EP0958905A1 - Verfahren zum Herstellen von Gegenständen mit glänzenden Oberflächen aus zementhaltigem Material - Google Patents
Verfahren zum Herstellen von Gegenständen mit glänzenden Oberflächen aus zementhaltigem Material Download PDFInfo
- Publication number
- EP0958905A1 EP0958905A1 EP98109001A EP98109001A EP0958905A1 EP 0958905 A1 EP0958905 A1 EP 0958905A1 EP 98109001 A EP98109001 A EP 98109001A EP 98109001 A EP98109001 A EP 98109001A EP 0958905 A1 EP0958905 A1 EP 0958905A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sheeting
- mould
- cast
- plastic
- previous
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 31
- 239000000463 material Substances 0.000 title claims description 22
- 239000004033 plastic Substances 0.000 claims abstract description 20
- 229920003023 plastic Polymers 0.000 claims abstract description 20
- 238000005266 casting Methods 0.000 claims abstract description 12
- 239000004698 Polyethylene Substances 0.000 claims abstract description 7
- -1 polyethylene Polymers 0.000 claims abstract description 7
- 229920000573 polyethylene Polymers 0.000 claims abstract description 7
- 239000004568 cement Substances 0.000 claims description 11
- 229920000515 polycarbonate Polymers 0.000 claims description 2
- 239000004417 polycarbonate Substances 0.000 claims description 2
- 239000004800 polyvinyl chloride Substances 0.000 claims description 2
- 229920000915 polyvinyl chloride Polymers 0.000 claims description 2
- 239000000049 pigment Substances 0.000 claims 1
- 239000000203 mixture Substances 0.000 abstract description 7
- 239000004575 stone Substances 0.000 abstract description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 238000010276 construction Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000002023 wood Substances 0.000 description 4
- 239000004579 marble Substances 0.000 description 3
- 241001251094 Formica Species 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000010440 gypsum Substances 0.000 description 2
- 229910052602 gypsum Inorganic materials 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 235000008331 Pinus X rigitaeda Nutrition 0.000 description 1
- 235000011613 Pinus brutia Nutrition 0.000 description 1
- 241000018646 Pinus brutia Species 0.000 description 1
- 229910001294 Reinforcing steel Inorganic materials 0.000 description 1
- 239000002928 artificial marble Substances 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 229920002457 flexible plastic Polymers 0.000 description 1
- 239000010438 granite Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000011120 plywood Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000005871 repellent Substances 0.000 description 1
- 239000011435 rock Substances 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/0064—Moulds characterised by special surfaces for producing a desired surface of a moulded article, e.g. profiled or polished moulding surfaces
- B28B7/0067—Moulds characterised by special surfaces for producing a desired surface of a moulded article, e.g. profiled or polished moulding surfaces with polished or glossy moulding surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B7/00—Moulds; Cores; Mandrels
- B28B7/36—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article
- B28B7/364—Linings or coatings, e.g. removable, absorbent linings, permanent anti-stick coatings; Linings becoming a non-permanent layer of the moulded article of plastic material or rubber
Definitions
- the present invention concerns a method of improving the appearance of the surface of any cementitious structure or object, and in particular it relates to a method for obtaining a reflective surface similar to that of polished stone, marble or glazed ceramic using a cementitious material.
- moulds of plywood coated with synthetic resin (or with Formica) or moulds of metal are used, in particular for casting prefabricated elements, leaving the cast to cure for a suitable time.
- synthetic resin or with Formica
- Formica Formica covering in his moulds to cast concrete with a bright and translucent quality.
- the mould of a shiny appearance will impart these shiny properties to the poured concrete.
- the current moulds are too expensive to be left in contact with the concrete for the curing time necessary to achieve a shiny effect.
- the material is cast into contact with a sheeting made of a plastic or plastic-like material; after casting, the cast is left to cure with the sheeting attached thereon, whereby the cementitious material becomes shiny in contact with the sheeting during the curing time. The sheeting is finally removed.
- the object is left with an extremely smooth and shiny surface. Since the cost of the plastic is low, it can be left to cure on the cast for the required time.
- a detachable covering (or sealed) polyethylene sheeting unit of the same size as the inside of the mould can be used. The elements can be left in a stacking area with the plastic sheeting still attached to the cement surface for the full curing time, while the mould can be reused.
- Plastics to be used are in particular polyethylene, polycarbonate and PVC.
- the standard time at an average temperature of 20° C is approx. 7/8 days to impart a shiny surface.
- the required curing time decreases with higher temperatures or faster curing cementitious materials.
- the following example relates to the manufacturing of marble-like tiles and large flat slabs such as cladding or facing for buildings.
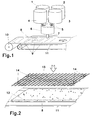
- cement mixers containing variously coloured concrete mixes.
- the concrete mixes flow down, past flow regulators 5 into a general mixing container 6, where the coloured concrete mixes are only partly mixed, before being released through a delivery nozzle 7 onto a band-like polyethylene sheeting 8, which is unrolled from a coil 10 onto a conveyor belt 11 moving below nozzle 7.
- Sheeting 8 can be optionally pre-moulded in order to provide it with trays 9 having the shape of the tiles to be manufactured.
- a layer of coloured mixture 12 is poured on sheeting 8, as shown in figure 2, and then moved along belt 11, where an optional reinforcement steel framework 13 is sunk into it, the mixture being still wet.
- Framework 13 is provided with upwardly extending attachment rings 14 for the final mounting of the tiles.
- a strengthening backside layer 15 of standard grey concrete is then poured from a nozzle 16 onto coloured layer 12, leaving rings 14 uncovered.
- layer 12 can be very thin, relatively expensive coloured concrete being used minimally, while inexpensive, standard concrete is used for the backside of the tiles, where it remains invisible.
- Sheeting 8 is then fed from belt 11 to a flat and level board 16, where it is cut by a matrix 17, which gives the tile the required outline. If the plastic of sheeting 8 hasn't been pre-moulded matrix 17 cuts both layers 12 and 15 and sheeting 8 (as in figure 4). If it has been pre-moulded then only sheeting 8 is cut at this stage, as pre-moulded trays 9 have acted as containers for the concrete poured thereinto.
- the tile is then moved on its board and placed in a drying rack 18 where it is left to set, as shown in figure 5.
- the cut object must be placed on a perfectly flat surface, the concrete being still wet.
- the tile can be stacked vertically, as in figure 6, with plastic sheeting 8 still attached to the surface for the full curing time needed.
- a polyethylene liner or bag of a slightly smaller shape can be placed inside the steel mould prior to the concrete pouring.
- a steel mould 19 of double curvature is formed by curved plates 22 respectively connected at their edges by clamps 23.
- a flexible plastic sleeve 20 is inserted within mould 19, sleeve 20 being slightly smaller than the inside of the mould.
- the rims of sleeve 20 have the same length of the respective chords subtended by arc-shaped edges of plates 22. In this way sleeve 20 has no complicated double curvature and when concrete is poured in, as in figure 9 from a delivery nozzle 24, it can stretch, perfectly taking the shape of mould 19.
- Sleeve 20 has strips 21 extending along its lateral corner seams, which, when sleeve 20 is placed inside mould 19, are clamped in between steel plates 22, by way of clamps 23. After the object has set mould 19 may be removed leaving it protected in the plastic sleeve 20 for its complete curing time. Conventional reinforcement can be applied prior to casting.
- the shiny surfaced objects obtained with the method according to the present invention are an attractive and cost effective improvement to ordinary cast concrete.
- the above method will produce outstanding artificial marbles, granites, polished stones and glazed ceramics, and a large range of new decorative effects when white or grey cement is combined with suitable colours and relevant casting and mixing techniques.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Producing Shaped Articles From Materials (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98109001A EP0958905A1 (de) | 1998-05-18 | 1998-05-18 | Verfahren zum Herstellen von Gegenständen mit glänzenden Oberflächen aus zementhaltigem Material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP98109001A EP0958905A1 (de) | 1998-05-18 | 1998-05-18 | Verfahren zum Herstellen von Gegenständen mit glänzenden Oberflächen aus zementhaltigem Material |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0958905A1 true EP0958905A1 (de) | 1999-11-24 |
Family
ID=8231953
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98109001A Withdrawn EP0958905A1 (de) | 1998-05-18 | 1998-05-18 | Verfahren zum Herstellen von Gegenständen mit glänzenden Oberflächen aus zementhaltigem Material |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0958905A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1321257A3 (de) * | 2001-12-20 | 2005-02-23 | Johannes Peine | Verfahren und Vorrichtung zur Herstellung eines Bauelements |
| WO2006048350A3 (en) * | 2004-09-20 | 2006-08-03 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| EP1685932B1 (de) * | 2005-01-28 | 2010-05-05 | Fermacell GmbH | Verfahren und Vorrichtung zur Herstellung einer Leichtbauplatte, sowie Leichtbauplatte |
| US20130216761A1 (en) * | 2010-07-14 | 2013-08-22 | Sadler Ip Pty Ltd | Packaging cementitious products |
| EP2593280A4 (de) * | 2009-07-14 | 2015-05-06 | Abbey And Pride Ip Pty Ltd | Verpackung von zementösen produkten |
| EP2747995A4 (de) * | 2011-07-27 | 2016-03-16 | Abbey And Pride Ip Pty Ltd | Schichtprodukt und seine herstellung durch anbringen einer schicht auf einer halbgehärteten basisschicht |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR579365A (fr) * | 1923-06-16 | 1924-10-15 | Procédé d'obtention de surfaces polies de ciment | |
| US2321638A (en) * | 1940-08-23 | 1943-06-15 | Francis A Williams | Coated mold and method of molding concrete |
| FR1553609A (de) * | 1967-02-21 | 1969-01-10 | ||
| US3995086A (en) * | 1975-06-27 | 1976-11-30 | Mark Plunguian | Shaped articles of hydraulic cement compositions and method of making same |
| FR2359691A1 (fr) * | 1976-07-28 | 1978-02-24 | Feldmuehle Anlagen Prod | Procede de fabrication de pieces finies en beton et moule pour la mise en oeuvre de ce procede |
| US4088808A (en) * | 1976-01-16 | 1978-05-09 | Cornwell Charles E | Shaped articles of hydraulic cement compositions with a glossy reflective surface and reinforced with fiber glass |
| DD136828A1 (de) * | 1978-05-16 | 1979-08-01 | Paul F J Kohnert | Verfahren zur herstellung von kuenstlichem marmor |
| US4702877A (en) * | 1985-12-31 | 1987-10-27 | Davis Jr Lindsey B | Method for molding concrete blocks or bricks |
| CH665244A5 (en) * | 1985-04-17 | 1988-04-29 | Bsa Ingenieurs Conseils | Oblong constructional component prodn. method - pours or injects material inside sheet inserted in mould which is remove for use leaving smooth non-porous surface |
| JPS63306003A (ja) * | 1987-06-08 | 1988-12-14 | Asahi Chem Ind Co Ltd | コンクリ−トの表面処理法 |
-
1998
- 1998-05-18 EP EP98109001A patent/EP0958905A1/de not_active Withdrawn
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR579365A (fr) * | 1923-06-16 | 1924-10-15 | Procédé d'obtention de surfaces polies de ciment | |
| US2321638A (en) * | 1940-08-23 | 1943-06-15 | Francis A Williams | Coated mold and method of molding concrete |
| FR1553609A (de) * | 1967-02-21 | 1969-01-10 | ||
| US3995086A (en) * | 1975-06-27 | 1976-11-30 | Mark Plunguian | Shaped articles of hydraulic cement compositions and method of making same |
| US4088808A (en) * | 1976-01-16 | 1978-05-09 | Cornwell Charles E | Shaped articles of hydraulic cement compositions with a glossy reflective surface and reinforced with fiber glass |
| FR2359691A1 (fr) * | 1976-07-28 | 1978-02-24 | Feldmuehle Anlagen Prod | Procede de fabrication de pieces finies en beton et moule pour la mise en oeuvre de ce procede |
| DD136828A1 (de) * | 1978-05-16 | 1979-08-01 | Paul F J Kohnert | Verfahren zur herstellung von kuenstlichem marmor |
| CH665244A5 (en) * | 1985-04-17 | 1988-04-29 | Bsa Ingenieurs Conseils | Oblong constructional component prodn. method - pours or injects material inside sheet inserted in mould which is remove for use leaving smooth non-porous surface |
| US4702877A (en) * | 1985-12-31 | 1987-10-27 | Davis Jr Lindsey B | Method for molding concrete blocks or bricks |
| JPS63306003A (ja) * | 1987-06-08 | 1988-12-14 | Asahi Chem Ind Co Ltd | コンクリ−トの表面処理法 |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 013, no. 140 (M - 810) 6 April 1989 (1989-04-06) * |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1321257A3 (de) * | 2001-12-20 | 2005-02-23 | Johannes Peine | Verfahren und Vorrichtung zur Herstellung eines Bauelements |
| WO2006048350A3 (en) * | 2004-09-20 | 2006-08-03 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| ES2312285A1 (es) * | 2004-09-20 | 2009-02-16 | Luca Toncelli | Procedimiento para fabricar articulos en forma de losas delgadas de piedra compuesta y articulos resultantes. |
| US8007697B2 (en) | 2004-09-20 | 2011-08-30 | Luca Toncelli | Method for manufacturing articles in the form of thin slabs of composite stone and resultant articles |
| EP1685932B1 (de) * | 2005-01-28 | 2010-05-05 | Fermacell GmbH | Verfahren und Vorrichtung zur Herstellung einer Leichtbauplatte, sowie Leichtbauplatte |
| EP2593280A4 (de) * | 2009-07-14 | 2015-05-06 | Abbey And Pride Ip Pty Ltd | Verpackung von zementösen produkten |
| US20130216761A1 (en) * | 2010-07-14 | 2013-08-22 | Sadler Ip Pty Ltd | Packaging cementitious products |
| EP2747995A4 (de) * | 2011-07-27 | 2016-03-16 | Abbey And Pride Ip Pty Ltd | Schichtprodukt und seine herstellung durch anbringen einer schicht auf einer halbgehärteten basisschicht |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3097080A (en) | Artificial stone facing plaque | |
| US5603878A (en) | Process for preparing a decorative transfer sheet with foam layer | |
| US20100005743A1 (en) | Flexible Cement Veneer | |
| EP0958905A1 (de) | Verfahren zum Herstellen von Gegenständen mit glänzenden Oberflächen aus zementhaltigem Material | |
| GB2233640A (en) | Mineral composition | |
| US20100005733A1 (en) | Fractionable Cement Veneer | |
| JPH08135128A (ja) | ポリマーコンクリート系建築用装飾板及びその製造方法 | |
| KR0128219B1 (ko) | 표면에 무늬가 있는 콘크리트의 타설방법 | |
| US20040161546A1 (en) | Method Of Making A Stone Veneer | |
| US10213939B1 (en) | Method for producing stone inlay tesserae | |
| US3419454A (en) | Method of making and reinforcing decorative polyester resin products | |
| RU2164866C1 (ru) | Способ изготовления декоративной плитки или панели и декоративная плитка или панель | |
| KR100311207B1 (ko) | 자연석을이용한원형칼라콘크리트건축재의시공방법 | |
| US20020041937A1 (en) | Stone veneer | |
| US11820163B1 (en) | Methods of making surface materials with embedded images | |
| JP2834197B2 (ja) | 加飾施工法 | |
| KR102476749B1 (ko) | 시멘트계 복합재, 그 제조 및 시공 방법 | |
| CN1274642A (zh) | 复合型人造石台面板 | |
| RU100758U1 (ru) | Декоративный накрывной элемент | |
| KR100198135B1 (ko) | 장식돌이 취부된 시멘트판재조성물 및 그 제조방법 | |
| JPH0411781Y2 (de) | ||
| KR880002224B1 (ko) | 인조 대리석 판재의 제조 방법 | |
| EP0634256A1 (de) | Verfahren zum Herstellen einer Dekoration auf einer Betonoberfläche | |
| WO2001019624A1 (en) | Reflective products | |
| JP2568841B2 (ja) | コンクリ−トパネルの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH CY DE DK ES FI FR GB GR IE IT LI LU MC NL PT SE |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| AKX | Designation fees paid | ||
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: 8566 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20000525 |