EP1069191B1 - Tapping apparatus and method - Google Patents
Tapping apparatus and method Download PDFInfo
- Publication number
- EP1069191B1 EP1069191B1 EP20000113436 EP00113436A EP1069191B1 EP 1069191 B1 EP1069191 B1 EP 1069191B1 EP 20000113436 EP20000113436 EP 20000113436 EP 00113436 A EP00113436 A EP 00113436A EP 1069191 B1 EP1069191 B1 EP 1069191B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- lance
- tap hole
- tapping
- hole
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000010079 rubber tapping Methods 0.000 title claims description 84
- 238000000034 method Methods 0.000 title claims description 14
- 238000002844 melting Methods 0.000 claims description 30
- 230000008018 melting Effects 0.000 claims description 30
- 238000001816 cooling Methods 0.000 claims description 27
- 239000000155 melt Substances 0.000 claims description 22
- 239000000463 material Substances 0.000 claims description 13
- 239000000498 cooling water Substances 0.000 claims description 11
- 150000001875 compounds Chemical class 0.000 claims description 10
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 8
- 239000010949 copper Substances 0.000 claims description 8
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 6
- 238000004056 waste incineration Methods 0.000 claims description 6
- 238000002485 combustion reaction Methods 0.000 claims description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 4
- 230000008878 coupling Effects 0.000 description 12
- 238000010168 coupling process Methods 0.000 description 12
- 238000005859 coupling reaction Methods 0.000 description 12
- 230000033001 locomotion Effects 0.000 description 10
- 239000000969 carrier Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000003723 Smelting Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000002996 emotional effect Effects 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 230000002706 hydrostatic effect Effects 0.000 description 1
- 230000010354 integration Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000002028 premature Effects 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/12—Opening or sealing the tap holes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27D—DETAILS OR ACCESSORIES OF FURNACES, KILNS, OVENS OR RETORTS, IN SO FAR AS THEY ARE OF KINDS OCCURRING IN MORE THAN ONE KIND OF FURNACE
- F27D3/00—Charging; Discharging; Manipulation of charge
- F27D3/15—Tapping equipment; Equipment for removing or retaining slag
- F27D3/1509—Tapping equipment
- F27D3/1536—Devices for plugging tap holes, e.g. plugs stoppers
Definitions
- the invention relates to a tapping device for a Melting furnace according to the preamble of claim 1 and a lance for closing and opening the tap hole a melting furnace. Furthermore, the invention relates to a Tapping method for a melting furnace according to The preamble of claim 14.
- a generic tapping device with a filling device for filling the open tap hole with a stuffing and with a moveable stuffing device for inserting a lance into the tapping opening known.
- the lance a simple one elongated rod, is doing under shock and Shaking movements introduced into the tap hole after the stuffing mass has been filled, e.g. with help of a Hammer, and remains there until reopening the tap hole by pulling the lance.
- DE 3 803 132 A1 discloses a tapping device known, in the closing of the taphole a Stuffed mass and at the same time one to the Tapping the stove in the tap hole remaining lance in the Stuffing compound is introduced.
- the tapping device a stuffing head with a through hole through which both the stuffing mass and the lance is inserted into the tapping opening.
- FR 2 680 179 describes a tapping device in which a lance is used Finds which channels has the introduction of gases into the blast furnace should serve. Water as a means for cooling is not described.
- DD 278 721 discloses a method and a device for closing the Tapping opening in a hut stove, in particular on a cupola.
- the Lance which is used in this process, is cooled.
- the open tap hole is initially using the Filling device filled with stuffing material.
- the stuffing device carries the lance in the tap hole.
- the lance be introduced simultaneously with the stuffing. In both cases will be part of the tapping opening Stuffing mass from the lance further into the Tapping opening pressed.
- Heat hardens the stuffing material.
- the in the tap hole introduced lance is mechanically secured from the outside. To open the tap hole the lance is pulled. It is characterized by that of the located in the furnace Melt caused hydrostatic pressure which is still in the tapping opening stuffing mass from the tap hole pressed so that the melt unhindered out of the Melting furnace can drain through the tap hole.
- the wall thickness can be from conventional 600-800 mm to about Half to one third be reduced.
- melting furnaces constructible in particular for melting the Combustion residues in waste incineration plants are suitable.
- the lance is preferably made of copper or made of a copper alloy and with at least one Cooling channel provided to a cooling water supply can be connected.
- the Stopfkopf and / or the area around the tap hole cooled. This further improves the cooling effect.
- the stuffing device is before the Tapping of the melting furnace one preferably Copper or similar thermally conductive material manufactured front panel with an outlet opening arranged, which leaves the tapping opening.
- the stuffing device is when inserting the Lance in the tap hole preferably a form-fitting the plate attachable, as a sealing element between the stuffing device and the tapping opening acts.
- this plate also coolable, e.g. by means of water cooling.
- the Stopfkopf in addition to a supply channel on, in the through hole of the stuffing head opens.
- the Supply channel is connected to the filling device, the required for closing the tap hole Stuffing material through the supply channel and the Through hole in the taphole promotes.
- the then introduced through the through hole Lance pushes the still in the through hole and in the Tapping hole included stuffing in their final Location in the tap hole, creating a uniform Distribution of stuffing around the lance in the Tap opening is guaranteed.
- a wooden plug in the Tapping opening is introduced.
- This is for example is arranged in the through hole of the stuffing head and is due to the pressure of the stuffing mass, if necessary supported by the pressure of the lance, in the Tapping opening conveyed, pushed through this, pushed into the melt and burned. In this way prevents the cooling of the lance and the Stopfkopfes or the front plate the melt locally so is cooled far, that metal plates in the Form tapping opening.
- the lance on a sleeve which at its the Tapping opening facing the end is placed.
- the sleeve consists of a material that is the same or a has lower melting point than that in the furnace contained melt, preferably made of copper or a Copper alloy.
- the sleeve has the advantage that pulling the lance is simplified because its contact surface with the stuffing material is reduced. The lance is therefore less damaged and can be reused.
- the sleeve is a Wearing.
- Stopfkopfes To insert the lance through the through hole of the Stopfkopfes serves a feed unit.
- the Stopfkopfes By the Using the Stopfkopfes the taphole during the insertion of the lance to the outside at least partially sealed. At the same time, it ensures in the stuffing head Trained through hole that lance in one defined insertion in the tap hole is introduced so that any damage to the refractory material in the tapping opening be avoided.
- a feed unit for the stuffing device is suitable in particular a hammer drill or a hydraulic Drive.
- a hammer drill can in addition to the Feed movement of the lance at the same time a rotational Movement of the lance about its longitudinal axis and a Shaking generated in the direction of its longitudinal axis become.
- the combined rotation and Shaking movement is distributed in the tap hole Stuffing mass contained particularly uniform around the itself in the tapping opening moving lance, while simultaneously counter to the feed movement of the lance acting forces are lower than a lance, the exclusively with an axial movement in the Tapping opening is introduced.
- the Rotation also be waived.
- the tapping is a fully automatic opening and closing the tap opening allows, so that the Tapping opening and the pouring trough of the melting furnace together with the functional units of the tapping device in a closed to the outside housing can be accommodated in which the melt collected rising gases and suspended matter and one Cleaning and filtering system can be supplied.
- This is especially when using the tapping device for a smelting furnace of a mill incineration plant of Advantage in which the resulting gases and rising Suspended solids for environmental reasons as completely as possible be caught and neutralized or filtered out have to.
- a pull-out device is suitable, for example a movable in the longitudinal direction of the tapping opening Holder which can be coupled to the lance.
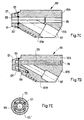
- Figs. 1 to 4 show partially cut Side views of a tapping 10 in different Operating positions when opening and closing a tapping opening 12 of a furnace 14 of a waste incineration plant.
- the tapping device 10 has two approximately parallel to the longitudinal direction of the tap opening 12 extending in the Cross-section U-shaped support 16, which at a distance to each other and from those in Figs. 1 to 4 For clarity, only the background arranged carrier 16 is shown.
- the carriers 16 are on a hopper 18 provided on the furnace 14 fixed, which is arranged below the tap opening 12 and by the emerging from the tapping opening 12 Melt, for example, in a mold 20 (see Fig. 2) can be steered. With her the hopper 18th remote from the end portions are the two carriers 16 a transverse to this first I-beam 22, to which they are attached.
- a second I-beam 24 is arranged, the between the two supports 16 extends transversely to these and is firmly connected with these. Furthermore, at each Carrier 16 a longitudinal beam 26 attached, which in cross section L-shaped. Again, for the sake of Clarity in Figs. 1 to 4 only in the Background arranged side rails 26 can be seen.
- the Side members 26 are attached to the supports 16, that their horizontally extending legs facing each other are and arranged with the above, also horizontal extending legs of the U-shaped support 16, the facing away from each other, a cross-sectionally U-shaped Form leadership.
- a carriage 28 In the guide a carriage 28 is guided through two pairs of rollers 30 and 32 on top of the horizontally extending legs of the two carriers 16 unrolls. Near the one shown in Figs. 1 to 4 right Roller pair 32, a connection element 34 is provided, the firmly connected to the piston of a hydraulic cylinder 36 is.
- the hydraulic cylinder 36 is with its in Figs. 1 to 4 left end shown on a pivot receptacle 38th pivotally mounted, the center between the supports 16 am second I-beam 24 is attached.
- Stopfkopf 40 in which several Cooling channels (not shown) are formed, the a cooling water supply are connected.
- Stopfkopf 40 is a longitudinal direction of the carriage 28th extending through bore 42 formed in the one at an angle to the through hole 42 extending Supply channel 44 opens.
- Supply channel 44 In the supply channel 44 is the free end of a delivery cylinder 46 used in the a piston 48 slidably mounted and with the help of a hydraulic cylinder 50 is movable.
- the stuffing head 40 is divided along the through hole 42, is with Help of two locks (not shown) held together and may become one later explanatory purpose to be opened.
- the carrier element 52 has a sliding bearing 54, its axis of symmetry with the axis of symmetry of the Through hole 42 of Stopfkopfes 40 coincides.
- a linkage 56 of a Drill hammer 58 of a feed unit 60 rotatable and slidably mounted.
- the hammer mill 58 of the Feed unit 60 is attached to a slider 62, the with the help of two sides of the hammer drill 58th arranged, pneumatic feed cylinder 64 in the longitudinal direction of the carriage 28 between a starting position near the end of the illustrated in Figs. 1 to 4 right Wagens 28, and an end position is movable, in which the Slider 62 is disposed near the sliding bearing 54. Also here is for clarity only in the Background shown feed cylinder 64 shown.
- a coupling head 66 is attached at the free end of the linkage 56, in Figs. 1 to 4 left shown. With the Coupling head 66 is a coupling end 68 of a first Lance 70 coupled, the other end partially in the Through hole 42 of Stopfkopfes 40 protrudes.
- the first Lance 70 has a cooling channel through Connections 72 near the coupling end 68 to a Cooling water supply can be connected. Further is on the carriage 28 extending in the longitudinal direction thereof Coupling hook 74 pivotally mounted, whose purpose later will be explained.
- Extractor 76 includes a support 16 fixed frame 78 with an approximately parallel to Direction of movement of the carriage 28 along the carriers 16 extending guide rail 80.
- a holder 82 slidably held around the Guide bar 80 between a holding position in which the Holder 82 is aligned with the tapping opening 12, and a release position are pivoted, in which the Bracket 82 is pivoted away from the carrier 16 to the rear.
- the Holder 82 in which the Holder 82 is pivoted to its holding position is on the holder 82 is identical to the first lance 70 trained second lance 84 coupled in the Tapping 12 of the furnace 14 is inserted and the Tapping opening 12 closes.
- the second lance 84 to the cooling water supply (not shown) connected.
- On the bracket 82 is also a parallel to the guide rail 80 projecting dog hook 86th provided to the coupling hook 74 of the carriage 28th is aligned when the holder 82 in their in Fig. 1 shown holding position is pivoted.
- the Strahlumschplatte 88 has at its near the Tapping opening 12 arranged approximately vertically extending End of an opening 90, whose diameter is so dimensioned is that the Stopfkopf 40 with its frustoconical designed investment area through the opening 90th can protrude through.
- a round plate 94th attached, which is extended with a cone-shaped Outlet opening 96 is provided, which concentric to Tapping opening 12 of the furnace 14 is arranged.
- the both lances 70 and 84 is also the plate 94 with Cooling channels (not shown) provided to the Cooling water supply are connected.
- the Stopfkopf 40 can also 180 ° around the horizontal be rotated, with all machine parts above the Stopfkopfes are arranged and the stuffing material from above is supplied as shown in Fig. 5A-D. This has the Advantage that the exiting melt stream no parts damage the stuffing device and on the Strahlumlenkplatte can be waived.
- the carriage 28 is in his Starting position in which the piston of the hydraulic cylinder 36 retracted while the rear roller pair 32 close the pivot receptacle 38 is arranged. simultaneously closes the inserted into the tapping opening 12 Lance 84, the tap opening 12 and prevents the Leakage of melt from the oven 14. This serves the Extractor 76 coupled to second lance 84 as fixation for the lance 84.
- the tapping 10 for the closing of the tap opening 12th Before opening the tap opening 12 is the tapping 10 for the closing of the tap opening 12th prepared.
- the hopper 18 With a fast-curing stuffing material filled.
- the cooling water supply to the coupled to the feed unit 60 first lance 70 connected and the first lance 70th cooled.
- the tapping opening 12 of the furnace 14 is opened be, first with the help of the hydraulic cylinder 36th the carriage 28 in the direction of the tap opening 12 so far moves until the coupling hook 74 with the driving hook 86 of the puller 76 comes into engagement. Subsequently, the carriage 28 through the hydraulic cylinder 36 moved back to its original position, wherein the engaging with the catch hook 86 Coupling hook 74, the holder 82 along the Guide strip 80 moves. This will be the to the Bracket 82 coupled second lance 84 from the Tapping opening 12 is pulled, as shown in Fig. 2. Simultaneously with the movement of the carriage 28 moves the Actuator the Strahlumschplatte 88 of the tap hole 12 away and releases the hopper 18. Under the Hopper 18 has been the mold 20 in the meantime positioned in the from the tapping opening 12th escaping melt flows.
- the tapping opening 12 is closed, is the carriage 28 together with the Strahlumlenkplatte 88 the tapping opening 12 to move. It stands out frustoconical head portion of Stopfkopfes 40 through the opening 90 of the Strahlumlenkplatte 88th
- the Hydraulic cylinder 36 is extended until the Stuffing head 40 with its frustoconical head section at least partially in the conical exit opening 96 of the plate 94 is received, as in Fig. 3rd shown.
- the hydraulic cylinder 50 of the delivery cylinder 46 is turned on by the Piston 48 in the direction of the through hole 42nd emotional. In this case, the containing in the delivery cylinder 46 Stuffing mass through the supply channel 44 and you Through hole 42 pressed into the tap hole 12, as shown in Fig. 3.
- the hammer drill 58 of the feed unit 60 is turned on and the Feed cylinder 64 of the feed unit 60 under pressure set.
- the feed cylinder 64 is the Hammer drill 58 of the slider 52 in the direction of Tapping opening 12 moves, wherein the first lance 70th continuously with even rotation and shaking Movements in the tapping opening 12 is introduced.
- the stuffing contained in the tapping opening 12 evenly on the inner wall of the tapping opening 12th distributed so that the first lance 70 evenly into the embedded in the tapping 12 stuffing embedded is.
- the carriage 28 is over a predetermined period of for example 15 minutes until the fast curing stuffing cured in the tap hole 12 is.
- the second lance 84 from the bracket 82 of the extractor 76 dissolved and the bracket 82nd coupled to the coupling end 86 of the first lance 70.
- the second lance 84 may, if still reusable is, in the meantime cleaned Stopfkopf 40th inserted and with the coupling head 66 of the hammer drill 58 are verkuppelt.
- the carriage 28 is back to its original position moved back so that the tapping 10 again in their starting position shown in Fig. 1 located.
- Stopfkopf 40 used, on which the delivery cylinder 86th is attached.
- Supply channel 44 of Stopfkopfes 40 a supply line through, for example, with the help a volumetrically effective pump the Stopfkopf 40th Stuffing mass can be supplied.
- One Melting furnace 108 contains in its by a wall 111 and 112 bounded inside a melt 110.
- the melt 110 flows through a tap hole 113 in the wall 112 as a melt jet 109 from the furnace 108.
- the Melting furnace 108 has in the region of the tap hole 113th a preferably cooled front panel 114.
- a wood plug 115 is arranged, the first to prevent premature Solidification of the melt in the tap hole 113th is introduced, Fig. 5B. Then the by the Stopfkopf 101 supplied stuffing 107 into the tap hole 113 pressed. A lance 102 is replaced by a continuous longitudinal bore in the housing 105 of the stuffing head 101 tracked into the tap opening 1113, Fig. 5C.
- the Lance 102 is made of an elongated preferably cooled lance body 103, on the front end 103 'one at its end facing the furnace closed Sleeve 104 is attached.
- the lance 103 is the Stuffing 107 and the wood plug 115 partially up in the melt 110 is pressed in. The wooden plug 115 then burns in the melt 110.
- the lance 103 extends in the inserted state over the entire Length of the tap hole 113, preferably protruding front tip of the sleeve 104 into the melt 110. Um to keep the oven closed, the lance 103 mechanically secured.
- FIG. 6 shows a partially sectioned side view a lance 116 with an elongated lance body 137.
- the lance main body 137 has a cooling channel 119 on, substantially along the longitudinal axis of the lance 116 runs over about 2/3 of the total length of the Lance extends.
- a cooling circuit are two ports 117, 118 for the supply and discharge provided by cooling water.
- the length of the lance is preferably 180-250 cm. Their diameter is preferably 30-50 mm.
- FIGs. 7A-E are various views of one Stopfkopfes 120 shown.
- Figures 7A and 7B show the Stopfkopf in view from above or from the side.
- characters Figs. 7C, 7D and 7E show sections along the lines J-K (Fig. 7C), G-H (Fig. 7D) and A-B (Fig. 7E).
- the Stopfkopf 120 is on two rails 123, 124 to a Not shown here tap hole of a melting furnace approachable, so that its front plate 121 form-fitting closes with the wall of the oven.
- the case of the Stopfkopfes 120 has a continuous longitudinal bore 128, 129 for pushing in and pushing through a lance.
- One Supply channel 127 for stuffing material opens in the furnace side Area of the longitudinal bore 128 in the through hole 129th the front plate 121.
- Cooling channels 125, 125 'arranged for cooling the Stopfkopfes 120, in particular its the melt stream exposed front plate 121, to a cooling circuit can be connected (connection 126).
- Figures 8A and 8B show the front plate 130 of a melting furnace in a partially sectioned view from the front (Fig. 8A) or in cross section along the line C-D.
- the front plate 130 has a round center hole 131 on, concentric with the tap hole of a furnace is arranged. To the center hole 131 extends Cooling passage 133, via terminals 134, 135 to a Cooling circuit can be connected.
- the cooling channel 133 is by notches in the flat body 132 of the Front panel 130 formed with an annular Disc 136 are covered.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Furnace Charging Or Discharging (AREA)
- Vertical, Hearth, Or Arc Furnaces (AREA)
- Gasification And Melting Of Waste (AREA)
- Processing Of Solid Wastes (AREA)
- Carbon Steel Or Casting Steel Manufacturing (AREA)
Description
Die Erfindung betrifft eine Abstichvorrichtung für einen
Schmelzofen gemäss dem Oberbegriff von Anspruch 1 sowie
eine Lanze zum Verschliessen und Öffnen der Abstichöffnung
eines Schmelzofens. Ferner betrifft die Erfindung ein
Abstichverfahren für einen Schmelzofen gemäss dem
Oberbegriff von Anspruch 14.The invention relates to a tapping device for a
Melting furnace according to the preamble of claim 1 and
a lance for closing and opening the tap hole
a melting furnace. Furthermore, the invention relates to a
Tapping method for a melting furnace according to
The preamble of
Aus der GB 2 285 675 ist eine gattungsgemässe Abstichvorrichtung mit einer Fülleinrichtung zum Füllen der offenen Abstichöffnung mit einer Stopfmasse und mit einer verfahrbaren Stopfeinrichtung zum Einführen einer Lanze in die Abstichöffnung bekannt. Die Lanze, ein einfacher länglicher Stab, wird dabei unter Stoss- und Rüttelbewegungen in die Abstichöffnung eingeführt, nachdem die Stopfmasse eingefüllt wurde, z.B. mit Hilfe eines Bohrhammers, und verbleibt dort bis zum erneuten Öffnen der Abstichöffnung durch Herausziehen der Lanze.From GB 2 285 675 a generic tapping device with a filling device for filling the open tap hole with a stuffing and with a moveable stuffing device for inserting a lance into the tapping opening known. The lance, a simple one elongated rod, is doing under shock and Shaking movements introduced into the tap hole after the stuffing mass has been filled, e.g. with help of a Hammer, and remains there until reopening the tap hole by pulling the lance.
Aus der DE 3 803 132 A1 ist eine Abstichvorrichtung bekannt, bei der zum Schliessen der Abstichöffnung eine Stopfmasse eingepresst und gleichzeitig eine bis zum Abstich des Ofens im Stichloch verbleibende Lanze in die Stopfmasse eingebracht wird. Dazu weist die Abstichvorrichtung einen Stopfkopf mit einer Durchgangsbohrung auf, durch welche sowohl die Stopfmasse als auch die Lanze in die Abstichöffnung eingeführt wird.DE 3 803 132 A1 discloses a tapping device known, in the closing of the taphole a Stuffed mass and at the same time one to the Tapping the stove in the tap hole remaining lance in the Stuffing compound is introduced. For this purpose, the tapping device a stuffing head with a through hole through which both the stuffing mass and the lance is inserted into the tapping opening.
Problematisch hieran sind die hohen Temperaturen im Inneren des Schmelzofens, die zu Beschädigungen des Materials der Abstichöffnung und der darin enthaltenen ausgehärteten Stopfmasse führen können. Des Weiteren werden beim Einführen der Lanze in die angehärtete Stopfmasse hohe Kräfte auf die Ofenwandung im Bereich der Abstichöffnung ausgeübt. Zum Ausschluss von Ofendurchbrüchen ist daher im Bereich der Abstichöffnung eine Mindestwandstärke notwendig, die in der Regel über der Wandstärke in den übrigen Bereichen des Schmelzofens liegt. Diese Wandstärke liegt üblicherweise im Bereich von etwa 600-800 mm. Sie bedingt eine Mindestgrösse des Schmelzofens und einen Mindestplatzbedarf, der insbesondere bei Müllverbrennungsanlagen oft über den verfügbaren Platz hinausgeht.The problem with this is the high temperatures in the Inside of the furnace, leading to damage to the Material of the tap hole and the contained therein can lead hardened stuffing. Furthermore are when inserting the lance in the hardened Stopfmasse high forces on the furnace wall in the field of Tap opening exercised. To exclude oven breakthroughs is therefore in the tapping opening a Minimum wall thickness necessary, which is usually above the Wall thickness in the remaining areas of the melting furnace lies. This wall thickness is usually in the range of about 600-800 mm. It requires a minimum size of Melting furnace and a minimum space requirement, in particular in waste incineration plants often over the available space goes out.
FR 2 680 179 beschreibt eine Abstichvorrichtung, in der eine Lanze Verwendung findet, welche Kanäle aufweist, die dem Einbringen von Gasen in den Hochofen dienen sollen. Wasser als Mittel zum Kühlen wird nicht beschrieben.FR 2 680 179 describes a tapping device in which a lance is used Finds which channels has the introduction of gases into the blast furnace should serve. Water as a means for cooling is not described.
DD 278 721 offenbart ein Verfahren und eine Vorrichtung zum Verschliessen der Abstichöffnung an einem Hüttenofen, insbesondere an einem Kupolofen. Die Lanze, welche in diesem Verfahren Verwendung findet, wird gekühlt. DD 278 721 discloses a method and a device for closing the Tapping opening in a hut stove, in particular on a cupola. The Lance, which is used in this process, is cooled.
Es ist Aufgabe der Erfindung, eine Abstichvorrichtung bzw. ein Abstichverfahren anzugeben, mit der bzw. durch das die Abstichöffnung wiederholt schnell und sicher verschlossen und geöffnet werden kann und die eine reduzierte Wandstärke des Schmelzofens erlaubt. Dazu sollen bekannte Lanzen weiterentwickelt werden.It is an object of the invention to provide a tapping device or specify a tapping method, with or by the Tapping opening repeated quickly and safely closed and can be opened and the one reduced Wall thickness of the furnace allowed. These are known Lances will be further developed.
Die Aufgabe wird gelöst durch eine Abstichvorrichtung mit
den Merkmalen von Anspruch 1, durch ein Abstichverfahren
mit den Merkmalen von Anspruch 13 und durch eine kühlbare
Lanze mit den Merkmalen von Anspruch 10.The problem is solved by a tapping device with
the features of claim 1, by a tapping method
with the features of claim 13 and by a coolable
Lance with the features of
Die offene Abstichöffnung wird zunächst mit Hilfe der Fülleinrichtung mit der Stopfmasse gefüllt. Sobald die Stopfmasse hineingedrückt wurde, spätestens aber nach einigen Sekunden, führt die Stopfeinrichtung die Lanze in die Abstichöffnung ein. Alternativ kann die Lanze gleichzeitig mit der Stopfmasse eingeführt werden. In beiden Fällen wird ein Teil der in der Abstichöffnung befindlichen Stopfmasse von der Lanze weiter in die Abstichöffnung gedrückt. Durch die im Schmelzofen wirkende Hitze härtet die Stopfmasse aus. Die in die Abstichöffnung eingeführte Lanze wird von aussen mechanisch gesichert. Zum Öffnen der Abstichöffnung wird die Lanze gezogen. Dabei wird durch den von der im Schmelzofen befindlichen Schmelze verursachten hydrostatischen Druck die noch in der Abstichöffnung befindliche Stopfmasse aus der Abstichöffnung gedrückt, so dass die Schmelze ungehindert aus dem Schmelzofen durch die Abstichöffnung abfliessen kann. Zum erneuten Verschliessen wird die Abstichöffnung von der Fülleinrichtung wieder mit Stopfmasse gefüllt und die Lanze mit Hilfe der Stopfeinrichtung in die Abstichöffnung eingeführt. Durch Verwendung einer gekühlten Lanze wird das Material in der Umgebung der Abstichöffnung ebenfalls gekühlt. Die Gefahr von Hitzeschäden sinkt, und die Lebensdauer und Betriebssicherheit des Schmelzofens wird erhöht. Die Kühlung verhindert zudem, dass die Lanze an ihrem vorderen Ende schmilzt, das der grössten Hitzebelastung ausgesetzt ist. Die Kühlung erlaubt somit die Konstruktion von Schmelzöfen mit geringerer Wanddicke.The open tap hole is initially using the Filling device filled with stuffing material. As soon as the Stuffing mass was pushed in, but at the latest after a few seconds, the stuffing device carries the lance in the tap hole. Alternatively, the lance be introduced simultaneously with the stuffing. In both cases will be part of the tapping opening Stuffing mass from the lance further into the Tapping opening pressed. By acting in the furnace Heat hardens the stuffing material. The in the tap hole introduced lance is mechanically secured from the outside. To open the tap hole the lance is pulled. It is characterized by that of the located in the furnace Melt caused hydrostatic pressure which is still in the tapping opening stuffing mass from the tap hole pressed so that the melt unhindered out of the Melting furnace can drain through the tap hole. To the reclosure is the tap hole of the Filling device filled again with stuffing and the Lance with the help of Stopfeinrichtung in the tap hole introduced. By using a cooled lance is the material in the vicinity of the tap hole also cooled. The risk of heat damage decreases, and the Lifetime and operational reliability of the furnace is elevated. The cooling also prevents the lance from its front end melts, the largest Heat load is exposed. The cooling thus allows the construction of smelting furnaces with a smaller wall thickness.
Die Wanddicke kann von herkömmlich 600-800 mm auf etwa die Hälfte bis ein Drittel reduziert werden. Somit sind kleinere und damit auch billigere Schmelzöfen konstruierbar, die insbesondere zum Aufschmelzen der Verbrennungsrückstände bei Müllverbrennungsanlagen geeignet sind.The wall thickness can be from conventional 600-800 mm to about Half to one third be reduced. Thus are smaller and thus cheaper melting furnaces constructible, in particular for melting the Combustion residues in waste incineration plants are suitable.
Vorteilhafte Weiterbildungen der Erfindung ergeben sich aus der nachfolgenden Beschreibung, der Zeichnung sowie den anhängigen Ansprüchen.Advantageous developments of the invention will become apparent from the description below, the drawing as well the dependent claims.
Insbesondere ist die Lanze vorzugsweise aus Kupfer oder einer Kupferlegierung gefertigt und mit mindestens einem Kühlkanal versehen, der an eine Kühlwasserversorgung angeschlossen werden kann. In particular, the lance is preferably made of copper or made of a copper alloy and with at least one Cooling channel provided to a cooling water supply can be connected.
Vorzugsweise sind bei einer Abstichvorrichtung auch der Stopfkopf und/oder der Bereich um die Abstichöffnung gekühlt. Dadurch wird der Kühleffekt weiter verbessert.Preferably, in a tapping device and the Stopfkopf and / or the area around the tap hole cooled. This further improves the cooling effect.
Bei einer weiteren bevorzugten Ausführungsform ist vor der Abstichöffnung des Schmelzofens eine vorzugsweise aus Kupfer oder einem ähnlichen wärmeleitfähigen Material gefertigte Frontplatte mit einer Austrittsöffnung angeordnet, die die Abstichöffnung freilässt. Der Stopfkopf der Stopfeinrichtung ist beim Einführen der Lanze in die Abstichöffnung vorzugsweise formschlüssig an die Platte ansetzbar, die als Dichtungselement zwischen der Stopfeinrichtung und der Abstichöffnung wirkt. Zur Erhöhung des Kühleffektes der Lanze und zur Vermeidung einer Beschädigung der Platte durch übermässige Hitzeeinwirkung ist in einer besonders bevorzugten Weiterbildung der Erfindung auch diese Platte kühlbar, z.B. mittels Wasserkühlung.In a further preferred embodiment is before the Tapping of the melting furnace one preferably Copper or similar thermally conductive material manufactured front panel with an outlet opening arranged, which leaves the tapping opening. Of the Stopfkopf the stuffing device is when inserting the Lance in the tap hole preferably a form-fitting the plate attachable, as a sealing element between the stuffing device and the tapping opening acts. to Increasing the cooling effect of the lance and avoidance Damage to the plate due to excessive Heat is in a particularly preferred Development of the invention, this plate also coolable, e.g. by means of water cooling.
In einer weiteren bevorzugten Weiterbildung der Erfindung ist auch der Stopfkopf gekühlt, wodurch der Kühleffekt verstärkt und die Wärmeabfuhr der Lanze verbessert wird.In a further preferred embodiment of the invention is also the stuffing head cooled, causing the cooling effect reinforced and the heat dissipation of the lance is improved.
Bei einer weiteren bevorzugten Ausführungsform weist der Stopfkopf zusätzlich einen Versorgungskanal auf, der in die Durchgangsbohrung des Stopfkopfes mündet. Der Versorgungskanal ist mit der Fülleinrichtung verbunden, die die zum Schliessen der Abstichöffnung erforderliche Stopfmasse durch den Versorgungskanal und die Durchgangsbohrung in die Abstichöffnung fördert. Die anschliessend durch die Durchgangsbohrung eingeführte Lanze schiebt die noch in der Durchgangsbohrung und in der Abstichöffnung enthaltene Stopfmasse in ihre endgültige Lage in der Abstichöffnung, wodurch eine gleichmässige Verteilung der Stopfmasse um die Lanze in der Abstichöffnung gewährleistet ist. Gleichzeitig wird durch die Integration der Füllfunktion in den Stopfkopf ein sehr schnelles, sicheres und schonendes Schliessen der Abstichöffnung ermöglicht, da das Beiseitefahren der sonst separat ausgebildeten Fülleinrichtung und das nachfolgende Ansetzen der Stopfeinrichtung sowie eine erhöhte Krafteinwirkung beim Eintreiben der Lanze entfallen kann.In a further preferred embodiment, the Stopfkopf in addition to a supply channel on, in the through hole of the stuffing head opens. Of the Supply channel is connected to the filling device, the required for closing the tap hole Stuffing material through the supply channel and the Through hole in the taphole promotes. The then introduced through the through hole Lance pushes the still in the through hole and in the Tapping hole included stuffing in their final Location in the tap hole, creating a uniform Distribution of stuffing around the lance in the Tap opening is guaranteed. At the same time is through the integration of the filling function in the stuffing head a very fast, safe and gentle closure of the Tapping opening allows, since the Beiseitefahren the otherwise separately formed filling device and the following Placing the stuffing device and an elevated Force can be omitted when driving the lance.
Vorteilhaft ist weiterhin, wenn vor dem Füllen der Abstichöffnung mit Stopfmasse ein Holzstopfen in die Abstichöffnung eingebracht wird. Dieser ist beispielsweise in der Durchgangsbohrung des Stopfkopfes angeordnet ist und wird durch den Druck der Stopfmasse, gegebenenfalls unterstützt durch den Druck der Lanze, in die Abstichöffnung befördert, durch diese hindurchgeschoben, in die Schmelze gestossen und verbrannt. Auf diese Weise wird verhindert, dass durch die Kühlung der Lanze und des Stopfkopfes oder der Frontplatte die Schmelze örtlich so weit abgekühlt wird, dass sich Metallplatten in der Abstichöffnung bilden.It is also advantageous if, before filling the Tap hole with stuffing a wooden plug in the Tapping opening is introduced. This is for example is arranged in the through hole of the stuffing head and is due to the pressure of the stuffing mass, if necessary supported by the pressure of the lance, in the Tapping opening conveyed, pushed through this, pushed into the melt and burned. In this way prevents the cooling of the lance and the Stopfkopfes or the front plate the melt locally so is cooled far, that metal plates in the Form tapping opening.
In einer weiteren vorteilhaften Weiterbildung der Erfindung weist die Lanze eine Hülse auf, die an ihrem der Abstichöffnung zugewandten Ende aufgesetzt ist. Die Hülse besteht aus einem Material, das den gleichen oder einen geringeren Schmelzpunkt hat wie die im Schmelzofen enthaltenen Schmelze, vorzugsweise aus Kupfer oder einer Kupferlegierung. Beim Ziehen der Lanze verbleibt die Hülse in der Abstichöffnung und wird durch die Schmelze abgeschmolzen, so dass der Schmelzenstrahl ausfliessen kann. Die Hülse hat den Vorteil, dass das Ziehen der Lanze vereinfacht wird, da ihre Kontaktfläche mit der Stopfmasse verringert wird. Die Lanze wird demnach weniger beschädigt und kann wiederverwendet werden. Die Hülse ist ein Verschleissteil.In a further advantageous embodiment of Invention, the lance on a sleeve, which at its the Tapping opening facing the end is placed. The sleeve consists of a material that is the same or a has lower melting point than that in the furnace contained melt, preferably made of copper or a Copper alloy. When pulling the lance, the sleeve remains in the tap hole and gets through the melt melted off, so that the melt stream flow out can. The sleeve has the advantage that pulling the lance is simplified because its contact surface with the stuffing material is reduced. The lance is therefore less damaged and can be reused. The sleeve is a Wearing.
Zum Einführen der Lanze durch die Durchgangsbohrung des Stopfkopfes dient eine Vorschubeinheit. Durch die Verwendung des Stopfkopfes wird die Abstichöffnung während des Einführens der Lanze nach aussen zumindest teilweise abgedichtet. Gleichzeitig gewährleistet die im Stopfkopf ausgebildete Durchgangsbohrung, dass die Lanze in einer definierten Einführrichtung in die Abstichöffnung eingeführt wird, so dass eventuelle Beschädigungen des feuerfesten Materials im Bereich der Abstichöffnung vermieden werden.To insert the lance through the through hole of the Stopfkopfes serves a feed unit. By the Using the Stopfkopfes the taphole during the insertion of the lance to the outside at least partially sealed. At the same time, it ensures in the stuffing head Trained through hole that lance in one defined insertion in the tap hole is introduced so that any damage to the refractory material in the tapping opening be avoided.
Als Vorschubeinheit für die Stopfeinrichtung eignet sich insbesondere ein Bohrhammerwerk oder ein hydraulischer Antrieb. Durch ein Bohrhammerwerk kann neben der Vorschubbewegung der Lanze gleichzeitig eine rotatorische Bewegung der Lanze um ihre Längsachse sowie eine Rüttelbewegung in Richtung ihrer Längsachse erzeugt werden. Durch die kombinierte Rotations- und Rüttelbewegung verteilt sich die in der Abstichöffnung enthaltene Stopfmasse besonders gleichmässig um die sich in die Abstichöffnung bewegende Lanze, während gleichzeitig der Vorschubbewegung der Lanze entgegen wirkende Kräfte geringer sind als bei einer Lanze, die ausschliesslich mit einer Axialbewegung in die Abstichöffnung eingeführt wird. Jedoch kann auf die Rotation auch verzichtet werden.As a feed unit for the stuffing device is suitable in particular a hammer drill or a hydraulic Drive. Through a hammer drill can in addition to the Feed movement of the lance at the same time a rotational Movement of the lance about its longitudinal axis and a Shaking generated in the direction of its longitudinal axis become. Through the combined rotation and Shaking movement is distributed in the tap hole Stuffing mass contained particularly uniform around the itself in the tapping opening moving lance, while simultaneously counter to the feed movement of the lance acting forces are lower than a lance, the exclusively with an axial movement in the Tapping opening is introduced. However, on the Rotation also be waived.
An der Abstichvorrichtung kann zusätzlich eine Auszieheinrichtung vorgesehen sein, die zum Herausziehen der in die Abstichöffnung eingeführten, diese verschliessenden Lanze dient. Durch diese zusätzliche Funktionseinheit an der Abstichvorrichtung wird ein vollautomatisches Öffnen und Schliessen der Abstichöffnung ermöglicht, so dass die Abstichöffnung und die Giessrinne des Schmelzofens gemeinsam mit den Funktionseinheiten der Abstichvorrichtung in einem nach aussen abgeschlossenen Gehäuse untergebracht sein können, in dem die aus der Schmelze aufsteigenden Gase und Schwebstoffe aufgefangen und einer Reinigungs- und Filteranlage zugeführt werden können. Dies ist insbesondere bei Verwendung der Abstichvorrichtung für einen Schmelzofen einer Mühlverbrennungsanlage von Vorteil, bei der die entstehenden Gase und aufsteigenden Schwebstoffe aus Umweltschutzgründen möglichst vollständig aufgefangen und neutralisiert bzw. ausgefiltert werden müssen. Als Auszieheinrichtung eignet sich beispielsweise eine in Längsrichtung der Abstichöffnung verfahrbare Halterung, die an die Lanze ankoppelbar ist.At the tapping device can additionally an extractor be provided for pulling out in inserted the tapping, this closing Lance serves. Through this additional functional unit The tapping is a fully automatic opening and closing the tap opening allows, so that the Tapping opening and the pouring trough of the melting furnace together with the functional units of the tapping device in a closed to the outside housing can be accommodated in which the melt collected rising gases and suspended matter and one Cleaning and filtering system can be supplied. This is especially when using the tapping device for a smelting furnace of a mill incineration plant of Advantage in which the resulting gases and rising Suspended solids for environmental reasons as completely as possible be caught and neutralized or filtered out have to. As a pull-out device is suitable, for example a movable in the longitudinal direction of the tapping opening Holder which can be coupled to the lance.
Nachfolgend wird die Erfindung anhand von Ausführungsbeispielen unter Bezugnahme auf die Zeichnung näher erläutert. Darin zeigen:
- Fig. 1
- eine teilweise geschnittene Seitenansicht einer erfindungsgemässen Abstichvorrichtung bei geschlossener Abstichöffnung eines Schmelzofens,
- Fig. 2
- eine teilweise geschnittene Seitenansicht der Abstichvorrichtung nach Fig. 1 unmittelbar nach dem Öffnen der Abstichöffnung,
- Fig. 3
- eine teilweise geschnittene Seitenansicht der Abstichvorrichtung nach Fig. 1 beim Befüllen der Abstichöffnung mit einer Stopfmasse, und
- Fig. 4
- eine teilweise geschnittene Seitenansicht der Abstichvorrichtung nach Fig. 1 nach dem Einführen einer die Abstichöffnung verschliessenden Lanze;
- Fig. 5A-D
- eine geschnittene Seitenansicht eines Stopfkopfes mit Stopfmasse und Lanze sowie eines Schmelzofens zur Darstellung verschiedener Stadien des erfindungsgemässen Verfahrens;
- Fig. 6
- eine teilweise geschnittene Seitenansicht einer Lanze;
- Fig. 7A-E
- verschiedene Ansichten eines Stopfkopfes mit Kühlung;
- Fig. 8A,B
- verschiedene Ansichten einer Frontplatte mit Kühlung.
- Fig. 1
- a partially sectioned side view of a tapping device according to the invention with a tap opening of a melting furnace,
- Fig. 2
- 1 is a partially sectioned side view of the tapping device according to FIG. 1 immediately after the tapping opening has been opened;
- Fig. 3
- a partially sectioned side view of the tapping device of Figure 1 when filling the tap hole with a stuffing, and
- Fig. 4
- a partially sectioned side view of the tapping device of Figure 1 after the insertion of a taphole closing the lance.
- Fig. 5A-D
- a sectional side view of a Stopfkopfes with stuffing and lance and a melting furnace to illustrate various stages of the inventive method;
- Fig. 6
- a partially sectioned side view of a lance;
- Fig. 7A-E
- different views of a Stopfkopfes with cooling;
- Fig. 8A, B
- different views of a front panel with cooling.
Die Fig. 1 bis 4 zeigen teilweise geschnittene
Seitenansichten einer Abstichvorrichtung 10 in unterschiedlichen
Betriebspositionen beim Öffnen und Schliessen
einer Abstichöffnung 12 eines Ofens 14 einer Müllverbrennungsanlage.Figs. 1 to 4 show partially cut
Side views of a tapping 10 in different
Operating positions when opening and closing
a
Die Abstichvorrichtung 10 weist zwei sich etwa parallel
zur Längsrichtung der Abstichöffnung 12 erstreckende, im
Querschnitt U-förmige Träger 16 auf, die mit Abstand
zueinander verlaufen und von denen in den Fig. 1 bis 4 aus
Gründen der Übersichtlichkeit nur der im Hintergrund
angeordnete Träger 16 dargestellt ist. Die Träger 16 sind
an einem an dem Ofen 14 vorgesehenen Fülltrichter 18
befestigt, der unter der Abstichöffnung 12 angeordnet ist
und durch den die aus der Abstichöffnung 12 austretende
Schmelze beispielsweise in eine Kokille 20 (vgl. Fig. 2)
gelenkt werden kann. Mit ihren dem Fülltrichter 18
abgewandten Endabschnitten liegen die beiden Träger 16 auf
einem quer zu diesen verlaufenden ersten I-Träger 22 auf,
an dem sie befestigt sind. In Richtung des Fülltrichters
18 versetzt ist ein zweiter I-Träger 24 angeordnet, der
zwischen den beiden Trägern 16 quer zu diesen verläuft und
mit diesen fest verbunden ist. Des weiteren ist an jedem
Träger 16 ein Längsträger 26 befestigt, der im Querschnitt
L-förmig ist. Auch hier ist aus Gründen der
Übersichtlichkeit in den Fig. 1 bis 4 nur der im
Hintergrund angeordnete Längsträger 26 zu sehen. Die
Längsträger 26 sind so an den Trägern 16 befestigt, dass
ihre horizontal verlaufenden Schenkel einander zugewandt
sind und mit den oben angeordneten, gleichfalls horizontal
verlaufenden Schenkeln der U-förmigen Träger 16, die
voneinander abgewandt sind, eine im Querschnitt U-förmige
Führung bilden.The tapping
In der Führung ist ein Wagen 28 geführt, der sich durch
zwei Rollenpaare 30 und 32 auf der Oberseite der
horizontal verlaufenden Schenkel der beiden Träger 16
abrollt. Nahe dem in den Fig. 1 bis 4 rechts dargestellten
Rollenpaar 32 ist ein Anschlusselement 34 vorgesehen, das
mit dem Kolben eines Hydraulikzylinders 36 fest verbunden
ist. Der Hydraulikzylinder 36 ist mit seinem in den Fig. 1
bis 4 links dargestellten Ende an einer Schwenkaufnahme 38
schwenkbar gelagert, die mittig zwischen den Trägern 16 am
zweiten I-Träger 24 befestigt ist.In the guide a
An seinem in den Fig. 1 bis 4 links dargestellten Ende ist
am Wagen 28 ein Stopfkopf 40 befestigt, in dem mehrere
Kühlkanäle (nicht dargestellt) ausgebildet sind, die an
eine Kühlwasserversorgung angeschlossen sind. In dem
Stopfkopf 40 ist eine in Längsrichtung des Wagens 28
verlaufende Durchgangsbohrung 42 ausgebildet, in die ein
unter einem Winkel zur Durchgangsbohrung 42 verlaufender
Versorgungskanal 44 mündet. In den Versorgungskanal 44 ist
das freie Ende eines Förderzylinders 46 eingesetzt, in dem
ein Kolben 48 verschieblich gelagert und mit Hilfe eines
hydraulischen Zylinders 50 bewegbar ist. Der Stopfkopf 40
ist entlang der Durchgangsbohrung 42 geteilt, wird mit
Hilfe zweier Verriegelungen (nicht dargestellt)
zusammengehalten und kann zu einem später noch zu
erläuternden Zweck geöffnet werden.At its in Figs. 1 to 4 shown on the left end
attached to the carriage 28 a
In der Mitte des Wagens 28 ist ein Trägerelement 52
vorgesehen, an dem das hintere Rollenpaar 32 drehbar
gelagert ist. Das Trägerelement 52 hat ein Gleitlager 54,
dessen Symmetrieachse mit der Symmetrieachse der
Durchgangsbohrung 42 des Stopfkopfes 40 zusammenfällt. In
dem Gleitlager 54 ist ein Gestänge 56 eines
Bohrhammerwerkes 58 einer Vorschubeinheit 60 drehbar und
verschieblich gelagert. Das Bohrhammerwerk 58 der
Vorschubeinheit 60 ist an einem Schieber 62 befestigt, der
mit Hilfe zweier seitlich des Bohrhammerwerkes 58
angeordneter, pneumatischer Vorschubzylinder 64 in Längsrichtung
des Wagens 28 zwischen einer Ausgangsstellung
nahe dem in den Fig. 1 bis 4 rechts dargestellten Ende des
Wagens 28, und einer Endstellung bewegbar ist, in der der
Schieber 62 nahe dem Gleitlager 54 angeordnet ist. Auch
hier ist aus Gründen der Übersichtlichkeit nur der im
Hintergrund dargestellte Vorschubzylinder 64 gezeigt.In the middle of the
Am freien Ende des Gestänge 56, in den Fig. 1 bis 4 links
dargestellt, ist ein Kupplungskopf 66 befestigt. Mit dem
Kupplungskopf 66 ist ein Kupplungsende 68 einer ersten
Lanze 70 gekoppelt, deren anderes Ende teilweise in die
Durchgangsbohrung 42 des Stopfkopfes 40 ragt. Die erste
Lanze 70 verfügt über einen Kühlkanal, der durch
Anschlüsse 72 nahe dem Kupplungsende 68 an eine
Kühlwasserversorgung angeschlossen werden kann. Ferner ist
am Wagen 28 ein sich in dessen Längsrichtung erstreckender
Kopplungshaken 74 schwenkbar gelagert, dessen Zweck später
noch erläutert wird.At the free end of the
Als weitere Funktionseinheit weist die Abstichvorrichtung
10 nahe dem Fülltrichter 18 eine Auszieheinrichtung 76
auf. Die Auszieheinrichtung 76 umfasst ein am Träger 16
befestigtes Gestell 78 mit einer in etwa parallel zur
Bewegungsrichtung des Wagens 28 entlang den Trägern 16
verlaufenden Führungsleiste 80. An der Führungsleiste 80
ist eine Halterung 82 verschieblich gehalten, die um die
Führungsleiste 80 zwischen einer Halteposition, in der die
Halterung 82 zur Abstichöffnung 12 ausgerichtet ist, und
einer Freigabeposition geschwenkt werden, in der die
Halterung 82 nach hinten vom Träger 16 weggeschwenkt ist.
Im in Fig. 1 gezeigten Betriebszustand, in der die
Halterung 82 in ihre Halteposition geschwenkt ist, ist an
die Halterung 82 eine zur ersten Lanze 70 identisch
ausgebildete zweite Lanze 84 gekoppelt, die in die
Abstichöffnung 12 des Ofens 14 eingeführt ist und die
Abstichöffnung 12 verschliesst. Dabei ist die zweite Lanze
84 an die Kühlwasserversorgung (nicht dargestellt)
angeschlossen. An der Halterung 82 ist ferner ein parallel
zur Führungsleiste 80 abstehender Mitnehmerhaken 86
vorgesehen, der zum Kopplungshaken 74 des Wagens 28
ausgerichtet ist, wenn die Halterung 82 in ihre in Fig. 1
dargestellte Halteposition geschwenkt ist. As a further functional unit, the tapping
Unter der Auszieheinrichtung 76 ist ferner eine
abgewinkelte Strahlumlenkplatte 88 angeordnet, die durch
zwei Rollenpaare (nicht dargestellt) an den Trägern 16
verschieblich gelagert und mit Hilfe eines Aktuators
(nicht dargestellt) entlang der Träger 16 bewegt werden
kann. Die Strahlumlenkplatte 88 weist an ihrem nahe der
Abstichöffnung 12 angeordneten etwa vertikal verlaufenden
Ende eine Öffnung 90 auf, deren Durchmesser so bemessen
ist, dass der Stopfkopf 40 mit seinem kegelstumpfförmig
gestalteten Anlagebereich durch die Öffnung 90
hindurchragen kann.Under the
Um die Abstichöffnung 12 ist ferner an dem äusseren der
Lochsteine 92 der Abstichöffnung 12 eine runde Platte 94
befestigt, die mit einer kegelförmig erweiterten
Austrittsöffnung 96 versehen ist, welche konzentrisch zur
Abstichöffnung 12 des Ofens 14 angeordnet ist. Wie die
beiden Lanzen 70 und 84 ist auch die Platte 94 mit
Kühlungskanälen (nicht dargestellt) versehen, die an die
Kühlwasserversorgung angeschlossen sind.To the
Der Stopfkopf 40 kann auch um 180° um die Horizontale
gedreht sein, wobei alle Maschinenteile oberhalb des
Stopfkopfes angeordnet sind und die Stopfmasse von oben
zugeführt wird, wie in Fig. 5A-D gezeigt. Dies hat den
Vorteil, dass der austretende Schmelzenstrahl keine Teile
der Stopfvorrichtung beschädigen und auf die Strahlumlenkplatte
verzichtet werden kann.The
Nachfolgend wird die Funktionsweise der Abstichvorrichtung
10 näher erläutert. Bei dem in Fig. 1 dargestellten
Betriebszustand befindet sich der Wagen 28 in seiner
Ausgangsposition, in der der Kolben des Hydraulikzylinders
36 eingefahren ist, während das hintere Rollenpaar 32 nahe
der Schwenkaufnahme 38 angeordnet ist. Gleichzeitig
verschliesst die in die Abstichöffnung 12 eingeführte
Lanze 84 die Abstichöffnung 12 und verhindert das
Austreten von Schmelze aus dem Ofen 14. Dabei dient die
mit der zweiten Lanze 84 verkoppelte Auszieheinrichtung 76
als Fixierung für die Lanze 84.The following is the operation of the
Vor Öffnen der Abstichöffnung 12 wird die Abstichvorrichtung
10 für das Schliessen der Abstichöffnung 12
vorbereitet. Zu diesem Zweck wird zunächst der Fülltrichter
18 mit einer schnell aushärtenden Stopfmasse
gefüllt. Ferner wird die Halterung 82 mit der daran
befestigten zweiten Lanze 84 aus der Öffnung 90 der
Strahlumlenkplatte 88 nach oben aus dem Bewegungsbereich
des Wagens 28 weg in ihre Freigabeposition geschwenkt,
wobei der Mitnehmerhaken 86 ausser Eingriff mit dem
Kopplungshaken 74 gerät. Des weiteren wird die Kühlwasserversorgung
an die an der Vorschubeinheit 60 angekoppelten
ersten Lanze 70 angeschlossen und die erste Lanze 70
gekühlt.Before opening the
Soll nun die Abstichöffnung 12 des Ofens 14 geöffnet
werden, wird zunächst mit Hilfe des Hydraulikzylinders 36
der Wagen 28 in Richtung der Abstichöffnung 12 so weit
bewegt, bis der Kopplungshaken 74 mit dem Mitnehmerhaken
86 der Ausziehvorrichtung 76 in Eingriff kommt.
Anschliessend wird der Wagen 28 durch den Hydraulikzylinder
36 wieder in seine Ausgangsstellung zurückbewegt,
wobei der mit dem Mitnehmerhaken 86 in Eingriff stehende
Kopplungshaken 74 die Halterung 82 entlang der
Führungsleiste 80 mitzieht. Dadurch wird die an die
Halterung 82 angekoppelte zweite Lanze 84 aus der
Abstichöffnung 12 gezogen, wie in Fig. 2 dargestellt.
Gleichzeitig mit der Bewegung des Wagens 28 bewegt der
Aktuator die Strahlumlenkplatte 88 von der Abstichöffnung
12 weg und gibt den Fülltrichter 18 frei. Unter dem
Fülltrichter 18 wurde zwischenzeitlich die Kokille 20
positioniert, in die die aus der Abstichöffnung 12
austretende Schmelze fliesst.If now the tapping
Soll nun die Abstichöffnung 12 verschlossen werden, wird
der Wagen 28 gemeinsam mit der Strahlumlenkplatte 88 auf
die Abstichöffnung 12 zu bewegt. Dabei ragt der
kegelstumpfförmige Kopfabschnitt des Stopfkopfes 40 durch
die Öffnung 90 der Strahlumlenkplatte 88. Der
Hydraulikzylinder 36 wird soweit ausgefahren, bis der
Stopfkopf 40 mit seinem kegelstumpfförmigen Kopfabschnitt
zumindest teilweise in der kegelförmigen Austrittsöffnung
96 der Platte 94 aufgenommen ist, wie in Fig. 3
dargestellt. Anschliessend wird der hydraulische Zylinder
50 des Förderzylinders 46 angeschaltet, durch den der
Kolben 48 sich in Richtung der Durchgangsbohrung 42
bewegt. Dabei wird die im Förderzylinder 46 enthaltende
Stopfmasse durch den Versorgungskanal 44 und dich
Durchgangsbohrung 42 in die Abstichöffnung 12 gedrückt,
wie in Fig. 3 gezeigt ist.If now the tapping
Sobald eine ausreichende Menge Stopfmasse in die
Abstichöffnung 12 gefüllt wurde, wird das Bohrhammerwerk
58 der Vorschubeinheit 60 angeschaltet und die
Vorschubzylinder 64 der Vorschubeinheit 60 unter Druck
gesetzt. Durch die Vorschubzylinder 64 wird das
Bohrhammerwerk 58 von dem Schieber 52 in Richtung der
Abstichöffnung 12 bewegt, wobei die erste Lanze 70
kontinuierlich unter gleichmässiger Drehung und rüttelnden
Bewegungen in die Abstichöffnung 12 eingeführt wird. Dabei
wird die in der Abstichöffnung 12 enthaltene Stopfmasse
gleichmässig an der Innenwand der Abstichöffnung 12
verteilt, so dass die erste Lanze 70 gleichmässig in die
in der Abstichöffnung 12 enthaltene Stopfmasse eingebettet
ist. In diesem in Fig. 4 dargestellten Betriebszustand
wird der Wagen 28 über einen vorgegebenen Zeitraum von
beispielsweise 15 Minuten gehalten, bis die schnell
härtende Stopfmasse in der Abstichöffnung 12 ausgehärtet
ist. Sobald die Stopfmasse ausgehärtet ist, wird der
Kupplungskopf 66 am Gestänge 56 des Bohrhammerwerkes 58
von der ersten Lanze 70 gelöst, die Verriegelungen am
Stopfkopf 40 entriegelt und der geteilt ausgebildete
Stopfkopf 40 geöffnet. Der Wagen wird durch einen
Senkzylinder 97 gesenkt. Anschliessend wird der Wagen 28
wieder in seine Ausgangsposition zurückbewegt.Once a sufficient amount of stuffing in the
Während dessen wurde die zweite Lanze 84 von der Halterung
82 der Auszieheinrichtung 76 gelöst und die Halterung 82
an das Kupplungsende 86 der ersten Lanze 70 angekuppelt.
Die zweite Lanze 84 kann, sofern sie noch wiederverwendbar
ist, in den zwischenzeitlich gereinigten Stopfkopf 40
eingelegt und mit dem Kupplungskopf 66 des Bohrhammerwerkes
58 verkuppelt werden. Nachdem die zweite Lanze 84
eingesetzt und der Stopfkopf 40 wieder verriegelt worden
ist, wird der Wagen 28 wieder in seine Ausgangsstellung
zurückgefahren, so dass sich die Abstichvorrichtung 10
wieder in ihrer in Fig. 1 dargestellten Ausgangsposition
befindet.During this time, the
Bei dem dargestellten Ausführungsbeispiel wurde ein
Stopfkopf 40 verwendet, an dem der Förderzylinder 86
befestigt ist. Alternativ ist es auch möglich, an den
Versorgungskanal 44 des Stopfkopfes 40 eine Versorgungsleitung
anzuschliessen, durch die beispielsweise mit Hilfe
einer volumetrisch wirksamen Pumpe dem Stopfkopf 40
Stopfmasse zugeführt werden kann.In the illustrated embodiment was a
In den Fig. 5A-D ist der Ablauf des Stopfvorgangs nach dem
erfindungsgemässen Verfahren schematisch dargestellt. Ein
Schmelzofen 108 enthält in seinem durch eine Wandung 111
und 112 begrenzten Inneren eine Schmelze 110. Die Schmelze
110 fliesst durch eine Abstichöffnung 113 in der Wandung
112 als Schmelzenstrahl 109 aus dem Schmelzofen 108. Der
Schmelzofen 108 weist im Bereich der Abstichöffnung 113
eine vorzugsweise gekühlte Frontplatte 114 auf.In Figs. 5A-D, the procedure of the stuffing operation after the
inventive method shown schematically. One
Zum Verschliessen der Abstichöffnung 113 fährt ein
Stopfkopf 101 gegen den Schmelzenstrahl 109, Fig. 5A. In
einer Öffnung in einer vorzugsweise gekühlten Vorderplatte
106 des Stopfkopfes 101 ist ein Holzstopfen 115 angeordnet,
der zuerst zur Verhinderung des vorzeitigen
Erstarrens der Schmelze in die Abstichöffnung 113
eingeführt wird, Fig. 5B. Sodann wird die durch den
Stopfkopf 101 zugeführte Stopfmasse 107 in die Abstichöffnung
113 eingepresst. Eine Lanze 102 wird durch eine
durchgehende Längsbohrung im Gehäuse 105 des Stopfkopfes
101 in die Abstichöffnung 1113 nachgeführt, Fig. 5C. Die
Lanze 102 besteht aus einem länglichen vorzugsweise
gekühlten Lanzengrundkörper 103, auf dessen vorderes Ende
103' eine an ihrem dem Ofen zugewandten Ende geschlossene
Hülse 104 aufgesteckt ist. Durch die Lanze 103 wird die
Stopfmasse 107 und der Holzstopfen 115 teilweise bis in
die Schmelze 110 hineingedrückt. Der Holzstopfen 115
verbrennt dann in der Schmelze 110. Die Lanze 103
erstreckt sich im eingeschobenen Zustand über die gesamte
Länge der Abstichöffnung 113, vorzugsweise ragt die
vordere Spitze der Hülse 104 bis in die Schmelze 110. Um
den Ofen verschlossen zu halten, wird die Lanze 103
mechanisch gesichert.For closing the tap opening 113
Beim Ofenabstich wird zunächst der dazu vorzugsweise
zweiteilig ausgebildete Stopfkopf 101 entfernt. Sodann
wird die Lanze 102 bzw. der Lanzengrundkörper 103 gezogen,
Fig. 5D. Die Hülse 104 verbleibt in der Abstichöffnung 113
und schmilzt, so dass die Schmelze 110 als Schmelzenstrahl
austreten kann.When Ofenabstich the first is preferably this
two-
Figur 6 zeigt eine teilweise geschnittene Seitenansicht
einer Lanze 116 mit einem länglichen Lanzengrundkörper
137. Der Lanzengrundkörper 137 weist einen Kühlkanal 119
auf, der im wesentlichen entlang der Längsachse der Lanze
116 verläuft und sich über etwa 2/3 der Gesamtlänge der
Lanze erstreckt. Zur Realisierung eines Kühlkreislaufs
sind zwei Anschlüsse 117, 118 für die Zufuhr und Abfuhr
von Kühlwasser vorgesehen. Die Länge der Lanze beträgt
vorzugsweise 180-250 cm. Ihr Durchmesser beträgt vorzugsweise
30-50 mm.FIG. 6 shows a partially sectioned side view
a
In den Figuren 7A-E sind verschiedene Ansichten eines
Stopfkopfes 120 dargestellt. Figur 7A und 7B zeigen den
Stopfkopf in Aufsicht von oben bzw. von der Seite. Figuren
7C, 7D und 7E zeigen Schnitte entlang der Linien J-K (Fig.
7C), G-H (Fig. 7D) und A-B (Fig. 7E).In Figs. 7A-E are various views of one
Der Stopfkopf 120 ist auf zwei Schienen 123, 124 an eine
hier nicht gezeigte Abstichöffnung eines Schmelzofens
heranfahrbar, so dass seine Vorderplatte 121 formschlüssig
mit der Wandung des Ofens abschliesst. Das Gehäuse des
Stopfkopfes 120 weist eine durchgehende Längsbohrung 128,
129 zum Ein- und Durchschieben einer Lanze auf. Ein
Versorgungskanal 127 für Stopfmasse mündet im ofenseitigen
Bereich der Längsbohrung 128 in die Durchgangsbohrung 129
der Vorderplatte 121. Um den Stopfkopf 120 bei eingeschobener
Lanze entfernen zu können, besteht sein Gehäuse
aus zwei Gehäuseteilen 122A, 122B, die formschlüssig
zusammengesetzt sind.The
In der Vorderplatte 121 und im Gehäuse 122A, 122B sind
Kühlkanäle 125, 125' angeordnet, die zur Kühlung des
Stopfkopfes 120, insbesondere seiner dem Schmelzenstrahl
ausgesetzten Vorderplatte 121, an einen Kühlkreislauf
anschliessbar sind (Anschluss 126).In the
Figur 8A und 8B zeigen die Frontplatte 130 eines Schmelzofens
in teilweise geschnittener Ansicht von vorne (Fig.
8A) bzw. im Querschnitt entlang der Linie C-D.Figures 8A and 8B show the
Die Frontplatte 130 weist eine runde Mittenbohrung 131
auf, die konzentrisch zur Abstichöffnung eines Ofens
angeordnet wird. Um die Mittenbohrung 131 verläuft ein
Kühlkanal 133, der über Anschlüsse 134, 135 an einen
Kühlkreislauf angeschlossen werden kann. Der Kühlkanal 133
ist durch Einkerbungen im flachen Grundkörper 132 der
Frontplatte 130 gebildet, die mit einer ringförmigen
Scheibe 136 abgedeckt werden.The
Claims (16)
- Tapping apparatus for a melting furnace for fusing combustion residues at or in a waste incineration plant, having a movable filling device (46) for filling an open tap hole (12, 113) at the melting furnace (14, 108) with a plugging compound (107), and having a movable plugging device (40) for inserting a lance (70, 84, 102, 116) into the tap hole (12, 113), the plugging device having a plugging head (40, 101, 120) in which a through-hole (42, 129) for inserting the lance (70, 84, 102, 116) into the tap hole (12, 113) is formed, characterized in that the lance (70, 84, 102, 116) has means for cooling with water.
- Tapping apparatus according to Claim 1, characterized in that the lance (70, 84, 102, 116) is a lance (70, 84, 102, 137) which is preferably produced from copper or a copper alloy and has at least one cooling passage (119) which can be connected to a supply of cooling water.
- Tapping apparatus according to either of the preceding claims, characterized in that a front plate (94, 114, 130) preferably produced from copper and having a discharge opening (96, 131) is arranged in front of the tap hole (12, 113) of the melting furnace (14, 108), and this front plate (94, 114, 130) can be fastened to the melting furnace (14, 108) with its discharge opening (96, 131) concentric to the tap hole (12, 113), and the plugging device (40) can be placed against said front plate (94, 114, 130) when the lance (70, 84, 102, 116) is being inserted into the tap hole (12, 113).
- Tapping apparatus according to Claim 3, characterized in that the front plate (94, 114, 130) can be cooled, preferably by virtue of having at least one cooling passage (133) which can be connected to a supply of cooling water.
- Tapping apparatus according to one of the preceding claims, characterized in that the plugging head (49, 101, 120) can be cooled, preferably by virtue of having at least one cooling passage (125, 125') which can be connected to a supply of cooling water.
- Tapping apparatus according to one of the preceding claims, characterized in that a supply passage (44, 127) opening into the through-hole (42, 129) is formed in the plugging head (40, 101, 120), this supply passage (44, 127), for directing the plugging compound (107) into the through-hole (42, 129), being connected to the filling device (46) in such a way that the plugging compound (107), for filling the tap hole (12, 113), passes through the supply passage (44, 127) and the through-hole (42, 129) into the tap hole (12, 113).
- Tapping apparatus according to claim 6, characterized in that the through-hole (42, 129), before the filling of the tap hole (12, 113), is closed with a wooden stopper (115), which is pushed into the tap hole (12, 113) by the plugging compound (107) during the filling.
- Tapping apparatus according to one of the preceding claims, characterized in that the lance (70, 84, 102, 116) has a sleeve (104) which is put onto its end (103') facing the tap hole (12, 113) and which is made of a material, preferably copper or a copper alloy, having a lower melting point than the melt (110) contained in the melting furnace (14, 108).
- Tapping apparatus according to Claim 7, characterized in that the friction between the lance (70, 84, 102, 116) and the sleeve (104) is such that the sleeve (104) remains in the tap hole (12, 113) when the lance (70, 84, 102, 116) is pulled out.
- Lance (70, 84, 102, 116) for closing and opening the tap hole (12, 113) of a melting furnace (14, 108) for fusing combustion residues at or in a waste incineration plant, characterized in that the lance (70, 84, 102, 116) has at least one cooling passage (119) which can be connected to a supply of cooling water.
- Lance (70, 84, 102, 116) according to Claim 10, characterized in that the lance (70, 84, 102, 116) has a sleeve (104) which is put onto its end (103') facing the tap hole (12, 113) and which is made of a material, preferably copper or a copper alloy, having a lower melting point than the melt (110) contained in the melting furnace (14, 108).
- Lance (70, 84, 102, 116) according to Claim 11, characterized in that the friction between the lance (70, 84, 102, 116) and the sleeve (104) is such that the sleeve (104) remains in the tap hole (12, 113) when the lance (70, 84, 102, 116) is pulled out.
- Tapping method for a melting furnace (14, 108) for fusing combustion residues at or in a waste incineration plant, in which tapping method a plugging compound (107) and a lance (70, 84, 102, 116) are provided for closing an open tap hole (12, 113) at the melting furnace (14, 108), the open tap hole (12, 113) is at least partly filled with the plugging compound (107) and at the same time, or subsequently, the lance (70, 84, 102, 116) is inserted into the tap hole (12, 113), characterized in that the lance (70, 84, 102, 116) is cooled with water.
- Tapping method according to Claim 13, characterized in that the lance (70, 84, 102, 116), while it is being inserted into the tap hole (12, 113), pushes the plugging compound (107) at least partly into the tap hole (12, 113).
- Tapping method according to Claim 13 or 14, in which a wooden stopper (115) is provided which is inserted into the tap hole (12, 113) before the plugging compound (107) and is pushed through the tap hole (12, 113), preferably by being pushed by the plugging compound (107).
- Method according to Claim 13, 14 or 15, in which a sleeve (104) is put onto that end (103') of the lance (70, 84, 102, 116) which faces the tap hole (12, 113), this sleeve (104) being made of a material, preferably copper or a copper alloy, having a lower melting point than the melt contained in the melting furnace (14, 108), the lance (70, 84, 102, 116) together with the sleeve (104) being inserted into the tap hole (12, 113), and the sleeve (104) remaining in the tap hole (12, 113) when the lance (70, 84, 102, 116) is pulled out.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH124599 | 1999-07-07 | ||
| CH124599 | 1999-07-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1069191A1 EP1069191A1 (en) | 2001-01-17 |
| EP1069191B1 true EP1069191B1 (en) | 2005-09-28 |
Family
ID=4205878
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20000113436 Expired - Lifetime EP1069191B1 (en) | 1999-07-07 | 2000-06-24 | Tapping apparatus and method |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1069191B1 (en) |
| JP (1) | JP2001056185A (en) |
| DE (1) | DE50011237D1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105698541A (en) * | 2015-12-31 | 2016-06-22 | 遵义伟明铝业有限公司 | Sealing device for discharging opening of aluminum melting furnace |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES2197738B1 (en) * | 2001-02-15 | 2005-03-16 | Productos Refractarios Asturianos Para La Siderurgia, S.A. | SYSTEM FOR REPAIRING THE FRONT PIQUERA IN HIGH OVEN. |
| EP3366799B1 (en) | 2015-10-19 | 2021-03-24 | Nippon Steel Corporation | Steel for hot forging and hot forged product |
| CN112857052A (en) * | 2021-02-01 | 2021-05-28 | 琪玥环保设备(唐山)有限公司 | Hole blocking device and plasma furnace with same |
| AU2021444332B2 (en) * | 2021-05-06 | 2025-08-21 | Tmt Tapping Measuring Technology Sàrl | Oxygen lance guiding assembly |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2294162A (en) * | 1942-08-25 | Blast furnace cinder notch stopper | ||
| JPS52150703A (en) * | 1976-06-11 | 1977-12-14 | Nippon Steel Corp | Tap hole opening in blast furnace |
| JPS5585609A (en) * | 1978-12-21 | 1980-06-27 | Nippon Steel Corp | Boring method for tap hole of blast furnace |
| JPS5690906A (en) * | 1979-12-24 | 1981-07-23 | Kawasaki Steel Corp | Temperature controlling method of mud for closing iron notch |
| DD258721A3 (en) * | 1986-03-26 | 1988-08-03 | Funk A Bergbau Huettenkombinat | METHOD AND DEVICE FOR CLOSING A STITCH OPENING |
| DE3803132A1 (en) * | 1988-02-03 | 1989-08-17 | Dango & Dienenthal Maschbau | METHOD AND STOPPING CANNON FOR CLOSING THE OVEN STITCH HOLE |
| DD259760A3 (en) * | 1988-06-18 | 1988-09-07 | Funk A Bergbau Huettenkombinat | DEVICE FOR CLOSING A STITCH OPENING |
| FR2680179B1 (en) * | 1991-08-07 | 1994-10-21 | Boulonnais Terres Refractaires | IMPROVEMENTS IN OR RELATING TO DEVICES FOR CLOSING HOLES OF BLAST FURNACES. |
| LU88453A1 (en) * | 1994-01-17 | 1995-09-01 | Wurth Paul Sa | Tap hole plugging device |
-
2000
- 2000-06-24 EP EP20000113436 patent/EP1069191B1/en not_active Expired - Lifetime
- 2000-06-24 DE DE50011237T patent/DE50011237D1/en not_active Expired - Fee Related
- 2000-07-07 JP JP2000206591A patent/JP2001056185A/en active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105698541A (en) * | 2015-12-31 | 2016-06-22 | 遵义伟明铝业有限公司 | Sealing device for discharging opening of aluminum melting furnace |
| CN105698541B (en) * | 2015-12-31 | 2018-05-18 | 遵义伟明铝业有限公司 | A kind of closing device of aluminium melting furnace discharge port |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001056185A (en) | 2001-02-27 |
| EP1069191A1 (en) | 2001-01-17 |
| DE50011237D1 (en) | 2005-11-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2630232C2 (en) | Automatic tapping machine for tapping in electric blast furnaces and furnaces for the production of alloys or the like. | |
| DE3019811C2 (en) | Discharge controller for a melting furnace | |
| WO2000006325A2 (en) | Slide gate for a container containing molten metal | |
| DE2912295C2 (en) | Method for repairing the tap hole of a converter | |
| EP2552841A1 (en) | Melting process having sheathing that can be pushed through | |
| EP1069191B1 (en) | Tapping apparatus and method | |
| EP0727268A2 (en) | Sliding closure for a container holding a bath of molten metal | |
| EP0819488B1 (en) | Sliding gate closure for a molten metal containing vessel | |
| DE2317663A1 (en) | DEVICE FOR THE CONTROL OF THE FLOW OF METAL MELT FROM A MELT CONTAINER | |
| DE3911736C2 (en) | Closing and / or regulating element for a metallurgical vessel | |
| DE19532040C2 (en) | Device for transporting liquid metal in the casting hall of a shaft furnace and method for operating this device | |
| EP0182974A1 (en) | Process and apparatus for opening and closing a tap hole of furnaces | |
| EP0589238B1 (en) | Process for renewing the heating walls of a coke oven battery | |
| DE3801164C2 (en) | Method for introducing gas into a pouring opening of a molten metal, in particular a container containing molten steel, and a pouring sleeve for carrying out the method | |
| DE4492636C2 (en) | Taphole and method of forming a taphole drainage channel | |
| DE9408700U1 (en) | Device for connecting and changing a pouring tube to a vessel containing molten metal | |
| EP0974801A1 (en) | Method and apparatus for slag-free tapping | |
| EP3851225A1 (en) | Sliding closure for a metallurgical container | |
| EP0522284A1 (en) | Refractory plate for use in sliding closure unit | |
| DE2526815A1 (en) | PROCESS FOR THE AUTOMATIC DECLASHING OF A KUPOLOVER | |
| DE2120670A1 (en) | Method and device for ejecting the roller plug for rolling mills | |
| DE8805975U1 (en) | Closing device for the tap hole of a tilting tap converter | |
| DE3444513A1 (en) | Blowing-in brick with a sealing brick covering the blowing-in channel of the blowing-in brick for metallurgical vessels, in particular steel ladles, for blowing in gases or solid/gas mixtures into molten metals in metallurgical vessels. | |
| DE2821989C2 (en) | Method and device for securing the casting unit of a hot chamber die casting machine against unintentional triggering of the casting process | |
| DE524194C (en) | Reversible, regeneratively heated melting furnace |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE FR LI NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 20010210 |
|
| AKX | Designation fees paid |
Free format text: CH DE FR LI NL |
|
| 17Q | First examination report despatched |
Effective date: 20031125 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR LI NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20050928 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL & PARTNER AG |
|
| REF | Corresponds to: |
Ref document number: 50011237 Country of ref document: DE Date of ref document: 20051103 Kind code of ref document: P |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| ET | Fr: translation filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20060629 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20070103 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20070228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060630 |