EP0010041A1 - Procédé de coulée continue des métaux avec brassage dans la zone du refroidissement secondaire - Google Patents
Procédé de coulée continue des métaux avec brassage dans la zone du refroidissement secondaire Download PDFInfo
- Publication number
- EP0010041A1 EP0010041A1 EP79400695A EP79400695A EP0010041A1 EP 0010041 A1 EP0010041 A1 EP 0010041A1 EP 79400695 A EP79400695 A EP 79400695A EP 79400695 A EP79400695 A EP 79400695A EP 0010041 A1 EP0010041 A1 EP 0010041A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- solidification
- inductor
- casting
- well
- molten metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 43
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 43
- 238000000034 method Methods 0.000 title claims abstract description 23
- 238000001816 cooling Methods 0.000 title claims abstract description 10
- 150000002739 metals Chemical class 0.000 title claims abstract description 6
- 230000008569 process Effects 0.000 title claims abstract description 6
- 238000003756 stirring Methods 0.000 title claims description 18
- 238000009749 continuous casting Methods 0.000 title description 11
- 238000007711 solidification Methods 0.000 claims abstract description 55
- 230000008023 solidification Effects 0.000 claims abstract description 55
- 238000005266 casting Methods 0.000 claims abstract description 25
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 6
- 239000010959 steel Substances 0.000 claims abstract description 6
- 230000009471 action Effects 0.000 claims description 18
- 208000029152 Small face Diseases 0.000 claims description 15
- 230000001939 inductive effect Effects 0.000 claims description 9
- 230000001902 propagating effect Effects 0.000 claims description 7
- 230000003068 static effect Effects 0.000 claims description 4
- 238000002844 melting Methods 0.000 claims 1
- 230000008018 melting Effects 0.000 claims 1
- 238000013019 agitation Methods 0.000 abstract 2
- 229910001338 liquidmetal Inorganic materials 0.000 description 26
- 230000033001 locomotion Effects 0.000 description 25
- 239000007788 liquid Substances 0.000 description 16
- 238000002156 mixing Methods 0.000 description 13
- 239000013078 crystal Substances 0.000 description 9
- 230000008901 benefit Effects 0.000 description 7
- 230000000694 effects Effects 0.000 description 6
- 230000002441 reversible effect Effects 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 230000008859 change Effects 0.000 description 4
- 230000006698 induction Effects 0.000 description 4
- 238000004804 winding Methods 0.000 description 4
- 244000052616 bacterial pathogen Species 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 230000001965 increasing effect Effects 0.000 description 3
- 230000001737 promoting effect Effects 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000002301 combined effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000002349 favourable effect Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000013021 overheating Methods 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000630 rising effect Effects 0.000 description 2
- 239000013598 vector Substances 0.000 description 2
- 244000241796 Christia obcordata Species 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 244000025221 Humulus lupulus Species 0.000 description 1
- 235000008694 Humulus lupulus Nutrition 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 230000001174 ascending effect Effects 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 239000004020 conductor Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 230000005288 electromagnetic effect Effects 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000007717 exclusion Effects 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000010363 phase shift Effects 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000009331 sowing Methods 0.000 description 1
- 230000004936 stimulating effect Effects 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/122—Accessories for subsequent treating or working cast stock in situ using magnetic fields
Definitions
- the present invention relates to the continuous casting of molten metals, in particular steel. It relates more precisely to the operations of mixing the liquid metal, during solidification in the secondary cooling stage of the casting machine, in order to improve the metallurgical quality of the product obtained.
- the invention relates in particular to the casting of products of elongated section, for example slabs.
- the liquid interior part of the product is therefore substantially in the form of a cone, the base of which corresponds to the free surface of the metal in the mold and the top of which is located at the outlet of the cooling stage. secondary. It is customary to designate this cone by the expression “liquid well” or “solidification well”, and the distance separating the base from the top by "metallurgical height”.
- the mixing in the secondary cooling stage of a continuous casting machine of elongated products, such as slabs can it be carried out by entraining the liquid metal in a horizontal translational movement, this is that is to say directed perpendicular to the pouring axis and propagating from one small face of the product to the other.
- This stirring can also consist of a vertical entrainment of the molten metal extended over the entire width of the cast product (German patent n ° 2,720,391) or on its perimeter (French patents n ° 2,085,261 and n ° 2,104,863).
- the applicant asked the question whether the improvement in metallurgical quality, resulting from an increased proportion of equiaxed solidification structure, was due to the mixing as such, in which case it can be estimated that this means is used to the best of its ability, or if this improvement depends quantitatively on the type of metal drive, that is to say on the directional characteristics of the forced convection movements that are created within the mass in merger, or its extension to most of the product.
- the subject of the invention is a process for the continuous casting of molten metals, in particular steel, for obtaining products of elongated section, such as slabs, process according to which the molten metal at the top during solidification in the secondary cooling stage of the casting machine, has a stirring action exerted at least in the vicinity of the lower end of the solidification well, this stirring is carried out by driving the metal in a direction having at least one vertical component, method characterized in that the entrainment of the molten metal is located on a part of the perimeter of the cast product.
- the present invention therefore consists, in its essential characteristics, of promoting vertical exchanges of molten material, therefore of stimulating a rise in the liquid metal from the bottom of the solidification well, more effectively than by the methods previously mentioned.
- the map of the speeds of movements in a plane parallel to the large faces of the product reveals a horizontal motor drive corridor, that is to say subject directly to the action of the magnetic field and which, therefore, can be described as a “driving zone” or “circulation zone” as opposed to the two more diffuse recirculation regions which are established to ensure the return of the metal, on either side of the central corridor, in a shape reminiscent of that of butterfly wings.
- the invention makes it possible to locate exactly where it is desired, the action of the electromagnetic fields and therefore to obtain the desired result.
- the basic idea of the present invention therefore consists in fetching these small crystals accumulated at the bottom of the well, and available in large quantities, and transporting them to higher levels of the metallurgical height where it is desired to be seen. interrupt basaltic growth in favor of an equiaxed structure.
- the invention is basically an operation of seeding the most disadvantaged regions of the liquid well, with small equiaxial crystals coming from richer regions located at the bottom of the well.
- liquid metal does not have a role here by itself but rather as a vehicle for collecting and transporting solidification germs. Incidentally, it is true, this movement of liquid mass between the bottom of the solidification well and higher regions makes it possible to mix a hot metal with a cooler metal and therefore to homogenize the temperature, which in particular has the effect of reducing the overheating of the upper regions, therefore, to facilitate the growth of the solidification germs which are brought there.
- the electromagnetic stirring in question here consists in subjecting the cast product to the action of a mobile magnetic field, which gives rise in liquid metal to convection movements directed and oriented in the direction of propagation. of the field.
- the mobile magnetic field constitutes for its part a privileged tool for setting work since it allows the control of the brewing itself, by conferring on the user the control of the drive of the metal, therefore the control of the convection movements which he wishes to develop there.
- the poured metal already solidified is designated by 1, 2 the liquid well in the course of solidification, 3 the solidification front without distinguishing that relating to the large faces of the slab from that relating on the small faces, 4 the bottom of the solidification well at 5 the pouring axis which moreover merges with the axis of the slab.
- X indicates the number of the figure which shows them for the first time.
- V B vector Velocity of the magnetic induction field B
- liquid metal well is shown in the figures by way of illustration without it being possible to assume quantitatively the actual relationships existing between the metallurgical height and the transverse dimensions of the cast product.
- the bottom of the solidification well is in the form of a narrow and deep valley oriented parallel to the plane of the large faces and of which the slopes are formed. by the solidification fronts relating to these large faces.
- the closure of the well that is to say the end of solidification, then occurs by gradual approximation of the two slopes, with no significant contribution from the solidification fronts of the small faces, unlike less asymmetrical formats, such as round or square , in which complete solidification results from an equivalent and simultaneous progression of the entire periphery.
- the ascent of the liquid metal from the bottom of the solidification well can be obtained by putting the metal into circulation, which can have several different configurations:
- this method of mixing is essentially characterized by predominantly vertical movements, occurring over the entire width of the solidification well 2.
- the movements create a rising circulation 16 along a solidification front of large face followed by a downward circulation 17 symmetrical on the opposite slope.
- the assembly is in the form of a sheet closed on itself, occupying the entire width of the liquid well 2, and rotating around its axis, perpendicular to the pouring axis 5, each current loop defining a movement plane parallel to the small faces of the slab.
- the driving zone as it was defined previously, can be either the upward or downward part of the sheet.
- such a movement is obtained by means of a sliding magnetic field whose direction of propagation B is vertical and which acts over the entire width of the solidification well 2
- the mean direction of the field lines is preferably perpendicular to the plane of the large faces of the slab.
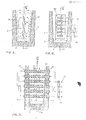
- Such a magnetic field can be created by polyphase static inductors of known type, two examples of which are given here with reference to the following figures: a one-piece inductor 21 placed behind the support rollers 22 (FIGS. 2 and 3), or an inductive assembly 41 constituted by the functional association of several identical unit inductors structurally independent of each other, and each placed inside of the tubular support rollers 43 (FIGS. 4, 5, 6 and 7).
- the one-piece inductor 21 of Figures 2 or 3 has a structure similar to that of a linear induction motor stator. It consists of a flat cylinder head 23 made of laminated sheets having, on its face facing the cast product, notches parallel to each other and perpendicular to the plane of the sheets.
- These notches are occupied by electrical conductors 24, generally copper bars.
- the inductor is arranged, in accordance with the invention, facing one of the large faces of the slab and so that the conductive bars 24 are perpendicular to the casting axis 5. As shown in FIG. 3, these bars are connected together in pairs in series so that the electric current flows there in opposite directions.
- Each bar is spaced from its partner by a number of notches equal to the number of phases of the power supply so as to constitute overall a well known nested type winding.
- connection box 20 a polyphase, for example three-phase power supply, symbolically represented at 25 in the figures, by the three phases R, S, T and the neutral N, so as to generate a magnetic field sliding vertically along the axis 5.
- a polyphase for example three-phase power supply, symbolically represented at 25 in the figures, by the three phases R, S, T and the neutral N, so as to generate a magnetic field sliding vertically along the axis 5.
- this inductor is, as clearly shown in FIG. 3, that the length of the bars 24 is at least equal to the width of the solidification well 2, so that the magnetic field produced acts well over the entire width. It should be noted that, in order not to overload the figure, the support rollers have not been shown. The electromagnetic action at a point weakening with the distance from this point to the inductor, the "driving area" within the liquid metal, as defined in the previous lines, is of course the most next to the inductor.
- the mixing mode of Figure 2 is obtained by a propagation V B of the field oriented from bottom to top.
- This direction of propagation is achieved by means of the connection mode of the inductor 21 to the power supply 25 as shown diagrammatically in FIG. 3.
- the letter R, S or T representative of the phase to which it is connected, and possibly surmounted by a line R, S and T indicating the relative direction of the electric current flowing through it.
- the bars marked R and R constitute a pair mounted in series, connected to the phase R of the supply and are respectively traversed by the same current flowing in opposite directions, for example from left to right for the R bar and from right to left for the R bar.
- the mode of circulation of the liquid metal illustrated in FIG. 2 is reversible, which can be obtained either by placing the inductor 21 facing the other large face of the slab while retaining the same direction of propagation of the field, or more simply by reversing the direction of sliding of the magnetic field without modifying the location of the inductor, by inversion of two phases of the electrical supply.
- Figure 8 schematically translating on a circle the three phases R, S, T of the power supply offset from each other by 120 °, as well as their "inverses".
- R, S, T, by rotating vectors constitutes a convenient means for quickly finding, from a given connection mode of the inductor, the sliding direction of the magnetic field which it creates.
- the method of stirring the metal of FIG. 2 can also be obtained by placing the inductor 21 opposite the other face of the slab and by reversing the direction of sliding of the field there. In this case, it is well understood, it is the descending part 17 of the ply which is driving.
- zones 16 and 17 are both driving, one ascending, the other descending. To do this, it suffices to complete the system with a second inductor arranged symmetrically with the first, facing the other large face of the slab and creating a sliding magnetic field in an opposite direction.
- the direction of sliding of the field is the same on the two inductors, in which case a recirculation zone is created in the center of the liquid well which separates the two direct drive motor zones of the same direction, located along each of the fronts of solidification of the large faces.
- the induction device 41 is this time constituted by the association of several identical elementary inducing units 42, for example six in number and each placed inside a tubular support roller 43.
- each inductor unit consists of coils 44 arranged side by side, one after the other, around a common horizontal axis so as to cover all of the width of the orame.
- Figures 5, 6, and 7 respectively show three possible variants of implementation.
- only six coils have been shown per inductor unit.
- the coils belonging to the same inductor unit can be mounted in parallel or in 3 ie.
- the reversal of the electric current direction between two coils can be carried out, as it is, by inversion, either of the winding direction of the windings, scit du of connection.
- a system ar ogue is thus constructed with a plurality of inductors with sliding field, each consisting of a vertical succession of coils, does not change: as before, each inductor unit 42 is connected to a single phase of the power supply.
- the mounting of the coils belonging to the same inductor unit does not change either: it is such that the electric current flows in opposite directions in two immediately adjacent coils.
- the only difference is the relative mounting of coils of the same rank on separate inductor units so that the electric current now flows in the same direction.
- the third variant is illustrated in FIG. 7.
- inductor units 42 connected to the same phase of the power supply 25 can either be connected in series, as shown in the figures, or in parallel.
- planar movements being all the more easy as the available surface is more important, it is understood that, taking into account the format of the cast product, this mode of mixing, whose circulation loops occupy the half-width of the well, is more advantageous than the preceding stirring modes, the loops of which close according to the thickness of the liquid well.
- the vertical driving zone 96 rising in the case of the figure, can be obtained by means of a magnetic field sliding vertically but whose action remains this time localized in the central region of the well.
- FIGS. 10 and II below show two exemplary embodiments of the means for producing such a field.
- the first example (FIG. 10) consists in using a monobloc inductor 101, the structure, the arrangement of which on the casting machine, and the implementation are identical to those of the inductor of FIG. 3, but the dimensions transverse are reduced so as to limit its action to the central region of the liquid well 2.
- the second example, illustrated in FIG. 11, takes up the principle of the inductor 41 made up of several elementary inductive units 42 arranged inside the support rollers 43.
- a system similar to those described above is then produced but which is distinguishes, as can be seen, from the fact that only the coils 44 located opposite the central region of the liquid well 2 are activated on each inductor unit 42.
- the assembly of the coils can be interchanged any of the three variants described above and illustrated respectively in FIGS. 5, 6 and 7.
- planar movements parallel to the plane of the large faces consists in this time of creating two vertical driving zones each located opposite the solidification fronts of the small faces of the product.
- these two motor zones are reverse, a simple circulatory regime is established and well organized around a perperdicular axis with large faces and by the median axis 5 (figure 1).
- the median axis 5 (figure 1).
- movements become more complicated if the motor areas are brought together axis 5, because it creates recirculation zones 127 and confined in the narrow regions located between a motor zone and the solidification front of the smallest nearest face.
- Such a drive mode can be obtained, as shown in the following two figures (13 and 14), by means of vertically sliding magnetic fields, produced by inductors arranged facing at least one large face of the slab and placed laterally on both sides d. the axis of casting.
- These inductors can be of the "monobloc" type ref. 131 and 131 ') therefore arranged behind the support rollers, completely analogous to the inductor shown in the but connected, as shown in figure 13, to the power supply 25 to create two vertically sliding magnetic fields oriented in opposite directions.
- inductors can also be formed by the units 42 previously described, in which case, as shown in the only a few coils 44 per unit 42 will be activated, arranged tively outside and on either side of the central region of the liquid well 2. big face.
- another configuration of the movements of circulation of the liquid metal capable of ensuring the transport of the crystals between the bottom of the liquid well and the higher regions, consists in creating, as shown in FIG. 16, a motor zone 166 parallel to the large faces of the product, directed obliquely and oriented from the bottom up. There is thus formed on either side of the motor zone 166, a lower recirculation zone 167 and an upper recirculation zone 168.
- the crystals coming from the lower region 167 penetrate through the lower end of the direct drive zone 166 and exit from it by the upper end, taking the easiest path, that is to say by engaging in the upper region 168.
- the from S passing from the half loop opposite without having to operate a abrupt change of direction.
- the desirable orientation for the motor area would be horizontal, as is customary.
- this increasing inclination correlatively disadvantages the possibilities of material exchange between the bottom of the well and the higher levels and therefore goes against the desired result.
- This compromise is characterized by a metal entrainment parallel to the large faces and whose direction of propagation has a non-zero angle with the horizontal, and preferably between around 30 and 60 °.
- the direction of metal drive can no longer be reversible, as in the previous brewing modes, but necessarily oriented from bottom to top.
- the system remains symmetrical with respect to the casting axis 5 as regards the direction of the drive.
- the first variant is produced, in accordance with FIG. 17 by means of a one-piece inductor 171, similar in all points to the inductor shown in FIG. 10, except as regards its inclined orientation relative to the casting axis 5.
- the advantage of this variant lies essentially in the fact that the inductor being independent of the constituent members of the casting machine, it can be given the best inclination 1. 3 .
- each unit 42 has a functional autonomy and creates a horizontally sliding magnetic field along the generators of the rollers. To do this, each unit 42 is no longer, as in the previous cases, connected to a single phase of the power supply 25, but to the three phases simultaneously and the internal wiring of the coils 44, as well as the winding directions. , are carried out according to the scheme of usual practice.
- the system according to the invention is however characterized by the fact that the inducing units have a phase shift between them, so that a succession of coils of the same rank, taken one after the other on units different, constitutes, as in the case of FIGS. 5 and 6, an inductor with a magnetic field sliding vertically from bottom to top
- the combined effect of the horizontal displacement field with the vertically moving field V B identifies with the effect of a single field propagating obliquely according to their result
- the actual position of the inductor over the metallurgical height is not limited to that visible in the figures. The user can act on this position so that the movements caused reach the immediate vicinity of the bottom of the solidification well.
- the setting in motion of the liquid metal at the bottom of the well depends not only on the height position of the inductor but also on its power, electreomagnetic on metal.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
Abstract
Description
- La présente invention a trait à la coulée continue des métaux en fusion, notamment de l'acier. Elle se rapporte plus précisément aux opérations de brassage du métal liquide, en cours de solidification dans l'étage du refroidissement secondaire de la machine de coulée, afin d'améliorer la qualité métallurgique du produit obtenu. L'invention concerne en particulier la coulée de produits de section allongée, par exemple les brames.
- On sait que la coulée continue des métaux consiste essentiellement à verser de façon régulière et ininterrompue le métal en fusion dans un récipient sans fond énergiquement refroidi, appelé lingotière, à la base duquel on retire, de façon également continue, une barre à l'aide de moyens de guidage et d'extraction appropriés. La solidification progressive du produit depuis sa périphérie, s'effectue initialement en lingotière et se poursuit en-dessous de celle-ci, généralement sous l'effet de jets d'eau de refroidissement, jusqu'à solidification complète. La zone de refroidissement située en aval de la lingotière est habituellement dénommée : "étage de refroidissement secondaire".
- Au cours de la coulée, la partie intérieure liquide du produit se présente donc sensiblement sous la forme d'un cône dont la base correspond à la surface libre du métal en lingotière et dont le sommet se situe à la sortie de l'étage de refroidissement secondaire. On a coutume de désigner ce cône par l'expression "puits liquide" ou "puits de solidification", et la distance séparant la base du sommet par "hauteur métallurgique".
- On sait que la coulée continue avec brassage du métal liquide en cours de solidification présente, par rapport à la coulée continue classique, l'avantage d'améliorer la qualité métallurgique des produits obtenus, puisqu'elle influe favorablement sur la propreté inclusionnaire et/ou sur la structure de solidification. A cet égard, il a été constaté que la mise en mouvement du métal liquide favorise la formation et le développement de la zone centrale de solidification de type "équiaxe" au détriment de la zone périphérique de solidification dendritique, dite de type "basaltique". Les résultats métallurgiques obtenus se caractérisent notamment par une réduction de la porosité centrale du produit et une diminution des macrosé- grégations en éléments d'alliage.
- Il est connu de mener les opérations de brassage en entraînant le métal liquide soit en rotation autour de l'axe de coulée, soit en translation, le choix du type d'entraînement dépendant de l'endroit sur 1.a hauteur métallurgique où l'on souhaite brasser (lingotière ou étage de refroidissement secondaire) ainsi que du format du produit coulé.
- Ainsi, le brassage dans l'étage de refroidissement secondaire d'une machine de coulée continue de produits à format allongé, tels que les brames, peut-il s'effectuer en entraînant le métal liquide dans un mouvement de translation horizontal, c'est-à-dire dirigé perpendiculairement à l'axe de coulée et se propageant d'une petite face du produit à l'autre. (Brevet français n° 2.068.803, brevet anglais n° 1.405.312, brevet allemand n° 2.401.145). Ce brassage peut également consister en un entraînement vertical du métal en fusion étendu sur toute la largeur du produit coulé (Brevet allemand n° 2.720.391) ou sur son périmètre (Brevets français n° 2.085.261 et n° 2.104.863).
- Face à une telle situation, le demandeur s'est posé la question de savoir si l'amélioration de qualité métallurgique, consécutive à une proportion accrue de structure de solidification équiaxe, était due au brassage en tant que tel, auquel cas on peut estimer que ce moyen est utilisé au mieux de ses capacités, ou si cette amélioration dépendait quantitativement du type d'entraînement du métal, c'est-à-dire des caractéristiques directionnelles des mouvements de convection forcée que l'on crée au sein de la masse en fusion, ou de son extension à la plus grande partie du produit.
- L'étude et l'expérience ont permis au demandeur de répondre à ces questions et ainsi de réaliser la présente invention dont le but, par rapport aux procédés connus, est d'améliorer encore la qualité métallurgique des produits obtenus grâce à une action plus efficace du brassage sur leur structure de solidification.
- A cet effet, l'invention a pour objet un procédé de coulée continue des métaux en fusion, notamment de l'acier, pour l'obtention de produits de section allongée, tels que des brames, procédé selon lequel au sommet le métal en fusion en cours de solidification dans l'étage du refroidissement secondaire de la machine de coulée, a une action de brassage s'exerçant au moins au voisinage de l'extrémité inférieure du puits de solidification, on effectue ce brassage en entraînant le métal suivant une direction ayant au moins une composante verticale, procédé caractérisé en ce que l'entraînement du métal en fusion est localisé sur une partie du périmètre du produit coulé.
- Comme on le comprend, la présente invention consiste donc, dans ses caractéristiques essentielles, à favoriser les échanges verticaux de matière en fusion, donc de stimuler une remontée du métal liquide depuis le bas du puits de solidification, de façon plus efficace que par les procédés précédemment évoqués. Ces u en réalisant un entraînement horizontal du métal liquide parallèle aux grandes faces, favorisent certes un échange de matière entre les régions localisées à un même niveau respectivement au voisinage de l'une et de l'autre des petites faces mais ne sont guère appropriés à permettre un échange entre des régions superposées. En effets. comme l'indique le brevet français n° 2.068.803 déjà cité, la carte des vitesses des mouvements dans un plan parallèle aux grandes faces du produit laisse apparaitre un couloir horizontal d'entraînement moteur, c'est-à-dire soumis directement à l'action du champ magnétique et qui, de ce fait, peut être qualifié de "zone motrice" ou "zone de circulation" par opposition aux deux régions plus diffusas de recirculation qui s'établissent nécéssaire- ment pour assurer le retour du métal, de part et d'autre du couloir central, selon une forme rappelant celle d'ailes de papillon. Une telle configuration, si elle procure un brassage de la masse liquide localisée respectivement dans l'une et l'autre des régions précitées, n'est guère appropriée à assurer un brassage de ces deux régions entre elles, donc en particulier la remontée du métal de la région la plus basse à la région supë- rieure, puisqu'il faudrait pour cela imposer au métal un changement brutal de recirculation à la sortie du couloir central.
- D'autre part, par rapport aux procédés utilisant un brassage vertical connu, l'invention permet de localiser exactement où on le désire, l'action des champs électromagnétiques et donc d'obtenir le résultat souhaité.
- A première vue, il peut paraître surprenant que le simple fait de favoriser la remontée du métal depuis la région du fond du puit de solidification suffise à promouvoir la formation d'une large zone de structure de solidification équiaxe au sein du produit obtenu par coulée continue.
- La longue expérience du demandeur ainsi que ses études récentes sur les mécanismes de solidification des produits de coulée continue lui ont permis de dégager les conclusions qui suivent :
- Une première observation est que plus tôt commence la solidificatior équiaxe, plus importante est sa proportion dans le produit brut de coulée, Autrement dit, dans le cas de la coulée continue, cette proportion sera d'autant plus substantielle que la naissance "équiaxe" a lieu plus haut su la hauteur métallurgique.
- La seconde observation est que l'initiation et le développement d'une structure de solidification de type à uiaxe est favorisée, d'une part par une faible surchauffe du bain métallique d'autre part par la présence. sein de la masse en fusion de germes de solidification. Ces germes peuvent être notamment de petits cristaux qui forment dans le bain proviennent plus généralement de têtes de dendrites cassées par les mouvements de convection de l'acier liquide contre le front de solidification. Or il est connu que le fond du puits de solidification est une région particulièrement riche en petits cristaux "équiaxes", soit qu'ils se forment en cet endroit car les conditions y sont plus favorables qu'ailleurs, soit qu'ils y descendent par gravité.
- L'idée à la base de la présente invention consiste donc à aller chercher ces petits cristaux accumulés au fond du puits, et disponibles en grande quantité et à les transporter à des niveaux plus élevés de la hauteur métallurgique où l'on souhaite voir s'interrompre une croissance basaltique au profit d'une structure équiaxe.
- On comprend donc que l'invention est fondamentalement une opération d'ensemencement des régions du puits liquide les plus défavorisées, par des petits cristaux équiaxes en provenance de régions plus riches situées au fond du puits.
- Il est apparu au demandeur que l'un des moyens les mieux adaptés pour effectuer le transport des cristaux était le métal liquide lui-même pour peu qu'on lui confère, comme l'enseigne la présente invention des mouvements de convection appropriés.
- Il doit donc être bien compris que le métal liquide n'a pas tant ici un rôle par lui-même mais plutôt en tant que véhicule de ramassage et de transport des germes de solidification. Accessoirement, il est vrai, ce mouvement de masse liquide entre le bas du puits de solidification et des régions plus élevées permet de mélanger un métal chaud avec un métal plus froid donc d'homogénéiser la température, ce qui a notamment pour effet de réduire la surchauffe des régions supérieures, donc, de faciliter la croissance des germes de solidification qui y sont apportés.
- Différents moyens pour entraîner le métal liquide dans le puits de solidification ont déjà été envisagés, au moins dans la littérature, parmi lesquels les moyens de nature électromagnétique semblent désormais devoir s'imposer dans la pratique.
- On rappelle pour mémoire que le brassage électromagnétique dont il est question ici consiste à soumettre le produit coulé à l'action d'un champ magnétique mobile, qui donne naissance dans le métal liquide à des mouvements de convection dirigés et orientés dans le sens de propagation du champ.
- Il apparait ainsi que, si le brassage du métal est un moyen efficace de contrôle de la structure de solidification du produit coulé, le champ magnétique mobile constitue pour sa part un outil privilégié de mise en oeuvre puisqu'il permet le contrôle du brassage lui-même, en conférant à l'utilisateur la commande de l'entraînement du métal, donc la maîtrise des mouvements de convection qu'il souhaite y développer.
- Dans le domaine de la coulée continue de produits à section droite dc: forme allongée, tels que des brames d'acier, des techniques assez récentes pour entraîner le métal liquide dans un mouvement de translation horizontal parallèle au plan des grandes faces consistent à soumettre le produit à l'action d'un champ magnétique glissant dont les caractéristiques directionnelles sont en tout point identiques à celles de l'entraînement direct du métal liquide que l'on veut provoquer. Un tel champ est généralement créé par un inducteur statique polyphasé, de conception similaire à celle d'un stator de moteur linéaire à induction et disposé soit derrière les rouleaux servant au guidage et à l'extraction de la brame, soit dans l'espace disponible entre deux rouleaux consécutifs (Brevet français n° 2.185.468) soit en substitution d'un ou plusieurs rouleaux (Brevet français n° 2.068.803 déjà cité) soit_encore à l'intérieur même d'un ou plusieurs rouleaux, rendus tubulaires à cette fin (Brevet anglais n° 1.405.312 déjà cité).
- Ce sont des dispositifs de ce type, dont on trouvera une description détaillée de leur structure dans les documents précités, qui peuvent être utilisés avec profit pour la mise en oeuvre de la présente invention.
- Toutefois, leur application doit bien entendu être adaptée en fonction de l'entraînement du métal liquide que l'on cherche à réaliser, conformément aux caractéristiques de la présente invention.
- Cette dernière sera bien comprise et d'autres aspects et avantages ressortiront plus clairement au vu de la description qui suit donnée en référence aux planches de dessins annexées sur lesquelles :
- - les figures 1, 9, 12, 15 et 16 montrent, en coupe longitudinale parallèle aux grandes faces, respectivement quatre variantes possibles du mode de brassage conforme à l'invention, dans la région du fond du puits solidification d'une brame coulée en continu,
- - les figures 2 et 4 représentent le mode de brassage de la figure vu en coupe axiale parallèle aux petites faces de la brame et montrent chacune respectivement une variante de réalisation d'un inducteur

- - la figure 3 montre l'inducteur de la figure 2 vu de face,
- - les figures 5, 6 et 7 montrent l'inducteur de la figure 4 vu de face et illustrent chacune respectivement une variante d'utilisation de l'indu- teur appropriée à procurer le mode de brassage des figures 1 et 4,
- - la figure 8 est une représentation commode des trois phases k, S,d'une alimentation électrique triphasée alternative, ainsi que de leurs inverses respectifs R, S, T, 7

- - les figures 10 et Il montrent chacune, vue de face, une variante de réalisation d'un inducteur pour obtenir le mode de brassage illustré sur la figure 9,
- - les figures 13 et 14 montrent, chacune, vu de face, une variante de réalisation d'un inducteur pour obtenir le mode de brassage illustré sur la figure 12,
- - les figures 17 et 18 montrent, chacune, vu de face, une variante de réalisation d'un inducteur pour obtenir le mode de brassage illustré sur la figure 16,
- - la figure 19 montre une réalisation de l'inducteur équivalente à celle de la figure 18.
- Toutes les figures sont des schémas dépouillés au maximum de manière à faire mieux ressortir l'essentiel utile à la bonne compréhension des moyens de l'invention.
- Sur toutes les figures montrant la brame en cours de solidification, on a désigné par 1 le métal coulé déjà solidifié, 2 le puits liquide en cours de solidification, 3 le front de solidification sans distinguer celui relatif aux grandes faces de la brame de celui relatif aux petites faces, 4 le fond du puits de solidification en 5 l'axe de coulée qui se confond d'ailleurs avec l'axe de la brame.
- Sur les figures illustrant un mode de brassage, les boucles de circulation du métal liquide sont représentées par des lignes fléchées en trait discontinu de faible épaisseur. On a distingué dans ces boucles, la zone motrice, référencée X6 de la ou des zones de recirculation, référencées X7, X8 ..... selon leur nombre, où X désigne le numéro de la figure qui les représente.
- Lorsque plusieurs figures représentent les mêmes boucles, X désigne le numéro de la figure qui les montre pour la première fois.
- Le même principe de notation a été adopté pour les autres éléments représentés.
- A l'exclusion de la figure 8, toutes les figures indiquent le sens du déplacement du champ magnétique glissant par des droites fléchées en traits continus de faible épaisseur, désignés par la notation VB (vecteur Vitesse du champ d'induction magnétique B).
- Il doit être compris que le puits de métal liquide se trouve représenté sur les figures à titre d'illustration sans qu'il puisse être présumé quantitativement des rapports réels existants entre la hauteur métallurgique et les dimensions transversales du produit coulé.
- Il est à noter que, dans le cas des formats à section allongée tels que les brames, le fond du puits de solidification se présente sous la forme d'une vallée étroite et profonde orientée parallèlement au plan des grandes faces et dont les versants sont constitués par les fronts de solidification relatifs à ces grandes faces. La fermeture du puits, c'est-à-dira la fin de la solidification intervient alors par rapprochement progressif des deux versants, sans contribution sensible des fronts de solidification des petites faces, contrairement aux formats moins dissymétriques, tels que les ronds ou les carrés, dans lesquels la solidification complète résulte d'une progression équivalente et simultanée de toute la périphérie.
- Conformément à l'invention, la remontée du métal liquide depuis le fond du puits de solidification peut être obtenue par une mise en circulation du métal pouvant présenter plusieurs configurations différentes :
- L'une d'entre elles est illustrée sur la figure 1, vue de face, et sur les figures 2 ou 4, vue de profil, c'est-à-dire parallèlement au plan des petites faces de la brame. Comme on le voit, ce mode de brassage se caractérise essentiellement par des mouvements à dominante verticale, se produisant sur toute la largeur du puits de solidification 2. Les mouvements créent une circulation remontante 16 le long d'un front de solidification d'une grande face suivie d'une circulation descendante 17 symétrique sur le versant opposé. L'ensemble se présente sous la forme d'une nappe refermée sur elle-même, occupant toute la largeur du puits liquide 2, et tournant autour de son axe, perpendiculaire à l'axe de coulée 5, chaque boucle de courant définissant un mouvement plan parallèle aux petites faces de la brame.
- Il est à noter que la zone motrice, telle qu'elle a été définie précédemment, peut être indifféremment la partie remontante ou descendante de la nappe.
- Un tel mouvement est obtenu, selon un autre aspect de l'invention, au moyen d'un champ magnétique glissant dont la direction de propagationB est verticale et qui agit sur toute la largeur du puits de solidification 2

- La direction moyenne des lignes de champ est de préférence perpendiculaire au plan des grandes faces de la brame.
- Un tel champ magnétique peut être créé par des inducteurs statiques polyphasés de type connu dont deux exemples sont donnés ici en référence aux figures suivantes : un inducteur monobloc 21 placé derrière les rouleaux de soutien 22 (figure 2 et 3), ou un ensemble inductif 41 constitué par l'association fonctionnelle de plusieurs inducteurs unitaires identiquesstructurellement indépendants les uns des autres, et placés chacun à l'inté- rieur des rouleaux de soutien tubulaires 43 (figure 4, 5, 6 et 7). On rappelle que l'inducteur monobloc 21 des figures 2 ou 3 présente une structure similaire à celle d'un stator de moteur linéaire à induction. Il est constitué par une culasse plane 23 en tôles feuilletées présentant, sur sa face tournée vers le produit coulé, des encoches parallèles entre elles et perpendiculaires au plan des tôles. Ces encoches sont occupées par des conducteurs électriques 24, généralement des barres de cuivre. L'inducteur est disposé, conformément à l'invention, en regard de l'une des grandes faces de la brame et de manière que les barres conductrices 24 soient perpendiculaires à l'axe de coulée 5. Comme le montre la figure 3, ces barres sont reliées entre elles par paires en série de sorte que le courant électrique y circule dans des sens opposés. Chaque barre est distante de sa partenaire d'un nombre d'encoches égal au nombre de phases de l'alimentation électrique de manière à constituer globalement un enroulement de type imbriqué bien connu.

- Ces barres sont reliées, de façon également connue, par l'intérmédiai- re d'une boîte de connexion 20, à une alimentation électrique polyphasée, par exemple triphasée, représentée symboliquement en 25 sur les figures, par les trois phases R, S, T et le neutre N, de manière à générer un champ magnétique glissant verticalement le long de l'axe 5.
- L'une des caractéristiques de cet inducteur est, comme le montre clairement la figure 3, que la longueur des barres 24 est au moins égale à la largeur du puits de solidification 2, afin que le champ magnétique produit agisse bien sur toute la largeur. Il est à noter que, pour ne pas surcharger la figure, les rouleaux de soutien n'ont pas été représentés. L'action électromagnétique en un point s'affaiblissant avec la distance de ce point à l'inducteur, la "zone motrice" au sein du métal liquide, telle qu'elle a été définie dans les lignes précédentes, est bien entendu celle la plus voisine de l'inducteur.
- De ce fait, le mode de brassage de la figure 2 est obtenu par une propagation VB du champ orientée de bas en haut. Ce sens de propagation est réalisé grâce au mode de connexion de l'inducteur 21 à l'alimentation électrique 25 tel qu'il est schématiquement montré sur la figure 3. De plus, on a porté sur chaque barre 24 la lettre R, S ou T représentative de la phase à laquelle elle est reliée, et éventuellement surmontée d'un trait R, S et T indiquant le sens relatif du courant électrique qui la traverse. Ainsi les barres marquées R et R constituent une paire montée en série, reliée à la phase R de l'alimentation et sont respectivement parcourues par le même courant circulant en sens opposés, par exemple de gauche à droite pour la barre R et de droite à gauche pour la barre R.
- Il est à noter que le mode de circulation du métal liquide illustré sur la figure 2 est réversible, ce qui peut être obtenu soit en disposant l'inducteur 21 en regard de l'autre grande face de la brame tout en conservant le même sens de propagation du champ, soit plus simplement en inversant le sens de glissement du champ magnétique sans modifier l'emplacement de l'inducteur, par inversion de deux phases de l'alimentation électrique. A cet égard, la figure 8, traduisant schématiquement sur un cercle les trois phases R, S, T de l'alimentation électrique décalées les unes des autres de 120°, ainsi que leurs "inverses". R, S, T, par des vecteurs tournants, constitue un moyen commode pour retrouver rapidement, à partir d'un mode de connexion donné de l'inducteur, le sens de glissement du champ magnétique qu'il crée. Il suffit pour cela de se souvenir que le champ progresse comme le maximum de tension de chaque phase, à savoir dans le sens R → S → T → R ... c'est-à-dire, comme le montre la flèche de la figure, dans le sens contraire du sens trigonométrique.
- Il est à noter également que le mode de brassage du métal de la figure 2 peut être encore obtenu en plaçant l'inducteur 21 en regard de l'autre face de la brame et en y inversant le sens de glissement du champ. Dans ce cas, on le comprend bien, c'est la partie descendante 17 de la nappe qui est motrice.
- Il est possible également que les zones 16 et 17 soient toutes les deux motrices, l'une remontante, l'autre descendante. Il suffit pour cela de compléter le système par un second inducteur disposé symétriquement au premier, en regard de l'autre grande face de la brame et créant un champ magnétique glissant dans un sens opposé.
- Il peut encore être envisagé que le sens de glissement du champ soit le même sur les deux inducteurs, auquel cas il se crée une zone de recirculation dans le centre du puits liquide qui sépare les deux zones motrices d'entraînement direct de même sens, localisées le long de chacun des fronts de solidification des grandes faces.
- En se reportant à présent à la figure 4, on voit que le dispositif à induction 41 est cette fois constitué par l'association de plusieurs unités inductrices élémentaires identiques 42, par exemple au nombre de six et placées chacune à l'intérieur d'un rouleau de soutien 43 tubulaire.
- La technologie de chaque unité inductrice est connue et décrite en détail dans le brevet anglais n° 1.405.312 déjà cité. On rappelle qu'elle est constituée de bobines 44 disposées côte à côte, les unes à la suite des autres, autour d'un axe commun horizontal de manière à couvrir la totalité de la largeur de la orame.
- Dans la pratique habituelle, le montage des l.bines ainsi que leur connexion à une alimentation électrique polyphasée sont réalisés de manière à créer un champ. magnétique glissant horizontaleme:t selon les génératrices du rouleau en se propageant d'une bobine à la suivante. Ici, il s'agit de créer un champ magnétique glissant, non plus horizontalement, mais verticalement d'une unité inductrice à la suivante, et dont l'action se manifeste uniformément sur toute la largeur du puits liquida 2.
- A cet égard, les figures 5, 6, et 7 montrent respectivement trois variantes possibles de mise en oeuvre. Afin d'exposer clairement les moyens de l'invention tout en évitant de surcharger le figures, six bobines seulement ont été représentées par unité inductrice.
- Comme précédemment (figures 2 et 3) on afecte à chaque bobine une lettre indiquant à la fois la phase à laquell. elle est connectée ainsi que le sens relatif de circulation du courant életrique.
- Une première variante; illustrée sur la igure 5, consiste :
- - à connecter chaque unité inductrice 42 une phase unique de l'alimentation électrique 25,
- - à réaliser le montage des bobines 44 manière que le courant électrique circule dans des sens opposés dan deux bobines immédiatement voisines appartenant à une même unité inductice ainsi que dans deux bobines de même rang, appartenant chacune resp.ivement à des unités inductrices 42 distinctes et inmiédiatement voisine
- Il est à noter que les bobines appartiant à une même unité inductrice peuvent être montées en parallèle ou en 3 ie.
- Par ailleurs, l'inversion du sens courant électrique entre deux bobines peut être réalisée, comme on le it, par inversion, soit du sens d'enroulement des bobinages, scit dude connexion.

- Ainsi, si on respecte le montage d; bobines et le mode de connexion de l'inducteur tels que le montre la figure 5, on crée un champ magnétique glissant verticalement de bas en haut, arallèlement à l'axe de coulée 5, et qui se propage d'une bobine donnée ir une unité inductrice à son homologue de même rang sur l'unité inductrice suivante, et ainsi de suite.
- On construit ainsi un système ar ogue à une pluralité d'inducteurs à champ glissant, constitués chacun pne succession verticale de bobines,ne change pas : comme précédement, chaque unité inductrice 42 est connectée à une seule phase de l'alimentation.

- Le montage des bobines appartenant à une même unité inductrice ne change pas non plus : il est tel que le courant électrique circule dans des sens opposés dans deux bobines immédiatement voisines. Seul change le montage relatif des bobines de même rang sur des unités inductrices distinctes de sorte qu'à présent le courant électrique y circule dans le mêmesens.
- Il en résulte la disparition d'un champ magnétique glissant verticalement. Toutefois, si l'on observe plus attentivement la figure 6, on constate qu'il se crée cette fois deux champs magnétiques glissant obliquement selon des directions symétriques, par rapport à l'axe de coulée 5, l'un se propageant de la bobine de rang'i (compte par exemple de gauche à droite) sur une unité inductrice à la bobine de rang i + 1 sur l'unité suivante, l'autre de la bobine i à la bobine i - 1. On comprend sans diffi- culte que ce système est équivalent au premier, car le métal liquide est soumis à un effet électromagnétique global identique à l'effet que produirait sur lui un champ glissant unique se propageant selon la résultante de ces deux champs, laquelle, pour des raisons de symétrie, est bien orientée verticalement.
- La troisième variante est illustrée sur la figure 7.
- Là encore le mode de connexion de l'inducteur 41 à l'alimentation électrique 25 n'a pas varié. N'est pas modifié non plus, par rapport à la variante de la figure 5, le montage relatif des bobines 44 de même rang sur des unités inductrices 42 distinctes : il est tel que le courant y circula dans des sens opposés. Par contre, le montage des bobines 44 appartenant une même unité inductrice a cette fois été modifié de manière que le courant. circule dans le même sens dans deux bobines immédiatement voisines. Ce qui revient à dire que chaque unité inductrice 42 se comporte globalement comm- un simple solénoïde.
- On voit clairement sur la figure 7 que l'effet d'un tel système correspond à la superposition des effets obtenus par les deux systèmes précédente représentés respectivement sur les figures 5 et 6, en créant un champ magnétique glissant verticalement et deux champs magnétiques glissant obliquement, selon des directions symétriques par rapport à la verticale tous trois étant orientés dans le même sens.
- Il est rappelé que les unités inductrices 42 reliées à une même phase de l'alimentation électrique 25 peuvent indifféremment être montées en série, comme le montrent les figures, ou en parallèle.
- Conformément à l'invention; une autre configurationmouvements de convention du métal, appropriés à favoriser les échanges de matières entre Le fond du puits 2 et les régions plus élevées, consiste à créer une zone motrice verticale sur une grande face du produit qui soit non plus uniformement étendue sur la largeur du puits mais limitée à une portion déterminée.

- De nombreuses réalisations du mode de brassage sont possibles :
- L'une d'entre elles est illustrée sur la figure 9. La carte des vitesses montre une zone motrice verticale 96 localisée au milieu d'une grande face, suivie de deux zones de recirculation 97 et 98 le long du front de solidification de chacune des petites faces, ces deux zones étant disposées symétriquement de part et d'autre de la zone centrale d'entraînement direct. Il se crée ainsi, contrairement aux modes de brassage précédemment décrits, des mouvements circulatoires se bouclant dans des plans parallèles aux grandes faces.
- L'organisation de mouvements plans étant d'autant plus aisée que la surface disponible est plus importante, on comprend que, compte tenu du format du produit coulé, ce mode de brassage, dont les boucles de circulation occupent la demi-largeur du puits, est plus avantageux que les modes de brassage précédents dont les boucles se referment selon l'épaisseur du puits liquide.
- La zone motrice verticale 96, remontante dans le cas de la figure, peut être obtenue au moyen d'un champ magnétique glissant verticalement mais dont l'action demeure cette fois localisée dans la région-centrale du puits.
- Les figures 10 et Il suivantes montrent deux exemples de réalisation des moyens pour produire un tel champ.
- Le premier exemple (figure 10) consiste à utiliser un inducteur monobloc 101, dont la structure, la disposition sur la machine de coulée, ainsi que la mise en oeuvre sont identiques à celles de l'inducteur de la figure 3, mais dont les dimensions transversales sont réduites de manière à limiter son action à la région centrale du puits liquide 2.
- Le second exemple, illustré sur la figure 11, reprend le principe de l'inducteur 41 constitué de plusieurs unités inductrices élémentaires 42 disposées à l'intérieur des rouleaux de soutien 43. On réalise alors un système analogue à ceux décrits précédemment mais qui s'en distingue, comme on le voit, par le fait que seules sont activées, sur chaque unité inductrice 42, les bobines 44 localisées en regard de la région centrale du puits liquide 2. Il doit être noté que le montage des bobines peut être indifféremment repris de l'une quelconque des trois variantes précédemment décrites et illustrées respectivement sur les figures 5, 6 et 7.
- Une autre variante de réalisation de mouvements plans parallèles au plan des grandes faces consiste à créer cette fois deux zones motrices verticales localisées chacune en regard des fronts de solidification des petites faces du produit. Lorsque ces deux zones motrices sontsens inverses, il s'établit un régime circulatoire simple et
 bien organisé autour d'un axe perperdiculaire aux grandes faces et
bien organisé autour d'un axe perperdiculaire aux grandes faces et par l'axe médian 5 (figure 1). Cependant, comme le montre la figure
par l'axe médian 5 (figure 1). Cependant, comme le montre la figure mouvements se compliquent si l'on rapproche les zones motrices
mouvements se compliquent si l'on rapproche les zones motrices de l'axe 5, car il se crée alors des zones de recirculation 127 et
de l'axe 5, car il se crée alors des zones de recirculation 127 et confinées dans les régions étroites situées entre une zone motrice et le front de solidification de la petite face la plus voisine.
confinées dans les régions étroites situées entre une zone motrice et le front de solidification de la petite face la plus voisine.
- Bien entendu, le sens de l'entraînement est reversible. En pratique-. il est même conseillé de l'inverser périodiquement afin d'égaliser les possibilités d'ensemencement entre les fronts des petites faces.
- Un tel mode d'entraînement peut être obtenu, comme le montrent les deux figures suivantes (13 et 14), au moyen de champs magnétiques glissant verticalement, produits par des inducteurs disposés en regard d'au moins une grande face de la brame et placés latéralement de part et d'autre d. l'axe de coulée. Ces inducteurs peuvent être du type "monobloc"réf. 131 et 131') donc disposés derrière les rouleaux de soutien,
 conception tout à fait analogue à l'inducteur représenté sur la
conception tout à fait analogue à l'inducteur représenté sur la mais connectés, comme le montre la figure 13, à l'alimentation 25
mais connectés, comme le montre la figure 13, à l'alimentation 25 à créer deux champs magnétiques glissant verticalement orientés dans
à créer deux champs magnétiques glissant verticalement orientés dans sens opposés.
sens opposés.
- Ces inducteurs peuvent également être constitués par les unitéstrices 42 précédemment décrites, auquel cas, comme le montre la
 ne seront activées que quelques bobines 44 par unité 42, disposées
ne seront activées que quelques bobines 44 par unité 42, disposées tivement en dehors et de part et d'autre de la région centrale du puits liquide 2.
tivement en dehors et de part et d'autre de la région centrale du puits liquide 2.
 grande face.
grande face.
- Ce mode d'entraînement peut encore être obtenu, comme le montre la figure 5, au moyen d'inducteurs électromagnétiques 151 et 151' disposés en regard des petites faces de la brame et créant chacun un champ magnétique glissant verticalement, mais dont l'action maximale est cette fois nécessairement localisée contre les fronts de solidification des petites faces. C'est là un inconvénient de cette solution par rapport à celle consistant à placer l'inducteur en regard des grandes faces. Un autre inconvénient est lié à la faible épaisseur du puits. liquide, de sorte que l'action électromagnétique s'exerce sur un volume de métal liquide sensiblement plus réduit. Par contre cette solution présente des avantages appréciables dont les principaux peuvent être résumés comme suit :
- - l'environnement immédiat des petites faces étant généralement exempt de tout organe ou pièce constitutifs de la machine de coulée, l'inducteur peut être mis en place sans modification ou adaptation particulière de cette dernière,
- - l'absence de rouleaux en cet endroit permet de rapprocher l'inducteur contre la paroi de la brame, ce qui accroit d'autant son action de brassage sur le métal.
- Il doit être noté que l'inconvénient lié au faible volume de métal disponible peut être compensé en renforçant l'action de brassage au moyen d'inducteurs supplémentaires disposés en regard des grandes faces, à proximité de leurs extrémités latérales conformément à la représentation de la figure 13 ou de la figure 14. Mais ce faisant, on perd en contrepartie, l'un ou l'autre des avantages précités, selon que l'on adopte l'inducteur monobloc (figure 13) ou le système à rouleaux-brasseurs de la figure 14.
- Conformément à l'invention, une autre configuration des mouvements de circulation du métal liquide, aptes à assurer le transport des cristaux entre le fond du puits liquide et les régions plus élevées, consiste à créer comme le montre la figure 16, une zone motrice 166 parallèle aux grandes faces du produit, dirigée obliquement et orientée du bas vers le haut. Il se forme ainsi de part et d'autre de la zone motrice 166, une zone de recirculation inférieure 167 et une zone de recirculation supérieure 168. De cette façon, les cristaux en provenance de la région inférieure 167 pénétrent par l'extrémité basse de la zone d'entraînement direct 166 et en ressortent par l'extrémité haute, en empruntant le chemin le plus facile, c'est-à-dire en s'engageant dans la région supérieure 168. Ainsi les cris-de S en passant de la demi-boucle
 opposée sans avoir à opérer un changement brutal de direction.
opposée sans avoir à opérer un changement brutal de direction.
- Cette solution est inspirée par les considérations précédemment exposées relatives à l'importance de la surface offerte pour assurer la recirculation du métal.
- Il est clair que plus la zone motrice 166 se rapproche de l'horizonta le, plus la surface disponible à la recirculation du métal est grande puisqu'elle peut s'étendre verticalement sans être limitée par les frotte de solidification.
- A cet égard, l'orientation souhaitable pour la zone motrice serait horizontale, comme cela se pratique habituellement. Cependant, cette inclinaison croissante défavorise corrélativement les possibilités d'échanges de matières entre le fond du puits et les niveaux plus élevés et va donc à l'encontre du résultat recherché. Il existe ainsi un compromis entre la facilité avec laquelle s'organisent les mouvements du métal liquide et la facilité avec laquelle ces mouvements assurent la remontée des matières. Les travaux du demandeur ont révélé que ce compromis se caractérise par un entraînement du métal parallèlement aux grandes faces et dont la direction de propagation présente un angle non nul avec l'horizontale, et de préférence compris entre 30 et 60° environ. Par ailleurs, il est clair que pour l'efficacité des échanges, le sens d'entraînement du métal ne peut plus être reversible, comme dans les modes de brassage précédents, mais nécessairement orienté de bas en haut. Par contre, le système demeure symétrique par rapport à l'axe de coulée 5 en ce qui concerne la direction de l'entraînement.
- Cet entraînement oblique du métal peut être obtenu par au moins deux manières distinctes d'opérer :
- 1°) au moyen d'un champ magnétique glissant lui-même obliquement dans la direction souhaitée,
- 2°) au moyen de deux champs mobiles distincts se propageant dans deux directions différentes mais déterminées de manière que leur résultante soit oblique car, comme dit plus haut, le métal liquide est soumis à leurs effets conjugués et se comporte comme s'il était soumis à un champ unique glissant selon leur résultante.
- La première variante est réalisée, conformément à la figure 17 au moyen d'un inducteur monobloc 171, similaire en tout point à l'inducteur représenté sur la figure 10, sauf en ce qui concerne son orientation inclinée par rapport à l'axe de coulée 5. L'avantage de cette variante réside essentiellement dans le fait que l'inducteur étant indépendant des organes constitutifs de la machine de coulée, on peut lui donner l'inclinaison 1.3 meilleure.

- moyen d'unités inductrices 42 logées dans les rouleaux de soutien 43. Cette fois, chaque unité 42 présente une autonomie fonctionnelle et crée un champ magnétique glissant horizontalementle long des génératrices des rouleaux. Pour ce faire, chaque unité 42 n'est plus, comme dans les cas précédents, connectée à une phase unique de l'alimentation électrique 25, mais aux trois phases simultanément et le cablage interne des bobines 44, ainsi que les sens d'enroulements, sont réalisés selon le schéma de la pratique habituelle.

- Le système selon l'invention se caractérise cependant par le fait que les unités inductrices présentent entre elles un décalage de phase, de façon qu'une succession ue Bobines de même rang, prises à la suite l'une de l'autre sur des unités différentes, constitue, comme dans le cas des figures 5 et 6, un inducteur à champ magnétique glissant verticalement de bas en hautL'effet combiné du champ à déplacement horizontal
 avec le champ à déplacement vertical remontant VB s'identifie avec l'effet d'un champ unique se propageant obliquement selon leur résultante
avec le champ à déplacement vertical remontant VB s'identifie avec l'effet d'un champ unique se propageant obliquement selon leur résultante

- Bien entendu, comme le montre la figure 19 suivante, le sens d'orientation du champ à déplacement horizontal est réversible. Cette réversibilité, opérée périodiquement en cours de coulée, est d'ailleurs conseillée car elle permet de remédier à la dissymétrie du mode de brassage en égalisant les apports de matières en provenance du fond du puits sur les fronts de solidification des petites faces de la brame.
- C'est là un avantage appréciable de cette variante par rapport à celle représentée sur la figure 17 laquelle, pour obtenir le même résultat, nécessite le déplacement de l'inducteur.lui-même parallèlement à la grande face de la brame.
- La présente invention ne saurait bien entendu se limiter aux exemples décrits.
- Ainsi, ce qui a été dit à propos des inducteurs placés dans les rouleaux de maintien est également applicable au cas où l'on dispose les inducteurs entre les rouleaux ou à la place de certains rouleaux.
- Par ailleurs, la position réelle de l'inducteur sur la hauteur métallurgique n'est pas limitée à celle visible sur les figures. L'utilisateur pourra agir sur cette position pour que les mouvements provoqués parviennent bien jusqu'au voisinage immédiat du fond du puits de solidification.
- La mise en mouvement du métal liquide au fond du puits dépend non seulement de la position en hauteur de l'inducteur mais également de sa puissance,électreomagnétique sur le métal.

- Il va de soi que plus cette action est faible, plus l'inducteur doit être placé bas sur la machine de coulée. Corrélativement, les régions ·supérieures, alimentées en métal liquide chargé en cristaux équiaxes en provenance de fond, se situeront à des niveaux plus bas et, avec elles, la proportion de structure de solidification équiaxe.
- Si l'on souhaite une proportion "équiaxe" accrue, il faut pouvoir ensemencer en cristaux des régions de niveaux plus élevés, donc remonter l'inducteur vers le haut de la machine de coulée et, par conséquent, augmenter sa puissance de brassage.
Claims (9)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT79400695T ATE1884T1 (de) | 1978-10-05 | 1979-10-01 | Verfahren zum stranggiessen von metallen, mit umruehren in der sekundaeren kuehlungszone. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR7828726 | 1978-10-05 | ||
| FR7828726A FR2437900A1 (fr) | 1978-10-05 | 1978-10-05 | Procede de coulee continue des metaux avec brassage dans la zone du refroidissement secondaire |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0010041A1 true EP0010041A1 (fr) | 1980-04-16 |
| EP0010041B1 EP0010041B1 (fr) | 1982-12-01 |
Family
ID=9213482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP79400695A Expired EP0010041B1 (fr) | 1978-10-05 | 1979-10-01 | Procédé de coulée continue des métaux avec brassage dans la zone du refroidissement secondaire |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0010041B1 (fr) |
| AT (1) | ATE1884T1 (fr) |
| DE (1) | DE2964155D1 (fr) |
| FR (1) | FR2437900A1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0092126B1 (fr) * | 1982-04-19 | 1986-03-26 | Asea Ab | Procédé pour le brassage des zones non-solidifiées dans une billette de coulée |
| US4699205A (en) * | 1984-04-06 | 1987-10-13 | Voest-Alpine Aktiengesellschaft | Method of establishing a turbulent motion of molten steel within a strand guide |
| DE102014105870A1 (de) * | 2014-04-25 | 2015-10-29 | Thyssenkrupp Ag | Verfahren und Vorrichtung zum Dünnbrammen-Stranggießen |
| CN106925762A (zh) * | 2015-12-29 | 2017-07-07 | 北京有色金属研究总院 | 一种高剪切强电磁搅拌熔体处理的装置和方法 |
| CN116213664A (zh) * | 2023-03-27 | 2023-06-06 | 东北大学 | 一种连铸二冷区分节辊式多模式电磁搅拌控流装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2528739B1 (fr) * | 1982-06-18 | 1985-08-02 | Siderurgie Fse Inst Rech | Procede et installation de brassage electromagnetique de brames metalliques, notamment d'acier, coulees en continu |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2068803A1 (fr) | 1969-12-12 | 1971-09-03 | Aeg Elotherm Gmbh | |
| FR2085261A1 (fr) | 1970-04-02 | 1971-12-24 | Centrifugation Et | |
| FR2104863A1 (fr) | 1970-08-20 | 1972-04-21 | Republic Steel Corp | |
| FR2185468A1 (fr) | 1972-05-24 | 1974-01-04 | Philips Nv | |
| DE2401145A1 (de) | 1973-04-18 | 1974-10-31 | Nippon Steel Corp | Verfahren und vorrichtung zum kontinuierlichen giessen |
| GB1405312A (en) | 1972-06-08 | 1975-09-10 | Siderurgie Fse Inst Rech | Machines for the continuous casting of metals |
| DE2720391A1 (de) | 1976-05-21 | 1977-12-01 | Asea Ab | Anordnung beim stranggiessen |
-
1978
- 1978-10-05 FR FR7828726A patent/FR2437900A1/fr active Granted
-
1979
- 1979-10-01 DE DE7979400695T patent/DE2964155D1/de not_active Expired
- 1979-10-01 EP EP79400695A patent/EP0010041B1/fr not_active Expired
- 1979-10-01 AT AT79400695T patent/ATE1884T1/de active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2068803A1 (fr) | 1969-12-12 | 1971-09-03 | Aeg Elotherm Gmbh | |
| FR2085261A1 (fr) | 1970-04-02 | 1971-12-24 | Centrifugation Et | |
| FR2104863A1 (fr) | 1970-08-20 | 1972-04-21 | Republic Steel Corp | |
| FR2185468A1 (fr) | 1972-05-24 | 1974-01-04 | Philips Nv | |
| GB1405312A (en) | 1972-06-08 | 1975-09-10 | Siderurgie Fse Inst Rech | Machines for the continuous casting of metals |
| DE2401145A1 (de) | 1973-04-18 | 1974-10-31 | Nippon Steel Corp | Verfahren und vorrichtung zum kontinuierlichen giessen |
| DE2720391A1 (de) | 1976-05-21 | 1977-12-01 | Asea Ab | Anordnung beim stranggiessen |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0092126B1 (fr) * | 1982-04-19 | 1986-03-26 | Asea Ab | Procédé pour le brassage des zones non-solidifiées dans une billette de coulée |
| US4699205A (en) * | 1984-04-06 | 1987-10-13 | Voest-Alpine Aktiengesellschaft | Method of establishing a turbulent motion of molten steel within a strand guide |
| DE102014105870A1 (de) * | 2014-04-25 | 2015-10-29 | Thyssenkrupp Ag | Verfahren und Vorrichtung zum Dünnbrammen-Stranggießen |
| US10486228B2 (en) | 2014-04-25 | 2019-11-26 | Thyssenkrupp Steel Europe Ag | Method and device for thin-slab strand casting |
| CN106925762A (zh) * | 2015-12-29 | 2017-07-07 | 北京有色金属研究总院 | 一种高剪切强电磁搅拌熔体处理的装置和方法 |
| CN116213664A (zh) * | 2023-03-27 | 2023-06-06 | 东北大学 | 一种连铸二冷区分节辊式多模式电磁搅拌控流装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE2964155D1 (en) | 1983-01-05 |
| EP0010041B1 (fr) | 1982-12-01 |
| FR2437900A1 (fr) | 1980-04-30 |
| ATE1884T1 (de) | 1982-12-15 |
| FR2437900B1 (fr) | 1982-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1954427B1 (fr) | Reglage du mode de brassage electromagnetique sur la hauteur d'une lingotiere de coulee continue | |
| CA1091787A (fr) | Procede et dispositif pour le brassage electromagnetique de produits metalliques coules en continu | |
| EP1039979B1 (fr) | Equipement de freinage electromagnetique d'un metal en fusion dans une installation de coulee continue | |
| EP0010041B1 (fr) | Procédé de coulée continue des métaux avec brassage dans la zone du refroidissement secondaire | |
| CA1203069A (fr) | Procede et dispositif de coulee electromagnetique de metaux | |
| WO2004035248A1 (fr) | Procede et dispositif pour la maitrise des ecoulements dans une lingotiere de coulee continue de brames | |
| EP0005676A2 (fr) | Procédé de brassage électromagnétique de billettes ou blooms coulés en continu | |
| CA2645094C (fr) | Procede de coulee continue de produits metalliques plats a brassage electromagnetique et installation de mise en oeuvre | |
| EP0197482A2 (fr) | Dispositif de brassage de métal en fusion dans une installation de coulée continue | |
| FR2485411A1 (fr) | Lingotiere de coulee continue electromagnetique de produits metalliques a section rectangulaire allongee | |
| EP1677928A1 (fr) | Procede de brassage electromagnetique pour la coulee continue de produits metalliques de section allongee | |
| EP1259343B1 (fr) | Equipement pour alimenter en metal en fusion une lingotiere de coulee continue et son procede d'utilisation | |
| EP0097561B2 (fr) | Procédé et installation de brassage électromagnétique de brames métalliques, notamment d'acier, coulées en continu | |
| FR2550717A1 (fr) | Agitateur electromagnetique | |
| EP0289433A1 (fr) | Perfectionnement au procédé de solidification de métal liquide dans une roue de coulée | |
| FR2529117A1 (fr) | Procede de brassage electromagnetique des metaux, notamment des aciers, coules en continu et dispositif de mise en oeuvre | |
| EP3224163A1 (fr) | Dispositif et methode de convoyage controle | |
| FR2511274A1 (fr) | Procede et dispositif de brassage magnetique a aimants permanents | |
| BE358682A (fr) | ||
| FR2601270A1 (fr) | Dispositif electromagnetique, a champ tournant, de brassage du metal liquide en coulee continue. | |
| BE886897A (fr) | Procede et appareil de revetement de pieces sous laitier | |
| FR2460171A1 (fr) | Procede d'elaboration, sous laitier electroconducteur, de lingots a section pleine et installation pour la mise en oeuvre dudit procede |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE GB IT |
|
| 17P | Request for examination filed |
Effective date: 19800924 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE GB IT |
|
| REF | Corresponds to: |
Ref document number: 1884 Country of ref document: AT Date of ref document: 19821215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 2964155 Country of ref document: DE Date of ref document: 19830105 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: MANNESMANN AKTIENGESELLSCHAFT Effective date: 19830813 |
|
| 26 | Opposition filed |
Opponent name: ASEA AKTIEBOLAG Effective date: 19830813 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19840823 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19840930 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19851015 Year of fee payment: 7 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 19860521 |
|
| BERE | Be: lapsed |
Owner name: INSTITUT DE RECHERCHE DE LA SIDERURGIE FRANCAISE Effective date: 19861031 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |