EP1092846A2 - Hydrodynamically optimized catalytic body - Google Patents
Hydrodynamically optimized catalytic body Download PDFInfo
- Publication number
- EP1092846A2 EP1092846A2 EP00121383A EP00121383A EP1092846A2 EP 1092846 A2 EP1092846 A2 EP 1092846A2 EP 00121383 A EP00121383 A EP 00121383A EP 00121383 A EP00121383 A EP 00121383A EP 1092846 A2 EP1092846 A2 EP 1092846A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- catalytic
- shaped body
- body according
- molded body
- catalytic shaped
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
- F01N3/2807—Metal other than sintered metal
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2803—Construction of catalytic reactors characterised by structure, by material or by manufacturing of catalyst support
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N2470/00—Structure or shape of gas passages, pipes or tubes
- F01N2470/18—Structure or shape of gas passages, pipes or tubes the axis of inlet or outlet tubes being other than the longitudinal axis of apparatus
Definitions
- the invention relates to a catalytic molded body with an upstream and a downstream surface, as well as a peripheral surface.
- the exhaust gas is cleaned with the aid of a catalytic converter.
- the exhaust gas stream is passed through a catalytic molded body arranged in the exhaust gas line of the motor vehicle.
- a catalytic molded body usually has a multiplicity of channel-like structures which are arranged parallel to the axis of the catalytic shaped body.
- the customary catalytic moldings are either made from ceramic materials or from metal.
- the material can either itself be catalytically active or the walls of the channels can be coated with a catalytically active material, usually metals such as platinum, vanadium, cobalt, nickel, chromium etc.
- the catalytic molded body When installed, the catalytic molded body is arranged in a housing in the exhaust line of a motor vehicle. During operation, the exhaust gas flows against the end face of the catalytic molding. The total gas flow is divided into a large number of individual gas flows which are passed through the channel-like structures and reunite on the downstream surface of the catalytic shaped body. The exchange between the individual gas flows is restricted by the at least partially, in extreme cases completely gas-tight walls of the channels.
- the cross-sectional area of the catalytic shaped body is generally larger than that of the tube through which the exhaust gas stream coming from the engine is fed to the catalytic converter. The cross section of the exhaust gas flow at the entrance is drastically expanded by the housing in which the catalytic molded body is installed and reduced again at the exit.
- Paper # 98 04 24 describes that the flow against a molded body by the extension of the Inlet funnel and drain funnel can be improved.
- this is disadvantageous because the geometric length of the honeycomb body Catalytic converter housing extended and tolerable limits are quickly exceeded.
- No. 3,964,875 describes a catalyst system for cleaning car exhaust gases a housing and a catalytic molded body arranged therein.
- a deflector in the form of an impeller at the entrance to the housing arranged, through which the incoming exhaust gas gets a swirl and radially outwards is distributed. This is intended to provide a more even flow to the face of the catalytic shaped body can be achieved.
- the shaped body should be designed so that the flow resistance of the individual channel-like structures to be flowed through varies radially. This will the flow resistance in the direction of the lateral pressure drop is reduced, so that over the entire cross section of the molded body a uniform flow rate is achieved.
- DE 43 39 447 A1 proposes changing the channel density Flow resistance to vary.
- This is a curved honeycomb body proposed that has a number of through openings that pass through this extend along a direction in which the honeycomb body is curved.
- the distances between the inner partitions that define the through openings are on a radially outer side of a curved section is set larger than on a radially inner side thereof.
- This means that the cross section of the radially outer through openings is smaller than the cross section in the radial Direction through openings. So the flow resistance, the passage openings on the outside in the radial direction with fewer Cross-sectional area larger than that of the radially inner through openings larger cross-sectional area.
- the same effect can be achieved by varying the channel length. This happens preferably in that the shaped body along its axis a larger Has expansion than in the longitudinal direction along its circumferential surface.
- DE 22 01 881 describes a one-piece support body through channels for catalysts described, the support body conical or at least on one side lying in the flow path of the gas is pyramid-shaped. This conical or pyramidal section of the Carrier body is preferably arranged on the upstream side.
- a comparable route is followed with the teaching of DE 24 28 964.
- the catalytic molded body is for Longitudinal axis longer than in the edge areas, so that in the area of the larger Flow energy by correspondingly increasing the length of the application flow in the Flow center a greater flow resistance and thus a more uniform Flow can be achieved over the entire cross-section of the application.
- EP 0 818 613 also teaches a catalyst device for cleaning exhaust gases.
- This consists of a tubular housing that is located at both ends Tapered in the shape of a truncated cone.
- a catalytic molded body is provided in the housing, wherein the end face against which the exhaust gas flows has a convex curvature. Together with the frustoconical section of the housing, this is said to be a more uniform distribution of the flow velocity across the cross section can be achieved.
- DE 197 49 379 describes a catalyst carrier body which is a has improved heat radiation behavior from the individual layers of the matrix.
- the catalyst carrier body on the outflow side Has a head start.
- the projection can be shaped differently. It will proposed to design the projection conical or frustoconical or that the projecting shape by an essentially inward from the perimeter of the matrix extending, at least partially convex curvature is formed. Through the protruding shape increases the area that is used for heat radiation and thus for Heat transfer to the exhaust gas flowing off is available.
- the object of the invention is therefore to provide a catalytic shaped body, which enables a better homogenization of the inflow.
- This task is accomplished by a catalytic molded body with an upstream and a downstream surface solved in that the upstream surface as a lateral surface a conical or frustoconical projection is formed, the outer surface has a concave curvature at least in sections.
- the upstream surface is designed as a lateral surface of a conical or frustoconical projection, wherein the lateral surface has a concave curvature at least in sections, a compared to the designs known from the prior art on the upstream surface, much more homogeneous flow distribution can be achieved. Due to its uniform flow, the catalytic according to the invention shows Moldings have a better effectiveness and a longer shelf life because no or at least a significantly lower early deactivation of the catalyst in particular heavily used areas.
- the concave curvature of the upstream surface extends from the circumference of the catalytic shaped body towards the axis lying in the flow direction.
- the lead ideally ends in a tip. However, because of the high mechanical loads in this area occur, the tip can also be cut.
- the lead then gets one frustoconical shape.
- the truncated cone can be rounded on the upstream side. This will achieved when the lateral surface has a convex curvature in sections.
- the curved end face can be designed that it is when looking at a longitudinal section through the catalytic shaped body composed of linear sections, with two adjacent linear sections each form an angle with each other.
- the Enveloping the lateral surface has a concave curvature. Particularly good results in the homogeneity distribution of the flow, however, are obtained if the Curvature of the upstream surface is smooth.
- the face on the inflow side with the inventive one To design curvature.
- the downstream surface of the catalytic shaped body be planar. This can save costs can be achieved in the production of the catalytic shaped body.
- the catalytic shaped body is designed in such a way that the Catalytic shaped body is designed as a monolith.
- the catalytic molded body can be constructed from a catalytically active material. This is possible, for example, by designing it as a metal catalyst.
- the catalytic shaped body is parallel to Longitudinal axis of the catalytic shaped channels running through, the Walls are preferably coated with a catalytically active material.
- a housing for receiving the catalytic Shaped body is provided with a tubular section at the ends conical sections are formed.
- the frustoconical sections represent the Transition between the exhaust pipe coming from the engine, which has a low Has diameter, to the tubular section of the catalyst housing.
- the slope of the truncated cone can be the flow profile over the cross section of the influence the catalytic molding.
- the conical sections can on the upstream or downstream side of the catalyst housing different Have slopes.
- the catalytic shaped body according to the invention is particularly suitable for cleaning Material flows, especially exhaust gas flows from internal combustion engines.
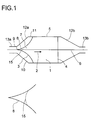
- FIG. 1 shows a longitudinal section through a catalytic shaped body 1 according to the invention.
- Exhaust gas flows through the catalytic shaped body 1 in the direction of arrow 2. It has an upstream surface 3, a downstream surface 4 and one Circumferential surface 5.
- the catalytic molded body can be (not shown) Channels that run in the direction of the longitudinal axis 6 of the molded body 1.
- the upstream surface 3 of the catalytic shaped body 1 is curved, the line which is in longitudinal section between the axis 6 of the molded body and the Circumferential surface 5 extends, has a concave curvature.
- the catalytic molded body 1 therefore forms a cone 7 on the inflow side, the lateral surface 8 of which is concave Has curvature.
- the cone 7 runs into a tip 9 out. This is subject to high mechanical loads during the operation of the catalytic converter. It is therefore also possible to design the cone 7 as a truncated cone or the tip 9 round off to achieve increased mechanical stability.
- This embodiment is represented by the dashed line 15.
- the downstream surface 4 of the In the illustrated embodiment, the catalytic shaped body is designed to be planar.
- the catalytic molded body can be made of a ceramic material, or also be designed as a metal catalyst.
- the catalytic molded body 1 is in a housing 10, for example made of stainless steel exists, built.
- the housing 10 comprises a tubular portion 11, the Inner diameter is the maximum outer diameter of the catalytic shaped body 1 corresponds, so that the inflowing exhaust gas forcibly the catalytic molded body 1 must flow through.
- At the two ends of the tubular section 11 close each conical sections 12a, 12b.
- the conical sections 12a, 12b Through these conical sections 12a, 12b, the diameter of the infeed or outfeed is widened or reduced Exhaust pipes 13a, 13b on the diameter of the catalytic shaped body 1.
- the slope The amount of the conical section on the upstream side is chosen to be greater than on the downstream side.
- the installation of the catalytic molded body 1 in the housing 10 takes place in such a way that the cone 7 of the catalytic shaped body 1 in the protrudes conical section 12a of the housing 10.
- FIG. 2 shows longitudinal sections through different catalytic shaped bodies 1, which are each installed in a housing 10. For the sake of simplicity, only those are shown upper halves of the catalyst device.
- the representation is schematic and does not correspond to a real version in scale.
- the four catalytic shaped bodies shown each have a circular shape Cross section on. They differ in the design of the upstream or downstream face.
- the catalytic moldings correspond to Representations 2a to c embodiments from the prior art.
- Figure 2d shows one Embodiment of the catalytic shaped body according to the invention.
- Figure 2e shows one special embodiment of the lateral surface of the catalytic according to the invention Molded body.
- Figure 2 a shows a catalytic molded body, the end faces both on the The upstream side is planar as on the downstream side.
- Figure 2b shows one Catalytic molded body, the upstream surface of which is conical, wherein the lateral surface of the cone has no curvature.
- the downstream face is executed planar.
- Figure 2c shows a catalytic molded body in which both on the upstream side and on the downstream side as a jacket of a cone.
- the lateral surface has no curvature.
- Figure 2d corresponds to one Embodiment of the catalytic shaped body according to the invention.
- the end face is designed as a lateral surface of a cone, the Lateral surface has a concave curvature in the direction of the longitudinal axis of the catalytic Has molded body.
- a monolithic honeycomb shaped body made of copper spinel active material was installed in each case.
- the shaped bodies produced corresponded in their longitudinal section to the representations in FIGS. 2a to d.
- the maximum diameter of the monoliths was in each case 13.2 cm, and the longitudinal extent in the embodiment according to FIG. 2a was 15.2 cm.
- the longitudinal extent in the section with constant diameter corresponded to the embodiment according to FIG. 2a.
- All four monoliths a to d were crossed by the same number of square longitudinal channels of the same lateral dimensions (400 cpsi; 7.2 mil). The monoliths were each installed in the same housing and measured in a test apparatus.
- a gas stream was applied to the monolith to be tested in such a way that a gas load of 90,000 h -1 resulted. Atmospheric air was used as the test gas.
- the temperature of the gas stream was 450 ° C, which corresponds to a value characteristic for exhaust gas temperatures.
- the flow velocities were measured on the outflow side.
- the measurement results are shown in FIG. 3.
- the normalized tube speed (y) is plotted against the radius (x).
- Figure 2e schematically shows an embodiment of the upstream end face, as it is e.g. occurs with wound catalysts.
- the individual windings on the upstream end face each formed stages 16.
- Levels 16 are like this shaped that the envelope, the longitudinal section through the dashed line 17th is shown, has a concave curvature.
- Figure 4 shows schematically cross sections through different housing shapes for catalytic moldings.
- the longitudinal axis 14 of the falls supplying exhaust pipe together with the longitudinal axis 6 of the catalytic molded body.
- the surface on the inflow side is a shell surface symmetrical cone or truncated cone.
- the longitudinal axis 14 falls of the supplying exhaust pipe not with the longitudinal axis 6 of the catalytic molded body together.
- the surface on the inflow side is a shell surface asymmetrical cone or truncated cone according to the teaching of the invention to execute.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Exhaust Gas After Treatment (AREA)
- Catalysts (AREA)
- Exhaust Gas Treatment By Means Of Catalyst (AREA)
- Organic Low-Molecular-Weight Compounds And Preparation Thereof (AREA)
Abstract
Description
Die Erfindung betrifft einen katalytischen Formkörper mit einer anströmseitigen und einer abströmseitigen Fläche, sowie eine Umfangsfläche.The invention relates to a catalytic molded body with an upstream and a downstream surface, as well as a peripheral surface.
Um gesetzlichen Vorschriften zu genügen, die eine weitgehende Befreiung der
Abgasströme von Kraftfahrzeugen von umweltschädlichen Substanzen, wie Stickoxiden
oder aromatischen Kohlenwasserstoffen fordern, wird eine Reinigung des Abgases mit
Hilfe eines Katalysators vorgenommen. Dabei wird der Abgasstrom durch einen im
Abgasstrang des Kraftfahrzeugs angeordneten katalytischen Formkörper geleitet. Ein
solcher Formkörper weist üblicherweise eine Vielzahl von kanalartigen Strukturen auf, die
parallel zur Achse des katalytischen Formkörpers angeordnet sind. Die gebräuchlichen
katalytischen Formkörper sind entweder aus keramischen Werkstoffen oder aus Metall
aufgebaut. Das Material kann dabei entweder selbst katalytisch aktiv sein oder die
Wandungen der Kanäle können mit einem katalytisch aktiven Material, meist Metallen,
wie Platin, Vanadium, Kobalt, Nickel, Chrom etc. beschichtet sein. Der katalytische
Formkörper ist im eingebauten Zustand in einem Gehäuse im Abgasstrang eines
Kraftfahrzeugs angeordnet. Während des Betriebs wird der katalytische Formkörper an
einer Stirnfläche vom Abgas angeströmt. Dabei teilt sich der Gesamtgasstrom in eine
Vielzahl einzelner Gasströme auf, die durch die kanalartigen Strukturen geleitet werden
und sich an der abströmseitigen Fläche des katalytischen Formkörpers wieder vereinigen.
Der Austausch zwischen den einzelnen Gasströmen ist durch die mindestens teilweise, in
Extremfällen vollständig gasdichten Wände der Kanäle eingeschränkt.
Die Querschnittsfläche des katalytischen Formkörpers ist im Allgemeinen größer als die
des Rohres, durch das der Abgasstrom vom Motor kommend dem Katalysator zugeführt
wird. Durch das Gehäuse, in dem der katalytische Formkörper eingebaut ist, wird der
Querschnitt des Abgasstromes am Eingang drastisch aufgeweitet und am Ausgang wieder
reduziert. Hierdurch kommt es zu einem lateralen Druckgradienten an der anströmseitigen
Stirnfläche des Formkörpers, der in der Größenordnung des Druckverlustes über dem
Formkörper liegt und dadurch zu einer radialen Verteilung der Gasgeschwindigkeiten in
den kanalartigen Strukturen. Es stellen sich also in den unabhängig durchströmten
kanalartigen Strukturen unterschiedliche Strömungsgeschwindigkeit und damit
unterschiedliche hydrodynamische Verweilzeiten ein. In der Mitte einer keramischen
Wabe in einem Abgaskatalysator für ein Automobil herrschen normalerweise hohe
Strömungsgeschwindigkeiten, am Rand strömt das Gas dagegen nur langsam durch die
Wabe. Diese ungleichmäßige Verteilung bewirkt Einbußen der Wirksamkeit des
Formkörpers bei der katalytischen Reinigung des Abgasstromes. Um eine bessere
Reinigungswirkung zu erhalten, ist daher eine gleichmäßigere Anströmung des
Formkörpers erwünscht. Um diese Schwierigkeit zu überwinden, sind verschiedene
Lösungsvorschläge beschrieben worden.In order to comply with legal regulations which require the exhaust gas flows from motor vehicles to be largely freed from environmentally harmful substances, such as nitrogen oxides or aromatic hydrocarbons, the exhaust gas is cleaned with the aid of a catalytic converter. The exhaust gas stream is passed through a catalytic molded body arranged in the exhaust gas line of the motor vehicle. Such a shaped body usually has a multiplicity of channel-like structures which are arranged parallel to the axis of the catalytic shaped body. The customary catalytic moldings are either made from ceramic materials or from metal. The material can either itself be catalytically active or the walls of the channels can be coated with a catalytically active material, usually metals such as platinum, vanadium, cobalt, nickel, chromium etc. When installed, the catalytic molded body is arranged in a housing in the exhaust line of a motor vehicle. During operation, the exhaust gas flows against the end face of the catalytic molding. The total gas flow is divided into a large number of individual gas flows which are passed through the channel-like structures and reunite on the downstream surface of the catalytic shaped body. The exchange between the individual gas flows is restricted by the at least partially, in extreme cases completely gas-tight walls of the channels.
The cross-sectional area of the catalytic shaped body is generally larger than that of the tube through which the exhaust gas stream coming from the engine is fed to the catalytic converter. The cross section of the exhaust gas flow at the entrance is drastically expanded by the housing in which the catalytic molded body is installed and reduced again at the exit. This results in a lateral pressure gradient on the upstream end face of the molded body, which lies in the order of magnitude of the pressure loss over the molded body, and thereby in a radial distribution of the gas velocities in the channel-like structures. Different flow velocities and thus different hydrodynamic dwell times occur in the channel-like structures through which flow occurs independently. In the middle of a ceramic honeycomb in an exhaust gas catalytic converter for an automobile, there are usually high flow velocities, on the other hand the gas flows through the honeycomb only slowly. This uneven distribution causes the effectiveness of the shaped body to be reduced in the catalytic purification of the exhaust gas stream. In order to obtain a better cleaning effect, a more uniform flow against the molded body is therefore desirable. Various solutions have been described to overcome this difficulty.
In T. Hauber, P. Zacke, J. Braun, D. Ueberschär, Soc. Automot. Eng. Paper # 98 04 24 wird beschrieben, daß sich die Anströmung eines Formkörpers durch die Verlängerung des Zulauftrichters und des Ablauftrichters verbessern läßt. Für die technische Nutzung des Wabenkörpers ist dies jedoch nachteilhaft, da sich dadurch die geometrische Länge des Katalysatorgehäuses verlängert und tolerable Grenzen rasch überschritten werden.In T. Hauber, P. Zacke, J. Braun, D. Ueberschär, Soc. Automot. Closely. Paper # 98 04 24 describes that the flow against a molded body by the extension of the Inlet funnel and drain funnel can be improved. For the technical use of the However, this is disadvantageous because the geometric length of the honeycomb body Catalytic converter housing extended and tolerable limits are quickly exceeded.
Als Alternative wurde zur Optimierung der Anströmung des Formkörpers vorgeschlagen, zusätzliche technische Vorrichtungen in dem Zuströmtrichter einzubauen, die durch Zwangskräfte den Gasstrom umlenken und dadurch die Anströmung des Wabenkörpers vergleichmäßigen.As an alternative, it was proposed to optimize the flow against the molded body, to install additional technical devices in the inflow funnel, which by Forces deflect the gas flow and thereby the flow to the honeycomb body even.
So wird in der DE 36 27 637 A1 ein Katalysatorauspufftopf beschrieben, mit einem Auspufftopfgehäuse und einem darin angeordneten Katalysator. Vor der Anströmseite des Katalysators ist eine Mehrzahl von Abgasverteilerplatten angeordnet, die das durch einen Einlaß in das Auspufftopfgehäuse eingeströmte Abgas gleichmäßig in die Abgasdurchgänge des Katalysators verteilt.DE 36 27 637 A1 describes a catalyst muffler with a Muffler housing and a catalytic converter arranged in it. Before the upstream side of the A plurality of exhaust manifold plates is arranged through the catalyst Exhaust gas flowing into the muffler housing evenly into the Exhaust gas passages of the catalyst distributed.
In der US 3,964,875 wird ein Katalysatorsystem zur Reinigung von Autoabgasen mit einem Gehäuse und einem darin angeordneten katalytischen Formkörper beschrieben. Auf der Anströmseite ist am Eingang des Gehäuses ein Deflektor in Form eines Flügelrades angeordnet, durch das das einströmende Abgas einen Drall erhält und radial nach außen verteilt wird. Dadurch soll eine gleichmäßigere Anströmung der Stirnseite des katalytischen Formkörpers erreicht werden.No. 3,964,875 describes a catalyst system for cleaning car exhaust gases a housing and a catalytic molded body arranged therein. On the upstream side is a deflector in the form of an impeller at the entrance to the housing arranged, through which the incoming exhaust gas gets a swirl and radially outwards is distributed. This is intended to provide a more even flow to the face of the catalytic shaped body can be achieved.
Nachteil derartiger zusätzlicher Einbauten ist jedoch die erhöhte Wärmekapazität des Katalysatorsystems. Durch die Aufheizung der Einbauten wird dem Abgasstrom zusätzlich Wärme entzogen, die für die Aufheizung des katalytischen Formkörpers auf Temperaturen katalytischer Aktivitäten benötigt wird. Dies senkt die Reinigungskapazität derartiger Katalysatorsysteme in der Aufwärmphase drastisch.However, the disadvantage of such additional internals is the increased heat capacity of the Catalyst system. By heating the internals, the exhaust gas flow is additional Extracted heat required for heating the catalytic molded body to temperatures catalytic activity is needed. This lowers the cleaning capacity of such Catalyst systems in the warm-up phase drastically.
Ein weiterer Nachteil dieser Einbauten liegt in ihrer geringen mechanischen Stabilität. Die Einbauten sind im Abgasstrang eines Fahrzeugs durch Schallwellen starken Deformationskräften ausgesetzt und daher anfällig gegen mechanische Beschädigung. Derartige Beschädigungen wirken sich nachteilig auf die Lebensdauer der Katalysatoren selbst, des Motors und seiner Bestandteile aus.Another disadvantage of these internals is their low mechanical stability. The Internals are strong in the exhaust system of a vehicle due to sound waves Deformed and therefore susceptible to mechanical damage. Such damage adversely affects the life of the catalysts itself, the engine and its components.
Als weitere Möglichkeit wurde vorgeschlagen, die Form des Formkörpers selbst zu modifizieren. Dabei soll der Formkörper so gestaltet sein, daß der Strömungswiderstand der einzelnen zu durchströmenden kanalartigen Strukturen radial variiert. Dadurch wird der Strömungswiderstand in Richtung des lateralen Druckverlustes verringert, so daß über den gesamten Querschnitt des Formkörpers eine gleichmäßige Strömungsgeschwindigkeit erzielt wird.As a further possibility, it was proposed to shape the molded body itself modify. The shaped body should be designed so that the flow resistance of the individual channel-like structures to be flowed through varies radially. This will the flow resistance in the direction of the lateral pressure drop is reduced, so that over the entire cross section of the molded body a uniform flow rate is achieved.
In der DE 43 39 447 A1 wird vorgeschlagen, durch Veränderung der Kanaldichte den Strömungswiderstand zu variieren. Dazu wird ein gekrümmter Wabenkörper vorgeschlagen, der eine Anzahl an Durchgangsöffnungen aufweist, die sich durch diesen längs einer Richtung, in der der Wabenkörper gekrümmt ist, erstrecken. Die Abstände zwischen den inneren Trennwänden, die die Durchgangsöffnungen definieren, sind auf einer radial außenliegenden Seite eines gekrümmten Abschnittes größer festgelegt als auf einer radial innenliegenden Seite davon. Dadurch ergibt sich, daß der Querschnitt der radial außenliegenden Durchgangsöffnungen geringer ist als der Querschnitt der in radialer Richtung innenliegenden Durchgangsöffnungen. Dadurch ist der Strömungswiderstand, der in radialer Richtung außenliegenden Durchtrittsöffnungen mit geringerer Querschnittsfläche größer als der der radial innenliegenden Durchgangsöffnungen mit größerer Querschnittsfläche.DE 43 39 447 A1 proposes changing the channel density Flow resistance to vary. This is a curved honeycomb body proposed that has a number of through openings that pass through this extend along a direction in which the honeycomb body is curved. The distances between the inner partitions that define the through openings are on a radially outer side of a curved section is set larger than on a radially inner side thereof. This means that the cross section of the radially outer through openings is smaller than the cross section in the radial Direction through openings. So the flow resistance, the passage openings on the outside in the radial direction with fewer Cross-sectional area larger than that of the radially inner through openings larger cross-sectional area.
Dieselbe Wirkung kann durch eine Variation der Kanallänge erreicht werden. Dies geschieht vorzugsweise dadurch, daß der Formkörper entlang seiner Achse eine größere Ausdehnung aufweist als in Längsrichtung entlang seiner Umfangsfläche.The same effect can be achieved by varying the channel length. This happens preferably in that the shaped body along its axis a larger Has expansion than in the longitudinal direction along its circumferential surface.
In der DE 22 01 881 wird ein aus einem Stück bestehender Trägerkörper mit durchgehenden Kanälen für Katalysatoren beschrieben, wobei der Trägerkörper mindestens an einer in der Strömungsbahn des Gases liegenden Seite konusartig oder pyramidenförmig ausgebildet ist. Dieser konusartige oder pyramidenförmige Abschnitt des Trägerkörpers ist vorzugsweise auf der Anströmseite angeordnet.DE 22 01 881 describes a one-piece support body through channels for catalysts described, the support body conical or at least on one side lying in the flow path of the gas is pyramid-shaped. This conical or pyramidal section of the Carrier body is preferably arranged on the upstream side.
Ein vergleichbarer Weg wird mit der Lehre der DE 24 28 964 beschritten. Dort wird ein Katalysatorsystem beschrieben mit einem Gehäuse und einem darin angeordneten längs durchströmbaren katalytischen Formkörper. Der katalytische Formkörper ist zur Längsachse hin länger als in den Randbereichen, so daß im Bereich der größeren Strömungsenergie durch entsprechende Vergrößerung der Einsatzdurchstromlänge in der Strömungsmitte ein größerer Strömungswiderstand und damit eine gleichmäßigere Durchströmung über den ganzen Einsatzquerschnitt erreichbar ist.A comparable route is followed with the teaching of DE 24 28 964. There will be a Catalytic converter system described with a housing and a longitudinally arranged therein flowable catalytic shaped body. The catalytic molded body is for Longitudinal axis longer than in the edge areas, so that in the area of the larger Flow energy by correspondingly increasing the length of the application flow in the Flow center a greater flow resistance and thus a more uniform Flow can be achieved over the entire cross-section of the application.
Die EP 0 818 613 lehrt ebenfalls eine Katalysatorvorrichtung zum Reinigen von Abgasen.
Diese besteht aus einem rohrförmigen Gehäuse, das sich an seinen beiden Enden
kegelstumpfförmig verjüngt. Im Gehäuse ist ein katalytischer Formkörper vorgesehen,
wobei die vom Abgas angeströmte Stirnfläche eine konvexe Krümmung aufweist.
Zusammen mit dem kegelstumpfartigen Abschnitt des Gehäuses soll damit eine
gleichmäßigere Verteilung der Strömungsgeschwindigkeit über den Querschnitt hinweg
erreicht werden.
In der DE 197 49 379 wird ein Katalysator-Trägerkörper beschrieben, welcher ein verbessertes Wärmeabstrahlungsverhalten von den einzelnen Lagen der Matrix aufweist. Dazu ist vorgesehen, daß der Katalysator-Trägerkörper auf der Abströmseite einen Vorsprung aufweist. Der Vorsprung kann verschieden geformt sein. Es wird vorgeschlagen, den Vorsprung kegelig oder kegelstumpfförmig auszugestalten oder daß die vorspringende Form durch eine im wesentlichen vom Umfang der Matrix nach innen verlaufende, zumindest abschnittsweise konvexe Krümmung gebildet ist. Durch die vorspringende Form wird die Fläche vergrößert, die zur Wärmeabstrahlung und damit zur Wärmeübertragung auf das abströmende Abgas zur Verfügung steht.DE 197 49 379 describes a catalyst carrier body which is a has improved heat radiation behavior from the individual layers of the matrix. For this purpose, it is provided that the catalyst carrier body on the outflow side Has a head start. The projection can be shaped differently. It will proposed to design the projection conical or frustoconical or that the projecting shape by an essentially inward from the perimeter of the matrix extending, at least partially convex curvature is formed. Through the protruding shape increases the area that is used for heat radiation and thus for Heat transfer to the exhaust gas flowing off is available.
Obwohl mit den aus dem Stand der Technik bekannten Ausgestaltungen der anströmseitigen Stirnfläche des katalytischen Formköpers ein merklich gleichmäßigeres Strömungsprofil über den Querschnitt hinweg erreicht werden kann, läßt sich doch keine homogene Geschwindigkeitsverteilung verwirklichen. Although with the designs known from the prior art upstream end face of the catalytic molded body a noticeably more uniform Flow profile can be achieved across the cross section, but none can Realize homogeneous speed distribution.
Aufgabe der Erfindung ist daher, einen katalytischen Formkörper zur Verfügung zu stellen, der eine bessere Homogenisierung der Anströmung ermöglicht.The object of the invention is therefore to provide a catalytic shaped body, which enables a better homogenization of the inflow.
Diese Aufgabe wird durch einen katalytischen Formkörper mit einer anströmseitigen und einer abströmseitigen Fläche dadurch gelöst, daß die antrömseitige Fläche als Mantelfläche eines kegel- oder kegelstumpfartigen Vorsprungs ausgebildet ist, wobei die Mantelfläche zumindest abschnittsweise eine konkave Krümmung aufweist.This task is accomplished by a catalytic molded body with an upstream and a downstream surface solved in that the upstream surface as a lateral surface a conical or frustoconical projection is formed, the outer surface has a concave curvature at least in sections.
Indem die anströmseitige Fläche in der Weise gestaltet wird, daß die anstromseitige Fläche als Mantelfläche eines kegel- oder kegelstumpfartigen Vorsprungs ausgebildet ist, wobei die Mantelfläche zumindest abschnittsweise eine konkave Krümmung aufweist, kann eine im Vergleich zu den aus dem Stand der Technik bekannten Gestaltungen der anströmseitigen Fläche wesentlich homogenere Strömungsverteilung erreicht werden. Durch seine gleichmäßige Durchströmung zeigt der erfindungsgemäße katalytische Formkörper eine bessere Wirksamkeit sowie eine längere Haltbarkeit, da keine bzw. zumindest eine deutlich geringere vorzeitige Deaktivierung des Katalysators in besonders stark belasteten Bereichen auftritt.By designing the upstream surface in such a way that the upstream surface is designed as a lateral surface of a conical or frustoconical projection, wherein the lateral surface has a concave curvature at least in sections, a compared to the designs known from the prior art on the upstream surface, much more homogeneous flow distribution can be achieved. Due to its uniform flow, the catalytic according to the invention shows Moldings have a better effectiveness and a longer shelf life because no or at least a significantly lower early deactivation of the catalyst in particular heavily used areas.
Die konkave Krümmung der anströmseitigen Fläche verläuft vom Umfang des katalytischen Formkörpers zur in Durchströmrichtung liegenden Achse hin. Der Vorsprung läuft ideal in eine Spitze aus. Da in diesem Bereich jedoch hohe mechanische Belastungen auftreten, kann die Spitze auch gekappt sein. Der Vorsprung erhält dann eine kegelstumpfartige Form. Der Kegelstumpf kann anströmseitig abgerundet sein. Dies wird erreicht, wenn die Mantelfläche abschnittsweise eine konvexe Krümmung aufweist.The concave curvature of the upstream surface extends from the circumference of the catalytic shaped body towards the axis lying in the flow direction. The lead ideally ends in a tip. However, because of the high mechanical loads in this area occur, the tip can also be cut. The lead then gets one frustoconical shape. The truncated cone can be rounded on the upstream side. this will achieved when the lateral surface has a convex curvature in sections.
Aus produktionstechnischen Gründen kann die gekrümmte Stirnfläche so gestaltet werden, das es sich bei Betrachtung eines Längsschnittes durch den katalytischen Formkörper aus linearen Abschnitten zusammensetzt, wobei zwei benachbarte lineare Abschnitte jeweils einen Winkel miteinander einschließen. Ebenso kann die anströmseitige Fläche bei gewickelten katalytischen Formkörpern gestuft sein. In diesem Fall weist dann die Umhüllende der Mantelfläche eine konkave Krümmung auf. Besonders gute Ergebnisse bei der Homogenitätsverteilung der Strömung werden jedoch erhalten, wenn die Krümmung der anströmseitigen Fläche glatt ist.For production reasons, the curved end face can be designed that it is when looking at a longitudinal section through the catalytic shaped body composed of linear sections, with two adjacent linear sections each form an angle with each other. Likewise, the surface on the inflow side wound catalytic shaped bodies. In this case, the Enveloping the lateral surface has a concave curvature. Particularly good results in the homogeneity distribution of the flow, however, are obtained if the Curvature of the upstream surface is smooth.
Im allgemeinen reicht es aus, die anströmsseitige Stirnfläche mit der erfindungsgemäßen Krümmung auszugestalten. In diesem Fall kann die abströmseitige Fläche des katalytischen Formkörpers planar ausgebildet sein. Dadurch können Kosteneinsparungen bei der Herstellung des katalytischen Formkörpers erreicht werden.In general, it is sufficient to have the face on the inflow side with the inventive one To design curvature. In this case, the downstream surface of the catalytic shaped body be planar. This can save costs can be achieved in the production of the catalytic shaped body.
Es ist jedoch auch möglich, die abströmsseitige Fläche des katalytischen Formkörpers gekrümmt auszubilden. Dadurch kann eine noch feinere Abstimmung des Homogenitätsprofils über den Querschnitt des katalytischen Formkörpers erreicht werden.However, it is also possible for the outflow-side surface of the catalytic shaped body trained curved. This allows an even finer tuning of the Homogeneity profile can be achieved over the cross section of the catalytic molded body.
Im allgemeinen wird der katalytische Formkörper in der Weise gestaltet, daß der katalytische Formkörper als Monolith ausgebildet ist.In general, the catalytic shaped body is designed in such a way that the Catalytic shaped body is designed as a monolith.
Es ist jedoch auch möglich, den katalytischen Formkörper in der Weise auszugestalten, daß der katalytische Formkörper aus einer Vielzahl übereinander angeordneten Lagen eines strukturierten flächigen Materials aufgebaut ist.However, it is also possible to design the catalytic shaped body in such a way that the catalytic molded body from a plurality of layers one above the other structured flat material is built.
Der katalytische Formkörper kann aus einem katalytisch aktiven Material aufgebaut sein. Dies ist beispielsweise durch Ausgestaltung als Metallkatalysator möglich.The catalytic molded body can be constructed from a catalytically active material. This is possible, for example, by designing it as a metal catalyst.
Bei einer anderen Ausführungsform wird der katalytische Formkörper von parallel zur Längsachse des katalytischen Formkörpers verlaufenden Kanälen durchzogen, deren Wandungen vorzugsweise mit einem katalytisch aktiven Material beschichtet sind.In another embodiment, the catalytic shaped body is parallel to Longitudinal axis of the catalytic shaped channels running through, the Walls are preferably coated with a catalytically active material.
Eine weitere Verbesserung des Strömungsprofils über den Querschnitt des katalytischen Formkörpers läßt sich erreichen, wenn ein Gehäuse zur Aufnahme des katalytischen Formkörpers vorgesehen ist, mit einem rohrförmigen Abschnitt, an dessen Enden konusförmige Abschnitte angeformt sind. Die kegelstumpfartigen Abschnitte stellen den Übergang zwischen dem vom Motor kommenden Abgasrohr, welches einen geringen Durchmesser aufweist, zum rohrförmigen Abschnitt des Katalysatorgehäuses her. Durch die Steigung des Kegelstumpfes läßt sich das Strömungsprofil über den Querschnitt des katalytischen Formkörpers beeinflussen. Dabei können die konusförmigen Abschnitte am anströmseitigen bzw. am abströmseitigen Ende des Katalysatorgehäuses unterschiedliche Steigungen aufweisen.Another improvement in the flow profile across the cross section of the catalytic Shaped body can be achieved if a housing for receiving the catalytic Shaped body is provided with a tubular section at the ends conical sections are formed. The frustoconical sections represent the Transition between the exhaust pipe coming from the engine, which has a low Has diameter, to the tubular section of the catalyst housing. By the slope of the truncated cone can be the flow profile over the cross section of the influence the catalytic molding. The conical sections can on the upstream or downstream side of the catalyst housing different Have slopes.
Der erfindunsgemäße katalytische Formkörper eignet sich besonders zur Reinigung von Stoffströmen, insbesondere Abgasströmen von Verbrennungsmotoren. The catalytic shaped body according to the invention is particularly suitable for cleaning Material flows, especially exhaust gas flows from internal combustion engines.
Der erfindungsgemäße katalytische Formkörper wird im weiteren unter Bezugnahme auf eine Zeichnung genauer erläutert. Gleiche Bezugszeichen in den Figuren bezeichnen dabei gleiche Gegenstände. Es zeigt:
- Fig. 1
- einen Längsschnitt durch einen erfindungsgemäßen katalytischen Formkörper, der in ein Katalysatorgehäuse eingebaut ist;
- Fig. 2a - e
- einen Längsschnitt durch verschiedene katalytische Formkörper, die jeweils in ein Katalysatorgehäuse eingebaut sind;
- Fig. 3
- ein Diagramm, in dem die Gasgeschwindigkeit im Katalysator gegen den radialen Abstand von der Achse des katalytischen Formkörper für die in den Figuren 2 a - e gezeigten Formen aufgetragen ist;
- Fig. 4
- einen Längsschnitt durch verschiedene gebräuchliche Formen für das Katalysatorgehäuse.
- Fig. 1
- a longitudinal section through an inventive catalytic molded body which is installed in a catalyst housing;
- 2a-e
- a longitudinal section through various shaped catalytic bodies, which are each installed in a catalyst housing;
- Fig. 3
- a diagram in which the gas velocity in the catalyst is plotted against the radial distance from the axis of the catalytic molded body for the molds shown in FIGS. 2a-e;
- Fig. 4
- a longitudinal section through various common shapes for the catalyst housing.
Figur 1 zeigt einen Längsschnitt durch einen erfindungsgemäßen katalytischen Formkörper 1. Der katalytische Formkörper 1 wird von Abgas in Richtung des Pfeiles 2 durchströmt.
Er weist eine anströmseitige Fläche 3, eine abströmseitige Fläche 4 sowie eine
Umfangsfläche 5 auf. Der katalytische Formkörper kann von (nicht eingezeichneten)
Kanälen durchzogen sein, die in Richtung der Längsachse 6 des Formkörpers 1 verlaufen.
Die anströmseitige Fläche 3 des katalytischen Formkörpers 1 ist gekrümmt ausgestaltet,
wobei die Linie, welche im Längsschnitt zwischen der Achse 6 des Formkörpers und der
Umfangsfläche 5 verläuft, eine konkave Krümmung aufweist. Der katalytische Formkörper
1 bildet daher zur Anströmseite hin einen Kegel 7 aus, dessen Mantelfläche 8 eine konkave
Krümmung aufweist. In der gezeigten Ausführungsform läuft der Kegel 7 in eine Spitze 9
aus. Diese ist beim Betrieb des Katalysators hohen mechanischen Belastungen ausgesetzt.
Es ist daher auch möglich, den Kegel 7 als Kegelstumpf auszubilden oder die Spitze 9
abzurunden, um eine erhöhte mechanische Stabilität zu erreichen. Diese Ausführungsform
ist durch die gestrichelte Linie 15 dargestellt. Die abströmseitige Fläche 4 des
katalytischen Formkörpers list bei der dargestellten Ausführungsform planar ausgestaltet.
Der katalytische Formkörper kann aus einem keramischen Material hergestellt sein, oder
auch als Metallkatalysator ausgeführt sein. FIG. 1 shows a longitudinal section through a catalytic shaped
Der katalytische Formkörper 1 ist in ein Gehäuse 10, das beispielsweise aus Edelstahl
besteht, eingebaut. Das Gehäuse 10 umfaßt einen rohrförmigen Abschnitt 11, dessen
Innendurchmesser dem maximalen Außendurchmesser des katalytischen Formkörpers 1
entspricht, so daß das anströmende Abgas zwangsweise den katalytischen Formkörper 1
durchströmen muß. An den beiden Enden des rohrförmigen Abschnitts 11 schließen sich
jeweils konusförmige Abschnitte 12a, 12b an. Durch diese konusförmigen Abschnitte 12a,
12b erfolgt die Aufweitung bzw. Reduzierung des Durchmesser der zu- bzw. abführenden
Abgasrohre 13a, 13b auf den Durchmesser des katalytischen Formkörpers 1. Die Steigung
des konusförmigen Abschnittes ist in ihrem Betrag auf der Anströmseite größer gewählt als
auf der Abströmseite. Der Einbau des katalytischen Formkörpers 1 in das Gehäuse 10
erfolgt in der Weise, das der Kegel 7 des katalytischen Formkörpers 1 in den
konusförmigen Abschnitt 12a des Gehäuses 10 hineinragt.The catalytic molded
In Figur 2 sind Längsschnitte durch verschiedene katalytische Formkörper 1 dargestellt,
die jeweils in ein Gehäuse 10 eingebaut sind. Der Einfachheit halber sind jeweils nur die
oberen Hälften der Katalysatorvorrichtung dargestellt. Die Darstellung ist schematisch und
entspricht im Maßstab nicht einer realen Ausführung.2 shows longitudinal sections through different catalytic shaped
Die vier dargestellten katalytischen Formkörper weisen jeweils einen kreisförmigen Querschnitt auf. Sie unterscheiden sich durch die Ausgestaltung der anströmseitigen bzw. abströmseitigen Stirnfläche. Dabei entsprechen die katalytischen Formkörper der Darstellungen 2a bis c Ausführungsformen aus dem Stand der Technik. Figur 2d zeigt eine Ausführungsform des erfindungsgemäßen katalytischen Formkörper. Figur 2e zeigt eine spezielle Ausführungsform der Mantelfläche des erfindungsgemäßen katalytischen Formkörpers.The four catalytic shaped bodies shown each have a circular shape Cross section on. They differ in the design of the upstream or downstream face. The catalytic moldings correspond to Representations 2a to c embodiments from the prior art. Figure 2d shows one Embodiment of the catalytic shaped body according to the invention. Figure 2e shows one special embodiment of the lateral surface of the catalytic according to the invention Molded body.
Figur 2 a zeigt einen katalytischen Formkörper, dessen Stirnflächen sowohl auf der Anströmseite wie auf der Abströmseite planar ausgeführt sind. Figur 2b zeigt einen katalytischen Formkörper, dessen anströmseitige Fläche kegelförmig ausgebildet ist, wobei die Mantelfläche des Kegels keine Krümmung aufweist. Die abströmseitige Stirnfläche ist planar ausgeführt. Figur 2c zeigt einen katalytischen Formkörper, bei dem sowohl die anströmseitige, wie auch die abströmseitige Fläche als Mantel eines Kegels ausgeführt ist. Auch hier weist die Mantelfläche keine Krümmung auf. Figur 2d entspricht einer Ausführungsform des erfindungsgemäßen katalytischen Formkörpers. Auf der Anströmseite ist die Stirnfläche als Mantelfläche eines Kegels ausgeführt, wobei die Mantelfläche eine konkave Krümmung in Richtung auf die Längsachse des katalytischen Formkörpers aufweist.Figure 2 a shows a catalytic molded body, the end faces both on the The upstream side is planar as on the downstream side. Figure 2b shows one Catalytic molded body, the upstream surface of which is conical, wherein the lateral surface of the cone has no curvature. The downstream face is executed planar. Figure 2c shows a catalytic molded body in which both on the upstream side and on the downstream side as a jacket of a cone. Here, too, the lateral surface has no curvature. Figure 2d corresponds to one Embodiment of the catalytic shaped body according to the invention. On the On the inflow side, the end face is designed as a lateral surface of a cone, the Lateral surface has a concave curvature in the direction of the longitudinal axis of the catalytic Has molded body.
Zur Untersuchung des Strömungsprofils wurde jeweils in einem Gehäuse ein monolithischer Formkörper in Wabenform aus Kupfer-Spinell-Aktivmasse eingebaut. Die hergestellten Formkörper entsprachen in ihrem Längsschnitt den Darstellungen in den Figuren 2a bis d. Der maximale Durchmesser der Monolithen betrug jeweils 13,2 cm die Längsausdehnung betrug bei der Ausführungsform gemäß Figur 2a 15,2 cm. Bei den Ausführungsformen b bis d entsprach die Längsausdehnung im Abschnitt mit konstantem Durchmesser der Ausführungsform nach Figur 2a. Alle vier Monolithen a bis d wurden jeweils von der gleichen Anzahl von quadratischen Längskanälen gleicher Lateralabmessungen durchzogen (400 cpsi; 7,2 mil). Die Monolithen wurden jeweils in gleiche Gehäuse eingebaut und in einer Testapparatur vermessen. Dazu wurde der zu testende Monolith jeweils mit einem Gasstrom derart beaufschlagt, das sich eine Gasbelastung von 90 000 h-1 ergab. Als Prüfgas wurde Atmosphärenluft verwendet. Die Temperatur des Gasstromes betrug 450°C, was einem für Abgastemperaturen charakteristischen Wert entspricht. Die Strömungsgeschwindigkeiten wurden jeweils auf der Abströmseite gemessen.To investigate the flow profile, a monolithic honeycomb shaped body made of copper spinel active material was installed in each case. The shaped bodies produced corresponded in their longitudinal section to the representations in FIGS. 2a to d. The maximum diameter of the monoliths was in each case 13.2 cm, and the longitudinal extent in the embodiment according to FIG. 2a was 15.2 cm. In embodiments b to d, the longitudinal extent in the section with constant diameter corresponded to the embodiment according to FIG. 2a. All four monoliths a to d were crossed by the same number of square longitudinal channels of the same lateral dimensions (400 cpsi; 7.2 mil). The monoliths were each installed in the same housing and measured in a test apparatus. For this purpose, a gas stream was applied to the monolith to be tested in such a way that a gas load of 90,000 h -1 resulted. Atmospheric air was used as the test gas. The temperature of the gas stream was 450 ° C, which corresponds to a value characteristic for exhaust gas temperatures. The flow velocities were measured on the outflow side.
Die Meßergebnisse sind in Figur 3 dargestellt. Dabei ist die normierte
Lehrrohrgeschwindigkeit (y) gegen den Radius (x) aufgezeichnet. Die Normierung der
Lehrrohrgeschwindigkeit wurde dabei in der folgenden Weise vorgenommen:
u(r) / u = normierte Leerrohrgeschwindigkeit
wobei

u (r) / u = normalized empty pipe speed
in which
Die Kurven zeigen deutlich die im Vergleich zu den aus dem Stand der Technik bekannten Formen (a bis c) wesentlich homogenere Verteilung der Strömungsgeschwindigkeit in radialer Richtung im Fall des erfindungsgemäßen katalytischen Formkörpers (d).The curves clearly show those compared to those known from the prior art Forms (a to c) much more homogeneous distribution of the flow velocity in radial direction in the case of the catalytic molding (d) according to the invention.
Figur 2e zeigt schematisch eine Ausgestaltung der anströmseitigen Stirnfläche, wie sie z.B.
bei gewickelten Katalysatoren auftritt. Durch die einzelnen Wicklungen werden an der
anströmseitigen Stirnfläche jeweils Stufen 16 ausgebildet. Die Stufen 16 sind dabei so
ausgeformt, daß die Umhüllende, die im Längsschnitt durch die gestrichelte Linie 17
dargestellt ist, eine konkave Krümmung aufweist.Figure 2e schematically shows an embodiment of the upstream end face, as it is e.g.
occurs with wound catalysts. The individual windings on the
upstream end face each formed stages 16.
Figur 4 zeigt schematisch Querschnitte durch verschiedene Gehäuseformen für
katalytische Formkörper. In den Fällen a, b, d fällt dabei die Längsachse 14 des
zuführenden Abgasrohres mit der Längsachse 6 des katalytischen Formkörpers zusammen.
In diesen Fällen wird erfindungsgemäß die anströmseitige Fläche als Mantelfläche eines
symmetrischen Kegel bzw. Kegelstumpfes ausgeführt. Im Fall c fällt die Längsachse 14
des zuführenden Abgasrohres nicht mit der Längsachse 6 des katalytischen Formkörpers
zusammen. In diesem Fall ist die anströmseitige Fläche als Mantelfläche eines
unsymmetrischen Kegels bzw. Kegelstumpfes gemäß der erfindungsgemäßen Lehre
auszuführen.Figure 4 shows schematically cross sections through different housing shapes for
catalytic moldings. In cases a, b, d, the
Claims (12)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19949568A DE19949568A1 (en) | 1999-10-14 | 1999-10-14 | Hydrodynamically optimized catalytic molded body |
| DE19949568 | 1999-10-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1092846A2 true EP1092846A2 (en) | 2001-04-18 |
| EP1092846A3 EP1092846A3 (en) | 2003-06-25 |
| EP1092846B1 EP1092846B1 (en) | 2005-04-06 |
Family
ID=7925652
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00121383A Expired - Lifetime EP1092846B1 (en) | 1999-10-14 | 2000-10-12 | Hydrodynamically optimized catalytic body |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP1092846B1 (en) |
| JP (1) | JP2001162178A (en) |
| AT (1) | ATE292745T1 (en) |
| DE (2) | DE19949568A1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1215374A1 (en) * | 2000-12-14 | 2002-06-19 | Detroit Diesel Corporation | Emission control catalyst assembly for an engine of a motor vehicle |
| FR2876145A1 (en) * | 2004-10-05 | 2006-04-07 | Renault Sas | Exhaust gas pollution control device for internal combustion engine of motor vehicle, has porous monolith on which gas, discharged by engine, arrives, and having inlet side equipped with protrusion presenting hemi-spherical dome shape |
| WO2007028697A1 (en) * | 2005-09-05 | 2007-03-15 | Robert Bosch Gmbh | Filter element having improved soot distribution |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10021166A1 (en) * | 2000-04-29 | 2001-11-08 | Univ Stuttgart | Catalyst matrix used for purifying IC engine exhaust gases has a longitudinal axis running in the main flow direction of the exhaust gases, a bent inlet surface, and an outlet surface |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2201881A1 (en) | 1972-01-15 | 1973-07-19 | Volkswagenwerk Ag | Porous block exhaust gas catalyst - tapered at its end(s) to improve gas flow profile through the block |
| DE2428964A1 (en) | 1974-06-15 | 1976-01-02 | Bosch Gmbh Robert | Reactor insert for exhaust gas detoxification - with conically tapering inlet end |
| US3964875A (en) | 1974-12-09 | 1976-06-22 | Corning Glass Works | Swirl exhaust gas flow distribution for catalytic conversion |
| DE3627637A1 (en) | 1986-03-18 | 1987-10-01 | Fujitsubo Giken Co | Catalytic converter exhaust silencer |
| DE4339447A1 (en) | 1992-11-20 | 1994-05-26 | Ngk Insulators Ltd | Catalytic converter honeycomb structure - includes passages having thicker outer walls than walls at inner walls in curved section to give uniform fluid velocity |
| EP0818613A1 (en) | 1996-07-08 | 1998-01-14 | Corning Incorporated | Exhaust gas purifying system |
| DE19749379A1 (en) | 1997-11-07 | 1999-05-20 | Emitec Emissionstechnologie | Catalyst carrier body with improved heat radiation |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3910850A (en) * | 1973-12-19 | 1975-10-07 | Grace W R & Co | Contoured monolithic substrate |
| DE2364425A1 (en) * | 1973-12-22 | 1975-07-10 | Boysen Friedrich Kg | Catalyst chamber construction - for a monolithic catalyst used in after-burning of unburnt constituents in exhaust gases |
-
1999
- 1999-10-14 DE DE19949568A patent/DE19949568A1/en not_active Withdrawn
-
2000
- 2000-10-12 DE DE50009972T patent/DE50009972D1/en not_active Expired - Fee Related
- 2000-10-12 EP EP00121383A patent/EP1092846B1/en not_active Expired - Lifetime
- 2000-10-12 AT AT00121383T patent/ATE292745T1/en not_active IP Right Cessation
- 2000-10-13 JP JP2000312998A patent/JP2001162178A/en not_active Withdrawn
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2201881A1 (en) | 1972-01-15 | 1973-07-19 | Volkswagenwerk Ag | Porous block exhaust gas catalyst - tapered at its end(s) to improve gas flow profile through the block |
| DE2428964A1 (en) | 1974-06-15 | 1976-01-02 | Bosch Gmbh Robert | Reactor insert for exhaust gas detoxification - with conically tapering inlet end |
| US3964875A (en) | 1974-12-09 | 1976-06-22 | Corning Glass Works | Swirl exhaust gas flow distribution for catalytic conversion |
| DE3627637A1 (en) | 1986-03-18 | 1987-10-01 | Fujitsubo Giken Co | Catalytic converter exhaust silencer |
| DE4339447A1 (en) | 1992-11-20 | 1994-05-26 | Ngk Insulators Ltd | Catalytic converter honeycomb structure - includes passages having thicker outer walls than walls at inner walls in curved section to give uniform fluid velocity |
| EP0818613A1 (en) | 1996-07-08 | 1998-01-14 | Corning Incorporated | Exhaust gas purifying system |
| DE19749379A1 (en) | 1997-11-07 | 1999-05-20 | Emitec Emissionstechnologie | Catalyst carrier body with improved heat radiation |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1215374A1 (en) * | 2000-12-14 | 2002-06-19 | Detroit Diesel Corporation | Emission control catalyst assembly for an engine of a motor vehicle |
| FR2876145A1 (en) * | 2004-10-05 | 2006-04-07 | Renault Sas | Exhaust gas pollution control device for internal combustion engine of motor vehicle, has porous monolith on which gas, discharged by engine, arrives, and having inlet side equipped with protrusion presenting hemi-spherical dome shape |
| WO2007028697A1 (en) * | 2005-09-05 | 2007-03-15 | Robert Bosch Gmbh | Filter element having improved soot distribution |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001162178A (en) | 2001-06-19 |
| DE19949568A1 (en) | 2001-04-19 |
| EP1092846B1 (en) | 2005-04-06 |
| DE50009972D1 (en) | 2005-05-12 |
| EP1092846A3 (en) | 2003-06-25 |
| ATE292745T1 (en) | 2005-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10306133B4 (en) | exhaust treatment device | |
| DE102011015512A1 (en) | Compact exhaust treatment unit with mixing zone and method for mixing an exhaust gas | |
| EP1866591A1 (en) | Exhaust gas heat exchanger, in particular an exhaust gas cooler for exhaust gas recirculation in a motor vehicle | |
| EP0809001A1 (en) | Exhaust manifold | |
| EP1639241A1 (en) | Exhaust gas aftertreatment installation comprising a reverse flow housing, and corresponding exhaust gas aftertreatment method | |
| EP1151184A1 (en) | Exhaust system with at least one baffle plate | |
| DE102009042386A1 (en) | Hydrolysis catalyst with larger cross-sections in the outer region than in the central region and method for the hydrolysis of a urea substance | |
| DE19839754A1 (en) | Exhaust gas cleaning device | |
| EP3553290A1 (en) | Gas/gas mixer for introducing gas into the waste gas flow of a combustion engine | |
| DE2307215A1 (en) | Exhaust gas purifier for motor vehicles - has perforated inserts to equalize flow distribution through catalyst | |
| DE2341527B2 (en) | Cleaning device for the exhaust gases from internal combustion engines | |
| EP0336106B1 (en) | Process for manufacturing a carrier for a catalytic reactor | |
| EP1092846B1 (en) | Hydrodynamically optimized catalytic body | |
| DE3823550A1 (en) | Vehicle exhaust system with a catalytic converter body | |
| DE102007056213A1 (en) | Method for producing a shaped body through which exhaust gas can flow and exhaust system of an internal combustion engine | |
| DE102020129001A1 (en) | Exhaust system with exhaust gas turbocharger, ejector and exhaust gas catalytic converter | |
| DE112017005323T5 (en) | Substrate shape, geometry, positioning and / or cell density to improve post-treatment performance | |
| EP1109994B1 (en) | Device for stabilising the flow in the exhaust line of an internal combustion engine | |
| WO1998057050A1 (en) | Radial catalytic converter, in particular for small engines | |
| DE60203670T2 (en) | Method of distributing gas, gas distribution device and muffler catalyst system | |
| WO2008074414A1 (en) | Exhaust pipe for an exhaust system of an internal combustion engine | |
| EP2229510B1 (en) | Honeycomb body with structured sheet material | |
| EP2069615B1 (en) | Filter element, especially for filtering the exhaust gases of an internal combustion engine | |
| EP1688597A2 (en) | Exhaust gas cleaning device | |
| DE3638082C2 (en) | Exhaust line with hollow cone-shaped catalyst carrier bodies |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Extension state: AL LT LV MK RO SI |
|
| 17P | Request for examination filed |
Effective date: 20031209 |
|
| 17Q | First examination report despatched |
Effective date: 20040120 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050406 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050406 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050406 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 50009972 Country of ref document: DE Date of ref document: 20050512 Kind code of ref document: P |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20050608 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050706 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050706 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050717 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050908 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20051003 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20051006 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20051010 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20051012 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051012 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20051012 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051031 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051031 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20051031 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| ET | Fr: translation filed | ||
| 26N | No opposition filed |
Effective date: 20060110 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20070104 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070501 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070501 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20061012 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20070501 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061012 |
|
| BERE | Be: lapsed |
Owner name: *BASF A.G. Effective date: 20071031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20061031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20071031 |