuits has finished his cycle he stops and waits for the other circuit also ends. Usually, it is expected that the speed of movement of the pallets of the second circuit B is equal to or slightly greater than 1 / p, p being the number of times a pallet passes in front of the delivery of packages. So, the two circuits almost complete their cycle at the same time. When in the first circuit A all pallets are filled and in the circuit B all the pallets are empty, we go back to the previous position of the FIG. 3, namely, the two circuits are interconnected and we move the full pallets to the second circuit B and empty pallets to the first circuit A to start the same cycle again.
Lorsque l'ordonnancement doit correspondre à certaines règles qui dépendent soit du résultat désiré, soit de la manière dont les liasses ont été numérotées, on a la possibilité d'inverser le sens de déplacement des palettes devant le poste de délivrance, par exemple entre deux passages successifs. Ainsi, par exemple, lors d'un premier passage les palettes passent de gauche à droite et dans le passage suivant passent dans le sens inverse et ainsi de suite.When the scheduling must correspond to certain rules that depend on either the desired result or the way the bundles have been numbered, we have the possibility of reversing the direction of movement of pallets in front of the rescue station, for example between two successive passages. So, for example, during a first pass the pallets pass from left to right and in the next passage go through the opposite direction and so on.
Un ordonnancement peut être plus compliqué et dans ce cas la position des palettes doit être changée. Ceci peut être réalisé en utilisant un aiguillage, par exemple sur la branche supérieure du premier circuit A pour pouvoir trier les palettes comme par exemple on fait dans une gare de triage de chemin de fer. Ainsi, on peut laisser momentanément une ou plusieurs palettes en attente pour faire passer d'autres et ainsi de suite.A scheduling can be more complicated and in this case the position of the pallets must be changed. This can be achieved using a referral, by example on the upper branch of the first circuit A to be able to sort palettes as for example one done in a railway yard. So, you can temporarily leave one or more pallets waiting to pass others and so after.
Il est évident que lorsque le nombre des palettes doit être modifié, ceci peut se faire facilement puisqu'il suffit d'ajouter ou d'enlever des palettes dans les deux circuits afin d'obtenir le nombre désiré. On peut également changer les dimensions des palettes si les dimensions des papiers-valeur sont modifiées. Ces types de modifications sont nécessaires lorsqu'entre deux impressions on change le nombre et/ou les dimensions des papiers-valeur imprimés sur une feuille.It is obvious that when the number of pallets to be modified, this can easily be done since simply add or remove pallets in the two circuits to obtain the desired number. We can also change the dimensions of the pallets if the dimensions of the securities are changed. These types changes are necessary when between two impressions change number and / or dimensions value papers printed on a sheet.
A l'aide de la figure 5 nous allons présenter une installation de mise en oeuvre du procédé. Il s'agit en réalité d'une installation de récolte des papiers-valeur par triage qui a été modifiée pour fonctionner selon le procédé. Cette solution est économique aussi car on a une installation pouvant fonctionner selon deux modes occupant peu de place et s'adaptant à la configuration des lieux.With the help of Figure 5 we will present a installation for implementing the method. This is in reality of a paper-value collection facility by sorting that has been modified to work according to the method. This solution is economical too because we have an installation that can work according to two modes occupying little space and adapting to the configuration of places.
Nous allons d'abord présenter les éléments essentiels de l'installation existante. Elle comprend un premier poste C où les piles de feuilles avec les impressions des papiers-valeur sont découpées en liasses, un circuit A' avec des palettes individuelles sur lesquelles sont chargées les liasses et par la suite elles sont conduites à un des postes de triage T1 ou T2, c'est-à-dire que l'acheminement se fait de manière alternée puisque l'opération de triage est plus longue que l'opération de chargement des palettes. Les paquets de papiers-valeur délivrés à l'une ou l'autre des stations de triage T1, T2 sont triés selon les règles préétablies et par la suite sont transférés par des moyens de transferts habituels vers une station d'emballage W des billets ainsi triés.We will first introduce the essential elements of the existing installation. It includes a first station C where piles of leaves with prints value papers are cut into bundles, one circuit A 'with individual pallets on which are loaded the bundles and thereafter they are driven to one of the T1 sorting stations or T2, that is to say that the routing is done so alternate since the sorting operation is longer than the loading operation of the pallets. The packets securities issued to one or other of sorting stations T1, T2 are sorted according to the rules pre-established and subsequently are transferred by usual means of transfer to a station packing W tickets so sorted.
Pour la mise en oeuvre du procédé selon l'invention, cette installation a été modifiée en ajoutant un deuxième circuit B' similaire au circuit A'. Dans ce cas, les deux stations de triage T1, T2 sont mises hors fonctionnement, puisque le procédé de récolte et d'ordonnancement selon la présente invention n'est pas soumis à un triage de papiers-valeur. Il suffit de faire circuler les palettes en continu sans arrêt devant la station T1 et T2 puisqu'il n'y a aucun déchargement à ces endroits. Le circuit A' comprend un premier ascenseur A'1 et un deuxième ascenseur A'2 et le deuxième circuit B' est également muni de deux ascenseurs B'1 et B'2, pour permettre un passage de palettes de la branche supérieure à la branche inférieure. L'interconnexion entre les deux circuits est réalisée à proximité des ascenseurs A'2 et B'1 en mettant en place, par exemple, un guide escamotable permettant aux palettes de passer d'un circuit à l'autre. For the implementation of the method according to the invention, this facility was modified by adding a second circuit B 'similar to the circuit A'. In this In this case, the two T1, T2 shunting stations are functioning, since the harvesting process and scheduling according to the present invention is not subject to a sorting of securities. Simply circulate the pallets continuously without stopping in front of the T1 and T2 station since there is no unloading at these locations. Circuit A 'comprises a first elevator A'1 and a second elevator A'2 and the second circuit B 'is also provided with two lifts B'1 and B'2, to allow a passage of pallets from upper branch to branch lower. The interconnection between the two circuits is carried out near the elevators A'2 and B'1 in setting up, for example, a retractable guide allowing pallets to move from one circuit to another the other.
En partant de l'hypothèse que nous avons des piles de m
feuilles contenant n impressions de papiers-valeur,
comme représenté sur la feuille S disposée à côté de
l'installation représentée agrandie, on dispose lesdites
piles, comme représenté sur la figure 5, dans le
dispositif C. Les piles de feuilles passent sur une
table de coupe où habituellement on découpe d'abord des
rangées et ensuite chaque rangée est coupée en liasses
individuelles qui sont dans le cas présent dirigées
vers une station de banderolage et par la suite elles
arrivent au dispositif de délivrance D'. Là on dispose
les liasses dans les palettes qui passent devant ledit
dispositif. Le travail de découpe et de l'éventuel
banderolage se fait en continu. Après avoir mis une
première pile de m feuilles, on continue avec des piles
successives et en principe on utilise p piles différentes
pour obtenir dans chaque palette p liasses. Habituellement
m est égal à 100 et p est égal à 10 pour
former des paquets de mille papiers-valeur. Néanmoins,
ces chiffres ne sont pas applicables dans toutes les
situations, mais les sont la plupart du temps lorsqu'il
s'agit de billets de banque. Lorsque le procédé est
appliqué tel que défini à la revendication 1 ou 2, et q
= 1 les palettes du circuit A' passent en continu p
fois devant le dispositif D' de manière successive et
sans inverser ni le sens de circulation, ni d'utiliser
des aiguillages pour changer la place des palettes.
Cela signifie que dans, par exemple, la palette No 1 on
mettra toujours des liasses qui correspondent à la
position 1 de la feuille dans chacun des paquets. Cela
signifie également que les feuilles sont numérotées de
sorte que les numéros se suivent en séquence continue
c'est-à-dire selon p x m numéros pour tous les papiers-valeur
se trouvant à la ligne li et colonne ki d'une
feuille S.Starting from the assumption that we have piles of m
sheets containing n prints of value paper,
as shown on the sheet S arranged next to
the installation shown enlarged, we have the said
stacks, as shown in Figure 5, in the
device C. Stacks of leaves pass on a
cutting table where usually one cuts first
rows and then each row is cut into bundles
individuals who are in the present case run
to a wrapping station and afterwards they
arrive at the delivery device D '. There we have
bundles in pallets passing in front of said
device. The cutting work and the eventual
wrapping is done continuously. After putting a
first stack of m sheets, continue with batteries
successive and in principle we use p different batteries
to get in each pallet p sets. Habitually
m is equal to 100 and p is equal to 10 for
to form packets of thousand papers. However,
these figures are not applicable in all
situations but are most of the time when
These are banknotes. When the process is
applied as defined in
Lorsqu'on désire effectuer un ordonnancement différent, soit parce que la numérotation des feuilles n'est pas celle qui est décrite précédemment, soit parce qu'on désire avoir des liasses avec des séquences qui ne sont pas continues entre deux liasses, on peut soit inverser le sens de circulation des palettes entre deux chargements de palettes, soit utiliser un dispositif d'aiguillage, c'est-à-dire au moyen d'aiguillages, tels que représentés à la figure 8, et une branche supplémentaire on change la place des palettes comme on le ferait dans une gare de triage de trains.When you want to perform a different scheduling, because the numbering of the leaves is not the one described above, either because wants to have bundles with sequences that are not not continuous between two bundles, we can either reverse the direction of movement of the pallets between two pallet loads, either use a device of referrals, that is to say by means of referrals, such as as shown in Figure 8, and a branch extra we change the place of pallets as we would do it in a train yard.
Lorsque la première palette du premier circuit A' est pleine et s'approche de l'interconnexion, donc au niveau des ascenseurs A'2 et B'1 aussi bien sur la partie supérieure qu'inférieure des deux circuits, on active les interconnexions et on fait passer les palettes pleines dans le circuit B' et les palettes vides du circuit B' dans le circuit A'. On neutralise les interconnexions et on recommence le même travail en ce qui concerne le circuit A' tandis que dans le circuit B' les palettes viennent face au dispositif de finissage E' où on peut mettre une banderole sur l'ensemble de p paquets pour assembler les liasses et par la suite on passe au dispositif d'emballage W pour emballer les paquets dans du plastique ou d'autres type d'emballage. On y applique éventuellement sur l'emballage une inscription permettant d'identifier le contenu du paquet.When the first pallet of the first circuit A 'is full and approaches the interconnection, so at elevators level A'2 and B'1 as well on the upper than lower part of the two circuits, one activates the interconnections and full pallets in circuit B 'and pallets empty circuit B 'in the circuit A'. We neutralize interconnections and we start the same work again regards the circuit A 'while in the circuit B 'the pallets come face to the device of finishing E 'where we can put a banner on the set of p packages to assemble the bundles and subsequently we go to the packaging device W for pack packages in plastic or other type packaging. It can be applied on the packaging an inscription to identify the package content.
A la figure 6 nous avons représenté schématiquement une
palette qui consiste en fait en un plateau P muni sur
sa partie inférieure d'une projection 10 permettant de
guider la palette lorsqu'elle se trouve sur un
aiguillage comme par exemple celui de la figure 8. La
palette P est entraínée en déplacement par des moyens
d'entraínement 11 qui peuvent être soit des galets
entraínés en continu, soit des tapis roulants ou
similaires. L'ensemble se trouve à l'intérieur d'un
rail de guidage formé par deux profilés 12, 13 comme
représenté à la figure 6. La palette est munie d'un
plan incliné 14 et d'une surface d'appui 15 contre
laquelle viennent se placer les papiers-valeur 16
poussés par un dispositif 17 au poste de délivrance des
liasses. Au poste de délivrance des liasses, la palette
n'est pas en contact avec les dispositifs 11, par
exemple, au moyen d'une came qui la pousse vers le
haut, le temps que les liasses soient chargées et par
la suite on la laisse s'appuyer contre les dispositifs
11 pour continuer son chemin et ainsi de suite.In Figure 6 we schematically represented a
pallet which actually consists of a tray P equipped on
its lower part of a
La palette est munie de deux ressorts R pour exercer
une pression perpendiculaire aux papiers-valeur et les
maintenir en place, puisqu'en réalité les liasses de
papiers-valeur ne sont en contact qu'avec la surface
d'appui 15 et le plan incliné 14, les quatre autres
côtés étant libres. The pallet is equipped with two R springs for exercising
perpendicular pressure to the value papers and the
keep in place, since in reality the bundles of
securities are only in contact with the
En se référant maintenant à la figure 7, on voit de dos
deux guides de positionnement 18 et 19 qui permettent
d'exercer une pression contre les papiers-valeur au
moyen des lames-ressort R qui ont été mentionnées
précédemment. Ces guides sont également munis
d'éléments élastiques qui ont tendance à les pousser
vers le bas. Deux ouvertures 20 permettent au poste de
finissage de décharger les paquets de papiers-valeur en
appliquant par exemple au moyen d'un dispositif adéquat
une poussée contre le paquet à travers ces deux
ouvertures.Referring now to Figure 7, we see from behind
two positioning guides 18 and 19 that allow
to exert pressure against the securities
means of spring blades R that have been mentioned
previously. These guides are also equipped
elastic elements that tend to push them
down. Two
A la figure 8 nous avons représenté à titre d'exemple
un aiguillage. On voit en premier lieu une palette P sa
projection de guidage 10 et un aiguillage permettant
par exemple de faire passer une palette soit tout
droit, soit passer sur un branchement du circuit. Cet
aiguillage est formé par un bloc 21 en forme
approximative de T muni d'une rainure également en
forme de T et un doigt de guidage 22 pivoté à une
extrémité 23 permet soit de faire passer la palette de
la partie horizontale du T vers la partie verticale,
soit de laisser circuler la palette uniquement sur la
partie horizontale. De tels dispositifs d'aiguillage
sont utilisés lorsque le circuit A' est muni de
branches supplémentaires afin de pouvoir effectuer un
triage de palettes pour changer leur ordre entre deux
passages successifs devant le poste de délivrance des
liasses.In Figure 8 we have represented as an example
a referral. We first see a palette P
L'exemple d'installation décrite concerne le cas où q = 1, c'est-à-dire que l'on charge une liasse par palette et par passage et on a un nombre n de palettes par circuit.The installation example described concerns the case where q = 1, that is to say that we load a bundle by pallet and per pass and we have a number n of pallets per circuit.
Néanmoins, il est possible de numéroter les papiers-valeur sur une feuille de sorte à obtenir une séquence prédéterminée sur q liasses consécutives. Par exemple, si l'on a des feuilles de six lignes et dix colonnes, on pourrait, par exemple, avoir cette séquence prédéterminée de numérotation pour chacun des deux groupes de cinq liasses que l'on obtiendra pour chaque colonne d'une pile de feuilles. Ainsi, au lieu d'avoir soixante palettes par circuit, on pourrait en avoir que douze et charger lors de chaque passage d'une palette un groupe de cinq liasses appartenant à la même ligne. Cette manière de faire accélère le procédé car on obtient plus rapidement un paquet de papier valeurs contenant par exemple mille papiers-valeur.Nevertheless, it is possible to number the securities on a sheet so as to obtain a sequence predetermined on q consecutive bundles. For example, if you have sheets of six lines and ten columns, we could, for example, have this sequence predetermined numbering for each of the two groups of five wads that will be obtained for each column of a pile of leaves. So, instead of having sixty pallets per circuit, we could have twelve and load during each pass of a pallet a group of five bundles belonging to the same line. This way of doing things speeds up the process because gets faster a paper packet values containing, for example, thousand value papers.
En effet, dans l'exemple précité lorsque q = 1 il faut dix passages de soixante palettes devant le poste de délivrance tandis que si q = 5 il suffit de deux passages pour douze palettes.Indeed, in the example mentioned above when q = 1 it is necessary ten passages of sixty pallets in front of the station deliverance while if q = 5 just two passages for twelve pallets.
Claims (12)
- Method for the gathering and routing of bundles of paper securities according to a numbering sequence by means of transfer pallets conveyed individually between a delivery station for the bundles containing m paper securities, the numbering of which bundles is a continuous sequence of m numbers, and a finishing station forming a packet containing bundles of m paper securities, the said bundles being numbered in a predetermined sequence of numbers, characterized in that a first and a second closed loop transfer circuit are used, which are provided with means for being interconnected, as desired, and on which the said pallets travel, in that n/q pallets are arranged on each circuit, n being the number of paper securities printed on a sheet before cutting into individual paper securities and q being the number of successive bundles of m paper securities, each coming from the same stack of m sheets and forming a predetermined sequence of qxm numbers, the first circuit being near a delivery station for each of the bundles of m paper securities, and the second circuit being near a finishing station, in that q bundles of m paper securities are arranged in succession in each of the pallets of the first circuit during its passage in front of the bundle delivery station, in that this operation is repeated p times, so as to arrange in each pallet bundles of paper securities numbered in a predetermined sequence of pxqxm numbers, in that, when the first full pallet approaches the interconnection, the interconnections between the first circuit and the second are activated and the loaded pallets are transferred from the first circuit to the second and the empty pallets from the second circuit to the first, in that the two circuits are disconnected and in that the pallets located on the first circuit recommence the preceding cycle in order each to be loaded with bundles during the p successive passages in front of the bundle delivery station, while the loaded pallets located on the second circuit are unloaded one by one at the finishing station for forming the packets, in that the travel of the pallets on the circuit which has ended its cycle is stopped until the other circuit ends its cycle, and in that the two circuits are reconnected in order to exchange the pallets, and so on and so forth.
- Method according to Claim 1, characterized in that each of the bundles is banded.
- Method according to either one of Claims 1 and 2, characterized in that the direction of travel of the pallets of the first circuit is reversed between two passages of all the pallets in front of the station delivering the said bundles of paper securities, in order to take into account selectively either the numbering of the paper securities in each bundle or the predetermined routing sequence.
- Method according to either one of Claims 1 and 2, characterized in that the order of passage of the pallets in front of the station delivering the bundles is modified by means of a switching system in order to take into account the predetermined routing sequence.
- Method according to Claims 1 to 4, characterized in that m is equal to 100, p is equal to 10 and q is equal to 1.
- Installation for carrying out the method according to either one of Claims 1 and 2, characterized in that it comprises a station delivering bundles of paper securities, which is adjacent to a first closed-loop circuit provided with means for individually driving n/q pallets and a second closed-loop circuit provided with means for individually driving n/q pallets, a finishing station adjacent to the second circuit and means for the interconnection of the said circuits, making it possible to cause the pallets of the first circuit to pass to the second and those of the second circuit to pass to the first.
- Installation according to Claim 6, characterized in that the first circuit is provided with means making it possible to reverse the direction of displacement of the pallets between two passages of all the pallets in front of the bundle delivery station.
- Installation according to Claim 6, characterized in that the first circuit comprises a switching system for changing the order of passage of the pallets between two passages of the said pallets in front of the bundle delivery station.
- Installation according to one of Claims 6 to 8, characterized in that the two circuits are circuits arranged perpendicularly to the ground in one or two planes.
- Installation according to one of Claims 6 to 8, characterized in that the circuits are parallel to the ground.
- Installation according to one of Claims 6 to 8, characterized in that one circuit is vertical while the other is horizontal with respect to the ground.
- Installation according to one of Claims 6 to 11, characterized in that the speed of displacement of the pallets of the second circuit is at least equal to 1/p of the speed of displacement of the pallets of the first circuit.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH632002000 | 2000-03-31 | ||
| CH6322000 | 2000-03-31 | ||
| PCT/CH2001/000150 WO2001074697A1 (en) | 2000-03-31 | 2001-03-08 | Method and installation for collecting and sequencing security papers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1268333A1 EP1268333A1 (en) | 2003-01-02 |
| EP1268333B1 true EP1268333B1 (en) | 2005-01-19 |
Family
ID=4524819
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01907314A Expired - Lifetime EP1268333B1 (en) | 2000-03-31 | 2001-03-08 | Method and installation for collecting and sequencing security papers |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1268333B1 (en) |
| AT (1) | ATE287373T1 (en) |
| AU (1) | AU2001235316A1 (en) |
| DE (1) | DE60108485D1 (en) |
| WO (1) | WO2001074697A1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2898880B1 (en) * | 2006-03-22 | 2008-05-30 | Datacard Corp | LINEAR MACHINE FOR PROCESSING PORTABLE OBJECTS AND METHOD FOR PROCESSING PORTABLE OBJECTS |
| CN102730227B (en) * | 2012-05-30 | 2013-12-25 | 河北汇金机电股份有限公司 | Full-automatic paper money clearing and packaging assembly line |
| DE102019007872A1 (en) * | 2019-11-13 | 2021-05-20 | Giesecke+Devrient Currency Technology Gmbh | Arrangement and method for processing documents of value |
| DE102019007879A1 (en) * | 2019-11-13 | 2021-05-20 | Giesecke+Devrient Currency Technology Gmbh | System and device for processing objects of value and for assembling packages of objects of value |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH577426A5 (en) * | 1974-03-26 | 1976-07-15 | De La Rue Giori Sa | |
| FI114457B (en) * | 1993-12-03 | 2004-10-29 | De La Rue Giori Sa | Apparatus for making banknote packages of banknote bundles |
| ITBO980282A1 (en) * | 1998-05-05 | 1999-11-05 | Gd Spa | METHOD AND MACHINE FOR INSERTING GROUPS OF SHEETS IN PARTICULAR BANKNOTES IN BOXES. |
-
2001
- 2001-03-08 EP EP01907314A patent/EP1268333B1/en not_active Expired - Lifetime
- 2001-03-08 AT AT01907314T patent/ATE287373T1/en not_active IP Right Cessation
- 2001-03-08 DE DE60108485T patent/DE60108485D1/en not_active Expired - Lifetime
- 2001-03-08 WO PCT/CH2001/000150 patent/WO2001074697A1/en active IP Right Grant
- 2001-03-08 AU AU2001235316A patent/AU2001235316A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| ATE287373T1 (en) | 2005-02-15 |
| AU2001235316A1 (en) | 2001-10-15 |
| DE60108485D1 (en) | 2005-02-24 |
| WO2001074697A1 (en) | 2001-10-11 |
| EP1268333A1 (en) | 2003-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2493087C2 (en) | Method and device for processing bundles of securities, in particular bundles of banknotes | |
| FR2685685A1 (en) | DEVICE FOR STACKING SHEET LIASES. | |
| FR2484978A1 (en) | SYSTEM FOR CONTINUOUS DISCHARGE AND RECEPTION OF SHEETS | |
| EP1280667A1 (en) | Installation for treating sheets of printed paper | |
| EP0514340B1 (en) | Method and device for preparing packing blanks | |
| FR2692567A1 (en) | Stacking system of sheets in three dimensions. | |
| FR2496067A1 (en) | DEVICE FOR PLACING ON ONE OF THE OTHER INDIVIDUAL DISPENSES, ESPECIALLY PRINTING PRODUCTS | |
| FR2520298A1 (en) | DEVICE FOR MANUFACTURING BLOCKS SIZED ON THE BACK | |
| EP1268333B1 (en) | Method and installation for collecting and sequencing security papers | |
| FR2548162A1 (en) | METHOD AND APPARATUS FOR FORMING AND HANDLING STACKS OF SHEET MATERIAL | |
| FR2467144A1 (en) | METHOD AND APPARATUS FOR PACKING PAPER CELLS IN CARDS FORMALLY FORMED | |
| JP2006001746A (en) | Machine and method for accumulating sheaf of bills such as securities | |
| EP0252936B1 (en) | Device for separating packets of sheets, particularly paper, forming a pile | |
| FR2636080A1 (en) | WIRE MACHINE WITH COIL CHANGERS | |
| FR2727392A1 (en) | APPARATUS FOR STACKING PACKAGES OF SHEETS BANDED IN A BAND, FOR EXAMPLE IN PARTICULAR FOR BANK NOTES IN CONSTANT NUMBERS | |
| FR2811308A1 (en) | DEVICE FOR PRINTING OBJECTS | |
| FR2589139A1 (en) | AUTOMATIC PACKAGING IN CONTAINERS | |
| FR2467160A1 (en) | HEAD-STACKING DEVICE FOR OBJECTS OR GROUPS OF OBJECTS, SUCH AS PACKAGING BOXES | |
| EP3595992A1 (en) | Device for transferring objects | |
| FR2474918A1 (en) | METHOD AND APPARATUS FOR SEQUENTIALLY MANUFACTURING A SUCCESSION OF ARTICLES FROM TELE | |
| WO2009053543A1 (en) | System for depositing documents into boxes | |
| ITBO970347A1 (en) | DEVICE AND METHOD FOR ORIENTING A SHEET OR GROUPS OF SHEETS, PARTICULARLY BANKNOTES. | |
| EP0369838B1 (en) | Method and device for bottles in a vertical position | |
| FR2485479A1 (en) | Bag feeder from magazine to filling machine - moves stacked bag batches to transfer table and aligns individual bags at opening station | |
| FR2537954A1 (en) | AUTOMATIC PALLETIZING INSTALLATION FOR DIFFERENT PRODUCTS BETWEEN THEM |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20021025 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050119 Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050119 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050119 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050119 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050119 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050119 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050119 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| REF | Corresponds to: |
Ref document number: 60108485 Country of ref document: DE Date of ref document: 20050224 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050308 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050308 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050419 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050419 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050419 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050420 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050430 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20050119 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: KBA-GIORI S.A. Effective date: 20050331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20051130 |
|
| 26N | No opposition filed |
Effective date: 20051020 |
|
| BERE | Be: lapsed |
Owner name: KBA-GIORI S.A. Effective date: 20050331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050619 |