EP1153840B1 - Method for manufacturing an annular part of metal sheet for a can lid - Google Patents
Method for manufacturing an annular part of metal sheet for a can lid Download PDFInfo
- Publication number
- EP1153840B1 EP1153840B1 EP01105859A EP01105859A EP1153840B1 EP 1153840 B1 EP1153840 B1 EP 1153840B1 EP 01105859 A EP01105859 A EP 01105859A EP 01105859 A EP01105859 A EP 01105859A EP 1153840 B1 EP1153840 B1 EP 1153840B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tube
- coating
- corrugations
- lid
- along
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/38—Making inlet or outlet arrangements of cans, tins, baths, bottles, or other vessels; Making can ends; Making closures
- B21D51/44—Making closures, e.g. caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/16—Making other particular articles rings, e.g. barrel hoops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D17/00—Rigid or semi-rigid containers specially constructed to be opened by cutting or piercing, or by tearing of frangible members or portions
- B65D17/50—Non-integral frangible members applied to, or inserted in, preformed openings, e.g. tearable strips or plastic plugs
- B65D17/501—Flexible tape or foil-like material
- B65D17/502—Flexible tape or foil-like material applied to the external part of the container wall only
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S72/00—Metal deforming
- Y10S72/702—Overbending to compensate for springback
Definitions
- the invention relates to a method for producing a ring part from sheet metal for a Can lid.
- This method has a number of disadvantages.
- laser welding the Made of an organic material, heat-sealable coating that is on the Outside of the pipe is destroyed. Combustion products of the coating get into the melt flow of the weld and cause a carbon enrichment in the Weld seam, which is associated with a hardening of the weld seam.
- the hardening of the Seam is four to five times the hardness of the base material.
- the Burning of the coating takes place explosively, causing holes in the Weld seam arise.
- To ensure the sealability in the weld area is it is necessary to repair the weld area with a new coating.
- Another disadvantage is that the high hardness of the weld seam the formability reduced and leads to increased wear of the forming tools.
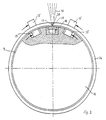
- FIG. 1 shows a ring part 1 with an outer flange 2 for not receiving one illustrated can body.
- a cylindrical section closes on the outer flange 2 3, which merges into a radially inwardly extending annular surface, which acts as a support surface 4 serves for a tear film 5.
- a curl 6 adjoins this bearing surface 4. This section is rolled up to form the curl 6.
- the top of the ring part 1 is coated with a heat-sealable coating 7. This coating is thus also found on the top of the bearing surface 4, with which one flat heat seal 8 is achieved with the tear film 5.
- the bottom of the Tear film 5 can also be coated with a heat-sealable coating 9, which also achieves a heat seal 10 with the curl 6. With that the Can contents protected from the bare end 11 of the curl 6.
- the other side of the Ring part 1 and the tear film 5 are provided with a lacquer layer 12 and 13, respectively. It should it is a sealable lacquer.
- a flat sheet metal part is formed into a cylindrical tube 14, wherein the flat sheet metal part is pulled by means of clamping jaws 15 over a cylinder 16, whereby the axially extending edges 17 are pressed against each other.
- the heat sealable Coating 7 is located on the inside.
- the axially extending edges 17 are connected by means of a laser beam 19 Cooling plate 18 prevents the coating 7 from being destroyed in the region of the seam 20.
- the pipe 14 is divided into pipe sections as described in DE 43 32 306 A1.
- FIG. 3 shows a pipe section 21 to be formed into a ring part 1 internal coating 7.
- a pipe section 21 is attached to the top molded conical widening 22.
- the drawn section with 23 is designated.
- the cylindrical Section 3 is the cylindrical Section 3 in place. The resulting molded part is shown in FIG. 6.
- the conical widening 21 becomes an annular flange 24 towards the outside formed and the outer flange 2 is formed, which serves to accommodate the can body.
- the inner end is simultaneously folded down, with which the support surface 4 is formed becomes.
- the folded end is rolled up according to Figure 9 and forms the Enrollment 6.
- the cylindrical tube 14 is provided with beads 25, the tube is then divided into pipe sections 21A, the subdivision in each case Area of a bead increase and a bead recess.
- the upper region is flared and the lower region formed radially inwards.
- the subsequent processing steps correspond to the Figures 7 to 9.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Laser Beam Processing (AREA)
- Rigid Containers With Two Or More Constituent Elements (AREA)
- Closures For Containers (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- ing And Chemical Polishing (AREA)
- Rolling Contact Bearings (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Herstellen eines Ringteils aus Blech für einen Dosendeckel.The invention relates to a method for producing a ring part from sheet metal for a Can lid.
Ein solches Verfahren ist beispielsweise in der DE 43 32 306 A1 beschrieben. Hierbei wird ein ebenes Blechteil, das an einer Seite eine heißsiegelfähige Beschichtung aufweist, zu einem zylindrischen Rohr umgeformt, bei welchem sich die Beschichtung auf der Rohraußenseite befindet. Die axial verlaufenden Ränder des Rohres werden zusammengepreßt und miteinander verschweißt, was mittels eines Laserstrahls erfolgt und zur Bildung einer Stumpfstoßschweißnaht führt. Das Rohr wird sodann in gleich lange Rohrabschnitte bzw. Zargen unterteilt. Jede Zarge wird zu einem Ringteil umgeformt und zwar außen zur Bildung eines Außenbördels, der zur Aufnahme des Dosenrumpfes dient. Innenseitig wird eine Einrollung angebracht, deren Oberseite als Auflagefläche zum Anbringen einer Aufreißfolie dient. Diese Auflagefläche weist die heißsiegelfähige Beschichtung auf, so daß die Aufreißfolie mit dieser Auflagefläche versiegelt werden kann.Such a method is described for example in DE 43 32 306 A1. Here will a flat sheet metal part, which has a heat-sealable coating on one side, into one formed cylindrical tube, in which the coating on the outside of the tube located. The axially extending edges of the tube are pressed together and welded together, which is done by means of a laser beam and to form a Butt butt weld leads. The pipe is then divided into pipe sections of the same length or Frames divided. Each frame is formed into a ring part and the outside for formation an outer flange, which is used to hold the can body. Inside is a Roll up attached, the top of which as a support surface for attaching a tear film serves. This contact surface has the heat-sealable coating, so that the Tear foil can be sealed with this contact surface.
Dieses Verfahren ist mit einer Reihe von Nachteilen behaftet. Beim Laserschweißen wird die aus einem organischen Material bestehende heißsiegelfähige Beschichtung, die sich auf der Außenseite des Rohres befindet, zerstört. Verbrennungsprodukte der Beschichtung geraten in den Schmelzfluß der Schweißnaht und bewirken einen Kohlenstoffanreicherung in der Schweißnaht, womit eine Aufhärtung der Schweißnaht verbunden ist. Die Aufhärtung der Naht beträgt das Vier- bis Fünffache im Vergleich zur Härte des Grundwerkstoffes. Die Verbrennung der Beschichtung findet explosionsartig statt, wodurch Löcher in der Schweißnaht entstehen. Um die Siegelfähigkeit im Schweißnahtbereich zu gewährleisten, ist es erforderlich, den Schweißnahtbereich durch eine neue Beschichtung zu reparieren. Weiterhin ist von Nachteil, daß die hohe Härte der Schweißnaht die Umformfähigkeit verringert und zu einem erhöhten Verschleiß der Umformwerkzeuge führt. This method has a number of disadvantages. With laser welding, the Made of an organic material, heat-sealable coating that is on the Outside of the pipe is destroyed. Combustion products of the coating get into the melt flow of the weld and cause a carbon enrichment in the Weld seam, which is associated with a hardening of the weld seam. The hardening of the Seam is four to five times the hardness of the base material. The Burning of the coating takes place explosively, causing holes in the Weld seam arise. To ensure the sealability in the weld area, is it is necessary to repair the weld area with a new coating. Another disadvantage is that the high hardness of the weld seam the formability reduced and leads to increased wear of the forming tools.
Es besteht die Aufgabe, das Verfahren so auszubilden, daß bei leichter Verformbarkeit des Blechteils eine heißsiegelfähig beschichtete Auflagefläche für die Aufreißfolie geschaffen wird.It is the task of designing the method so that with easy deformability of the Sheet metal part created a heat sealable coated contact surface for the tear film becomes.
Gelöst wird diese Aufgabe mit den Merkmalen des Anspruches 1. Vorteilhafte Ausgestaltungen sind den Unteransprüchen entnehmbar.This problem is solved with the features of claim 1. Advantageous Refinements can be found in the subclaims.
Ausführungsbeispiele werden nachfolgend anhand der Zeichnungen näher erläutert. Es zeigen:
- Figur 1:
- einen Schnitt durch einen Dosendeckelrand;
- Figur 2:
- eine Darstellung des Verschweißens eines Blechteils;
-
Figuren 3 bis 9: - eine Darstellung der aufeinanderfolgenden Verfahrensschritte zur Herstellung des Ringteils;
- Figur 10:
- eine Ausführungsvariante der Verarbeitung eines zylindrischen Rohrs und
-
Figuren 11 und 12: - Verfahrensvarianten der in den
Figuren 3 bis 6 dargestellten Verfahrensschritte.
- Figure 1:
- a section through a can lid edge;
- Figure 2:
- a representation of the welding of a sheet metal part;
- Figures 3 to 9:
- a representation of the successive process steps for producing the ring part;
- Figure 10:
- a variant of the processing of a cylindrical tube and
- Figures 11 and 12:
- Process variants of the process steps shown in Figures 3 to 6.
Die Figur 1 zeigt ein Ringteil 1 mit einem Außenbördel 2 zur Aufnahme eines nicht
dargestellten Dosenrumpfes. An den Außenbördel 2 schließt sich ein zylindrischer Abschnitt
3 an, der in eine radial nach innen verlaufende Ringfläche übergeht, die als Auflagefläche 4
für eine Aufreißfolie 5 dient. An diese Auflagefläche 4 schließt sich eine Einrollung 6 an.
Dieser Abschnitt ist zur Bildung der Einrollung 6 nach oben eingerollt.FIG. 1 shows a ring part 1 with an
Die Oberseite des Ringteils 1 ist mit einer heißsiegelfähigen Beschichtung 7 beschichtet.
Diese Beschichtung findet sich somit auch auf der Oberseite der Auflagefläche 4, womit eine
flächige Heißversiegelung 8 mit der Aufreißfolie 5 erreicht wird. Die Unterseite der
Aufreißfolie 5 kann ebenfalls mit einer heißsiegelfähigen Beschichtung 9 beschichtet sein,
womit auch eine Heißversiegelung 10 mit der Einrollung 6 erreicht wird. Damit wird der
Doseninhalt vom blanken Ende 11 der Einrollung 6 geschützt. Die jeweils andere Seite des
Ringteils 1 und der Aufreißfolie 5 sind mit einer Lackschicht 12 bzw. 13 versehen. Es sollte
sich hierbei um einen siegelfähigen Lack handeln.The top of the ring part 1 is coated with a heat-
Gemäß Figur 2 wird ein ebenes Blechteil zu einem zylindrischen Rohr 14 umgeformt, wobei
das ebene Blechteil mittels Klemmbacken 15 über einen Zylinder 16 gezogen wird, wodurch
die axial verlaufenden Ränder 17 gegeneinander gepreßt werden. Die heißsiegelfähige
Beschichtung 7 befindet sich hierbei auf der Innenseite. Längs der Ränder 17 weist der
Zylinder 16 eine Kühlplatte 18 auf, längs der innenseitig ein Kühlmedium fließt. Die
Verbindung der axial verlaufenden Ränder 17 erfolgt mittels eines Laserstrahls 19. Durch die
Kühlplatte 18 wird verhindert, daß im Bereich der Naht 20 die Beschichtung 7 zerstört wird.
Durch entsprechende Steuerung des Laserstrahls 19 kann erreicht werden, daß die
Beschichtung 7 im Bereich der Naht 20 anschmilzt, so daß die Naht 20 innenseitig durch die
Beschichtung 7 flüssigkeitsdicht abgedeckt ist. Das Rohr 14 wird in Rohrabschnitte unterteilt,
wie dies in der DE 43 32 306 A1 beschrieben ist.According to Figure 2, a flat sheet metal part is formed into a
Die Figur 3 zeigt einen in ein Ringteil 1 umzuformdenden Rohrabschnitt 21 mit
innenliegender Beschichtung 7. Nach Figur 4 wird an diesen Rohrabschnitt 21 oben eine
konische Aufweitung 22 angeformt. Im nächsten Schritt gemäß Figur 5 wird das untere Ende
des Rohrabschnitts 21 radial nach innen eingezogen, wobei der eingezogene Abschnitt mit 23
bezeichnet ist. Zwischen der Aufweitung 22 und dem Abschnitt 23 ist der zylindrische
Abschnitt 3 vorhanden. Das dann sich ergebende Umformteil ist in Figur 6 gezeigt.FIG. 3 shows a
Gemäß Figur 7 wird die konische Aufweitung 21 nach außen zu einem Ringflansch 24
umgeformt und der Außenbördel 2 angeformt, der zur Aufnahme des Dosenrumpfes dient.
Das innere Ende wird gleichzeitig nach unten abgekantet, womit die Auflagefläche 4 gebildet
wird. Das abgekantete Ende wird gemäß Figur 9 nach oben eingerollt und bildet die
Einrollung 6.According to FIG. 7, the
Gemäß Figur 10 wird das zylindrische Rohr 14 mit Sicken 25 versehen, wobei das Rohr
anschließend in Rohrabschnitte 21A unterteilt wird, wobei die Unterteilung jeweils im
Bereich einer Sickenerhöhung und einer Sickenvertiefung erfolgt. Gemäß den Figuren 11 und
12 wird am Rohrabschnitt 21A der obere Bereich konisch aufgeweitet und der untere Bereich
radial nach innen umgeformt. Die sich anschließenden Bearbeitungsschritte entsprechen den
Figuren 7 bis 9.According to Figure 10, the
Claims (5)
- Method for manufacturing an annular part (1) of sheet metal for a can lid with the following steps:a) forming a flat sheet metal part exhibiting a heat sealable coating (7) on one side to form a cylindrical tube (14) with the coating (7) located on the inside,b) pressing the axial edges (17) of the tube (4) together to form a butt joint and pressing a cooling plate (18) against the inside of the tube (14) along the axial edges (17),c) producing a butt joint weld seam (20) along the axial edges (17) by means of a laser beam (19) directed at the outside of the edges (17),d) dividing the tube (14) into tube portions (21) of equal length,e) widening one end of each tube portion (21) conically,f) drawing in the other end of each tube portion (21) radially to form a supporting surface (4) for a tear-off sheet (5) andg) flanging the conically widened end to form an external flange (2) for receiving a can body.
- Method according to claim 1, characterised in that corrugations (25) are formed in the tube (14) before the division of the tube (14) into tube portions (21), the division takes place along the hollows of the corrugations and along the bulges of the corrugations, and the area of the bulge of the corrugations of each tube portion (21A) is widened conically.
- Method according to claim 1, characterised in that a cylindrical portion (3) is left between the conical widening (22) of one end and the radially inwardly formed other end.
- Method according to one of claims 1 to 3, characterised in that the portion adjoining the supporting surface (4) on the inside is angled downwards and the angled portion is rolled upwards.
- Method according to claim 4, characterised in that the rolling is carried out such that the upper edge of the rolled part (6) runs in the plane of the supporting surface (4).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10022553 | 2000-05-10 | ||
| DE10022553A DE10022553C1 (en) | 2000-05-10 | 2000-05-10 | Method for producing ring part from sheet metal for can lid involves forming flat plate part with hot-sealable coating on inside into cylindrical tube |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1153840A1 EP1153840A1 (en) | 2001-11-14 |
| EP1153840B1 true EP1153840B1 (en) | 2002-09-11 |
Family
ID=7641299
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01105859A Expired - Lifetime EP1153840B1 (en) | 2000-05-10 | 2001-03-09 | Method for manufacturing an annular part of metal sheet for a can lid |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6554556B2 (en) |
| EP (1) | EP1153840B1 (en) |
| JP (1) | JP4541588B2 (en) |
| AT (1) | ATE223844T1 (en) |
| DE (2) | DE10022553C1 (en) |
| DK (1) | DK1153840T3 (en) |
| ES (1) | ES2180522T3 (en) |
| PT (1) | PT1153840E (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7506529B2 (en) | 2002-06-27 | 2009-03-24 | Alcan Technology & Management Ltd. | Method for producing a can base and a lever ring |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK1439014T3 (en) * | 2003-01-16 | 2006-04-03 | Alcan Tech & Man Ltd | Method of making a can lid for a can lid |
| EP1559655A1 (en) * | 2004-01-29 | 2005-08-03 | Impress Group B.V. | Container and method for producing such a container |
| CH703157B1 (en) * | 2004-11-19 | 2011-11-30 | Soudronic Ag | Bezel and cover provided therewith. |
| ES2670943T3 (en) * | 2005-03-17 | 2018-06-04 | Soudronic Ag | Quick opening lid and manufacturing procedure |
| EP1747826A1 (en) | 2005-07-27 | 2007-01-31 | Alcan Technology & Management Ltd. | Cover ring for a can lid and method for manufacturing the same |
| EP1777165A1 (en) | 2005-10-20 | 2007-04-25 | Alcan Technology & Management Ltd. | Can end comprising a cover ring portion and a sealing diaphragm |
| DE102006005058A1 (en) | 2006-02-03 | 2007-08-16 | IMPRESS Metal Packaging S.A., Crosmières | Expandable lid for a food can |
| MX350571B (en) | 2010-03-24 | 2017-09-11 | Bionest Tech Inc * | Membrane filter system. |
| PL2825334T3 (en) * | 2011-04-20 | 2022-01-17 | Crown Packaging Technology, Inc. | Method for forming a profile in a metal ring |
| CH709571A1 (en) | 2014-04-29 | 2015-10-30 | Soudronic Ag | Method and apparatus for the production of tear-open and a tear-open lid. |
| CH713744A2 (en) * | 2017-04-21 | 2018-10-31 | Soudronic Ag | Method and device for the production of tear-open lids and a tear-open lid. |
| KR102449882B1 (en) * | 2018-02-07 | 2022-10-04 | 삼성디스플레이 주식회사 | Laser bonding apparatus |
| CH716413A1 (en) | 2019-07-18 | 2021-01-29 | Soudronic Ag | Method and device for the production of easy-open lids and easy-open lids. |
| FR3101861B1 (en) * | 2019-10-14 | 2021-11-12 | Groupe Daucy | Method of making a tin can |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3669346A (en) * | 1969-07-03 | 1972-06-13 | Pillsbury Co | Quick opening container |
| US3871314A (en) * | 1972-10-20 | 1975-03-18 | Dorn Co V | Method of making folded can ends and folded can end product |
| JPS591493B2 (en) * | 1975-12-29 | 1984-01-12 | トキコ株式会社 | Cylinder cylinder size |
| JPS52138051A (en) * | 1976-05-14 | 1977-11-17 | Hideo Yageta | Method of fabricating lap joints |
| US4052949A (en) * | 1976-06-21 | 1977-10-11 | Wescan, Inc. | Method for making easy open container end with protective edges for its severed score |
| FR2442100A2 (en) * | 1978-11-27 | 1980-06-20 | Saurin Emmanuel | PROCESS FOR THE MANUFACTURE OF TUBULAR BODIES, IN PARTICULAR CANS, AND DEVICE FOR CARRYING OUT SAID PROCESS |
| JPS57200330U (en) * | 1981-06-09 | 1982-12-20 | ||
| JPS59129423U (en) * | 1983-02-22 | 1984-08-31 | 山陽ブレ−キ工業株式会社 | Edge bending machine |
| JPH0734935B2 (en) * | 1988-03-10 | 1995-04-19 | 古河電気工業株式会社 | Cooling roll equipment for manufacturing welded metal pipes |
| JPH0336783U (en) * | 1989-08-18 | 1991-04-10 | ||
| DE4332306A1 (en) * | 1993-09-23 | 1995-03-30 | Rasselstein Ag | Method for the production of an easy-to-open can lid from sheet metal |
| JPH07155879A (en) * | 1993-12-06 | 1995-06-20 | Awaji Sangyo Kk | Production of tube joint and oscillating working device therefor |
| JPH09239473A (en) * | 1996-03-05 | 1997-09-16 | Mitsubishi Materials Corp | Positive pressure can and heat seal can lid |
| DE19625174B4 (en) * | 1996-06-24 | 2008-05-15 | IMPRESS Metal Packaging S.A., Crosmières | Cover ring production without blanks |
| JP3036783U (en) * | 1996-10-15 | 1997-05-02 | 熊谷テクノス株式会社 | Joint mechanism for steel pipe connection |
-
2000
- 2000-05-10 DE DE10022553A patent/DE10022553C1/en not_active Expired - Fee Related
-
2001
- 2001-03-09 AT AT01105859T patent/ATE223844T1/en not_active IP Right Cessation
- 2001-03-09 PT PT01105859T patent/PT1153840E/en unknown
- 2001-03-09 DE DE50100023T patent/DE50100023D1/en not_active Expired - Fee Related
- 2001-03-09 ES ES01105859T patent/ES2180522T3/en not_active Expired - Lifetime
- 2001-03-09 EP EP01105859A patent/EP1153840B1/en not_active Expired - Lifetime
- 2001-03-09 DK DK01105859T patent/DK1153840T3/en active
- 2001-05-01 US US09/846,167 patent/US6554556B2/en not_active Expired - Fee Related
- 2001-05-10 JP JP2001139912A patent/JP4541588B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7506529B2 (en) | 2002-06-27 | 2009-03-24 | Alcan Technology & Management Ltd. | Method for producing a can base and a lever ring |
Also Published As
| Publication number | Publication date |
|---|---|
| PT1153840E (en) | 2003-01-31 |
| ES2180522T3 (en) | 2003-02-16 |
| US6554556B2 (en) | 2003-04-29 |
| JP2002001469A (en) | 2002-01-08 |
| US20010041115A1 (en) | 2001-11-15 |
| ATE223844T1 (en) | 2002-09-15 |
| DE50100023D1 (en) | 2002-10-17 |
| DE10022553C1 (en) | 2001-07-05 |
| EP1153840A1 (en) | 2001-11-14 |
| JP4541588B2 (en) | 2010-09-08 |
| DK1153840T3 (en) | 2002-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1153840B1 (en) | Method for manufacturing an annular part of metal sheet for a can lid | |
| EP0942794B1 (en) | Method for producing a molded part | |
| EP0758565B1 (en) | Process and apparatus for realising perforations through double walls of structural members by the internal pressure forming method and a herewith manufactured transversal oscillating lever | |
| DE69628917T2 (en) | METHOD FOR OVERLAP WELDING BY MEANS OF A HIGHER ENERGY VISIBLE RADIATION BUNDLE | |
| DE19846152A1 (en) | Piston with piston base made of forged steel and a cooling channel | |
| EP0355647A2 (en) | Container having a bung | |
| EP0281024B1 (en) | Thin-walled metal container | |
| EP0882191B1 (en) | Cylinder head gasket with a gasket plate having several sheet-metal layers | |
| EP0200098A2 (en) | Process for the manufacture of containers made of thin sheet metal, such as fine and/or very fine thin sheet iron | |
| DE4232161A1 (en) | Process for producing a hollow body | |
| DE102015016629A1 (en) | Production of a welded structural element and welded structural element | |
| DE19728276C2 (en) | Method for forming a preform, preform produced by the method and use of the preform | |
| DE19750021A1 (en) | Cooled ring carrier | |
| EP1705446A1 (en) | Tube for a heat exchanger | |
| WO2005047024A1 (en) | Central support unit of an axle bracket housing for motor vehicles, and production method | |
| DE10337859A1 (en) | Process for manufacturing a filler neck | |
| DE10055527C2 (en) | can end | |
| DE4332306A1 (en) | Method for the production of an easy-to-open can lid from sheet metal | |
| EP1126937B1 (en) | Method and intermediate product for producing a hollow body and a hollow body produced by said method | |
| DE69402646T2 (en) | Method and device for manufacturing liquefied petroleum gas bottles, and manufactured bottles | |
| DE10130726A1 (en) | Machine for joining panels has press tool whose diameter decreases on one side of its base and increases on opposite side, so that undercut section is produced when upper panel is pressed | |
| DE69404887T2 (en) | Process for laser welding of deep-drawn workpieces surrounding sheet metal flanges | |
| DE102015009242B4 (en) | Composite component and method and device for producing such a composite component | |
| DE19640754B4 (en) | Beam-welded composite of a body panel with a roll profile and method for its production | |
| DE4007381A1 (en) | DOUBLE-FOLDED SEALABLE, TWO- OR THREE-PIECE CANNED TIN, AND METHOD FOR THEIR PRODUCTION |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20011006 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20020502 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020911 Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20020911 |
|
| REF | Corresponds to: |
Ref document number: 223844 Country of ref document: AT Date of ref document: 20020915 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: LUCHS & PARTNER PATENTANWAELTE |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020911 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50100023 Country of ref document: DE Date of ref document: 20021017 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: SC4A Free format text: AVAILABILITY OF NATIONAL TRANSLATION Effective date: 20021205 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: EP Ref document number: 20020404164 Country of ref document: GR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2180522 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030309 |
|
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030331 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 1153840E Country of ref document: IE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030612 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: RASSELSTEIN GMBH Free format text: RASSELSTEIN HOESCH GMBH#KOBLENZER STRASSE 141#56626 ANDERNACH (DE) -TRANSFER TO- RASSELSTEIN GMBH#KOBLENZER STRASSE 141#56626 ANDERNACH (DE) |
|
| NLT1 | Nl: modifications of names registered in virtue of documents presented to the patent office pursuant to art. 16 a, paragraph 1 |
Owner name: RASSELSTEIN GMBH |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20080314 Year of fee payment: 8 Ref country code: ES Payment date: 20080124 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20080307 Year of fee payment: 8 Ref country code: GB Payment date: 20080128 Year of fee payment: 8 Ref country code: LU Payment date: 20080327 Year of fee payment: 8 Ref country code: NL Payment date: 20080131 Year of fee payment: 8 Ref country code: PT Payment date: 20080118 Year of fee payment: 8 Ref country code: SE Payment date: 20080314 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20080313 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20080423 Year of fee payment: 8 Ref country code: DE Payment date: 20080506 Year of fee payment: 8 Ref country code: FR Payment date: 20080125 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080304 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20080328 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 20080124 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 20090909 |
|
| BERE | Be: lapsed |
Owner name: *RASSELSTEIN G.M.B.H. Effective date: 20090331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090909 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090309 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090309 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20090309 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20091001 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20091130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091001 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090331 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090309 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091123 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090310 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090310 |