EP0724953A1 - Punch press with extended space for mounting dies - Google Patents
Punch press with extended space for mounting dies Download PDFInfo
- Publication number
- EP0724953A1 EP0724953A1 EP95100804A EP95100804A EP0724953A1 EP 0724953 A1 EP0724953 A1 EP 0724953A1 EP 95100804 A EP95100804 A EP 95100804A EP 95100804 A EP95100804 A EP 95100804A EP 0724953 A1 EP0724953 A1 EP 0724953A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- articulated
- punching press
- levers
- double
- press according
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0064—Counterbalancing means for movable press elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/02—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by lever mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/02—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by lever mechanism
- B30B1/06—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by lever mechanism operated by cams, eccentrics, or cranks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8824—With provision for dynamic balance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8828—Plural tools with same drive means
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/869—Means to drive or to guide tool
- Y10T83/8821—With simple rectilinear reciprocating motion only
- Y10T83/8841—Tool driver movable relative to tool support
- Y10T83/8848—Connecting rod articulated with tool support
Definitions
- the present invention relates to a punch press with a press housing, at least one ram, a punching space, a device for generating a lifting movement, in which punching space a strip running plane of a respective strip to be processed to be fed in a strip feed direction through the punching space and to be processed is fixed.
- the invention seeks to remedy this.
- the object of the invention is to provide a punching machine which has a long tool installation space, but permits high machine speeds, does not require increased energy expenditure and does not cause excessively high dynamic inertia forces.
- the punching machine has a device for generating a lifting movement which is articulated at one end of a respective plate group at at least two points which are at a distance from one another in the strip running direction and carry out lifting movements during operation of the punch press Lugs are articulated at their opposite ends at a respective end defining a articulation area at a first end of double levers of respective pairs of double levers, the individual double levers of each pair of double levers pointing in opposite directions with respect to the articulation area and being mounted at rocker bearing positions that are relative to one another in relation to the articulation area are symmetrically opposite, which double levers are hinged at their second end to a pressure column.
- an eccentric shaft with associated components is described as an exemplary embodiment of a device for generating a lifting movement.
- other designs of the device for generating a lifting movement are also possible, for example devices containing a crankshaft, hydraulic drives, drives containing cams, etc.
- the punch press of the embodiment shown has an eccentric shaft 1 which is supported at its ends in main bearings 2a, 2b in the press housing 2.
- the eccentric shaft 1 is driven, for example, via a clutch and brake device 3.
- Such clutch and brake devices for punch presses are generally known, so that a detailed description is unnecessary.
- the eccentric shaft 1 has an eccentric section 4.
- this eccentric section 4 is a one-piece section of the eccentric shaft 1.
- versions are obviously also possible in which the stroke adjustment of the tappet Punching press are present in the eccentric section 4 rotatable sleeves.
- Such arrangements for stroke adjustment are known and express reference is made to CH-A-574 323 and US-A-4 160 409.
- two connecting rods 5, 5a arranged next to one another are supported by roller bearings.
- a connecting rod bolt 6 is arranged at the lower ends of the connecting rods 5, 5a.
- the connecting rod pin 6 has end sections 6a, 6b, on which end sections 6a, 6b a sliding block 11a, 11b is arranged, which sliding blocks 11a, 11b are guided in sliding block guides 12a, 12b.
- One-armed levers 7, 7a, 8 and 8a are mounted on the connecting rod bolt 6. At their opposite ends, the one-armed levers 7, 7a, 8 and 8a are articulated via bolts 13, 13a, 13b and 13c and tabs 14, 14a, 14b and 14c to respective spindle nuts 15, 15a, which are each arranged on a threaded spindle 16, 16a are.
- the sliding blocks 11a, 11b and sliding inlets 12a, 12b thus form a device by means of which one end of the one-armed levers 7, 7a, 8, 8a are guided in the direction of the lifting movement.
- the one-armed levers 7, 7a, 8 and 8a are thus supported on the press housing 2 at their ends opposite the connecting rod bolts 6. These ends are, as will be described in more detail below, supported in a height-adjustable manner, whereby the height of the plunger 32, 32a can be changed.
- a bolt 18 or 18a is pressed in at a bearing 17 or 17a.
- the bearing points 17, 17a are points which perform stroke movements when the punch press is in operation, for the sake of completeness it should be noted that these are non-linear movements.
- Tabs 19, 19a, 19b and 19c are mounted on the bolts 18 and 18a at one of their ends, each forming a tab group. These tabs 19, 19a, 19b and 19c are supported at their lower ends on axially aligned bolts 20, 21, 20b and 20a, 21a, 20c.
- the pin 21 is inserted in the double lever 23.
- the bolts 20, 20b are inserted in the double lever 22.
- the bolt 21a is inserted in the double lever 23a and the bolt 20a, 20c in the double lever 22a.
- the double lever 23 is mounted on a pin 24 which defines a rocking bearing point and which is in turn mounted in the press housing 2.
- the double lever 22 is mounted on a pin 25 which defines a further rocking bearing point and which is in turn mounted in the press housing 2.
- the double lever 23a is mounted on the pin 24a and the double lever 22a on the pin 25a.
- the double lever 23 is articulated on a pressure column 28 by means of a pin 26, and at its opposite end the double lever 22 is articulated on a pressure column 29 by means of a pin 27.
- the pressure columns 28 and 29 are connected to the plunger 32 by means of bolts 30 and 31, and the pressure columns 28a and 29a are connected to the plunger 32a by means of bolts 30a and 31a.
- all four pressure columns 28, 28a, 29, 29a could also be connected to only a single tappet, or each of the pressure columns could be connected to its own tappet.
- the plunger 32 is firmly connected to two downwardly projecting guide columns 35, 35b.
- the guide columns 35, 35b are guided in the tape running plane 36 in guides 33, 33b and the guide columns 35a, 35c in guides 33a, 33c.
- This guide arrangement is described in detail in CH-A-568 848 and US-A-3 998 498 and reference is made to these documents for reasons of disclosure.
- the plungers 32, 32a additionally contain a further, that is to say third, guide 34 or 34a, which are arranged above the belt running plane 36. Further guide columns 37, 37a firmly connected to the press housing 2 protrude into these third guides 34 and 34a, respectively.
- the guides 34, 34a have sliding surfaces 38 (Fig. 4), (see the documents cited above), which in the longitudinal direction of the punch press, i.e. run in the tape feed direction.
- the guides 34, 34a thus prevent the plungers 32, 32a from deflecting in the transverse direction of the punch press, but, due to the sliding surfaces 38, allow the plungers 32, 32a to expand thermally without the plunger guides 33, 33b; 33a, 33c; 34, 34a to brace.
- the platen of the punch press is identified by reference number 39 and its base plate by reference number 40.
- the tipping point K of the plunger 32 remains on the belt running plane 36. This means that the plunger 32 or the tool 51 (upper tool) connected to it does not on the belt running plane 36 deflects.
- the guide 34 or its running surfaces 38 allow a corresponding shift.
- the seals 52, 52b between the press housing 2 and the pressure columns 28, 29 are movable seals which, even when the plunger 32 is inclined, prevent oil from escaping from the closed press housing 2 into the working space and contaminating the strip to be processed and the tools.
- FIG. 5 shows a section along the line V-V of FIG. 3, and in particular a section through the double levers 22, 23.
- the pull tab group 19, 19a articulated on the one-arm lever 7, 8 contains inner pull tabs 19b which are connected to the inner bolt 21 which is inserted in the end of the double lever 23. During operation, these inner pull tabs 19b transmit the force symmetrically via the double lever 23 supported on the pin 24 at the luffing bearing point to the pin 26 and thus to the pressure column 28.
- the outer pull tabs 19 are connected to the outer pins 20, 20b, which in End of the double lift 22 are used. During operation, these outer pull tabs 19 transmit the force symmetrically via the double lever 22 supported on the pin 25 at the luffing bearing point to the pin 27 and thus to the pressure column 29.
- FIG. 6 shows a section along the line VI-VI of FIG. 3 and in particular a section through the single-armed levers 7, 8, 7a and 8a, only the levers 7 and 8 arranged on the left in FIG. 1 being shown completely in FIG. 6 are.
- the following description again relates to the components arranged on the left in accordance with FIG. 1.
- the load transmitted by the plunger 32 via the components described above during operation of the punch press is partly transmitted through the inner pull tabs 19b to the common bolt 18 and thus symmetrically to the bearing points 17 of the one-armed lever 7, 8.
- the other part of the load is also transmitted through the outer pull tabs 19 to the common bolt 18 and thus symmetrically to the bearing points of the one-armed lever 7, 8.
- the one-armed levers 7, 8, on the one hand, transfer the load acting on the bolt 18 or bearing 17 via the bolt 6 and the connecting rods 5, 5a (FIGS. 1, 2) to the eccentric section 4 of the eccentric shaft 1, which is in the main bearings 2a , 2b is supported in the press housing 2.
- the load at the opposite end of the one-armed lever 7, 8 is transmitted via the bolts 13, 13b, the tabs 14, 14b, the spindle nut 15 to the threaded spindle 16, which is however rotatably supported on the press housing 2 in a stationary manner.
- the height position of the plunger 32 can be adjusted.
- the threaded spindle 16 has a worm wheel 43 which meshes with a worm 42 (FIGS. 5, 6).
- the spindle nut 15 has an extension 44 which projects into a guide groove 45 of the press housing 2, with which the spindle nut 15 is secured against rotation.
- the worm 42 is driven by a servo motor 41.
- the worm 42 If the worm 42 is rotated by the servo motor 41, it causes the threaded spindle 16 to rotate and thus causes the spindle nut 15 to be displaced in the vertical direction. This displacement movement is carried out via the tabs 14, 14b on the bolt 13 and thus on the lever pairs 7, 8 or 7, 11 transmitted.
- the opposite connecting rod pin 6 is fixed in its position with respect to a respective position of the eccentric shaft 1. Consequently, the connecting rod pin 6 forms the pivot center of the pairs of levers 7, 8 when they are moved through the tabs 14, 14b.
- a vertical movement of the tabs 14, 14b generated by the servo motor 41, the worm 42, the worm wheel 43 and the threaded spindle 16 causes a pivoting movement of the bolt 18 and thus an upward or downward movement of the tabs 19, 19b.
- This movement is transmitted via the double levers 22, 23 to the pressure columns 28, 29, with the result that the plunger 32a is finally displaced in its vertical position.
- each threaded spindle 16, 16a is connected to its own servo drive, the height of the two plungers 32, 32a can be adjusted synchronously or separately from one another.
- each ram 32, 32a can be adjusted independently of the other ram 32a, 32 in steps of less than 10 ⁇ m in its height.
- Each punch press needs training to balance the moving masses, and a wide variety of designs, including mass balancing weights, are known.
- the total mass of the guide columns 35, 35b, the plunger 32, the pressure columns 28, 29 and the section of the double levers 22, 23 which, from their articulation point on the pressure columns 28, 29 (bolts 26, 27) to the rocker bearing point, i.e. Bolt 24, 25 extends, is the same size as the total mass of the section of the double lever 22, 23, which from the rocker bearing point, i.e.
- Bolts 24, 25 extend to the link point on the tabs 19, 19b, the tabs 19, 19b, the one-armed levers 7, 8, the sliding blocks 11a, 11b, the connecting rods 5, 5a and the connecting rod bolts 6, 6a, 6b of the eccentric section 4 , the elongated upper ends 9, 9a of the connecting rods 5, 5a, the links 47, 47a articulated to the upper ends 9, 9a and the bolts 46, 46a.
- the links 47, 47a which are articulated via the bolts 46, 46a to elongated upper ends 9, 9a of the connecting rods 5, 5a, are connected at their opposite ends via bolts 48, 48a, each with a counterweight 49, 49a.
- These counterweights 49, 49a are mounted on bolts 50, 50a.
- the bolts 50, 50a are arranged at such a point in the press housing 2 and the counterweights 49, 49a are mounted on the bolts 50, 50a in such a way that their centers of mass M, Ma at the respective reversal point of the counterweights 49, which pivot in the opposite direction to the eccentric section 4.
- 49a are at least approximately at the height of the central axis 10 of the eccentric shaft 1, as indicated by the dash-dotted line 10 in FIGS. 1 and 7.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Treatment Of Fiber Materials (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Road Signs Or Road Markings (AREA)
Abstract
Description
Die vorliegende Erfindung betrifft eine Stanzpresse, mit einem Pressengehäuse, mindestens einem Stössel, einem Stanzraum, einer Einrichtung zum Erzeugen einer Hubbewegung, in welchem Stanzraum eine Bandlaufebene eines jeweiligen, in einer Bandvorschubrichtung durch den Stanzraum vorzuschiebenden, zu verarbeitenden Bandes festgelegt ist.The present invention relates to a punch press with a press housing, at least one ram, a punching space, a device for generating a lifting movement, in which punching space a strip running plane of a respective strip to be processed to be fed in a strip feed direction through the punching space and to be processed is fixed.
Bei der modernen Stanztechnik geht die Entwicklung in Richtung einer vollständigen Verarbeitung eines Rohmaterials, also ein vollständiges spanloses Fertigen eines Erzeugnisses. Das heisst, dass eine Stanzpresse zu einem vollständigen Fertigungszentrum ausgebildet wird. Nebst den üblichen Schneide- und Umform-(Biege)-Operationen werden in Stanzpressen vermehrt auch Montage- und Fügearbeiten ausgeführt, es wird geschweisst, genietet und es werden auch Gewinde geformt. Nach jedem erfolgten Bearbeitungsschritt eines zu verarbeitenden Bandes wird dasselbe in der Stanzpresse um eine vorgegebene Strecke vorgeschoben. Weiter werden vermehrt auch Messeinrichtungen zur Qualitätssicherung bei laufendem Arbeitsprozess eingesetzt. Das heisst, die Länge des Werkzeugeinbauraumes, also des Stanzraumes wird je länger je mehr einzelne Arbeitsschritte in der Stanzpresse durchgeführt werden. Folglich sind immer längere Werkzeugeinbauräume erforderlich.In modern stamping technology, the development is moving towards the complete processing of a raw material, i.e. the complete chipless manufacture of a product. This means that a punch press is formed into a complete manufacturing center. In addition to the usual cutting and forming (bending) operations, assembly and joining work is also increasingly being carried out in punching presses, welding, riveting and threading are also being formed. After each processing step of a strip to be processed, the strip is advanced by a predetermined distance in the punch press. Measuring devices for quality assurance are also increasingly being used during ongoing work processes. This means that the length of the tool installation space, i.e. the punching space, the longer the more individual work steps are carried out in the punch press. As a result, longer and longer tool installation spaces are required.
Um nun einen längern Werkzeugeinbauraum zu erhalten, müsste eigentlich lediglich eine übliche Pressenkonstruktion massstäblich vergrössert werden. Damit wächst jedoch die zulässige Nennlast, bezogen auf den Massstab im Quadrat, und die Massen mit der dritten Potenz.In order to obtain a longer tool installation space, all that would really need to be done was to enlarge a conventional press construction to scale. However, this increases the permissible nominal load, based on the square, and the masses with the third power.
Jedoch sind in der Praxis für längere Werkzeugeinbauräume selten zugleich höhere Nennlasten gefordert. Das extreme Anwachsen der Massen, insbesondere der bewegten Massen, ist sogar unerwünscht.In practice, however, higher nominal loads are rarely required for longer tool installation spaces. The extreme growth of the masses, especially the moving masses, is even undesirable.
Also ergibt ein massstäbliches Vergrössern einer Stanzpresse zum Erzielen eines längeren Werkzeugeinbauraumes einen übermässig hohen Maschinenpreis, niedrige Maschinendrehzahlen, einen grossen Energieaufwand und schlecht beherrschbare dynamische Massenkräfte, insbesondere im Falle einer Herstellung und Bearbeitung feiner und hochpräziser Teile.So scaling up a punch press to achieve a longer tool installation space results in an excessively high machine price, low machine speeds, a large amount of energy and dynamic mass forces that are difficult to control, particularly in the case of the manufacture and processing of fine and high-precision parts.
Hier will die Erfindung Abhilfe schaffen. Aufgabe der Erfindung ist eine Stanzmaschine zu schaffen, welche einen langen Werkzeugeinbauraum aufweist, jedoch hohe Maschinendrehzahlen zulässt, keinen erhöhten Energieaufwand benötigt und keine übermässig hohe dynamische Massenkräfte verursacht.The invention seeks to remedy this. The object of the invention is to provide a punching machine which has a long tool installation space, but permits high machine speeds, does not require increased energy expenditure and does not cause excessively high dynamic inertia forces.
Die erfindungsgemässe Stanzmaschine, wie sie im Anspruch 1 gekennzeichnet ist, weist eine Einrichtung zum Erzeugen einer Hubbewegung auf, die bei mindestens zwei, in Bandlaufrichtung einen gegenseitigen Abstand aufweisenden und im Betrieb der Stanzpresse Hubbewegungen ausführenden Stellen an einem Ende einer jeweiligen Laschengruppe angelenkt ist, deren Laschen bei ihrem entgegengesetzten Ende bei einer jeweiligen, einen Anlenkbereich bestimmenden Ende an einem ersten Ende von Doppelhebeln jeweiliger Doppelhebelpaare angelenkt sind, wobei die einzelnen Doppelhebel jedes Doppelhebelpaares in bezug auf den Anlenkbereich in entgegengesetzten Richtungen weisen und bei Wipplagerstellen gelagert sind, die relativ zum Anlenkbereich einander symmetrisch gegenüberliegen, welche Doppelhebel bei ihrem zweiten Ende an jeweils einer Drucksäule angelenkt sind.The punching machine according to the invention, as characterized in
Die durch die Erfindung erreichten Vorteile sind insbesondere darin zu sehen, dass ein extrem langer Werkzeugeinbauraum ermöglicht ist, wobei jedoch hohe Maschinendrehzahlen, ein beschränkter Leistungsbedarf und tiefe dynamische Massenkräfte vorherrschen.The advantages achieved by the invention can be seen in particular in the fact that an extremely long tool installation space is made possible, but high machine speeds, a limited power requirement and low dynamic mass forces prevail.
Weitere Ziele und Vorteile ergeben sich aus den abhängigen Ansprüchen.Further goals and advantages result from the dependent claims.
Nachfolgend wird der Erfindungsgegenstand anhand von Ausführungswege darstellenden Zeichnungen beispielsweise näher erläutert.In the following, the subject matter of the invention is explained in more detail, for example, with the aid of drawings showing the ways of implementation.
Es zeigt:
Figur 1 einen Schnitt durch eine Stanzpresse,Figur 2 einen Schnitt entlang der Linie II-II derFigur 1,Figur 3 in vergrössertem Massstab einen Ausschnitt aus derFigur 1,Figur 4 einen Schnitt entlang der Linie IV-IV derFigur 3,Figur 5 einen Schnitt entlang der Linie V-V derFigur 3,Figur 6 einen Schnitt entlang der Linie VI-VI derFigur 3, undFigur 7 einen Schnitt entlang der Linie VII-VII derFigur 1.
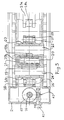
- FIG. 1 shows a section through a punch press,
- FIG. 2 shows a section along the line II-II in FIG. 1,
- FIG. 3 shows an enlarged section of FIG. 1,
- FIG. 4 shows a section along the line IV-IV in FIG. 3,
- FIG. 5 shows a section along the line VV of FIG. 3,
- 6 shows a section along the line VI-VI of Figure 3, and
- 7 shows a section along the line VII-VII of FIG. 1.
In der nachfolgenden Beschreibung wird als Ausführungsbeispiel einer Einrichtung zum Erzeugen einer Hubbewegung eine Exzenterwelle mit dazu gehörigen Bauteilen beschrieben. Es sind jedoch auch andere Ausführungen der Einrichtung zum Erzeugen einer Hubbewegung möglich, beispielsweise eine Kurbelwelle enthaltende Einrichtungen, hydraulische Antriebe, Nocken enthaltende Antriebe, etc.In the following description, an eccentric shaft with associated components is described as an exemplary embodiment of a device for generating a lifting movement. However, other designs of the device for generating a lifting movement are also possible, for example devices containing a crankshaft, hydraulic drives, drives containing cams, etc.
Die Stanzpresse der gezeichneten Ausführung weist eine Exzenterwelle 1 auf, die bei ihren Enden in Hauptlagern 2a, 2b im Pressengehäuse 2 gelagert ist. Der Antrieb der Exzenterwelle 1 erfolgt beispielsweise über eine Kupplungs- und Bremsvorrichtung 3. Solche Kupplungs- und Bremsvorrichtungen für Stanzpressen sind allgemein bekannt, so dass sich eine detaillierte Beschreibung erübrigt. Die Exzenterwelle 1 weist einen Exzenterabschnitt 4 auf. Bei der gezeichneten Ausführung ist dieser Exzenterabschnitt 4 ein einstückiger Abschnitt der Exzenterwelle 1. Es sind jedoch auch offensichtlich Ausführungen möglich, bei denen zur Hubverstellung des Stössels der Stanzpresse beim Exzenterabschnitt 4 gegeneinander verdrehbare Büchsen vorhanden sind. Solche Anordnungen zur Hubverstellung sind bekannt und es wird hierzu ausdrücklich auf die CH-A-574 323 bzw. US-A-4 160 409 verwiesen. Auf dem Exzenterabschnitt 4 sind zwei nebeneinander angeordnete Pleuel 5, 5a über Wälzlager gelagert. Ein Pleuelbolzen 6 ist bei den unteren Enden der Pleuel 5, 5a angeordnet. Der Pleuelbolzen 6 weist Endabschnitte 6a, 6b auf, auf welchen Endabschnitte 6a, 6b je ein Gleitstein 11a, 11b angeordnet ist, welche Gleitsteine 11a, 11b in Gleitsteinführungen 12a, 12b geführt sind.The punch press of the embodiment shown has an
Durch die bis jetzt beschriebenen Bauteile wird im Betrieb der Stanzpresse die Drehbewegung der Exzenterwelle 1 in eine lineare Hubbewegung des Pleuelbolzens 6 umgesetzt.Due to the components described so far, the rotary movement of the
Auf dem Pleuelbolzen 6 sind einarmige Hebel 7, 7a, 8 und 8a gelagert. Bei ihren entgegengesetztene Enden sind die einarmigen Hebel 7, 7a, 8 und 8a über Bolzen 13, 13a, 13b und 13c und Laschen 14, 14a, 14b und 14c an jeweiligen Spindelmuttern 15, 15a angelenkt, welche je auf einer Gewindespindel 16, 16a angeordnet sind.One-
Die Gleitsteine 11a, 11b und Gleitseinführungen 12a, 12b bilden also eine Einrichtung, mittels welcher das eine Ende der einarmigen Hebel 7, 7a, 8, 8a in Richtung der Hubbewegung geführt sind.The sliding
Aus den Zeichnungen ist ersichtlich, dass insgesamt vier Bolzen 13-13c, vier Laschen 14-14c, zwei Spindelmuttern 15, 15a und zwei Gewindespindeln 16, 16a vorhanden sind.From the drawings it can be seen that there are a total of four bolts 13-13c, four tabs 14-14c, two
Die einarmigen Hebel 7, 7a, 8 und 8a sind somit bei ihren dem Pleuelbolzen 6 entgegengesetzten Enden auf dem Pressengehäuse 2 abgestützt. Dabei sind diese Enden, wie weiter unten noch im einzelnen beschrieben sein wird, höhenverstellbar abgestützt, womit die Höhenstellung der Stössel 32, 32a veränderbar ist.The one-
Bei einer zwischen den beschriebenen Enden der einarmigen Hebel 7, 7a, 8 und 8a liegenden Stelle ist bei einer Lagerstelle 17 bzw. 17a ein Bolzen 18 bzw. 18a eingepresst. Die Lagerstellen 17, 17a sind Stellen, die im Betrieb der Stanzpresse Hubbewegungen ausführen, wobei der Vollständigkeit halber festgehalten werden soll, dass es sich hier um nicht geradlinige Bewegungen handelt.At a point between the described ends of the one-
Auf den Bolzen 18 bzw. 18a sind bei einem ihrer Enden Laschen 19, 19a, 19b und 19c gelagert, die jeweils eine Laschengruppe bilden. Diese Laschen 19, 19a, 19b und 19c sind bei ihrem unteren Ende auf axial fluchtenden Bolzen 20, 21, 20b bzw. 20a, 21a, 20c gelagert.
Diese Bolzen 20, 21, 20b bzw. 20a, 21a, 20c sind in Doppelhebelpaaren eingesetzt.These
Dabei, siehe Figur 1 und insbesondere Figur 5, ist der Bolzen 21 im Doppelhebel 23 eingesetzt. Die Bolzen 20, 20b sind im Doppelhebel 22 eingesetzt.Here, see Figure 1 and in particular Figure 5, the
In gleicher Weise sind der Bolzen 21a im Doppelhebel 23a und die Bolzen 20a, 20c im Doppelhebel 22a eingesetzt.In the same way, the bolt 21a is inserted in the
Der Doppelhebel 23 ist auf einem, eine Wipplagerstelle bestimmenden Bolzen 24 gelagert, der seinerseits im Pressengehäuse 2 gelagert ist.The
Der Doppelhebel 22 ist auf einem, eine weitere Wipplagerstelle bestimmenden Bolzen 25 gelagert, der seinerseits im Pressengehäuse 2 gelagert ist.The
Entsprechend sind der Doppelhebel 23a auf dem Bolzen 24a und der Doppelhebel 22a auf dem Bolzen 25a gelagert.Correspondingly, the
Beim entgegengesetzten Ende ist der Doppelhebel 23 über einen Bolzen 26 an einer Drucksäule 28 angelenkt, und bei seinem entgegengesetzten Ende ist der Doppelhebel 22 über einen Bolzen 27 an einer Drucksäule 29 angelenkt.At the opposite end, the
In gleicher Weise sind beim in der Figur 1 rechts angeordneten Doppelhebelpaar mit den Doppelhebeln 22a und 23a der Doppelhebel 22a an der Drucksäule 29a und der Doppelhebel 23a an der Drucksäule 28a angelenkt.In the same way, in the pair of
Die Drucksäulen 28 und 29 sind über Bolzen 30 und 31 mit dem Stössel 32 verbunden, und die Drucksäulen 28a und 29a sind über Bolzen 30a und 31a mit dem Stössel 32a verbunden.The
Alternativ könnten alle vier Drucksäulen 28, 28a, 29, 29a auch nur mit einem einzigen Stössel verbunden sein, oder jede der Drucksäulen könnte mit einem eigenen Stössel verbunden sein.Alternatively, all four
Nachfolgend wird nun die Anordnung der Stösselführungen beschrieben, wobei insbesondere auf die Figuren 3 und 4 verwiesen wird.The arrangement of the tappet guides is now described below, reference being made in particular to FIGS. 3 and 4.
Der Stössel 32 ist fest mit zwei nach unten ragenden Führungssäulen 35, 35b verbunden. Die Führungssäulen 35, 35b sind in der Bandlaufebene 36 in Führungen 33, 33b und die Führungssäulen 35a, 35c in Führungen 33a, 33c geführt. Diese Führungsanordnung ist in der CH-A-568 848 bzw. US-A-3 998 498 im einzelnen beschrieben und es wird aus Gründen der Offenbarung auf diese Dokumente hingewiesen.The
Die Stössel 32, 32a enthalten zusätzlich eine weitere, also dritte Führung 34 bzw. 34a, die oberhalb der Bandlaufebene 36 angeordnet sind. Mit dem Pressengehäuse 2 fest verbundene weitere Führungssäulen 37, 37a ragen in diese dritten Führungen 34 bzw. 34a. Die Führungen 34, 34a weisen Gleitflächen 38 auf (Fig. 4), (siehe die oben angegebenen Dokumente), welche in Längsrichtung der Stanzpresse, d.h. in Bandvorschubrichtung, verlaufen. Die Führungen 34, 34a verhindern somit ein Auslenken der Stössel 32, 32a in Querrichtung der Stanzpresse, lassen aber aufgrund der Gleitflächen 38 eine Wärmeausdehnung der Stössel 32, 32a zu, ohne die Stösselführungen 33, 33b; 33a, 33c; 34, 34a zu verspannen.The
In den Figuren sind die Aufspannplatte der Stanzpresse mit der Bezugsziffer 39 und deren Grundplatte mit der Bezugsziffer 40 identifiziert.In the figures, the platen of the punch press is identified by
Bei einer in bezug auf die Längsrichtung der Stanzpresse, bzw. Bandvorschubrichtung aussermittigen Stanzbelastung F (Fig. 3) zwischen z.B. dem Stössel 32 und der Aufspannplatte 39, bzw. Grundplatte 40 werden die Drucksäulen 28, 29 unterschiedlich elastisch verformt. Der Stössel 32 nimmt eine Schrägstellung ein, wie in der Fig. 3 mit der Strecke S angedeutet ist, wobei die (übertrieben gezeichnete) Schrägstellung des Stössels 32 durch die strichlinierte Linie T dargestellt ist. Die elastische Verformung und Stellungsänderung der Drucksäule 29 sind durch die strichlinierte Linie U und entsprechend bei der Drucksäule 28 durch die strichlinierte Linie V dargestellt. Weiter ist die Schrägstellung der Führungssäule 35 durch die strichlinierte Linie W dargestellt.Eccentric in relation to the longitudinal direction of the punch press or tape feed direction Punching load F (FIG. 3) between, for example, the
Dadurch, dass die Führungen 33, 33b auf der Bandlaufebene 36 angeordnet sind, bleibt der Kippunkt K des Stössels 32 auf der Bandlaufebene 36. Das heisst, dass der Stössel 32 bzw. das mit ihm verbundene Werkzeug 51 (Oberwerkzeug) auf der Bandlaufebene 36 nicht auslenkt.Because the guides 33, 33b are arranged on the
Die Führung 34 bzw. ihre Laufflächen 38 (Fig. 4) lassen eine entsprechende Verschiebung zu. Die Dichtungen 52, 52b zwischen dem Pressengehäuse 2 und den Drucksäulen 28, 29 sind bewegliche Dichtungen, welche auch bei einer Schrägstellung des Stössels 32 verhindern, dass Oel aus dem geschlossenen Pressengehäuse 2 in den Arbeitsraum austritt und das zu bearbeitende Band sowie die Werkzeuge verschmutzt.The
Es wurde nun das Verhalten der verschiedenen Bauteile bei einer aussermittigen Belastung des Stössels 32 beschrieben. Genau dasselbe Verhalten der entsprechenden Bauteile erscheint bei einer aussermittigen Belastung des Stössels 32a.The behavior of the various components when the
Die Figur 5 zeigt einen Schnitt entlang der Linie V-V der Figur 3, und insbesondere einen Schnitt durch die Doppelhebel 22,23.FIG. 5 shows a section along the line V-V of FIG. 3, and in particular a section through the
Die am einarmigen Hebel 7, 8 angelenkte Zuglaschengruppe 19, 19a enthält innere Zuglaschen 19b, welche mit dem inneren Bolzen 21 in Verbindung stehen, der im Ende des Doppelhebels 23 eingesetzt ist. Diese inneren Zuglaschen 19b übertragen im Betrieb die Kraft symmetrisch über den bei der Wipplagerstelle auf den Bolzen 24 abgestützten Doppelhebel 23 auf den Bolzen 26 und damit auf die Drucksäule 28. Die äusseren Zuglaschen 19 stehen mit den äusseren Bolzen 20, 20b in Verbindung, die im Ende des Doppelhebeis 22 eingesetzt sind. Diese äusseren Zuglaschen 19 übertragen im Betrieb die Kraft symmetrisch über den bei der Wipplagerstelle auf dem Bolzen 25 abgestützten Doppelhebel 22 auf den Bolzen 27 und damit auf die Drucksäule 29.The
Dieselbe entsprechende Ausbildung der entsprechenden Bauteile ist bei dem in der Figur 1 rechts angeordneten einarmigen Hebel 7a, 8a, Doppelhebel 22a, 23a, etc. vorhanden.The same corresponding design of the corresponding components is present in the one-
Die Figur 6 zeigt einen Schnitt entlang der Linie VI-VI der Figur 3 und insbesondere einen Schnitt durch die einarmigen Hebel 7, 8, 7a und 8a, wobei in der Figur 6 lediglich die gemäss der Figur 1 links angeordneten Hebel 7 und 8 vollständig dargestellt sind. Die nachfolgende Beschreibung bezieht sich wieder auf die gemäss der Figur 1 links angeordneten Bauteile.FIG. 6 shows a section along the line VI-VI of FIG. 3 and in particular a section through the single-
Die im Betrieb der Stanzpresse vom Stössel 32 über die oben beschriebenen Bauteile übertragene Last wird zum Teil durch die inneren Zuglaschen 19b auf den gemeinsamen Bolzen 18 und damit symmetrisch auf die Lagerstellen 17 der einarmigen Hebel 7, 8 übertragen. Der andere Teil der Last wird durch die äusseren Zuglaschen 19 ebenfalls auf den gemeinsamen Bolzen 18 und damit symmetrisch auf die Lagerstellen der einarmigen Hebel 7, 8 übertragen.The load transmitted by the
Die einarmigen Hebel 7, 8 übertragen einerseits die auf den Bolzen 18 bzw. Lagerstelle 17 einwirkende Last über den Bolzen 6 und über die Pleuel 5, 5a (Fig. 1, 2) auf den Exzenterabschnitt 4 der Exzenterwelle 1, die in den Hauptlagern 2a, 2b im Pressengehäuse 2 abgestützt ist.The one-
Andererseits wird die Last beim entgegengesetzten Ende der einarmigen Hebel 7, 8 über die Bolzen 13, 13b, die Laschen 14, 14b, die Spindelmutter 15 auf die Gewindespindel 16 übertragen, die ortsfest jedoch drehbar am Pressengehäuse 2 abgestützt ist.On the other hand, the load at the opposite end of the one-
Mit dieser letzteren Anordnung von Bauteilen lässt sich die Höhenstellung des Stössels 32 verstellen.With this latter arrangement of components, the height position of the
Dazu weist die Gewindespindel 16 ein Schneckenrad 43 auf, welches mit einer Schnecke 42 kämmt (Fig. 5, 6). Die Spindelmutter 15 weist einen Fortsatz 44 auf, der in eine Führungsnut 45 des Pressengehäuses 2 ragt, womit die Spindelmutter 15 gegen ein Verdrehen gesichert ist. Die Schnecke 42 ist von einem Servomotor 41 angetrieben.For this purpose, the threaded
Wird die Schnecke 42 durch den Servomotor 41 rotiert, bewirkt sie ein Rotieren der Gewindespindel 16 und damit ein in vertikale Richtung erfolgendes Verschieben der Spindelmutter 15. Diese Verschiebebewegung wird über die Laschen 14, 14b auf den Bolzen 13 und damit auf die Hebelpaare 7, 8 bzw. 7, 11 übertragen.If the
Der entgegengesetzt angeordnete Pleuelbolzen 6 ist in seiner Lage bezüglich einer jeweiligen Stellung der Exzenterwelle 1 fixiert. Folglich bildet der Pleuelbolzen 6 das Schwenkzentrum der Hebelpaare 7, 8, wenn diese durch die Laschen 14, 14b bewegt werden. Also verursacht eine durch den Servomotor 41, die Schnecke 42, das Schneckenrad 43 und die Gewindespindel 16 erzeugte vertikale Bewegung der Laschen 14, 14b, eine Schwenkbewegung des Bolzens 18 und damit eine Aufwärts-, bzw. Abwärtsbewegung der Laschen 19, 19b. Diese Bewegung wird über die Doppelhebel 22, 23 auf die Drucksäulen 28, 29 übertragen, womit schliesslich der Stössel 32a in seiner Höhenlage verschoben wird.The opposite connecting
Weil jede Gewindespindel 16, 16a mit einem eigenen Servoantrieb antriebsverbunden ist, können die zwei Stössel 32, 32a miteinander synchron oder auch getrennt voneinander in ihrer Höhenlage verstellt werden. Bei laufender Stanzpresse kann jeder Stössel 32, 32a unabhängig vom anderen Stössel 32a, 32 in Schritten von weniger als 10 µm in seiner Höhenlage verstellt werden.Because each threaded
Jede Stanzpresse benötigt eine Ausbildung zum Ausgleichen der bewegten Massen, wobei die verschiedensten Konstruktionen, einschliesslich Massenausgleichsgewichten, bekannt sind.Each punch press needs training to balance the moving masses, and a wide variety of designs, including mass balancing weights, are known.
Nachfolgend wird nun der Massenausgleich der Stanzpresse beschrieben. Weil die bewegten Massen bezüglich der senkrechten Mittellinie der Figur 1 spiegelbildlich dieselben sind, wird nun lediglich die Ausbildung der links von diese Mittellinie bzw. Symmetrieachse angeordneten Bauteile bezüglich des Massenausgleichs beschrieben.The mass balancing of the punch press will now be described. Because the moving masses are the same in mirror image with respect to the vertical center line of FIG. 1, only the configuration of the components arranged to the left of this center line or axis of symmetry is described with regard to the mass balance.
Die gesamte Masse der Führungssäulen 35, 35b, des Stössels 32, der Drucksäulen 28, 29 und des Abschnittes der Doppelhebel 22, 23, der von deren Anlenkpunkt an den Drucksäulen 28, 29 (Bolzen 26, 27) bis zur Wipplagerstelle, d.h. Bolzen 24, 25 verläuft, ist gleich gross wie die gesamte Masse des Abschnittes der Doppelhebel 22, 23, der von der Wipplagerstelle, d.h. Bolzen 24, 25 bis zum Anlenkpunkt an die Laschen 19, 19b verläuft, der Laschen 19, 19b, der einarmigen Hebel 7, 8, der Gleitsteine 11a, 11b, der Pleuel 5, 5a und des Pleuelbolzens 6, 6a, 6b des Exzenterabschnittes 4, der verlängerten, oberen Enden 9, 9a der Pleuel 5, 5a, der an die oberen Enden 9, 9a angelenkten Lenker 47, 47a und der Bolzen 46, 46a. Damit sind im Betrieb die oszillierenden Massen der Stanzpresse inklusiv der vertikalen Komponente der rotierenden Unwucht ausgeglichen, womit keine zusätzlichen Ausgleichsgewichte zum Ausgleich der in vertikaler Richtung oszillierenden Massen, inklusive der rotierenden Unwucht in vertikaler Richtung vorhanden sein müssen, welche die Massenkräfte und die damit verbundene Reibleistung unnötig erhöhen würden.The total mass of the
Zum Ausgleich der horizontalen Komponente der rotierenden Unwuchtmasse, siehe Figur 1, Figur 2 und Figur 7, sind die über die Bolzen 46, 46a an verlängerten, oberen Enden 9, 9a der Pleuel 5, 5a angelenkten Lenker 47, 47a bei ihren entgegengesetzten Enden über Bolzen 48, 48a mit je einem Gegengewicht 49, 49a verbunden. Diese Gegengewichte 49, 49a sind auf Bolzen 50, 50a gelagert. Dabei sind die Bolzen 50, 50a an einer solchen Stelle im Pressengehäuse 2 angeordnet und die Gegengewichte 49, 49a derart auf den Bolzen 50, 50a gelagert, dass sich ihre Massenschwerpunkte M, Ma bei der jeweiligen Umkehrstelle der gegensinnig zum Exzenterabschnitt 4 schwenkenden Gegengewichte 49, 49a mindestens annähernd auf der Höhe der Mittelachse 10 der Exzenterwelle 1 befinden, wie mit der strichpunktierten Linie 10 in den Figuren 1 und 7 angedeutet ist.To balance the horizontal component of the rotating unbalanced mass, see Figure 1, Figure 2 and Figure 7, the
Claims (14)
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE59500682T DE59500682D1 (en) | 1995-01-21 | 1995-01-21 | Punching press with long tool installation space |
| AT95100804T ATE158227T1 (en) | 1995-01-21 | 1995-01-21 | PUNCHING PRESS WITH LONG TOOL INSTALLATION SPACE |
| ES95100804T ES2109022T3 (en) | 1995-01-21 | 1995-01-21 | STAMPING PRESS WITH LONG TOOL ASSEMBLY SPACE. |
| EP95100804A EP0724953B1 (en) | 1995-01-21 | 1995-01-21 | Punch press with extended space for mounting dies |
| SG1996000035A SG33659A1 (en) | 1995-01-21 | 1996-01-04 | A punch press with a long space for receipt of a tool |
| US08/587,035 US5746123A (en) | 1995-01-21 | 1996-01-16 | Punch press having an elongate space for mounting its tools |
| JP8008424A JP2768656B2 (en) | 1995-01-21 | 1996-01-22 | Punch press machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP95100804A EP0724953B1 (en) | 1995-01-21 | 1995-01-21 | Punch press with extended space for mounting dies |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0724953A1 true EP0724953A1 (en) | 1996-08-07 |
| EP0724953B1 EP0724953B1 (en) | 1997-09-17 |
Family
ID=8218924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95100804A Expired - Lifetime EP0724953B1 (en) | 1995-01-21 | 1995-01-21 | Punch press with extended space for mounting dies |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US5746123A (en) |
| EP (1) | EP0724953B1 (en) |
| JP (1) | JP2768656B2 (en) |
| AT (1) | ATE158227T1 (en) |
| DE (1) | DE59500682D1 (en) |
| ES (1) | ES2109022T3 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0867275A1 (en) * | 1997-03-26 | 1998-09-30 | Rolf Hänggi | Punch press with tooling |
| EP0927630A1 (en) * | 1997-12-12 | 1999-07-07 | Bruderer Ag | Press, in particular punch press |
| EP2008799A1 (en) * | 2007-06-28 | 2008-12-31 | Bruderer Ag | Die cutting press |
| WO2021144012A1 (en) * | 2020-01-15 | 2021-07-22 | Bruderer Ag | Method for operating a stamping press, and stamping press for operation according to the method |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6374715B1 (en) * | 1998-12-18 | 2002-04-23 | Hitachi Metals, Ltd. | Apparatus for punching sheet |
| JP4404984B2 (en) * | 1999-03-24 | 2010-01-27 | 株式会社山田ドビー | Press machine |
| DE19918700A1 (en) * | 1999-04-26 | 2000-11-02 | Mueller Weingarten Maschf | Hydromechanical press drive |
| US6405576B1 (en) * | 1999-11-30 | 2002-06-18 | Aida Engineering Co., Ltd. | Linear slide press machine |
| JP3667227B2 (en) * | 2000-11-13 | 2005-07-06 | 株式会社山田ドビー | Press machine |
| DE10065255B4 (en) * | 2000-12-29 | 2005-02-17 | Schuler Pressen Gmbh & Co. Kg | Multistage press |
| JP3897562B2 (en) * | 2001-10-24 | 2007-03-28 | アイダエンジニアリング株式会社 | Mechanical press |
| JP2003211374A (en) * | 2002-01-21 | 2003-07-29 | Hitachi Koki Co Ltd | Power tool |
| JP4313816B2 (en) * | 2006-12-27 | 2009-08-12 | 株式会社山田ドビー | Press machine |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2204413A (en) * | 1937-07-26 | 1940-06-11 | Hydraulic Press Corp Inc | Hydromechanical press |
| CH543377A (en) * | 1971-10-01 | 1973-10-31 | Bruderer Ag | Device for height adjustment of the bear of a punching machine |
| US4160409A (en) * | 1974-09-03 | 1979-07-10 | Bruderer Ag | Drive for the movable work component, such as the ram of a press, stamping machine or the like |
| EP0395964A1 (en) * | 1989-05-03 | 1990-11-07 | Bruderer Ag | Apparatus for balancing inerta forces in a crank operated machine, in particular a punching machine |
| EP0546265A1 (en) * | 1991-12-11 | 1993-06-16 | Bruderer Ag | Single shaft punch press |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US238983A (en) * | 1881-03-15 | storehouse | ||
| US2105053A (en) * | 1934-06-15 | 1938-01-11 | Hydraulic Press Corp Inc | Four-point hydraulically operated press |
| US2085648A (en) * | 1935-06-10 | 1937-06-29 | Clearing Machine Corp | Press |
| US2738748A (en) * | 1952-01-29 | 1956-03-20 | May Pressenbau G M B H Fa | Toggle lever operating arrangement for a press |
| US3747452A (en) * | 1972-01-12 | 1973-07-24 | V Gilev | Automatic press for die blanking of two concentric parts from steel strips |
| DE2657911A1 (en) * | 1975-12-26 | 1977-07-14 | Komatsu Mfg Co Ltd | TRANSFER PRESS |
| DE2900900C2 (en) * | 1979-01-11 | 1982-10-07 | RWM-Raster-Werkzeugmaschinen GmbH, 7136 Ötisheim | High-speed eccentric press or punch |
| US4276823A (en) * | 1979-01-11 | 1981-07-07 | R W M-Raster-Werkzeugmaschinen Gmbh | Eccentric press |
| DE3332173A1 (en) * | 1982-09-06 | 1984-03-08 | Mabu-Pressen Maschinenfabrik Karl Burkard KG, 6370 Oberursel | EXCENTRIC PRESS |
| US4934173A (en) * | 1989-03-17 | 1990-06-19 | Amp Incorporated | Stamping and forming machine having toggles for reciprocating the tooling assemblies |
| DE4127181A1 (en) * | 1991-08-16 | 1992-03-12 | Schuhmaschinenbau Compart Gmbh | Actuating mechanism for bridge-type press - has force transmission linkage which doubles applied force |
-
1995
- 1995-01-21 AT AT95100804T patent/ATE158227T1/en not_active IP Right Cessation
- 1995-01-21 DE DE59500682T patent/DE59500682D1/en not_active Expired - Lifetime
- 1995-01-21 EP EP95100804A patent/EP0724953B1/en not_active Expired - Lifetime
- 1995-01-21 ES ES95100804T patent/ES2109022T3/en not_active Expired - Lifetime
-
1996
- 1996-01-16 US US08/587,035 patent/US5746123A/en not_active Expired - Lifetime
- 1996-01-22 JP JP8008424A patent/JP2768656B2/en not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2204413A (en) * | 1937-07-26 | 1940-06-11 | Hydraulic Press Corp Inc | Hydromechanical press |
| CH543377A (en) * | 1971-10-01 | 1973-10-31 | Bruderer Ag | Device for height adjustment of the bear of a punching machine |
| US4160409A (en) * | 1974-09-03 | 1979-07-10 | Bruderer Ag | Drive for the movable work component, such as the ram of a press, stamping machine or the like |
| EP0395964A1 (en) * | 1989-05-03 | 1990-11-07 | Bruderer Ag | Apparatus for balancing inerta forces in a crank operated machine, in particular a punching machine |
| EP0546265A1 (en) * | 1991-12-11 | 1993-06-16 | Bruderer Ag | Single shaft punch press |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0867275A1 (en) * | 1997-03-26 | 1998-09-30 | Rolf Hänggi | Punch press with tooling |
| SG84509A1 (en) * | 1997-03-26 | 2001-11-20 | Rolf Hanggi | A punch press including at least one tool unit |
| EP0927630A1 (en) * | 1997-12-12 | 1999-07-07 | Bruderer Ag | Press, in particular punch press |
| US6055903A (en) * | 1997-12-12 | 2000-05-02 | Bruderer Ag | Press, specifically punch press |
| EP2008799A1 (en) * | 2007-06-28 | 2008-12-31 | Bruderer Ag | Die cutting press |
| WO2009000100A1 (en) * | 2007-06-28 | 2008-12-31 | Bruderer Ag | Punching press |
| CN101687379A (en) * | 2007-06-28 | 2010-03-31 | 布吕德雷股份公司 | Die cutting press |
| US8739595B2 (en) | 2007-06-28 | 2014-06-03 | Bruderer Ag | Punching press |
| CN101687379B (en) * | 2007-06-28 | 2014-11-12 | 布吕德雷股份公司 | Die cutting press |
| WO2021144012A1 (en) * | 2020-01-15 | 2021-07-22 | Bruderer Ag | Method for operating a stamping press, and stamping press for operation according to the method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2768656B2 (en) | 1998-06-25 |
| JPH08267294A (en) | 1996-10-15 |
| EP0724953B1 (en) | 1997-09-17 |
| DE59500682D1 (en) | 1997-10-23 |
| US5746123A (en) | 1998-05-05 |
| ATE158227T1 (en) | 1997-10-15 |
| ES2109022T3 (en) | 1998-01-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0765735B1 (en) | Toggle link punch press | |
| DE69003281T2 (en) | Device for punching or shaping with toggle levers for the reciprocating movement of the tools. | |
| DE19521050C2 (en) | Toggle lever drive device | |
| EP0724953B1 (en) | Punch press with extended space for mounting dies | |
| EP0024699B1 (en) | Press drive | |
| EP0927630B1 (en) | Press, in particular punch press | |
| EP2694230B1 (en) | Radial press | |
| EP1189745B1 (en) | Device for finely cutting workpieces from a material | |
| EP0395964B1 (en) | Apparatus for balancing inerta forces in a crank operated machine, in particular a punching machine | |
| EP0057741B1 (en) | Press drive | |
| WO2013056807A1 (en) | Press | |
| EP0439684A1 (en) | Punch press | |
| DE102013012085B4 (en) | Press for producing a compact of powdery material | |
| EP0305566B1 (en) | Press, in particular for making dimensionally stable pressed articles from powdery materials | |
| DE102014109144A1 (en) | Improved C-frame press | |
| DE102009055739A1 (en) | Forming machine, especially servo press | |
| CH695990A5 (en) | Press machine, especially a joint press. | |
| DE2132377C3 (en) | Forming machine for either pressing or hitting | |
| DE3104263A1 (en) | "LEVER TOOL WITH PROGRESSIVE TRANSLATION" | |
| WO1994029100A1 (en) | Single-shaft four-point stamping press | |
| DE2912927A1 (en) | DRIVE FOR A PRESS | |
| CH691449A5 (en) | Press. | |
| CH638720A5 (en) | Press. | |
| DE4220043C2 (en) | Cutting and forming press with one or more drive cylinders and an articulated lever drive | |
| EP0283532B1 (en) | Cutting and deforming press with a hydro-mechanical toggle drive |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19960207 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| AX | Request for extension of the european patent |
Free format text: LT;SI |
|
| RAX | Requested extension states of the european patent have changed |
Free format text: LT;SI |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| 17Q | First examination report despatched |
Effective date: 19970128 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE ES FR GB IT LI NL |
|
| AX | Request for extension of the european patent |
Free format text: LT;SI |
|
| REF | Corresponds to: |
Ref document number: 158227 Country of ref document: AT Date of ref document: 19971015 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: E. BLUM & CO. PATENTANWAELTE Ref country code: CH Ref legal event code: EP |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19970922 |
|
| REF | Corresponds to: |
Ref document number: 59500682 Country of ref document: DE Date of ref document: 19971023 |
|
| ET | Fr: translation filed | ||
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2109022 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: BRUDERER AG Free format text: BRUDERER AG#EGNACHER STRASSE 44#CH-9320 FRASNACHT (CH) -TRANSFER TO- BRUDERER AG#EGNACHER STRASSE 44#CH-9320 FRASNACHT (CH) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20100114 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20110202 Year of fee payment: 17 Ref country code: IT Payment date: 20110125 Year of fee payment: 17 Ref country code: NL Payment date: 20110117 Year of fee payment: 17 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20110125 Year of fee payment: 17 Ref country code: GB Payment date: 20110120 Year of fee payment: 17 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110121 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20120801 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120121 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20120928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120121 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120801 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20130705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120122 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20131213 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20140122 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R071 Ref document number: 59500682 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |