EP1089835B1 - Verfahren und vorrichtung zum herstellen von längsnahtgeschweissten rohren aus ebenen blechzuschnitten - Google Patents
Verfahren und vorrichtung zum herstellen von längsnahtgeschweissten rohren aus ebenen blechzuschnitten Download PDFInfo
- Publication number
- EP1089835B1 EP1089835B1 EP99931143A EP99931143A EP1089835B1 EP 1089835 B1 EP1089835 B1 EP 1089835B1 EP 99931143 A EP99931143 A EP 99931143A EP 99931143 A EP99931143 A EP 99931143A EP 1089835 B1 EP1089835 B1 EP 1089835B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheet metal
- halves
- metal blank
- longitudinal edges
- tool halves
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/10—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles for making tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/08—Making tubes with welded or soldered seams
- B21C37/0815—Making tubes with welded or soldered seams without continuous longitudinal movement of the sheet during the bending operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/06—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of tubes or metal hoses; Combined procedures for making tubes, e.g. for making multi-wall tubes
- B21C37/15—Making tubes of special shape; Making tube fittings
- B21C37/16—Making tubes with varying diameter in longitudinal direction
Definitions
- a clamping and holding device for Slotted tubes of relatively short length are known (DE 44 32 674 C1), in which the slotted tube of it partially wrapping bands in a suitable Welding position for a along the joint gap movable welding device is held. To become one so it comes to longitudinally welded pipe required one in a separate device Form sheet metal blank into a slotted tube.
- both mold halves are not cylindrical Half shells, but with axially offset disks arcuate cutouts formed. With this Device is said to be a conical from a sheet metal blank Tube are formed. That is why the circular arc Cutouts of the washers in the axial direction increasing radius.
- the outer parts of the Mold halves an inner tapered mandrel assigned.
- this thorn is not during the effective throughout the molding process, but only at the end of the Molding process because it is in the middle between the Mold halves is placed on the sheet. Because of the lack of inner and outer guidance during the Despite such a thorn, the forming process becomes a danger the buckling of the sheet metal blank during the Form process not encountered.
- the invention has for its object a method and to create a device that allow it to Sheet metal blanks, especially those with thin ones Wall thickness to produce longitudinally welded pipes.
- the method and the device for Processing of sheet metal blanks of various thicknesses, for example tailored blanks.
- the invention thus proceeds from a method for Manufacture of a longitudinally welded tube from one flat sheet metal cut with parallel longitudinal edges, at which the sheet metal cutting with the help of two against each other movable, mirror images arranged to each other, having outer cylindrical half-shells Mold halves is formed into a slotted tube and then the longitudinal edges in the apex of the Molding tool are welded together, being held in position by the mold halves (see e.g. DE-C-966 111).
- Sheet metal cutting when molding through inner cylindrical Mandrel halves that fix the outer half shells are assigned and form columns with these, supported on the inside, with the one in the apex emerging longitudinal edges free for welding being held.
- the invention further relates to a device for Manufacture of longitudinally welded tubes from flat Sheet metal cuts with parallel longitudinal edges with two of a tool carrier, against each other movable, arranged in mirror image to each other and having outer cylindrical half-shells Mold halves emerging from an open Pick-up position for cutting the sheet into a closed position are movable, in which the longitudinal edges to be welded together from the closed mold halves in the upper Vertex are held together, and with an over the mold halves along in the welding position held longitudinal edges movable welding device (see e.g. DE-C-966 111).
- the invention is thereby characterized in that the mold halves the outer Half-shells fixedly assigned cylindrical inner mandrel halves have, with the outer half-shells for form the sheet metal blank to be inserted, the Form column in the closed position of the Mold halves emerging from the form gaps in the crown Keep longitudinal edges free for welding.
- tubes can be made from sheet metal blanks according to the invention short length in medium quantities economically produce. Both pipes with constant Produce wall thickness as well as pipes that have a different over their length or circumference Have wall thickness.
- the particular advantage of the invention is that the mold halves themselves shaped slot tube with the joint gap in an optimal Hold the welding position around the weld with the lengthways of the joining gap movable welding device manufacture. So there are no longer two separate ones Devices for reshaping and holding the Slot tube required in welding position. In order to there is also no labor-intensive reloading of the Slot tube with the then required alignment and Tighten.
- the sheet metal blank first with a Half all in one of the slots and then with his the other half inserted into the other slot becomes.
- One of the two mold halves, especially the movable one, near the entrance of the mold gap have an abutment on which at Moving the mold halves together a longitudinal edge the sheet metal blank can be supported. So that will Sheet metal cutting given a good guide that a Misalignment of the sheet metal blank when inserted in excludes the form gap.
- the Sheet metal cutting in those adjacent to the longitudinal edges narrow streaks at the exit or after the exit are reshaped from the mold gaps in such a way that they merge essentially tangentially. In terms of device, this can be done in two ways and Realize wise. Either is the top one Vertex area of the mold halves on the Longitudinal edges in the sense of bringing them together Tool assigned or the form column run to top vertex in a common plane.
- the Invention provided that one of the two Mold halves, especially the stationary, in top vertex a retractable stop for the longitudinal edge of the in this mold half deformed sheet metal blank is assigned. This The stop then also serves as a support when inserting of the sheet metal blank in the mold gap of the others Mold half.
- the stop preferably has one such asymmetrically formed tip that at Impact of the other longitudinal edge on this stop this recedes with the release of one longitudinal edge, both longitudinal edges meet and so one Form butt joint.
- the molding tool is dirty, according to one embodiment of the invention provided in the area of the upper vertex of the Arrange a drip tray inside the mandrel halves.
- a drip tray can be used after each use Welding device to be cleaned or replaced.
- the collecting tray is preferably arranged stationary and extends the entire length of the Mold halves. With such a configuration be further provided that they are close to the Inner mandrel halves are connected and with the free Longitudinal edge areas of the tube forms a channel. On such a channel is suitable for a protective gas purging or Extraction of the fumes generated during welding.
- the drip tray itself expediently consists of flexible material and has a V-shaped cross section. This configuration is particularly suitable because it can be easily connected to the mandrel halves and not moving the mold halves together hampers, but folds together.
- the drip tray can also be used with the Welding device be designed to migrate. That leaves can be realized constructively easily if it is provided that it is on the end face of a plunger Pushing out the inner mandrel halves is kept.
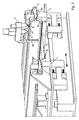
- a mold is on a tool carrier 1 constructed, which consists of two mold halves 2,3. Above the mold halves 2, 3 is by means of a trolley 4 a welding device 5 for longitudinal seam welding traversable. While the mold half 2 stationary is arranged on the tool carrier 1, the Mold half 3 mounted on linear guides 6 and by means of actuating cylinders 7 in the direction of the other Mold half 2 movable.
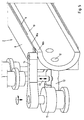
- the mold halves 2, 3 have essentially that same structure. They consist of an outer cylindrical half-shell 8, which extends in the longitudinal direction composed of individual sections and one in it fixed to form a gap 9 Inner mandrel half 10. At the front end (see Figure 2) the inner mandrel half 10 by means of a swivel arm 11 held on a front pin 11a Internal mandrel half 10 attacks. The inner mandrel half 10 has at the back end (see. Figures 4,5) an im Outer diameter enlarged section 10a, the is equal to the inner diameter of the half-shell 8. With the inner mandrel half 10 lies firmly against this section 10a the half shell 8. Section 10a faces the half shell 8 axially with a piece 10b.
- Section 10a in this piece 10b grip releasably Tension elements 12 on, which can be coupled by means of clamping pins 13 radially outwards and thus against the half-shell 8 can be pulled.
- Tension elements 12 on which can be coupled by means of clamping pins 13 radially outwards and thus against the half-shell 8 can be pulled.
- On the protruding piece 10b can by means of a swivel arm 14 and a Actuating cylinder 15 a pivoting moment around a horizontal axis extending transversely to the longitudinal direction. The function will later be related to the Removal of a finished pipe still received.
- the fixation of the Inner mandrel half 10 also through the half shell 8 more or less radially penetrating fixing pins can be realized that are transverse to the longitudinal axis of the mold are movable and provided in the inner mandrel halves Engage recesses. This will make the inner mandrel half 10 axially and radially supported and fixed.
- the fixing mandrels at an angle of approx. 45 ° to vertical plane of symmetry.
- Support structure 18 for the sheet metal blank to be formed B provided.
- This support structure 18 serves the Record sheet metal cut B and a buckling after below during insertion into the mold gap 9 prevent.
- the support structure 18 consists in detail of several parallel to each other and across Longitudinal direction of the device stationary on the Tool carrier 1 arranged carriers 19 and on each Forming gap arranged baffles 20,21 by resilient supported guides 22,23 are worn.
- the guide plates 20, 21 At the Support moving the mold halves 2, 3 together the guide plates 20, 21 the insertion of the sheet metal blank B into the form column 9, with a buckling of the with his Dead weight resting on the supports 19 Sheet metal blank B is prevented by the carrier 19. They give way because of the resilient support of the guide plates at the end of this forming process so that the Mold halves 2, 3 completely moved together can be.
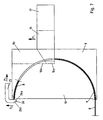
- the inner mandrel half 10 (see FIGS. 6, 7) of one Mold half 3 has one on the lower vertex Projection 24 and above an abutment 24a. Thereon and this is supported by a longitudinal edge of the Sheet metal blank B when it is introduced into the mold gap 9 of the other mold half 2.
- the mold half 2 is in its upper apex in the direction of arrows P2, P3 movable stop 25 with assigned an asymmetrical tip 26 such that the sheet metal blank B inserted into the gap 9 with its longitudinal edge on the vertical flank of the stop 25, ie above a short slope 26a, strikes.
- An opposite cutting edge 26b is much longer and is in the area of the exit of the other mold gap 9, so that the emerging here Sheet metal cut with its longitudinal edge on the slope 26b incident.
- the half-shell 8 and the inner mandrel half 10 can Apex in horizontal sections 8b, 10c leak.
- This configuration serves the Longitudinal edges in an even better position for that Bring welding.
- the Carriage 4 have a pressure roller 27, the Welding device 5 is arranged upstream and the longitudinal edges depressing.
- the top is Vertex area of the mold halves 2,3 a stationary collecting tray 30 arranged as a V-shaped Profile with angled ends is formed with which they on the sections 10c rests.
- This drip tray 30 is flexible, in particular, it is made of sheet metal, so that it Moving the mold halves together 2.3 can be folded together. It extends over the entire length of the mold halves 2, 3 and serves to Collect waste materials generated during welding. she forms with the merged ends of the from the Sheet metal blank 13 shaped tube for a channel 30a a protective gas purge or can serve as a suction channel.
- Drip tray An alternative embodiment for the is not shown Drip tray.
- this alternative version is a shell running with the welding device 5 intended.
- This bowl can be on the forehead of a pestle be arranged with the inner arbors 10 accordingly the progress of the weld are pushed out.
- the mold gap has either in A circumferential direction or in the longitudinal direction accordingly the different thickness of the sheet Wide.
- sheet metal cuts with low Thickness differences of up to approx. 0.1 mm can Form gap have a constant width because these are small Thickness differences in the range in each case provided oversize of the mold gap.
- the operation of the device according to the invention is the following: As shown in Figure 3, is in the open Forming tool halves 2,3 with a sheet metal blank B. parallel longitudinal edges on the supporting structure 18 hung up. With the right longitudinal edge in the drawing the sheet metal blank B in the gap 9 of the Mold half 2 threaded. The left long edge is on the approach 24 of the inner mandrel half 10 of the other Mold half 3 placed so that the Sheet metal blank B with this longitudinal edge on the abutment 24a supports. The abutment 24a offers that Sheet blank B precise guidance, so that the Sheet metal blank B in the form gap 9 can not tilt. Now the mold half 3 in the direction of Move mold half 2. The Sheet metal blank B inserted into the gap 9 until its right longitudinal edge is near the support members 16 is located.
- the mold half 3 becomes a little retracted until the left longitudinal edge is supported on the approach 24 no longer exists.
- the sheet metal blank B is then with its left longitudinal edge in the mold gap 9 of the mold half 3 and the Mold half 3 in the direction of mold half 2 method.
- Removing the support members of the Inner mandrel half is done in the same way as the right half of mandrel.
- the stop 25 through the longitudinal edge in Arrow direction P2 moved upwards. With this movement the right longitudinal edge also reaches the slope 26a and is released so that the next Push the longitudinal edges together exactly in the desired one Meet welding position.
- the Stop 25 by means not shown from the Area of the apex removed and the joint gap for the Longitudinal seam welding released. If necessary, you can the sheet edges by pressing means before welding be reshaped to the springing of the sheet metal edges to compensate for the elasticity of the material and to obtain a parallel joint gap.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
- Figur 1
- eine Vorrichtung zum Herstellen von längsnahtgeschweißten Rohren aus ebenen Blechzuschnitten in perspektivischer Darstellung,
- Figur 2
- die Vorrichtung gemäß Figur 1 in einem vergrößerten Ausschnitt von der Vorderseite gesehen in perspektivischer Darstellung,
- Figur 3
- die Vorrichtung gemäß Figur 1 in Vorderansicht,
- Figur 4
- die Vorrichtung gemäß Figur 1 in einem vergrößerten Ausschnitt von der Rückseite gesehen in perspektivischer Darstellung,
- Figur 5
- die Vorrichtung gemäß Figur 1 in einem vergrößerten Ausschnitt und aus einer anderen Perspektive als Figur 4 von der Rückseite aus gesehen in perspektivischer Darstellung,
- Figur 6
- zwei Formwerkzeughälften der Vorrichtung gemäß Figur 1 in Vorderansicht und in vereinfachter Darstellung
- Figur 7
- eine Formwerkzeughälfte der Figur 6 in Vorderansicht mit zusätzlichen Details.
Claims (21)
- Verfahren zum Herstellen eines längsnahtgeschweißten Rohres aus einem ebenen Blechzuschnitt mit parallelen Längskanten, bei dem der Blechzuschnitt (B) mit Hilfe von zwei gegeneinander verfahrbaren, spiegelbildlich zueinander angeordneten, äußere, zylindrische Halbschalen (8) aufweisenden Formwerkzeughälften (2, 3) zu einem Schlitzrohr umgeformt wird und anschließend die Längskanten im Scheitel des Formwerkzeuges miteinander verschweißt werden, wobei sie von den Formwerkzeughälften (2, 3) in Position gehalten werden, dadurch gekennzeichnet , daß der Blechzuschnitt (B) beim Einformen durch innere zylindrische Dornhälften (10), die den äußeren Halbschalen (8) fixiert zugeordnet sind und mit diesen Formspalte (9) bilden, innenseitig abgestützt wird, wobei die im Scheitelpunkt austretenden Längskanten für das Verschweißen frei gehalten werden.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet , daß der Blechzuschnitt (B) zunächst mit einer Hälfte ganz in einen der Formspalte (9) und dann mit seiner anderen Hälfte in den anderen Formspalt eingeschoben wird. - Verfahren nach Anspruch 1 oder 2,
dadurch gekennzeichnet , daß der Blechzuschnitt (B) in an den Längskanten angrenzenden schmalen Streifen beim Austritt oder nach dem Austritt aus den Formspalten (9) derart nachgeformt wird, daß sie im wesentlichen tangential ineinander übergehen. - Vorrichtung zum Herstellen von längsnahtgeschweißten Rohren aus ebenen Blechzuschnitten mit parallelen Längskanten mit zwei von einem Werkzeugträger (1) getragenen, gegeneinander verfahrbaren, spiegelbildlich zueinander angeordneten, äußere zylindrische Halbschalen (8) aufweisenden Formwerkzeughälften (2,3), die aus einer geöffneten Aufnahmeposition für den Blechzuschnitt (B) in eine geschlossene Position verfahrbar sind, in der die miteinander zu verschweißenden Längskanten von den geschlossenen Formwerkzeughälften (2,3) in deren oberem Scheitelpunkt zusammengehalten werden, und mit einer über den Formwerkzeughälften (2,3) entlang den in Schweißposition gehaltenen Längskanten verfahrbaren Schweißvorrichtung 4,
dadurch gekennzeichnet , daß die Formwerkzeughälften (2,3) den äußeren Halbschalen (8) fixiert zugeordnete zylindrische Innendornhälften (10) aufweisen, die mit den äußeren Halbschalen (8) Formspalte (9) für den einzuschiebenden Blechzuschnitt (B) bilden, wobei die Formspalte (9) in der geschlossenen Position der Formwerkzeughälften (2,3) die aus den Formspalten im Scheitel austretenden Längskanten für das Schweißen frei halten. - Vorrichtung nach Anspruch 4,
dadurch gekennzeichnet , daß eine der beiden Formwerkzeughälften (3), insbesondere die verfahrbare, in der Nähe des Eingangs des Formspaltes (9) ein Widerlager (24,24a) aufweist, an dem beim Zusammenfahren der Formwerkzeughälften (2,3) eine Längskante des Blechzuschnittes (B) abstützbar ist. - Vorrichtung nach Anspruch 4 oder 5,
dadurch gekennzeichnet , daß die äußere Halbschale (8) und die Innendornhälfte (10) einer jeden Werkzeugformhälfte (2,3) an einem ihrer Enden miteinander verbunden sind und die Innendornhälfte (10) mit ihrem anderen Ende unmittelbar am Werkzeugträger (1) lösbar festgelegt ist und die Innendornhälfte im übrigen von mehreren Stützgliedern (16) in Position gehalten ist, die die äußere Halbschale (8) durch Ausnehmungen (8a) durchgreifen und über Schiebekupplungen (10c,16a) an der Innendornhälfte (10) in Richtung der äußeren Halbschale (8) abkuppelbar sind. - Vorrichtung nach Anspruch 6,
dadurch gekennzeichnet , daß die äußere Halbschale (8) und die damit an einem Ende verbundene Innendornhälfte (10) in diesem Verbindungsabschnitt (10a) spaltfrei aneinander liegen und durch lösbare Spannelemente (12) zusammengehalten werden. - Vorrichtung nach Anspruch 7,
dadurch gekennzeichnet , daß die Innendornhälfte (10) gegenüber der äußeren Halbschale (8) an dem verbundenen Ende vorsteht und dem vorstehenden Stück (lOb) ein Druckelement (14,15) zugeordnet ist, mit dem auf die Innendornhälfte (10) ein Schwenkmoment um eine horizontale Querachse im Sinne einer Entlastung des vorderen Endes der Innendornhälfte (10) aufbringbar ist. - Vorrichtung nach einem der Ansprüche 6 bis 8,
dadurch gekennzeichnet , daß die Stützglieder (16) in einer Kammleiste (17) ausgebildet sind. - Vorrichtung nach einem der Ansprüche 4 bis 8,
dadurch gekennzeichnet , daß unmittelbar unter und in der Aufnahmeposition zwischen den Formwerkzeughälften (2,3) eine höhenverstellbare Tragkonstruktion (18) für den in die Formspalte (9) einzuführenden Blechzuschnitt (B) vorgesehen ist. - Vorrichtung nach Anspruch 10,
dadurch gekennzeichnet , daß die Tragkonstruktion (18) am Eingang eines jeden Formspaltes (9) ein sich über die gesamte Länge des Formspaltes (9) erstreckendes und in Verfahrrichtung der Formwerkzeughälften (2,3) federnd abgestütztes Leitblech (20,21) aufweist. - Vorrichtung nach einem der Ansprüche 4 bis 11,
dadurch gekennzeichnet , daß einer der beiden Formwerkzeughälften (2,3), insbesondere der ortsfesten, im oberen Scheitelpunkt ein zurückbeweglicher Anschlag (25) für die Längskante des in dieser Formwerkzeughälfte (2) umgeformten Teils des Blechzuschnittes (B) zugeordnet ist. - Vorrichtung nach Anspruch 12,
dadurch gekennzeichnet , daß der Anschlag (25) eine derart asymmetrisch ausgebildete Spitze (26) aufweist, daß beim Auftreffen der anderen Längskante auf diesen Anschlag (25) dieser unter Freigabe der einen Längskante zurückweicht und beide Längskanten aufeinandertreffen. - Vorrichtung nach einem der Ansprüche 4 bis 13, und insbesondere zur Durchführung des Verfahrens nach Anspruch 2,
dadurch gekennzeichnet , daß dem oberen Scheitelbereich ein auf die Längskanten im Sinne ihrer Zusammenführung einwirkendes Werkzeug (27) zugeordnet ist. - Vorrichtung nach einem der Ansprüche 4 bis 14,
dadurch gekennzeichnet , daß die Formspalte zum oberen Scheitelpunkt in einer gemeinsamen Horizontalebene auslaufen. - Vorrichtung nach einem der Ansprüche 4 bis 15,
dadurch gekennzeichnet , daß im Bereich des oberen Scheitels der Innendornhälften (10) eine Auffangschale (30) für beim Schweißen entstehende Abfallstoffe angeordnet ist. - Vorrichtung nach Anspruch 16,
dadurch gekennzeichnet , daß die Auffangschale (30) stationär angeordnet ist und sich über die gesamte Länge der Formwerkzeughälften (2,3) erstreckt. - Vorrichtung nach Anspruch 17,
dadurch gekennzeichnet , daß die Auffangschale (30) dicht an den Innendornhälften (10) angeschlossen ist und mit den freien Längskantenbereichen des aus dem Blechzuschnitt (B) geformten Rohres einen Kanal bildet. - Vorrichtung nach Anspruch 17 oder 18,
dadurch gekennzeichnet , daß die Auffangschale (30) aus flexiblem Material besteht und einen V-förmigen Querschnitt hat. - Vorrichtung nach Anspruch 16,
dadurch gekennzeichnet , daß die Auffangschale (30) mit der Schweißvorrichtung (5) mitwandernd ausgebildet ist. - Vorrichtung nach Anspruch 20,
dadurch gekennzeichnet , daß die Auffangschale (30) stirnseitig von einem Stößel zum Ausschieben der Innendornhälften (10) getragen ist.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19827798 | 1998-06-23 | ||
| DE19827798A DE19827798A1 (de) | 1998-06-23 | 1998-06-23 | Verfahren und Vorrichtung zum Herstellen von längsnahtgeschweißten Rohren aus ebenen Blechzuschnitten |
| PCT/EP1999/004338 WO1999067037A1 (de) | 1998-06-23 | 1999-06-23 | Verfahren und vorrichtung zum herstellen von längsnahtgeschweissten rohren aus ebenen blechzuschnitten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1089835A1 EP1089835A1 (de) | 2001-04-11 |
| EP1089835B1 true EP1089835B1 (de) | 2002-03-27 |
Family
ID=7871667
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP99931143A Expired - Lifetime EP1089835B1 (de) | 1998-06-23 | 1999-06-23 | Verfahren und vorrichtung zum herstellen von längsnahtgeschweissten rohren aus ebenen blechzuschnitten |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6494360B1 (de) |
| EP (1) | EP1089835B1 (de) |
| AT (1) | ATE214977T1 (de) |
| BR (1) | BR9911447A (de) |
| CA (1) | CA2335517C (de) |
| DE (2) | DE19827798A1 (de) |
| ES (1) | ES2175995T3 (de) |
| WO (1) | WO1999067037A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1941956A1 (de) * | 2007-01-04 | 2008-07-09 | SMS Meer GmbH | Anbiegepresse zum Biegen eines Blechs bei der Herstellung eines Rohres |
| WO2009146838A1 (de) * | 2008-06-06 | 2009-12-10 | EISENBAU KRäMER GMBH | Verfahren zum herstellen eines grossen stahlrohres |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6436677B1 (en) | 2000-03-02 | 2002-08-20 | Promega Corporation | Method of reverse transcription |
| EP1591173A1 (de) * | 2004-04-27 | 2005-11-02 | Corus Staal BV | Rohrförmiger Rohling |
| DE102004039577B3 (de) | 2004-08-14 | 2006-02-02 | Weil Engineering Gmbh | Vorrichtung zum Herstellen von Rohren |
| DE102004041024B4 (de) * | 2004-08-25 | 2006-07-06 | Thyssenkrupp Steel Ag | Verfahren und Vorrichtung zum Herstellen eines längsnahtgeschweißten Hohlprofils |
| DE102004046687B3 (de) * | 2004-09-24 | 2006-06-01 | Thyssenkrupp Steel Ag | Verfahren und Vorrichtung zur Herstellung eines längsnahtgeschweißten Hohlprofils |
| DE102005044948A1 (de) | 2005-09-20 | 2007-03-22 | Thyssenkrupp Steel Ag | Verfahren und Vorrichtung zur Herstellung von Hohlprofilen |
| DE102005057424B4 (de) | 2005-11-30 | 2009-03-05 | Thyssenkrupp Steel Ag | Verfahren und Vorrichtung zum kernlosen Einformen von Hohlprofilen |
| DE102005060486B4 (de) | 2005-12-15 | 2008-05-15 | Thyssenkrupp Steel Ag | Verfahren zur Herstellung eines hochbelastbaren Verbundteils sowie ein danach hergestelltes hochbelastbares Verbundteil und Verwendung |
| DE102006025522B4 (de) * | 2006-05-30 | 2012-01-12 | Thyssenkrupp Steel Europe Ag | Verfahren und Vorrichtung zur Herstellung strukturierter, geschlossener Hohlprofile |
| DE102007050337B4 (de) | 2007-10-18 | 2009-12-31 | Thyssenkrupp Steel Ag | Formgestauchter Hohlkörper |
| AU2009328631A1 (en) * | 2008-12-16 | 2011-07-07 | Civmec Pipe Products Pty Ltd | Apparatus for forming a pipe |
| DE102013013762B4 (de) | 2013-08-19 | 2015-06-18 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Formdorn mit einem biegeelastisch verformbaren Druckmantel sowie Umformvorrichtung mit einem solchen Formdorn |
| US9476203B2 (en) * | 2015-03-06 | 2016-10-25 | John Powers, III | Column/beam maufacturing apparatus and methods |
| CN107116145B (zh) * | 2017-06-28 | 2019-02-15 | 中国航发南方工业有限公司 | 锥筒成型模具 |
| CN109774096B (zh) * | 2019-01-26 | 2022-05-17 | 宁波牛盾塑料机械有限公司 | 一种机筒耐磨套的制作方法 |
| BR102019013355A2 (pt) * | 2019-06-27 | 2021-01-05 | Randon S A Implementos E Participacoes | ferramenta, processo e sistema de fabricação de cilindro a partir de chapa, eixo veicular e cilindro a partir de chapa |
| CN110681996B (zh) * | 2019-10-04 | 2020-10-30 | 广东亚江金属科技有限公司 | 一种油桶及用于焊接该油桶的自动生产线和焊接方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1381647A (en) * | 1920-04-17 | 1921-06-14 | Roy C Knoll | Process of and apparatus for electric-arc welding |
| US1899143A (en) * | 1929-02-18 | 1933-02-28 | Union Metal Mfg Co | Tube manufacture |
| US1810112A (en) * | 1930-08-06 | 1931-06-16 | Midland Steel Prod Co | Process for welding metal tubing |
| DE593622C (de) * | 1933-03-19 | 1934-03-02 | Hermann Lehmann | Vorrichtung zur Herstellung von konischen Rohren |
| US2110378A (en) * | 1933-06-15 | 1938-03-08 | Hume Steel Ltd | Manufacture of pipes and the like from sheet metal |
| DE966111C (de) * | 1951-10-03 | 1957-07-11 | Mannesmann Huettenwerke A G | Vorrichtung zum Rundbiegen von Blechstreifen zu Rohren grossen Durchmessers |
| FR1254669A (fr) * | 1960-04-20 | 1961-02-24 | Méthode et appareil pour souder les tubes métalliques | |
| US3285490A (en) * | 1963-06-25 | 1966-11-15 | Wallace Expanding Machines | Apparatus for making tubular members |
| FR2093378A5 (de) * | 1970-06-12 | 1972-01-28 | Tubest Sa | |
| US3732614A (en) * | 1970-09-10 | 1973-05-15 | Emf Inc | Method for making motor shells and the like |
| FR2144049A5 (en) * | 1971-06-29 | 1973-02-09 | Commissariat Energie Atomique | Tubing mfr - by milling the edges of half shells then con acting the edges and welding |
| FR2172985B1 (de) * | 1972-02-23 | 1976-04-09 | Felten & Guilleaume Kabelwerk | |
| CA1033199A (en) * | 1978-01-16 | 1978-06-20 | Cyril J. Astill | Method of producing seam welded tube |
| US4995549A (en) * | 1988-12-01 | 1991-02-26 | Hellman Sr Robert R | Method and apparatus for forming and welding thin-wall tubing |
| DE4432674C1 (de) * | 1994-09-14 | 1996-02-22 | Weil Eng Gmbh | Vorrichtung und Verfahren zum Herstellen von Rohren |
-
1998
- 1998-06-23 DE DE19827798A patent/DE19827798A1/de not_active Withdrawn
-
1999
- 1999-06-23 BR BR9911447-0A patent/BR9911447A/pt not_active IP Right Cessation
- 1999-06-23 WO PCT/EP1999/004338 patent/WO1999067037A1/de not_active Ceased
- 1999-06-23 ES ES99931143T patent/ES2175995T3/es not_active Expired - Lifetime
- 1999-06-23 DE DE59901077T patent/DE59901077D1/de not_active Expired - Lifetime
- 1999-06-23 CA CA002335517A patent/CA2335517C/en not_active Expired - Fee Related
- 1999-06-23 EP EP99931143A patent/EP1089835B1/de not_active Expired - Lifetime
- 1999-06-23 AT AT99931143T patent/ATE214977T1/de not_active IP Right Cessation
- 1999-06-23 US US09/720,479 patent/US6494360B1/en not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1941956A1 (de) * | 2007-01-04 | 2008-07-09 | SMS Meer GmbH | Anbiegepresse zum Biegen eines Blechs bei der Herstellung eines Rohres |
| WO2009146838A1 (de) * | 2008-06-06 | 2009-12-10 | EISENBAU KRäMER GMBH | Verfahren zum herstellen eines grossen stahlrohres |
| US9156074B2 (en) | 2008-06-06 | 2015-10-13 | EISENBAU KRäMER GMBH | Method for producing a large steel tube |
Also Published As
| Publication number | Publication date |
|---|---|
| CA2335517A1 (en) | 1999-12-29 |
| BR9911447A (pt) | 2001-03-20 |
| EP1089835A1 (de) | 2001-04-11 |
| DE59901077D1 (de) | 2002-05-02 |
| DE19827798A1 (de) | 1999-12-30 |
| ATE214977T1 (de) | 2002-04-15 |
| WO1999067037A1 (de) | 1999-12-29 |
| ES2175995T3 (es) | 2002-11-16 |
| US6494360B1 (en) | 2002-12-17 |
| CA2335517C (en) | 2004-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1089835B1 (de) | Verfahren und vorrichtung zum herstellen von längsnahtgeschweissten rohren aus ebenen blechzuschnitten | |
| EP0176729B1 (de) | Wärmetauscher sowie Verfahren und Vorrichtung zur Herstellung derselben | |
| EP0318748B2 (de) | Vorrichtung zum Biegen eines Hohlprofiles insbesondere eines Abstandhalter-Rahmens für Isolierglasscheiben | |
| DE69203831T2 (de) | Verfahren zum Verbinden von zwei Teilen entlang aneinander-stossender Kanten und damit hergestellte Verbindung. | |
| DE69400378T2 (de) | Klemmring und Verfahren zur Herstellung | |
| EP0317905B1 (de) | Verfahren zum Ziehen von nahtlosen Metallrohren | |
| DE69820427T2 (de) | Verfahren zur herstellung eines schalldämpfers | |
| DE2128115A1 (de) | Verfahren und Vorrichtung zur Herstellung glatter Rohre mit dünner oder sehr dünner Wandstärke durch Schweißen | |
| DE2747782C2 (de) | ||
| DE4410146A1 (de) | Verfahren und Vorrichtung zur Herstellung von Pressfittings | |
| DE3914773A1 (de) | Waermetauscher mit mindestens zwei sammelrohren | |
| DE102018115382B4 (de) | Verbinden von Blechendabschnitten mittels Umformen | |
| EP1909990B1 (de) | Verfahren und vorrichtung zum herstellen von metallringen | |
| EP3825021B1 (de) | Verfahren sowie vorrichtung zur herstellung eines rippenrohres | |
| EP0128570B1 (de) | Verfahren und Vorrichtung zur Herstellung von aus Metallprofilen bestehenden Rundkörpern, insbesondere von Radfelgen für Kraftfahrzeuge | |
| EP0780173A2 (de) | Verfahren zur Herstellung einen Rohrteiles, insbesondere einer Krümmer-Rohrabzweigung einer Kraftfahrzeug-Abgasanlage, sowie eine hiernach gefertigte Krümmer-Rohrabzweigung | |
| EP1625898B1 (de) | Vorrichtung zum Herstellen von Rohren | |
| EP0621104B1 (de) | Verfahren und Vorrichtung zur Herstellung von Wärmetauscherelementen sowie zugehöriges Rippenrohr | |
| EP0648985A2 (de) | Solarabsorber und Verfahren zu dessen Herstellung | |
| DE69322945T2 (de) | Verfahren und Vorrichtung zum Fixieren eines mit zumindest einer zylindrischen Bohrung versehenen metallischen Stückes um ein metallisches Rohr | |
| EP0997210A2 (de) | Verfahren zum Formen eines scheibenförmigen Teiles mit Nabe und Drückrolle für das Verfahren | |
| DE102012212717A1 (de) | Rollbiegeverfahren und -vorrichtung | |
| DE3816940A1 (de) | Verfahren und vorrichtung zum biegen von rohren | |
| DE10206255C2 (de) | Rohrschweißvorrichtung | |
| DE202009009887U1 (de) | Durchlaufschweißmaschine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20001024 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 20010530 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 214977 Country of ref document: AT Date of ref document: 20020415 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59901077 Country of ref document: DE Date of ref document: 20020502 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: THYSSENKRUPP STAHL AG |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER & PARTNER AG PATENTANWALTSBUERO |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20020613 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4C Free format text: THIS CORRECTION WAS PUBLISHED IN EUROPEAN PATENT BULLETIN 02/22 DATED 20020529. |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: THYSSENKRUPP STAHL AG |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2175995 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20021230 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20080627 Year of fee payment: 10 Ref country code: CH Payment date: 20080625 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20080630 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20080709 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCAR Free format text: SCHMAUDER & PARTNER AG PATENT- UND MARKENANWAELTE VSP;ZWAENGIWEG 7;8038 ZUERICH (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20090622 Year of fee payment: 11 Ref country code: IT Payment date: 20090625 Year of fee payment: 11 Ref country code: AT Payment date: 20090624 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20090619 Year of fee payment: 11 |
|
| BERE | Be: lapsed |
Owner name: *THYSSENKRUPP STAHL A.G. Effective date: 20090630 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20100101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100101 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20090624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090624 |
|
| EUG | Se: european patent has lapsed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20100623 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20110228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100630 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100624 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20090619 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20170622 Year of fee payment: 19 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 59901077 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190101 |