EP1123777A1 - Vorrichtung zum Entschärfen von Munition durch Wasserstrahlschneiden mit niedrigem Druck - Google Patents
Vorrichtung zum Entschärfen von Munition durch Wasserstrahlschneiden mit niedrigem Druck Download PDFInfo
- Publication number
- EP1123777A1 EP1123777A1 EP01400324A EP01400324A EP1123777A1 EP 1123777 A1 EP1123777 A1 EP 1123777A1 EP 01400324 A EP01400324 A EP 01400324A EP 01400324 A EP01400324 A EP 01400324A EP 1123777 A1 EP1123777 A1 EP 1123777A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- water jet
- abrasive
- cutting device
- cutting
- circular cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005520 cutting process Methods 0.000 title claims abstract description 65
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 39
- 239000002360 explosive Substances 0.000 title description 6
- 239000000203 mixture Substances 0.000 claims description 10
- 238000002513 implantation Methods 0.000 claims 1
- 238000005553 drilling Methods 0.000 description 6
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 241001125831 Istiophoridae Species 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004880 explosion Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- VYQNWZOUAUKGHI-UHFFFAOYSA-N monobenzone Chemical compound C1=CC(O)=CC=C1OCC1=CC=CC=C1 VYQNWZOUAUKGHI-UHFFFAOYSA-N 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/04—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for treating only selected parts of a surface, e.g. for carving stone or glass
- B24C1/045—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for treating only selected parts of a surface, e.g. for carving stone or glass for cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C3/00—Abrasive blasting machines or devices; Plants
- B24C3/02—Abrasive blasting machines or devices; Plants characterised by the arrangement of the component assemblies with respect to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C3/00—Abrasive blasting machines or devices; Plants
- B24C3/02—Abrasive blasting machines or devices; Plants characterised by the arrangement of the component assemblies with respect to each other
- B24C3/04—Abrasive blasting machines or devices; Plants characterised by the arrangement of the component assemblies with respect to each other stationary
Definitions
- the technical sector of the present invention is that of circular cutting devices by abrasive water jet used for the neutralization of explosive devices, in particular improvised explosive devices or IEDs placed at inside a resistant enclosure.
- US Patent 5,759,086 which describes a device for cutting parts by abrasive jet.
- This device consists in particular of a cutting head, comprising at least two barrels, each emitting a jet.
- One of the barrels is movable with respect to the other, so that the axes of the barrels form an angle such that the jets converge at the same cutting point.
- the cutting head is intended to be mounted on a displacement rail.
- This device has the disadvantage of being able to allow cutting only in a straight line.
- the fact of doubling the impact of the jet on the same point can cause significant vibrations as well as heating of the workpiece, phenomena to be avoided when neutralizing explosive devices.
- the object of the present invention is to remedy the drawbacks mentioned above, by proposing a circular cutting device, intended to alleviate the phenomenon of residual attachment, in order to ensure a rapid cutting time.
- the present invention also aims to provide a circular cutting device, using a less abrasive jet pressure vis-à-vis existing devices, in order to overcome the vibration and heating phenomena encountered during cutting.
- Another goal is, finally, to set up a circular cutting device, overcoming the risks of obstruction of the pipes and wear of the head.
- the invention relates to a circular cutting device by abrasive water jet comprising a cutting head equipped with at least two barrels having parallel axes.
- These guns present the peculiarity of being mounted, each of them, at distances different from the axis of the cutting head, at a gun holder chamber, surmounted by a distribution.
- the distance gap in the location of barrels relative to the cutting head axis has a value less than or equal to the thickness of the cutting line caused by the abrasive water jet.
- Each barrel has a mixing chamber with nozzle and an arrival of abrasive.
- the distribution chamber is connected to a pressurized water supply. Preferably, this arrival will be fixed at a pressure lower than 200 bars.
- This is characterized by the fact that the distribution is surmounted by an actuated needle valve, preferably by pneumatic type control, hydraulic or electric.
- the whole system is animated of a rotational movement, preferably, using a gear motor.
- This circular cutting device developed with several guns, placed at distances from the cutting head axis, has the advantage of reducing the cutting cycle time and performing a total cutting, without residual attachment, with the maximum warranty.
- the circular cutting device by abrasive water jet has the advantage of being a device requiring a lower energy source than for the other devices.
- the principle of carrying out the abrasive mixing directly in the head also has the advantage of reducing the wear of the components, and of increasing their longevity, and gives greater efficiency in drilling and cutting.
- Another advantage lies in the use of a low pressure, less than or equal to 200 bars.
- the use of such a pressure eliminates the vibrations induced on the explosive device and also makes it possible to reduce the total thrust force to less than 1 daN on the whole of the treated device. The risks of movement and untimely explosion are thus minimized.
- the use of a low pressure also makes it possible to provide a lot of water and to avoid overheating due to cutting, as well as the phenomenon of sparking.
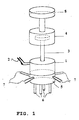
- FIG 1 is a presentation by the vertical axis of the circular cutting device by abrasive water jet.
- This device consists of a water distribution chamber (1) connected to a pressurized water inlet of less than 200 bar (2) and surmounted by a needle valve (3).
- This needle valve is actuated by a pneumatic, hydraulic or electric control (4).
- the water distribution chamber (1) is secured to a barrel holder chamber (5).
- This chamber assembles the barrels (6), each equipped with a mixing chamber with nozzle (9) and an abrasive inlet (7).
- the entire cutting device is rotated by a gear motor (8).
- Figure 2 is presented an overview of the system comprising the barrel (6), the mixing chamber with nozzle (9) and the arrival of abrasive (7), as well as the water (10) allowing the mounting on the gun holder chamber (5).
- the water supplied by the supply (2) is admitted into the distribution chamber (1) through an orifice released by the needle valve (3) actuated by the control system (4). This water arrives at a lower dynamic pressure or equal to 200 bars.
- the water flow is established in the mixing chambers (9) and by venturi effect the polymer or abrasive type additive coming on each mixing chamber by arrivals (7).
- This additive is sucked in and mixed with pressurized water from the chamber distribution (1).
- the water / additive mixture under pressure comes out through the barrels (6).
- the circular cutting operation can to start.
- the first step is to carry out a drilling hole. Once this hole has been made, the cut circular can start, by the rotation of the head of cut, controlled by the gear motor (8). To decrease the angle of rotation, and therefore the cutting time, the head presented in Figure 1 was equipped with four guns.
- this cutting head is the arrangement of these guns (6) on the gun holder chamber (5) to eliminate the phenomenon of residual attachment.
- the circular cutting begins with the drilling of a hole (11) through the treated body (12). As soon as the jet of the abrasive water mixture (13) crosses the wall, the rotary movement of the cutting head begins. This rotational movement associated with the obstacle of the wall causes a deflection of the jet. The cutting is therefore not done at right, but at an angle, as shown in Figure 3b.
- the four guns were placed two two at a different distance from the axis of the cutting head. This difference in distance has the maximum value the thickness of the cutting line caused by the water jet abrasive.
- This offset of two of the guns compared to the two others associated with an angle of rotation of the cutting head 100 degrees, allows for circular cutting such as shown in Figure 4.
- the abrasive water mixture jet does not pass through a initial drilling hole and the extension of the rotation of the cutting head at an angle greater than 90 degrees allows guarantee total cutting with removal of all attachments residual.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Earth Drilling (AREA)
- Nozzles (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0001626 | 2000-02-10 | ||
| FR0001626A FR2804895B1 (fr) | 2000-02-10 | 2000-02-10 | Dispositif de neutralisation d'engins explosifs par jet d'eau basse pression |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1123777A1 true EP1123777A1 (de) | 2001-08-16 |
| EP1123777B1 EP1123777B1 (de) | 2006-11-02 |
Family
ID=8846827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP01400324A Expired - Lifetime EP1123777B1 (de) | 2000-02-10 | 2001-02-09 | Vorrichtung zum Entschärfen von Munition durch Wasserstrahlschneiden mit niedrigem Druck |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1123777B1 (de) |
| AT (1) | ATE344119T1 (de) |
| DE (1) | DE60124159D1 (de) |
| FR (1) | FR2804895B1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007000522A2 (fr) * | 2005-05-10 | 2007-01-04 | Saint-Gobain Glass France | Decoupe par jets |
| CN108590691A (zh) * | 2018-05-31 | 2018-09-28 | 中国铁建重工集团有限公司 | 一种掘进机及其水射流喷头 |
| CN109454561A (zh) * | 2018-12-21 | 2019-03-12 | 兴化金孔雀实业发展有限公司 | 一种用于锌制品加工的去边料装置 |
| CN110281156A (zh) * | 2019-07-26 | 2019-09-27 | 南京大地水刀股份有限公司 | 一种超高压水和磨料同时旋转传送的旋转接头 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4128703A1 (de) * | 1991-08-29 | 1993-03-04 | Dietmar Dr Ing Rath | Verfahren und vorrichtung zum universellen entschaerfen von munition und sprengstoffen aller art und in allen bereichen |
| DE9415720U1 (de) * | 1994-09-29 | 1994-12-15 | Mak System Gmbh, 24159 Kiel | Vorrichtung zur Oberflächenbehandlung von Schweißnähten |
| US5759086A (en) * | 1994-11-04 | 1998-06-02 | Trumpf Gmbh & Co. | Method and machine tool for cutting workpieces |
| EP0967183A1 (de) * | 1998-06-25 | 1999-12-29 | Heraeus Quarzglas GmbH & Co. KG | Verfahren für die Bearbeitung eines Quarzglas-Bauteils |
-
2000
- 2000-02-10 FR FR0001626A patent/FR2804895B1/fr not_active Expired - Fee Related
-
2001
- 2001-02-09 EP EP01400324A patent/EP1123777B1/de not_active Expired - Lifetime
- 2001-02-09 DE DE60124159T patent/DE60124159D1/de not_active Expired - Lifetime
- 2001-02-09 AT AT01400324T patent/ATE344119T1/de not_active IP Right Cessation
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4128703A1 (de) * | 1991-08-29 | 1993-03-04 | Dietmar Dr Ing Rath | Verfahren und vorrichtung zum universellen entschaerfen von munition und sprengstoffen aller art und in allen bereichen |
| DE9415720U1 (de) * | 1994-09-29 | 1994-12-15 | Mak System Gmbh, 24159 Kiel | Vorrichtung zur Oberflächenbehandlung von Schweißnähten |
| US5759086A (en) * | 1994-11-04 | 1998-06-02 | Trumpf Gmbh & Co. | Method and machine tool for cutting workpieces |
| EP0967183A1 (de) * | 1998-06-25 | 1999-12-29 | Heraeus Quarzglas GmbH & Co. KG | Verfahren für die Bearbeitung eines Quarzglas-Bauteils |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007000522A2 (fr) * | 2005-05-10 | 2007-01-04 | Saint-Gobain Glass France | Decoupe par jets |
| WO2007000522A3 (fr) * | 2005-05-10 | 2007-04-26 | Saint Gobain | Decoupe par jets |
| CN108590691A (zh) * | 2018-05-31 | 2018-09-28 | 中国铁建重工集团有限公司 | 一种掘进机及其水射流喷头 |
| CN109454561A (zh) * | 2018-12-21 | 2019-03-12 | 兴化金孔雀实业发展有限公司 | 一种用于锌制品加工的去边料装置 |
| CN110281156A (zh) * | 2019-07-26 | 2019-09-27 | 南京大地水刀股份有限公司 | 一种超高压水和磨料同时旋转传送的旋转接头 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE60124159D1 (de) | 2006-12-14 |
| FR2804895A1 (fr) | 2001-08-17 |
| FR2804895B1 (fr) | 2002-08-02 |
| ATE344119T1 (de) | 2006-11-15 |
| EP1123777B1 (de) | 2006-11-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2751254A1 (fr) | Dispositif pour enlever les copeaux projetes par la tete d'usinage d'une machine outil | |
| AU2003280253A1 (en) | Ultrasonic waterjet apparatus | |
| JPS6239015B2 (de) | ||
| EP1123777A1 (de) | Vorrichtung zum Entschärfen von Munition durch Wasserstrahlschneiden mit niedrigem Druck | |
| EP0505285B1 (de) | Pistole zum Schneiden von Blechplättchen | |
| EP0370887B1 (de) | Rakentendüse mit ringförmiger Zusatzdüse | |
| EP1698850A1 (de) | Struktur eines elektrischen Panzermoduls | |
| EP1726498B1 (de) | Leuchtmittel mit einer mittels einer Scheibe geschlossenen und mit einer einziehbaren Waschvorrichtung für mehrere Scheibenzonen ausgerüsteten, optischen Anordnung | |
| FR2661115A1 (fr) | Dispositif de pulverisation centrifuge d'un produit de revetement, notamment pour application par projection electrostatique. | |
| EP0634887B1 (de) | Plasmabrenner für übertragenen Lichtbogen | |
| EP0893047B1 (de) | Verfahren und Vorrichtung zum Schneiden von Pflanzen | |
| EP0659523A1 (de) | Vorrichtung zum Sandstrahlen von Fläschen, die von einer geraden Sandstrahlkanalisation nicht zugänglich sind | |
| EP1883478A1 (de) | Düse mit einer wirbelkammer | |
| FR2754470A1 (fr) | Dispositif separateur d'huile notamment pour vehicules automobiles | |
| FR2539307A1 (fr) | Dispositif a debiter des liquides a incendie, notamment destine a des unites contre les incendies transportees par helicoptere | |
| FR2539651A1 (fr) | Dispositif de lavage par gicleur | |
| EP3993944B1 (de) | Method of manufacturing a spray wall | |
| EP2755800A1 (de) | Vorrichtung zum sprühen von trockeneis, insbesondere von gefrorenem kohlendioxid, und düse für diese vorrichtung | |
| CA2253676C (fr) | Procede et dispositif pour la coupe de la vegetation | |
| FR2902389A1 (fr) | Generateur de gaz pour le gonflage progressif d'un coussin de securite pour vehicule automobile | |
| FR2876599A1 (fr) | Dispositif pour creer un jet fluide orbital pur ou charge de particules notamment abrasives | |
| FR2722746A3 (fr) | Dispositif de nettoyage, notamment pour les projecteurs d'un vehicule automobile | |
| CN1128925C (zh) | 喷水发动机 | |
| EP1289715B1 (de) | Kompakter drucklufthammer | |
| FR2538035A1 (fr) | Dispositif pour la variation de la section transversale des tuyeres de poussee des moteurs a reaction pour missiles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20010312 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid |
Free format text: AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE TR |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20061102 Ref country code: AT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 60124159 Country of ref document: DE Date of ref document: 20061214 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070202 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070402 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 20061102 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20070803 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 |
|
| BERE | Be: lapsed |
Owner name: BOURGOGNE HYDRO Effective date: 20070228 Owner name: ETAT-FRANCAIS REPRESENTE PAR LE DELEGUE GENERAL P Effective date: 20070228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20070203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20061102 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: RN Effective date: 20121204 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: FC Effective date: 20121210 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120229 |
|
| PGRI | Patent reinstated in contracting state [announced from national office to epo] |
Ref country code: FR Effective date: 20121226 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CA Effective date: 20160414 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 17 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20180220 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |