EP1039979B1 - Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue - Google Patents
Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue Download PDFInfo
- Publication number
- EP1039979B1 EP1039979B1 EP98958286A EP98958286A EP1039979B1 EP 1039979 B1 EP1039979 B1 EP 1039979B1 EP 98958286 A EP98958286 A EP 98958286A EP 98958286 A EP98958286 A EP 98958286A EP 1039979 B1 EP1039979 B1 EP 1039979B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- inductor
- casting
- windings
- braking
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/114—Treating the molten metal by using agitating or vibrating means
- B22D11/115—Treating the molten metal by using agitating or vibrating means by using magnetic fields
Definitions
- the present invention relates to the continuous casting of metals, in particular steel. It relates more particularly to the techniques consisting, using a field magnetic, to influence the circulation of the molten metal upon its arrival in the continuous casting ingot mold.
- Electromagnetic convection involves washing the forehead solidification by a forced current of molten liquid metal, from bottom to top for example, which takes with it, towards the meniscus, non-metallic inclusions which otherwise would be trapped by this front.
- This current of liquid metal is created by a magnetic field sliding, generally produced by a multi-winding inductor such as a motor stator linear polyphase (bi or three-phase) arranged parallel and opposite a large face of the slab in an ingot mold (BF 2 358 222 and BF 2 358 223).
- An inductor of this type is conventionally made up of electrical windings whose conductors feel conformed regularly spaced parallel bars, or in coils of wire, housed in teeth of a magnetic yoke and mounted in pairs in series-opposition. Each winding is connected to a different phase of a polyphase power supply, namely, three-phase or two-phase, according to a connection order ensuring the desired sliding of the magnetic field along the inductor in a direction perpendicular to the conductors.
- This type of multi-winding inductor capable of producing a magnetic field sliding by coupling with a polyphase supply, is widely described in the electrotechnical literature.
- electrostatic braking in which the present invention, on the other hand, consists of acting directly on the or the metal arrival jets in mold.
- the aim is thus to limit the depth of penetration, as well as to attenuate the recirculation movements induced by the liquid metal and therefore to tend towards obtaining a meniscus without agitation, as calm and flat as possible.
- the functioning of such brake follows the well-known principle of eddy brake: when a liquid metal in movement (more generally an electrically conductive fluid) passes through a field static magnetic, it undergoes a contrarian force from it, the intensity of which depends on the field strength and the speed of the metal.
- an electromagnetic brake for continuous casting mold for slabs consisting essentially of two electromagnets with salient poles facing each other and other large walls of the mold and of opposite polarity so as to create between the poles of the crossing magnetic lines of force.
- the electromagnets are positioned in the upper part of the mold in order to intercept the metal jet as soon as it arrives in the mold. It should be noted that, strictly speaking, the liquid steel arriving in ingot mold and subject to such a field is not really slowed down, but rather redirected and distributed in the volume available nearby. Indeed, overall the metal flow flow, therefore the speed of flow of the product, are notably not changed by the brake. This in fact acts as a flow distributor giving greater homogeneity of the flow velocity map at the top of the mold.
- braking electromagnetic is therefore strictly unfit, but it will continue to be used in the suite for convenience to comply with common usage.
- a brake of this type is described for example in document EP-A-0 040 383, recommending the use of four electromagnets paired in pairs in pairs arranged opposite each other on the large faces of an ingot mold for continuous casting of slabs, a pair being placed on each side a pouring nozzle having two lateral outlets for the outlet of the supply jets directed towards the small faces of the mold.
- PCT document WO 92/12814 proposes to reinforce the braking effect by replacing the two electromagnets on each large face with a magnetic bar making the whole width of the mold and to locate in height this bar at the level of the lateral outlet vents of the pouring nozzle in order to perform a braking action permanent throughout the propagation of the jet coming from each nozzle of the nozzle in direction of the small faces.
- the PCT document WO 96/26029 teaches to have, not one, but two magnetic bars per side, located at high levels different, one below the other on either side of the nozzle outlet openings so as to form a magnetic confinement of the jet area to isolate it hydrodynamically from the rest of the volume of liquid metal present in the mold.
- the conditions for the flow of liquid metal in the ingot mold can vary markedly from one casting to another, even during the same casting, depending on various parameters, such as casting speed, immersion depth of the nozzle, the shape of its gills giving the direction of the jet, the width of the mold, if this is of the variable width type, etc ... Therefore, if we want to optimize the areas of action of the magnetic field in an ingot mold according to these parameters, this cannot be done without moving the inductor along the large faces of the mold, which is impracticable in practice.
- the object of the invention is to provide steelmakers with a means for easily modifying and without delay the areas of action of an electromagnetic brake in the casting mold continues so that they can constantly adjust their location to the conditions precise details of the casting to come, or of the casting in progress, simply by adjusting the power supply parameters, therefore without requiring any intervention on the machine casting and in particular without having to modify the position of the inductor.
- the invention relates to electromagnetic braking equipment of a molten metal within a continuously cast product, in particular a slab, comprising an electrical supply and, connected to said supply, at least one electromagnetic inductor of the “polyphase stator with sliding magnetic field” type intended to be mounted on the casting installation opposite one side of the product being casting, said inductor having two or three phase windings, characterized equipment in that said electrical supply consists of two, respectively three, elementary direct current power supplies adjustable in current intensity each independently of the others, and in that each of said electrical supplies elementary is connected to one and only one of said phase windings of the inductor.
- the invention consists in associating an inducer of type "linear motor stator with sliding magnetic field" -whose design and structure are widely known for a long time and which we also know well the use in continuous casting of slabs as a means of setting the molten metal in motion depending on the height of the mold (see for example GB 1507444 and 1542316) with a battery individual direct current power supplies, independently adjustable from one others and each coupled with a winding of the inductor and it alone to create a static magnetic field which is adjustable in location (and of course also in intensity) depending on the height or width of the large faces of the mold (more generally elsewhere on any chosen place of metallurgical height, but where the cast product still contains a fair amount of non-solidified liquid metal) by selectively activating the windings of the inductor by simply adjusting the operating parameters of these elementary power supplies, namely in fact the intensity of the electric currents they deliver.
- These settings can be made instantly, during casting itself even if desired, away from the casting machine, in
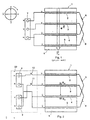
- the stirring inductor 1 shown in Figure 1 has functions and effects on the liquid metal flows completely different from those of the brake device invention, but it serves as a sort of framework for the constitution of the latter. he therefore presents with him close analogies of constitution. Also, a few reminders concerning and concerning its mode of operation will facilitate the understanding of the invention.
- This sliding field static inductor consists by electrical conductors, here rectilinear copper bars 2, 3, 4 and 5, housed in regularly spaced parallel notches (or teeth) in a cylinder head magnetic 6. These bars are thus arranged parallel to each other, being spaced apart regularly from each other by a distance which makes it possible to define the polar pitch of the inductor.
- the inductor is of the two-phase stator type. It involves effect four conductive bars electrically mounted two by two, in pairs in series-opposition, that is to say connected by their ends located on the same side of the inductor (at right in the figure) so that the electric current flows there in opposite directions.
- Each pair of bars, 2-4 or 3-5 forms a winding whose free ends (at left in the figure) are connected, in the order shown in the figure, to the terminals of a two-phase power supply 7, the two phases of which are conventionally identified by the letters U, V, and the neutral by the letter N.
- the inductor 1 When the inductor 1 is supplied by an alternating current supply, the electrical installation diagram of which is that shown in FIG. 1, the electric current flowing through the bars 2, 3, 4, 5 produces a magnetic field perpendicular to the plane of the figure and sliding from one bar to the next in the direction perpendicular to the orientation of the bars (represented by the arrow V B in the figure), namely from top to bottom, and this, at speed (iela frequency of the current ) with which the intensity of the supply current reaches its maximum successively from bar 2 to bar 5.
- the small “cartridge” diagram on the left of the figure shows, using the trigonometric circle, the 'dynamic organization of the two phases which will make it easier to understand what has just been said if we go through this circle clockwise.
- a stirring inductor of this kind can easily find its place within an ingot mold for continuous casting of slabs for example, and numerous documents, in particular in the form of patent applications, describe such a use.
- the inductive device of Figure 1 must be modified from so that it produces, no longer a moving magnetic field, but a stationary field permanent located in a chosen location of the inductor, but changeable at will.
- This static field will therefore be produced from a DC power supply.
- he is therefore analogous to that produced by known electromagnetic braking devices in a continuous casting mold, but its working range can be adjusted in position on the mold height (or width, depending on the mounting method adopted) without no intervention on the casting installation.
- this modification consists in replacing the two-phase supply 7 by two direct current supplies 8 and 9, individual and independent of each other, their only common point being their neutral N, set common for convenience.
- These power supplies are each provided with means of adjustment of the intensity of the currents they deliver.
- These adjustment means known by themselves and quite usual in this area, so have been simply illustrated by the respective elements 10 and 11 in the figures.
- the inductor 1 has not undergone any modification; the connections between conductors defining the windings A and B remain unchanged.
- the equipment according to the invention is in working order as soon as each of the windings A and B of inductor 1 is connected to one of its two power supplies elementary and alone.
- the winding A is connected to supply 8
- winding B is connected to supply 9.
- braking equipment of the invention is in fact applicable also under the mold, therefore usable, more generally, on a product of continuous casting, for example a steel slab, the interior of which is still in good condition liquid.
- Figure 3 showing precisely the installation of the inductor of the braking equipment according to the invention on a large face of a mold 12 for continuous casting of steel slabs 13.
- the two large opposite faces of the mold can be equipped with two inductors identical arranged opposite one another on either side of the cast product and extending each over substantially the entire width of the mold.
- the rest of the presentation will show that, depending on the choice of polarities on one of the inductors compared to the other in vis-à-vis, we can promote the braking effect through the entire thickness of the product sunk (configuration of field called "crossing"), or locate it near the skin only (so-called “longitudinal” field configuration).
- An ingot mold for continuous casting of slabs is essentially constituted, as we know, by an assembly of four vertical plates, in copper or copper alloy, two large plates 14 and 15, called “large faces", supplemented by two plates in end 16 and 17 closing the ends, called “small faces”. These plates define between they a bottomless pouring space for molten metal 18 coming in from above using a nozzle 19 mounted in the bottom of a distributor 20 placed above. energetically cooled externally by vigorous circulation of water to ensure the heat extraction necessary for the formation of a skin of solidified metal in contact with them thick enough to allow the extraction of the product poured into good operating conditions.
- the molten metal is poured into the mold by the nozzle 19, of which the lower end, provided with lateral outlet openings 21, 21 ', plunges into the mass of molten steel during casting already present in the mold.
- These outlet gills side each deliver a jet of molten metal 27 and 27 'directed towards the small faces of the ingot mold, and in the vicinity of which there is a separation between a main flow descendant 28, responsible for the in-depth training of non-metallic inclusions, and a rising flow 28 'coming to agitate the meniscus 22. It is on these jets 27 and 27' that go act the braking means according to the invention.
- the inductor 1 previously described is mounted opposite a large face 14 of the mold with an orientation such that the bars conductive 2 to 5 are horizontal, the pouring axis X being vertical.
- the direct current which it delivers in the winding A forms a current loop located in the upper half of inductor 1 (therefore of the mold) and in which the current electric crosses the busbar 2 from left to right, then the bar 4 from right to left.
- a field is thus created in the area defined by the area of this current loop magnetic Bu stationary, directed perpendicular to the plane of the winding, which the occurrence is also that of the figure.
- this inductor 1 is able to play a brake role acting on the flows of molten metal entering the ingot mold, like known devices electromagnetic braking. But now we have the decisive advantage of ability to adjust the location of the pole at any time over the height of the mold magnetic brake field, without having to move any part of the inductor, simply by acting on the adjustment of the power supplies.
- a precise location of the magnetic pole of the braking field at the top of the mold can indeed be optimal under certain conditions and be less suitable than another if, from one pour to the next or to the even during casting, we change casting parameters, such as the depth immersion of the nozzle 19, the level of the meniscus 22 in the mold, the speed of casting, etc ... We are then led to want to modify the position of this pole on the height of the ingot mold. As we have just seen, thanks to the device of the invention, this becomes very easy since it suffices to act on the adjustment of the electrical operating parameters of food.
- the braking inductor according to the invention may concern only a fraction of this width. For example, only the central part can be concerned, or only the lateral parts on either side of the nozzle 19, or again, as already said with reference to FIG. 4, the entire width but by independent successive action areas using several inducers juxtaposed. It is then possible to adjust the intensity of the action of braking at the magnetic pole differently depending on the width of the slab being cast simply by using electrical supply currents with intensities different in each inductive module thus formed. Likewise, it is possible to position the magnetic brake pole on different height levels depending on whether one is in the center or rather on the sides of the large face of the mold. Likewise again, it thus becomes possible in a mold with variable format to adapt the zone of action of the magnetic braking field across the width of the product being poured.
- K a chosen constant, representative of the desired braking force at the location of the magnetic pole of each inductor, the maximum value of which is limited by the maximum intensity of the electric current delivered by elementary power supplies 8, 9 ...
- an inductor 1 or 1 'of the braking equipment according to the invention can be mounted opposite each of the large faces of the mold. It is then possible, by playing on the polarities of the active windings at the same time, and on the other side of the cast slab, to reinforce the braking action in the center of the cast product, or to concentrate it in the vicinity of the skin.
- These provisions are the subject of Figures 6 and 7 on which inductor 1 has been designated by the index "a" to distinguish it from the inductor matched on the other side of the mold and referenced under the index "b".
- the fields the same orientation on the two inductors facing each other will strengthen mutually in the "through” direction and therefore will reinforce the braking action in the core of the cast metal (fig. 6), while opposite magnetic fields will contradict each other in the heart of the metal and will consequently concentrate their braking action at the periphery of the cast metal necessarily taking a "field” configuration longitudinal "(fig. 7).
- the inductor 1a 1 can be mounted in a mold with its conductive bars 2 ... 5 oriented parallel to the casting axis X, that is to say vertically, instead of horizontally. At a given height level, it is then possible to modify the location of the braking action of the magnetic field over the half-width of the cast product with the desired precision along the propagation of the metal jet 27 coming from the hearing 21 of the casting nozzle 19. By then implementing two such inductors 1a 1 and 1a 2 with vertical conductors placed on a large face of the ingot mold on either side of the nozzle 19, there is any latitude to adjust with precision the position of the magnetic braking poles at the desired distance from each of the outlet openings 21 and 21 'of the nozzle.
- Figure 9 shows the setting mode of equipment with two pairs of inductors of this type ensuring a braking effect along the entire thickness of the cast product 13.
- the principle of such an adjustment is extremely simple. In active windings facing each other, it suffices that the electric current flows in the same direction in the conductors facing each other on each side of the cast product. In these conditions indeed, the magnetic fields produced by these windings in the metal poured liquid add up; the main lines cross the product well perpendicular to its wall without deviating from their initial trajectory taken at the level of inducers. We are then in a so-called "through field” configuration which provides a braking effect depending on the thickness of the product poured and therefore in particular in the center.
- Figure 10 shows this same equipment but adjusted on the contrary to maximize the skin braking action of the cast product. To this end, it suffices, as we see, to reverse the direction of the current in one of the two active windings facing each other, so that the magnetic fields produced by these two windings are opposed.
- induction magnetic is minimal in the center of the product, because its lines of force are strongly deflected 90 ° in the central median plane of the product from their initial direction taken at the level of the inductors.
- the braking effect will then be maximum against the solidification front of the metal poured in places located precisely opposite the activated windings of inductors.
- inductors can be used juxtaposed along the width of the large face of the mold and having between them different orientations of their conductors, electric.
- the conductors of the latter are oriented horizontally, that is to say perpendicular to the casting axis X, in order to be able to adjust the height of the location of its magnetic braking pole at the place of arrival of the cast metal in an ingot mold.
- the conductors of the lateral inductors are oriented vertically to be able to adjust according to the width of the large face the location of their magnetic braking pole near the small faces of the mold.
- these relative provisions can be reversed in order to be able to adjust in height in the vicinity of the small faces and a width adjustment in the vicinity of the arrival of the metal in ingot mold.
- Each phase U, V, W of the power supply (three-phase in the example considered) is built according to this mode.
- the inverter ensures compliance with the phase shifts between the phases produced by group 30 and all phases of feeding are made available to use by means of a connection box 33 provided with a common neutral N.
- the putting into operation of such an electrical supply to supply the windings of the braking device shown diagrammatically at 34, at the rate of a phase by winding consists in setting the inverter 28 to zero frequency, proceeding to such settings at selected times so that the intensities of the currents in each phase are at these moments those which one wishes to obtain in the windings connected to these phases.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Braking Arrangements (AREA)
Description
- la figure 1 représente schématiquement un inducteur électromagnétique biphasé de type connu pour brasser le métal coulé dans une lingotière de coulée continu et dont des éléments vont se retrouver dans l'équipement de freinage selon l'invention;
- la figure 2 représente schématiquement un équipement de freinage électromagnétique selon l'invention dans une forme de réalisation bi-enroulements analogue à celle de l'inducteur de brassage bi-phasé connu de la figure 1;
- la figure 3 représente un inducteur de l'équipement de freinage selon l'invention conforme à la figure 2 tel qu'il apparaít quand il est monté dans le corps d'une lingotière de coulée continue de brames d'acier selon un premier mode de réalisation à réglage en hauteur de l'action de freinage;
- la figure 4 représente une variante de l'installation de la figure 3, selon laquelle la structure de l'inducteur de freinage est partitionnée selon la largeur de la lingotière;
- les figures 5a et 5b illustrent chacune un mode de mise en oeuvre de l'équipement de freinage conforme à l'invention dans une forme différente de réalisation de l'inducteur;
- la figure 6 est une vue schématique, en coupe verticale transversale passant par l'axe de coulée X de la figure 3, de l'équipement selon la figure 3 illustrant un mode de réglage de cet équipement;
- la figure 7 est une vue analogue à la figure 6 mais illustrant un autre mode de réglage de l'équipement de freinage selon l'invention;
- la figure 8, à rapprocher de la figure 3, représente un équipement de freinage selon l'invention monté sur une lingotière de coulée continue de brames d'acier selon un second mode de réalisation à réglage de l'action de freinage sur la largeur de la lingotière;
- la figure 9 illustre, vu schématiquement de dessus et en coupe selon le plan A-A de la figure 8, un mode de réglage de l'équipement de freinage montré sur la figure 8;
- la figure 10 illustre, selon les mêmes dispositions que la figure 9, un autre mode de réglage de cet équipement;
- la figure 11 représente schématiquement une variante de réalisation d'une alimentation électrique de l'invention;
- la figure 12, à rapprocher des figures 8 et 4, représente un équipement de freinage selon l'invention monté sur une lingotière de coulée continue de brames d'acier selon un troisième mode de réalisation à réglage d'une action conjuguée de freinage sur la largeur et sur la hauteur de la lingotière.
Claims (9)
- Equipement de freinage électromagnétique d'un métal en fusion au sein d'un produit coulé en continu comprenant une alimentation électrique et, connecté à ladite alimentation, au moins un inducteur électromagnétique (1) de type stator polyphasé à champ magnétique glissant destiné à être monté sur l'installation de coulée en regard d'une face du produit en cours de coulée, ledit inducteur ayant au moins deux enroulements de phase (A, B), équipement caractérisé en ce que ladite alimentation électrique (29) est constituée par des alimentations élémentaires à courant continu (8, 9) réglables en intensité de courant chacune indépendamment des autres, et en ce que chacune desdites alimentations élémentaires est connectée à un et à un seul desdits enroulements de phase (A, B) de l'inducteur.
- Equipement selon la revendication 1 caractérisé en ce que ledit inducteur électromagnétique (1) est monté au niveau de la lingotière (12) de l'installation de coulée.
- Equipement selon la revendication 1 ou 2, caractérisé en ce qu'il comprend au moins deux inducteurs électromagnétiques (1) montés sur l'installation de coulée, l'un en regard de l'autre, de part et d'autre du produit en cours de coulée.
- Equipement selon la revendication 1, 2 ou 3, caractérisé en ce qu'il comprend au moins deux inducteurs (1a, 1b) placés côte à côte selon la largeur, ou selon la longueur, d'une face du produit en cours de coulée.
- Equipement selon l'une quelconque des revendications 1 à 4, caractérisé en ce qu'il comprend au moins un inducteur (1) monté sur l'installation de coulée en présentant ses conducteurs (2,..5) orientés perpendiculairement à l'axe de coulée (X).
- Equipement selon l'une quelconque des revendications 1 à 4, caractérisé en ce qu'il comprend au moins un inducteur (1) monté sur l'installation de coulée en présentant ses conducteurs (2,..5) orientés parallèlement à l'axe de coulée (X).
- Equipement selon la revendication 4, caractérisé en ce qu'il comprend au moins trois inducteurs montés sur l'installation de coulée en présentant leurs conducteurs orientés selon des directions différentes d'un inducteur à l'autre.
- Equipement selon la revendication 1, caractérisé en ce que les alimentations électriques élémentaires (8, 9) sont constituées par une alimentation polyphasée unique à fréquence de courant réglable,réglée à la valeur nulle.
- Procédé de freinage électromagnétique d'un métal liquide au sein d'un produit coulé en continu, selon lequel on met en oeuvre un champ magnétique permanent agissant sur le métal liquide pour freiner son écoulement, ledit champ étant créé par un équipement de freinage conforme à la revendication 1, à inducteur électromagnétique pluri-enroulement (1) de type stator polyphasé à champ magnétique glissant, caractérisé en ce que, dans le but de régler, en fonction des conditions de coulée, la position du, ou des pôles magnétiques dudit inducteur (1) sans déplacement de celui-ci, les alimentations électriques élémentaires (8, 9) des enroulements de l'inducteur (1) étant à courant continu et réglables individuellement, on effectue un réglage des intensités Ii des courants électriques parcourant les enroulements (2,...5) de l'inducteur à l'aide d'un facteur ϕ variable entre 0 et π radiants de manière que, à chaque instant, I1 = K cos ϕ et I2 = K sin ϕ en cas d'un inducteur (1) à deux enroulements (A, B), et I1 = K sin ϕ, I2 = K sin (ϕ + 2π/3) et I3 = K sin (ϕ +4π/ 3) en cas d'un inducteur (1) à trois enroulements, K étant une constante représentative de la force de freinage voulue à l'endroit du, ou des pôles magnétiques de l'inducteur (1), et dont la valeur maximale est limitée par l'intensité maximale du courant électrique délivrable par chaque alimentation électrique élémentaire (8, 9).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9715984A FR2772294B1 (fr) | 1997-12-17 | 1997-12-17 | Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue |
| FR9715984 | 1997-12-17 | ||
| PCT/FR1998/002577 WO1999030856A1 (fr) | 1997-12-17 | 1998-12-01 | Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1039979A1 EP1039979A1 (fr) | 2000-10-04 |
| EP1039979B1 true EP1039979B1 (fr) | 2002-11-06 |
Family
ID=9514707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98958286A Expired - Lifetime EP1039979B1 (fr) | 1997-12-17 | 1998-12-01 | Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US6164365A (fr) |
| EP (1) | EP1039979B1 (fr) |
| JP (1) | JP3725028B2 (fr) |
| KR (1) | KR100586665B1 (fr) |
| CN (1) | CN1112264C (fr) |
| AT (1) | ATE227181T1 (fr) |
| AU (1) | AU735023B2 (fr) |
| BR (1) | BR9813655A (fr) |
| CA (1) | CA2312876C (fr) |
| DE (1) | DE69809288T2 (fr) |
| ES (1) | ES2186242T3 (fr) |
| FR (1) | FR2772294B1 (fr) |
| RU (1) | RU2212977C2 (fr) |
| WO (1) | WO1999030856A1 (fr) |
Families Citing this family (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6341642B1 (en) | 1997-07-01 | 2002-01-29 | Ipsco Enterprises Inc. | Controllable variable magnetic field apparatus for flow control of molten steel in a casting mold |
| FR2805483B1 (fr) * | 2000-02-29 | 2002-05-24 | Rotelec Sa | Equipement pour alimenter en metal en fusion une lingotiere de coulee continue, et son procede d'utilisation |
| SE519840C2 (sv) * | 2000-06-27 | 2003-04-15 | Abb Ab | Förfarande och anordning för kontinuerlig gjutning av metaller |
| CA2325808C (fr) * | 2000-07-10 | 2010-01-26 | Kawasaki Steel Corporation | Methode et appareil pour la coulee continue de metaux |
| US7237597B2 (en) | 2001-06-27 | 2007-07-03 | Abb Group Services Center Ab | Method and device for continuous casting of metals in a mold |
| SE523881C2 (sv) * | 2001-09-27 | 2004-05-25 | Abb Ab | Anordning samt förfarande för kontinuerlig gjutning |
| DE10237188A1 (de) * | 2002-08-14 | 2004-02-26 | Sms Demag Ag | Elektromagnetische Bremsvorrichtung für in eine Stranggießkokille einströmende Stahlschmelze |
| FR2845626B1 (fr) * | 2002-10-14 | 2005-12-16 | Rotelec Sa | Procede pour la maitrise des mouvements du metal, dans une lingotiere de coulee continue de brames |
| US20080164004A1 (en) * | 2007-01-08 | 2008-07-10 | Anastasia Kolesnichenko | Method and system of electromagnetic stirring for continuous casting of medium and high carbon steels |
| US20110048669A1 (en) * | 2009-08-31 | 2011-03-03 | Abb Inc. | Electromagnetic stirrer arrangement with continuous casting of steel billets and bloom |
| CN102791400B (zh) * | 2010-03-10 | 2014-07-30 | 杰富意钢铁株式会社 | 钢的连铸方法及钢板的制造方法 |
| IT1401311B1 (it) * | 2010-08-05 | 2013-07-18 | Danieli Off Mecc | Processo e apparato per il controllo dei flussi di metallo liquido in un cristallizzatore per colate continue di bramme sottili |
| US9352386B2 (en) | 2010-08-05 | 2016-05-31 | Danieli & C. Officine Meccaniche S.P.A. | Process and apparatus for controlling the flows of liquid metal in a crystallizer for the continuous casting of thin flat slabs |
| CN102921916B (zh) * | 2012-10-30 | 2014-07-30 | 鞍钢股份有限公司 | 一种结晶器电磁制动装置的动态控制方法 |
| EP3221070B1 (fr) * | 2014-11-20 | 2020-06-03 | ABB Schweiz AG | Système de frein électromagnétique et procédé de réglage du débit de métal en fusion dans un processus de fabrication de métal |
| JP5948405B1 (ja) | 2014-12-26 | 2016-07-06 | 高橋 謙三 | 導電性金属の駆動方法及び駆動装置 |
| CN105880497B (zh) * | 2016-05-25 | 2018-02-13 | 北京科技大学 | 一种连铸结晶器电磁搅拌器电磁力矩的测量方法及装置 |
| CN105935751A (zh) * | 2016-07-05 | 2016-09-14 | 湖南中科电气股份有限公司 | 多功能多模式板坯连铸结晶器电磁控流装置 |
| CN108500228B (zh) * | 2017-02-27 | 2020-09-25 | 宝山钢铁股份有限公司 | 板坯连铸结晶器流场控制方法 |
| EP3415251A1 (fr) | 2017-06-16 | 2018-12-19 | ABB Schweiz AG | Système de frein électromagnétique et procédé de commande d'un système de frein électromagnétique |
| IT201800006751A1 (it) * | 2018-06-28 | 2019-12-28 | Apparato e metodo di controllo della colata continua |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2324395A1 (fr) * | 1975-09-17 | 1977-04-15 | Siderurgie Fse Inst Rech | Lingotiere a inducteurs incorpores |
| FR2324397B1 (fr) * | 1975-09-19 | 1979-06-15 | Siderurgie Fse Inst Rech | Procede et dispositif pour le brassage electromagnetique des produits de coulee continue |
| FR2358223A1 (fr) * | 1976-07-13 | 1978-02-10 | Siderurgie Fse Inst Rech | Procede de brassage electromagnetique de metaux en fusion lors des operations de coulee continue |
| FR2358222A1 (fr) * | 1976-07-13 | 1978-02-10 | Siderurgie Fse Inst Rech | Nouveaux procede et dispositif pour le brassage electromagnetique de produits metalliques coules en continu |
| SE436251B (sv) * | 1980-05-19 | 1984-11-26 | Asea Ab | Sett och anordning for omrorning av de icke stelnade partierna av en gjutstreng |
| JPS6044157A (ja) * | 1983-08-17 | 1985-03-09 | Sumitomo Metal Ind Ltd | 電磁撹拌装置 |
| SE500745C2 (sv) * | 1991-01-21 | 1994-08-22 | Asea Brown Boveri | Sätt och anordning vid gjutning i kokill |
| JPH05154623A (ja) * | 1991-12-04 | 1993-06-22 | Nippon Steel Corp | 鋳型内溶鋼流動制御方法 |
| SE503562C2 (sv) * | 1995-02-22 | 1996-07-08 | Asea Brown Boveri | Sätt och anordning för stränggjutning |
-
1997
- 1997-12-17 FR FR9715984A patent/FR2772294B1/fr not_active Expired - Fee Related
-
1998
- 1998-12-01 AT AT98958286T patent/ATE227181T1/de active
- 1998-12-01 KR KR1020007006726A patent/KR100586665B1/ko not_active IP Right Cessation
- 1998-12-01 JP JP2000538821A patent/JP3725028B2/ja not_active Expired - Fee Related
- 1998-12-01 DE DE69809288T patent/DE69809288T2/de not_active Expired - Lifetime
- 1998-12-01 BR BR9813655-0A patent/BR9813655A/pt not_active IP Right Cessation
- 1998-12-01 EP EP98958286A patent/EP1039979B1/fr not_active Expired - Lifetime
- 1998-12-01 CN CN98812345A patent/CN1112264C/zh not_active Expired - Fee Related
- 1998-12-01 CA CA002312876A patent/CA2312876C/fr not_active Expired - Fee Related
- 1998-12-01 ES ES98958286T patent/ES2186242T3/es not_active Expired - Lifetime
- 1998-12-01 RU RU2000118818/02A patent/RU2212977C2/ru not_active IP Right Cessation
- 1998-12-01 WO PCT/FR1998/002577 patent/WO1999030856A1/fr active IP Right Grant
- 1998-12-01 AU AU14381/99A patent/AU735023B2/en not_active Ceased
- 1998-12-04 US US09/205,714 patent/US6164365A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| CN1282280A (zh) | 2001-01-31 |
| KR100586665B1 (ko) | 2006-06-07 |
| FR2772294B1 (fr) | 2000-03-03 |
| RU2212977C2 (ru) | 2003-09-27 |
| BR9813655A (pt) | 2000-10-03 |
| CN1112264C (zh) | 2003-06-25 |
| ES2186242T3 (es) | 2003-05-01 |
| DE69809288D1 (de) | 2002-12-12 |
| DE69809288T2 (de) | 2003-07-17 |
| JP2002508257A (ja) | 2002-03-19 |
| WO1999030856A1 (fr) | 1999-06-24 |
| US6164365A (en) | 2000-12-26 |
| JP3725028B2 (ja) | 2005-12-07 |
| EP1039979A1 (fr) | 2000-10-04 |
| ATE227181T1 (de) | 2002-11-15 |
| AU1438199A (en) | 1999-07-05 |
| AU735023B2 (en) | 2001-06-28 |
| KR20010033284A (ko) | 2001-04-25 |
| FR2772294A1 (fr) | 1999-06-18 |
| CA2312876C (fr) | 2008-10-14 |
| CA2312876A1 (fr) | 1999-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1039979B1 (fr) | Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue | |
| EP1954427B1 (fr) | Reglage du mode de brassage electromagnetique sur la hauteur d'une lingotiere de coulee continue | |
| CA2502089C (fr) | Procede et dispositif pour la maitrise des ecoulements dans une lingotiere de coulee continue de brames | |
| EP1239981B1 (fr) | Procede de coulee continue verticale des metaux utilisant des champs electromagnetiques et installation de coulee pour sa mise en oeuvre | |
| EP0542021B1 (fr) | Procédé de brassage électromagnétique pour la coulée continue | |
| EP2249983B1 (fr) | Procédé et équipement électromagnétique associé pour la mise en rotation d'un métal en fusion au sein d'une lingotière de coulée continue de brames. | |
| EP0005676A2 (fr) | Procédé de brassage électromagnétique de billettes ou blooms coulés en continu | |
| CA2398724C (fr) | Equipement pour alimenter en metal en fusion une lingotiere de coulee continue et son procede d'utilisation | |
| EP1677928B1 (fr) | Procede de brassage electromagnetique pour la coulee continue de produits metalliques de section allongee | |
| FR2483817A1 (fr) | Agitateur magnetique | |
| EP0097561B2 (fr) | Procédé et installation de brassage électromagnétique de brames métalliques, notamment d'acier, coulées en continu | |
| FR2485411A1 (fr) | Lingotiere de coulee continue electromagnetique de produits metalliques a section rectangulaire allongee | |
| EP0022711B1 (fr) | Procédé et dispositif de brassage destinés à améliorer la qualité d'un métal coulé en continu | |
| EP0010041A1 (fr) | Procédé de coulée continue des métaux avec brassage dans la zone du refroidissement secondaire | |
| FR2725647A1 (fr) | Appareil de coulee de bande, procede de coulee d'une bande de metal | |
| FR2894167A1 (fr) | Equipement pour la coulee en repartiteur de coulee continue des metaux | |
| JPH04329819A (ja) | 溶融金属の非金属介在物除去装置 | |
| FR2825040A1 (fr) | Equipement electromagnetique pour tete de lingotiere de coulee continue des metaux en formats quadrangulaires allonges |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20000717 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| 17Q | First examination report despatched |
Effective date: 20010412 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021106 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021106 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021106 |
|
| REF | Corresponds to: |
Ref document number: 227181 Country of ref document: AT Date of ref document: 20021115 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: FRENCH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021201 |
|
| REF | Corresponds to: |
Ref document number: 69809288 Country of ref document: DE Date of ref document: 20021212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021231 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20021231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030206 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030206 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030227 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2186242 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20030701 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 1039979E Country of ref document: IE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20030807 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20131211 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20131226 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 227181 Country of ref document: AT Kind code of ref document: T Effective date: 20141201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20160126 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20151210 Year of fee payment: 18 Ref country code: GB Payment date: 20151221 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20151221 Year of fee payment: 18 Ref country code: NL Payment date: 20151221 Year of fee payment: 18 Ref country code: BE Payment date: 20151221 Year of fee payment: 18 Ref country code: SE Payment date: 20151221 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141202 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20151228 Year of fee payment: 18 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161231 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69809288 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: EUG |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20170101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20161201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161202 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170101 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170102 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20161201 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170701 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20161231 |