EP1234603A1 - Manufacturing of a snowglider, reinforcement and a snowglider with such a reinforcement - Google Patents
Manufacturing of a snowglider, reinforcement and a snowglider with such a reinforcement Download PDFInfo
- Publication number
- EP1234603A1 EP1234603A1 EP02356008A EP02356008A EP1234603A1 EP 1234603 A1 EP1234603 A1 EP 1234603A1 EP 02356008 A EP02356008 A EP 02356008A EP 02356008 A EP02356008 A EP 02356008A EP 1234603 A1 EP1234603 A1 EP 1234603A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- reinforcement
- snow
- gliding board
- internal rigid
- rigid reinforcement
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002787 reinforcement Effects 0.000 title claims abstract description 62
- 238000004519 manufacturing process Methods 0.000 title description 7
- 239000002184 metal Substances 0.000 claims abstract description 11
- 238000000034 method Methods 0.000 claims description 7
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 3
- 239000004917 carbon fiber Substances 0.000 claims description 3
- 229920006231 aramid fiber Polymers 0.000 claims description 2
- 239000003365 glass fiber Substances 0.000 claims description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 2
- 230000001681 protective effect Effects 0.000 claims 1
- 238000005034 decoration Methods 0.000 abstract description 3
- 239000004760 aramid Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63C—SKATES; SKIS; ROLLER SKATES; DESIGN OR LAYOUT OF COURTS, RINKS OR THE LIKE
- A63C5/00—Skis or snowboards
- A63C5/12—Making thereof; Selection of particular materials
Definitions
- the present invention relates to a method for producing a board for gliding on snow including an internal rigid reinforcement.
- the present invention also relates to an internal rigid reinforcement intended for a snowboard.
- the present invention finally relates to a board for gliding on snow comprising an internal rigid reinforcement.
- the reinforcement rigid can have a variable position compared to the rest of the elements, that is to say the gliding sole, side edges and first laminate reinforcement.
- the reinforcement rigid can be laterally offset from these same elements. More precisely, the internal rigid reinforcement will be offset from the median longitudinal axis of the snowboard.
- a first problem posed consists in developing a method for carrying out a Snow gliding board including a specific step of installing a reinforcement rigid shaped so that it can be centered without any difficulty and without tools specific.
- a second problem posed is to design a rigid reinforcement with its own configuration allows it to center automatically with respect to the axis median longitudinal of the board.
- a third problem posed is to constitute a board for gliding on snow having a rigid reinforcement longitudinally centered.
- a method for snowboarding includes the first steps following, consisting in positioning a gliding sole in a mold, to border this sole by two lateral metal edges, to position a first type reinforcement laminate pre-impregnated over the gliding sole, and finally position at least one internal rigid reinforcement comprising at least one lateral projection located at the heel area, so as to center said internal rigid reinforcement (s) relative to the median longitudinal axis of the snowboard.
- the internal rigid reinforcement (s) may also have a sufficient length, so as to abut against a shoulder present in the mold and laterally projecting beyond the edge of the mold defining the edges of the snowboard.
- a rigid reinforcement internal for use in a snow gliding board is characterized in that that it comprises at least one lateral projection positioned at the level of the zone of heel.
- the internal rigid reinforcement advantageously comprises two protuberances.
- the internal rigid reinforcement consists of a metal sheet whose thickness is between 0.2 mm and 1.2 mm.
- the internal rigid reinforcement may consist of a rigid laminate of fiberglass and / or carbon fiber and / or fiber aramid.
- a snow gliding board includes a gliding sole bordered by metal side edges, an upper layer of protection and decoration and a filling core comprising on at least one of its faces, lower and / or upper, at least one internal rigid reinforcement.
- the gliding board on snow is characterized in that the internal rigid reinforcement (s) have at the minus an area flush laterally at the heel area of the board slides on snow, in order to allow the centering of the median longitudinal axis of said or said internal rigid reinforcements with respect to the median longitudinal axis of the plank slides on snow.
- the zone or zones of the rigid internal reinforcements are flush laterally over a length of 5 mm to 30 mm.
- the snow gliding board may include an internal rigid reinforcement having two flush side zones located on the right and left side relative to the axis median longitudinal of the snowboard.
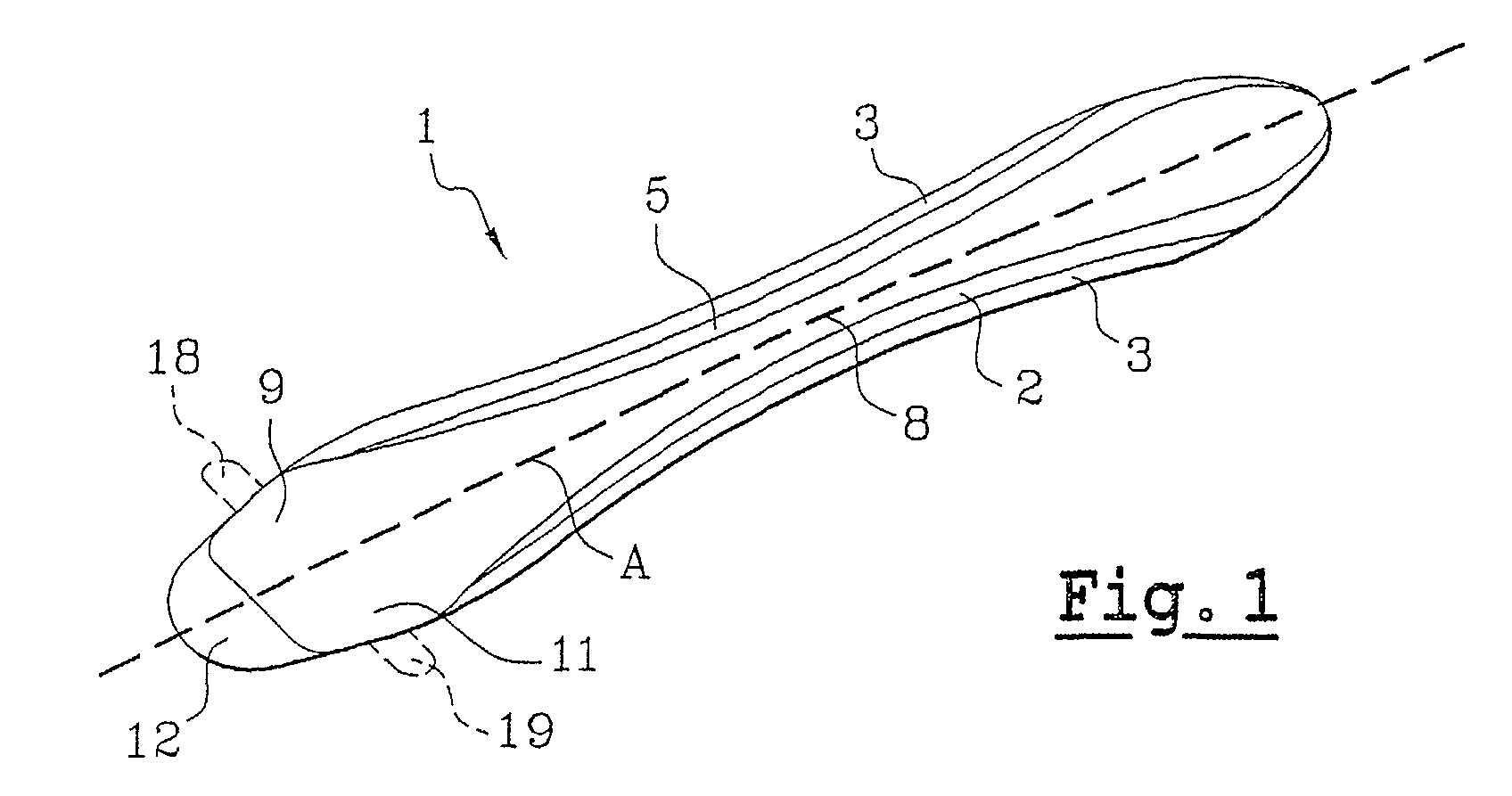
- a snow gliding board 1 successively comprises a gliding sole 2, bordered by metal side edges 3, an upper protective layer and decoration 4, a filling core 6 comprising on at least one of its faces lower internal rigid reinforcement 8.
- the gliding board further comprises also a reinforcement 5, for example of the prepreg type, and positioned above the gliding sole 2.
- the rigid reinforcement 8 is generally placed over this reinforcement laminate type 5.
- the rigid reinforcement 8 will comprise two protuberances 9 and 11 positioned laterally on either side of the median longitudinal axis A of the gliding board 1. These two protuberances 9 and 11 are also placed at the level of the heel area 12 of the gliding board 1.
- the two outgrowths or outgrowth zones 9 and 11 are flush laterally at the heel area 12 of the board slides on snow.
- a flush length at the edges varies in practice between 5 mm and 30 mm.
- a mold 13 is chosen according to the dimensions of the gliding board desired.
- the sole 2 is placed at the bottom of the mold 13.
- this sole is bordered by two lateral metal edges 3.
- a first reinforcement 5 of the type pre-impregnated laminate, is placed over the gliding sole 2.
- the reinforcement rigid 8 comprising these two protuberances 9 and 11 is wedged at the bottom of the mold 13.
- the rigid reinforcement 8 will be perfectly positioned at the bottom of the mold 13.
- the longitudinal central axis of the rigid reinforcement 8 will confuse with the median longitudinal axis A of the snow gliding board.
- the two protuberances 9 and 11 will come into abutment in two zones 14 and 16 respectively against the wall 17 of the mold 13. These two contact zones 14 and 16 mean that the rigid reinforcement 8 cannot move laterally inside the mold 13.
- the rigid metallic reinforcement can be made of different types of material.
- a metal sheet whose thickness is between 0.2 mm and 1.2 mm can be used.
- the gliding board may include several rigid reinforcements 8, each including centering protrusions 9, 11, 18 and 19.
- the number of these outgrowths or these protrusions 9, 11, 18 and 19 can be variable.
- These outgrowths and these projections 9, 11, 18 and 19 may have different shapes.
Landscapes
- Laminated Bodies (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Materials Applied To Surfaces To Minimize Adherence Of Mist Or Water (AREA)
- Road Paving Structures (AREA)
- Soil Conditioners And Soil-Stabilizing Materials (AREA)
Abstract
Une planche de glisse sur neige (1) comprend une semelle de glisse (2) bordée par des carres latérales métalliques (3), une couche supérieure de protection et de décoration, et un noyau de remplissage comportant sur au moins une de ses faces, inférieure et/ou supérieure, au moins un renfort rigide interne (8).A snow gliding board (1) comprises a gliding sole (2) bordered by metal side edges (3), an upper layer of protection and decoration, and a filling core comprising on at least one of its faces, lower and / or upper, at least one internal rigid reinforcement (8).
Dans la planche de glisse sur neige (1), ce renfort rigide interne (8) présente au
moins une zone affleurant (9, 11) latéralement au niveau de la zone de talon (12) de la
planche de glisse sur neige (1), afin de permettre le centrage de l'axe longitudinal
médian dudit renfort rigide interne (8) par rapport à l'axe longitudinal médian (A) de la
planche de glisse sur neige (1).
Description
La présente invention concerne un procédé pour réaliser une planche de glisse sur neige comprenant un renfort rigide interne.The present invention relates to a method for producing a board for gliding on snow including an internal rigid reinforcement.
La présente invention concerne également un renfort rigide interne destiné à une planche de glisse sur neige.The present invention also relates to an internal rigid reinforcement intended for a snowboard.
La présente invention concerne enfin une planche de glisse sur neige comprenant un renfort rigide interne.The present invention finally relates to a board for gliding on snow comprising an internal rigid reinforcement.
Le procédé traditionnel pour réaliser une planche de glisse sur neige, notamment pour un ski alpin ou un surf, tel que décrit par exemple dans le FR- 2.678.543 et US- 5.288.442, va comprendre les premières étapes suivantes qui consistent :
- à sélectionner un moule aux dimensions souhaitées pour la planche de glisse,
- à positionner une semelle de glisse dans ce moule,
- à border cette semelle de glisse par deux carres latérales métalliques,
- à positionner un premier renfort de type stratifié pré-imprégné par dessus la semelle de glisse, et
- à positionner un renfort rigide au dessus de ces premiers éléments précités déjà présents.
- to select a mold with the desired dimensions for the gliding board,
- to position a sliding sole in this mold,
- to border this gliding sole by two lateral metal edges,
- positioning a first reinforcement of the pre-impregnated laminate type over the gliding sole, and
- positioning a rigid reinforcement above these first aforementioned elements already present.
L'inconvénient de ces techniques antérieures réside dans le fait que le renfort rigide peut avoir une position variable par rapport au reste des éléments, c'est-à-dire la semelle de glisse, les carres latérales et le premier renfort stratifié. En fait, le renfort rigide peut être latéralement décalé par rapport à ces mêmes éléments. Plus précisément, le renfort rigide interne va se trouver décentré par rapport à l'axe longitudinal médian de la planche de glisse sur neige.The disadvantage of these prior techniques lies in the fact that the reinforcement rigid can have a variable position compared to the rest of the elements, that is to say the gliding sole, side edges and first laminate reinforcement. In fact, the reinforcement rigid can be laterally offset from these same elements. More precisely, the internal rigid reinforcement will be offset from the median longitudinal axis of the snowboard.
Ces défauts de centrage conduisent à l'obtention d'un ski présentant de très médiocres et très variables caractéristiques mécaniques et dimensionnelles. Lors des utilisations sur la piste, le comportement des skis ainsi obtenus va être également variable. Ces défauts de centrage conduisent à des chevauchements des renforts qui provoquent des déformations des structures de la planche de glisse.These centering defects lead to obtaining a ski having very poor and highly variable mechanical and dimensional characteristics. During the use on the piste, the behavior of the skis thus obtained will also be variable. These centering faults lead to overlapping of the reinforcements which cause deformation of the gliding board structures.
Ces défauts de centrage conduisent à une absence d'homogénéité dans la fabrication des planches de glisse et ayant des conséquences dans leur comportement sur la neige.These centering defects lead to a lack of homogeneity in the manufacture of boards and having consequences in their behavior on snow.
Un premier problème posé consiste à mettre au point un procédé pour réaliser une planche de glisse sur neige comprenant une étape particulière de pose d'un renfort rigide conformé de façon à pouvoir être centré sans aucune difficulté et sans outillage spécifique.A first problem posed consists in developing a method for carrying out a Snow gliding board including a specific step of installing a reinforcement rigid shaped so that it can be centered without any difficulty and without tools specific.
Un deuxième problème posé est de concevoir un renfort rigide dont sa propre configuration lui permette de se centrer automatiquement par rapport à l'axe longitudinal médian de la planche de glisse.A second problem posed is to design a rigid reinforcement with its own configuration allows it to center automatically with respect to the axis median longitudinal of the board.
Un troisième problème posé est de constituer une planche de glisse sur neige présentant un renfort rigide longitudinalement centré.A third problem posed is to constitute a board for gliding on snow having a rigid reinforcement longitudinally centered.
Conformément à un premier aspect de la présente invention, un procédé pour réaliser une planche de glisse sur neige comprend notamment les premières étapes suivantes, consistant à positionner une semelle de glisse dans un moule, à border cette semelle par deux carres latérales métalliques, à positionner un premier renfort de type stratifié pré-imprégné par dessus la semelle de glisse, et à positionner enfin au moins un renfort rigide interne comprenant au moins une excroissance latérale située au niveau de la zone de talon, afin de centrer ledit ou lesdits renforts rigides internes par rapport à l'axe longitudinal médian de la planche de glisse sur neige.According to a first aspect of the present invention, a method for snowboarding includes the first steps following, consisting in positioning a gliding sole in a mold, to border this sole by two lateral metal edges, to position a first type reinforcement laminate pre-impregnated over the gliding sole, and finally position at least one internal rigid reinforcement comprising at least one lateral projection located at the heel area, so as to center said internal rigid reinforcement (s) relative to the median longitudinal axis of the snowboard.
En final, on procède préférentiellement à une étape de coupe ou de ponçage de la ou des excroissances du ou des renforts rigides internes, afin que le ou les renforts rigides internes affleurent sans dépasser le bord latéral définissant les chants de la planche de glisse sur neige. La ou les excroissances du ou des renforts rigides internes peuvent également présenter une longueur suffisante, de façon à venir en butée contre un épaulement présent dans le moule et dépassant latéralement le bord du moule définissant les chants de la planche de glisse sur neige.Finally, we preferentially carry out a step of cutting or sanding the or protuberances of the internal rigid reinforcement (s), so that the reinforcement (s) rigid internals are flush without exceeding the lateral edge defining the edges of the snowboard. The growth (s) of the internal rigid reinforcement (s) may also have a sufficient length, so as to abut against a shoulder present in the mold and laterally projecting beyond the edge of the mold defining the edges of the snowboard.
Conformément à un deuxième aspect de la présente invention, un renfort rigide interne destiné à être utilisé dans une planche de glisse sur neige est caractérisé en ce qu'il comprend au moins une excroissance latérale positionnée au niveau de la zone de talon.According to a second aspect of the present invention, a rigid reinforcement internal for use in a snow gliding board is characterized in that that it comprises at least one lateral projection positioned at the level of the zone of heel.
Le renfort rigide interne comprend avantageusement deux excroissances. De préférence, le renfort rigide interne est constitué d'une tôle métallique dont l'épaisseur est comprise entre 0,2 mm et 1,2 mm. Le renfort rigide interne peut être constitué d'une plaque de stratifié rigide de fibre de verre et/ou de fibre de carbone et/ou de fibre aramide.The internal rigid reinforcement advantageously comprises two protuberances. Of preferably, the internal rigid reinforcement consists of a metal sheet whose thickness is between 0.2 mm and 1.2 mm. The internal rigid reinforcement may consist of a rigid laminate of fiberglass and / or carbon fiber and / or fiber aramid.
Une planche de glisse sur neige comprend une semelle de glisse bordée par des carres latérales métalliques, une couche supérieure de protection et de décoration et un noyau de remplissage comportant sur au moins une de ses faces, inférieure et/ou supérieure, au moins un renfort rigide interne.A snow gliding board includes a gliding sole bordered by metal side edges, an upper layer of protection and decoration and a filling core comprising on at least one of its faces, lower and / or upper, at least one internal rigid reinforcement.
Conformément à un troisième aspect de la présente invention, la planche de glisse sur neige est caractérisée en ce que le ou les renforts rigides internes présentent au moins une zone affleurant latéralement au niveau de la zone de talon de la planche de glisse sur neige, afin de permettre le centrage de l'axe longitudinal médian dudit ou desdits renforts rigides internes par rapport à l'axe longitudinal médian de la planche de glisse sur neige.According to a third aspect of the present invention, the gliding board on snow is characterized in that the internal rigid reinforcement (s) have at the minus an area flush laterally at the heel area of the board slides on snow, in order to allow the centering of the median longitudinal axis of said or said internal rigid reinforcements with respect to the median longitudinal axis of the plank slides on snow.
Dans une planche plus particulièrement intéressante, la ou les zones du ou des renforts rigides internes affleurent latéralement sur une longueur de 5 mm à 30 mm. La planche de glisse sur neige peut comprendre un renfort rigide interne présentant deux zones latérales affleurantes situées côté droit et côté gauche par rapport à l'axe longitudinal médian de la planche de glisse sur neige.In a more particularly interesting plate, the zone or zones of the rigid internal reinforcements are flush laterally over a length of 5 mm to 30 mm. The snow gliding board may include an internal rigid reinforcement having two flush side zones located on the right and left side relative to the axis median longitudinal of the snowboard.
L'invention sera bien comprise et ses divers avantages et différentes caractéristiques ressortiront mieux lors de la description suivante de l'exemple non limitatif de réalisation, en référence aux dessins schématiques annexés, dans lesquels :
- la Figure 1 représente une vue en perspective d'une planche de glisse sur neige, au cours de sa fabrication ;
- la Figure 2 représente une vue du dessus de la planche de glisse sur neige positionnée dans un moule, en cours de fabrication ;
- la Figure 3 représente une vue partielle en coupe transversale selon le plan III - III de la Figure 2 ; et
- la Figure 4 représente une vue partielle en coupe transversale selon le plan IV - IV de la Figure 2.
- Figure 1 shows a perspective view of a snow gliding board, during its manufacture;
- Figure 2 shows a top view of the snow gliding board positioned in a mold, during manufacture;
- Figure 3 shows a partial view in cross section along the plane III - III of Figure 2; and
- FIG. 4 represents a partial view in cross section along the plane IV - IV of FIG. 2.
Une planche de glisse sur neige 1 comprend successivement une semelle de glisse
2, bordée par des carres latérales métalliques 3, une couche supérieure de protection et
de décoration 4, un noyau de remplissage 6 comportant sur au moins l'une de ses faces
inférieures un renfort rigide interne 8. La planche de glisse comprend en outre
également un renfort 5, par exemple de type pré-imprégné, et positionné au-dessus de la
semelle de glisse 2. Le renfort rigide 8 est globalement placé par-dessus ce renfort de
type stratifié 5.A
Selon l'invention, le renfort rigide 8 va comprendre deux excroissances 9 et 11
positionnées latéralement de part et d'autre de l'axe longitudinal médian A de la
planche de glisse 1. Ces deux excroissances 9 et 11 sont en outre placées au niveau de la
zone de talon 12 de la planche de glisse 1.According to the invention, the
Lorsque la planche est terminée, les deux excroissances ou zones d'excroissance 9
et 11 viennent affleurer latéralement au niveau de la zone de talon 12 de la planche de
glisse sur neige. Une longueur d'affleurement au niveau des carres varie en pratique
entre 5 mm et 30 mm. When the board is finished, the two outgrowths or
Lors de la réalisation de la planche de glisse sur neige, les différents éléments sont
tout d'abord mis en place. Un moule 13 est choisi en fonction des dimensions de la
planche de glisse souhaitée. La semelle 2 est placée au fond du moule 13. Ensuite, cette
semelle est bordée par deux carres latérales métalliques 3. Un premier renfort 5 de type
stratifié pré-imprégné, est posé par dessus la semelle de glisse 2. Ensuite, le renfort
rigide 8 comprenant ces deux excroissances 9 et 11 est calé au fond du moule 13.When making the snow gliding board, the different elements are
first of all set up. A
Grâce aux deux excroissances 9 et 11, le renfort rigide 8 va être parfaitement
positionné au fond du moule 13. L'axe longitudinal médian du renfort rigide 8 va se
confondre avec l'axe longitudinal médian A de la planche de glisse sur neige.Thanks to the two
Pour obtenir ce parfait positionnement du renfort rigide 8, les deux excroissances
9 et 11 vont venir en butée en deux zones 14 et 16 respectivement contre la paroi 17 du
moule 13. Ces deux zones de contact 14 et 16 font que le renfort rigide 8 ne pourra pas
se déplacer latéralement à l'intérieur du moule 13.To obtain this perfect positioning of the
On peut également prévoir deux excroissances 18 et 19 qui dépassent largement le
bord latéral 17 du moule 13 (représentées en pointillés dans la Figure 1). Ces deux
excroissances 18 et 19 faisant latéralement saillie par rapport au bord du moule 17,
viendront en butée contre un épaulement (non représenté) qui sera présent à l'intérieur
du moule 13 et qui va être très en retrait par rapport au bord latéral 17 du moule 13.One can also provide two
La présence de ces deux excroissances très en saillie 18 et 19, fait que l'on
procédera à une étape finale de coupe ou de ponçage de ces deux saillies 18 et 19. Ceci
permet d'obtenir un renfort rigide 8 avec juste deux zones latérales affleurantes ne
dépassant pas le bord latéral définissant les champs 3 de la planche 1.The presence of these two very
Le renfort rigide métallique peut être réalisé en différents types de matériaux. Par exemple, une tôle métallique dont l'épaisseur est comprise entre 0,2 mm et 1,2 mm peut êtrc utilisée. Une plaque de stratifié rigide en fibres de verre et/ou en fibres de carbone et/ou en fibres aramides, constitue une alternative particulièrement intéressante.The rigid metallic reinforcement can be made of different types of material. Through example, a metal sheet whose thickness is between 0.2 mm and 1.2 mm can be used. A rigid laminate of glass fibers and / or carbon fibers and / or aramid fibers, is a particularly interesting alternative.
La présente invention n'est pas limitée aux modes de réalisation décrits et illustrés. De nombreuses modifications peuvent être réalisées, sans pour autant sortir du cadre défini par la portée du jeu de revendications.The present invention is not limited to the embodiments described and illustrated. Many modifications can be made, without leaving the framework defined by the scope of the set of claims.
Par exemple, la planche de glisse peut comprendre plusieurs renforts rigides 8,
chacun comprenant les excroissances de centrage 9, 11, 18 et 19. Le nombre de ces
excroissances ou de ces saillies 9, 11, 18 et 19 peut être variable. Ces excroissances et
ces saillies 9, 11, 18 et 19 peuvent présenter des formes différentes.For example, the gliding board may include several
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0102413A FR2820981B1 (en) | 2001-02-22 | 2001-02-22 | PROCESS FOR PRODUCING A SNOW SLIDING BOARD, REINFORCEMENT AND SNOW SLIDING BOARD COMPRISING SUCH REINFORCEMENT |
| FR0102413 | 2001-02-22 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1234603A1 true EP1234603A1 (en) | 2002-08-28 |
| EP1234603B1 EP1234603B1 (en) | 2006-03-15 |
| EP1234603B8 EP1234603B8 (en) | 2006-06-14 |
Family
ID=8860317
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP02356008A Expired - Lifetime EP1234603B8 (en) | 2001-02-22 | 2002-01-17 | Manufacturing of a snowglider, reinforcement and a snowglider with such a reinforcement |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6755434B2 (en) |
| EP (1) | EP1234603B8 (en) |
| AT (1) | ATE320288T1 (en) |
| DE (1) | DE60209865T2 (en) |
| FR (1) | FR2820981B1 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2841479B1 (en) * | 2002-06-26 | 2007-04-13 | Salomon Sa | SLIDING GEAR COMPRISING TWO WALLS |
| FR2882269A1 (en) * | 2005-02-23 | 2006-08-25 | Skis Rossignol Sa Sa | SNOWBOARD BOARD WITH UPPER ELEMENT OF DECORATION AND PROTECTION |
| AT504800B1 (en) * | 2007-02-02 | 2010-05-15 | Atomic Austria Gmbh | SCHI OR SNOWBOARD WITH A PLATE-TYPE POWER TRANSMISSION ELEMENT |
| DE102017125770A1 (en) * | 2016-12-29 | 2018-07-05 | Völkl Sports GmbH & Co. KG | Bottom strap with brace effect |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2678543A1 (en) | 1991-07-04 | 1993-01-08 | Rossignol Sa | Process for the production of a composite (complex) moulded structure, and especially of a ski, and ski obtained by the implementation of this process |
| US5288442A (en) | 1991-07-31 | 1994-02-22 | Skis Rossignol S.A. | Process for the manufacture of a complex moulded structure, and especially of a ski |
| JPH07265483A (en) * | 1994-03-31 | 1995-10-17 | Kazama Sports Hanbai Kk | Production of ski plate and ski plate |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT313136B (en) * | 1971-07-07 | 1974-02-11 | Christine Nowak | Ski component made of thermoplastic material to accommodate the running edges and the sole covering |
| US3902732A (en) * | 1973-02-14 | 1975-09-02 | Jr Albert A Fosha | Advanced composition ski |
| US4068861A (en) * | 1976-02-26 | 1978-01-17 | Hexcel Corporation | Lightweight, flexible ski |
| US4647061A (en) * | 1985-11-21 | 1987-03-03 | Girard Donald A | Ski stiffened in torsion by a bellows-like member |
| FR2683733B1 (en) * | 1991-11-19 | 1994-03-18 | Rossignol Sa Skis | SKI IN SHAPE, NON-RECTANGULAR SECTION. |
| FR2683734B1 (en) * | 1991-11-19 | 1994-01-07 | Rossignol Sa | SKI IN SHAPE, NON-RECTANGULAR SECTION. |
| FR2692158B1 (en) * | 1992-06-11 | 1994-12-16 | Rossignol Sa | Advanced profile ski. |
| USRE36453E (en) * | 1993-04-16 | 1999-12-21 | Skis Rossignol S.A. | Ski including sides and an upper shell |
| FR2734491B1 (en) * | 1995-05-22 | 1997-06-27 | Rossignol Sa | SNOW GLIDING BOARD COMPRISING A DEVICE FOR MOUNTING A BOOT ATTACHMENT |
| FR2734492B1 (en) * | 1995-05-22 | 1997-06-27 | Rossignol Sa | SNOW BOARD FEATURING A DEVICE FOR MOUNTING A BINDING OF A SHOE |
| FR2773997B1 (en) * | 1998-01-28 | 2000-02-25 | Rossignol Sa | GLIDING BOARD WHOSE EDGES ARE EQUIPPED WITH REINFORCING ELEMENTS PRESENT ON PART OF THE BOARD'S BEARING LENGTH |
| FR2780294B1 (en) * | 1998-06-25 | 2000-08-11 | Rossignol Sa | SNOW SNOWBOARD |
| US6102428A (en) * | 1998-12-04 | 2000-08-15 | Skis Rossignol, S.A. | Assembly for gliding on snow |
| DE19917992A1 (en) * | 1999-04-21 | 2000-11-02 | Uwe Emig | Alpine skiing |
| US6612605B2 (en) * | 1999-09-29 | 2003-09-02 | K-2 Corporation | Integrated modular glide board |
-
2001
- 2001-02-22 FR FR0102413A patent/FR2820981B1/en not_active Expired - Fee Related
-
2002
- 2002-01-17 AT AT02356008T patent/ATE320288T1/en not_active IP Right Cessation
- 2002-01-17 DE DE60209865T patent/DE60209865T2/en not_active Expired - Fee Related
- 2002-01-17 EP EP02356008A patent/EP1234603B8/en not_active Expired - Lifetime
- 2002-02-20 US US10/079,335 patent/US6755434B2/en not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2678543A1 (en) | 1991-07-04 | 1993-01-08 | Rossignol Sa | Process for the production of a composite (complex) moulded structure, and especially of a ski, and ski obtained by the implementation of this process |
| US5288442A (en) | 1991-07-31 | 1994-02-22 | Skis Rossignol S.A. | Process for the manufacture of a complex moulded structure, and especially of a ski |
| JPH07265483A (en) * | 1994-03-31 | 1995-10-17 | Kazama Sports Hanbai Kk | Production of ski plate and ski plate |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 1996, no. 02 29 February 1996 (1996-02-29) * |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2820981B1 (en) | 2003-03-28 |
| EP1234603B1 (en) | 2006-03-15 |
| EP1234603B8 (en) | 2006-06-14 |
| US20020113409A1 (en) | 2002-08-22 |
| ATE320288T1 (en) | 2006-04-15 |
| DE60209865D1 (en) | 2006-05-11 |
| DE60209865T2 (en) | 2006-08-10 |
| FR2820981A1 (en) | 2002-08-23 |
| US6755434B2 (en) | 2004-06-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1475303B1 (en) | Surfboard and method for its production | |
| EP0577947B1 (en) | Ski having a rib and a support | |
| EP3305378B1 (en) | Racquet, in particular structure of padel racquet | |
| EP1234603B1 (en) | Manufacturing of a snowglider, reinforcement and a snowglider with such a reinforcement | |
| EP1321358A2 (en) | Structural sub-assembly, surfboard and method for their production | |
| EP0608186A1 (en) | Ski and process of manufacturing a ski with injected core and through-hole internal reinforcement | |
| EP1440712A1 (en) | Board for gliding or rolling | |
| FR3058899A1 (en) | SLIDING BOARD STRUCTURE ELEMENT | |
| FR3056919A1 (en) | RACKET, ESPECIALLY PADEL RACKET STRUCTURE | |
| EP1082977B1 (en) | Ski, or other gliding board having rigid and distinct sidewalls and method of making the same | |
| EP1279419B1 (en) | Alpine ski | |
| EP4176945B1 (en) | Ski core and ski including such a core | |
| EP3251730B1 (en) | Ski with lightweight core | |
| EP3981481B1 (en) | Structural element of a snowboard and manufacturing method | |
| EP0677306B1 (en) | Ski and method for producing the same | |
| EP0661086A1 (en) | Ski | |
| WO2005065912A1 (en) | Sliding board production method and board thus produced | |
| FR2818915A1 (en) | SLIDING BOARD | |
| EP1384498A1 (en) | Set of snow gliding boards and method of manufacturing | |
| EP2055358B1 (en) | Snowboard in which the slider has a groove | |
| EP1774995A1 (en) | Slide- or rollboard | |
| EP3632513B1 (en) | Glideboard with injected core provided with longitudinal reinforcing elements | |
| EP2921210B1 (en) | Snowboard and method for manufacturing same | |
| EP3415206B1 (en) | Glideboard | |
| EP4046695A1 (en) | Frame for racquet, racquet comprising such a frame and method for manufacturing such a frame or such a racquet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20021202 |
|
| AKX | Designation fees paid |
Designated state(s): AT DE FR |
|
| 17Q | First examination report despatched |
Effective date: 20050415 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT DE FR |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SKIS ROSSIGNOL |
|
| REF | Corresponds to: |
Ref document number: 60209865 Country of ref document: DE Date of ref document: 20060511 Kind code of ref document: P |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20061215 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20070110 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20061218 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070131 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080801 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080117 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20081029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20080131 |