EP1133374B1 - Method for producing a sintered part with a subsequent shaping of the green compact - Google Patents
Method for producing a sintered part with a subsequent shaping of the green compact Download PDFInfo
- Publication number
- EP1133374B1 EP1133374B1 EP99955898A EP99955898A EP1133374B1 EP 1133374 B1 EP1133374 B1 EP 1133374B1 EP 99955898 A EP99955898 A EP 99955898A EP 99955898 A EP99955898 A EP 99955898A EP 1133374 B1 EP1133374 B1 EP 1133374B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- green compact
- pressing
- sintered
- component
- deformation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 238000007493 shaping process Methods 0.000 title abstract description 3
- 238000000034 method Methods 0.000 claims abstract description 36
- 239000000843 powder Substances 0.000 claims abstract description 18
- 238000005245 sintering Methods 0.000 claims abstract description 13
- 238000005520 cutting process Methods 0.000 claims abstract 2
- 238000003825 pressing Methods 0.000 claims description 35
- 238000005096 rolling process Methods 0.000 claims description 5
- 239000000463 material Substances 0.000 abstract description 13
- 230000006835 compression Effects 0.000 abstract description 3
- 238000007906 compression Methods 0.000 abstract description 3
- 238000000465 moulding Methods 0.000 description 8
- 241001522319 Chloris chloris Species 0.000 description 4
- 238000005056 compaction Methods 0.000 description 4
- 238000013461 design Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21H—MAKING PARTICULAR METAL OBJECTS BY ROLLING, e.g. SCREWS, WHEELS, RINGS, BARRELS, BALLS
- B21H5/00—Making gear wheels, racks, spline shafts or worms
- B21H5/02—Making gear wheels, racks, spline shafts or worms with cylindrical outline, e.g. by means of die rolls
- B21H5/022—Finishing gear teeth with cylindrical outline, e.g. burnishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/08—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of toothed articles, e.g. gear wheels; of cam discs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/02—Dies; Inserts therefor; Mounting thereof; Moulds
- B30B15/022—Moulds for compacting material in powder, granular of pasta form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/16—Both compacting and sintering in successive or repeated steps
- B22F3/164—Partial deformation or calibration
- B22F2003/166—Surface calibration, blasting, burnishing, sizing, coining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
Definitions
- the invention relates to a method for producing a sintered component made of powdery material, in particular made of sintered metallurgical powder, the component being a Has external and / or internal teeth.
- Some of the problems can be solved solve in that the finished component of two or more for pressed and sintered elements becomes a raw part or by pressing and sintering is generated, which is then in a chip-forming process still has to be finished.
- a structure a component made up of several sub-elements cannot be created always realize. Machining a finished sintered component is particularly in a series production expensive.
- DE-A-196 36 524 describes a process for the production of Prototype known, in which with the help of a press tool an at least one-step basic molding process from binder metal powder containing a green compact as a basic component shape is formed under the influence of pressure and / or heat, which only approximates the final shape of the component. In at least another, material-removing or material-forming The molding process then gives the green compact a first component shape given and then sintered. The so created The prototype is examined with regard to the necessary ones Changes in shape to take into account the influences of the sintering process with regard to its suitability for the intended mechanical use. Here is the reduction in particular the amount of material, d. H. a slimmer form of Interest.
- the first prototype created in this way another does not meet all requirements
- a green body from the existing pressing tool created according to those obtained from the investigation Knowledge revised, sintered and again is examined. This makes it possible to use just one mold to gradually develop the necessary final component shape and based on the final sample obtained in this way, then for series production to produce the necessary pressing tools.
- a molding process for the production of a sintered component already with the basic molding process to connect a method is described in EP 826 449 in the case of several separate, one after the other Press stamping a green body in a press tool its final shape is formed from powder material, whereby Cross-sectional contours with different degrees already during pressing Material thicknesses, such as wheel hubs and wheel rims can be molded on. Requirement is, that the component has no undercuts in its geometry has, so that it comes out of the press tool after pressing is removable.
- this method can be used for any geometry insert without undercuts when the press tool is adapted to the contours accordingly. Indeed it has been shown that only with bodies with surfaces that are in the essentially perpendicular to the direction of movement of the pressing tools are aligned, achieved a uniform compression can be. As soon as the component to be manufactured by this Basic condition has different geometries, the described described bumps Process to its technical limits.
- GB-A-2 051 639 describes a process for the production of Threaded spindles are known, first of all from a sintered metal powder a green compact is pressed in the form of a cylinder body and then sintered. After that, by reshaping the cylinder outer surface of the sintered cylinder body with Using a form roller, the thread is applied, being in the area of the threads significantly densifies the surface becomes. Then the threaded rod or Bolts are sintered.
- From CH-A-335 196 is a process for the manufacture of bullet rings known from iron powder, in which the ring is pre-pressed and is pre-sintered and subsequently for adjustment pressed to a defined density and sintered again becomes. Because bullet rings made out of cylindrical smooth rings are formed, the re-pressing only causes calibration, in order to avoid excessive structural compaction as far as possible.
- the object of the invention is to provide a method avoids the disadvantages described above.
- the object is achieved by that specified in claim 1 Process for producing a component from a sintered metallurgical Powder.
- This procedure caters for a variety of geometries the advantage that the green body for the Basic component shape in a correspondingly simplified, on a uniform compression designed press tool manufactured can be. It is useful if the basic component shape in their geometry the geometry of the final component shape as possible comes close.
- the special final shape is then by at least one further separate forming the relevant sections of the green body with the help of a generated another forming tool.
- the sub-areas to be reshaped in separate Forming tools can be pressurized Areas that were less densely compressed in the first pressing step become clogged.
- Geometries in the sub-areas of the basic component shape be shaped.
- the forming tools are with pressure and counter pressure media fitted. With these procedures can an isostatic pressure component on the to be reshaped Partial areas are transferred that even with very brittle material deformability is still possible.
- By reshaping the relevant part of the green compact becomes the final component shape manufactured, which are then sintered can.
- this can Forming by pressing and / or rolling. Forming can in particular be carried out in stages, whereby individual contours, such as undercuts on the final component shape, each generated at least by one forming step become.
- the forming depth is gradual is increased. It is achieved that without destruction the material structure has done more forming can be.
- the green body before at least one forming is pre-sintered to increase the green strength.
- This called pre-sintering joining of the powdered and pressed Powder material is preferably at a lower Temperature made than that leading to the final component shape High Intern.
- the pre-sintering is carried out in such a way that further forming work on the component is still possible is. Pre-sintering ensures that the inner structure of the molding in the areas that have already been finally formed largely retained when reshaping parts and a higher pressure on these sections for forming can be applied.
- the component can be a green body before sintering and / or calibrated as a solidified part after sintering become.
- at least part of the forming work by calibrating Afford.
- calibrating the surface however also the structure of the component can be qualitatively improved. It is particularly possible to have burrs and / or points eliminate sharp edges.
- pinion 1 is shown in longitudinal section, the one has cylindrical base body 2 with at one end an external toothing 3 is provided. As can be seen in FIG. 1 lets, the teeth 4 of the external teeth 3 are so-called Arch teeth formed.
- the component is in the sintering process made from a sintered metallurgical powder.
- FIG. 1 shows the component in the final sintered state.
- 4, 6 and 7 is the method of manufacture 1 based on the workflow in the press tool shown in more detail.
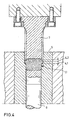
- the pressing tool consists essentially from an essentially encompassing the outer contour Die 5, a lower stamp 6 and an upper form stamp 7.
- the lower stamp 6 is initially filled by a predetermined dimension lowered and the mold space thus formed with sintered metallurgical powder 8 filled.
- the Form stamp 7 lowered, the outer contour 9 substantially corresponds to the inner contour 10 of the upper region of the die 5.
- 3 shows an end view of the die 7.
- the die 7 inserted into the die 5 and simultaneously the lower stamp 6 moves upward, so that the stamp and lower stamps are guided against each other and the only poured powder filling into a solid green compact 1.1 compacted.
- the cylindrical base body 2 already receives its final shape, while the teeth 4 of the external toothing 3 in its lower area 4.1 due to the corresponding Shape of the die 5 already have the curved tooth course, while the upper area 4.2 the contour of a normal one Has straight teeth.
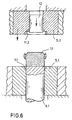
- the intermediate shape of the green compact thus produced is from FIG. 5 seen.
- the green compact 1.1 is in one second work step used in a die 5.1, the has a lower stamp 6.1, and its shape space essentially is formed by a tooth mold space 11.1 which in its geometry corresponds to the area 4.1 on the green compact (FIG. 2).
- An upper die-shaped pressing tool 5.2 is with a Tooth form space 11.2 provided, which is identical to area 4.1 on Green compact (Fig. 5) is formed and which serves the area 4.2 on the green compact, which is also designed as a straight toothing to be reshaped so that this tooth area is the one shown in FIG Receives final contour.
- the upper matrix-shaped - Tool 5.2 is assigned an inner punch 12 so that the Lower stamp 6.1 and the inner stamp 12 when moving together the entire tool assembly can be performed so that apart from the reshaping of the external teeth, no relative displacements of the green body between the two tools 5.1 and 5.2. This pressing situation is shown in Fig. 7.
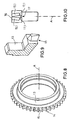
- FIG. 8 shows a perspective view of one Ring 13 with an external toothing 14, as it is for example used as a clutch body in a manual transmission place.
- the individual teeth 15 of the external toothing 14 not designed as normal straight teeth, but have a complicated geometric shape.
- the Tooth flanks 15.1 are shaped as involute surfaces however - as FIG. 10 shows - at an angle to one another.
- the end face 16 is straight, while the End face 17 by two inclined to each other, however flat surface areas 17.1 is formed.
- FIG. 11 is a green compact as a further design example 18 shown for a ring with internal teeth.
- the Green body shown in Fig. 11 is analogous to that based on 2 and 4 described method as the basic component shape manufactured.
- 11 is on a ring body 18.1 only one tooth 19 of the internal toothing in a side view and in Fig. 12 are a plurality of teeth 19 in a processing of the internal toothing shown in a supervision.
- Such a contoured green body can be in one first pressing step analogous to the representation according to FIGS. 2 and 4 produce as basic component shape including the special one Contouring the teeth 19.
- a tooth shape with undercuts as shown in Fig. 13 is shown.
- This tooth shape can be made by a pure one Pressing process because of the undercuts on both sides 20 no longer generate on the tooth flank.
- this is after the inventive method by a forming process possible, which - as indicated in Fig. 14 - by rolling or rolling is possible.
- the green compact 18 is opened held a rotatable counter element 21, for example on a roller or in a support ring.
- the undercuts 20 are then with an appropriately shaped rolling tool 22 as a pressure element that occurs when the counter element rotates 21 rolls on the inner surface of the toothing, by Forming manufactured.
- the undercuts 20 are shown coarsened in FIG. 13. In practical application it is by only slight depressions compared to the adjacent ones Areas of the tooth flanks.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Powder Metallurgy (AREA)
- Compositions Of Oxide Ceramics (AREA)
- Ceramic Products (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zur Herstellung eines gesinterten Bauteils aus pulverförmigem Material, insbesondere aus sintermetallurgischem Pulver, wobei das Bauteil eine Außen- und/oder Innenverzahnung aufweist.The invention relates to a method for producing a sintered component made of powdery material, in particular made of sintered metallurgical powder, the component being a Has external and / or internal teeth.
Die Herstellung von gesinterten Bauteilen durch Pressen eines metallurgischen Pulvers und anschließendem Sintern ist grundsätzlich bekannt. Beim Pressen des Pulvers zu einem sogenannten Grünling kommt es zum einen darauf an, eine möglichst gleichmäßige Verdichtung des Pulvers zu erzielen, und zum anderen die Geometrie des Bauteils so zu gestalten, daß die Formgebung mit möglichst einfachen Preßwerkzeugen durchgeführt werden kann, wobei darüber hinaus auch die Anforderung besteht, daß der gepreßte Grünling aus der Preßform auch ausformbar ist. Vielfach lassen sich jedoch die funktionellen Anforderungen an die Geometrie des fertigen Bauteils nicht durch einen Preßvorgang verwirklichen, wenn beispielsweise Hinterschneidungen, quer zur Preßrichtung verlaufende Nuten oder Außenkonturen vorhanden sind, die eine gleichmäßige Verdichtung nicht zulassen. Zum Teil lassen sich die Probleme dadurch lösen, daß das fertige Bauteil aus zwei oder mehreren für sich gepreßten und gesinterten Teilelementen zusammengefügt wird oder aber durch Pressen und Sintern ein Rohbauteil erzeugt wird, das anschließend in einem spanerzeugenden Formgebungsverfahren noch fertig bearbeitet werden muß. Ein Aufbau eines Bauteils aus mehreren Teilelementen läßt sich nicht immer verwirklichen. Eine spangebende Bearbeitung eines fertig gesinterten Bauteils ist insbesondere bei einer Serienfertigung kostenintensiv.The production of sintered components by pressing one metallurgical powder and subsequent sintering is essential known. When pressing the powder into a so-called Greenery depends on the one hand, one if possible to achieve uniform compaction of the powder, and secondly to design the geometry of the component so that the Shaping carried out with the simplest possible pressing tools can be, in addition, the requirement there is that the pressed green body from the mold can also be shaped is. In many cases, however, the functional No requirements for the geometry of the finished component by a pressing process if, for example Undercuts, grooves running transverse to the pressing direction or external contours are present that ensure even compaction not allow. Some of the problems can be solved solve in that the finished component of two or more for pressed and sintered elements becomes a raw part or by pressing and sintering is generated, which is then in a chip-forming process still has to be finished. A structure a component made up of several sub-elements cannot be created always realize. Machining a finished sintered component is particularly in a series production expensive.
Aus DE-A-196 36 524 ist ein Verfahren zur Herstellung von Prototypen bekannt, bei dem mit Hilfe eines Preßwerkzeugs in einem wenigstens einstufigen Grundformungsprozeß aus Bindemittel enthaltendem Metallpulver ein Grünling als Bauteilgrundform unter Druck- und/oder Wärmeeinwirkung geformt wird, die nur angenähert der Bauteilendform entspricht. In wenigstens einem weiteren, materialabtragenden oder materialumformenden Formungsprozeß wird dem Grünling dann eine erste Bauteilform gegeben und anschließend gesintert. Der so erstellte Prototyp wird untersucht, und zwar in bezug auf notwendige Formänderungen zur Berücksichtigung von Einflüssen des Sintervorgangs in bezug auf seine Eignung für die vorgesehene mechanische Verwendung. Hierbei ist insbesondere die Reduzierung der Materialmenge, d. h. eine Verschlankung der Form von Interesse. Da in der Regel der so erstellte erste Prototyp nicht allen Anforderungen genügt, wird in einem weiteren Schritt wiederum aus dem vorhandenen Preßwerkzeug ein Grünling erstellt, der entsprechend den aus der Untersuchung gewonnenen Erkenntnis überarbeitet, fertiggesintert und erneut untersucht wird. Damit ist es möglich, mit nur einer Preßform schrittweise die notwendige Bauteilendform zu erarbeiten und nach dem so gewonnenen Endmuster dann die für eine Serienfertigung erforderlichen Preßwerkzeuge herzustellen.DE-A-196 36 524 describes a process for the production of Prototype known, in which with the help of a press tool an at least one-step basic molding process from binder metal powder containing a green compact as a basic component shape is formed under the influence of pressure and / or heat, which only approximates the final shape of the component. In at least another, material-removing or material-forming The molding process then gives the green compact a first component shape given and then sintered. The so created The prototype is examined with regard to the necessary ones Changes in shape to take into account the influences of the sintering process with regard to its suitability for the intended mechanical use. Here is the reduction in particular the amount of material, d. H. a slimmer form of Interest. As a rule, the first prototype created in this way another does not meet all requirements In turn, a green body from the existing pressing tool created according to those obtained from the investigation Knowledge revised, sintered and again is examined. This makes it possible to use just one mold to gradually develop the necessary final component shape and based on the final sample obtained in this way, then for series production to produce the necessary pressing tools.
Um für die Herstellung eines gesinterten Bauteils einen Formgebungsprozeß bereits preßtechnisch mit dem Grundformungsprozeß zu verbinden, wird in der EP 826 449 ein Verfahren beschrieben, bei dem mit mehreren gesonderten, nacheinander geführten Preßstempeln in einem Preßwerkzeug ein Grünling in seiner Endform aus pulverförmigem Material geformt wird, wobei bereits beim Pressen gestufte Querschnittkonturen mit unterschiedlichen Materialstärken, wie beispielsweise Radnaben und Radkränze, angeformt werden können. Voraussetzung ist, daß das Bauteil in seiner Geometrie keine Hinterschneidungen aufweist, so daß es nach dem Pressen wieder aus dem Preßwerkzeug entnehmbar ist.A molding process for the production of a sintered component already with the basic molding process to connect, a method is described in EP 826 449 in the case of several separate, one after the other Press stamping a green body in a press tool its final shape is formed from powder material, whereby Cross-sectional contours with different degrees already during pressing Material thicknesses, such as wheel hubs and wheel rims can be molded on. Requirement is, that the component has no undercuts in its geometry has, so that it comes out of the press tool after pressing is removable.
Grundsätzlich läßt sich dieses Verfahren jedoch für jede Geometrie ohne Hinterschneidungen einsetzen, wenn das Preßwerkzeug an die Konturen entsprechend angepaßt ist. Allerdings hat es sich gezeigt, daß nur bei Körpern mit Flächen, die im wesentlichen senkrecht zur Bewegungsrichtung der Preßwerkzeuge ausgerichtet sind, eine gleichmäßige Verdichtung erreicht werden kann. Sobald das herzustellende Bauteil von dieser Grundbedingung abweichende Geometrien aufweist, stößt das beschriebene Verfahren an seine technischen Grenzen.Basically, this method can be used for any geometry insert without undercuts when the press tool is adapted to the contours accordingly. Indeed it has been shown that only with bodies with surfaces that are in the essentially perpendicular to the direction of movement of the pressing tools are aligned, achieved a uniform compression can be. As soon as the component to be manufactured by this Basic condition has different geometries, the described described bumps Process to its technical limits.
Insbesondere an den Kanten oder Vorsprüngen des zu erzeugenden Bauteils können aufgrund der geringen Fließfähigkeit des Pulvers, Gebiete mit geringerer Materialdichte entstehen, die beim nachfolgenden Sintern zu Materialfehlern, wie Rissen oder Brüchen, führen können. In gleicher Weise kann es zu Überbeanspruchungen und damit zu Brüchen an derart exponierten Stellen des Preßwerkzeugs kommen.In particular on the edges or protrusions of what is to be produced Component can due to the low flowability of the Powder, areas with lower material density arise that in the subsequent sintering to material defects such as cracks or breaks. In the same way it can too Overuse and breakage in such exposed areas Place the press tool.
Bei Bauteilen, deren Konturen oder Geometrien derartige Teilbereiche aufweisen, die nicht mit einem axial geführten Preßwerkzeug herstellbar sind, ist entweder ein kompliziertes, geteiltes Preßwerkzeug, beispielsweise auch mit sogenannten Seitenschiebern erforderlich, oder es ist nach dem Grundformungsprozeß eine gesonderte Bearbeitung notwendig. Bei der materialabtragenden Bearbeitung werden die entsprechenden Geometrien oder Hinterschneidungen am Bauteil zur Erreichung der gewünschten Bauteilendform spanend erzeugt.In the case of components, their contours or geometries, such partial areas have that not with an axially guided pressing tool are producible, is either a complicated, divided pressing tool, for example with so-called Sideshift required, or it is after the basic molding process separate processing is necessary. In the material-removing processing will be the corresponding Geometries or undercuts on the component to achieve the desired final component shape.
Aus der GB-A-2 051 639 ist ein Verfahren zur Herstellung von Gewindespindeln bekannt, bei dem zunächst aus einem Sintermetallpulver ein Grünling in Form eines Zylinderkörper gepreßt und anschließend gesintert wird. Danach wird durch Umformen der Zylinderaußenfläche des gesinterten Zylinderkörpers mit Hilfe einer Formrolle das Gewinde aufgebracht, wobei im Bereich der Gewindegänge die Oberfläche erheblich verdichtet wird. Anschließend kann der so gewonnene Gewindestab oder Bolzen nachgesintert werden.GB-A-2 051 639 describes a process for the production of Threaded spindles are known, first of all from a sintered metal powder a green compact is pressed in the form of a cylinder body and then sintered. After that, by reshaping the cylinder outer surface of the sintered cylinder body with Using a form roller, the thread is applied, being in the area of the threads significantly densifies the surface becomes. Then the threaded rod or Bolts are sintered.
Aus CH-A-335 196 ist ein Verfahren zur Herstellung von Geschoßringen aus Eisenpulver bekannt, bei dem der Ring vorgepreßt und vorgesintert wird und nachträglich zur Einstellung einer definierten Dichte nachgepreßt und wiederum nachgesintert wird. Da Geschoßringe als zylindrisch glatte Ringe aus gebildet sind, bewirkt das Nachpressen lediglich eine Kalibrierung, um eine zu hohe Gefügeverdichtung möglichst zu vermeiden.From CH-A-335 196 is a process for the manufacture of bullet rings known from iron powder, in which the ring is pre-pressed and is pre-sintered and subsequently for adjustment pressed to a defined density and sintered again becomes. Because bullet rings made out of cylindrical smooth rings are formed, the re-pressing only causes calibration, in order to avoid excessive structural compaction as far as possible.
Aufgabe der Erfindung ist es, ein Verfahren zu schaffen das die vorbeschriebenen Nachteile vermeidet.The object of the invention is to provide a method avoids the disadvantages described above.
Die Aufgabe wird gelöst durch das im Anspruch 1 angegebene Verfahren zur Herstellung eines Bauteils aus einem sintermetallurgischen Pulver. Dieses Verfahren bietet für eine Vielzahl von Geometrien den Vorteil, daß der Grünling für die Bauteilgrundform in einem entsprechend vereinfachten, auf eine gleichmäßige Verdichtung ausgelegten Preßwerkzeug hergestellt werden kann. Es ist zweckmäßig, wenn die Bauteilgrundform in ihrer Geometrie der Geometrie der Bauteilendform möglichst nahe kommt. Die besondere Bauteilendform wird anschließend durch wenigstens ein weiteres gesondertes Umformen der betreffenden Teilbereiche des Grünlings mit Hilfe eines weiteren umformenden Werkzeugs erzeugt.The object is achieved by that specified in claim 1 Process for producing a component from a sintered metallurgical Powder. This procedure caters for a variety of geometries the advantage that the green body for the Basic component shape in a correspondingly simplified, on a uniform compression designed press tool manufactured can be. It is useful if the basic component shape in their geometry the geometry of the final component shape as possible comes close. The special final shape is then by at least one further separate forming the relevant sections of the green body with the help of a generated another forming tool.
Dadurch, daß die umzuformenden Teilbereiche in gesonderten Umformwerkzeugen mit Druck beaufschlagt werden, lassen sich im ersten Preßschritt geringer verdichtete Bereiche noch nachverdichten. Hierbei können - ohne Material abzutragen - besondere, im ersten Preßschritt nicht oder nur schwer formbare Geometrien in den Teilbereichen der Bauteilgrundform um geformt werden. Die Umformwerkzeuge sind mit Druck- und Gegendruckmitteln ausgestattet. Bei diesen Verfahrensweisen kann ein isostatischer Druckanteil so auf die umzuformenden Teilbereiche übertragen werden, daß auch bei sehr sprödem Material eine Verformbarkeit noch möglich ist. Durch das Umformen der betreffenden Teilbereiche des Grünlings wird die Bauteilendform hergestellt, die anschließend gesintert werden kann. The fact that the sub-areas to be reshaped in separate Forming tools can be pressurized Areas that were less densely compressed in the first pressing step become clogged. Here - without removing material - special ones that are difficult or impossible to form in the first pressing step Geometries in the sub-areas of the basic component shape be shaped. The forming tools are with pressure and counter pressure media fitted. With these procedures can an isostatic pressure component on the to be reshaped Partial areas are transferred that even with very brittle material deformability is still possible. By reshaping the relevant part of the green compact becomes the final component shape manufactured, which are then sintered can.
Bei entsprechender Geometrie des Bauteils ist es sogar möglich, in den Teilbereichen durch die anschließende Umformung die Materialdichte noch zu erhöhen und somit eine zusätzliche Festigkeit in diesen Teilbereichen am fertig gesinterten Bauteil zu erzielen.With the appropriate geometry of the component, it is even possible in the sub-areas through the subsequent forming to increase the material density and thus an additional one Strength in these areas on the finished sintered component to achieve.
In Ausgestaltung des erfindungsgemäßen Verfahrens kann das Umformen durch Pressen und/oder Rollieren erfolgen. Das Umformen kann insbesondere stufenweise vorgenommen werden, wobei einzelne Konturen, wie Hinterschneidungen an der Bauteilendform, jeweils wenigstens durch eine Umformstufe erzeugt werden.In an embodiment of the method according to the invention, this can Forming by pressing and / or rolling. Forming can in particular be carried out in stages, whereby individual contours, such as undercuts on the final component shape, each generated at least by one forming step become.
Erfindungsgemäß ist auch vorgesehen, daß die Umformtiefe stufenweise erhöht wird. Dabei wird erreicht, daß ohne Zerstörungen des Materialgefüges größere Umformarbeit geleistet werden kann.According to the invention it is also provided that the forming depth is gradual is increased. It is achieved that without destruction the material structure has done more forming can be.
In einer weiteren vorteilhaften Ausgestaltung des Verfahrens ist vorgesehen, daß der Grünling vor wenigstens einem Umformen zur Erhöhung der Grünfestigkeit vorgesintert wird. Dieses als Vorsintern bezeichnete Fügen des pulverförmigen und gepreßten Pulvermaterials wird vorzugsweise bei einer niedrigeren Temperatur vorgenommen als das zur Bauteilendform führende Hochsintern. Das Vorsintern wird dabei in der Weise vorgenommen, daß eine weitere Umformarbeit am Bauteil noch möglich ist. Durch das Vorsintern wird erreicht, daß das innere Gefüge des Formlings in den bereits endgültig geformten Bereichen beim Umformen von Teilbereichen weitgehend erhalten bleibt und ein höherer Druck auf diese Teilbereiche für das Umformen aufgebracht werden kann.In a further advantageous embodiment of the method it is provided that the green body before at least one forming is pre-sintered to increase the green strength. This called pre-sintering joining of the powdered and pressed Powder material is preferably at a lower Temperature made than that leading to the final component shape High Intern. The pre-sintering is carried out in such a way that further forming work on the component is still possible is. Pre-sintering ensures that the inner structure of the molding in the areas that have already been finally formed largely retained when reshaping parts and a higher pressure on these sections for forming can be applied.
Erfindungsgemäß kann das Bauteil als Grünling vor einem Sintern und/oder als verfestigtes Teil nach einem Sintern kalibriert werden. Es ist insbesondere auch vorgesehen, wenigstens einen Teil der Umformarbeit durch das Kalibrieren zu leisten. Durch dieses Kalibrieren kann die Oberfläche, aber auch das Gefüge des Bauteils, qualitativ verbessert werden. Es ist insbesondere möglich, Grate und/oder spitze oder scharfe Kanten zu beseitigen.According to the invention, the component can be a green body before sintering and / or calibrated as a solidified part after sintering become. In particular, it is also provided, at least part of the forming work by calibrating Afford. By calibrating the surface, however also the structure of the component can be qualitatively improved. It is particularly possible to have burrs and / or points eliminate sharp edges.
Die Erfindung wird anhand schematischer Zeichnungen näher erläutert. Es zeigen:
- Fig. 1
- als Fertigbauteil ein Ritzel mit bogenförmigen Zähnen,
- Fig. 2
- das Füllen der Preßform zur Herstellung des Ritzels gemäß Fig. 1,
- Fig. 3
- eine Stirnansicht eines Formstempels zur Herstellung des Bauteils gemäß Fig. 1,
- Fig. 4
- den ersten Preßschritt,
- Fig. 5
- die Form des im Preßschritt gemäß Fig. 4 geformten Grünlings,
- Fig. 6
- den Grünling gemäß Fig. 5 im Preßwerkzeug durch Durchführung der Umformung,
- Fig. 7
- das Preßwerkzeug gemäß Fig. 6 in Umformposition,
- Fig. 8
- perspektivisch einen Zahnring,
- Fig. 9
- eine Ausschnittvergrößerung für einen Zahn des Zahnrings gemäß Fig. 8,
- Fig. 10
- eine Aufsicht auf den Ausschnitt gemäß Fig. 9,
- Fig. 11
- einen Grünling für einen Zahnring mit hinterschnittener Innenverzahnung nach dem ersten Preßschritt,
- Fig. 12
- eine Abwicklung der Innenverzahnung am Grünling gemäß Fig. 1,
- Fig. 13
- die Innenverzahnung in der Ansicht gemäß Fig. 12 nach der Umformung,
- Fig. 14
- den Umformungspreßvorgang zu Fig. 13.
- Fig. 1
- as a finished component, a pinion with curved teeth,
- Fig. 2
- the filling of the mold for the production of the pinion according to FIG. 1,
- Fig. 3
- 2 shows an end view of a die for producing the component according to FIG. 1,
- Fig. 4
- the first pressing step,
- Fig. 5
- the shape of the green body formed in the pressing step according to FIG. 4,
- Fig. 6
- 5 in the press tool by performing the forming,
- Fig. 7
- 6 in the forming position,
- Fig. 8
- perspective a gear ring,
- Fig. 9
- 8 shows an enlarged section for a tooth of the toothed ring according to FIG. 8,
- Fig. 10
- 9 shows a top view of the detail according to FIG. 9,
- Fig. 11
- a green compact for a toothed ring with undercut internal teeth after the first pressing step,
- Fig. 12
- a development of the internal toothing on the green compact according to FIG. 1,
- Fig. 13
- the internal toothing in the view according to FIG. 12 after the forming,
- Fig. 14
- the forming press operation to Fig. 13th
In Fig. 1 ist im Längsschnitt Ritzel 1 dargestellt, das einen
zylindrischen Grundkörper 2 aufweist, der an einem Ende mit
einer Außenverzahnung 3 versehen ist. Wie Fig. 1 erkennen
läßt, sind die Zähne 4 der Außenverzahnung 3 als sogenannte
Bogenverzahnung ausgebildet. Das Bauteil ist im Sinterverfahren
aus einem sintermetallurgischen Pulver hergestellt. Fig.
1 zeigt das Bauteil im gesinterten Endzustand.In Fig. 1 pinion 1 is shown in longitudinal section, the one
has
In den Fig. 3, 4, 6 und 7 ist das Verfahren zur Herstellung des Bauteils gemäß Fig. 1 anhand des Arbeitsablaufes im Preßwerkzeug näher dargestellt.3, 4, 6 and 7 is the method of manufacture 1 based on the workflow in the press tool shown in more detail.
Wie aus Fig. 3 ersichtlich, besteht das Preßwerkzeug im wesentlichen
aus einer die Außenkontur im wesentlichen umfassenden
Matrize 5, einem Unterstempel 6 und einem oberen Formstempel
7. Der Unterstempel 6 wird zum Füllen zunächst um ein
vorgegebenes Maß abgesenkt und der so gebildete Formraum mit
sintermetallurgischem Pulver 8 gefüllt. Anschließend wird der
Formstempel 7 abgesenkt, dessen Außenkontur 9 im wesentlichen
der Innenkontur 10 des oberen Bereichs der Matrize 5 entspricht.
Fig. 3 zeigt eine Stirnansicht des Formstempels 7.As can be seen from Fig. 3, the pressing tool consists essentially
from an essentially encompassing the
Wie aus Fig. 4 ersichtlich, wird im nächsten Arbeitsschritt
der Formstempel 7 in die Matrize 5 eingeführt und gleichzeitig
der Unterstempel 6 nach oben bewegt, so daß Formstempel
und Unterstempel gegeneinander geführt werden und hierbei die
nur geschüttete Pulverfüllung zu einem festen Grünling 1.1
verdichten. Der zylindrische Grundkörper 2 erhält hierbei bereits
seine Endform, während die Zähne 4 der Außenverzahnung
3 in ihrem unteren Bereich 4.1 aufgrund der entsprechenden
Formgebung der Matrize 5 bereits den Bogenzahnverlauf aufweisen,
während der obere Bereich 4.2 die Kontur einer normalen
Geradverzahnung aufweist.As can be seen from Fig. 4, the next step
the
Die so hergestellte Zwischenform des Grünlings ist aus Fig. 5
ersichtlich. Hier ist auch zu erkennen, daß nach dem Anheben
des Formstempels 7 der Grünling 1.1 durch den Unterstempel 6
aus der Matrize 5 ausgestoßen werden kann, da keine Hinterschneidung
vorhanden ist.The intermediate shape of the green compact thus produced is from FIG. 5
seen. Here you can also see that after lifting
of the
Wie aus Fig. 6 ersichtlich, wird der Grünling 1.1 in einem zweiten Arbeitsschritt in eine Matrize 5.1 eingesetzt, die einen Unterstempel 6.1 aufweist, und deren Formraum im wesentlichen durch einen Zahnformraum 11.1 gebildet wird, der in seiner Geometrie dem Bereich 4.1 am Grünling (Fig. 2) entspricht.6, the green compact 1.1 is in one second work step used in a die 5.1, the has a lower stamp 6.1, and its shape space essentially is formed by a tooth mold space 11.1 which in its geometry corresponds to the area 4.1 on the green compact (FIG. 2).
Ein oberes matrizenförmiges Preßwerkzeug 5.2 ist mit einem
Zahnformraum 11.2 versehen, der identisch zum Bereich 4.1 am
Grünling (Fig. 5) ausgebildet ist und der dazu dient, den
noch als Geradverzahnung ausgebildeten Bereich 4.2 am Grünling
so umzuformen, daß dieser Zahnbereich die in Fig. 1 wiedergegebene
Endkontur erhält. Dem oberen matrizenförmigen -
Werkzeug 5.2 ist ein Innenstempel 12 zugeordnet, so daß der
Unterstempel 6.1 und der Innenstempel 12 beim Zusammenfahren
der gesamten Werkzeuganordnung so geführt werden können, daß
außer der Umformung der Außenverzahnung keine Relativverschiebungen
des Grünlings zwischen den beiden Werkzeugen 5.1
und 5.2 erfolgen. Diese Preßsituation ist in Fig. 7 dargestellt.An upper die-shaped pressing tool 5.2 is with a
Tooth form space 11.2 provided, which is identical to area 4.1 on
Green compact (Fig. 5) is formed and which serves the
area 4.2 on the green compact, which is also designed as a straight toothing
to be reshaped so that this tooth area is the one shown in FIG
Receives final contour. The upper matrix-shaped -
Tool 5.2 is assigned an
Vergleicht man die Geometrie des Formstempels 7, wie er sich
aus Fig. 2 und 3 ergibt, so ist ohne weiteres zu erkennen,
daß die Zahnbereiche 4.2 in der vorgegebenen Weise gar nicht
mit einem einfachen Formstempel zu formen sind, da dieser in
zungenartige Spitzen auslaufen würde, so daß weder die erforderlichen
Preßdrücke noch die erforderliche Stabilität des
Werkzeugs gegeben ist. Überraschend hat sich nun gezeigt, daß
durch dieses mehrstufige Preßverfahren die an sich komplizierte
Zahngeometrie, wie sie aus Fig. 1 zu entnehmen ist,
mit hoher Präzision und gleichmäßiger Verdichtung des Pulvers
durchführen läßt, wenn durch ein matrizenähnliches Formwerkzeug
der Grünling partiell umgeformt wird, daß die nur vorgeformte
Verzahnung in diesem Bereich 4.2 umgreift und das Aufbringen
von hohen Preßkräften und gegebenenfalls auch noch
eine Nachverdichtung des Grünlings im Bereich der Außenverzahnung
ermöglicht.Comparing the geometry of the
Überraschend hat sich gezeigt, daß ein derartiges Umformen von Teilbereichen eines an sich fertig gepreßten Grünlings möglich ist und in bezug auf Materialdichte und Formgenauigkeit zu sehr guten Ergebnissen führt.Surprisingly, it has been shown that such forming of partial areas of a green compact that is actually pressed is possible and in terms of material density and shape accuracy leads to very good results.
Nachstehend sind weitere Beispiele von Bauteilen dargestellt,
die mit Vorteil nach dem erfindungsgemäßen Verfahren hergestellt
werden können. Fig. 8 zeigt hierbei perspektivisch einen
Ring 13 mit einer Außenverzahnung 14, wie er beispielsweise
als Kupplungskörper in einem Schaltgetriebe Einsatz
findet. Wie schon Fig. 8, mehr noch aber die vergrößerte,
perspektivische Ansicht in Fig. 9 und die Aufsicht in Fig.
10, erkennen lassen, sind die einzelnen Zähne 15 der Außenverzahnung
14 nicht als übliche gerade Zähne ausgebildet,
sondern weisen eine komplizierte geometrische Form auf. Die
Zahnflanken 15.1 sind als Evolventenflächen geformt, stehen
jedoch - wie Fig. 10 zeigt - unter einem Winkel zueinander.
Die Stirnfläche 16 ist hierbei geradflächig, während die
Stirnfläche 17 durch zwei geneigt zueinander verlaufende jedoch
ebenflächige Flächenbereiche 17.1 gebildet wird.Below are other examples of components
which are advantageously produced by the method according to the invention
can be. 8 shows a perspective view of one
Da die Ebene des zur Herstellung dieses Bauteils notwendigen Preßwerkzeugs senkrecht zur Achse A des Bauteils ausgerichtet ist, d. h. die erforderlichen Preßstempel werden in Richtung der Achse A geführt, ist insbesondere Fig. 10 zu erkennen, daß eine derartige Verzahnung aufgrund der gegebenen Hinterschneidung nicht mit einem einfachen Formpreßstempel geformt werden kann. Auch bei der Herstellung dieses Bauteils kann so verfahren werden, daß in einem ersten Formschritt der Ringkörper und die Außenverzahnung mit den Stirnflächen 17.1 geformt wird, so daß die anschließenden Seitenflächen 15.1 noch als "Geradverzahnung" ausgebildet sind. Im zweiten Umformungsschritt wird dann wieder mit einem matrizenförmigen Werkzeug an dem bereits gepreßten Grünling die endgültige Formung der Zahnflanken 15.1 bewirkt, wobei nicht nur die gegenseitige Neigung in axialer Richtung, sondern auch die Evolventenflächen angeformt werden.Because the level of the necessary to manufacture this component Press tool aligned perpendicular to the axis A of the component is, d. H. the required ram is in the direction the axis A is guided, in particular Fig. 10 can be seen, that such interlocking due to the given undercut not molded with a simple die can be. This can also be done in the manufacture of this component be moved that in a first molding step the ring body and the external toothing is shaped with the end faces 17.1 is, so that the subsequent side surfaces 15.1 are designed as "straight teeth". In the second forming step is then shaped again with a matrix Tool on the already pressed green compact the final Forming the tooth flanks 15.1 causes, not only the mutual Inclination in the axial direction, but also the Involute surfaces are formed.
In Fig. 11 ist als weiteres Gestaltungsbeispiel ein Grünling
18 für einen Ring mit einer Innenverzahnung dargestellt. Der
in Fig. 11 dargestellte Grünling wird analog zu dem anhand
der Fig. 2 und 4 beschriebenen Verfahren als Bauteilgrundform
hergestellt. In der Schnittdarstellung gemäß Fig. 11 ist auf
einem Ringkörper 18.1 nur ein Zahn 19 der Innenverzahnung in
einer Seitenansicht und in Fig. 12 sind mehrere Zähne 19 in
einer Abwicklung der Innenverzahnung in einer Aufsicht dargestellt.
Ein derart konturierter Grünling läßt sich in einem
ersten Preßschritt analog zur Darstellung gemäß Fig. 2 und 4
als Bauteilgrundform herstellen einschließlich der besonderen
Konturierung der Zähne 19. 11 is a green compact as a further design example
18 shown for a ring with internal teeth. The
Green body shown in Fig. 11 is analogous to that based on
2 and 4 described method as the basic component shape
manufactured. 11 is on
a ring body 18.1 only one
Der hier darstellte beispielsweise Anwendungsfall benötigt
jedoch eine Zahnform mit Hinterschneidungen, wie sie in Fig.
13 dargestellt ist. Diese Zahnform läßt sich durch einen reinen
Preßvorgang wegen der beidseitigen Hinterschneidungen 20
auf der Zahnflanke nicht mehr erzeugen. Dies ist jedoch nach
dem erfindungsgemäßen Verfahren durch einen Umformvorgang
möglich, der - wie in Fig. 14 angedeutet - durch ein Walzen
oder Rollieren möglich ist. Hierzu wird der Grünling 18 auf
einem rotierbaren Gegenelement 21 gehalten, beispielsweise
auf einer Walze oder in einem Stützring. Die Hinterschneidungen
20 werden dann mit einem entsprechend geformten Rollwerkzeug
22 als Druckelement, das bei der Drehung des Gegenelements
21 auf der Innenfläche der Verzahnung abrollt, durch
Umformen hergestellt. Aus darstellungstechnischen Gründen
sind die Hinterschneidungen 20 in Fig. 13 vergröbert dargestellt.
In der praktischen Anwendung handelt es sich hierbei
um nur geringfügige Vertiefungen gegenüber den angrenzenden
Bereichen der Zahnflanken.The application case shown here, for example, is required
however, a tooth shape with undercuts, as shown in Fig.
13 is shown. This tooth shape can be made by a pure one
Pressing process because of the undercuts on both
Nach dem erfindungsgemäßen Verfahren lassen sich auch andere Hinterschneidungen und Gestaltungen durch Umformung bilden, die im "klassischen" Preßvorgang nicht herstellbar sind. Es sind dies praktisch alle Formungen, zu denen Preßkräfte erforderlich sind, die im wesentlichen quer zu der Preßrichtung verlaufen, die zur Herstellung der Bauteilgrundform, beispielsweise gemäß Fig. 3 und 4, notwendig sind.Others can also be used in the process according to the invention Form undercuts and designs through reshaping, which cannot be produced in the "classic" pressing process. It these are practically all shapes for which pressing forces are required are essentially transverse to the pressing direction run to produce the basic component shape, for example 3 and 4 are necessary.
Claims (5)
- A process for the manufacture of a sintered toothed wheel or toothed ring by forming a green compact from a sinter-metallurgical powder which is subsequently sintered, wherein in a first step the green compact is shaped by pressing from the sinter-metallurgical powder by means of axially guided pressing tools, with a basic component form, the geometry of which substantially corresponds to the final component form, except for partial regions of the teeth which have geometries which are not formable or formable only with difficulty in the pressing tools of the first step, and in at least one further step the partial regions of the teeth which have not had their geometry finally formed in the first pressing tool are deformed under pressure into their final form by non-cutting deformation on the green compact by means of separate deformation tools, so that the final component form is imparted to the unsintered green compact, and that then the green compact is sintered in its final component form to form the finished component.
- A process according to Claim 1, characterised in that the deformation of the partial regions is effected by pressing and/or rolling.
- A process according to Claims 1 or 2, characterised in that the deformation takes place in steps, wherein individual contours, in particular undercuts on the final component form, are produced in each case at least by one deformation stage.
- A process according to one or more of Claims 1 to 3, characterised in that the green compact is pre-sintered before at least one deformation operation to increase the green strength.
- A process according to one or more of Claims 1 to 4, characterised in that the component is sized as a green compact prior to a sintering operation and/or as a consolidated part after a sintering operation.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19850326A DE19850326A1 (en) | 1998-11-02 | 1998-11-02 | Process for producing a sintered component with reshaping of the green body |
| DE19850326 | 1998-11-02 | ||
| PCT/EP1999/008189 WO2000025960A1 (en) | 1998-11-02 | 1999-10-28 | Method for producing a sintered part with a subsequent shaping of the green compact |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1133374A1 EP1133374A1 (en) | 2001-09-19 |
| EP1133374B1 true EP1133374B1 (en) | 2004-04-14 |
Family
ID=7886330
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99955898A Expired - Lifetime EP1133374B1 (en) | 1998-11-02 | 1999-10-28 | Method for producing a sintered part with a subsequent shaping of the green compact |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US6730263B2 (en) |
| EP (1) | EP1133374B1 (en) |
| JP (1) | JP2002528644A (en) |
| AT (1) | ATE264153T1 (en) |
| AU (1) | AU1266800A (en) |
| CA (1) | CA2348429C (en) |
| DE (2) | DE19850326A1 (en) |
| ES (1) | ES2221459T3 (en) |
| WO (1) | WO2000025960A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004002714B3 (en) * | 2004-01-19 | 2005-05-19 | SCHWäBISCHE HüTTENWERKE GMBH | To produce sintered components, of light metal alloys, the powder is compressed into a green compact to be give a low temperature sintering followed by further compression and high temperature sintering |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1307199B1 (en) * | 1999-06-22 | 2001-10-29 | Mini Gears Spa | PROCESS FOR THE PRODUCTION OF TOOTHED WHEELS FROM SEMI-FINISHED PRODUCTS OBTAINED BY SINTERING METAL POWDERS |
| US6946012B1 (en) | 2000-05-18 | 2005-09-20 | Fleetguard, Inc. | Filter and forming system |
| DE10142805C2 (en) * | 2001-08-31 | 2003-10-16 | Gkn Sinter Metals Gmbh | One-piece joint body |
| DE10203283C5 (en) * | 2002-01-29 | 2009-07-16 | Gkn Sinter Metals Gmbh | Method for producing sintered components from a sinterable material and sintered component |
| FR2866254B1 (en) * | 2004-02-17 | 2006-06-09 | Fed Mogul Operations France Sa | PROCESS FOR MANUFACTURING SINTERED MECHANICAL PIECES |
| US7237730B2 (en) * | 2005-03-17 | 2007-07-03 | Pratt & Whitney Canada Corp. | Modular fuel nozzle and method of making |
| WO2008073952A2 (en) * | 2006-12-12 | 2008-06-19 | Gkn Sinter Metals, Llc | Powder metal forging and method and apparatus of manufacture |
| US8309019B2 (en) * | 2007-02-12 | 2012-11-13 | Gkn Sinter Metals, Llc | Powder metal forging and method and apparatus of manufacture |
| CN104625068A (en) * | 2007-04-04 | 2015-05-20 | Gkn烧结金属有限公司 | Powder metal forging and method and apparatus of manufacture |
| US8316541B2 (en) | 2007-06-29 | 2012-11-27 | Pratt & Whitney Canada Corp. | Combustor heat shield with integrated louver and method of manufacturing the same |
| AT507738B1 (en) | 2008-12-16 | 2011-03-15 | Miba Sinter Austria Gmbh | METHOD FOR STORING THE INTERNAL FORMING OF A POWDER METALLUALLY MANUFACTURED SHEET SUCTION FOR A MANUAL GEARBOX |
| AT509456B1 (en) * | 2010-08-31 | 2011-09-15 | Miba Sinter Austria Gmbh | SINTERED GEAR |
| US9249836B2 (en) | 2013-08-15 | 2016-02-02 | Means Industries, Inc. | Coupling assembly having reduced undesirable noise and contact stress caused by a transition between operating modes of the assembly |
| DE102014110903A1 (en) * | 2014-07-31 | 2016-02-04 | Hoerbiger Antriebstechnik Holding Gmbh | Method for producing a sliding sleeve ring |
| JP6751251B2 (en) * | 2015-10-15 | 2020-09-02 | セイコーエプソン株式会社 | Three-dimensional model manufacturing method and three-dimensional model manufacturing apparatus |
| CN209524062U (en) * | 2019-01-29 | 2019-10-22 | 浙江春风动力股份有限公司 | A kind of spline tooth, gear engaging mechanism and gearbox |
| US12076791B2 (en) * | 2019-04-24 | 2024-09-03 | Sumitomo Electric Industries, Ltd. | Method of making sintered body, and powder compact |
| CN114789250B (en) * | 2022-04-07 | 2024-04-09 | 中国航发北京航空材料研究院 | Preparation method of powder superalloy cylindrical spur gear component |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2540457A (en) * | 1945-12-05 | 1951-02-06 | Isthmian Metals Inc | Method of making metal articles and products |
| US2542912A (en) * | 1945-12-08 | 1951-02-20 | Ford Motor Co | Process and apparatus for coining sintered articles |
| US3665585A (en) * | 1970-12-04 | 1972-05-30 | Federal Mogul Corp | Composite heavy-duty mechanism element and method of making the same |
| CA1165514A (en) * | 1979-07-09 | 1984-04-17 | William J. Chmura | Thread forming of sintered porous metal shapes |
| JPS5893801A (en) * | 1981-11-30 | 1983-06-03 | Asahi Denka Kogyo Kk | Manufacture of sintered article of powder |
| JPS58181805A (en) * | 1982-04-15 | 1983-10-24 | Micro Filter Kk | Manufacture of dense seamless pipe |
| DE3325037C1 (en) * | 1983-07-11 | 1984-07-12 | Sintermetallwerk Krebsöge GmbH, 5608 Radevormwald | Sintered metal body provided with at least one toothing |
| JPS60141805A (en) * | 1983-12-28 | 1985-07-26 | Fujitsu Ltd | Production of sintered round shaft |
| JPS6439304A (en) * | 1987-08-05 | 1989-02-09 | Fujitsu Ltd | Production of iron-cobalt sintered alloy |
| DE3839800A1 (en) * | 1988-11-25 | 1990-05-31 | Sinterstahl Gmbh | METHOD AND DEVICE FOR FORMING TOOTHED FLANGES POWDER METALLICALLY PRODUCED CLUTCH BODY |
| US5009842A (en) * | 1990-06-08 | 1991-04-23 | Board Of Control Of Michigan Technological University | Method of making high strength articles from forged powder steel alloys |
| US5711187A (en) * | 1990-10-08 | 1998-01-27 | Formflo Ltd. | Gear wheels rolled from powder metal blanks and method of manufacture |
| GB2250227B (en) * | 1990-10-08 | 1994-06-08 | Formflo Ltd | Gear wheels rolled from powder metal blanks |
| US5215946A (en) * | 1991-08-05 | 1993-06-01 | Allied-Signal, Inc. | Preparation of powder articles having improved green strength |
| US5903815A (en) * | 1992-02-12 | 1999-05-11 | Icm/Krebsoge | Composite powdered metal component |
| DE4211319C2 (en) * | 1992-04-04 | 1995-06-08 | Plansee Metallwerk | Process for the production of sintered iron molded parts with a non-porous zone |
| US5390414A (en) * | 1993-04-06 | 1995-02-21 | Eaton Corporation | Gear making process |
| US5563107A (en) * | 1993-04-30 | 1996-10-08 | The Dow Chemical Company | Densified micrograin refractory metal or solid solution solution (mixed metal) carbide ceramics |
| US5659955A (en) * | 1994-01-21 | 1997-08-26 | Plamper; Gerhard | Method of making powder metal helical gears |
| US5762843A (en) * | 1994-12-23 | 1998-06-09 | Kennametal Inc. | Method of making composite cermet articles |
| JP3499370B2 (en) * | 1996-04-22 | 2004-02-23 | 株式会社日立ユニシアオートモティブ | Sintering cold forging method |
| JP3511553B2 (en) * | 1996-08-02 | 2004-03-29 | 日立粉末冶金株式会社 | Method for producing sintered oil-impregnated bearing |
| US6110419A (en) * | 1997-12-02 | 2000-08-29 | Stackpole Limited | Point contact densification |
| US6044555A (en) * | 1998-05-04 | 2000-04-04 | Keystone Powered Metal Company | Method for producing fully dense powdered metal helical gear |
-
1998
- 1998-11-02 DE DE19850326A patent/DE19850326A1/en not_active Ceased
-
1999
- 1999-10-28 CA CA002348429A patent/CA2348429C/en not_active Expired - Fee Related
- 1999-10-28 EP EP99955898A patent/EP1133374B1/en not_active Expired - Lifetime
- 1999-10-28 AU AU12668/00A patent/AU1266800A/en not_active Abandoned
- 1999-10-28 ES ES99955898T patent/ES2221459T3/en not_active Expired - Lifetime
- 1999-10-28 JP JP2000579386A patent/JP2002528644A/en active Pending
- 1999-10-28 WO PCT/EP1999/008189 patent/WO2000025960A1/en active IP Right Grant
- 1999-10-28 DE DE59909201T patent/DE59909201D1/en not_active Expired - Fee Related
- 1999-10-28 AT AT99955898T patent/ATE264153T1/en not_active IP Right Cessation
-
2001
- 2001-05-02 US US09/847,116 patent/US6730263B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102004002714B3 (en) * | 2004-01-19 | 2005-05-19 | SCHWäBISCHE HüTTENWERKE GMBH | To produce sintered components, of light metal alloys, the powder is compressed into a green compact to be give a low temperature sintering followed by further compression and high temperature sintering |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2221459T3 (en) | 2004-12-16 |
| JP2002528644A (en) | 2002-09-03 |
| ATE264153T1 (en) | 2004-04-15 |
| US6730263B2 (en) | 2004-05-04 |
| DE19850326A1 (en) | 2000-05-04 |
| CA2348429A1 (en) | 2000-05-11 |
| AU1266800A (en) | 2000-05-22 |
| DE59909201D1 (en) | 2004-05-19 |
| US20020090314A1 (en) | 2002-07-11 |
| CA2348429C (en) | 2009-07-28 |
| EP1133374A1 (en) | 2001-09-19 |
| WO2000025960A1 (en) | 2000-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1133374B1 (en) | Method for producing a sintered part with a subsequent shaping of the green compact | |
| EP2066468B2 (en) | Method and apparatus for compacting the surface of a sintered part | |
| DE60036608T2 (en) | METHOD AND DEVICE FOR COMPACTING METAL POWDER PREFORMS | |
| DE60007857T2 (en) | Method of compacting the wall of an opening of a metallic powder blank | |
| AT505947B1 (en) | COMPRESSION TOOL | |
| WO2011035862A1 (en) | Method for producing a green compact | |
| DE19752380A1 (en) | Method for producing a sintered shaped body, in particular a toothed belt or chain wheel | |
| DE2219856B2 (en) | Process for the production of sintered forged workpieces forged in one operation | |
| EP0846883A1 (en) | Synchro for gearbox and method of pointing the teeth of a sintered synchro part | |
| AT516779B1 (en) | Method for producing a crown on a sintered component | |
| DE19508952C2 (en) | Press device for producing a molded part and corresponding molded part | |
| DE3839800C2 (en) | ||
| AT521836B1 (en) | Process for pressing a green body | |
| DE2320336A1 (en) | DEVICE FOR CHANDELESS MANUFACTURING OF BEVEL GEARS FROM METAL BULK PARTS | |
| AT17771U1 (en) | TOOL AND METHOD FOR MAKING A HELICAL SECTOR GEAR AND RELATED HELICAL GEAR | |
| EP0826450B1 (en) | Process for forming to final size of a recess | |
| EP2440805B1 (en) | Calibration device and method of calibration | |
| AT507913B1 (en) | DEVICE FOR COMPRESSING AN SINTER COMPONENT | |
| DE102022110166A1 (en) | sliding sleeve | |
| EP2834029B1 (en) | Process for processing a functional part | |
| DE2659733C2 (en) | Process for the production of gears with a cylindrical rolling surface for running gears | |
| AT525262B1 (en) | Process for pressing a green body | |
| DE2544325A1 (en) | Copper commutator ring with complex inner and outer profile - made using press tools designed for very long life | |
| DE2236383B2 (en) | Method for producing sintered bodies with internal threads and a tool for carrying out the method | |
| DE102018217822B3 (en) | Method for producing at least one toothing on a component and tool for carrying out the method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010428 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: MK;RO;SI |
|
| 17Q | First examination report despatched |
Effective date: 20011004 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040414 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040414 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040414 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040414 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59909201 Country of ref document: DE Date of ref document: 20040519 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040714 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20040714 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20040812 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041028 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041031 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20041031 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20041124 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2221459 Country of ref document: ES Kind code of ref document: T3 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20050117 |
|
| BERE | Be: lapsed |
Owner name: *GKN SINTER METALS G.M.B.H. Effective date: 20041031 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| BERE | Be: lapsed |
Owner name: *GKN SINTER METALS G.M.B.H. Effective date: 20041031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040914 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20081029 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20081027 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20081027 Year of fee payment: 10 Ref country code: IT Payment date: 20081028 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20081021 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20081024 Year of fee payment: 10 |
|
| EUG | Se: european patent has lapsed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20100630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091102 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091028 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20110303 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091028 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091029 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110302 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20091029 |