EP0891864B1 - Unit and method to reduce amount of waste at web or sheet processing - Google Patents
Unit and method to reduce amount of waste at web or sheet processing Download PDFInfo
- Publication number
- EP0891864B1 EP0891864B1 EP98113155A EP98113155A EP0891864B1 EP 0891864 B1 EP0891864 B1 EP 0891864B1 EP 98113155 A EP98113155 A EP 98113155A EP 98113155 A EP98113155 A EP 98113155A EP 0891864 B1 EP0891864 B1 EP 0891864B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- processing
- web
- mechanical device
- machine
- processing material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F13/00—Common details of rotary presses or machines
- B41F13/02—Conveying or guiding webs through presses or machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2513/00—Dynamic entities; Timing aspects
- B65H2513/50—Timing
- B65H2513/512—Starting; Stopping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2601/00—Problem to be solved or advantage achieved
- B65H2601/50—Diminishing, minimizing or reducing
- B65H2601/51—Diminishing, minimizing or reducing entities relating to handled material
- B65H2601/511—Waste of handled material
Definitions
- the proposed device refers to the technical field of working or processing of sheet or web-shaped working or processing materials.
- These processing materials can, for example made of paper, foil, fabric, textiles, Plastic, metal or the like.
- the processing materials go through a corresponding Beoder Processing machine such as a Printing machine, coating machine, painting machine or a machine for applying liquids, Pastes, powders or the like.
- a corresponding Beoder Processing machine such as a Printing machine, coating machine, painting machine or a machine for applying liquids, Pastes, powders or the like.
- the processing material for example embossed, printed, with cuts provided, stamped or the like.
- All processing or processing machines are characterized by the fact that the respective machining process at a certain Speed with which the machining material the particular machine goes through, is carried out.
- the at least one embodiment can also be modified in various ways or supplemented by further embodiments without being staked out by the basic idea To leave frame, which is presented in the claims.
- the attached at least a figure are in the present context not essential, sufficiently known to the skilled person Machine parts because of a clearer representation not shown.
- the at least one figure shows rather only those parts that are for further explanation the proposed solution and its advantages required are.
- Pre-publications refer to unnecessarily complex Avoid repetitions. Due to the Present suggestions, it is thus for the expert no longer necessary, somewhat inventive to become, with the inclusion of his expertise make other applications, other applications to tap or other embodiments if this proves to be advantageous or even from a constructive side should prove necessary.
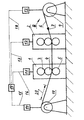
- the printing press contains, for example, two printing units 1 and 2. Each of the printing units has one, for example Form cylinder 3, a transfer cylinder 4 and a Printing cylinder 5. Next to the printing units 1 and 2 can print more, for example, four Be provided printing.
- the printing units will be from an endless track 6 through which a Substrate, generally a processing material, represents.
- the web 6 can be made of paper, Foil, plastic, metal, textiles or the like. Consist.
- the web 6 passes through the printing units. 1 and 2 containing mechanical equipment in the indicated by the arrow 7 direction, at least when the web 6 with the help of the printing units.
- the web 6 comes from a unwinding device 8 which contains a roller 9. After the loading or processing process, the web 6 finally wound up into a roll 10.
- the printing unit 1 is associated with the motor 11, the Printing unit 2 of the engine 12, the unwinding 8 of the engine 13, which can also serve as a brake, depending on which operating case exists in each case and the Roller 10 is operatively connected to a motor 14. All motors are with 15, 16, 17 cables and 18 with a switch 19 of a control device connected.
- the switch 19 is a selector switch, where the operator various operating conditions or select operating settings can. For example, with the switch 19 also the effectiveness or inefficiency of the printing works 1 and 2 are switched or controlled.
- the so-called pressure and print off also switched by means of the switch 19 become.
- the switch 19 be switched such that, for example, the Engine 13 is not about to brake but on Winding can be switched, so such that the web 6 by means of the motor 13 counter the direction indicated by the arrow 7 normal direction the web 6 moves, the web 6 so or at least a portion of the web 6 on the roller. 9 is wound up.
- the Engines 11, 12 and 14 at least in the by the Arrow 7 indicated direction are ineffective. If necessary, these motors can counter be operated in the normal direction, so that the track 6 or a part of it in the already mentioned unwinding again on the Roll 9 can be wound up.
- auxiliary stack or a second stack so that this auxiliary pile with the help of Switch 19 is then activated when the machine Institution should be delayed.
- This Case would be the so-called spoil copies or Waste containing copies of a separate Tray supplied.
- This supposedly useless Bow could be at a later Start of operation of the so-called sheet fed, So the so-called investment pile, so that at a re-accelerate the machine or a new one Commissioning the machine first those Sheet in the processing or processing machine come in, who are suspected, already waste to be. In this way, the so-called. Start-up waste can be saved or, better said, the discontinued waste is at the same time as Inlet waste of a subsequent operation used.
- the machine operated so that can be the machine processing material passing through it during its delay when restarting the machine Go through setup again. This is true at least for a part of the processing material. This is made possible by the fact that for the normal Operating process provided unwinding device at least temporarily as a winding device can be operated, in particular before Start of operation of the machine and especially for a relatively short period of time.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Replacement Of Web Rolls (AREA)
- Controlling Rewinding, Feeding, Winding, Or Abnormalities Of Webs (AREA)
Description
Die vorgeschlagene Einrichtung bezieht sich auf das technische Gebiet des Be- oder Verarbeitens von bogen- oder bahnförmigen Be- oder Verarbeitungsstoffen. Diese Bearbeitungsstoffe können beispielsweise aus Papier, Folie, Gewebe, Textilien, Kunststoff, Metall oder dgl. bestehen. Die Bearbeitungsstoffe durchlaufen eine entsprechende Beoder Verarbeitungsmaschine wie beispielsweise eine Druckmaschine, Streichmaschine, Lackiermaschine oder eine Maschine zum Auftragen von Flüssigkeiten, Pasten, Pulvern oder dgl. Bei dem Durchlauf des jeweiligen Bearbeitungsstoffes durch die jeweilige Maschine wird der Bearbeitungsstoff beispielsweise geprägt, bedruckt, mit Einschnitten versehen, gestanzt oder dgl. Alle Be- oder Verarbeitungsmaschinen zeichnen sich dadurch aus, daß der jeweilige Bearbeitungsvorgang bei einer bestimmten Geschwindigkeit, mit der der Bearbeitungsstoff die jeweilige Maschine durchläuft, durchgeführt wird. Beim Beschleunigen der Verarbeitungs- oder Bearbeitungsmaschine ist dies jedoch nicht so exakt möglich, als wenn der Bearbeitungsstoff eine konstante Geschwindigkeit einhält. Analoges gilt für den sog. Verzögerungsfall, wenn die Be- oder Verarbeitungsmaschine zum Zwecke ihrer Überprüfung, zur Beendigung eines jeweiligen Bearbeitungsauftrages oder dgl. stillgesetzt werden soll. Während der sog. Beschleunigungs- oder der sog. Verzögerungsphase wird der Bearbeitungsstoff meist nicht so exakt bearbeitet wie dies wünschenswert ist, so daß in diesen beiden Betriebsphasen sog. Ausschuß oder Makulatur entsteht. Die Produktion von Makulatur ist jedoch nicht gewünscht, so daß der Betreiber der maschinellen Einrichtung daran interessiert ist, möglichst wenig Ausschuß herzustellen. Daneben sollen mit jeder maschinellen Einrichtung die verschiedensten Bearbeitungsstoffe bearbeitet werden können, wie beispielsweise recht dünne und gegen Zug empfindliche Folien oder aber auch gegen Zug relativ unempfindliche dicke Bahnen aus Karton, Blech, Metall, Folie oder dgl. Die Bearbeitung relativ zugempflindlicher Bahnen erfordert beispielsweise spezielle Einrichtungen, damit diese Bahnen die Be- oder Verarbeitungsmaschine jeweils ungestört durchlaufen können. Beispielsweise ist aus der DD-Patentschrift 260 268 eine Einrichtung bekannt geworden, mit der eine eine zu bearbeitende Bahn liefernde Abrolleinrichtung für eine aus diesem Material bestehende Rolle mit einem speziellen Antrieb versehen werden muß, damit die Reibung, die bei dem Abrollen der Rolle entsteht, überwunden werden kann, ohne daß der Verarbeitungsstoff, wie beispielsweise ein Bedruckstoff, durch unzulässig hohen auf ihn ausgeübten Zug etwa reißen könnte. Aus dem europäischen Patent 384 988 ist daneben eine Abrollvorrichtung bekannt geworden, die mit einer Antriebs- oder Bremseinheit versehen ist, damit die hier in Rede stehende Rolle auf- oder abgewickelt werden kann. Entsprechendes gilt für das DD-Patent 136 488, aus dem hervorgeht, daß ein und dieselbe Einrichtung sowohl zum Aufwickeln als auch zum Abwickeln von Materialbahnen benutzt werden kann. Auch hier steht die Überwindung bzw. Reduzierung von Reibungskräften an der Lagerung der Rolle im Mittelpunkt des Interesses. Die vorliegende Erfindung löst sich jedoch von dem Gedanken des Überwindens unzulässig hoher Reibung, insbesondere auf den Verarbeitungsstoff ausgeübter Reibung, und hier insbesondere von der Reibung, wie sie beim Auf- oder Abrollen von endlosem bahnartigem Material entsteht. Aus der DE-B 30 23 678 ist schließlich eine Druckmaschine bekannt, bei der die zu bedruckende Bahn im wesentlichen in ihrer vollen Länge die maschinelle Einrichtung mittels Rücklauf in umgekehrter als der Be- oder Verarbeitungsrichtung erneut durchlaufen kann. Die vorliegende Erfindung verfolgt vielmehr das Ziel, die im genannten Zusammenhang anfallende Makulatur zu reduzieren. Dies wird mit Hilfe der beigefügten Ansprüche und deren Merkmale einzeln oder in beliebiger Kombination gelöst. Weitere erfinderische Merkmale und Vorteile der erfindungsgemäßen Einrichtung ergeben sich aus der nachfolgenden Beschreibung mindestens eines Ausführungsbeispiels. Die einzelnen Merkmale des Ausführungsbeispiels können je einzeln für sich oder zu mehreren beliebiger Kombination unter Zuhilfenahme von Fachwissen zu weiteren Ausführungsformen der Erfindung verwirklicht sein. Anhand des in der mindestens einen beigefügten Figur schematisch abgebildeten, den Erfindungsgedanken erläuternden und nicht etwa begrenzenden Ausführungsbeispiels wird die Lösung nunmehr näher erläutert. Das mindestens eine Ausführungsbeispiel kann ebenfalls in verschiedener Weise abgeändert oder durch weitere Ausführungsbeispiele ergänzt werden, ohne den durch die Grundidee abgesteckten Rahmen zu verlassen, der in den Ansprüchen dargestellt ist. In der beigefügten mindestens einen Figur sind im vorliegenden Zusammenhang nicht wesentliche, dem Fachmann hinreichend bekannte Maschinenteile wegen einer übersichtlicheren Darstellungsweise nicht dargestellt. Die mindestens eine Figur zeigt vielmehr nur diejenigen Teile, die für die nähere Erläuterung der vorgeschlagenen Lösung und ihrer Vorteile erforderlich sind. Zur Stützung und Ergänzung der vorliegenden Beschreibung wird ausdrücklich auf die zum vorbekannten Stand der Technik angeführten Vorveröffentlichungen verwiesen um unnötig aufwendige Wiederholungen zu vermeiden. Aufgrund der vorliegenden Anregungen ist es somit für den Fachmann nicht mehr notwendig, etwa erfinderisch tätig zu werden, um unter Einbeziehung seines Fachwissens weitere Anwendungen vorzunehmen, andere Einsatzgebiete zu erschließen oder weitere Ausführungsbeispiele zu entwickeln, falls sich dies als vorteilhaft oder gar von konstruktiver Seite her als notwendig erweisen sollte.The proposed device refers to the technical field of working or processing of sheet or web-shaped working or processing materials. These processing materials can, for example made of paper, foil, fabric, textiles, Plastic, metal or the like. Exist. The processing materials go through a corresponding Beoder Processing machine such as a Printing machine, coating machine, painting machine or a machine for applying liquids, Pastes, powders or the like. In the run of the respective processing material by the respective Machine becomes the processing material, for example embossed, printed, with cuts provided, stamped or the like. All processing or processing machines are characterized by the fact that the respective machining process at a certain Speed with which the machining material the particular machine goes through, is carried out. When accelerating the processing or processing machine, however, this is not as accurate as possible, as if the machining material a constant speed. The same applies to the so-called delay case, if the working or processing machine for the purpose of their Verification, to terminate a respective Processing orders or the like. Shut down should. During the so-called acceleration or the so-called deceleration phase becomes the processing material usually not as well edited as this is desirable, so that in these two phases of operation so-called committee or waste arises. However, the production of waste paper is not desired, so that the operator of the machine Institution is interested in, as possible to make little committee. Besides it should with every machine the most diverse Machining materials can be processed such as quite thin and against train sensitive films or even relative to train relative Insensitive thick sheets of cardboard, sheet metal, Metal, foil or the like. The processing relative For example, commuter railways requires special facilities to make these railways the Working or processing machine each undisturbed can go through. For example, is from the DD patent 260 268 a device known become, with the one to be processed course supplying unwinding device for one of this Material existing roll with a special drive must be provided so that the friction, the when rolling the role arises, overcome can be without the processing material, such as For example, a substrate by impermissible could tear high train on him. From the European patent 384 988 is next to it a rolling device has become known with the a drive or brake unit is provided so that the role in question up or can be handled. The same applies to DD patent 136 488, which shows that a and the same device both for winding up as also used for unwinding webs can be. Again, the overcoming or Reduction of frictional forces on the storage the role in the center of interest. The present However, invention dissolves from the thought overcoming unacceptably high friction, in particular applied to the processing material Friction, and especially friction, as when winding or unrolling from endless web-like Material is created. From DE-B 30 23 678 Finally, a printing machine is known in which the web to be printed substantially in their full length of the machine by means of Rewind in reverse than the loading or processing direction can go through again. The present invention Rather pursues the goal, in the mentioned Reduce related waste. This is with the aid of the appended claims and their characteristics individually or in any combination solved. Other inventive features and Advantages of the device according to the invention result from the following description at least an embodiment. The individual characteristics of the embodiment can each individually for yourself or to any combination below Use of expertise for further embodiments be realized the invention. Based in the at least one attached figure schematically illustrated, the inventive idea illustrative and not limiting example The solution will now be explained in more detail. The at least one embodiment can also be modified in various ways or supplemented by further embodiments without being staked out by the basic idea To leave frame, which is presented in the claims. In the attached at least a figure are in the present context not essential, sufficiently known to the skilled person Machine parts because of a clearer representation not shown. The at least one figure shows rather only those parts that are for further explanation the proposed solution and its advantages required are. To support and supplement the This description is expressly to those cited in the prior art Pre-publications refer to unnecessarily complex Avoid repetitions. Due to the Present suggestions, it is thus for the expert no longer necessary, somewhat inventive to become, with the inclusion of his expertise make other applications, other applications to tap or other embodiments if this proves to be advantageous or even from a constructive side should prove necessary.
In der beiliegenden einzigen Figur ist als Beispiel
für eine Be- oder Verarbeitungsmaschine eine
Druckmaschine dargestellt, welche eine endlose
Bahn beispielsweise bedruckt. Die Druckmaschine
enthält beispielsweise zwei Druckwerke 1 und 2.
Jedes der Druckwerke hat beispielsweise einen
Formzylinder 3, einen Übertragzylinder 4 und einen
Druckzylinder 5. Neben den Druckwerken 1 und 2
können weitere Druckwerke, beispielsweise vier
Druckwerke vorgesehen sein. Die Druckwerke werden
von einer endlosen Bahn 6 durchlaufen, welche einen
Bedruckstoff, allgemein gesagt einen Verarbeitungsstoff,
darstellt. Die Bahn 6 kann aus Papier,
Folie, Kunststoff, Metall, Textilien oder dgl. bestehen.
Die Bahn 6 durchläuft die die Druckwerke 1
und 2 enthaltende maschinelle Einrichtung in der
durch den Pfeil 7 angegebenen Richtung, zumindest
dann, wenn die Bahn 6 mit Hilfe der Druckwerke 1
und 2 oder weiteren Einrichtungen bearbeitet oder
verarbeitet wird. Die Bahn 6 kommt von einer Abrolleinrichtung
8 die eine Rolle 9 enthält. Nach
dem Be- oder Verarbeitungsvorgang kann die Bahn 6
schließlich zu einer Rolle 10 aufgewickelt werden.
Dem Druckwerk 1 ist der Motor 11 zugeordnet, dem
Druckwerk 2 der Motor 12, der Abrollung 8 der Motor
13, der auch als Bremse dienen kann, je nachdem,
welcher Betriebsfall jeweils vorliegt und die
Rolle 10 ist mit einem Motor 14 wirkungsmäßig verbunden.
Alle Motoren sind mit Leitungen 15, 16, 17
und 18 mit einem Schalter 19 einer Steuereinrichtung
verbunden. Der Schalter 19 ist ein Wahlschalter,
an dem die Bedienungsperson verschiedene Betriebszustände
bzw. Betriebseinstellungen vorwählen
kann. Beispielsweise kann mit dem Schalter 19
auch das Wirksam- oder Unwirksamwerden der Druckwerke
1 und 2 geschaltet oder gesteuert werden.
Beispielweise kann die sog. Druckan- und Druckabstellung
mit Hilfe des Schalters 19 ebenfalls geschaltet
werden. Gleichzeitig kann der Schalter 19
derart geschaltet werden, daß beispielsweise der
Motor 13 nicht etwa auf Bremsbetrieb sondern auf
Wickelbetrieb geschaltet werden kann, also derart,
daß die Bahn 6 mit Hilfe des Motors 13 entgegen
der durch den Pfeil 7 angegebenen normalen Laufrichtung
der Bahn 6 bewegt, die Bahn 6 also oder
zumindest ein Teilstück der Bahn 6 auf die Rolle 9
aufgewickelt wird. Dazu ist es notwendig, daß die
Motoren 11, 12 und 14 zumindest in der durch den
Pfeil 7 angegebenen Laufrichtung unwirksam sind.
Gegebenenfalls können auch diese Motoren entgegen
der normalen Laufrichtung betrieben werden, so daß
die Bahn 6 oder ein Teilstück von ihr in der bereits
genannten Abrolleinrichtung wieder auf die
Rolle 9 aufgewickelt werden kann. Dies ist insbesondere
dann von Vorteil, wenn die maschinelle
Einrichtung nach einem vorangegangenen Betriebslauf
für einen erneuten Betriebslauf wieder beschleunigt
werden soll. Hierzu mußte - beispielsweise
zum Wechseln entsprechender Druckformen -
die gesamte Maschine nach dem vorangegangenen Betriebslauf
angehalten werden. Dazu mußte sie von
ihrer relativ hohen Laufgeschwindigkeit zunächst
verzögert werden, bis sie schließlich zum Stillstand
gekommen war. Beim Verzögern der Bahn 6
durchlief beispielsweise das Bahnstück 20 die maschinelle
Einrichtung, konnte jedoch wegen des mit
der Verzögerung einhergehenden Geschwindigkeitswechsels
nicht exakt bearbeitet beispielsweise bedruckt
werden. Das Bahnstück 20 stellt daher Makulatur
dar oder Ausschuß und bedeutet für den Betreiber
der maschinellen Einrichtung einen Verlust.
Dadurch jedoch, daß der Motor 13 die Rolle 9
entgegen der durch den Pfeil 7 angegebenen normalen
Bahnlaufrichtung drehen kann, ist es möglich,
das Bahnstück 20 durch die gesamte Be- oder Verarbeitungsmaschine
sozusagen zurückzuholen, so daß
das Bahnstück 20 beispielsweise in seiner ganzen
Länge auf die Rolle 9 zu liegen kommt und auf dieser
aufgewickelt wird. Wenn nun die Be- oder Verarbeitungsmaschine
erneut gestartet werden soll,
dann muß sie erneut einen Geschwindigkeitswechsel
hinnehmen, jetzt jedoch dahingehend, daß - vom
Stillstand ausgehend - die Verarbeitungsgeschwindigkeit
erreicht werden soll. Auch bei diesem Geschwindigkeitswechsel
kann es vorkommen, daß die
Bahn 6 nicht einwandfrei bearbeitet wird. Es entstehen
beispielsweise Registerfehler auf dem bahnförmigen
Bedruckstoff 6. Das Anfallen von Makulatur
ist jedoch für den Betreiber der maschinellen
Einrichtung nur noch halb so nachteilig, da für
das erneute Anfallen eines Makulaturstückes ein
Bahnstück 20 benutzt wird, welches ohnehin bereits
mit Makulatur versehen worden ist oder versehen
worden sein könnte. Jedenfalls ist durch die vorliegende
Erfindung dafür gesorgt, daß dasjenige
Teilstück der Bahn 6, welches mit Makulatur versehen
ist oder mit Makulatur versehen worden sein
könnte, die maschinelle Einrichung zweimal durchläuft,
so daß nur noch die Hälfte derjenigen Menge
an Makulatur anfällt, die dann anfallen würde,
wenn die Rolle 9 in dem eben beschriebenen Sinne
ihre Laufrichtung nicht wechseln könnte. Sollte es
sich bei der Be- oder Verarbeitungsmaschine um
eine einen bogenförmigen Verarbeitungsstoff verarbeitende
Maschine handeln, so kann der Schalter 19
dafür dienen, in der sog. Bogenablage einen sog.
Hilfsstapel oder einen zweiten Stapel zu aktivieren,
so daß dieser Hilfsstapel mit Hilfe des
Schalters 19 dann aktiviert wird, wenn die maschinelle
Einrichtung verzögert werden sollte. In diesem
Fall würden die sog. Makulaturexemplare oder
Makulatur enthalten könntenden Exemplare einer separaten
Ablage zugeführt. Diese vermeintlich unbrauchbaren
Bogen könnten bei einem späteren
Betriebsbeginn der sog. Bogenanlage zugeführt werden,
also dem sog. Anlagestapel, so daß bei einem
erneuten Beschleunigen der Maschine oder einer erneuten
Inbetriebnahme der Maschine zunächst diejenigen
Bogen in die Be- oder Verarbeitungsmaschine
einlaufen, die in dem Verdacht stehen, bereits Makulatur
zu sein. Auf diese Weise könnte die sog.
Anlaufmakulatur eingespart werden oder besser gesagt,
die Auslaufmakulatur wird gleichzeitig als
Einlaufmakulatur eines nachfolgenden Betriebsvorganges
benutzt.In the accompanying single figure is an example
for a loading or processing machine a
Printing machine presented, which is an endless
Printed web, for example. The printing press
contains, for example, two
Mit Hilfe der vorliegenden Erfindung ist es möglich, daß die maschinelle Einrichtung so betrieben werden kann, daß der die maschinelle Einrichtung während ihrer Verzögerung durchlaufende Verarbeitungsstoff bei erneutem Betriebsbeginn die maschinelle Einrichtung erneut durchläuft. Dies gilt zumindest für einen Teil des Verarbeitungsstoffes. Dies wird dadurch ermöglicht, daß die für den normalen Betriebsvorgang vorgesehene Abrolleinrichtung zumindest zeitweise auch als Aufwickeleinrichtung betrieben werden kann, insbesondere vor Betriebsbeginn der maschinellen Einrichtung und dies insbesondere für einen relativ kurzen Zeitraum. With the aid of the present invention it is possible that the machine operated so that can be the machine processing material passing through it during its delay when restarting the machine Go through setup again. This is true at least for a part of the processing material. This is made possible by the fact that for the normal Operating process provided unwinding device at least temporarily as a winding device can be operated, in particular before Start of operation of the machine and especially for a relatively short period of time.
- 11
- Druckwerkprinting unit
- 22
- Druckwerkprinting unit
- 33
- Formzylinderform cylinder
- 44
- ÜbertragzylinderTransfer cylinder
- 55
- Druckzylinderpressure cylinder
- 66
- Bahntrain
- 77
- Pfeilarrow
- 88th
- Abrolleinrichtungunrolling
- 99
- Rollerole
- 1010
- Rollerole
- 1111
- Motorengine
- 1212
- Motorengine
- 1313
- Motorengine
- 1414
- Motorengine
- 1515
- Leitungmanagement
- 1616
- Leitungmanagement
- 1717
- Leitungmanagement
- 1818
- Leitungmanagement
- 1919
- Schaltercounter
- 2020
- Bahnstücktrack section
Claims (5)
- A mechanical device (1,2) for machining or processing processing material, having an apparatus ( 8, 9 ) both for receiving and delivering processing material which optionally runs in one or the other web travel direction, characterized in that the processing material runs through the mechanical device again when operation starts again and in that the portion of the processing material (6) which runs through the mechanical device (1,2) whilst the latter is decelerating is equivalent to the portion (20) of the processing material which runs through the mechanical device during a subsequent acceleration procedure.
- A device according to Claim 1, characterized by a switch (19 ) which triggers the activation of an auxiliary stack when a mechnical device processing or machining sheets starts decelerating.
- A device according to Claim 1, characterized by a switch (19) which, before a mechanical device (1,2) processing continuous webs (6) starts operating, switches the combined winding and unwinding device (8) to wind and, at the start of the operation, to unwind.
- A process for operating a mechanical device according to Claims 1 to 3, characterized in that the processing material (6) running through the mechanical device whilst the latter is decelerating runs through the mechanical device again when operation starts again.
- A process according to Claim 4, characterized in that the unrolling device supplying a continuous processing material in the form of a web may be operated as a winding device before the mechanical device starts operating.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19730924 | 1997-07-18 | ||
| DE19730924A DE19730924A1 (en) | 1997-07-18 | 1997-07-18 | Processing facility |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0891864A1 EP0891864A1 (en) | 1999-01-20 |
| EP0891864B1 true EP0891864B1 (en) | 2003-01-02 |
Family
ID=7836168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP98113155A Expired - Lifetime EP0891864B1 (en) | 1997-07-18 | 1998-07-15 | Unit and method to reduce amount of waste at web or sheet processing |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0891864B1 (en) |
| DE (2) | DE19730924A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9616655B2 (en) * | 2013-12-19 | 2017-04-11 | Goss International Americas, Inc. | Method for reducing web printing press start-up waste, and related printing press and printed product |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1116309B (en) * | 1977-06-02 | 1986-02-10 | Bugnone Aldo | TAPE WRAPPING AND UNWINDING DEVICE FOR PRINTING MACHINES, PAINTING MACHINES, COUPLING MACHINES OR SIMILAR |
| DE3023678C2 (en) * | 1980-06-25 | 1982-05-13 | Gerhard Ing.(grad.) 4800 Bielefeld Klemm | Method and device for printing flexible material webs, such as paper or film webs in multi-color printing |
| DD260268A1 (en) * | 1987-04-30 | 1988-09-21 | Polygraph Leipzig | BEARING ARRANGEMENT |
| DE3906515C1 (en) * | 1989-03-01 | 1990-05-31 | Kampf Gmbh & Co Maschinenfabrik, 5276 Wiehl, De |
-
1997
- 1997-07-18 DE DE19730924A patent/DE19730924A1/en not_active Withdrawn
-
1998
- 1998-07-15 EP EP98113155A patent/EP0891864B1/en not_active Expired - Lifetime
- 1998-07-15 DE DE59806791T patent/DE59806791D1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE59806791D1 (en) | 2003-02-06 |
| EP0891864A1 (en) | 1999-01-20 |
| DE19730924A1 (en) | 1999-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2951246C2 (en) | ||
| EP3492229A1 (en) | Device and method for cutting or perforating a sheet of paper | |
| EP1155987A2 (en) | Roll changer with motor brake | |
| EP2147789B1 (en) | Method for operating a rotary printing press | |
| EP0631866A1 (en) | Method and means for introducing a web in a printing machine | |
| EP1268329B1 (en) | Device for cutting paper webs | |
| DE19608842B4 (en) | Device and method for the web feed | |
| DE10014535A1 (en) | Method for operating a web-fed rotary printing press | |
| DE68926229T2 (en) | Connection system for railways | |
| EP0518053B1 (en) | Method and apparatus for producing printed corrugated cardboard in large working widths | |
| DE3426976A1 (en) | DEVICE FOR CARRYING OUT A ROLE CHANGE | |
| EP0755356B1 (en) | Device and process for combining and processing several paper webs | |
| EP0891864B1 (en) | Unit and method to reduce amount of waste at web or sheet processing | |
| DE69206761T2 (en) | Reel changer | |
| EP0893382B1 (en) | Device to splice material webs during rotation of rolls | |
| DE102016225980A1 (en) | Device for cutting a material web lug hanging from a material web to be guided through the device, web press and method for producing a product with a web press | |
| DE19955822A1 (en) | Adjusting material web tension e.g. for production of envelopes by applying braking force based on dancer motion and feed roller diameter | |
| EP0075057B1 (en) | Mechanism for driving a sheet delivering device | |
| DE68927764T2 (en) | Machine for braking a series of sheet metal sheets moving closely in succession along a production line | |
| EP1840058B1 (en) | Device for decelerating and/or accelerating printed sheets or exemplars separated from a sheet like print substrate | |
| DE29712745U1 (en) | Processing facility | |
| DE2823325A1 (en) | DEVICE FOR GENERATING A ROTATIONAL MOVEMENT | |
| DE3044462C2 (en) | Machine processing sheet material | |
| DE3504669A1 (en) | Apparatus for the continuous feed of material webs stored in roll form to a processing appliance | |
| DE4312534A1 (en) | Device for regulating the web tension regulation of a material web, especially of a paper web |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): CH DE DK FR GB IT LI NL |
|
| AX | Request for extension of the european patent |
Free format text: AL;LT;LV;MK;RO;SI |
|
| 17P | Request for examination filed |
Effective date: 19981130 |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: BARZANO' E ZANARDO MILANO S.P.A. |
|
| EL | Fr: translation of claims filed | ||
| TCNL | Nl: translation of patent claims filed | ||
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| AKX | Designation fees paid |
Free format text: CH DE DK FR GB IT LI NL |
|
| 17Q | First examination report despatched |
Effective date: 20000114 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Free format text: 7B 41F 33/00 A, 7B 65H 20/00 B, 7B 41F 13/02 B, 7B 65H 31/32 B |
|
| RTI1 | Title (correction) |
Free format text: UNIT AND METHOD TO REDUCE AMOUNT OF WASTE AT WEB OR SHEET PROCESSING |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE DK FR GB IT LI NL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 20030102 Ref country code: FR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030102 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: 20030102:NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PA ALDO ROEMPLER Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 59806791 Country of ref document: DE Date of ref document: 20030206 Kind code of ref document: P |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20030402 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 20030513 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030709 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20030731 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20031028 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| EN | Fr: translation not filed | ||
| 26N | No opposition filed |
Effective date: 20031003 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040203 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040715 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040731 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040715 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20050201 |