EP1251544A1 - Tube électronique amplificateur hyperfréquence avec fiche d'entrée miniature et procédé de fabrication - Google Patents
Tube électronique amplificateur hyperfréquence avec fiche d'entrée miniature et procédé de fabrication Download PDFInfo
- Publication number
- EP1251544A1 EP1251544A1 EP02290963A EP02290963A EP1251544A1 EP 1251544 A1 EP1251544 A1 EP 1251544A1 EP 02290963 A EP02290963 A EP 02290963A EP 02290963 A EP02290963 A EP 02290963A EP 1251544 A1 EP1251544 A1 EP 1251544A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- sheath
- magnets
- metallization
- window
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J23/00—Details of transit-time tubes of the types covered by group H01J25/00
- H01J23/36—Coupling devices having distributed capacitance and inductance, structurally associated with the tube, for introducing or removing wave energy
- H01J23/40—Coupling devices having distributed capacitance and inductance, structurally associated with the tube, for introducing or removing wave energy to or from the interaction circuit
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F7/00—Magnets
- H01F7/02—Permanent magnets [PM]
- H01F7/0273—Magnetic circuits with PM for magnetic field generation
- H01F7/0278—Magnetic circuits with PM for magnetic field generation for generating uniform fields, focusing, deflecting electrically charged particles
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J23/00—Details of transit-time tubes of the types covered by group H01J25/00
- H01J23/02—Electrodes; Magnetic control means; Screens
- H01J23/08—Focusing arrangements, e.g. for concentrating stream of electrons, for preventing spreading of stream
- H01J23/087—Magnetic focusing arrangements
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J23/00—Details of transit-time tubes of the types covered by group H01J25/00
- H01J23/16—Circuit elements, having distributed capacitance and inductance, structurally associated with the tube and interacting with the discharge
- H01J23/165—Manufacturing processes or apparatus therefore
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J23/00—Details of transit-time tubes of the types covered by group H01J25/00
- H01J23/36—Coupling devices having distributed capacitance and inductance, structurally associated with the tube, for introducing or removing wave energy
- H01J23/40—Coupling devices having distributed capacitance and inductance, structurally associated with the tube, for introducing or removing wave energy to or from the interaction circuit
- H01J23/42—Coupling devices having distributed capacitance and inductance, structurally associated with the tube, for introducing or removing wave energy to or from the interaction circuit the interaction circuit being a helix or a helix-derived slow-wave structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J25/00—Transit-time tubes, e.g. klystrons, travelling-wave tubes, magnetrons
- H01J25/34—Travelling-wave tubes; Tubes in which a travelling wave is simulated at spaced gaps
- H01J25/36—Tubes in which an electron stream interacts with a wave travelling along a delay line or equivalent sequence of impedance elements, and without magnet system producing an H-field crossing the E-field
- H01J25/38—Tubes in which an electron stream interacts with a wave travelling along a delay line or equivalent sequence of impedance elements, and without magnet system producing an H-field crossing the E-field the forward travelling wave being utilised
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
Definitions
- the invention relates to electronic amplifier tubes operating in microwave. It applies more particularly to traveling wave tubes (TOP) also called TWT (from English Wave Tube), and it is therefore about such a tube that it will be described.
- TOP traveling wave tubes
- the invention is useful in particular for making small TOPs radials operating at high frequencies (typically 30 GHz). Of such tubes are used for example for the transmission of telecommunication between earth and satellites.
- a TOP is a vacuum tube using the principle of the interaction between an electron beam and a wave electromagnetic microwave, to transmit to the wave microwave part of the energy contained in the beam of electrons, so as to obtain at the outlet of the tube a microwave wave energy greater than that of the wave injected at the inlet of the tube.
- Figure 1 recalls the general principle of a TOP.
- the TOP shown is a propeller TOP, but other types of TOP such as TOP with coupled cavities, TOP with guides folded in meanders, etc., are equally concerned with the invention.
- TOPs have an elongated tubular sheath 10 in which vacuum is created, with an electron gun at one end 11 emitting an electron beam 12 and, at a second end, a collector 14; the collector collects the electrons which have yielded part of their starting energy to the electromagnetic wave that we want to amplify.
- the electron beam is substantially cylindrical over most of the length of the tube between the barrel 11 and the manifold 14. This shape cylindrical beam is obtained on the one hand thanks to the shape of the cathode 16 of the barrel (converging cathode in the shape of a bowl), and on the other hand by means of magnetic focusing provided over the entire length sheath between the exit of the electron gun 11 and the entry of the collector 14.
- These focusing means are annular permanent magnets 18, axially magnetized and magnetized alternately from one magnet to the next; these magnets surround the sheath and are separated from each other by pole pieces 20 with high magnetic permeability.
- the electron beam changes to inside a helical conductive structure 22 along which flows the microwave electromagnetic wave to be amplified; amplification of microwave energy occurs by interaction between this wave and the electron beam passing through the center of it.
- the propeller is used to slow down the microwave, in the sense that if the speed of the propagating wave along the helix is substantially the speed of light, the speed of the wave along the axis of the propeller will be only a fraction of the speed of the light ; this fraction is determined by the angular pitch of the propeller.
- a meander guide or coupled cavities can play the same role of retarder than the propeller.
- a microwave signal input, 24, is connected to a first end of the propeller, on the side of the electron gun 11, and an outlet signal 26 is provided at a second end of the propeller, on the manifold side 14.
- Entry 24 of the TOP is most often made up of a form coaxial whose central core is electrically connected to the end of the propeller.
- the plug is brazed or welded to the tube, and a ceramic window, brazed or soldered into the body of the plug, is intended to seal the vacuum between the inside of the tube (under vacuum) and the outside (in the open air) while allowing the passage of the microwave wave from the outside to the propeller.
- the exit 26 of the TOP can be constituted by a coaxial plug provided with vacuum sealing means.
- she can also consist of a section waveguide for example rectangular.
- a vacuum-tight structure, with a ceramic piece allowing the microwave waves, must in all cases be provided.
- the microwave signal input and output parts are bulky and difficult to set up.
- the magnets also pose set-up problems. These difficulties result in particular from the fact that vacuum tubes require brazing operations to ensure sealing at different points, and high steaming operations temperature with pumping, for vacuuming.
- the operations steaming takes place at temperatures up to, for example, 500 ° C. and for periods of up to several tens of hours.
- the brazing operations include brazing between pieces of ceramic and pieces of metal, and these solderings are done by passage in an oven at even higher temperatures (780 ° C typically, or more). Magnets cannot normally support these operations and the placement of the magnets must therefore take this into account.
- the mounting of such a TOP is in principle done in the order of the following steps: installation of the helical structure 22 in the tube sheath, positioning of the pole pieces along the sheath, fitting and soldering on the tube of the input and output plugs, soldering connections between the ends of the propeller and the input and output plugs ; welding of the electron gun on one side, of the collector on the other side; then pumping / steaming the tube to degas the internal parts, closing or sealing the tube when the vacuum is created; then set up permanent magnets in the periodic intervals between rooms polar: each magnet is cylindrical and made up of two half-rings placed around the sheath between two consecutive pole pieces; the half-rings are tightened against each other to reconstitute a cylinder complete, for example thanks to an elastic banding around each magnet.
- the present invention aims to propose a method of manufacturing and a tube structure which makes production less expensive without deteriorate the quality of the tube produced, and even improve it from the point of view of the regularity of the distribution of the magnetic fields obtained along scabbard.
- the invention proposes a process for manufacturing vacuum electron tube, in which the tube comprises on the one hand a barrel with electrons capable of emitting an electron beam in the axis of a sheath cylindrical and on the other hand a series of permanent magnets for focusing the beam, distributed around the sheath between a signal input to be amplified and a signal output, this method being characterized in that annular magnets, each made in one piece, these magnets are put on in one piece on the scabbard together with pole pieces between magnets, and we proceed to a pumping / steaming operation of the tube to high temperature in the presence of magnets, for degassing of internal parts of the tube, the magnets being made of a capable material recover most of its magnetization properties after a cycle thermal at the high temperature reached during the operation of Pumping / baking.
- the high temperature is several hundred degrees, up to around 500 ° C.
- the electron gun is preferably placed in the sleeve by local welding or brazing. We don't need to pass the tube in a high temperature brazing furnace after installation magnets and before the steaming operation (i.e. the operation of high temperature pumping).
- the magnets having this resistance at high temperatures can be based on samarium-cobalt including transition metals (copper, iron, zirconium in particular). They are typically made of a material of the Sm 2 X 17 type in particular, or X is a combination of several transition metals, including cobalt, copper, iron and zirconium; they are sold in particular by the company Electron Energy Corporation in Landisville USA and can withstand temperatures up to at least 550 ° C.
- the invention offers an original tube input / output structure; this structure allows the introduction of monobloc annular magnets after completion solderings which are necessary to ensure both vacuum tightness and the passage of microwave waves at the location of the input structure and of the output structure.
- input / output structure With the input / output structure according to the invention, it is typically possible to perform all soldering at 780 ° C or more before the placement of the magnets, and this although the magnets are made of single annular piece.
- input / output structure here is meant a structure allowing the passage of microwave signal between the interior and outside the tube, either at the entrance of the tube or at the exit. The invention applies either to entry, exit, or both.
- the invention provides a vacuum microwave tube, having an electron gun capable of emitting an electron beam in the axis of a metallic cylindrical sheath which extends between an entry signal to be amplified and an amplified signal output, this tube being characterized in that at least one of the signal input and output includes a dielectric plate forming an energy transmission window microwave, this plate being embedded and brazed in an opening formed in the wall of the sheath, the plate not projecting beyond the outer perimeter of the cylindrical sheath and sealingly sealed empty the said opening.
- magnets can be put on the sleeve passing over the entry (or exit) window after the soldering operations of this window. The magnets will suffer the temperature but not the soldering temperature (s).
- the dielectric plate is preferably made up of a tri-plate structure with two dielectric layers and three levels of metallization separated by these two layers; metallizations include a first metallization level comprising (in the direction of the energy propagation) an input conductor, a second level intermediate comprising a metallization connected to an electrical ground and a coupling slot made in this metallization, and a third metallization level comprising an output conductor.
- the driver input and output conductor each have a part opposite of the coupling slot and the passage of energy is through the slot coupling, between the input conductor and the output conductor.
- the inlet metallization is outside the tube, and receives a microwave signal to be amplified.
- the output metallization is located inside the tube and is connected for example to the inlet of a propeller of the TOP or another wave propagation slowdown structure.
- the realization of the window and the connection between the interior of the tube and the outside is particularly easy. In addition, it allows reduction of dimensions of the entire tube, minimizing space occupied by connections, so this structure can be used advantageously only because of this reduction in dimensions and not only because of the greater ease of manufacturing the tube.
- the sheet access to the window will in principle be a coaxial plug, the core of which will connected to a metallized part of the plate on the side located outside the tube. But an external connection to a waveguide is also possible.
- Figure 2 shows an example of construction of TOP at propeller in the prior art.
- the same references as in Figure 1 are used for the same items. Only the upstream part of the tube is represented.
- the electron gun is not shown.
- the barrel is fixed, on the left of the figure, on a metal pole piece 30 which ends the sheath 10.
- the conductive propeller 22, carried by an insulating structure 23, extends all along the sheath, and is centered with respect to the sheath.
- the electron gun emits an electron beam centered on the axis of the propeller.
- the annular magnets 18, each consisting of two half-rings, are evenly distributed throughout the tube and separated by pole pieces 20 made of material with high magnetic permeability. These parts polar 20, fixed before mounting the magnets, are all shown, but only a few 18 magnets were shown to show how they fit, after steaming the tube, in the spaces separating two pole pieces 20 consecutive.
- the two half-rings constituting a magnet 18 are held in place around the sheath by elastic clips or straps, not shown so as not to weigh down the figure.
- the microwave wave is brought to the entrance of the tube by a input plug 24, here a coaxial plug.
- This entry form is located at a end of the sheath, on the side of the electron gun, opposite the end propeller 22.
- the coaxial input plug comprises a conductive core 25 to inside an envelope 27.
- the end of the core is generally welded to the upstream end of the propeller to establish a conductive connection for the wave microwave between the core of the plug and the propeller.
- a microwave window must be provided somewhere in the form.
- the window is a cylindrical or rectangular dielectric part 32 in ceramic brazed in a vacuum-tight manner inside the plug.
- the construction may be similar for microwave output.
- FIG 2 we have not shown the coaxial cable which brings energy to the plug input. This cable is screwed on the end of the plug in a way such that the core of the cable comes into contact with the core of the plug and that the cable envelope comes into contact with the envelope 27 of the plug completely surrounding the dielectric window 32.
- the window 40 is constituted by a dielectric plate with several metallization levels, of which we see a metallic track upper 42 intended to be electrically connected to the end of the core 38 of the coaxial cable 36.
- the window seals an opening pierced in the wall of the sheath to the space inside the tube.
- the window is brazed against the edges of this opening.
- Notches and / or flats 46 are machined on the outer wall of the sheath to form flat surfaces on which flat surfaces are adapted body 34.
- the receiving body 34 is for example welded by welding with laser on the wall of the sheath 10, but this welding only occurs in a late manufacturing stage and more precisely, it only occurs after steaming of the tube.
- the dielectric plate 40 constituting the microwave window is actually preferably made up of two or more several dielectric plates as will be explained later, with interposition of metal layers between the dielectric plates.
- FIG 3 there is shown at the end of the sheath a section smaller diameter sheath on which a piece can be threaded end polar, not shown, serving to support the barrel electrons (also not shown) and serving as magnetic shielding to prevent any influence of the magnets on the barrel.
- the pole piece end will be laser welded on the end of the sleeve for example (after threading the magnets 18 and the pole pieces 20).
- the electron gun will be laser welded for example on this pole piece of support before emptying and drying the tube, the magnets being in place. The soldering at high temperatures not acceptable for the magnets will avoided both for fixing the support piece and for fixing the barrel, and this in order not to damage the magnets in place.
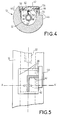
- FIG. 4 is a section along line A-A 'of FIG. 5.
- An opening 50 has been formed in the wall of the sheath 10 at level of the upstream end of the propeller 22; this opening makes communicate the interior 52 of the sleeve (interior under vacuum) with the exterior.
- This opening 50 is sealed off by the microwave window 40.
- This includes a metallized dielectric plate, with three levels metallization which are respectively an external metallization 42 for the arrival of the input signal, an interior metallization 58 for the signal transmission to the propeller, and a central metallization 64 constituting a ground plan provided with a local demetallization in the form narrow slot 62.
- the slot is a microwave coupling slot between exterior metallization and interior metallization.
- the window consists of two dielectric plates 54 and 56 superimposed, all two metallized, one of which may be metallized at least partially on its two faces (the upper plate 56 preferably).
- Exterior metallization, on the upper dielectric plate 56, constitutes the conductive track 42 already mentioned, intended for the arrival of the input signal. It preferably has an L shape, including a branch (the one which is perpendicular to the longitudinal axis of the sheath, will be connected to the core 38 of the coaxial cable 36 (FIG. 3), and the other branch of which (the one which extends parallel to the sheath) crosses the demetallized slot 62 of the central metallization 64.
- the length of free branch of L remaining beyond of the intersection with the slot is preferably equal to about a quarter the wavelength of the central operating frequency of the tube, to maximize energy coupling through slot 62.
- Internal metallization 58 on the lower dielectric plate 54 and located on the inner side of the tube, is connected to the conductive propeller 22 by a conductor 60.
- This metallization 58 consists of a small area located below of the crossing between the upper track 42 and the central slot 62.
- the internal metallization 58 and external metallization (42) therefore comprise parts located opposite each other on either side of the slot of coupling 62. Microwave energy can pass from the external conductor to the inner conductor through the slot.
- the set of two plates rests on a peripheral rim 66 of the wall of the sheath, this rim surrounding the opening 50; the plaque dielectric is soldered on this edge in a vacuum tight manner.
- one of the two plates projects beyond the other, the wall of the peripheral rim having a corresponding setback, this of so that the central metallization 64 comes directly into contact with the wall of the sheath. This allows the central metallization to be linked to ground potential represented by the sheath, the shield of the coaxial cable also being connected to ground via the receiving body 34.
- the window thus constituted and brazed in the opening 50 does not extend beyond the circular perimeter of the sleeve and that magnets and pole pieces can be put on the sheath after soldering the window.
- Figure 6 shows the complete connection between the propeller and the cable coaxial to form the inlet structure of the tube.
- the flat faces of the receiving body 34 are applied against the sleeve 10, and more precisely against the notches and machined flats in the wall of the sheath (46 in Figure 3).
- the receiving body 34 is welded, preferably by laser, to the sheath 10 (welding point 70 on the figure 6).
- the coaxial cable 36 is screwed into the receiving body 34.
- the core 38 of the coaxial cable passes through the reception body and comes opposite the conductive pad 42; it is welded either directly on this surface or connected by a conductor 68 to this range.
- the receiving body 34 is in electrical contact with both the outer casing of the coaxial cable 36, with the sheath 10, and with the central metallization 64 of the window microwave.
- This microwave tube entry structure is little bulky and allows the production of very small tubes, useful for example for TOP working at very high frequencies (30 GHz for example).
- the outside diameter of the sheath 10 is about 5 millimeters, and the inside diameter about 2 millimeters.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Power Engineering (AREA)
- Microwave Tubes (AREA)
Abstract
Description
- la figure 1, déjà décrite, représente la structure générale d'un TOP;
- la figure 2 représente une réalisation pratique de l'entrée d'un TOP de l'art antérieur ;
- la figure 3 représente en perspective la structure générale d'entrée du tube selon l'invention ;
- la figure 4 représente une vue en coupe de la structure d'entrée ;
- la figure 5 représente une vue de dessus ;
- la figure 6 représente en coupe la structure d'entrée à laquelle est raccordée une fiche coaxiale.
- le fourreau 10 avec une fenêtre de transmission hyperfréquence 40, étanche au vide, intégrée à l'intérieur du périmètre du cylindre constituant le fourreau de sorte qu'aucun élément de la fenêtre ne dépasse de ce périmètre ; un aimant 18 ou une pièce polaire 20 peuvent ainsi être enfilés sur le fourreau en passant par-dessus la fenêtre ;
- un corps 34 de réception de câble coaxial, destiné à être soudé à la paroi du fourreau au niveau de la fenêtre d'entrée ;
- et une extrémité de câble coaxial 36, destinée à être vissée dans le corps de réception 34.
- soit par une superposition de deux plaques diélectriques métallisées ; la métallisation centrale peut être déposée sur la surface inférieure de la plaque supérieure ; elle peut également être formée par une plaquette de métal découpée indépendante des plaques diélectriques et situées entre ces plaques.
- soit par une structure de céramique à couches métallisées sérigraphiées, superposées et cocuites.
- brasure de la fenêtre dans l'ouverture 50 du fourreau (température d'au moins 780°C par exemple) ;
- mise en place de l'hélice dans le fourreau, et soudure de l'extrémité de l'hélice à la plage conductrice intérieure 58 ;
- enfilage des aimants monoblocs cylindriques sur le fourreau, alternés avec des pièces polaires également enfilées sur le fourreau ; cette opération peut intervenir avant mise en place de l'hélice ;
- soudure au laser du collecteur et du canon à électrons (ou de l'un des deux seulement si l'autre avait déjà été soudé ou brasé avant l'enfilage des aimants) ;
- étuvage du tube pendant plusieurs heures à une température de 500° C environ, puis fermeture de l'ouverture de pompage ;
- soudure au laser du corps de réception 34 du câble coaxial ; toutefois, cette soudure peut être faite avant l'étuvage, et plus précisément entre l'enfilage des aimants et l'étuvage ;
- soudure de l'âme du câble coaxial sur le conducteur d'entrée 42 de la fenêtre d'entrée.
Claims (8)
- Procédé de fabrication de tube électronique à vide, dans lequel le tube comporte d'une part un canon à électrons capable d'émettre un faisceau d'électrons dans l'axe d'un fourreau cylindrique (10) et d'autre part une série d'aimants permanents (18) pour la focalisation du faisceau, répartis autour du fourreau entre une entrée (24) de signal à amplifier et une sortie (26) de signal, ce procédé étant caractérisé en ce qu'on utilise des aimants annulaires réalisés chacun d'une seule pièce, on enfile ces aimants d'une seule pièce sur le fourreau en même temps que des pièces polaires (20) entre aimants, et on procède à une opération de pompage/étuvage du tube à haute température en présence des aimants, en vue du dégazage des pièces internes du tube, les aimants étant réalisés en un matériau capable de retrouver l'essentiel de ses propriétés d'aimantation après un cycle thermique à la haute température de pompage/étuvage.
- Procédé selon la revendication 1, caractérisé en ce que la haute température est de plusieurs centaines de degrés, jusqu'à environ 500°C.
- Procédé selon l'une des revendications 1 et 2, caractérisé en ce que le canon à électrons est mis en place par une soudure à une température qui n'excède pas la température d'étuvage.
- Tube hyperfréquence à vide, comportant un canon à électrons capable d'émettre un faisceau d'électrons dans l'axe d'un fourreau cylindrique métallique (10) qui s'étend entre une entrée (24) de signal hyperfréquence à amplifier et une sortie (26) de signal amplifié, ce tube étant caractérisé en ce que l'une au moins de l'entrée et de la sortie de signal comprend une plaque diélectrique (40) formant fenêtre de transmission d'énergie hyperfréquence, cette plaque étant encastrée et brasée dans une ouverture (50) ménagée dans la paroi du fourreau, la plaque ne débordant pas au-delà du périmètre extérieur du fourreau cylindrique et fermant de manière étanche au vide la dite ouverture.
- Tube selon la revendication 4, caractérisé en ce que des aimants cylindriques monobloc (18) entourent le fourreau.
- Tube selon l'une des revendications 4 et 5, caractérisé en ce que la plaque diélectrique est constituée en une structure tri-plaque à deux couches diélectriques (54, 56) et trois niveaux de métallisation (42, 58, 64) séparés par ces deux couches diélectriques.
- Tube selon la revendication 6, caractérisé en ce que les métallisations comprennent un premier niveau de métallisation comprenant un conducteur d'entrée, un deuxième niveau intermédiaire comprenant une métallisation reliée à une masse électrique et une fente de couplage (62) ménagée dans cette métallisation, et un troisième niveau de métallisation comprenant un conducteur de sortie, le conducteur d'entrée et le conducteur de sortie comportant chacun une partie en regard de la fente de couplage et le passage d'énergie se faisant par la fente de couplage, entre le conducteur d'entrée et le conducteur de sortie.
- Tube selon la revendication 7, caractérisé en ce que la fenêtre est une fenêtre d'entrée de signal du tube, le premier niveau de métallisation étant une métallisation extérieure au tube et le troisième niveau étant une métallisation intérieure au tube, reliée à une structure de ralentissement de propagation d'onde, telle qu'une hélice.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0105393 | 2001-04-20 | ||
| FR0105393A FR2823906B1 (fr) | 2001-04-20 | 2001-04-20 | Tube electronique amplificateur hyperfrequence avec fiche d'entree miniature et procede de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1251544A1 true EP1251544A1 (fr) | 2002-10-23 |
| EP1251544B1 EP1251544B1 (fr) | 2007-05-30 |
Family
ID=8862544
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20020290963 Expired - Lifetime EP1251544B1 (fr) | 2001-04-20 | 2002-04-16 | Tube électronique amplificateur hyperfréquence avec fiche d'entrée miniature et procédé de fabrication |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP1251544B1 (fr) |
| FR (1) | FR2823906B1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107976564A (zh) * | 2017-11-20 | 2018-05-01 | 西安空间无线电技术研究所 | 一种用于高压转接与测试的装置及其制备方法和应用 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3195006A (en) * | 1960-04-08 | 1965-07-13 | Varian Associates | Travelling wave tube output coupling |
| GB2045517A (en) * | 1979-03-22 | 1980-10-29 | English Electric Valve Co Ltd | Travelling-wave-tube output couplings |
| EP0368729A1 (fr) * | 1988-11-04 | 1990-05-16 | Thomson-Csf | Fenêtre étanche pour tube électronique hyperfréquence, et tube à ondes progressives comportant cette fenêtre |
| DE3906028A1 (de) * | 1989-02-27 | 1990-08-30 | Licentia Gmbh | Verfahren zum herstellen einer vakuumhuelle und nach diesem verfahren hergestellte vakuumhuelle |
| EP0432047A1 (fr) * | 1989-12-08 | 1991-06-12 | Thomson Tubes Electroniques | Fenêtre hyperfréquence à large bande de dimensions miniaturisées pour tubes électroniques |
-
2001
- 2001-04-20 FR FR0105393A patent/FR2823906B1/fr not_active Expired - Fee Related
-
2002
- 2002-04-16 EP EP20020290963 patent/EP1251544B1/fr not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3195006A (en) * | 1960-04-08 | 1965-07-13 | Varian Associates | Travelling wave tube output coupling |
| GB2045517A (en) * | 1979-03-22 | 1980-10-29 | English Electric Valve Co Ltd | Travelling-wave-tube output couplings |
| EP0368729A1 (fr) * | 1988-11-04 | 1990-05-16 | Thomson-Csf | Fenêtre étanche pour tube électronique hyperfréquence, et tube à ondes progressives comportant cette fenêtre |
| DE3906028A1 (de) * | 1989-02-27 | 1990-08-30 | Licentia Gmbh | Verfahren zum herstellen einer vakuumhuelle und nach diesem verfahren hergestellte vakuumhuelle |
| EP0432047A1 (fr) * | 1989-12-08 | 1991-06-12 | Thomson Tubes Electroniques | Fenêtre hyperfréquence à large bande de dimensions miniaturisées pour tubes électroniques |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107976564A (zh) * | 2017-11-20 | 2018-05-01 | 西安空间无线电技术研究所 | 一种用于高压转接与测试的装置及其制备方法和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1251544B1 (fr) | 2007-05-30 |
| FR2823906B1 (fr) | 2003-07-04 |
| FR2823906A1 (fr) | 2002-10-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2709374A1 (fr) | Dispositif électronique à vide et enveloppe pour un tel dispositif. | |
| EP0995345B1 (fr) | Dispositif d'excitation d'un gaz par plasma d'onde de surface | |
| EP3136499A1 (fr) | Système diviseur/combineur pour onde hyperféquence | |
| EP0037309B1 (fr) | Tube à ondes progressives à cavités couplées et focalisation par aimants permanents alternés, et ensemble amplificateur comprenant un tel tube | |
| FR2691286A1 (fr) | Tube d'amplification haute fréquence à pièces polaires d'un seul tenant pour des ondes millimétriques et son procédé de fabrication. | |
| EP1251544B1 (fr) | Tube électronique amplificateur hyperfréquence avec fiche d'entrée miniature et procédé de fabrication | |
| EP0368729A1 (fr) | Fenêtre étanche pour tube électronique hyperfréquence, et tube à ondes progressives comportant cette fenêtre | |
| EP0364335A1 (fr) | Tube à onde progressive muni d'un dispositif de couplage étanche entre sa ligne à retard et circuit hyperfréquence externe | |
| EP0117804B1 (fr) | Procédé de fabrication d'une cavité hyperfréquence, et cavité obtenue par ce procédé | |
| WO2009077407A1 (fr) | Structure hyperfrequences pour tube microondes avec dispositif de confinement du faisceau a aimants permanents et refroidissement ameliore | |
| EP1466343B1 (fr) | Tube electronique a collecteur simplifie | |
| FR2691285A1 (fr) | Système de focalisation à aimants permanents périodiques à géométrie X-Z. | |
| EP0341107B1 (fr) | Tube à onde progressive comportant un dispositif de couplage entre sa ligne à retard et des circuits hyperfréquences externes | |
| FR2790595A1 (fr) | Circuit de ligne a retard en helice | |
| EP0278867B1 (fr) | Circulateur hyperfréquence intégré | |
| EP1680799B1 (fr) | Tube hyperfrequence a faible rayonnement parasite | |
| EP0454540A1 (fr) | Convertisseur de mode de propagation guidée des ondes électromagnétiques, et tube électronique comportant un tel convertisseur | |
| FR2688342A1 (fr) | Tube electronique hyperfrequence. | |
| FR2833749A1 (fr) | Refroidissement d'un tube electronique | |
| FR2485801A1 (fr) | Dispositif de couplage entre la ligne a retard d'un tube a onde progressive et le circuit externe de transmission de l'energie du tube, et tube a onde progressive comportant un tel dispositif | |
| FR2521786A2 (fr) | Filtre passe-bande a resonateurs dielectriques | |
| FR2737042A1 (fr) | Collecteur d'electrons multietage supportant des tensions elevees et tube electronique muni d'un tel collecteur | |
| WO2021170734A1 (fr) | Applicateur d'onde haute fréquence, coupleur et dispositif associés pour la production d'un plasma | |
| FR2525812A1 (fr) | Circuit a onde lente pour un tube a ondes progressives | |
| EP0462863A1 (fr) | Tube à ondes progressives muni d'un dispositif de couplage entre sa ligne à retard et un circuit hyperfréquence externe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20030321 |
|
| AKX | Designation fees paid |
Designated state(s): FR GB |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): FR GB |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LAURENT, ALAIN,THALES INTELLECTUAL PROPERTY Inventor name: GAUTHIER, GILDAS,THALES INTELLECTUAL PROPERTY |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20070808 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20080303 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20100325 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20100521 Year of fee payment: 9 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20110416 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20111230 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110416 |