EP1083610A1 - Thermoelectric conversion material and method of producing the same - Google Patents
Thermoelectric conversion material and method of producing the same Download PDFInfo
- Publication number
- EP1083610A1 EP1083610A1 EP00908000A EP00908000A EP1083610A1 EP 1083610 A1 EP1083610 A1 EP 1083610A1 EP 00908000 A EP00908000 A EP 00908000A EP 00908000 A EP00908000 A EP 00908000A EP 1083610 A1 EP1083610 A1 EP 1083610A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- silicon
- thermoelectric conversion
- conversion material
- added
- added element
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000463 material Substances 0.000 title claims abstract description 123
- 238000006243 chemical reaction Methods 0.000 title claims abstract description 100
- 238000000034 method Methods 0.000 title claims description 59
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims abstract description 205
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 189
- 239000010703 silicon Substances 0.000 claims abstract description 188
- 239000013078 crystal Substances 0.000 claims abstract description 87
- 239000004065 semiconductor Substances 0.000 claims abstract description 66
- 239000002019 doping agent Substances 0.000 claims abstract description 53
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 claims abstract description 45
- 229910052732 germanium Inorganic materials 0.000 claims abstract description 44
- 229910021480 group 4 element Inorganic materials 0.000 claims abstract description 14
- 238000005245 sintering Methods 0.000 claims description 52
- 239000000969 carrier Substances 0.000 claims description 45
- 239000000843 powder Substances 0.000 claims description 43
- 239000002245 particle Substances 0.000 claims description 37
- 238000002844 melting Methods 0.000 claims description 35
- 230000008018 melting Effects 0.000 claims description 35
- 238000001816 cooling Methods 0.000 claims description 33
- 229910052698 phosphorus Inorganic materials 0.000 claims description 20
- 239000000155 melt Substances 0.000 claims description 17
- 238000004519 manufacturing process Methods 0.000 claims description 16
- 150000001875 compounds Chemical class 0.000 claims description 15
- 239000011863 silicon-based powder Substances 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 claims description 9
- 238000000576 coating method Methods 0.000 claims description 9
- 238000007731 hot pressing Methods 0.000 claims description 8
- 238000009832 plasma treatment Methods 0.000 claims description 8
- 229910052723 transition metal Inorganic materials 0.000 claims description 6
- 238000010030 laminating Methods 0.000 claims description 5
- 229910052782 aluminium Inorganic materials 0.000 claims description 4
- 229910052787 antimony Inorganic materials 0.000 claims description 4
- 229910052785 arsenic Inorganic materials 0.000 claims description 4
- 229910052733 gallium Inorganic materials 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 4
- 229910052761 rare earth metal Inorganic materials 0.000 claims description 4
- 238000001947 vapour-phase growth Methods 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 3
- 229910052697 platinum Inorganic materials 0.000 claims description 3
- 229910052684 Cerium Inorganic materials 0.000 claims description 2
- 229910052692 Dysprosium Inorganic materials 0.000 claims description 2
- 229910052691 Erbium Inorganic materials 0.000 claims description 2
- 229910052693 Europium Inorganic materials 0.000 claims description 2
- 229910052688 Gadolinium Inorganic materials 0.000 claims description 2
- 229910052689 Holmium Inorganic materials 0.000 claims description 2
- 229910052765 Lutetium Inorganic materials 0.000 claims description 2
- 229910052779 Neodymium Inorganic materials 0.000 claims description 2
- 229910052777 Praseodymium Inorganic materials 0.000 claims description 2
- 229910052772 Samarium Inorganic materials 0.000 claims description 2
- 229910052769 Ytterbium Inorganic materials 0.000 claims description 2
- -1 added elements Chemical compound 0.000 claims description 2
- 229910052788 barium Inorganic materials 0.000 claims description 2
- 229910052797 bismuth Inorganic materials 0.000 claims description 2
- 229910052793 cadmium Inorganic materials 0.000 claims description 2
- 229910052791 calcium Inorganic materials 0.000 claims description 2
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 229910052737 gold Inorganic materials 0.000 claims description 2
- 229910052738 indium Inorganic materials 0.000 claims description 2
- 229910052741 iridium Inorganic materials 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 229910052746 lanthanum Inorganic materials 0.000 claims description 2
- 229910052749 magnesium Inorganic materials 0.000 claims description 2
- 229910052748 manganese Inorganic materials 0.000 claims description 2
- 229910052750 molybdenum Inorganic materials 0.000 claims description 2
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 229910052758 niobium Inorganic materials 0.000 claims description 2
- 229910052762 osmium Inorganic materials 0.000 claims description 2
- 229910052760 oxygen Inorganic materials 0.000 claims description 2
- 229910052763 palladium Inorganic materials 0.000 claims description 2
- 229910052702 rhenium Inorganic materials 0.000 claims description 2
- 229910052703 rhodium Inorganic materials 0.000 claims description 2
- 229910052707 ruthenium Inorganic materials 0.000 claims description 2
- 229910052711 selenium Inorganic materials 0.000 claims description 2
- 229910052712 strontium Inorganic materials 0.000 claims description 2
- 229910052717 sulfur Inorganic materials 0.000 claims description 2
- 229910052715 tantalum Inorganic materials 0.000 claims description 2
- 229910052714 tellurium Inorganic materials 0.000 claims description 2
- 229910052716 thallium Inorganic materials 0.000 claims description 2
- 229910052719 titanium Inorganic materials 0.000 claims description 2
- 229910052721 tungsten Inorganic materials 0.000 claims description 2
- 229910052720 vanadium Inorganic materials 0.000 claims description 2
- 229910052727 yttrium Inorganic materials 0.000 claims description 2
- 229910052725 zinc Inorganic materials 0.000 claims description 2
- 229910052726 zirconium Inorganic materials 0.000 claims description 2
- 229910052771 Terbium Inorganic materials 0.000 claims 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 abstract description 20
- 230000003247 decreasing effect Effects 0.000 abstract description 12
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 abstract description 10
- 229910052799 carbon Inorganic materials 0.000 abstract description 10
- 229910052718 tin Inorganic materials 0.000 abstract description 10
- 239000002210 silicon-based material Substances 0.000 abstract description 6
- 229910021420 polycrystalline silicon Inorganic materials 0.000 abstract description 3
- 238000003912 environmental pollution Methods 0.000 abstract description 2
- 239000012071 phase Substances 0.000 description 49
- 239000000203 mixture Substances 0.000 description 23
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 18
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 18
- 238000003475 lamination Methods 0.000 description 18
- 239000011574 phosphorus Substances 0.000 description 18
- 239000000758 substrate Substances 0.000 description 16
- 239000010408 film Substances 0.000 description 15
- 239000007789 gas Substances 0.000 description 15
- 238000005204 segregation Methods 0.000 description 14
- 239000010409 thin film Substances 0.000 description 13
- 230000007423 decrease Effects 0.000 description 12
- 239000002994 raw material Substances 0.000 description 11
- 229910002804 graphite Inorganic materials 0.000 description 10
- 239000010439 graphite Substances 0.000 description 10
- 229910021478 group 5 element Inorganic materials 0.000 description 10
- 229910052786 argon Inorganic materials 0.000 description 9
- 239000000047 product Substances 0.000 description 9
- 239000000523 sample Substances 0.000 description 9
- 238000004453 electron probe microanalysis Methods 0.000 description 8
- 238000005259 measurement Methods 0.000 description 8
- 239000011856 silicon-based particle Substances 0.000 description 8
- 239000012768 molten material Substances 0.000 description 7
- 229910008310 Si—Ge Inorganic materials 0.000 description 6
- 239000012298 atmosphere Substances 0.000 description 6
- 238000005266 casting Methods 0.000 description 6
- 238000010791 quenching Methods 0.000 description 6
- 230000000171 quenching effect Effects 0.000 description 6
- 235000012431 wafers Nutrition 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 5
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 4
- 229910006990 Si1-xGex Inorganic materials 0.000 description 4
- 229910007020 Si1−xGex Inorganic materials 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 229910052796 boron Inorganic materials 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 4
- 229910021421 monocrystalline silicon Inorganic materials 0.000 description 4
- 150000003376 silicon Chemical class 0.000 description 4
- 239000006104 solid solution Substances 0.000 description 4
- 238000004544 sputter deposition Methods 0.000 description 4
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 3
- 229910045601 alloy Inorganic materials 0.000 description 3
- 239000000956 alloy Substances 0.000 description 3
- 230000027455 binding Effects 0.000 description 3
- 238000000151 deposition Methods 0.000 description 3
- 238000009792 diffusion process Methods 0.000 description 3
- 229910021476 group 6 element Inorganic materials 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Substances [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 3
- 238000010298 pulverizing process Methods 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 238000007740 vapor deposition Methods 0.000 description 3
- 239000008096 xylene Substances 0.000 description 3
- 229910017082 Fe-Si Inorganic materials 0.000 description 2
- 229910017133 Fe—Si Inorganic materials 0.000 description 2
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 2
- 239000012300 argon atmosphere Substances 0.000 description 2
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 238000007578 melt-quenching technique Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 238000005507 spraying Methods 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910005331 FeSi2 Inorganic materials 0.000 description 1
- 229910001218 Gallium arsenide Inorganic materials 0.000 description 1
- 229910002665 PbTe Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- 229910000577 Silicon-germanium Inorganic materials 0.000 description 1
- 229910052776 Thorium Inorganic materials 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 229910000905 alloy phase Inorganic materials 0.000 description 1
- 229910052790 beryllium Inorganic materials 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 150000001786 chalcogen compounds Chemical class 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000009689 gas atomisation Methods 0.000 description 1
- QUZPNFFHZPRKJD-UHFFFAOYSA-N germane Chemical compound [GeH4] QUZPNFFHZPRKJD-UHFFFAOYSA-N 0.000 description 1
- 229910052986 germanium hydride Inorganic materials 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229910001385 heavy metal Inorganic materials 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 229910021332 silicide Inorganic materials 0.000 description 1
- 238000007782 splat cooling Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- OCGWQDWYSQAFTO-UHFFFAOYSA-N tellanylidenelead Chemical compound [Pb]=[Te] OCGWQDWYSQAFTO-UHFFFAOYSA-N 0.000 description 1
- 239000002918 waste heat Substances 0.000 description 1
Images







Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/851—Thermoelectric active materials comprising inorganic compositions
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/01—Manufacture or treatment
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N10/00—Thermoelectric devices comprising a junction of dissimilar materials, i.e. devices exhibiting Seebeck or Peltier effects
- H10N10/80—Constructional details
- H10N10/85—Thermoelectric active materials
- H10N10/851—Thermoelectric active materials comprising inorganic compositions
- H10N10/8556—Thermoelectric active materials comprising inorganic compositions comprising compounds containing germanium or silicon
Definitions
- This invention relates to a novel thermoelectric conversion material in which pure silicon is made to contain various types of added element, and more particularly relates to a silicon-based thermoelectric conversion material having a polycrystal structure, characterized in that the crystal structure comprises crystal grains composed of a silicon-rich phase, and a added element-rich phase in which at least one type of added element is deposited at the grain boundary thereof, the result of which is an extremely large Seebeck coefficient and low thermal conductivity of 50 W/m ⁇ K or less, allowing the thermoelectric conversion rate to be raised dramatically, and affording a silicon-based thermoelectric conversion material composed chiefly of silicon, which is an abundant resource, and which causes extremely little environmental pollution.
- Thermoelectric conversion elements are devices that are expected to see practical use because of their efficient utilization of the high levels of thermal energy required in recent industrial fields.
- An extremely broad range of applications have been investigated, such as a system for converting waste heat into electrical energy, small, portable electric generators for easily obtaining electricity outdoors, flame sensors for gas equipment, and so forth.
- ⁇ is the Seebeck coefficient of the thermoelectric material
- ⁇ is the electrical conductivity
- ⁇ is the thermal conductivity
- T is the absolute temperature expressed as the average value for the thermoelectric element on the high temperature side (T H ) and the low temperature side (T L ).
- Silicides such as FeSi 2 and SiGe which are thermoelectric conversion materials that have been known up to now, are abundant natural resources, but the former has a Figure of merit ZT of 0.2 or less, its conversion efficiency is low, and its usable temperature range is extremely narrow, while no decrease in thermal conductivity is seen with the latter unless the germanium content is about 20 to 30 at%, and germanium is a scarce resource. Also, silicon and germanium have a state in which there is a broad liquidus and solidus for complete solid solution, and it is difficult to produce a uniform composition with melting or ZL (zone leveling), to name just two of the problems which have impeded industrial application. For these reasons, the above-mentioned materials have not found widespread use.
- thermoelectric materials with the highest Figure of merit at the present time are IrSb 3 having a skutterudite-type crystal structure, and BiTe, PbTe, and other such chalcogen compounds, which are known to provide highly efficient thermoelectric conversion capability, but from the standpoint of protecting the global environment, the use of these heavy metal elements is expected to restricted in the future.
- Silicon meanwhile, has a high Seebeck coefficient, but has extremely high thermal conductivity, and is therefore not considered suitable as a high efficiency thermoelectric material, and research into the thermoelectric characteristics thereof has been limited to silicon with a carrier concentration of 10 18 (M/m 3 ) or less.
- the inventors discovered that doping pure silicon with various elements, such as doping silicon with both a trace amount of a Group III element or Group V element and a small amount of a Group IV element, makes it possible to lower thermal conductivity, and the Seebeck coefficient will be equivalent to or better than that of conventional Si-Ge and Fe-Si compounds, or will be extremely high at a given carrier concentration. They also discovered that this material exhibits a good Figure of merit as a thermoelectric conversion material, without losing the fundamental advantages afforded by silicon.
- the inventors also produced p- and n-type semiconductors by doping pure silicon with various elements, and examined the relationship of the doping amount to the thermoelectric characteristics, and as a result found that up to a doping amount (that is, a carrier concentration) of 10 18 (M/m 3 ), the Seebeck coefficient decreases in inverse proportion to the carrier concentration, but has a maximum value from 10 18 to 10 19 (M/m 3 ).
- thermoelectric conversion material It is an object of the present invention to further lower thermal conductivity or further enhance the Seebeck coefficient and thereby improve performance, without sacrificing the high Seebeck coefficient and electrical conductivity had by this novel silicon-based thermoelectric conversion material discovered by the inventors.
- the inventors diligently examined the mechanism by which a high Seebeck coefficient is obtained with a silicon-based thermoelectric conversion material doped with various added elements, whereupon they learned that this novel silicon-based material has a polycrystal structure having crystal grains composed of a silicon-rich phase, and a added element-rich phase in which at least one type of added element is deposited at the grain boundary thereof.
- dded element includes elements with which silicon can be made into a p- or n-type semiconductor, or more specifically, elements that generate carriers and elements that do not generate carriers. Therefore, “added element” used by itself refers to both elements that generate carriers and elements that do not generate carriers, and when a distinction is to be made, we will refer to elements that generate carriers, or elements that do not generate carriers.
- the "silicon-rich phase” is a crystal phase in which silicon accounts for at least 80 at% of the crystal grains.
- the “added element-rich phase” is a crystal phase in which a added element has been deposited at the grain boundary of crystal grain composed of a silicon-rich phase, encompassing everything from depositing just enough to adhere to the crystal grains to depositing enough to surface the crystal grains in a layer, depending on the doping amount, and this crystal phase has at least one type of added element deposited at the grain boundary of these crystal grains. A case in which a trace amount of silicon is deposited at the grain boundary is also included.
- thermoelectric conversion material having a crystal structure in which a added element or a combination of added elements is or are contained in an amount of 0.001 to 30 at% in silicon, and at least one type of added element is deposited at the grain boundary of crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure.
- the inventors also investigated a crystal structure in which the inside of the crystal grains is a silicon-rich phase and the grain boundary is a added element-rich phase, whereupon they discovered that the conduction of carriers can be increased in a added element-rich phase in which the added element cohesion occurs at the grain boundary, and a high Seebeck coefficient is obtained in the silicon-rich phase (the main phase), which means that a material with a high Figure of merit is obtained.
- the inventors tried controlling the crystal structure aside from composition as a method for keeping the Seebeck coefficient high and lowering the thermal conductivity, whereupon they found that if the cooling rate is controlled during melting and solidification, the silicon-rich phase and added element-rich phase will be dispersed in the required arrangement within the material, and a material having a high Figure of merit will be obtained.
- the present invention is a thermoelectric conversion material in which the material itself is an ingot quenched from a melt, a sinter, a heat treated laminate, or a material having a porosity of 5 to 40%.
- the present invention is also characterized in that the crystal grain size and can be kept small (1 to 50 ⁇ m) and a thermoelectric conversion material having the above-mentioned special structure can be obtained by subjecting the above-mentioned melt to ordinary cooling or quenching, powderizing the resulting material, and molding and sintering this powder.
- the inventors also discovered a method for obtaining a silicon-based powder for sintering, in which a silicon powder or a silicon-based powder containing a added element is coated with a added element by discharge plasma treatment or by a vapor phase growth method such as vapor deposition, sputtering, or CVD, or is coated with a added element by plasma treatment using a gas containing the added element, or a added element is embedded by mechanofusion.
- the inventors diligently examined a structure and manufacturing method with which a silicon-based thermoelectric conversion material having the above structure could be obtained simply, and as a result learned that if a layer of silicon or including silicon and a layer including a added element are formed and laminated alternately, for instance, and then heat treated, the same structure as that shown in Figure 5 will be obtained for every layer or in the lamination thickness direction.
- the inventors also found that by alternately forming and laminating layers including silicon (silicon and a added element) with layers including a added element (in which the added element is the main component, but silicon is also included), the resulting structure will be two-dimensionally equivalent to a structure obtained by controlling the cooling rate during melting and solidification, and will be obtained with a simple method merely involving forming the above-mentioned material having a high Figure of merit on a substrate.
- thermoelectric conversion materials in which silicon is doped with a Group II, Group III, Group V, or Group VI element, a transition metal element, or a rare earth element.
- the carrier concentration resulting from doping that is effective for a thermoelectric conversion material is 10 17 to 10 21 (M/m 3 ), and that there is a limit to the doping amount, whereas the thermal conductivity of the silicon-based material must be further decreased in order to raise the Figure of merit of the thermoelectric conversion material.
- thermal conductivity can be greatly lowered without changing the carrier concentration in the silicon-based material by adding carbon, germanium, or tin (Group IV elements) as a added element that does not generate carriers.
- germanium when germanium is used as the Group IV element, if the doping amount is small enough that there is no carrier generation, the germanium is replaced with silicon, resulting in a diamond-like crystal structure, and furthermore the phonon scattering is greater because the atomic weight of germanium is different from that of silicon, allowing the thermal conductivity to be greatly lowered.
- the inventors produced ingots of p- and n-type semiconductors adjusted to a carrier concentration at which the Seebeck coefficient is higher (10 19 to 10 21 M/m 3 ) by doping various elements in an amount of 0.05 to 20 at% into a silicon-based thermoelectric conversion material containing a dopant that generates carriers, after which they examined various methods for lowering the thermal conductivity of these ingots, and as a result they perfected the present invention upon discovering that thermal conductivity can be greatly decreased without sacrificing a high Seebeck coefficient and low electrical conductivity by making the bulk semiconductor porous.
- the silicon-based thermoelectric conversion material pertaining to the present invention is characterized by having a crystal structure that is polycrystalline and in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the structure, and at the grain boundary thereof.
- a polycrystal structure such as this.
- thermoelectric conversion material of the present invention A compositional investigation was conducted into reducing the thermal conductivity of the silicon-based thermoelectric conversion material of the present invention, which revealed that a composition containing at least one of carbon, germanium, and tin as a added element that does not generate carriers, and particularly a composition containing germanium, is preferable, and that structurally, a lower thermal conductivity will be obtained by making the bulk semiconductor porous.
- Si 1-x Ge x melts (at%) were produced by arc melting, with various doping amounts of germanium (4N) into high purity silicon (10N). These ingots were quenched at a cooling rate of 50 to 200K/sec after melting to produce sample substrates. The crystal structure was observed by EPMA.
- the black parts in the photographs are the silicon-rich phase, which is virtually all silicon, although a trace amount of added element is included, and the white parts are the added element-rich (germanium) phase, and it can be seen that in this structure the germanium-rich phase is formed dispersed or clumped at the grain boundary of the silicon-rich phase.
- the structure of the silicon-based thermoelectric conversion material of the present invention is a structure in which are formed a silicon-rich phase consisting of silicon alone or almost entirely of silicon but including a trace amount of added element, and a added element-rich phase in which a added element such as germanium is segregated at the grain boundary of this silicon-rich phase.
- the size of the silicon-rich phase varies with the cooling rate, but is about 10 to 500 ⁇ m.
- thermoelectric conversion material decreases as the carrier concentration is increased. This is believed to be because lattice thermal conduction was decreased by local phonon scattering of impurities resulting from the added element in the crystals.
- the above-mentioned structure is obtained by cooling a silicon-based molten material, and arc melting and high-frequency melting are ideal melting methods for mass production.
- the cooling rate of the silicon-based molten material is suitably determined as dictated by the type and combination of added elements (discussed below), the doping amount, and so forth, as well as the cooling method employed, and the form in which the material is obtained, such as an ingot, a thin sheet, a substrate, or a ribbon.
- Cooling methods that can be employed in the present invention include cooling the ingot just as it is, and cooling while pulling, such as a method in which a known CZ or FZ method for obtaining monocrystalline silicon is utilized and pulling and cooling are performed under conditions that allow polycrystalline silicon to be obtained. Because a CZ or FZ method allows numerous substrates of the required thickness to be manufactured from a pulled ingot rod, they are ideal methods for manufacturing a silicon-based substrate for use in thermoelectric conversion elements. Manufacture by ZL method is also possible.
- cooling at a rate of at least 50K/sec is appropriate, for example, which will keep the crystal grain size to just a few hundred microns or less and result in a high Seebeck coefficient.
- a preferable cooling rate is 50K/sec to 500K/sec, and it is possible to achieve an average crystal grain size of 10 to 200 ⁇ m.
- thermoelectric conversion material it is also possible to produce a silicon-based thermoelectric conversion material by sintering.
- a structure in which a added element-rich phase of germanium or the like is dispersively formed at the grain boundary of a silicon-rich phase is formed through the segregation of the added element in solid solution in the raw material powder particles during sintering. It is also effective for the sintering powder itself to have the same crystal structure.
- the cooling rate after ingot casting is controlled, the crystal grain size is kept relatively small by quenching, segregation of a suitable added element other than silicon occurs at the crystal grain boundary, and this results in a material powder exhibiting a high Seebeck coefficient despite the high electrical conductivity. Furthermore, sintering using this powder causes the segregation of the added element during sintering to occur more readily and effectively, and a sintered silicon-based thermoelectric conversion material that exhibits a high Seebeck coefficient is obtained.
- the raw material has little of the above-mentioned segregation of a suitable added element other than silicon at the crystal grain boundary, if this raw material is pulverized and sintered, the required segregation will occur during sintering and the targeted structure can be obtained, so there are no particular restrictions on the cooling rate of the silicon-based molten material.
- the cooling rate after ingot casting must be controlled in the present invention in order to use a powder that imparts a high Seebeck coefficient to the raw material powder and convert the crystal structure of the sintering powder itself into the structure in Figure 5.
- Any method can be employed, but examples include a roll cooling method such as melt quenching, and a spraying method such as gas atomization. Cooling is particularly fast with roll cooling or spraying (about 500 to 1000K/sec), allowing for a fine crystal grain size of 1 to 50 ⁇ m and making it possible to lower the thermal conductivity.
- a powder can be produced by subjecting an ingot or thin sheet to a known mechanical pulverization process such as a stamp mill or ball mill, or a ribbon or other slender piece obtained by splat cooling can be pulverized, and the average particle size of the powder should be adjusted to 10 to 100 ⁇ m.
- a spray method a small crystal grain size of 1 to 10 ⁇ m can be obtained, a fine powder with a particle diameter of 3 to 50 ⁇ m can also be obtained, and there is little particle growth after sintering, making this an ideal raw material powder for sintering.
- any sintering method can be used in the present invention as long as it allows for firing at about 1470 to 1630K, which is close to the melting point of silicon.
- An ordinary firing method in which sintering is performed after compression molding, or a known sintering means such as hot pressing or discharge plasma sintering in which sintering is performed during compression molding, can be selected as deemed appropriate.
- the preferred conditions should be appropriately selected according to the selected sintering means such that the sintering time is maintained at 0.5 hour or longer, the temperature is 1470 to 1630K, and the sintering is performed in a vacuum or an inert gas.
- a sample substrate was produced by cooling at a rate of 50K/sec after melting, the substrate was then pulverized into a powder with an average particle size of 30 ⁇ m, a Si 1-x Ge x powder coated with a added element was produced by discharge plasma treatment, and this powder was sintered at 1520 to 1630K.
- the crystal structure of the obtained sample was observed by EPMA, which revealed that melting and solidification produced the same structure as in Figures 1 to 3, and that the size of the silicon-rich phase was a relatively small 10 to 100 ⁇ m.
- the coating or adhesion of the added element onto the surface of a silicon powder or a silicon-based powder containing a added element can be accomplished by any known growth, film formation, binding, or adhesive means, such as vapor deposition, sputtering, CVD, or another such vapor phase growth method, discharge plasma treatment, or plasma treatment using a gas containing a added element.
- coating with a added element encompasses everything from forming a complete film on the silicon particle surface to merely causing added element particles to adhere to the silicon particle surface.
- the added element particles need not completely cover the silicon particle surface, and may instead just adhere up to the time of the sintering treatment.
- any element can be added as the added element, so a variety of cases are conceivable, including those in which any means can be selected and those in which the means is limited by the type of element in question.
- the treatment conditions for the selected means will vary considerably with the combination of elements when two or more are used, so the above-mentioned means and conditions must be appropriately selected according to the targeted composition.
- the example shown in Figure 6A is one in which a added element has been bound to the particle surface of a silicon powder adjusted to a specific particle size by pulverizing an ingot or thin sheet, or a silicon powder obtained directly by spray method.
- the binding may be accomplished by any means, such as growth or film formation as discussed below, and the binding amount is suitably selected so as to achieve the targeted composition after sintering.
- the same treatment can be performed on silicon-based particles in which the silicon powder itself contains the required added element.
- the structure in which a added element-rich phase is dispersively formed at the grain boundary of a silicon-rich phase shown in Figure 5 can be obtained by sintering a silicon powder composed of silicon particles in which the required added element is bound to the surface.
- the example shown in Figure 6B is one in which the added element is imbedded in the silicon particle surface by mechanofusion treatment so that the silicon particles are silicon-rich particles, and the structure in which a added element-rich phase is dispersively formed at the grain boundary of a silicon-rich phase shown in Figure 5 can be obtained by sintering a silicon-rich powder composed of silicon-rich particles in which the required added element is imbedded in the surface.
- thermoelectric conversion material of the present invention can make use of a monocrystalline or polycrystalline silicon substrate, a glass or ceramic substrate, a resin substrate, or the like, or a resin film, or any known substrate or film that can be utilized in the formation of a thermoelectric conversion element, for instance, over another film.
- the structure is characterized in that a silicon layer or a layer containing silicon as its main component and a layer having as its main component one or more added elements are laminated over one of these substrates or films.
- a laminate of a silicon layer or a layer containing silicon and a layer containing a added element is formed on a substrate.
- the structural example shown in Figure 7 is such that first a thin film layer of germanium and phosphorus is formed in the required thickness as the layer containing added elements over a monocrystalline silicon substrate with a crystal plane of (111) or (100), then a thin film layer of just silicon is formed in the required thickness as the layer containing silicon, and the above-mentioned thin film layers of germanium and phosphorus and thin film layers of silicon are alternately laminated.
- the heat treated lamination state of Figure 7B can be achieved by forming a thin film layer of Ge + P + Si (made up primarily of germanium and phosphorus, but including silicon as well; used as the layer containing a added element) in the required thickness, then forming a thin film layer of Si + Ge (used as the layer containing silicon) in the required thickness, and then alternately laminating these Ge + P + Si thin film layers and Si + Ge thin film layers.
- Ge + P + Si made up primarily of germanium and phosphorus, but including silicon as well; used as the layer containing a added element
- the laminate shown in Figure 7B or Figure 8, formed by lamination over a monocrystalline silicon substrate is equivalent to the structure shown in Figure 5, in which a silicon-rich phase consisting primarily of silicon and a added element-rich phase in which a added element has become segregated at the grain boundary of this silicon-rich phase are formed in the thickness direction (that is, the lamination direction), and when a diffusion heat treatment is performed, the resulting structure is similar in the plan view of the various thin film layers.
- This laminate is a thermoelectric conversion material having a structure equivalent to that in Figure 5, which was obtained by quenching a silicon-based melt containing the required amounts of germanium and phosphorus.
- the composition and thickness of the layers containing silicon and the layers containing a added element must be selected according to the composition of the targeted silicon-based thermoelectric conversion material so that these are suitably dispersed, and any lamination means can be employed as long as the structure shown in Figure 5 can at least be achieved in the lamination direction. Examples include varying the composition of the layers containing silicon and the layers containing a added element for each lamination, and combining a variety of compositions or using various patterns in which the lamination pattern is not merely alternating as above.
- thermoelectric conversion material in which films are formed and laminated over a substrate as above is suitably designed so the composition discussed below will be achieved for the laminate as a whole, and the structure shown in Figure 5 is formed in the lamination direction, so a thermoelectric conversion element can be easily obtained by forming and laminating p- and n-type semiconductors, electrode films, and the like from this silicon-based thermoelectric conversion material in a suitable pattern so that the temperature gradient direction of the targeted thermoelectric conversion element will be the above-mentioned lamination direction.
- the film formation and lamination can be accomplished by any known growth or film formation means, such as vapor deposition, sputtering, CVD, or another such vapor phase growth method, discharge plasma treatment, or plasma treatment using a gas containing a added element.
- any element can be added as the added element, so a variety of cases are conceivable, including those in which any means can be selected and those in which the means is limited by the type of element in question.
- the treatment conditions for the selected means will vary considerably with the combination of elements when two or more are used, so the above-mentioned means and conditions must be appropriately selected according to the targeted composition.
- the heat treatment any temperature conditions, atmosphere, and heating method can be employed as long as the conditions result in the desired diffusion between the layers.
- the added element that is contained in silicon in the present invention may be any element that is added in order to obtain a higher Seebeck coefficient and at the same time lower the thermal conductivity at a carrier concentration within the required range, and one or more types of added element are contained in an amount of 0.001 to 30 at%.
- dopant an element that generates carriers (discussed below) for making silicon into a p- or n-type semiconductor.
- a dopant for generating carriers and making a p-type semiconductor (called dopant Ap) and a dopant for making an n-type semiconductor (called dopant An) are each contained in an amount of 0.001 to 10 at%.
- Dopant Ap and dopant An can be selected in any combination of each group, as long as at least one type from each group is contained in a total amount of 0.002 to 20 at%, dopant Ap or An is combined in a total amount that is over that of the corresponding dopant An or Ap and is large enough to create a p-type semiconductor or n-type semiconductor.
- the total amount of dopant An should be over that of dopant Ap and be large enough to create a p-type semiconductor.
- one or more types of dopant that generates carriers may be contained in addition to the first added element in an amount of 0.001 to 10 at%, and preferably 0.001 to 5 at%.
- thermoelectric conversion material of the present invention allows the carrier concentration to be determined by means of the added amount of the selected added element.
- the added element Ap for generating carriers and creating a p-type semiconductor prefferably be one or more types selected from the group consisting of an Ap1 group (Be, Mg, Ca, Sr, Ba, Zn, Cd, Hg, B, Al, Ga, In, Tl) and transition metal elements M 1 (Y, Mo, Zr).
- an Ap1 group Be, Mg, Ca, Sr, Ba, Zn, Cd, Hg, B, Al, Ga, In, Tl
- transition metal elements M 1 Y, Mo, Zr
- boron, gallium, and aluminum are particularly favorable dopants.
- the dopant An for generating carriers and creating an n-type semiconductor is one or more types selected from the group consisting of an An1 group (N, P, As, Sb, Bi, O, S, Se, Te), transition metal elements M 2 (Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Nb, Ru, Rh, Pd, Ag, Hf, Ta, W, Re, Os, Ir, Pt, Au; where Fe accounts for 10 at% or less), and rare earth elements RE (La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Th, Dy, Ho, Er, Yb, Lu).
- an An1 group N, P, As, Sb, Bi, O, S, Se, Te
- transition metal elements M 2 Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Nb, Ru, Rh, Pd, Ag, Hf, Ta, W, Re, Os, Ir, Pt, Au; where Fe accounts for 10 at% or less
- rare earth elements RE
- an n-type semiconductor with a carrier concentration of 10 17 to 10 20 (M/m 3 ) will be obtained, and when elements from the An1 group are contained in an amount of 0.5 to 10 at%, an n-type semiconductor with a carrier concentration of 10 19 to 10 21 (M/m 3 ) will be obtained.
- thermoelectric conversion element When elements from the above-mentioned dopant groups Ap1 or An1 are contained in an amount of 0.5 to 5.0 at% so that the carrier concentration is 10 19 to 10 21 (M/m 3 ), a highly efficient thermoelectric conversion element is obtained, and the thermoelectric conversion efficiency is excellent, but the thermal conductivity thereof is about 50 to 150 W/m ⁇ K at room temperature, and if the thermal conductivity could be decreased, there would be a further improvement in the Figure of merit ZT.
- a p-type semiconductor will be obtained if the Group III element is contained in an amount 0.3 to 5 at% larger than the Group V element, and an n-type semiconductor will be obtained if the Group V element is contained in an amount 0.3 to 5 at% larger than the Group III element.
- the inventors also investigated whether a decrease in thermal conductivity could be achieved with something other than Group III elements Group V elements, and found that the crystal structure can be disturbed without changing the carrier concentration in the silicon, the thermal conductivity can be brought below 50 W/m ⁇ K at room temperature, and a highly efficient thermoelectric conversion material can be obtained by adding a Group III-V compound semiconductor or a Group II-VI compound semiconductor to silicon, further adding at least one type of Group III element or Group V element and controlling the carrier concentration to a range of 10 19 to 10 21 (M/m 3 ).
- the inventors found that if the silicon contains the Group IV elements germanium, carbon, and tin in an amount of 0.1 to 5 at%, and some of the silicon atoms are replaced with a Group IV element with a different atomic weight, there will be greater phonon scattering in the crystals and the thermal conductivity of the semiconductor can be reduced to no more than 50 W/m ⁇ K at room temperature.
- thermoelectric conversion material of the present invention Other elements besides the above-mentioned Group III and V elements were examined to see if they could similarly be added to silicon in the thermoelectric conversion material of the present invention, whereupon it was confirmed that while there are no particular restrictions as long as a p- or n-type semiconductor will result, if elements whose ion radii are too different are used, almost all will precipitate in the grain boundary phase, so it is preferable to use an element whose ion radius is relatively close to that of silicon.
- the composition When one or more of germanium, carbon, and tin are selected as added elements in the thermoelectric conversion material of the present invention, it is preferable for the composition to be such that these added elements that do not generate carriers are contained in an amount of 0.1 to 10 at%, and one or more dopants that do generate carriers are contained in an amount of 0.001 to 20 at%.
- thermoelectric conversion material thermal conductivity will be high if one or more of germanium, carbon, and tin are contained in an amount less than 0.1 at%, so a high Figure of merit will not be obtained, but while thermal conductivity will decrease somewhat if 10 at% is exceeded, the Group IV element will at the same time also diffuse into the silicon-rich phase in the particles, producing a solid solution, so there will be a drop in the high Seebeck coefficient of the silicon, and the Figure of merit will be lower.
- the Group IV elements other than silicon should be contained in an amount of 0.1 to 10 at%, and preferably 5 to 10 at%.
- the purpose of adding a Group III-V compound semiconductor or a Group II-VI compound semiconductor is to reduce thermal conductivity without changing the carrier concentration of the material, and the desired effect will not be obtained below 1 at%, but adding in an amount over 10 at% will result in almost no decrease in thermal conductivity, so an amount of 1 to 10 at% is preferable.
- the inventors employed the following process to produce a p-type Si-Ge semiconductor with controlled porosity.
- one or more transition metal elements, Group II elements, and Group III elements were added and melted so that the carrier concentration was 10 19 to 10 21 (M/m 3 ), and the resulting ingot was coarsely ground, ground in a disk mill, and ground in a jet mill.
- the powder was subjected to hot pressing or discharge plasma sintering under various molding temperature and pressure conditions.
- the thermoelectric conversion characteristics of the thermoelectric conversion material of a p-type semiconductor with controlled porosity were measured.
- porosity caused no major change in the Seebeck coefficient or electrical resistance up to a porosity of 40%, but from a porosity of 5%, the thermal conductivity decreased greatly as porosity increased, and was found to have dropped to about 30% of that of an arc-melted ingot at a porosity of 40%.
- the porosity (X%) here was determined using the formula (100 ⁇ Y) (%) from the relative density (Y%) of a hot pressed article, where the density of the ingot is 100%.
- the following process was employed to produce an n-type silicon-based material with controlled porosity.
- one or more rare earth elements, Group V elements, and Group VI elements were added and melted so that the carrier concentration was 10 19 to 10 21 (M/m 3 ), and the resulting ingot was coarsely ground, ground in a disk mill, and ground in a jet mill.
- the powder was subjected to hot pressing or discharge plasma sintering under various molding temperature and pressure conditions.
- the thermoelectric conversion characteristics of the thermoelectric conversion material of an n-type semiconductor with controlled porosity were measured.
- porosity caused no major change in the Seebeck coefficient or electrical resistance up to a porosity of 40%, but from a porosity of 5%, the thermal conductivity decreased greatly as porosity increased, and was found to have dropped to about 30% of that of an arc-melted ingot at a porosity of 40%.
- the hot pressing treatment conditions in the present invention to comprise a temperature of 1423 to 1573K and a pressure of 25 to 150 MPa. If the temperature is below 1423K, the porosity of the sinter will exceed 40%, but partial melting will occur if the temperature is over 1573K.
- the pressure should be appropriately selected so as to achieve the specified porosity.
- the discharge plasma sintering conditions in the present invention to comprise a temperature of 1503 to 1573K and a pressure of 25 to 150 MPa. If the temperature is below 1503K, the porosity of the sinter will exceed 40%, but partial melting will occur if the temperature is over 1573K.
- High-purity silicon (10N) and a added element were compounded as shown in Table 1 and then arc-melted in an argon gas atmosphere to produce p- and n-type silicon thermoelectric conversion semiconductors.
- the temperature in the arc melting was approximately 1900K, and the molten material was cooled at a rate of 50 to 100K/sec by a water-cooled copper base.
- the average crystal grain size of the obtained material was approximately 50 to 100 ⁇ m.
- the button-shaped ingots thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity were measured for each.
- the temperature differential between the high and low temperature portions during temperature elevation was set to be about 6K, the thermoelectromotive force of the samples was measured with a digital multimeter, and this value was divided by the temperature differential to find the Seebeck coefficient.
- the Hall coefficient was measured by AC method, and the electrical resistance was measured by four-probe method simultaneously with the carrier concentration.
- the thermal conductivity was measured by laser flash method.
- thermoelectric semiconductors In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 3, after which this product was put in a graphite crucible and melted in a high-frequency melting furnace in a vacuum (10 -4 Torr). The melting temperature was approximately 1900K, the casting temperature was approximately 1800K, and the melt was cast into a mold with a thickness of 10 mm. The cooling rate of the molten material was 10 to 50K/sec, and the average crystal grain size of the material was approximately 100 to 500 ⁇ m.
- the ingots thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 1.
- thermoelectric semiconductors In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 5, after which this product was put in a graphite crucible and melted in a high-frequency melting furnace in a vacuum (10 -4 Torr), and it was confirmed that the components melted uniformly at approximately 1800K.
- the upper part of the above-mentioned graphite crucible was lowered to 1700K, silicon seed crystals were brought into contact with the top of the melt, and the melt was slowly pulled up.
- the inside diameter of the crucible was 100 mm, the pulling rate was 0.3 to 1 mm/sec, and the pulled crystals were vibrated once every five seconds in order to render them polycrystalline.
- the average crystal grain size of the obtained material was approximately 1 to 10 ⁇ m.
- the ingots thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 1.
- thermoelectric semiconductors In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 7, after which this product was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. After melting, the material was cast into a mold with a thickness of 10 mm, and the ingots were ground and then pulverized to an average crystal grain size of 1 to 50 ⁇ m in a stamp mill and a ball mill. The ball mill was a wet type and made use of a xylene solvent.
- the pulverized raw material powder was subjected to hot pressing in argon for 1 hour at 1325K and 100 MPa to obtain sinters.
- the sinter samples thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured.
- thermoelectric semiconductors In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 9, after which this product was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. After melting, the material was cast into a mold with a thickness of 10 mm to obtain sheet-form ingots. The ingots were then pulverized, and then finely pulverized to an average crystal grain size of 1 to 30 ⁇ m in a stamp mill and a jet mill. N 2 gas was used in the jet mill, and the pressure was 0.7 MPa.
- the finely pulverized raw material powders were compression molded at a pressure of 200 MPa to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and these products were sintered in a vacuum for 5 hours at 1325K.
- the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each of the sinters thus obtained were measured by the same methods as in Example 4.
- thermoelectric semiconductors In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 11, after which this product was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. The melts were discharged through a nozzle with an inside diameter of 3 mm, and the melts were quenched by blowing argon gas on them at 3 MPa to obtain spherical atomized powder particles with an average diameter of 30 to 100 ⁇ m. The cooling rate of this atomized powder was 500 to 1000K/sec, and the average crystal grain size was 1 to 30 ⁇ m.
- the atomized powders thus obtained were sintered by discharge plasma in an argon atmosphere.
- the sintering conditions were 3 minutes at 1325K.
- the sample sinters were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 4.
- the powder thus obtained was subjected to hot pressing in argon for 1 hour at 1325K and 100 MPa to obtain sinters.
- the sinter samples were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured.
- thermoelectric semiconductors In order to produce mother particles of p- and n-type silicon thermoelectric semiconductors, high-purity silicon or Si 0.97 Ge 0.03 was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. After melting, the material was cast into a mold with a thickness of 10 mm to obtain sheet-form ingots. The ingots were then pulverized, and then finely pulverized to an average crystal grain size of 1 to 10 ⁇ m in a stamp mill and a jet mill. N 2 gas was used in the jet mill, and the pressure was 0.7 MPa.
- the powders (mother particles) thus obtained were put in a vacuum chamber and treated with SiH 4 gas or GeH 4 gas, and the powders were coated with dopants that generate carriers, such as boron, aluminum, gallium, phosphorus, arsenic, and antimony in the film thicknesses shown in Table 15.
- dopants that generate carriers such as boron, aluminum, gallium, phosphorus, arsenic, and antimony in the film thicknesses shown in Table 15.
- the coated raw material powders were compression molded at a pressure of 200 MPa to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and these products were sintered in a vacuum for 5 hours at 1325K.
- the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each of the sinters thus obtained were measured by the same methods as in Example 1.
- thermoelectric cemiconductors In order to produce mother particles of silicon thermoelectric cemiconductors, high-purity silicon (10N) was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. The melt was cast into a mold with a thickness of 10 mm to obtain sheet-form ingots. The ingots were ground and then finely pulverized to an average crystal grain size of 10 to 50 ⁇ m in a stamp mill and a ball mill. The ball mill was a wet type and made use of a xylene solvent.
- Added elements for producing daughter particles forming a coating around the silicon were compounded as shown in Table 17, after which the material was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. The melt discharged through a nozzle with an inside diameter of 3 mm, and the melts were quenched by blowing argon gas on them at 3 MPa, resulting in an average diameter of 30 to 100 ⁇ m. The obtained mother particles were coated with the daughter particles by mechanofusion such that the daughter particles were in a specific weight ratio.
- the coated raw material powders were sintered by discharge plasma in an argon atmosphere.
- the sintering conditions were 180 seconds at 1325K.
- the sample sinters were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 1.
- a silicon (111) wafer was put in a vacuum chamber at 10 -6 Torr, the added elements shown in Table 19 were formed by electron beam heating alternately as layer A and layer B for 50 laminations in the thicknesses shown in Table 19.
- the samples on the silicon wafers thus obtained were cut to sizes of 5 ⁇ 15 mm, 10 ⁇ 10 mm, and 10 mm (outside diameter), and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured along with the silicon wafer.
- the temperature differential between the high and low temperature portions during temperature elevation was set to be about 6K, the thermoelectromotive force of the samples was measured with a digital multimeter, and this value was divided by the temperature differential to find the Seebeck coefficient.
- the Hall coefficient was measured by AC method, and the electrical resistance was measured by four-probe method simultaneously with the carrier concentration.
- the thermal conductivity was measured by laser flash method.
- a silicon (111) wafer was put in a vacuum chamber at 10 -2 Torr, the added elements shown in Table 21 were formed by sputtering alternately as layer A and layer B for 50 laminations in the thicknesses shown in Table 21.
- the samples on the silicon wafers thus obtained were cut to sizes of 5 ⁇ 15 mm, 10 ⁇ 10 mm, and 10 mm (outside diameter), and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured along with the silicon wafer.
- thermoelectric semiconductor In order to produce a p-type silicon thermoelectric semiconductor, high-purity silicon (10N), a Group IV element (germanium, carbon, or tin, the added element Bnc that does not generate carriers), and a Group III element (the dopant Ap or An that does generate carriers) were compounded as shown in Table 23, after which they were arc melted in an argon gas atmosphere.
- the button-shaped ingots thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 15 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (diameter) ⁇ 2 mm, and the Seebeck coefficient (S), Hall coefficient (including the carrier concentration (n) and electrical conductivity ( ⁇ )), and thermal conductivity ( ⁇ ) were measured for each.
- the temperature differential between the high and low temperature portions was set to 6K
- the thermoelectromotive force of the p-type semiconductors in which the average temperature between the high and low temperature portions was 200°C(473K) was measured with a digital multimeter, and this value was divided by the temperature differential (6K) to find the Seebeck coefficient.
- the Hall coefficient was measured by applying an AC magnetic field of 0.4T at 473K, and the electrical resistance was measured by four-probe method simultaneously with the carrier concentration.
- the thermal conductivity was measured at 473K by laser flash method.
- the measurement values of an Si-Ge alloy (containing 30 at% germanium) and of silicon not doped with germanium are also shown as comparative examples.
- n-type silicon thermoelectric semiconductor high-purity silicon (10N), a Group IV element (germanium, carbon, or tin, the added element Bnc that does not generate carriers), and a Group V element (the dopant Ap or An that does generate carriers) were compounded as shown in Table 24, after which they were arc melted in an argon gas atmosphere.
- the button-shaped ingots thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 5 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (diameter) ⁇ 2 mm.
- the Seebeck coefficient (S), Hall coefficient (including the carrier concentration (n) and electrical conductivity ( ⁇ )), and thermal conductivity ( ⁇ ) were measured for each in the same manner as in Example 1.
- measurement values are also given for an Si-Ge alloy (30 at% germanium) and silicon to which no germanium was added.
- thermoelectric semiconductors In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N), a Group IV element (germanium, carbon, or tin, the added element Bnc1 that does not generate carriers), a Group III-V compound semiconductor (GaP, GaAs) or a Group II-VI compound semiconductor (ZnS) (the compound semiconductor is the added element Bnc2 that does not generate carriers), and a Group II element and Group III element, or a Group V element and Group VI element that do generate carriers were compounded as shown in Table 25, after which they were melted in a high-frequency melting furnace in a 40 kPa argon gas atmosphere.
- the ingots thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 5 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (diameter) ⁇ 2 mm.
- the Seebeck coefficient (S), Hall coefficient (including the carrier concentration (n) and electrical conductivity ( ⁇ )), and thermal conductivity (K) were measured for each.
- measurement values are also given for an Si-Ge alloy (6.5 at% germanium) to which no Group III-V compound semiconductor or Group II-VI compound semiconductor was added.
- thermoelectric semiconductor In order to produce a p-type silicon thermoelectric semiconductor, high-purity silicon (10N), germanium, and a dopant that generates carriers were weighed out in the specific proportions shown in Table 29, after which they were arc melted in an argon gas atmosphere.
- the button-shaped ingots thus obtained were coarsely ground, then ground in a disk mill, then ground in a jet mill to produce powders with the average particle sizes shown in Table 29.
- the sinters thus obtained were cut to sizes of 5 ⁇ 5 ⁇ 5 mm, 10 ⁇ 10 ⁇ 2 mm, and 10 (outside diameter) ⁇ 2 mm to produce samples for measuring the Seebeck coefficient, Hall coefficient (including the carrier concentration and electrical conductivity), and thermal conductivity of each.
- thermoelectromotive force of the p-type semiconductors in which the average temperature between the high and low temperature portions was 323K was measured, and this thermoelectromotive force was divided by 6K to find the Seebeck coefficient.
- the Hall coefficient was measured by AC method at 323K, and the electrical resistivity was also measured by four-probe method at that time.
- the thermal conductivity was measured at 323K by laser flash method.
- thermoelectric conversion material of the present invention is an outstanding material in terms of protecting the global environment and conserving the earth's resources, and also affords excellent safety. Furthermore, it is light (has a low specific gravity), which makes it very favorable for thermoelectric conversion elements used in automobiles. Bulk silicon also has good corrosion resistance, which is an advantage in that no surface treatment or the like is needed.
- thermoelectric conversion material of the present invention is less expensive than Si-Ge-based materials containing large quantities of costly germanium, and provides a higher Figure of merit than Fe-Si-based materials. Furthermore, the silicon used in the present invention is much lower in purity than that used in semiconductor devices, so the raw material is available at relatively low cost, the result of which is a thermoelectric conversion material with good productivity, stable quality, and low cost.
- thermoelectric conversion material of the present invention takes full advantage of the characteristics of silicon, namely, its low electrical resistance and large Seebeck coefficient despite having a large carrier concentration, and also greatly ameliorates its drawback of high thermal conductivity, and is therefore an effective way to obtain a material with a high Figure of merit. Another advantage is that the properties can be controlled by means of the type and amount of added elements.
- thermoelectric conversion material of the present invention containing 5 to 10 at% of at least one of germanium, carbon, and tin has a Seebeck coefficient of ⁇ 2.0 to 4.0 ⁇ 10 -4 V/K, which means that the thermal conductivity of this novel silicon-based thermoelectric conversion can be greatly decreased to less than 50 W/m ⁇ K and the Figure of merit markedly enhanced without decreasing the Seebeck coefficient originally had by the material.
- thermoelectric conversion material of the present invention with a porosity of 5 to 40% has a Seebeck coefficient of 0.07 to 0.200mV/K, which means that the thermal conductivity of this novel silicon-based thermoelectric conversion can be greatly decreased to less than 33 W/m ⁇ K and the Figure of merit markedly enhanced without decreasing the Seebeck coefficient originally had by the material.
Landscapes
- Chemical & Material Sciences (AREA)
- Inorganic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Silicon Compounds (AREA)
Abstract
Description
- This invention relates to a novel thermoelectric conversion material in which pure silicon is made to contain various types of added element, and more particularly relates to a silicon-based thermoelectric conversion material having a polycrystal structure, characterized in that the crystal structure comprises crystal grains composed of a silicon-rich phase, and a added element-rich phase in which at least one type of added element is deposited at the grain boundary thereof, the result of which is an extremely large Seebeck coefficient and low thermal conductivity of 50 W/m· K or less, allowing the thermoelectric conversion rate to be raised dramatically, and affording a silicon-based thermoelectric conversion material composed chiefly of silicon, which is an abundant resource, and which causes extremely little environmental pollution.
- Thermoelectric conversion elements are devices that are expected to see practical use because of their efficient utilization of the high levels of thermal energy required in recent industrial fields. An extremely broad range of applications have been investigated, such as a system for converting waste heat into electrical energy, small, portable electric generators for easily obtaining electricity outdoors, flame sensors for gas equipment, and so forth.
- This conversion efficiency from thermal energy to electrical energy is a function of the Figure of merit ZT, and rises in proportion to ZT. This Figure of merit ZT is expressed by Formula 1.
- Here, α is the Seebeck coefficient of the thermoelectric material, σ is the electrical conductivity, κ is the thermal conductivity, and T is the absolute temperature expressed as the average value for the thermoelectric element on the high temperature side (TH) and the low temperature side (TL).
- Silicides such as FeSi2 and SiGe, which are thermoelectric conversion materials that have been known up to now, are abundant natural resources, but the former has a Figure of merit ZT of 0.2 or less, its conversion efficiency is low, and its usable temperature range is extremely narrow, while no decrease in thermal conductivity is seen with the latter unless the germanium content is about 20 to 30 at%, and germanium is a scarce resource. Also, silicon and germanium have a state in which there is a broad liquidus and solidus for complete solid solution, and it is difficult to produce a uniform composition with melting or ZL (zone leveling), to name just two of the problems which have impeded industrial application. For these reasons, the above-mentioned materials have not found widespread use.
- The thermoelectric materials with the highest Figure of merit at the present time are IrSb3 having a skutterudite-type crystal structure, and BiTe, PbTe, and other such chalcogen compounds, which are known to provide highly efficient thermoelectric conversion capability, but from the standpoint of protecting the global environment, the use of these heavy metal elements is expected to restricted in the future.
- Silicon, meanwhile, has a high Seebeck coefficient, but has extremely high thermal conductivity, and is therefore not considered suitable as a high efficiency thermoelectric material, and research into the thermoelectric characteristics thereof has been limited to silicon with a carrier concentration of 1018 (M/m3) or less.
- The inventors discovered that doping pure silicon with various elements, such as doping silicon with both a trace amount of a Group III element or Group V element and a small amount of a Group IV element, makes it possible to lower thermal conductivity, and the Seebeck coefficient will be equivalent to or better than that of conventional Si-Ge and Fe-Si compounds, or will be extremely high at a given carrier concentration. They also discovered that this material exhibits a good Figure of merit as a thermoelectric conversion material, without losing the fundamental advantages afforded by silicon.
- The inventors also produced p- and n-type semiconductors by doping pure silicon with various elements, and examined the relationship of the doping amount to the thermoelectric characteristics, and as a result found that up to a doping amount (that is, a carrier concentration) of 1018 (M/m3), the Seebeck coefficient decreases in inverse proportion to the carrier concentration, but has a maximum value from 1018 to 1019 (M/m3).
- It is an object of the present invention to further lower thermal conductivity or further enhance the Seebeck coefficient and thereby improve performance, without sacrificing the high Seebeck coefficient and electrical conductivity had by this novel silicon-based thermoelectric conversion material discovered by the inventors.
- The inventors diligently examined the mechanism by which a high Seebeck coefficient is obtained with a silicon-based thermoelectric conversion material doped with various added elements, whereupon they learned that this novel silicon-based material has a polycrystal structure having crystal grains composed of a silicon-rich phase, and a added element-rich phase in which at least one type of added element is deposited at the grain boundary thereof.
- The term "added element" as used here includes elements with which silicon can be made into a p- or n-type semiconductor, or more specifically, elements that generate carriers and elements that do not generate carriers. Therefore, "added element" used by itself refers to both elements that generate carriers and elements that do not generate carriers, and when a distinction is to be made, we will refer to elements that generate carriers, or elements that do not generate carriers.
- The "silicon-rich phase" is a crystal phase in which silicon accounts for at least 80 at% of the crystal grains. The "added element-rich phase" is a crystal phase in which a added element has been deposited at the grain boundary of crystal grain composed of a silicon-rich phase, encompassing everything from depositing just enough to adhere to the crystal grains to depositing enough to surface the crystal grains in a layer, depending on the doping amount, and this crystal phase has at least one type of added element deposited at the grain boundary of these crystal grains. A case in which a trace amount of silicon is deposited at the grain boundary is also included.
- Specifically, the present invention is thermoelectric conversion material having a crystal structure in which a added element or a combination of added elements is or are contained in an amount of 0.001 to 30 at% in silicon, and at least one type of added element is deposited at the grain boundary of crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure.
- The inventors also investigated a crystal structure in which the inside of the crystal grains is a silicon-rich phase and the grain boundary is a added element-rich phase, whereupon they discovered that the conduction of carriers can be increased in a added element-rich phase in which the added element cohesion occurs at the grain boundary, and a high Seebeck coefficient is obtained in the silicon-rich phase (the main phase), which means that a material with a high Figure of merit is obtained.
- In view of this, the inventors tried controlling the crystal structure aside from composition as a method for keeping the Seebeck coefficient high and lowering the thermal conductivity, whereupon they found that if the cooling rate is controlled during melting and solidification, the silicon-rich phase and added element-rich phase will be dispersed in the required arrangement within the material, and a material having a high Figure of merit will be obtained.
- Specifically, the present invention is a thermoelectric conversion material in which the material itself is an ingot quenched from a melt, a sinter, a heat treated laminate, or a material having a porosity of 5 to 40%.
- The present invention is also characterized in that the crystal grain size and can be kept small (1 to 50 µm) and a thermoelectric conversion material having the above-mentioned special structure can be obtained by subjecting the above-mentioned melt to ordinary cooling or quenching, powderizing the resulting material, and molding and sintering this powder.
- The inventors also discovered a method for obtaining a silicon-based powder for sintering, in which a silicon powder or a silicon-based powder containing a added element is coated with a added element by discharge plasma treatment or by a vapor phase growth method such as vapor deposition, sputtering, or CVD, or is coated with a added element by plasma treatment using a gas containing the added element, or a added element is embedded by mechanofusion.
- The inventors diligently examined a structure and manufacturing method with which a silicon-based thermoelectric conversion material having the above structure could be obtained simply, and as a result learned that if a layer of silicon or including silicon and a layer including a added element are formed and laminated alternately, for instance, and then heat treated, the same structure as that shown in Figure 5 will be obtained for every layer or in the lamination thickness direction.
- The inventors also found that by alternately forming and laminating layers including silicon (silicon and a added element) with layers including a added element (in which the added element is the main component, but silicon is also included), the resulting structure will be two-dimensionally equivalent to a structure obtained by controlling the cooling rate during melting and solidification, and will be obtained with a simple method merely involving forming the above-mentioned material having a high Figure of merit on a substrate.
- The inventors also diligently examined silicon-based thermoelectric conversion materials in which silicon is doped with a Group II, Group III, Group V, or Group VI element, a transition metal element, or a rare earth element. As a result, they noticed that the carrier concentration resulting from doping that is effective for a thermoelectric conversion material is 1017 to 1021 (M/m3), and that there is a limit to the doping amount, whereas the thermal conductivity of the silicon-based material must be further decreased in order to raise the Figure of merit of the thermoelectric conversion material.
- In view of this, they looked into compositions with which the thermal conductivity of the material could be greatly decreased and the Figure of merit markedly improved without lowering the Seebeck coefficient or electrical conductivity of the silicon-based thermoelectric conversion material. As a result, they learned that thermal conductivity can be greatly lowered without changing the carrier concentration in the silicon-based material by adding carbon, germanium, or tin (Group IV elements) as a added element that does not generate carriers.
- They also learned that when the above-mentioned Group IV element is added, thermal conductivity decreases sharply up to a doping amount of 5 at%, and more or less reaches saturation at 10 at%, so a doping amount of 5 to 10 at% is ideal for lowering thermal conductivity, and furthermore, the structure must be such that the Group IV element is deposited at the grain boundary of the silicon-rich phase.
- In particular, it was discovered that when germanium is used as the Group IV element, if the doping amount is small enough that there is no carrier generation, the germanium is replaced with silicon, resulting in a diamond-like crystal structure, and furthermore the phonon scattering is greater because the atomic weight of germanium is different from that of silicon, allowing the thermal conductivity to be greatly lowered.
- The inventors produced ingots of p- and n-type semiconductors adjusted to a carrier concentration at which the Seebeck coefficient is higher (1019 to 1021 M/m3) by doping various elements in an amount of 0.05 to 20 at% into a silicon-based thermoelectric conversion material containing a dopant that generates carriers, after which they examined various methods for lowering the thermal conductivity of these ingots, and as a result they perfected the present invention upon discovering that thermal conductivity can be greatly decreased without sacrificing a high Seebeck coefficient and low electrical conductivity by making the bulk semiconductor porous.
- In short, the silicon-based thermoelectric conversion material pertaining to the present invention is characterized by having a crystal structure that is polycrystalline and in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the structure, and at the grain boundary thereof. One of the following methods can be employed to obtain a polycrystal structure such as this.
- 1) Quenching the melt.
- 2) Powderizing the material and then sintering this powder.
- 3) Quenching the melt, and sintering the powder thus obtained.
- 4) Coating a silicon powder with the required added elements, etc., or causing these added elements to adhere to the powder, and sintering the resulting powder.
- 5) Alternately forming and laminating silicon layers or layers including silicon with layers including a added element, and then heat treating this product.
-
- A compositional investigation was conducted into reducing the thermal conductivity of the silicon-based thermoelectric conversion material of the present invention, which revealed that a composition containing at least one of carbon, germanium, and tin as a added element that does not generate carriers, and particularly a composition containing germanium, is preferable, and that structurally, a lower thermal conductivity will be obtained by making the bulk semiconductor porous.
-
- Fig. 1 is a photograph taken by EPMA of the crystal structure of the thermoelectric conversion material of the present invention (Si0.97Ge0.03), where A shows the segregation of a germanium added element, and B shows the segregation of a phosphorus dopant;
- Fig. 2 is a photograph taken by EPMA of the crystal structure of the thermoelectric conversion material of the present invention (Si0.95Ge0.05), where A shows the segregation of a germanium added element, and B shows the segregation of a phosphorus dopant;
- Fig. 3 is a photograph taken by EPMA of the crystal structure of the thermoelectric conversion material of the present invention (Si0.9Ge0.1), where A shows the segregation of a germanium added element, and B shows the segregation of a phosphorus dopant;
- Fig. 4 is a photograph taken by EPMA of the crystal structure of a comparative material (Si0.85Ge0.15), where A shows the segregation of a germanium added element, and B shows the segregation of a phosphorus dopant;
- Fig. 5 is a schematic diagram illustrating the crystal structure of the thermoelectric conversion material of the present invention;
- Fig. 6 is a schematic diagram illustrating the state of silicon particles of the thermoelectric conversion material powder of the present invention, where A shows the added element on the surface, and B shows the added element embedded;
- Fig. 7 is a diagram illustrating a lamination pattern in the thermoelectric conversion material of the present invention; and
- Fig. 8 is a diagram illustrating another lamination pattern in the thermoelectric conversion material of the present invention.
-
- The structure in which the above-mentioned added element-rich phase is formed at the boundary of the silicon-rich phase, which is a characteristic feature of the thermoelectric conversion material of the present invention, will now be described. First, Si1-xGex melts (at%) were produced by arc melting, with various doping amounts of germanium (4N) into high purity silicon (10N). These ingots were quenched at a cooling rate of 50 to 200K/sec after melting to produce sample substrates. The crystal structure was observed by EPMA.
- More specifically, Figure 1A is when x = 0.03, Figure 2A when x = 0.05, and Figure 3A when x = 0.1. The black parts in the photographs are the silicon-rich phase, which is virtually all silicon, although a trace amount of added element is included, and the white parts are the added element-rich (germanium) phase, and it can be seen that in this structure the germanium-rich phase is formed dispersed or clumped at the grain boundary of the silicon-rich phase.
- Also, a trace amount of phosphorus was added to the above-mentioned Si1-xGex melts, but when just the phosphorus was observed, the EPMA photographs were as shown in Figures 1B, 2B, and 3B, with the white parts indicating places where the doped phosphorus is present, and it can be seen that in this structure the phosphorus is segregated in the same locations where the germanium-rich phase in Figures 1A to 3A was formed at the grain boundary of the silicon-rich phase.
- Meanwhile, as shown in Figures 4A and 4B, which are EPMA photographs of just germanium when x = 0.15 with the above-mentioned Si1-xGex melt and just phosphorus, respectively, the overall structure becomes an alloy phase in which the silicon and germanium are in solid solution, and it is clear that this is completely different from the structure of the thermoelectric conversion material pertaining to the present invention.
- In other words, the structure of the silicon-based thermoelectric conversion material of the present invention, as shown by the schematic diagram in Figure 5, is a structure in which are formed a silicon-rich phase consisting of silicon alone or almost entirely of silicon but including a trace amount of added element, and a added element-rich phase in which a added element such as germanium is segregated at the grain boundary of this silicon-rich phase. The size of the silicon-rich phase varies with the cooling rate, but is about 10 to 500 µm.
- The relationship between carrier concentration and the state of crystal grain boundary deposition of a dopant of phosphorus or boron instead of germanium was examined, which confirmed that the carrier concentration obtained from the doping amount was in fairly good agreement with the measured carrier concentration. Because of the structure in which the added element-rich phase was formed at the grain boundary of the silicon-rich phase, the added element was clumped at the crystal grain boundary, the electrical conductivity resulting from carriers was high, a high Seebeck coefficient was obtained in the silicon-rich phase within the crystal grains, and most importantly, the thermal conductivity was reduced to less than 50 W/m·K.
- Furthermore, it was confirmed that the thermal conductivity of this silicon-based thermoelectric conversion material decreases as the carrier concentration is increased. This is believed to be because lattice thermal conduction was decreased by local phonon scattering of impurities resulting from the added element in the crystals.
- It is believed that a structure in which a added element-rich phase of germanium or the like is dispersively formed at the grain boundary of a silicon-rich phase, which is a characteristic of a silicon-based thermoelectric conversion material, is obtained by controlling the cooling rate after casting, and that the crystal grain size is kept relatively small by quenching, segregation of a suitable added element other than silicon occurs at the crystal grain boundary, and this results in a high Seebeck coefficient despite the high electrical conductivity.
- With the silicon-based thermoelectric conversion material of the present invention, the above-mentioned structure is obtained by cooling a silicon-based molten material, and arc melting and high-frequency melting are ideal melting methods for mass production. The cooling rate of the silicon-based molten material is suitably determined as dictated by the type and combination of added elements (discussed below), the doping amount, and so forth, as well as the cooling method employed, and the form in which the material is obtained, such as an ingot, a thin sheet, a substrate, or a ribbon.
- Cooling methods that can be employed in the present invention include cooling the ingot just as it is, and cooling while pulling, such as a method in which a known CZ or FZ method for obtaining monocrystalline silicon is utilized and pulling and cooling are performed under conditions that allow polycrystalline silicon to be obtained. Because a CZ or FZ method allows numerous substrates of the required thickness to be manufactured from a pulled ingot rod, they are ideal methods for manufacturing a silicon-based substrate for use in thermoelectric conversion elements. Manufacture by ZL method is also possible.
- Other methods may also be employed, such as a method in which a thin sheet is fabricated by casting and cooling a silicon-based molten material in a shallow plate, or utilizing a roll cooling method such as a known melt quenching method to control the cooling rate so that a thin sheet of the required thickness will be obtained.
- For instance, when a silicon-based molten material is cast and cooled in a shallow plate, of the plate is water-cooled or brought into contact with a chiller, then cooling at a rate of at least 50K/sec is appropriate, for example, which will keep the crystal grain size to just a few hundred microns or less and result in a high Seebeck coefficient. A preferable cooling rate is 50K/sec to 500K/sec, and it is possible to achieve an average crystal grain size of 10 to 200 µm.
- It is also possible to produce a silicon-based thermoelectric conversion material by sintering. A structure in which a added element-rich phase of germanium or the like is dispersively formed at the grain boundary of a silicon-rich phase is formed through the segregation of the added element in solid solution in the raw material powder particles during sintering. It is also effective for the sintering powder itself to have the same crystal structure.
- To convert the crystal structure of the sintering powder itself into the polycrystal structure of the present invention, the cooling rate after ingot casting is controlled, the crystal grain size is kept relatively small by quenching, segregation of a suitable added element other than silicon occurs at the crystal grain boundary, and this results in a material powder exhibiting a high Seebeck coefficient despite the high electrical conductivity. Furthermore, sintering using this powder causes the segregation of the added element during sintering to occur more readily and effectively, and a sintered silicon-based thermoelectric conversion material that exhibits a high Seebeck coefficient is obtained.
- In the present invention, even if the raw material has little of the above-mentioned segregation of a suitable added element other than silicon at the crystal grain boundary, if this raw material is pulverized and sintered, the required segregation will occur during sintering and the targeted structure can be obtained, so there are no particular restrictions on the cooling rate of the silicon-based molten material.
- On the other hand, the cooling rate after ingot casting must be controlled in the present invention in order to use a powder that imparts a high Seebeck coefficient to the raw material powder and convert the crystal structure of the sintering powder itself into the structure in Figure 5. Any method can be employed, but examples include a roll cooling method such as melt quenching, and a spraying method such as gas atomization. Cooling is particularly fast with roll cooling or spraying (about 500 to 1000K/sec), allowing for a fine crystal grain size of 1 to 50 µm and making it possible to lower the thermal conductivity.
- A powder can be produced by subjecting an ingot or thin sheet to a known mechanical pulverization process such as a stamp mill or ball mill, or a ribbon or other slender piece obtained by splat cooling can be pulverized, and the average particle size of the powder should be adjusted to 10 to 100 µm. With a spray method, a small crystal grain size of 1 to 10 µm can be obtained, a fine powder with a particle diameter of 3 to 50 µm can also be obtained, and there is little particle growth after sintering, making this an ideal raw material powder for sintering.
- Any sintering method can be used in the present invention as long as it allows for firing at about 1470 to 1630K, which is close to the melting point of silicon. An ordinary firing method in which sintering is performed after compression molding, or a known sintering means such as hot pressing or discharge plasma sintering in which sintering is performed during compression molding, can be selected as deemed appropriate. The preferred conditions should be appropriately selected according to the selected sintering means such that the sintering time is maintained at 0.5 hour or longer, the temperature is 1470 to 1630K, and the sintering is performed in a vacuum or an inert gas.
- A sample substrate was produced by cooling at a rate of 50K/sec after melting, the substrate was then pulverized into a powder with an average particle size of 30 µm, a Si1-xGex powder coated with a added element was produced by discharge plasma treatment, and this powder was sintered at 1520 to 1630K. The crystal structure of the obtained sample was observed by EPMA, which revealed that melting and solidification produced the same structure as in Figures 1 to 3, and that the size of the silicon-rich phase was a relatively small 10 to 100 µm.
- It was also confirmed that the structure in which a added element-rich phase is dispersively formed at the grain boundary of a silicon-rich phase shown in Figure 5 can be obtained by causing added element to adhere only partially to the surface of silicon or silicon-based powder particles and then sintering this product.
- The coating or adhesion of the added element onto the surface of a silicon powder or a silicon-based powder containing a added element can be accomplished by any known growth, film formation, binding, or adhesive means, such as vapor deposition, sputtering, CVD, or another such vapor phase growth method, discharge plasma treatment, or plasma treatment using a gas containing a added element.
- The phrase "coating with a added element" as used in the present invention encompasses everything from forming a complete film on the silicon particle surface to merely causing added element particles to adhere to the silicon particle surface. In other words, the added element particles need not completely cover the silicon particle surface, and may instead just adhere up to the time of the sintering treatment. Also, as will be discussed below, any element can be added as the added element, so a variety of cases are conceivable, including those in which any means can be selected and those in which the means is limited by the type of element in question. In addition, the treatment conditions for the selected means will vary considerably with the combination of elements when two or more are used, so the above-mentioned means and conditions must be appropriately selected according to the targeted composition.
- For instance, the example shown in Figure 6A is one in which a added element has been bound to the particle surface of a silicon powder adjusted to a specific particle size by pulverizing an ingot or thin sheet, or a silicon powder obtained directly by spray method. The binding may be accomplished by any means, such as growth or film formation as discussed below, and the binding amount is suitably selected so as to achieve the targeted composition after sintering. The same treatment can be performed on silicon-based particles in which the silicon powder itself contains the required added element. The structure in which a added element-rich phase is dispersively formed at the grain boundary of a silicon-rich phase shown in Figure 5 can be obtained by sintering a silicon powder composed of silicon particles in which the required added element is bound to the surface.
- The example shown in Figure 6B is one in which the added element is imbedded in the silicon particle surface by mechanofusion treatment so that the silicon particles are silicon-rich particles, and the structure in which a added element-rich phase is dispersively formed at the grain boundary of a silicon-rich phase shown in Figure 5 can be obtained by sintering a silicon-rich powder composed of silicon-rich particles in which the required added element is imbedded in the surface.
- The thermoelectric conversion material of the present invention can make use of a monocrystalline or polycrystalline silicon substrate, a glass or ceramic substrate, a resin substrate, or the like, or a resin film, or any known substrate or film that can be utilized in the formation of a thermoelectric conversion element, for instance, over another film. The structure is characterized in that a silicon layer or a layer containing silicon as its main component and a layer having as its main component one or more added elements are laminated over one of these substrates or films. In other words, a laminate of a silicon layer or a layer containing silicon and a layer containing a added element is formed on a substrate.
- For instance, the structural example shown in Figure 7 is such that first a thin film layer of germanium and phosphorus is formed in the required thickness as the layer containing added elements over a monocrystalline silicon substrate with a crystal plane of (111) or (100), then a thin film layer of just silicon is formed in the required thickness as the layer containing silicon, and the above-mentioned thin film layers of germanium and phosphorus and thin film layers of silicon are alternately laminated.
- If a heat treatment (1 hour at 873K in a vacuum, for example) is conducted after lamination, then as shown in Figure 7B, there will be diffusion between the thin film layers, resulting in a laminate in which thin film layers of Ge + P + ΔSi into which silicon has diffused are alternately laminated with thin film layers of Si + ΔP + ΔGe into which germanium and phosphorus have diffused. When the layer containing silicon in Figure 7A is an Si + P thin film layer, the Si + P layer will become an Si + ΔGe + P layer after heat treatment.
- Also, as shown in Figure 8, the heat treated lamination state of Figure 7B can be achieved by forming a thin film layer of Ge + P + Si (made up primarily of germanium and phosphorus, but including silicon as well; used as the layer containing a added element) in the required thickness, then forming a thin film layer of Si + Ge (used as the layer containing silicon) in the required thickness, and then alternately laminating these Ge + P + Si thin film layers and Si + Ge thin film layers.
- The laminate shown in Figure 7B or Figure 8, formed by lamination over a monocrystalline silicon substrate, is equivalent to the structure shown in Figure 5, in which a silicon-rich phase consisting primarily of silicon and a added element-rich phase in which a added element has become segregated at the grain boundary of this silicon-rich phase are formed in the thickness direction (that is, the lamination direction), and when a diffusion heat treatment is performed, the resulting structure is similar in the plan view of the various thin film layers. This laminate is a thermoelectric conversion material having a structure equivalent to that in Figure 5, which was obtained by quenching a silicon-based melt containing the required amounts of germanium and phosphorus.
- Therefore, as to the thickness of the above-mentioned silicon layers (or layers containing silicon) and layers containing a added element, and the lamination thickness ratio thereof, the composition and thickness of the layers containing silicon and the layers containing a added element must be selected according to the composition of the targeted silicon-based thermoelectric conversion material so that these are suitably dispersed, and any lamination means can be employed as long as the structure shown in Figure 5 can at least be achieved in the lamination direction. Examples include varying the composition of the layers containing silicon and the layers containing a added element for each lamination, and combining a variety of compositions or using various patterns in which the lamination pattern is not merely alternating as above.
- A thermoelectric conversion material in which films are formed and laminated over a substrate as above is suitably designed so the composition discussed below will be achieved for the laminate as a whole, and the structure shown in Figure 5 is formed in the lamination direction, so a thermoelectric conversion element can be easily obtained by forming and laminating p- and n-type semiconductors, electrode films, and the like from this silicon-based thermoelectric conversion material in a suitable pattern so that the temperature gradient direction of the targeted thermoelectric conversion element will be the above-mentioned lamination direction.
- The film formation and lamination can be accomplished by any known growth or film formation means, such as vapor deposition, sputtering, CVD, or another such vapor phase growth method, discharge plasma treatment, or plasma treatment using a gas containing a added element. Also, as will be discussed below, any element can be added as the added element, so a variety of cases are conceivable, including those in which any means can be selected and those in which the means is limited by the type of element in question. In addition, the treatment conditions for the selected means will vary considerably with the combination of elements when two or more are used, so the above-mentioned means and conditions must be appropriately selected according to the targeted composition. As for the heat treatment, any temperature conditions, atmosphere, and heating method can be employed as long as the conditions result in the desired diffusion between the layers.
- The added element that is contained in silicon in the present invention may be any element that is added in order to obtain a higher Seebeck coefficient and at the same time lower the thermal conductivity at a carrier concentration within the required range, and one or more types of added element are contained in an amount of 0.001 to 30 at%.
- It is particularly favorable to select as the dopant an element that generates carriers (discussed below) for making silicon into a p- or n-type semiconductor. A dopant for generating carriers and making a p-type semiconductor (called dopant Ap) and a dopant for making an n-type semiconductor (called dopant An) are each contained in an amount of 0.001 to 10 at%.
- Dopant Ap and dopant An can be selected in any combination of each group, as long as at least one type from each group is contained in a total amount of 0.002 to 20 at%, dopant Ap or An is combined in a total amount that is over that of the corresponding dopant An or Ap and is large enough to create a p-type semiconductor or n-type semiconductor. To obtain a p-type semiconductor, for example, the total amount of dopant An should be over that of dopant Ap and be large enough to create a p-type semiconductor.
- Not only when the added element is one that does not generate carriers, but even with an element that does generate carriers, if a dopant is required which generates separate carriers due to the doping amount or the combination (when two or more are used), one or more types of dopant that generates carriers may be contained in addition to the first added element in an amount of 0.001 to 10 at%, and preferably 0.001 to 5 at%.
- When the applications of a thermoelectric conversion material are considered, emphasis must be placed on one of the characteristics, such as the Seebeck coefficient, electrical conductivity, or thermal conductivity depending on the conditions which vary with the application, such as the heat source, where and how the material is used, and the size of the current and voltage to be handled, but the thermoelectric conversion material of the present invention allows the carrier concentration to be determined by means of the added amount of the selected added element.
- It is preferable for the added element Ap for generating carriers and creating a p-type semiconductor to be one or more types selected from the group consisting of an Ap1 group (Be, Mg, Ca, Sr, Ba, Zn, Cd, Hg, B, Al, Ga, In, Tl) and transition metal elements M1 (Y, Mo, Zr). Of these, boron, gallium, and aluminum are particularly favorable dopants.
- It is preferable for the dopant An for generating carriers and creating an n-type semiconductor to be one or more types selected from the group consisting of an An1 group (N, P, As, Sb, Bi, O, S, Se, Te), transition metal elements M2 (Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Nb, Ru, Rh, Pd, Ag, Hf, Ta, W, Re, Os, Ir, Pt, Au; where Fe accounts for 10 at% or less), and rare earth elements RE (La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Th, Dy, Ho, Er, Yb, Lu). Of these, phosphorus, arsenic, antimony, and Bi are particularly favorable dopants.
- Examples of determining the carrier concentration will now be given. When one or more elements from the above-mentioned Ap1 group of dopants are contained in an amount of 0.001 to 0.5 at%, a p-type semiconductor with a carrier concentration of 1017 to 1020 (M/m3) will be obtained, and when elements from the Ap1 group are contained in an amount of 0.5 to 5.0 at%, a p-type semiconductor with a carrier concentration of 1019 to 1021 (M/m3) will be obtained.
- Similarly, when one or more elements from the above-mentioned An1 group of dopants are contained in an amount of 0.001 to 0.5 at%, an n-type semiconductor with a carrier concentration of 1017 to 1020 (M/m3) will be obtained, and when elements from the An1 group are contained in an amount of 0.5 to 10 at%, an n-type semiconductor with a carrier concentration of 1019 to 1021 (M/m3) will be obtained.
- When elements from the above-mentioned dopant groups Ap1 or An1 are contained in an amount of 0.5 to 5.0 at% so that the carrier concentration is 1019 to 1021 (M/m3), a highly efficient thermoelectric conversion element is obtained, and the thermoelectric conversion efficiency is excellent, but the thermal conductivity thereof is about 50 to 150 W/m·K at room temperature, and if the thermal conductivity could be decreased, there would be a further improvement in the Figure of merit ZT.
- It is possible in the present invention to decrease thermal conductivity and to increase phonon scattering without changing the carrier concentration by adding at least one Group III element and at least one Group V element and controlling the carrier concentration to a range of 1019 to 1021 (M/m3). A p-type semiconductor will be obtained if the Group III element is contained in an amount 0.3 to 5 at% larger than the Group V element, and an n-type semiconductor will be obtained if the Group V element is contained in an amount 0.3 to 5 at% larger than the Group III element.
- The inventors also investigated whether a decrease in thermal conductivity could be achieved with something other than Group III elements Group V elements, and found that the crystal structure can be disturbed without changing the carrier concentration in the silicon, the thermal conductivity can be brought below 50 W/m·K at room temperature, and a highly efficient thermoelectric conversion material can be obtained by adding a Group III-V compound semiconductor or a Group II-VI compound semiconductor to silicon, further adding at least one type of Group III element or Group V element and controlling the carrier concentration to a range of 1019 to 1021 (M/m3).
- Furthermore, as a result of variously investigating other added elements to silicon, the inventors found that if the silicon contains the Group IV elements germanium, carbon, and tin in an amount of 0.1 to 5 at%, and some of the silicon atoms are replaced with a Group IV element with a different atomic weight, there will be greater phonon scattering in the crystals and the thermal conductivity of the semiconductor can be reduced to no more than 50 W/m·K at room temperature.
- Other elements besides the above-mentioned Group III and V elements were examined to see if they could similarly be added to silicon in the thermoelectric conversion material of the present invention, whereupon it was confirmed that while there are no particular restrictions as long as a p- or n-type semiconductor will result, if elements whose ion radii are too different are used, almost all will precipitate in the grain boundary phase, so it is preferable to use an element whose ion radius is relatively close to that of silicon.
- When one or more of germanium, carbon, and tin are selected as added elements in the thermoelectric conversion material of the present invention, it is preferable for the composition to be such that these added elements that do not generate carriers are contained in an amount of 0.1 to 10 at%, and one or more dopants that do generate carriers are contained in an amount of 0.001 to 20 at%.
- Specifically, with a thermoelectric conversion material, thermal conductivity will be high if one or more of germanium, carbon, and tin are contained in an amount less than 0.1 at%, so a high Figure of merit will not be obtained, but while thermal conductivity will decrease somewhat if 10 at% is exceeded, the Group IV element will at the same time also diffuse into the silicon-rich phase in the particles, producing a solid solution, so there will be a drop in the high Seebeck coefficient of the silicon, and the Figure of merit will be lower. Thus, the Group IV elements other than silicon should be contained in an amount of 0.1 to 10 at%, and preferably 5 to 10 at%.
- The purpose of adding a Group III-V compound semiconductor or a Group II-VI compound semiconductor is to reduce thermal conductivity without changing the carrier concentration of the material, and the desired effect will not be obtained below 1 at%, but adding in an amount over 10 at% will result in almost no decrease in thermal conductivity, so an amount of 1 to 10 at% is preferable.
- The inventors employed the following process to produce a p-type Si-Ge semiconductor with controlled porosity. First, one or more transition metal elements, Group II elements, and Group III elements were added and melted so that the carrier concentration was 1019 to 1021 (M/m3), and the resulting ingot was coarsely ground, ground in a disk mill, and ground in a jet mill. After this, the powder was subjected to hot pressing or discharge plasma sintering under various molding temperature and pressure conditions. The thermoelectric conversion characteristics of the thermoelectric conversion material of a p-type semiconductor with controlled porosity were measured.
- With an Si0.95Ge0.05 p-type semiconductor doped with 0.3 at% boron, porosity caused no major change in the Seebeck coefficient or electrical resistance up to a porosity of 40%, but from a porosity of 5%, the thermal conductivity decreased greatly as porosity increased, and was found to have dropped to about 30% of that of an arc-melted ingot at a porosity of 40%.
- With a p-type semiconductor, at a porosity of less than 5% the thermal conductivity is virtually the same as that of an ingot, and when the porosity is over 40%, the Seebeck coefficient decreases and electrical resistivity increases, the result of which was found to be a decrease in the Figure of merit. The porosity (X%) here was determined using the formula (100 ― Y) (%) from the relative density (Y%) of a hot pressed article, where the density of the ingot is 100%.
- Meanwhile, the following process was employed to produce an n-type silicon-based material with controlled porosity. First, one or more rare earth elements, Group V elements, and Group VI elements were added and melted so that the carrier concentration was 1019 to 1021 (M/m3), and the resulting ingot was coarsely ground, ground in a disk mill, and ground in a jet mill. After this, the powder was subjected to hot pressing or discharge plasma sintering under various molding temperature and pressure conditions. The thermoelectric conversion characteristics of the thermoelectric conversion material of an n-type semiconductor with controlled porosity were measured.
- With an Si0.95Ge0.05 n-type semiconductor doped with 0.4 at% phosphorus, just as with the p-type semiconductor, porosity caused no major change in the Seebeck coefficient or electrical resistance up to a porosity of 40%, but from a porosity of 5%, the thermal conductivity decreased greatly as porosity increased, and was found to have dropped to about 30% of that of an arc-melted ingot at a porosity of 40%.
- With an n-type semiconductor, at a porosity of less than 5% the thermal conductivity is virtually the same as that of an ingot, and when the porosity is over 40%, the Seebeck coefficient decreases and electrical resistivity increases, the result of which was found to be a decrease in the Figure of merit.
- It is preferable for the hot pressing treatment conditions in the present invention to comprise a temperature of 1423 to 1573K and a pressure of 25 to 150 MPa. If the temperature is below 1423K, the porosity of the sinter will exceed 40%, but partial melting will occur if the temperature is over 1573K. The pressure should be appropriately selected so as to achieve the specified porosity.
- It is preferable for the discharge plasma sintering conditions in the present invention to comprise a temperature of 1503 to 1573K and a pressure of 25 to 150 MPa. If the temperature is below 1503K, the porosity of the sinter will exceed 40%, but partial melting will occur if the temperature is over 1573K.
- High-purity silicon (10N) and a added element (dopants that generate carriers are labeled Ap and An, while added elements that do not generate carriers are labeled Bnc; the same applies to all the added elements in the following examples) were compounded as shown in Table 1 and then arc-melted in an argon gas atmosphere to produce p- and n-type silicon thermoelectric conversion semiconductors. The temperature in the arc melting was approximately 1900K, and the molten material was cooled at a rate of 50 to 100K/sec by a water-cooled copper base. The average crystal grain size of the obtained material was approximately 50 to 100 µm.
- The button-shaped ingots thus obtained were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity were measured for each. The measurement values at 1100K and the Figure of merit (
- The temperature differential between the high and low temperature portions during temperature elevation was set to be about 6K, the thermoelectromotive force of the samples was measured with a digital multimeter, and this value was divided by the temperature differential to find the Seebeck coefficient. The Hall coefficient was measured by AC method, and the electrical resistance was measured by four-probe method simultaneously with the carrier concentration. The thermal conductivity was measured by laser flash method.
- In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 3, after which this product was put in a graphite crucible and melted in a high-frequency melting furnace in a vacuum (10-4 Torr). The melting temperature was approximately 1900K, the casting temperature was approximately 1800K, and the melt was cast into a mold with a thickness of 10 mm. The cooling rate of the molten material was 10 to 50K/sec, and the average crystal grain size of the material was approximately 100 to 500 µm.
- The ingots thus obtained were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 1. Table 4 shows the measured values at 1100K and the Figure of merit (
- In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 5, after which this product was put in a graphite crucible and melted in a high-frequency melting furnace in a vacuum (10-4 Torr), and it was confirmed that the components melted uniformly at approximately 1800K.
- After this, the upper part of the above-mentioned graphite crucible was lowered to 1700K, silicon seed crystals were brought into contact with the top of the melt, and the melt was slowly pulled up. The inside diameter of the crucible was 100 mm, the pulling rate was 0.3 to 1 mm/sec, and the pulled crystals were vibrated once every five seconds in order to render them polycrystalline. The average crystal grain size of the obtained material was approximately 1 to 10 µm.
- The ingots thus obtained were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 1. Table 6 shows the measured values at 1100K and the Figure of merit (
No. Added element Bnc Doping amount (at%) Dopant Ap,An Doping amount (at%) Melting temp. (K) Cooling rate (K/sec) Crystal grain size (µm) 1 B 0.3 1900 50 100 2 Al 1 1900 50 100 3 Ge 3 B 0.3 1900 50 100 4 Ge 3 B 0.3 1900 100 50 5 Ge 3 Ga 1 1900 50 100 6 P 1 1900 50 100 7 As 1 1900 50 100 8 Ge 3 P 1 1900 50 100 9 Ge 3 P 1 1900 100 50 10 Ge 3 Sb 3 1900 50 100 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 1 0.267 1.15 37 0.18 2 0.231 1.24 45 0.11 3 0.272 1.18 12 0.57 4 0.286 1.25 9 0.80 5 0.291 1.37 10 0.68 6 -0.301 1.24 42 0.19 7 -0.318 1.31 48 0.18 8 -0.305 1.28 12 0.67 9 -0.314 1.33 9 0.91 10 -0.332 1.42 10 0.85 No. Added element Bnc Doping amount (at%) Dopant Ap,An Doping amount (at%) Melting temp. (K) Cooling rate (K/sec) Crystal grain size (µm) 11 B 0.3 1900 30 250 12 Al 1 1900 30 250 13 Ge 3 B 0.3 1900 50 100 14 Ge 3 B 0.3 1900 30 250 15 Ge 3 B 0.3 1900 10 500 16 Ge 3 Ga 1 1900 30 250 17 P 1 1900 30 250 18 As 1 1900 30 250 19 Ge 3 P 1 1900 50 100 20 Ge 3 P 1 1900 30 250 21 Ge 3 P 1 1900 10 500 22 Ge 3 Sb 3 1900 30 250 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 11 0.272 1.08 42 0.18 12 0.234 1.18 48 0.11 13 0.278 1.16 14 0.52 14 0.280 1.12 13 0.59 15 0.282 1.09 12 0.67 16 0.294 1.33 12 0.60 17 -0.309 1.20 48 0.18 18 -0.321 1.29 52 0.17 19 -0.306 1.25 14 0.59 20 -0.309 1.21 13 0.67 21 -0.312 1.19 12 0.75 22 -0.337 1.40 12 0.74 No. Added element Bnc Doping amount (at%) Dopant Ap,An Doping amount (at%) Pulling temp. (K) Pulling rate (mm/sec) Crystal grain size (mm) 31 B 0.3 1900 0.3 3 32 Al 1 1900 0.3 3 33 Ge 3 B 0.3 1900 1 1 34 Ge 3 B 0.3 1900 0.3 3 35 Ge 3 B 0.3 1900 0.1 9 36 Ge 3 Ga 1 1900 0.3 3 37 P 1 1900 0.3 3 38 As 1 1900 0.3 3 39 Ge 3 P 1 1900 1 1 40 Ge 3 P 1 1900 0.3 3 41 Ge 3 P 1 1900 0.1 9 42 Ge 3 Sb 3 1900 0.3 3 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 31 0.275 1.05 45 0.18 32 0.237 1.14 51 0.11 33 0.280 1.19 17 0.43 34 0.283 1.13 15 0.52 35 0.285 1.10 14 0.58 36 0.298 1.30 14 0.54 37 -0.311 1.17 51 0.18 38 -0.324 1.26 54 0.17 39 -0.309 1.22 16 0.54 40 -0.311 1.20 14 0.63 41 -0.315 1.18 13 0.71 42 -0.339 1.38 13 0.70 - In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 7, after which this product was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. After melting, the material was cast into a mold with a thickness of 10 mm, and the ingots were ground and then pulverized to an average crystal grain size of 1 to 50 µm in a stamp mill and a ball mill. The ball mill was a wet type and made use of a xylene solvent.
- The pulverized raw material powder was subjected to hot pressing in argon for 1 hour at 1325K and 100 MPa to obtain sinters. The sinter samples thus obtained were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured. Table 8 shows the measured values at 1100K and the Figure of merit (
- In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 9, after which this product was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. After melting, the material was cast into a mold with a thickness of 10 mm to obtain sheet-form ingots. The ingots were then pulverized, and then finely pulverized to an average crystal grain size of 1 to 30 µm in a stamp mill and a jet mill. N2 gas was used in the jet mill, and the pressure was 0.7 MPa.
- The finely pulverized raw material powders were compression molded at a pressure of 200 MPa to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and these products were sintered in a vacuum for 5 hours at 1325K. The Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each of the sinters thus obtained were measured by the same methods as in Example 4. Table 10 shows the measured values at 1100K and the Figure of merit (
- In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N) and added elements were compounded as shown in Table 11, after which this product was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. The melts were discharged through a nozzle with an inside diameter of 3 mm, and the melts were quenched by blowing argon gas on them at 3 MPa to obtain spherical atomized powder particles with an average diameter of 30 to 100 µm. The cooling rate of this atomized powder was 500 to 1000K/sec, and the average crystal grain size was 1 to 30 µm.
- The atomized powders thus obtained were sintered by discharge plasma in an argon atmosphere. The sintering conditions were 3 minutes at 1325K. The sample sinters were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 4. Table 12 shows the measured values at 1100K and the Figure of merit (
No. added element Bnc Doping amount (at%) Dopant Ap,An Doping amount (at%) Pulverization time (h) Powder particle size (µm) Sintering temp. (K) Sintering time (h) 1 B 0.3 20 10 1325 1 2 Al 1 20 10 1325 1 3 Ge 3 B 0.3 10 30 1325 1 4 Ge 3 B 0.3 20 10 1325 1 5 Ge 3 B 0.3 50 3 1325 1 6 Ge 3 Ga 1 20 10 1325 1 7 P 1 20 10 1325 1 8 As 1 20 10 1325 1 9 Ge 3 P 1 10 30 1325 1 10 Ge 3 P 1 20 10 1325 1 11 Ge 3 P 1 50 3 1325 1 12 Ge 3 Sb 3 20 10 1325 1 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 1 0.267 1.27 29 0.21 2 0.231 1.31 31 0.14 3 0.272 1.28 11 0.58 4 0.286 1.30 9 0.72 5 0.283 1.33 7 0.95 6 0.291 1.41 9 0.73 7 -0.301 1.29 30 0.26 8 -0.318 1.34 32 0.26 9 -0.305 1.30 10 0.79 10 -0.309 1.34 9 0.87 11 -0.314 1.37 8 0.99 12 -0.332 1.45 9 0.93 No. added element Bnc Doping amount (at%) Dopant Ap,An Doping amount (at%) Raw material supply rate (g/sec) Powder particle size (µm) Sintering temp. (K) Sintering time (h) 21 B 0.3 0.5 5 1300 5 22 Al 1 0.5 5 1300 5 23 Ge 3 B 0.3 1 10 1300 5 24 Ge 3 B 0.3 0.5 5 1300 5 25 Ge 3 B 0.3 0.25 3 1300 5 26 Ge 3 Ga 1 0.5 5 1300 5 27 P 1 0.5 5 1300 5 28 As 1 0.5 5 1300 5 29 Ge 3 P 1 1 10 1300 5 30 Ge 3 P 1 0.5 5 1300 5 31 Ge 3 P 1 0.25 3 1300 5 32 Ge 3 Sb 3 0.5 5 1300 5 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 21 0.269 1.36 25 0.23 22 0.235 1.41 29 0.15 23 0.274 1.39 10 0.59 24 0.277 1.42 8 0.74 25 0.281 1.46 6 0.99 26 0.294 1.53 7 0.89 27 -0.303 1.35 27 0.28 28 -0.320 1.41 29 0.28 29 -0.309 1.42 9 0.82 30 -0.311 1.49 7 1.02 31 -0.314 1.55 6 1.17 32 -0.336 1.60 97 1.11 No. added element Bnc Doping amount (at%) Dopant Ap,An Doping amount (at%) Spray pressure (MPa) Powder particle size (µm) Sintering temp. (K) Sintering time (sec) 41 B 0.3 5 50 1325 180 42 Al 1 5 50 1325 180 43 Ge 3 B 0.3 3 75 1325 180 44 Ge 3 B 0.3 5 50 1325 180 45 Ge 3 B 0.3 8 30 1325 180 46 Ge 3 Ga 1 5 50 1325 180 47 P 1 5 50 1325 180 48 As 1 5 50 1325 180 49 Ge 3 P 1 3 75 1325 180 50 Ge 3 P 1 5 50 1325 180 51 Ge 3 P 1 8 30 1325 180 52 Ge 3 Sb 3 5 50 1325 180 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 41 0.271 1.40 21 0.27 42 0.238 1.44 24 0.18 43 0.277 1.42 9 0.66 44 0.279 1.46 7 0.84 45 0.283 1.49 6 0.99 46 0.298 1.58 7 0.88 47 -0.306 1.39 23 0.32 48 -0.323 1.46 27 0.29 49 -0.311 1.47 9 0.80 50 -0.314 1.53 7 1.01 51 -0.317 1.58 6 1.17 52 -0.339 1.63 7 1.11 - In order to produce mother particles of silicon thermoelectric semiconductors, high-purity silicon or Si0.97Ge0.03 was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. After melting, the material was cast into a mold with a thickness of 10 mm, and the ingots were ground and then pulverized to an average crystal grain size of 10 to 50 µm in a stamp mill and a ball mill. The ball mill was a wet type and made use of a xylene solvent. The ground powder (mother particles) was put in a vacuum chamber at 10-3 Torr, and the surface of the particles was coated (film thickness: 10 to 100 nm) with the carrier-generating dopants shown in Table 13.
- The powder thus obtained was subjected to hot pressing in argon for 1 hour at 1325K and 100 MPa to obtain sinters. The sinter samples were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured. Table 14 shows the measured values at 1100K and the Figure of merit (
- In order to produce mother particles of p- and n-type silicon thermoelectric semiconductors, high-purity silicon or Si0.97Ge0.03 was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. After melting, the material was cast into a mold with a thickness of 10 mm to obtain sheet-form ingots. The ingots were then pulverized, and then finely pulverized to an average crystal grain size of 1 to 10 µm in a stamp mill and a jet mill. N2 gas was used in the jet mill, and the pressure was 0.7 MPa.
- The powders (mother particles) thus obtained were put in a vacuum chamber and treated with SiH4 gas or GeH4 gas, and the powders were coated with dopants that generate carriers, such as boron, aluminum, gallium, phosphorus, arsenic, and antimony in the film thicknesses shown in Table 15.
- The coated raw material powders were compression molded at a pressure of 200 MPa to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and these products were sintered in a vacuum for 5 hours at 1325K. The Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each of the sinters thus obtained were measured by the same methods as in Example 1. Table 16 shows the measured values at 1100K and the Figure of merit (
- In order to produce mother particles of silicon thermoelectric cemiconductors, high-purity silicon (10N) was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. The melt was cast into a mold with a thickness of 10 mm to obtain sheet-form ingots. The ingots were ground and then finely pulverized to an average crystal grain size of 10 to 50 µm in a stamp mill and a ball mill. The ball mill was a wet type and made use of a xylene solvent.
- Added elements for producing daughter particles forming a coating around the silicon were compounded as shown in Table 17, after which the material was put in a graphite crucible and vacuum melted in a high-frequency melting furnace. The melt discharged through a nozzle with an inside diameter of 3 mm, and the melts were quenched by blowing argon gas on them at 3 MPa, resulting in an average diameter of 30 to 100 µm. The obtained mother particles were coated with the daughter particles by mechanofusion such that the daughter particles were in a specific weight ratio.
- The coated raw material powders were sintered by discharge plasma in an argon atmosphere. The sintering conditions were 180 seconds at 1325K. The sample sinters were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm, and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured by the same methods as in Example 1. Table 18 shows the measured values at 1100K and the Figure of merit (
No. Composition of mother particles Diameter of mother particles (µm) Dopant Coating film thickness (nm) Sintering temp. (K) Sintering time (h) 1 Si 10 B 10 1325 1 2 Si 30 B 30 1325 1 3 Si 30 Al 50 1325 1 4 Si0.97Ge0.03 10 B 10 1325 1 5 Si0.97Ge0.03 30 B 30 1325 1 6 Si0.97Ge0.03 30 Ga 50 1325 1 7 Si 10 P 30 1325 1 8 Si 30 P 60 1325 1 9 Si 30 As 90 1325 1 10 Si0.97Ge0.03 10 P 30 1325 1 11 Si0.97Ge0.03 30 P 60 1325 1 12 Si0.97Ge0.03 30 Sb 90 1325 1 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 1 0.267 1.31 29 0.21 2 0.259 1.28 31 0.19 3 0.234 1.41 35 0.12 4 0.271 1.35 9 0.66 5 0.269 1.33 11 0.54 6 0.289 1.42 10 0.65 7 -0.301 1.30 30 0.26 8 -0.299 1.28 32 0.24 9 -0.293 1.32 37 0.19 10 -0.309 1.34 9 0.87 11 -0.306 1.30 10 0.79 12 -0.329 1.48 10 0.80 No. Composition of mother particles Diameter of mother particles (µm) Dopant Coating film thickness (nm) Sintering temp. (K) Sintering time (h) 21 Si 3 B 3 1325 5 22 Si 10 B 10 1325 5 23 Si 10 Al 15 1325 5 24 Si0.97Ge0.03 3 B 3 1325 5 25 Si0.97Ge0.03 10 B 10 1325 5 26 Si0.97Ge0.03 10 Ga 15 1325 5 27 Si 3 P 10 1325 5 28 Si 10 P 20 1325 5 29 Si 10 As 30 1325 5 30 Si0.97Ge0.03 3 P 10 1325 5 31 Si0.97Ge0.03 10 P 20 1325 5 32 Si0.97Ge0.03 10 Sb 30 1325 5 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 21 0.271 1.39 24 0.24 22 0.262 1.31 29 0.20 23 0.237 1.46 31 0.14 24 0.273 1.40 8 0.73 25 0.271 1.37 10 0.59 26 0.291 1.46 10 0.64 27 -0.303 1.35 26 0.29 28 -0.301 1.32 29 0.26 29 -0.295 1.37 32 0.22 30 -0.311 1.39 8 0.96 31 -0.309 1.36 9 0.86 32 -0.331 1.52 9 0.88 No. Composition of mother particles Diameter of mother particles (µm) Composition of daughter particles Diameter of daughter particles (µm) Sintering temp. (K) Sintering time ( sec) 41 Si 10 B 1 1325 180 42 Si 30 B 3 1325 180 43 Si 30 Al 3 1325 180 44 Si 10 Ge0.9B0.1 1 1325 180 45 Si 30 Ge0.9B0.1 3 1325 180 46 Si 30 Ge0.9Ga0.1 3 1325 180 47 Si 10 P 1 1325 180 48 Si 30 P 3 1325 180 49 Si 30 As 3 1325 180 50 Si 10 Ge0.8P0.2 1 1325 180 51 Si 30 Ge0.8P0.2 3 1325 180 52 Si 30 Ge0.8Sb0.2 3 1325 180 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 41 0.273 1.40 28 0.21 42 0.265 1.33 31 0.19 43 0.240 1.49 33 0.13 44 0.275 1.42 9 0.65 45 0.274 1.39 10 0.59 46 0.294 1.48 10 0.64 47 -0.304 1.37 28 0.27 48 -0.302 1.35 30 0.25 49 -0.297 1.39 33 0.21 50 -0.314 1.41 9 0.85 51 -0.312 1.39 10 0.77 52 -0.333 1.54 10 0.79 - A silicon (111) wafer was put in a vacuum chamber at 10-6 Torr, the added elements shown in Table 19 were formed by electron beam heating alternately as layer A and layer B for 50 laminations in the thicknesses shown in Table 19.
- The samples on the silicon wafers thus obtained were cut to sizes of 5 × 15 mm, 10 × 10 mm, and 10 mm (outside diameter), and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured along with the silicon wafer. Table 20 shows the measured values at 1100K and the Figure of merit (
- The temperature differential between the high and low temperature portions during temperature elevation was set to be about 6K, the thermoelectromotive force of the samples was measured with a digital multimeter, and this value was divided by the temperature differential to find the Seebeck coefficient. The Hall coefficient was measured by AC method, and the electrical resistance was measured by four-probe method simultaneously with the carrier concentration. The thermal conductivity was measured by laser flash method.
- A silicon (111) wafer was put in a vacuum chamber at 10-2 Torr, the added elements shown in Table 21 were formed by sputtering alternately as layer A and layer B for 50 laminations in the thicknesses shown in Table 21.
- The samples on the silicon wafers thus obtained were cut to sizes of 5 × 15 mm, 10 × 10 mm, and 10 mm (outside diameter), and the Seebeck coefficient, Hall coefficient (including carrier concentration and electrical conductivity), and thermal conductivity of each were measured along with the silicon wafer. Table 22 shows the measured values at 1100K and the Figure of merit (
No. Composition of layer A Layer A thickness (nm) Composition of layer B Layer B thickness (nm) Cycles (times) Heating temp. (K) Heating time (h) 1 Si 20 B 1 50 873 1 2 Si 50 B 3 50 873 1 3 Si 50 Al 3 50 873 1 4 Si 20 Ge0.9B0.1 1 50 873 1 5 Si 50 Ge0.9B0.1 3 50 873 1 6 Si 50 Ge0.8Ga0.2 3 50 873 1 7 Si 20 P 2 50 873 1 8 Si 50 P 5 50 873 1 9 Si 50 As 5 50 873 1 10 Si 20 Ge0.8P0.2 2 50 873 1 11 Si 50 Ge0.8P0.2 5 50 873 1 12 Si 50 Ge0.8Sb0.2 5 50 873 1 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 1 0.273 1.51 21 0.26 2 0.264 1.47 24 0.22 3 0.241 1.75 29 0.13 4 0.278 1.59 7 0.76 5 0.276 1.49 8 0.70 6 0.295 1.82 8 0.66 7 -0.309 1.62 19 0.34 8 -0.306 1.53 21 0.32 9 -0.300 1.64 28 0.22 10 -0.316 1.57 7 1.00 11 -0.312 1.53 8 0.87 12 -0.334 1.67 8 0.92 No. Composition of layer A Layer A thickness (nm) Composition of layer B Layer B thickness (nm) Cycles (times) Heating temp. (K) Heating time (h) 21 Si 20 B 1 50 873 1 22 Si 50 B 3 50 873 1 23 Si 50 Al 3 50 873 1 24 Si0.9Ge0.1 20 B 1 50 873 1 25 Si0.9Ge0.1 50 B 3 50 873 1 26 Si0.9Ge0.1 50 Ga 3 50 873 1 27 Si 20 P 2 50 873 1 28 Si 50 P 5 50 873 1 29 Si 50 As 5 50 873 1 30 Si0.9Ge0.1 20 P 2 50 873 1 31 Si0.9Ge0.1 50 P 5 50 873 1 32 Si0.9Ge0.1 50 Sb 5 50 873 1 No. Seebeck coefficient (mV/K) Electrical resistivity ×10-5 (Ω·m) Thermal conductivity (W/m·K) Figure of merit (ZT) 21 0.269 1.41 23 0.25 22 0.261 1.37 25 0.22 23 0.237 1.64 30 0.13 24 0.272 1.49 8 0.68 25 0.270 1.40 9 0.64 26 0.290 1.72 9 0.60 27 -0.301 1.52 21 0.31 28 -0.299 1.43 23 0.30 29 -0.294 1.54 29 0.21 30 -0.311 1.47 8 0.90 31 -0.306 1.43 9 0.80 32 -0.328 1.57 9 0.84 - In order to produce a p-type silicon thermoelectric semiconductor, high-purity silicon (10N), a Group IV element (germanium, carbon, or tin, the added element Bnc that does not generate carriers), and a Group III element (the dopant Ap or An that does generate carriers) were compounded as shown in Table 23, after which they were arc melted in an argon gas atmosphere. The button-shaped ingots thus obtained were cut to sizes of 5 × 5 × 15 mm, 10 × 10 × 2 mm, and 10 (diameter) × 2 mm, and the Seebeck coefficient (S), Hall coefficient (including the carrier concentration (n) and electrical conductivity (ρ)), and thermal conductivity (κ) were measured for each.
- The temperature differential between the high and low temperature portions was set to 6K, the thermoelectromotive force of the p-type semiconductors in which the average temperature between the high and low temperature portions was 200°C(473K) was measured with a digital multimeter, and this value was divided by the temperature differential (6K) to find the Seebeck coefficient. The Hall coefficient was measured by applying an AC magnetic field of 0.4T at 473K, and the electrical resistance was measured by four-probe method simultaneously with the carrier concentration. The thermal conductivity was measured at 473K by laser flash method.
- Tables 23 and 24 show the obtained measurement values and the Figure of merit (
- In order to produce an n-type silicon thermoelectric semiconductor, high-purity silicon (10N), a Group IV element (germanium, carbon, or tin, the added element Bnc that does not generate carriers), and a Group V element (the dopant Ap or An that does generate carriers) were compounded as shown in Table 24, after which they were arc melted in an argon gas atmosphere. The button-shaped ingots thus obtained were cut to sizes of 5 × 5 × 5 mm, 10 × 10 × 2 mm, and 10 (diameter) × 2 mm.
- The Seebeck coefficient (S), Hall coefficient (including the carrier concentration (n) and electrical conductivity (ρ)), and thermal conductivity (κ) were measured for each in the same manner as in Example 1. Tables 25 and 26 show the obtained measurement values and the Figure of merit (
- In order to produce p- and n-type silicon thermoelectric semiconductors, high-purity silicon (10N), a Group IV element (germanium, carbon, or tin, the added element Bnc1 that does not generate carriers), a Group III-V compound semiconductor (GaP, GaAs) or a Group II-VI compound semiconductor (ZnS) (the compound semiconductor is the added element Bnc2 that does not generate carriers), and a Group II element and Group III element, or a Group V element and Group VI element that do generate carriers were compounded as shown in Table 25, after which they were melted in a high-frequency melting furnace in a 40 kPa argon gas atmosphere.
- The ingots thus obtained were cut to sizes of 5 × 5 × 5 mm, 10 × 10 × 2 mm, and 10 (diameter) × 2 mm. The Seebeck coefficient (S), Hall coefficient (including the carrier concentration (n) and electrical conductivity (ρ)), and thermal conductivity (K) were measured for each. Tables 27 and 28 show the obtained measurement values and the Figure of merit (
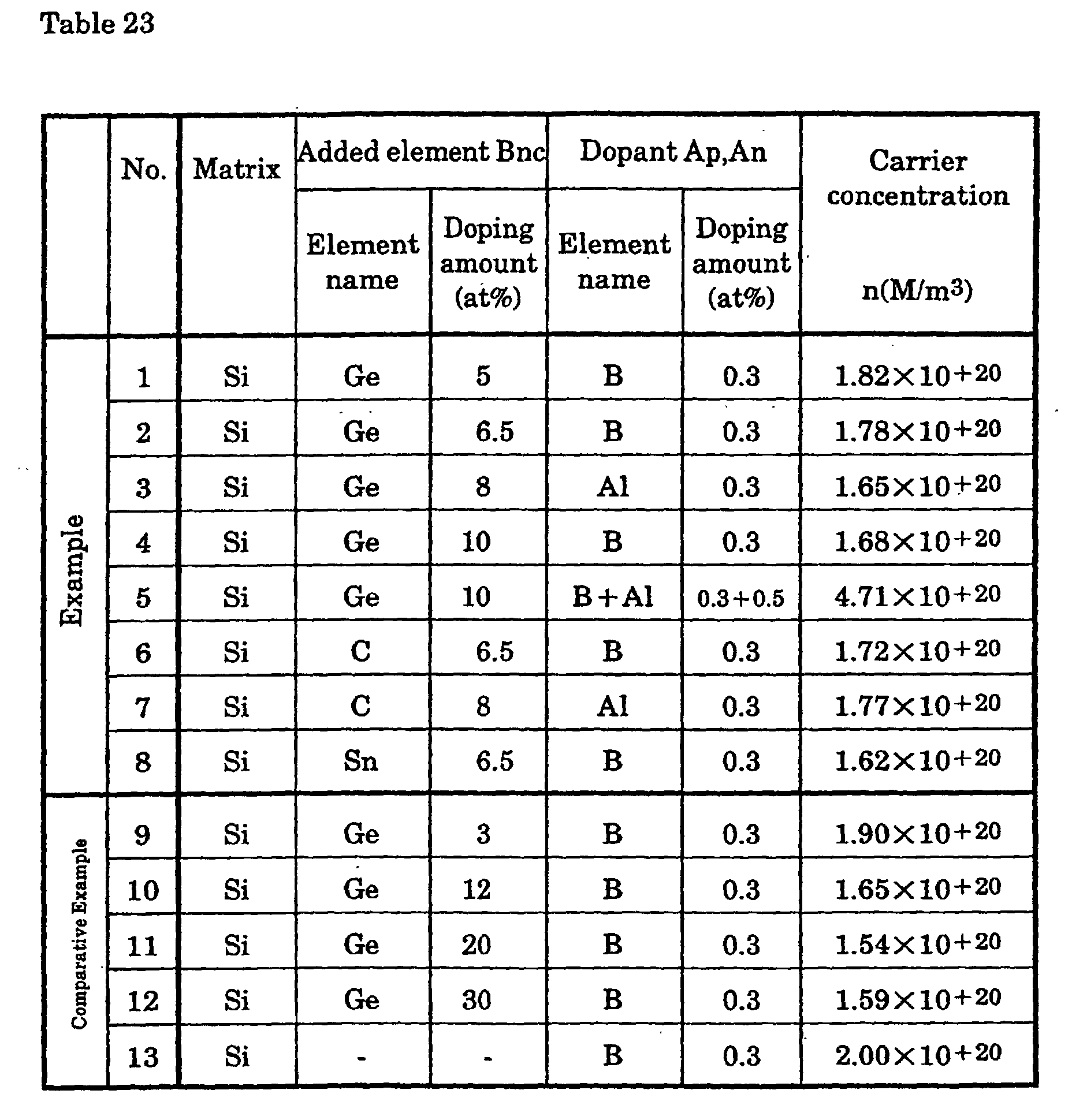


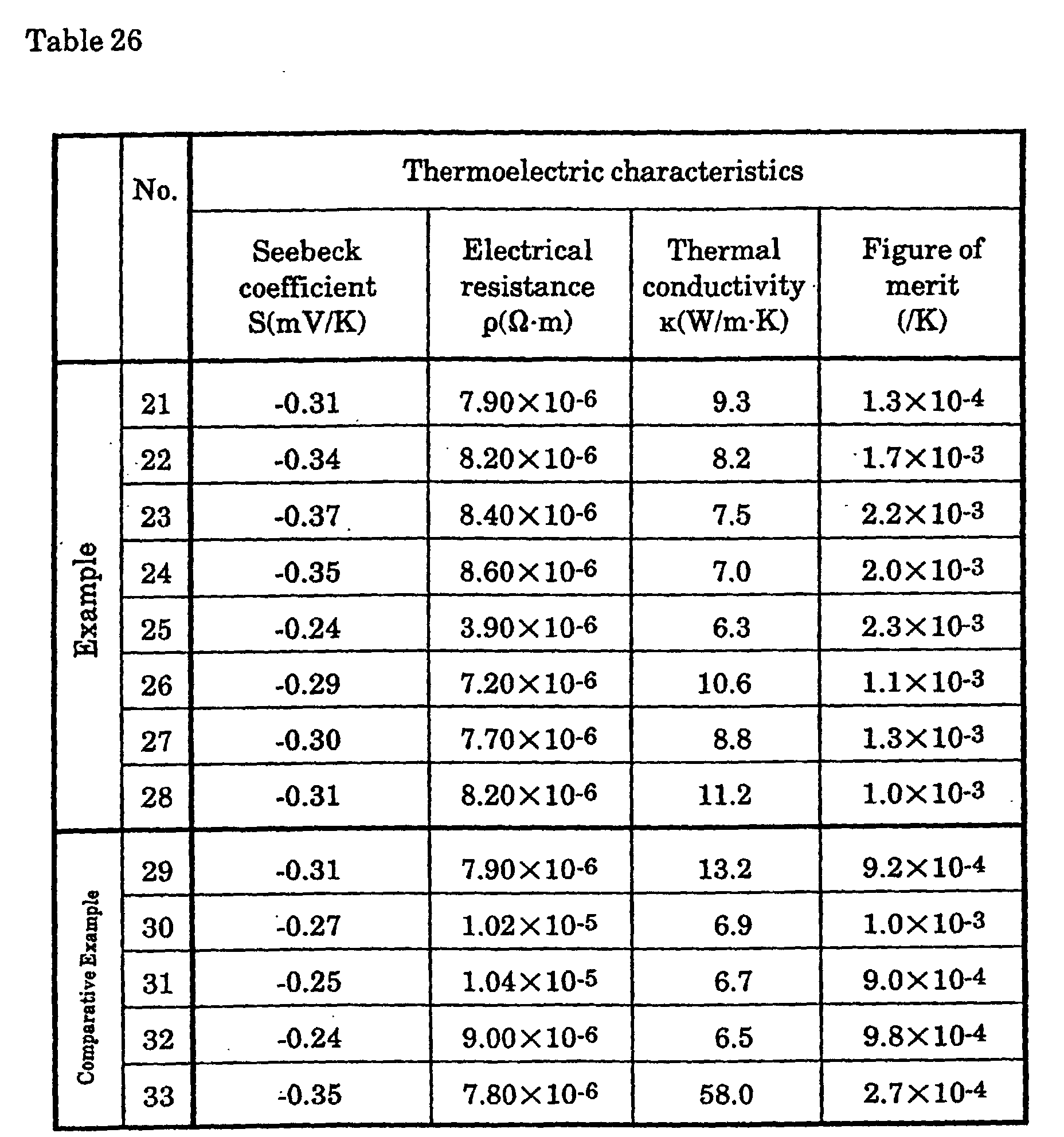


- In order to produce a p-type silicon thermoelectric semiconductor, high-purity silicon (10N), germanium, and a dopant that generates carriers were weighed out in the specific proportions shown in Table 29, after which they were arc melted in an argon gas atmosphere. The button-shaped ingots thus obtained were coarsely ground, then ground in a disk mill, then ground in a jet mill to produce powders with the average particle sizes shown in Table 29.
- After this, the hot pressing conditions shown in Table 30 were maintained for 1 hour to produce sinters having the various porosities shown in Table 30. The discharge plasma sintering conditions shown in Table 31 were then maintained for 3 minutes to produce sinters having the various porosities shown in Table 31. An SPS-2040 made by IzumiTech Ltd. was used for the discharge plasma sintering apparatus.
- The sinters thus obtained were cut to sizes of 5 × 5 × 5 mm, 10 × 10 × 2 mm, and 10 (outside diameter) × 2 mm to produce samples for measuring the Seebeck coefficient, Hall coefficient (including the carrier concentration and electrical conductivity), and thermal conductivity of each.
- Using platinum for both the electrode in the high temperature portion and the electrode in the low temperature portion, the temperature differential between these electrodes was set to 6K, the thermoelectromotive force of the p-type semiconductors in which the average temperature between the high and low temperature portions was 323K was measured, and this thermoelectromotive force was divided by 6K to find the Seebeck coefficient.
- The Hall coefficient was measured by AC method at 323K, and the electrical resistivity was also measured by four-probe method at that time. The thermal conductivity was measured at 323K by laser flash method. These measurement results are given in Tables 30 and 31.
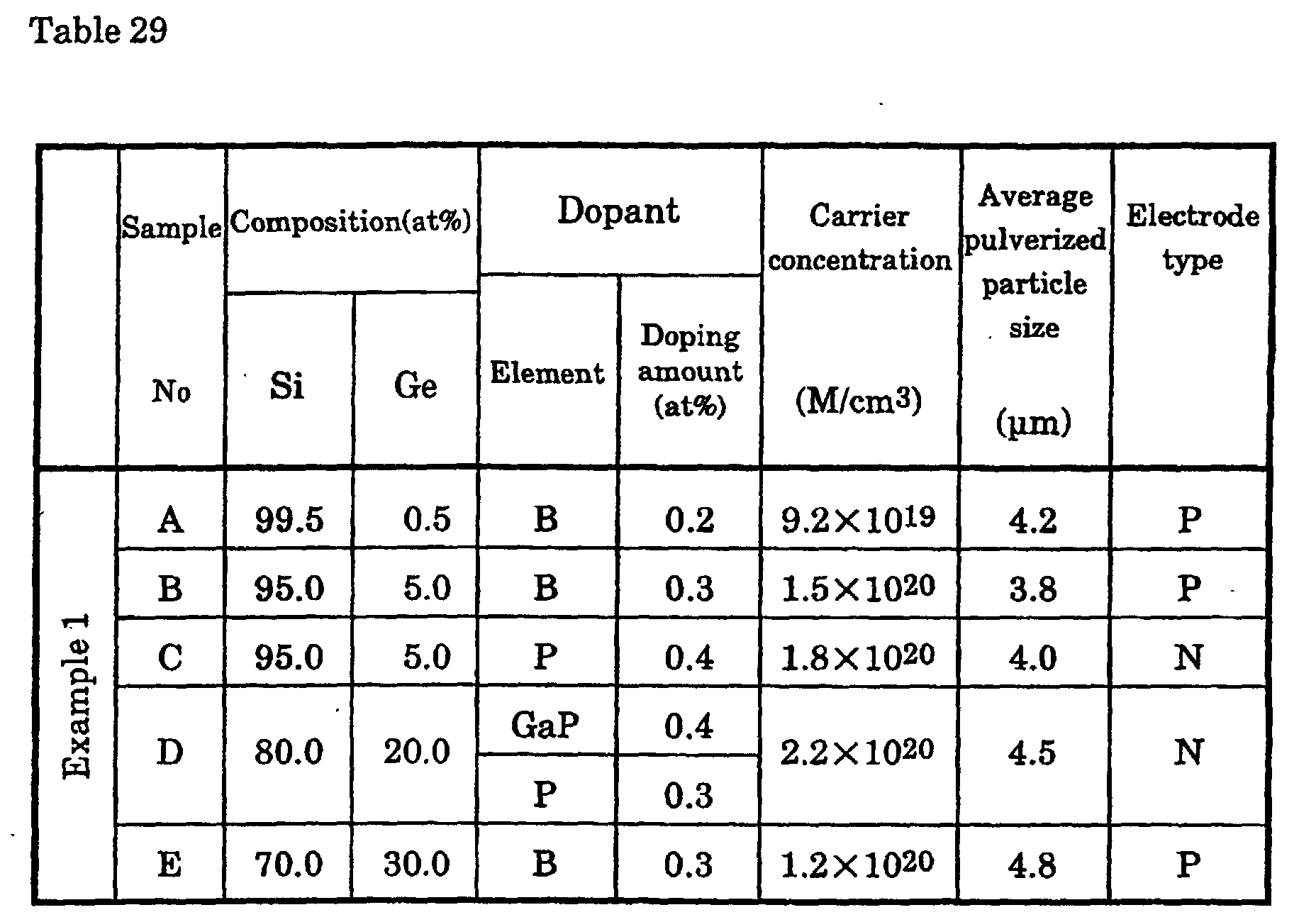
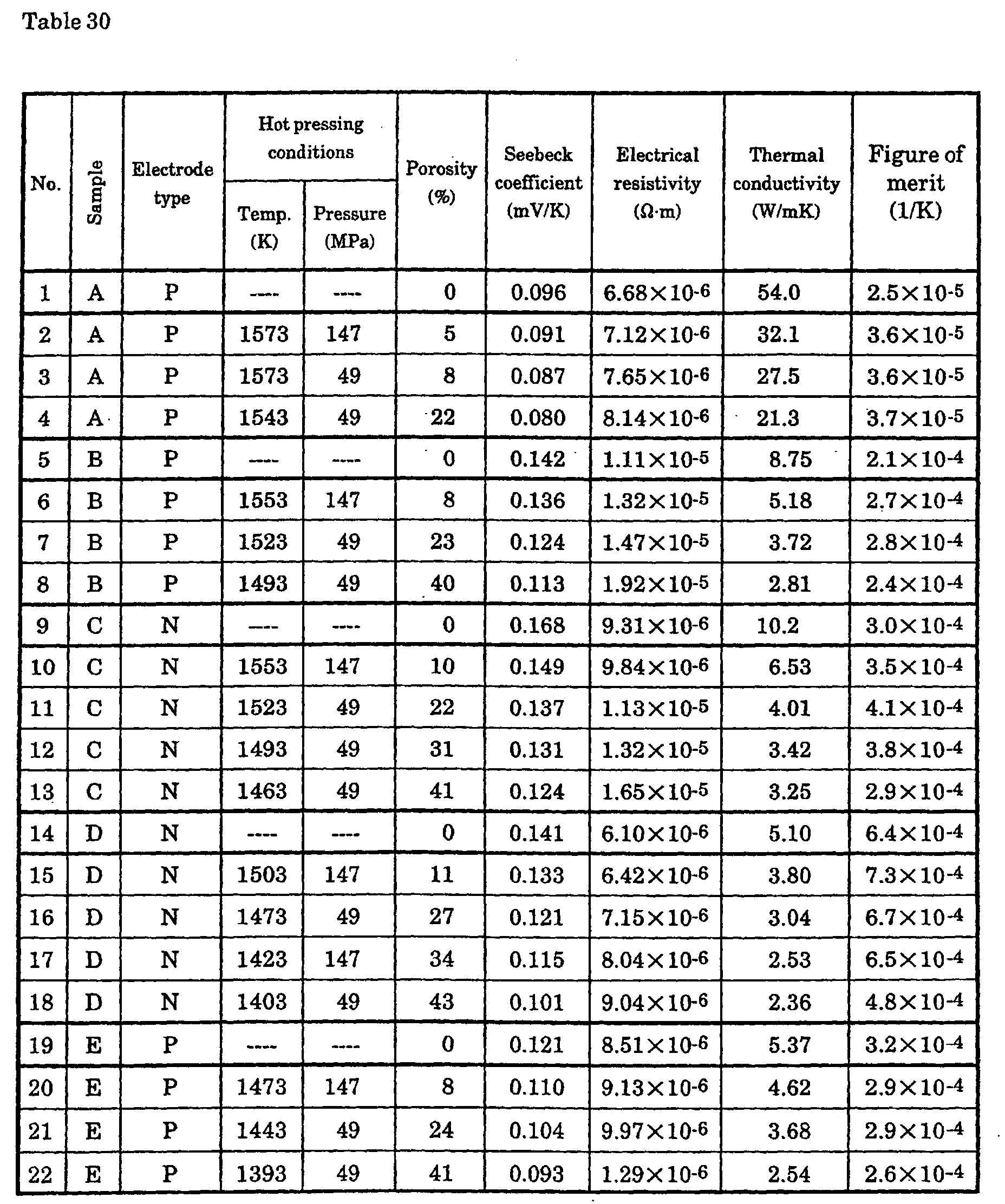
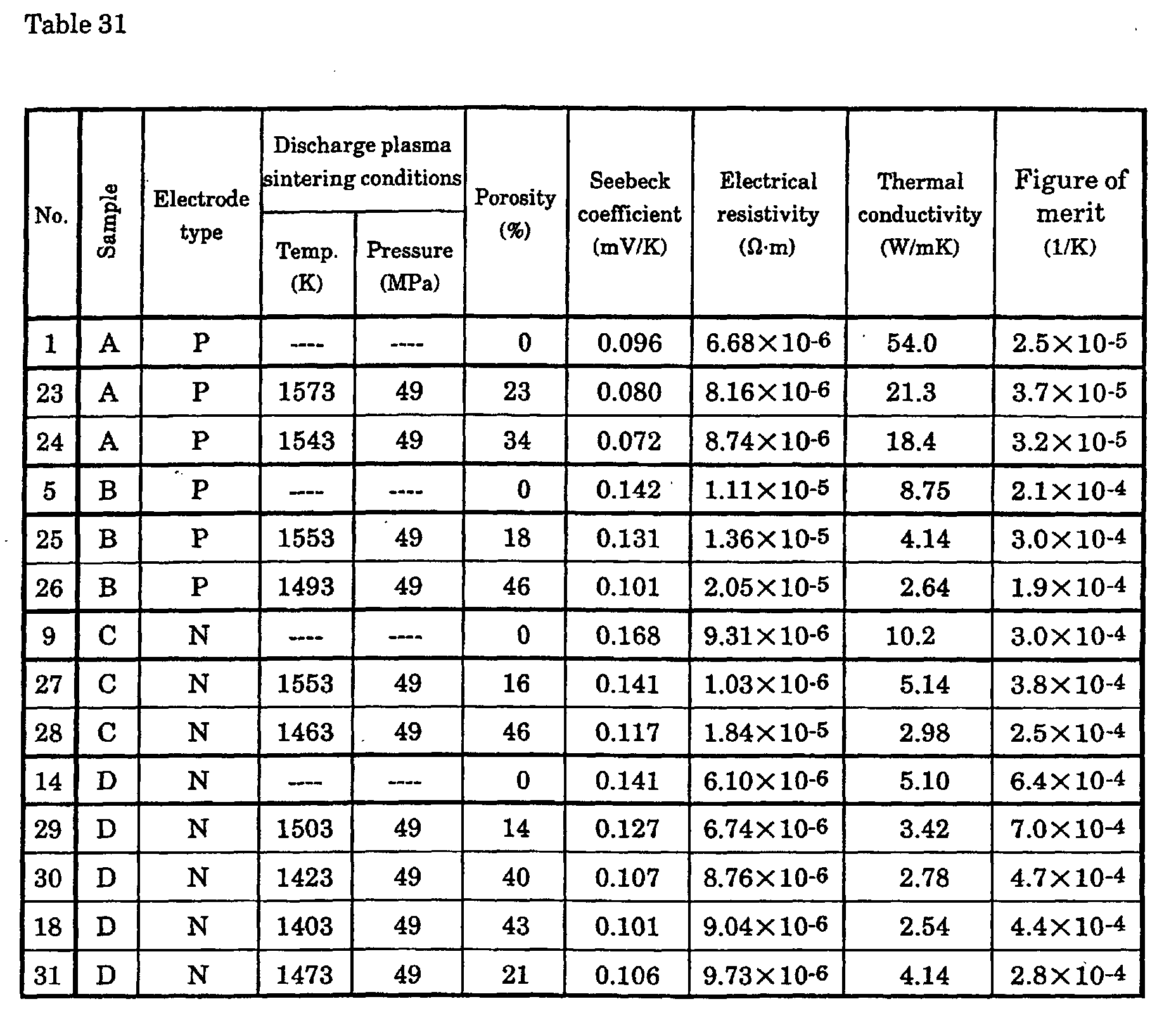
- Silicon, the main component of the thermoelectric conversion material of the present invention, is an outstanding material in terms of protecting the global environment and conserving the earth's resources, and also affords excellent safety. Furthermore, it is light (has a low specific gravity), which makes it very favorable for thermoelectric conversion elements used in automobiles. Bulk silicon also has good corrosion resistance, which is an advantage in that no surface treatment or the like is needed.
- Because it makes use of silicon as its main component, the thermoelectric conversion material of the present invention is less expensive than Si-Ge-based materials containing large quantities of costly germanium, and provides a higher Figure of merit than Fe-Si-based materials. Furthermore, the silicon used in the present invention is much lower in purity than that used in semiconductor devices, so the raw material is available at relatively low cost, the result of which is a thermoelectric conversion material with good productivity, stable quality, and low cost.
- The thermoelectric conversion material of the present invention takes full advantage of the characteristics of silicon, namely, its low electrical resistance and large Seebeck coefficient despite having a large carrier concentration, and also greatly ameliorates its drawback of high thermal conductivity, and is therefore an effective way to obtain a material with a high Figure of merit. Another advantage is that the properties can be controlled by means of the type and amount of added elements.
- As is clear from the examples, the thermoelectric conversion material of the present invention containing 5 to 10 at% of at least one of germanium, carbon, and tin has a Seebeck coefficient of ±2.0 to 4.0 × 10-4 V/K, which means that the thermal conductivity of this novel silicon-based thermoelectric conversion can be greatly decreased to less than 50 W/m·K and the Figure of merit markedly enhanced without decreasing the Seebeck coefficient originally had by the material.
- Also, as is clear from the examples, the thermoelectric conversion material of the present invention with a porosity of 5 to 40% has a Seebeck coefficient of 0.07 to 0.200mV/K, which means that the thermal conductivity of this novel silicon-based thermoelectric conversion can be greatly decreased to less than 33 W/m·K and the Figure of merit markedly enhanced without decreasing the Seebeck coefficient originally had by the material.
Claims (24)
- A thermoelectric conversion material having a crystal structure in which a added element or a combination of added elements is or are contained in an amount of 0.001 to 30 at% in silicon, and at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A thermoelectric conversion material having a crystal structure in which a dopant or a combination of dopants that generate carriers is or are contained in an amount of 0.001 to 20 at% in silicon, and at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A thermoelectric conversion material having a crystal structure in which a dopant or a combination of dopants that generate carriers is or are contained in an amount of 0.001 to 20 at% and a added element or a combination of added elements that do not generate carriers is or are contained in an amount of 0.1 to 10 at% in silicon, and at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A thermoelectric conversion material having a crystal structure in which a added element or a combination of added elements that do not generate carriers is or are contained in an amount of 0.1 to 20 at% and a dopant or a combination of dopants that do generate carriers is or are contained in an amount of 0.001 to 10 at% in silicon, and at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A thermoelectric conversion material having a crystal structure in which a added element or a combination of added elements that do not generate carriers is or are contained in an amount of 0.1 to 10 at% and a dopant or a combination of dopants that do generate carriers is or are contained in an amount of 0.001 to 10 at% in silicon, and at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A thermoelectric conversion material having a crystal structure in which a added element or a combination of added elements that do not generate carriers (except for compound semiconductors) is or are contained in an amount of 5 to 10 at%, at least one type of Group III-V compound semiconductor or Group II-VI compound semiconductor is contained in an amount of 1 to 10 at%, and a dopant or a combination of dopants that do generate carriers is or are contained in an amount of 0.001 to 5 at% in silicon, and at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- The thermoelectric conversion material according to Claims 1 to 6, wherein, of the added elements, the one that generates carriers and is used to make a p-type semiconductor (dopant Ap) is one or more types selected from the group consisting of an Ap1 group (Be, Mg, Ca, Sr, Ba, Zn, Cd, Hg, B, Al, Ga, In, Tl) and transition metal elements M1 (Y, Mo, Zr).
- The thermoelectric conversion material according to Claims 1 to 6, wherein, of the added elements, the one that generates carriers and is used to make an n-type semiconductor (dopant An) is one or more types selected from the group consisting of an An1 group (N, P, As, Sb, Bi, O, S, Se, Te), transition metal elements M2 (Ti, V, Cr, Mn, Fe, Co, Ni, Cu, Nb, Ru, Rh, Pd, Ag, Hf, Ta, W, Re, Os, Ir, Pt, Au; where Fe accounts for 10 at% or less), and rare earth elements RE (La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Yb, Lu).
- The thermoelectric conversion material according to Claims 1, 3, 4, 5, and 6, wherein, of the added elements, the one that does not generate carriers is one or more types selected from the group consisting of Group IV elements other than silicon, Group III-V compound semiconductors, and Group II-VI compound semiconductors.
- The thermoelectric conversion material according to Claims 1 through 9, wherein the material is an ingot quenched from a melt, a sinter, a heat treated laminate, or a material having a porosity of 5 to 40%.
- The thermoelectric conversion material according to Claim 10, wherein the material consists of a p-type or n-type semiconductor material whose carrier concentration is 1017 to 1021 (M/m3) and whose thermal conductivity is no more than 50 W/m·K.
- The thermoelectric conversion material according to Claim 10, wherein the added element that does not generate carriers is germanium, and the carrier concentration in the semiconductor is 1019 to 1021 (M/m3).
- A method for manufacturing the thermoelectric conversion material according to Claims 1 to 6, including a step of cooling a melt such that added elements are contained in silicon, and with which a crystal structure is obtained in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- The method for manufacturing a thermoelectric conversion material according to Claim 13, wherein the melting is arc melting or high-frequency melting.
- The method for manufacturing a thermoelectric conversion material according to Claim 13, wherein the melting and cooling are accomplished by CZ method, FZ method, or ZL method.
- A method for manufacturing the thermoelectric conversion material according to Claims 1 to 6, including a step of powderizing a material containing a added element in silicon, and a step of sintering the powder, and with which a crystal structure is obtained in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A method for manufacturing the thermoelectric conversion material according to Claims 1 to 6, including a step of cooling a melt such that added elements are contained in silicon, a step of powderizing the material thus obtained, and a step of sintering the powder, and with which a crystal structure is obtained in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A method for manufacturing a thermoelectric conversion material according to Claim 17, wherein a powder with an average crystal grain diameter of 1 to 50 µm and an average particle diameter of 3 to 100 µm is sintered.
- A method for manufacturing the thermoelectric conversion material according to Claims 1 to 6, including a step of coating a silicon powder with a added element or embedding the latter in the former, and a step of sintering the silicon powder, and with which a crystal structure is obtained in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A method for manufacturing a thermoelectric conversion material according to Claim 19, wherein the added element is contained in the silicon powder itself.
- A method for manufacturing a thermoelectric conversion material according to Claim 19, wherein the coating step is a vapor phase growth process or a discharge plasma treatment.
- A method for manufacturing a thermoelectric conversion material according to Claim 19, wherein the embedding step is mechanofusion treatment.
- A method for manufacturing the thermoelectric conversion material according to Claims 1 to 7, including a step of forming and laminating layers of silicon or including silicon and layers including added elements, either alternately or in the required pattern, and a step of subjecting the laminated area to a heat treatment, and with which a crystal structure is obtained in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
- A method for manufacturing the thermoelectric conversion material according to Claims 1 to 6, including a step of cooling a melt such that added elements are contained in silicon, a step of powderizing the material thus obtained, and a step of subjecting a powder to hot pressing or discharge plasma sintering to adjust the porosity to between 5 and 40%, and with which a crystal structure is obtained in which at least one type of added element is deposited on crystal grains in which silicon accounts for at least 80 at% of the polycrystal structure, and at the grain boundary thereof.
Applications Claiming Priority (11)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP11063074A JP2000261043A (en) | 1999-03-10 | 1999-03-10 | Thermoelectric conversion material and its manufacture |
| JP6308899 | 1999-03-10 | ||
| JP6307499 | 1999-03-10 | ||
| JP11063099A JP2000261046A (en) | 1999-03-10 | 1999-03-10 | Thermoelectric converting material and manufacture or the same |
| JP11063088A JP2000261044A (en) | 1999-03-10 | 1999-03-10 | Thermoelectric conversion material and its manufacture |
| JP6309999 | 1999-03-10 | ||
| JP6309399 | 1999-03-10 | ||
| JP11063093A JP2000261045A (en) | 1999-03-10 | 1999-03-10 | Manufacture of thermoelectric conversion material |
| JP24311899 | 1999-08-30 | ||
| JP24311899A JP2001068744A (en) | 1999-08-30 | 1999-08-30 | Thermoelectric conversion material and thermoelectric conversion element |
| PCT/JP2000/001469 WO2000054343A1 (en) | 1999-03-10 | 2000-03-10 | Thermoelectric conversion material and method of producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1083610A1 true EP1083610A1 (en) | 2001-03-14 |
| EP1083610A4 EP1083610A4 (en) | 2007-02-21 |
Family
ID=27523752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP00908000A Withdrawn EP1083610A4 (en) | 1999-03-10 | 2000-03-10 | Thermoelectric conversion material and method of producing the same |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7002071B1 (en) |
| EP (1) | EP1083610A4 (en) |
| KR (1) | KR100419488B1 (en) |
| CN (1) | CN100385694C (en) |
| AU (1) | AU752619B2 (en) |
| CA (1) | CA2331533A1 (en) |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004064169A1 (en) * | 2003-01-09 | 2004-07-29 | Japan As Represented By President Of Kanazawa University | Structurally gradient material and functional element including the same |
| WO2005104156A3 (en) * | 2004-04-21 | 2006-04-13 | Showa Denko Kk | Process for producing a heusler alloy, a half heusler alloy, a filled skutterudite based alloy and thermoelectric conversion system using them |
| WO2009024414A2 (en) * | 2007-08-17 | 2009-02-26 | Evonik Degussa Gmbh | Thermal power element or peltier elements comprising sintered nanocrystals of silicon, germanium or silicon-germanium alloys |
| WO2010003629A2 (en) * | 2008-07-08 | 2010-01-14 | Max-Planck-Gesellschaft Zur Förderung Der Wissenschaft E. V. | Thermoelectric apparatus and methods of manufacturing the same |
| ITVA20090050A1 (en) * | 2009-07-15 | 2011-01-16 | Univ Milano Bicocca | THERMO-ELECTRIC CONVERSION DEVICE WITH EFFECT SEEBECK / PELTIER USING STRUCTURES OF SEMICONDUCTIVE MATERIAL TREATED NOT REQUESTING DEFINITION ON NANOMETRIC SCALE |
| WO2011012547A3 (en) * | 2009-07-27 | 2011-04-07 | Basf Se | Method for producing thermoelectric semiconductor materials and branches |
| CN104109770A (en) * | 2014-07-18 | 2014-10-22 | 太原理工大学 | Method for preparing Mg2SixSn[1-x]Biy-base thermoelectric material by microwave-assisted MgH2 solid reaction process |
| EP2824076A3 (en) * | 2013-07-08 | 2015-01-28 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Production of skutterudite |
| WO2016046713A1 (en) | 2014-09-22 | 2016-03-31 | Consorzio Delta Ti Research | Silicon integrated, out-of-plane heat flux thermoelectric generator |
| WO2016051313A1 (en) | 2014-10-01 | 2016-04-07 | Consorzio Delta Ti Research | Silicon integrated bivalve thermoelectric generator of out-of-plane heat flux configuration |
| WO2016055892A1 (en) | 2014-10-09 | 2016-04-14 | Consorzio Delta Ti Research | 3d integrated thermoelectric generator operating in an out-of-plane heat flux configuration with internal voids and heat conduction paths conditioning vias |
| WO2018078515A1 (en) | 2016-10-28 | 2018-05-03 | Consorzio Delta Ti Research | Integrated thermoelectric generator and related method of fabrication |
| DE102018200483B3 (en) | 2018-01-12 | 2019-03-21 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Thermoelectric material and method for producing a thermoelectric material and use of this material in a thermogenerator |
| EP3627572A4 (en) * | 2017-05-19 | 2021-02-24 | Nitto Denko Corporation | Semiconductor sintered compact, electric/electronic member, and method for producing semiconductor sintered compact |
| US11056633B2 (en) | 2016-01-21 | 2021-07-06 | Evonik Operations Gmbh | Rational method for the powder metallurgical production of thermoelectric components |
Families Citing this family (40)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002094131A (en) * | 2000-09-13 | 2002-03-29 | Sumitomo Special Metals Co Ltd | Thermoelectric conversion element |
| US7705233B2 (en) | 2002-08-13 | 2010-04-27 | Showa Denko K.K. | Filled skutterudite-based alloy, production method thereof and thermoelectric conversion device fabricated using the alloy |
| JP4569298B2 (en) * | 2002-11-28 | 2010-10-27 | 住友電気工業株式会社 | Thermoelectric material |
| US8192648B2 (en) * | 2003-04-14 | 2012-06-05 | S'tile | Method for forming a sintered semiconductor material |
| US20090028740A1 (en) * | 2003-04-14 | 2009-01-29 | S'tile | Method for the production of semiconductor granules |
| US9493358B2 (en) * | 2003-04-14 | 2016-11-15 | Stile | Photovoltaic module including integrated photovoltaic cells |
| US9741881B2 (en) | 2003-04-14 | 2017-08-22 | S'tile | Photovoltaic module including integrated photovoltaic cells |
| US8405183B2 (en) * | 2003-04-14 | 2013-03-26 | S'Tile Pole des Eco-Industries | Semiconductor structure |
| JP4869061B2 (en) * | 2003-04-14 | 2012-02-01 | セントレ・ナショナル・デ・ラ・レシェルシェ・サイエンティフィーク | Sintered semiconductor material |
| WO2005101536A1 (en) * | 2004-04-06 | 2005-10-27 | Massachusetts Institute Of Technology (Mit) | Improving thermoelectric properties by high temperature annealing |
| US20050287747A1 (en) * | 2004-06-29 | 2005-12-29 | International Business Machines Corporation | Doped nitride film, doped oxide film and other doped films |
| US7465871B2 (en) * | 2004-10-29 | 2008-12-16 | Massachusetts Institute Of Technology | Nanocomposites with high thermoelectric figures of merit |
| US8865995B2 (en) * | 2004-10-29 | 2014-10-21 | Trustees Of Boston College | Methods for high figure-of-merit in nanostructured thermoelectric materials |
| US8541678B2 (en) * | 2005-03-14 | 2013-09-24 | Borealis Technical Limited | Thermionic/thermotunneling thermo-electrical converter |
| KR101364895B1 (en) * | 2006-03-16 | 2014-02-19 | 바스프 에스이 | Doped lead tellurides for thermoelectric applications |
| CN100459202C (en) * | 2007-07-02 | 2009-02-04 | 北京科技大学 | Method for preparing silicon-germanium pyroelectric material |
| US7734428B2 (en) * | 2007-10-19 | 2010-06-08 | Toyota Motor Engineering & Manufacturing North America, Inc. | Method of producing thermoelectric material |
| JP2011035117A (en) * | 2009-07-31 | 2011-02-17 | Sumitomo Chemical Co Ltd | Thermoelectric conversion material |
| CN101736172B (en) * | 2010-01-08 | 2011-08-03 | 武汉理工大学 | Preparation method of SiGe alloy thermoelectric material |
| EP2725640A4 (en) * | 2011-06-27 | 2015-02-18 | Mitsui Mining & Smelting Co | Negative electrode active material for nonaqueous electrolyte secondary batteries |
| US20130307200A1 (en) * | 2011-11-02 | 2013-11-21 | John Carberry | Sintered Polycrystalline Silicon-based Thermoelectrics |
| FR2991207B1 (en) * | 2012-06-04 | 2014-05-16 | Commissariat Energie Atomique | METHOD FOR MANUFACTURING THERMOELECTRIC MATERIAL |
| JP5898572B2 (en) * | 2012-06-13 | 2016-04-06 | 信越化学工業株式会社 | Method for producing negative electrode material for non-aqueous electrolyte secondary battery and method for producing non-aqueous electrolyte secondary battery |
| KR101473101B1 (en) * | 2013-05-31 | 2014-12-15 | 목포대학교산학협력단 | METHOD OF MANUFACTURING CoSi-BASED THERMOELECTRIC MATERIAL AND n-TYPED THERMOELECTRIC MATERIAL MANUFACTURED BY THE SAME |
| US20140360546A1 (en) * | 2013-06-08 | 2014-12-11 | Alphabet Energy, Inc. | Silicon-based thermoelectric materials including isoelectronic impurities, thermoelectric devices based on such materials, and methods of making and using same |
| US9793461B2 (en) * | 2014-09-05 | 2017-10-17 | Mossey Creek Technologies, Inc. | Nano-structured porous thermoelectric generators |
| CN105140383B (en) * | 2015-07-08 | 2018-07-10 | 上海大学 | Compound PbSe base thermoelectricity materials for mixing Sr and Na and preparation method thereof |
| US11706986B2 (en) * | 2016-10-06 | 2023-07-18 | Mitsuba Corporation | Thermoelectric material |
| KR102003352B1 (en) | 2017-03-15 | 2019-07-23 | 주식회사 엘지화학 | Novel compound semiconductors and their application |
| JP6981094B2 (en) * | 2017-08-15 | 2021-12-15 | 三菱マテリアル株式会社 | Manufacture method of magnesium-based thermoelectric conversion material, magnesium-based thermoelectric conversion element, and magnesium-based thermoelectric conversion material |
| JP6966100B2 (en) | 2017-12-26 | 2021-11-10 | 国立研究開発法人科学技術振興機構 | Silicon bulk thermoelectric conversion material |
| CN108470817B (en) * | 2018-01-19 | 2021-09-28 | 宁波工程学院 | Sb-containing P-type Cu2.856In4Te8Medium-high temperature thermoelectric material and preparation process thereof |
| KR102573731B1 (en) * | 2018-08-24 | 2023-08-31 | 주식회사 엘지화학 | Chalcogen-containing compound, its preparation method and thermoelectric element comprising the same |
| CN110299444A (en) * | 2019-05-30 | 2019-10-01 | 同济大学 | A kind of EuCd2Sb2 base thermoelectricity material and preparation method thereof |
| CN111233472A (en) * | 2020-02-19 | 2020-06-05 | 内蒙古科技大学 | Application of multifunctional silver niobate ceramic in electrocaloric effect refrigeration technology |
| CN112588308B (en) * | 2020-11-09 | 2023-03-28 | 中国科学院深圳先进技术研究院 | SiP material and preparation method and application thereof |
| CN112652699B (en) * | 2020-11-16 | 2024-01-02 | 昆明理工大学 | Preparation method of LaF3 doped CoSb3 thermoelectric material with P/N type conversion |
| CN113020737A (en) * | 2021-03-25 | 2021-06-25 | 哈尔滨工业大学 | Method for diffusion connection of skutterudite and copper electrode through cobalt intermediate layer |
| CN113270535A (en) * | 2021-05-24 | 2021-08-17 | 上海大学 | Ru-interstitial high-performance ZrNiSn-based thermoelectric material and preparation method thereof |
| CN114923181A (en) * | 2022-06-13 | 2022-08-19 | 浙江伽能环境工程有限责任公司 | Slag melting device |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0235702A1 (en) * | 1986-02-21 | 1987-09-09 | Kabushiki Kaisha Komatsu Seisakusho | Thermoelectric material for low temperature use and method of manufacturing the same |
| US4849033A (en) * | 1988-04-21 | 1989-07-18 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Annealing Group III-V compound doped silicon-germanium alloy for improved thermo-electric conversion efficiency |
| EP1039556A1 (en) * | 1997-10-24 | 2000-09-27 | Sumitomo Special Metals Company Limited | Thermoelectric transducing material and method of producing the same |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3898080A (en) * | 1968-05-14 | 1975-08-05 | Atomic Energy Authority Uk | Germanium-silicon Thermoelectric elements |
| US4717789A (en) * | 1984-12-06 | 1988-01-05 | General Electric Company | Thermoelectric elements |
| GB8431071D0 (en) * | 1984-12-08 | 1985-01-16 | Univ Glasgow | Alloys |
| JPH0227778A (en) * | 1988-07-15 | 1990-01-30 | Idemitsu Petrochem Co Ltd | Manufacture of thermoelectric element |
| JPH06216414A (en) * | 1993-01-21 | 1994-08-05 | Idemitsu Petrochem Co Ltd | Manufacture of thermoelectric conversion material |
| JPH1022530A (en) * | 1996-07-01 | 1998-01-23 | Sumitomo Special Metals Co Ltd | Thermoplastic conversion element |
| JP3529576B2 (en) * | 1997-02-27 | 2004-05-24 | 財団法人電力中央研究所 | Thermoelectric material and method for manufacturing the same |
| WO1999022411A1 (en) * | 1997-10-24 | 1999-05-06 | Sumitomo Special Metals Co., Ltd. | Silicon based conductive material and process for production thereof |
-
2000
- 2000-03-10 CN CNB008005028A patent/CN100385694C/en not_active Expired - Fee Related
- 2000-03-10 AU AU29415/00A patent/AU752619B2/en not_active Ceased
- 2000-03-10 US US09/674,978 patent/US7002071B1/en not_active Expired - Fee Related
- 2000-03-10 KR KR10-2000-7012611A patent/KR100419488B1/en not_active IP Right Cessation
- 2000-03-10 CA CA002331533A patent/CA2331533A1/en not_active Abandoned
- 2000-03-10 EP EP00908000A patent/EP1083610A4/en not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0235702A1 (en) * | 1986-02-21 | 1987-09-09 | Kabushiki Kaisha Komatsu Seisakusho | Thermoelectric material for low temperature use and method of manufacturing the same |
| US4849033A (en) * | 1988-04-21 | 1989-07-18 | The United States Of America As Represented By The Administrator Of The National Aeronautics And Space Administration | Annealing Group III-V compound doped silicon-germanium alloy for improved thermo-electric conversion efficiency |
| EP1039556A1 (en) * | 1997-10-24 | 2000-09-27 | Sumitomo Special Metals Company Limited | Thermoelectric transducing material and method of producing the same |
Non-Patent Citations (5)
| Title |
|---|
| DISMUKES J P ET AL: "Thermal and electrical properties of heavily doped Ge-Si alloys up to 1300[deg.]k" JOURNAL OF APPLIED PHYSICS USA, vol. 35, no. 10, October 1964 (1964-10), pages 2899-2907, XP002401831 * |
| GEBALLE T H ET AL: "Seebeck effect in silicon" PHYSICAL REVIEW USA, vol. 98, no. 4, 15 May 1955 (1955-05-15), pages 940-947, XP002401035 * |
| SADATOMI N ET AL: "Thermoelectric properties of Si-based materials" JOURNAL OF THE JAPAN INSTITUTE OF METALS JAPAN INST. METALS JAPAN, vol. 63, no. 11, November 1999 (1999-11), pages 1377-1385, XP008069546 ISSN: 0021-4876 * |
| See also references of WO0054343A1 * |
| YAMASHITA O ET AL: "Dependence of Seebeck coefficient on carrier concentration in heavily B- and P-doped Si1-xGex (x<=0.05) system" JAPANESE JOURNAL OF APPLIED PHYSICS, PART 1 (REGULAR PAPERS, SHORT NOTES & REVIEW PAPERS) PUBLICATION OFFICE, JAPANESE JOURNAL APPL. PHYS JAPAN, vol. 38, no. 11, November 1999 (1999-11), pages 6394-6400, XP002401830 ISSN: 0021-4922 * |
Cited By (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2004064169A1 (en) * | 2003-01-09 | 2004-07-29 | Japan As Represented By President Of Kanazawa University | Structurally gradient material and functional element including the same |
| US8006741B2 (en) | 2004-04-21 | 2011-08-30 | Showa Denko K.K. | Process for producing thermoelectric semiconductor alloy, thermoelectric conversion module, thermoelectric power generating device, rare earth alloy, producing process thereof, thermoelectric conversion material, and thermoelectric conversion system using filled skutterudite based alloy |
| WO2005104156A3 (en) * | 2004-04-21 | 2006-04-13 | Showa Denko Kk | Process for producing a heusler alloy, a half heusler alloy, a filled skutterudite based alloy and thermoelectric conversion system using them |
| US8171980B2 (en) | 2004-04-21 | 2012-05-08 | Showa Denko K.K. | Process for producing thermoelectric semiconductor alloy, thermoelectric conversion module, thermoelectric power generating device, rare earth alloy, producing process thereof, thermoelectric conversion material, and thermoelectric conversion system using filled skutterudite based alloy |
| WO2009024414A3 (en) * | 2007-08-17 | 2009-11-05 | Evonik Degussa Gmbh | Thermal power element or peltier elements comprising sintered nanocrystals of silicon, germanium or silicon-germanium alloys |
| WO2009024414A2 (en) * | 2007-08-17 | 2009-02-26 | Evonik Degussa Gmbh | Thermal power element or peltier elements comprising sintered nanocrystals of silicon, germanium or silicon-germanium alloys |
| WO2010003629A3 (en) * | 2008-07-08 | 2010-05-27 | Max-Planck-Gesellschaft Zur Förderung Der Wissenschaft E. V. | Thermoelectric apparatus and methods of manufacturing the same |
| WO2010003629A2 (en) * | 2008-07-08 | 2010-01-14 | Max-Planck-Gesellschaft Zur Förderung Der Wissenschaft E. V. | Thermoelectric apparatus and methods of manufacturing the same |
| ITVA20090050A1 (en) * | 2009-07-15 | 2011-01-16 | Univ Milano Bicocca | THERMO-ELECTRIC CONVERSION DEVICE WITH EFFECT SEEBECK / PELTIER USING STRUCTURES OF SEMICONDUCTIVE MATERIAL TREATED NOT REQUESTING DEFINITION ON NANOMETRIC SCALE |
| WO2011007241A1 (en) * | 2009-07-15 | 2011-01-20 | Universita' Degli Studi Di Milano - Bicocca | Seebeck/peltier thermoelectric conversion device employing treated films of semiconducting material not requiring nanometric definition |
| US9178127B2 (en) | 2009-07-15 | 2015-11-03 | Consorzio Delta Ti Research | Seebeck/peltier thermoelectric conversion device employing treated films of semiconducting material not requiring nanometric definition |
| WO2011012547A3 (en) * | 2009-07-27 | 2011-04-07 | Basf Se | Method for producing thermoelectric semiconductor materials and branches |
| EP2824076A3 (en) * | 2013-07-08 | 2015-01-28 | Deutsches Zentrum für Luft- und Raumfahrt e.V. | Production of skutterudite |
| CN104109770B (en) * | 2014-07-18 | 2016-05-11 | 太原理工大学 | Microwave is assisted MgH2Solid reaction process is prepared Mg2SixSn1-xBiyThe method of base thermoelectricity material |
| CN104109770A (en) * | 2014-07-18 | 2014-10-22 | 太原理工大学 | Method for preparing Mg2SixSn[1-x]Biy-base thermoelectric material by microwave-assisted MgH2 solid reaction process |
| WO2016046713A1 (en) | 2014-09-22 | 2016-03-31 | Consorzio Delta Ti Research | Silicon integrated, out-of-plane heat flux thermoelectric generator |
| US10050190B2 (en) | 2014-09-22 | 2018-08-14 | Consorzio Delta Ti Research | Silicon integrated, out-of-plane heat flux thermoelectric generator |
| WO2016051313A1 (en) | 2014-10-01 | 2016-04-07 | Consorzio Delta Ti Research | Silicon integrated bivalve thermoelectric generator of out-of-plane heat flux configuration |
| US10003002B2 (en) | 2014-10-01 | 2018-06-19 | Consorzio Delta Ti Research | Silicon integrated bivalve thermoelectric generator of out-of-plane heat flux configuration |
| WO2016055892A1 (en) | 2014-10-09 | 2016-04-14 | Consorzio Delta Ti Research | 3d integrated thermoelectric generator operating in an out-of-plane heat flux configuration with internal voids and heat conduction paths conditioning vias |
| US9997691B2 (en) | 2014-10-09 | 2018-06-12 | Consorzio Delta Ti Research | 3D integrated thermoelectric generator operating in an out-of-plane heat flux configuration with internal voids and heat conduction paths conditioning vias |
| US11056633B2 (en) | 2016-01-21 | 2021-07-06 | Evonik Operations Gmbh | Rational method for the powder metallurgical production of thermoelectric components |
| WO2018078515A1 (en) | 2016-10-28 | 2018-05-03 | Consorzio Delta Ti Research | Integrated thermoelectric generator and related method of fabrication |
| EP3627572A4 (en) * | 2017-05-19 | 2021-02-24 | Nitto Denko Corporation | Semiconductor sintered compact, electric/electronic member, and method for producing semiconductor sintered compact |
| US11404620B2 (en) | 2017-05-19 | 2022-08-02 | Nitto Denko Corporation | Method of producing semiconductor sintered body, electrical/electronic member, and semiconductor sintered body |
| US11508893B2 (en) | 2017-05-19 | 2022-11-22 | Nitto Denko Corporation | Method of producing semiconductor sintered body |
| US11616182B2 (en) | 2017-05-19 | 2023-03-28 | Nitto Denko Corporation | Method of producing semiconductor sintered body, electrical/electronic member, and semiconductor sintered body |
| DE102018200483B3 (en) | 2018-01-12 | 2019-03-21 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Thermoelectric material and method for producing a thermoelectric material and use of this material in a thermogenerator |
| WO2019137953A2 (en) | 2018-01-12 | 2019-07-18 | Leibniz-Institut Für Festkörper- Und Werkstoffforschung Dresden E.V. | Thermoelectric material and process for producing a thermoelectric material |
Also Published As
| Publication number | Publication date |
|---|---|
| AU2941500A (en) | 2000-09-28 |
| CN1300446A (en) | 2001-06-20 |
| CA2331533A1 (en) | 2000-09-14 |
| AU752619B2 (en) | 2002-09-26 |
| KR20010043517A (en) | 2001-05-25 |
| CN100385694C (en) | 2008-04-30 |
| KR100419488B1 (en) | 2004-02-19 |
| US7002071B1 (en) | 2006-02-21 |
| EP1083610A4 (en) | 2007-02-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7002071B1 (en) | Thermoelectric conversion material and method of producing the same | |
| JP4399757B2 (en) | Thermoelectric conversion material and manufacturing method thereof | |
| KR101087355B1 (en) | Process for producing a heusler alloy, a half heusler alloy, a filled skutterudite based alloy and thermoelectric conversion system using them | |
| US6525260B2 (en) | Thermoelectric conversion material, and method for manufacturing same | |
| CN101080506B (en) | Production method of thermoelectric semiconductor alloy, thermoelectric conversion module and thermoelectric power generating device | |
| US5929351A (en) | Co-Sb based thermoelectric material and a method of producing the same | |
| US6506321B1 (en) | Silicon based conductive material and process for production thereof | |
| EP2662331B1 (en) | Thermoelectric material, and thermoelectric module and thermoelectric apparatus including the thermoelectric material | |
| US20110139208A1 (en) | Nanocomposite thermoelectric material, and thermoelectric device and thermoelectric module including the same | |
| JP2829415B2 (en) | Thermoelectric semiconductor material and method of manufacturing the same | |
| Yamashita et al. | High performance n-type bismuth telluride with highly stable thermoelectric figure of merit | |
| JP4374578B2 (en) | Thermoelectric material and manufacturing method thereof | |
| Zhao et al. | Effects of process parameters on electrical properties of n-type Bi2Te3 prepared by mechanical alloying and spark plasma sintering | |
| JP4479628B2 (en) | Thermoelectric material, manufacturing method thereof, and thermoelectric module | |
| TWI491556B (en) | Thermoelectric material and method for manufacturing the same | |
| Kajikawa et al. | Thermoelectric figure of merit of impurity doped and hot-pressed magnesium silicide elements | |
| JP2000261044A (en) | Thermoelectric conversion material and its manufacture | |
| WO2000054343A1 (en) | Thermoelectric conversion material and method of producing the same | |
| JP2000261043A (en) | Thermoelectric conversion material and its manufacture | |
| JP2000261046A (en) | Thermoelectric converting material and manufacture or the same | |
| JP2000261045A (en) | Manufacture of thermoelectric conversion material | |
| WO2007023548A1 (en) | Thermoelectric material and process for producing the same | |
| JP2001068744A (en) | Thermoelectric conversion material and thermoelectric conversion element | |
| Panachaveettil | Development of thermoelectric devices for structural composites | |
| JP2001144336A (en) | Thermoelectric conversion material and manufacturing method therefor |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20001123 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): DE FR GB IT NL |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NEOMAX CO., LTD. |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H01L 35/22 20060101AFI20061019BHEP Ipc: H01L 35/34 20060101ALI20061019BHEP |
|
| A4 | Supplementary search report drawn up and despatched |
Effective date: 20070123 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HITACHI METALS, LIMITED |
|
| 17Q | First examination report despatched |
Effective date: 20080410 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20080821 |