EP0697338A1 - Emballage de conditionnement pour produit de forme non spécifique, ensemble de flans, procédé et dispositif pour obtenir un tel emballage - Google Patents
Emballage de conditionnement pour produit de forme non spécifique, ensemble de flans, procédé et dispositif pour obtenir un tel emballage Download PDFInfo
- Publication number
- EP0697338A1 EP0697338A1 EP95401819A EP95401819A EP0697338A1 EP 0697338 A1 EP0697338 A1 EP 0697338A1 EP 95401819 A EP95401819 A EP 95401819A EP 95401819 A EP95401819 A EP 95401819A EP 0697338 A1 EP0697338 A1 EP 0697338A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tray
- flaps
- flap
- blank
- bag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D5/00—Rigid or semi-rigid containers of polygonal cross-section, e.g. boxes, cartons or trays, formed by folding or erecting one or more blanks made of paper
- B65D5/42—Details of containers or of foldable or erectable container blanks
- B65D5/44—Integral, inserted or attached portions forming internal or external fittings
- B65D5/50—Internal supporting or protecting elements for contents
- B65D5/5028—Elements formed separately from the container body
Definitions
- the present invention relates to a composite packaging packaging for a product of non-specific type of type comprising a box of polygonal cross section made of sheet material of cardboard or corrugated cardboard, comprising a belt of side flaps, a bottom and a top, and a sheet. or a heat-shrinkable plastic bag, fixed to said box by gluing, blocking by heat-contraction of the product or products against the bottom.
- It also relates to a set of blanks, a device and a method for obtaining such packaging.
- Packages are already known for packaging in a film of heat-shrinkable plastic material of at least one product of the type defined above.
- the document FR 2.625.181 describes for example a package where the film is glued to the bottom of the package and folded over the products to be held against the bottom.
- FR-A-2 577 519 is a packaging with shrink film in two parts, base and cover.
- Heating these packages to obtain heat shrinkage is also difficult to implement given the structural difficulties, linked to the packaging, of circulation of a convective fluid around the film to be shrunk.
- the present invention aims to provide a packaging, a set of blanks, a method and a packaging device for products of non-specific shape, which meet the requirements of practice better than those previously known, in particular in that it allows automatic manufacture. packaging, optimized heating of the film to be shrunk, while guaranteeing excellent fixing of the film or plastic bag on the cardboard box.
- the resistance to tearing or shearing of the connections between plastic sheet and internal walls is improved, which avoids separation between products and box when the packaging is subject to shocks, drops or overturning, especially during handling.
- the invention provides in particular a composite packaging packaging for at least one product of non-specific shape not occupying the entire available volume of the packaging, comprising a box of polygonal cross section made of cardboard sheet material or corrugated cardboard, comprising a belt, a bottom and a top, and a sheet or a bag of heat-shrinkable plastic, fixed to said box by gluing, blocking by heat-constriction of the product or products against the bottom, characterized in that the box comprises an intermediate box in the form of an inverted tray, the walls of which at least partially form said belt and the bottom of which is perforated, the film or the bag being fixed to the peripheral edges of two opposite walls of said tray, said tray being wrapped at least in part by a sheet forming the bottom of the package and fixed to said tray by gluing.
- each of said series of enveloping flaps comprises a second enveloping flap, at the end, capable of being folded down on the upper external face of the tray by folding to form at least partially the cover of the packaging.
- one of said series of enveloping flaps comprises a single flap and the other series comprises at least two.
- the other series has three components.
- the width of an enveloping flap or the sum of the respective widths of the two end enveloping flaps is equal or substantially equal to the width of the central flap of the tray on which the said enveloping flap or flaps 'end are arranged to be glued to form the cover of the package.
- the width of the two second opposite lateral flaps devoid of secondary flap is smaller than that of the first two lateral flaps.
- the means for forming the first assembly comprise means for folding a blank to form the tray and means for bringing and bonding the film or the bag to the peripheral edges of the tray thus formed.
- the means for forming the first assembly comprise means for bonding the film or the plastic bag to the flat blank intended to form said tray, then means for shaping the assembly for obtain said tray internally covered with film by folding.
- the means for bonding the film or the bag to the tray are arranged to glue said film or said bag to the internal peripheral edges of two opposite walls of the tray.
- the means for bonding the film or the bag to the tray are arranged to adhere said film or said bag to the outer peripheral edges of two opposite walls of the tray.
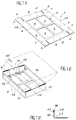
- FIG. 1A shows a blank 1 of corrugated cardboard comprising a perforated central rectangular panel 2, for example having four identical rectangular windows 3, symmetrically distributed, the sum of the areas of which occupies substantially 9/10 of the surface of said panel.
- the central flap 2 is provided with four rectangular lateral flaps respectively connected to the four sides of said central flap by first fold lines 4, namely two first opposite lateral flaps 5, each provided with two secondary end flaps 6, rectangular, of the same width as said first flaps 5, located in the extension of those -this, and connected on either side of said first lateral flaps by second fold lines 7 perpendicular to the first fold lines of the same flaps, and two second opposite lateral flaps 8, without secondary flaps, of the same width as the secondary flaps of the first lateral flaps.
- FIG. 1B shows a first assembly 9 belonging to a package according to the invention, comprising a tray 10 obtained from the folded blank 1, the secondary flaps 6 of which have been glued to the internal face 11 of the second flaps 8, the lines of folding 7 and 4 being slightly offset accordingly.
- the secondary flaps can be glued to the external face 12 of the second flaps; in this case, the offset between fold lines is in the opposite direction.
- the assembly 9 further comprises a plastic film 13 (in phantom 13 ') brought on top of the tray 10 which has been shaped.
- the film 13 is rectangular, of width substantially equal to a dimension of the central flap 2, for example the length thereof, and of length greater than the length of the blank 1 obtained by adding the other dimension of the central flap and lengths of the first two parts 5.
- the film is fixed on the peripheral edges 14 of the first flaps 5, on the external part 16 of the walls of the tray thus formed, by lines of glue 17 (see FIG. 1B '), the peripheral edge 18 of the film therefore being astride. on the edges 14 of the first flaps 5, and the two other opposite peripheral edges 19 of the film substantially coinciding with the fold lines 4 of the bottom of the tray.
- FIG. 2A shows the blank 1 on which this time comes first of all fixing the film 13 by gluing on the internal face 20 of the first flaps 5 along the peripheral edges 14 (glue line 21) of said first flaps, before folding, to obtain, after folding, the assembly 9 with film glued internally as shown in Figures 2B and 2B '.
- FIG. 3 shows the assembly 9 (tray 10 + film 13) in which products 22 of different shapes have been placed, on which a sheet of corrugated cardboard 23 is placed to form the bottom of the packaging after turning over ( see figure 4).
- the sheet 23 is constituted by a blank comprising a rectangular main flap 24, suitable for forming the bottom of the packaging, provided with two identical end side flaps 25, opposite in the transverse direction of the blank, rectangular or trapezoidal. of small base directed outwards, connected by lines of folding 26 to said main flap, the distance between the folding lines 26 being arranged to allow the open face 27 of the tray 10 to be covered, taking account of the cumulative thicknesses of the flaps 8.
- the blank also comprises two series 28 and 29 of rectangular flaps of transverse dimension identical or slightly less than that of the main flap 24, located on either side of the main flap 24 connected to each other by parallel fold lines 30 .
- Each series comprises a first enveloping shutter 31, rectangular, covering a wall 32 of the tray on which is fixed the film of heat-shrinkable plastic 13 and a second wrapping shutter 33, suitable for being folded down on the external face of the bottom of the tray.
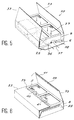
- FIG. 4 shows the assembly 34 obtained after gluing on the one hand of the lateral end flaps 25 on the second flaps 8, and on the other hand of the first enveloping flaps 31 on the external face of the walls 32 and turning over, the second enveloping flaps 33 remaining open to allow, via the windows 3 at the bottom of the tray, access to the heat transfer fluid towards the heat-shrinkable film.
- FIG. 5 shows a variant 35 of the assembly of FIG. 4, in which the length of the second opposite lateral flaps 8 devoid of secondary flap, is smaller than that of the first two lateral flaps 5 and of their secondary end flaps 6 which leaves a passage 36 for circulation of a heat-transfer fluid (arrow 37) above the internal face 38 of the main flap 24, before closing and gluing the side end flaps 25.
- FIG. 6 shows the embodiment of the packaging according to the invention more particularly described here at the time of its complete closure, after heat-shrinking of the plastic film 13 on the products 22.
- the second flaps 33 previously glued with lines of glue 39, for example of glue called "hot melt” or cold glue, continuous or interrupted, 39 on their respective internal peripheral end parts, are pressed on the external face of the central flap 2, perforated, which comprises opposite lines of glue, a non-perforated part 40 to cooperate with said glued end parts.
- lines of glue 39 for example of glue called "hot melt” or cold glue, continuous or interrupted, 39 on their respective internal peripheral end parts
- edges 41 of the end parts of the two flaps 33 are for example contiguous once said flaps folded over the bottom 2, which gives a finished appearance and ensures good solidity and integrity of the packaging obtained.
- FIG. 7 shows a first step 42 of bringing in the blank 1, a second step 43 of forming the tray 10 and of bringing film 13 or the bag 44 above said tray, and a third step 45 for bonding the film 13 to the tray, the external faces 16 of two walls of which have been glued beforehand.
- FIG. 7 corresponds to that described with reference to lines 1A, 1B and 1B '.
- Figure 8 corresponds to the process mentioned with reference to Figures 2A, 2B and 2B '.
- It comprises a first step 46 of bringing film 13 or bag 44 onto the flat blank 1, the film being substantially the same width as the blank, a second step 47 of bonding the film to said flat blank whose edges internal peripherals 14 were previously glued, then a third step 48 of forming the tray, the film then marrying the internal faces of said tray to give the first set 9.
- FIG. 9 shows an embodiment of the method combining bonding on the internal and external edges of the first flaps 5.
- the first step 49 is identical to step 46. Then, after gluing of the internal and external peripheral edges of the blank, the film 13 is wider (step 50) than the blank on the latter, then the ends are folded down 51 of the film around the edges, and the tray is erected (step 52) to obtain an assembly with double bonding, internal and external, of the film on the peripheral edges 14 of the first flaps 5.
- FIG. 10 shows the last two steps of the method according to the invention more particularly described here, namely step 52 of heating by heat transfer fluid 53, for example blown from above, and drawn in at 54 from the sides, then from the bottom of the packaging, and step 55 of closing the flaps 33 and gluing on a central tongue 56 of the perforated bottom of the tray.
- FIG. 11 schematically shows in section two packages according to the invention with variant cover, namely a package 57 with two rectangular end flaps 58 of the same width, the edges 59 of which are joined, in the center of the package, when '' they are glued to the central tab 60, separating the openings from the perforated bottom 61, and a package 62 comprising a small end flap 63 of small width, for example equal to one tenth of the total width of the package, and a large flap 64 substantially covering the entire bottom 65 of the inverted tray.
- FIG 12 there is shown schematically the stages of manufacturing a package according to the invention with a bag or bag 66.
- the bag 66 is for example glued to the preformed tray 67 with perforated bottom, on the outer edge of two vertical walls 68 facing the tray. Then the bag 66 is opened by the sides 69, and filled with products 70.
- the cover 71 is then put in place to close the second set, which is turned over, then the bag is shrunk by heat on the products before the flaps 72 are closed.
- FIG. 13 shows a blank 73 for constituting a tray for packaging according to the invention.
- the bottom 74 is perforated by a series of rows 75 of longitudinal windows 76, for example seven rows of two rectangular windows each, namely a small window and a large window staggered from row to row.
- the second flaps 77 devoid of secondary flaps of the blank comprise a notch 78, for example rectangular, centered, on the peripheral edge of said flap, which will allow circulation of the heat transfer fluid during heating, along the plastic film.
- FIG. 14 shows another blank 79 for a tray according to the invention with a central opening 80 occupying 8/10 of the surface of the central flap 81.
- FIGS. 15 and 16 respectively show two blanks 82 and 83 for forming the bottom of the package according to the invention, namely a blank 82 provided with an end flap 84 suitable for completely covering the bottom of the inverted tray , and a blank 83 provided with an end flap 85 in the extension of the flaps 86 suitable for completely covering the bottom of the tray, arranged to come to cover a vertical wall of said tray and whose edge 87 comes to cooperate joined or substantially contiguously with the edge 88 of the flap 89 located on the opposite side of the central flap 90 of the blank 83, relative to said central flap 90.
- FIG. 17 shows means 91 for forming a first assembly 92 comprising a corrugated cardboard tray 93 and a film of heat-shrinkable plastic 94 (in phantom in the figure).
- these means 91 comprise a device 95 for vertical storage and unstacking of blanks 96 capable of forming said tray, known in itself.
- the blanks 96 are deposited one by one on a conveyor belt 97 which moves the blank transversely to bring it below a machine 98 suitable for punching, by lowering a piston 99 of a shape complementary to that of the internal volume of the tray , said blank towards a position 100 after guiding inside a shaping well 101, so as to obtain the formed tray 93.
- Sizing means 102 known in themselves have previously made it possible to glue the flaps of the blank so that the flaps of the tray can be glued to one another as described above.
- the tray 93 is then brought by means of a conveyor belt 103 (in phantom in Figure 17) to a position for placing the plastic film.
- glue injectors When transferring to 104, glue injectors, for example always of the type known by the Anglo-Saxon name “hot melt”, apply the glue bead (s) necessary for the subsequent fixing of the plastic film on the outer edges of the tray , in a manner known per se.
- the film is then placed so as to form an assembly 92 of the type shown in FIG. 1B.
- the assembly 92 is then taken up for example by a conveyor belt towards means 105 arranged for bring and to place the products to be packaged in said tray, in a manner known per se.
- the machine comprises a chassis 106, a piston 99, means for guiding the piston 107 and means for vertical displacement 108 of the piston, for example hydraulic.
- the head of the piston has a shape complementary to that of the internal volume of the tray; it is suitable for pressing on the blank 96, in order to gradually shape it via an external guide funnel 110 having a trapezoidal upper part, belonging to the well 101, in order to obtain the tray 93, which can then be taken up by the carpet 103.
- Figure 19 there is shown the device for placing the plastic film 94 which is unwound from a reel 111 via a displacement system with successive motorized rollers 112, also used for tensioning the plastic film at above the tray to be fitted.
- means 113 are provided for vertical displacements of the film and for applying said film to the internal wall of the tray, means moreover making it possible to bond the ends 114 of the film to the external peripheries 115 of the tray, peripheries which have been previously glued.
- Means 116 which will be more particularly described with reference to FIG. 21 allow by elsewhere, the positioning of this film so that it matches the bottom of the tray 115.
- FIG. 20 shows a top view along arrow XX of the top of the plastic film 94 when it is going to be applied to the tray, the bottom of which appears in transparency at 118.
- a pin or gripping bar 119 for example by pinching the end of the film to be unrolled over the width of the latter, slides horizontally between a position 119 '(in broken lines on the FIG. 20) where it comes to seek the end of the film, and a position 119 "where the film is unrolled above the tray.
- a fixed bar supports from below the film thus unrolled, cutting means 120 ′ allowing cut the film to the desired length.
- Retractable means comprising two parallel horizontal rods 122 extending in line with the vertical walls of the tray between a position where the film rests on the rods, and a position (not shown in the figures) where the rods are retracted for completely free the space between the film and the tray.
- Each rod has a flat arm 121, articulated in rotation around a corresponding rod, arranged to exert a back pressure inside the tray, the film being applied externally opposite to the upper edges of the walls of the tray via pushing means 123, also articulated and retractable.
- the flat applicator arms 121 are erased and the plastic film is pushed in via the pushing means 116 shown on FIG. 19, known in themselves, comprising pusher cylinders terminated by pusher pads 125.
- the first assembly 92 obtained in the first part of the device, and in which the packages 127 have been placed, is brought by conveyor belt 128, via an external gluing station for the flaps 129, to a device 130 for positioning of the upper casing 132 supported, on its peripheral edges perpendicular to the direction of advance of the belt 128, by lateral rails 131.
- This device 130 comprises a lifting plate 133 which brings the tray, with grip to the passage of the envelope 132, in an upper position 134.
- the assembly is then pushed in a manner known in itself by a pushing means of the hydraulic jack type 135 on the turning device 136 which comprises a first connecting rod 137 actuated by a motor 138, and a second connecting rod 137 ', the upper end of the two connecting rods being fixed on either side of the diameter of a disc 137'' integral in rotation with the support means of the packaging during its inversion, the system of connecting rods allowing a back and forth movement causing the rotation of 180 ° of the assembly.
- the device 136 comprises means known in themselves making it possible to support the products 127 from below, for example through the openings in the perforated wall 139 of the tray, holding means 140 and means 141 then allowing the evacuation on a conveyor belt 142 after turning over.
- the heating means used are known in themselves and include, for example, a device for blowing hot air.
- Vacuum means 145 are also advantageously provided for removing the heat transfer fluid.
- the entire package is then directed via the conveyor belt 142 to applicator means (not shown) for pressurizing the covers 143 on the top of the package now formed by the perforated bottom of the inverted tray 139, gluing means (not shown) having meanwhile interposed the necessary adhesive threads, before pressurization.
- the packaging is then disposed of in a manner known per se.
- FIGS 23 and 24 give details of embodiment of the device 130 for placing the envelope.
- the device 130 comprises means 150 for horizontal storage and unstacking of the envelope blank 132.
- the blank is taken up from below via a conveyor belt 151, brought above the tray 93, under an inverted funnel 152, the lower part of which allows the envelope to be guided during its folding around the tray, and the upper part is a parallelepiped channel of internal dimensions corresponding to the external dimensions of the tray covered with the envelope with which it cooperates in friction.
- the tray is then moved upward and thereby causes the casing 132 which comes to cap and wrap said tray whose walls, in the end position are located above the upper edge of said upper part of the funnel.
- Pads 153 for pressurizing the lateral flaps of the envelope on the lateral flaps forming the walls of the tray are also provided and complete the bonding.
- FIG. 24 schematically shows a view of the turning device 136.
- Means 154 for holding the products from below, for example comprising retractable pistons 155 adapted to come through windows 156 of the perforated bottom of the tray are provided.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Wrappers (AREA)
- Cartons (AREA)
- Buffer Packaging (AREA)
Abstract
Description
- La présente invention concerne un emballage de conditionnement composite pour produit de forme non spécifique du type comprenant une boîte de section transversale polygonale en matériau en feuille de carton ou carton ondulé, comportant une ceinture de volets latéraux, un fond et un dessus, et une feuille ou un sac en matière plastique thermo-rétractable, fixé à ladite boîte par collage, de blocage par thermo-contraction du ou des produits contre le fond.
- Elle concerne également un ensemble de flans, un dispositif et un procédé pour obtenir un tel emballage.
- Elle trouve une application particulièrement importante bien que non exclusive dans le domaine du transport par la poste de produits ou de lots de produits de volumes différents tels que des livres, des fournitures de bureau, etc., propres à être entièrement contenus dans le volume interne de l'emballage mais sans en occuper tout l'espace, et qui vont ainsi pouvoir être maintenus fermement en position contre une face intérieure de l'emballage, quelque soit la position de celui-ci lors du transport.
- On connaît déjà des emballages pour le conditionnement sous film en matière plastique thermo-rétractable d'au moins un produit du type ci-dessus défini.
- Le document FR 2.625.181 décrit par exemple un emballage où le film est collé sur le fond de l'emballage et rabattu sur les produits à maintenir contre le fond.
- On connaît également (FR-A-2 577 519) un emballage avec film rétractable en deux parties, socle et couvercle.
- De tels emballages présentent des inconvénients.
- Ils sont tout d'abord peu aisés à fabriquer. Leur montage est en effet difficilement mécanisable. La nécessité de rabattre le film plastique sur les produits à transporter entraîne par ailleurs une plus grande consommation de matière plastique, du fait du recouvrement nécessaire entre rabats.
- Le chauffage de ces emballages pour obtenir la thermo-rétraction est également difficile à mettre en oeuvre compte tenu des difficultés structurelles, liées à l'emballage, de circulation d'un fluide convecteur autour du film à rétracter.
- La présente invention vise à fournir un emballage, un ensemble de flans, un procédé et un dispositif de conditionnement pour produits de forme non spécifique, répondant mieux que ceux antérieurement connus aux exigences de la pratique, notamment en ce qu'elle autorise une fabrication automatique des emballages, un chauffage optimisé du film à rétracter et ce tout en garantissant une excellente fixation du film ou du sac en matière plastique sur la boîte en carton.
- Avec l'invention, la résistance à l'arrachage ou au cisaillement des liaisons entre feuille en matière plastique et parois internes est améliorée, ce qui évite la désolidarisation entre produits et boîte lorsque l'emballage est soumis à des chocs, chutes ou retournements notamment lors des manutentions.
- Dans ce but, l'invention propose notamment un emballage de conditionnement composite pour au moins un produit de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, comprenant une boîte de section transversale polygonale en matériau en feuille de carton ou carton ondulé, comportant une ceinture, un fond et un dessus, et une feuille ou un sac en matière plastique thermo-rétractable, fixé à ladite boîte par collage, de blocage par thermo-constriction du ou des produits contre le fond,
caractérisé en ce que la boîte comporte une boîte intermédiaire en forme de barquette retournée dont les parois forment au moins en partie ladite ceinture et dont le fond est ajouré, le film ou le sac étant fixé aux bords périphériques de deux parois opposées de ladite barquette, ladite barquette étant enveloppée au moins en partie par une feuille formant le fond de l'emballage et fixée à ladite barquette par collage. - Dans des modes de réalisation avantageux on a de plus recours à l'une et/ou à l'autre des dispositions suivantes :
- le fond de la barquette est ajouré sur une superficie de dimension supérieure à la moitié de la superficie dudit fond ;
- la feuille, ou le sac, de matière plastique est fixé sur le bord périphérique interne de deux parois opposées de la barquette ;
- la feuille, ou le sac, de matière plastique est fixé sur le bord périphérique externe de deux parois opposées de la barquette ;
- la barquette retournée est obtenue par pliage d'un flan comprenant un volet central rectangulaire formant le fond de ladite barquette, ledit volet central étant muni de quatre rabats latéraux rectangulaires respectivement reliés aux quatre côtés dudit volet central par des lignes de pliage et formant les parois de la barquette, à savoir deux premiers rabats latéraux opposés, chacun muni de deux rabats secondaires d'extrémité reliés de part et d'autre par des lignes de pliage audit premier rabat latéral correspondant, et deux seconds rabats latéraux opposés dénués de rabats secondaires, lesdits rabats secondaires d'extrémité étant chacun fixé par collage sur ledit second rabat latéral adjacent ;
- la largeur des deux seconds rabats latéraux opposés dénués de rabat secondaire, est plus petite que celle des deux premiers rabats latéraux ;
- la feuille formant le fond de l'emballage est obtenue à partir d'un flan comprenant une suite de volets rectangulaires reliés les uns aux autres par des lignes de pliage parallèles, à savoir un volet principal rectangulaire formant le fond de l'emballage, muni de deux rabats latéraux d'extrémité reliés par des lignes de pliage à deux côtés opposés dudit volet principal et fixés par collage sur les rabats latéraux correspondants du flan formant les parois de la barquette, et deux séries de volets enveloppants reliées audit volet principal sur ses deux autres côtés, chaque série comprenant au moins un premier volet enveloppant rectangulaire de recouvrement d'une autre paroi de ladite barquette ;
- chacune desdites séries comprend un deuxième volet enveloppant, d'extrémité, rabattu sur la face supérieure externe de la boîte intermédiaire par pliage pour former le couvercle de l'emballage ;
- une desdites séries de volets enveloppants comporte un seul volet et l'autre en comporte au moins deux ;
- l'autre série comporte trois volets ;
- la largeur d'un volet enveloppant ou la somme des largeurs respectives des deux volets enveloppants d'extrémité est égale ou sensiblement égale à la largeur du volet central de la barquette sur lequel le ou lesdits volets enveloppants d'extrémité sont collés pour former le couvercle de l'emballage.
- L'invention concerne également un ensemble de flans pour la fabrication d'un emballage de conditionnement composite pour au moins un produit de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, caractérisé en ce qu'il comporte, en combinaison :
- un flan comprenant un volet central rectangulaire propre à former le fond d'une barquette, ledit volet central étant ajouré et étant muni de quatre rabats latéraux respectivement reliés aux quatre côtés dudit volet par des lignes de pliage, propres à former les parois de la barquette, à savoir deux premiers rabats latéraux opposés chacun muni de deux rabats secondaires d'extrémité reliés de part et d'autre par des lignes de pliage audit premier rabat latéral correspondant, et deux seconds rabats latéraux opposés dénués de rabat secondaire,
- un flan comprenant une suite de volets rectangulaires reliés les uns aux autres par des lignes de pliage parallèles, à savoir un volet principal rectangulaire propre à former le fond de l'emballage, muni de deux rabats latéraux d'extrémité reliés par des lignes de pliage à deux côtés opposés dudit volet principal et propres à être fixés par collage sur les rabats latéraux correspondant du flan formant les parois de la barquette et deux séries de volets enveloppants reliées audit volet principal sur ses deux autres côtés, chaque série comprenant au moins un premier volet enveloppant rectangulaire de recouvrement d'une autre paroi de ladite barquette, lors de la formation de l'emballage.
- Avantageusement chacune desdites séries de volets enveloppants comprend un deuxième volet enveloppant, d'extrémité, propre à être rabattu sur la face supérieure externe de la barquette par pliage pour former au moins en partie le couvercle de l'emballage.
- Dans un mode de réalisation avantageux, une desdites séries de volets enveloppants comporte un seul volet et l'autre série en comporte au moins deux.
- Egalement avantageusement, l'autre série comporte trois volets.
- Dans un mode de réalisation également avantageux, la largeur d'un volet enveloppant ou la somme des largeurs respectives des deux volets enveloppants d'extrémité est égale ou sensiblement égale à la largeur du volet central de la barquette sur lequel le ou lesdits volets enveloppants d'extrémité sont agencés pour être collés pour former le couvercle de l'emballage.
- Egalement avantageusement, la largeur des deux seconds rabats latéraux opposés dénués de rabat secondaire, est plus petite que celle des deux premiers rabats latéraux.
- L'invention concerne également un procédé d'emballage d'au moins un produit de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, caractérisé en ce que
- on forme un premier ensemble comprenant :
- . une barquette en carton ou carton ondulé,
- . et une feuille ou un sac en matière plastique thermo-rétractable collée sur les bords périphériques de deux parois opposées de la barquette,
- on place le ou les produits à emballer dans la barquette, sur le film en matière plastique ou à l'intérieur du sac,
- on plaque sur le dessus de ladite barquette un flan propre à recouvrir entièrement la face ouverte de la barquette et à envelopper au moins en partie ladite barquette, pour former un second ensemble,
- on retourne ledit second ensemble de 180° en maintenant les produits en place, les produits reposant alors sur la face interne du flan recouvrant la face ouverte de ladite barquette, tout en ménageant un passage vers le film en matière plastique pour permettre son chauffage,
- on chauffe pour rétracter le film ou le sac et plaquer le ou les produits sur ladite face interne,
- puis on referme entièrement le flan sur la barquette retournée avec laquelle il est fixé par collage.
- Dans des modes de réalisation avantageux, on a de plus recours à l'une et/ou à l'autre des dispositions suivantes :
- pour former le premier ensemble, on réalise tout d'abord la barquette par pliage d'un flan, puis on colle le film ou le sac sur les bords périphériques de la barquette ;
- pour former le premier ensemble, on colle tout d'abord le film ou le sac en matière plastique sur le flan à plat destiné à former ladite barquette, puis on forme ladite barquette par pliage ;
- on enveloppe la barquette et son contenu par le dessus avec un flan comprenant une suite de volets rectangulaires reliés les uns aux autres par des lignes de pliage parallèles, sans rabattre entièrement le dit flan autour de la barquette, lesdits volets rectangulaires comprenant:
- . un volet principal rectangulaire plaqué sur la face ouverte de la barquette, muni de deux rabats latéraux d'extrémité reliés par des lignes de pliage à deux côtés opposés dudit volet principal, que l'on fixe par collage sur les parois de la barquette,
- . et deux séries de volets enveloppants reliées audit volet principal sur ses deux autres côtés, chaque série comprenant au moins un premier volet enveloppant rectangulaire de recouvrement d'une autre paroi de ladite barquette et une série comprenant au moins un second volet pour recouvrir en totalité le fond de l'emballage, seconds volets que l'on laisse ouverts avant et pendant le chauffage ;
- la barquette est obtenue par pliage d'un flan comprenant un volet central rectangulaire formant le fond de ladite barquette, et des rabats latéraux formant les parois de la barquette, lesdits rabats latéraux étant fixés entre eux par collage via des rabats secondaires ;
- le fond de la barquette retournée étant ajouré, et un espace étant structurellement ménagé entre la face interne du flan et le bord périphérique externe d'au moins une paroi de la barquette, on chauffe en faisant circuler un fluide caloporteur sur le film ou le sac en matière plastique via le fond ajouré et ledit espace ;
- la feuille, ou le sac, de matière plastique est fixé sur le bord périphérique interne de deux parois opposées de la barquette ;
- la feuille, ou le sac, de matière plastique est fixé sur le bord périphérique externe de deux parois opposées de la barquette.
- L'invention propose également un dispositif d'emballage d'au moins un produit de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, caractérisé en ce que il comporte :
- des moyens pour former un premier ensemble comprenant une barquette en carton ou carton ondulé et une feuille ou un sac en matière plastique thermo-rétractable collée sur les bords périphériques de deux parois opposées de la barquette ;
- des moyens de déplacement du premier ensemble pour remplissage du ou des produits à emballer dans la barquette, sur le film en matière plastique ou à l'intérieur du sac ;
- des moyens pour amener et pour plaquer sur le dessus de ladite barquette un flan propre à recouvrir entièrement la face ouverte de la barquette et à envelopper au moins en partie ladite barquette, pour former un second ensemble ;
- des moyens de retournement dudit second ensemble de 180°, et de maintien des produits pendant ledit retournement, les produits reposant après retournement sur la face interne du flan recouvrant la face ouverte de ladite barquette, tout en ménageant un passage vers le film en matière plastique pour permettre son chauffage ;
- des moyens de chauffage agencés pour rétracter le film ou le sac et plaquer ainsi le ou les produits sur ladite face interne ;
- et des moyens pour refermer entièrement le flan sur la barquette retournée et pour fixer ledit flan sur ladite barquette par collage.
- Avantageusement les moyens pour former le premier ensemble comprennent des moyens de pliage d'un flan pour former la barquette et des moyens d'amener et de collage du film ou du sac sur les bords périphériques de la barquette ainsi formée.
- Dans un mode de réalisation avantageux, les moyens pour former le premier ensemble comprennent des moyens de collage du film ou du sac en matière plastique sur le flan à plat destiné à former ladite barquette, puis des moyens de mise en forme de l'ensemble pour obtenir ladite barquette recouverte intérieurement du film par pliage.
- Egalement avantageusement, les moyens de collage du film ou du sac sur la barquette sont agencés pour coller ledit film ou ledit sac sur les bords périphériques internes de deux parois opposées de la barquette.
- Dans un autre mode de réalisation avantageux, les moyens de collage du film ou du sac sur la barquette sont agencés pour coller ledit film ou ledit sac sur les bords périphériques externes de deux parois opposées de la barquette.
- L'invention sera mieux comprise à la lecture de la description qui suit de modes particuliers de réalisation, donnés à titre d'exemples non limitatifs.
- La description se réfère aux dessins qui l'accompagnent, dans lesquels :
- Les figures 1A et 1B montrent respectivement, en perspective, un flan à plat, et le même flan plié, puis recouvert d'un film en matière plastique pour former la barquette d'un premier mode de réalisation d'un emballage selon l'invention.
- La figure 1B' est une vue schématique, en coupe, d'une extrémité de la barquette de la figure 1B.
- Les figures 2A et 2B montrent respectivement, en perspective, un flan à plat avant recouvrement par un film en matière plastique, et le même flan plié pour former la barquette d'un emballage selon un deuxième mode de réalisation de l'emballage selon l'invention.
- La figure 2B' est une vue schématique, en coupe, d'une extrémité de la barquette de la figure 2B.
- La figure 3 est une vue en perspective d'une boîte intermédiaire selon la figure 1B ou 2B, dans laquelle ont été placés des produits, et d'un flan propre à constituer le fond d'un emballage selon un mode de réalisation de l'invention.
- La figure 4 est une vue en perspective de l'emballage obtenu après retournement de l'ensemble barquette plus flan de la figure 3, avant fermeture des rabats du couvercle.
- La figure 5 est une vue en perspective d'un autre mode de réalisation d'un emballage selon l'invention avant fermeture définitive, montrant la circulation du fluide caloporteur dans l'emballage, autour du film en matière plastique.
- La figure 6 est une vue en perspective de l'emballage de la figure 5 en cours de fermeture définitive.
- Les figures 7, 8 et 9 montrent schématiquement et respectivement les étapes successives de mise en place du film, ou sac, en matière plastique, sur le flan destiné à former la ceinture de volets et la face supérieure interne de l'emballage, selon trois modes de réalisation différents de fixation du film ou sac selon l'invention.
- La figure 10 montre schématiquement, en coupe, l'emballage ouvert pendant l'étape de chauffage et de rétraction du film en matière plastique et l'emballage terminé, après fermeture et collage du couvercle.
- La figure 11 montre schématiquement, en coupe, deux emballages selon l'invention avec variantes de couvercle.
- La figure 12 montre schématiquement, en coupe, une variante d'un mode de réalisation de l'emballage selon l'invention avec un sac en matière plastique donnant les principales étapes de procédé d'emballage mis alors en oeuvre.
- Les figures 13 et 14 montrent, en vue en plan, deux autres modes de réalisation de flan pour formation d'une barquette selon l'invention.
- Les figures 15 et 16 montrent, en vue en plan, deux autres modes de réalisation de flan pour enveloppe selon l'invention.
- La figure 17 est une vue latérale schématique d'une première partie d'un dispositif selon le mode de réalisation de l'invention plus particulièrement décrit ici, d'obtention de la barquette et de mise en place du film.
- La figure 18 est une coupe selon XVIII-XVIII de la figure 17.
- La figure 19 est une coupe selon XIX-XIX de la figure 17.
- La figure 20 est une vue de dessus selon la flèche XX de la figure 19.
- La figure 21 est une vue schématique à plus grande échelle d'une partie de la figure 19.
- La figure 22 est une vue latérale schématique d'une deuxième partie du dispositif de la figure 17, montant notamment la mise en place du flan de fond, le retournement de l'emballage, et son chauffage par thermo-rétraction.
- La figure 23 est une vue en coupe selon XXIII-XXIII de la figure 22.
- La figure 24 est une vue en coupe selon XXIV-XXIV de la figure 22.
- La figure 1A montre un flan 1 en carton ondulé comprenant un volet central ajouré 2 rectangulaire, par exemple présentant quatre fenêtres identiques rectangulaires 3, réparties symétriquement, dont la somme des superficies occupe sensiblement les 9/10èmes de la surface dudit volet.
- Le volet central 2 est muni de quatre rabats latéraux rectangulaires respectivement reliés aux quatre côtés dudit volet central par des premières lignes de pliage 4, à savoir deux premiers rabats latéraux opposés 5, chacun muni de deux rabats secondaires d'extrémité 6, rectangulaires, de même largeur que lesdits premiers rabats 5, situés dans le prolongement de ceux-ci, et reliés de part et d'autre desdits premiers rabats latéraux par des secondes lignes de pliage 7 perpendiculaires aux premières lignes de pliage des mêmes rabats, et deux seconds rabats latéraux opposés 8, démunis de rabats secondaires, de même largeur que les rabats secondaires des premiers rabats latéraux.
- La figure 1B montre un premier ensemble 9 appartenant à un emballage selon l'invention, comprenant une barquette 10 obtenue à partir du flan 1 plié, dont les rabats secondaires 6 ont été collés sur la face interne 11 des seconds rabats 8, les lignes de pliage 7 et 4 étant légèrement décalées en conséquence.
- Dans un autre mode de réalisation, les rabats secondaires peuvent être collés sur la face externe 12 des seconds rabats ; dans ce cas, le décalage entre lignes de pliage est dans le sens inverse.
- L'ensemble 9 comporte de plus un film en matière plastique 13, (en trait mixte 13') amené sur le dessus de la barquette 10 qui a été mise en forme.
- Le film 13 est de forme rectangulaire, de largeur sensiblement égale à une dimension du volet central 2, par exemple la longueur de celui-ci, et de longueur supérieure à la longueur du flan 1 obtenue par ajout de l'autre dimension du volet central et des longueurs des deux premiers volets 5.
- Le film est fixé sur les bords périphériques 14 des premiers rabats 5, sur la partie externe 16 des parois de la barquette ainsi formée, par des lignes de colle 17 (voir figure 1B'), le bord périphérique 18 du film étant donc à cheval sur les bords 14 des premiers rabats 5, et les deux autres bords périphériques opposés 19 du film coïncidant sensiblement avec les lignes de pliage 4 du fond de la barquette.
- Pour simplifier, on utilisera dans la suite de la description les mêmes numéros de référence pour désigner les mêmes éléments.
- La figure 2A montre le flan 1 sur lequel on vient cette fois-ci d'abord fixer le film 13 par collage sur la face interne 20 des premiers rabats 5 le long des bords périphériques 14 (ligne de colle 21) desdits premiers rabats, avant pliage, pour obtenir, après pliage, l'ensemble 9 avec film collé intérieurement comme montré sur les figures 2B et 2B'.
- La figure 3 montre l'ensemble 9 (barquette 10 + film 13) dans lequel ont été placés des produits 22 de formes différentes, sur lequel on vient plaquer une feuille en carton ondulé 23 destinée à former le fond de l'emballage après retournement (voir figure 4).
- Plus précisément la feuille 23 est constituée par un flan comprenant un volet principal 24 rectangulaire, propre à former le fond de l'emballage, muni de deux rabats latéraux d'extrémité identiques 25, opposés dans le sens transversal du flan, rectangulaires, ou trapézoïdaux de petite base dirigée vers l'extérieur, reliés par des lignes de pliage 26 audit volet principal, la distance entre les lignes de pliage 26 étant agencée pour permettre le recouvrement de la face ouverte 27 de la barquette 10 en tenant compte des épaisseurs cumulées des rabats 8.
- Le flan comprend également deux séries 28 et 29 de volets rectangulaires de dimension transversale identique ou un peu inférieure à celle du volet principal 24, situés de part et d'autre du volet principal 24 reliés les uns aux autres par des lignes de pliage parallèles 30.
- Chaque série comprend un premier volet enveloppant 31, rectangulaire, de recouvrement d'une paroi 32 de la barquette sur laquelle est fixé le film en matière plastique thermo-rétractable 13 et un deuxième volet enveloppant 33, propre à être rabattu sur la face externe du fond de la barquette.
- On a représenté sur la figure 3 en trait mixte, les mêmes éléments étant référencés avec les mêmes numéros indicés, le flan 23' avec ses rabats 33' appliqué et en partie replié sur la barquette avant retournement.
- La figure 4 montre l'ensemble 34 obtenu après collage d'une part des rabats latéraux d'extrémité 25 sur les seconds rabats 8, et d'autre part des premiers volets enveloppant 31 sur la face externe des parois 32 et retournement, les deuxièmes volets enveloppants 33 restant ouverts pour laisser, via les fenêtres 3 du fond de la barquette, l'accès au fluide caloporteur vers le film thermo-rétractable.
- La figure 5 montre une variante 35 de l'ensemble de la figure 4, dans lequel la longueur des seconds rabats latéraux opposés 8 dénués de rabat secondaire, est plus petite que celle des deux premiers rabats latéraux 5 et de leurs rabats secondaires d'extrémité 6 ce qui laisse un passage 36 pour circulation d'un fluide caloporteur (flèche 37) au dessus de la face interne 38 du volet principal 24, avant fermeture et collage des rabats latéraux d'extrémité 25.
- La figure 6 montre le mode de réalisation de l'emballage selon l'invention plus particulièrement décrit ici au moment de sa fermeture complète, après thermo-rétraction du film plastique 13 sur les produits 22.
- Les seconds volets 33, préalablement encollés par des lignes de colle 39, par exemple de colle dite "hot melt" ou de colle à froid, continues ou interrompues, 39 sur leur parties d'extrémité périphériques internes respectives, sont plaqués sur la face externe du volet central 2, ajouré, qui comprend en face de lignes de colle, une partie non ajourée 40 pour coopérer avec lesdites parties d'extrémité encollées.
- Les bords 41 des parties d'extrémité des deux volets 33 sont par exemple jointifs une fois lesdits volets rabattus sur le fond 2, ce qui donne un aspect fini et assure une bonne solidité et intégrité à l'emballage obtenu.
- On a représenté sur les figures 7, 8 et 9, trois types de fabrication du premier ensemble formé par la barquette et le film, ou sac, en matière plastique selon l'invention.
- La figure 7 montre une première étape 42 d'amener du flan 1, une deuxième étape 43 de formation de la barquette 10 et d'amener du film 13 ou du sac 44 au dessus de ladite barquette, et une troisième étape 45 de collage du film 13 sur la barquette dont les faces externes 16 de deux parois ont été encollées au préalable.
- Le procédé de la figure 7 correspond à celui décrit en référence aux lignes 1A, 1B et 1B'.
- La figure 8 correspond quant à elle au procédé évoqué en référence aux figures 2A, 2B et 2B'.
- Il comprend une première étape 46 d'amener du film 13 ou du sac 44 sur le flan à plat 1, le film étant sensiblement de même largeur que le flan, une deuxième étape 47 de collage du film sur ledit flan à plat dont les bords périphériques internes 14 ont été préalablement encollés, puis une troisième étape 48 de formation de la barquette, le film épousant alors les faces internes de ladite barquette pour donner le premier ensemble 9.
- La figure 9 montre quant à elle un mode de réalisation du procédé combinant le collage sur les bords internes et externes des premiers rabats 5.
- La première étape 49 est identique à l'étape 46. Puis, après encollage des bords périphériques internes et externes du flan, on plaque (étape 50) le film 13 de plus grande largeur que le flan sur ce dernier, puis on rabat les extrémités 51 du film autour des bords, et on érige la barquette (étape 52) pour obtenir un ensemble avec double collage, interne et externe, du film sur les bords périphériques 14 des premiers rabats 5.
- On a représenté sur la figure 10 les deux dernières étapes du procédé selon l'invention plus particulièrement décrit ici, à savoir l'étape 52 de chauffage par fluide caloporteur 53, par exemple soufflé par le dessus, et aspiré en 54 par les côtés, puis par le dessous de l'emballage, et l'étape 55 de fermeture des rabats 33 et collage sur une languette centrale 56 du fond ajouré de la barquette.
- La figure 11 montre en coupe schématiquement deux emballages selon l'invention avec variante de couvercle, à savoir un emballage 57 avec deux volets d'extrémité rectangulaire 58 de même largeur, dont les bords 59 sont jointifs, au centre de l'emballage, lorsqu'ils sont collés sur la languette centrale 60, séparant les ouvertures du fond ajouré 61, et un emballage 62 comprenant un petit volet 63 d'extrémité de faible largeur, par exemple égale au dixième de la largeur totale de l'emballage, et un grand volet 64 recouvrant sensiblement la totalité du fond 65 de la barquette retournée.
- Sur la figure 12, on a représenté schématiquement les étapes de fabrication d'un emballage selon l'invention avec un sac ou sachet 66. Le sac 66 est par exemple collé sur la barquette préformée 67 à fond ajouré, sur le bord externe de deux parois verticales 68 en vis à vis de la barquette. Puis le sac 66 est ouvert par les côtés 69, et rempli de produits 70.
- Le couvercle 71 est alors mis en place pour fermer le deuxième ensemble, qui est retourné, puis le sac est rétracté par la chaleur sur les produits avant fermeture des rabats 72.
- La figure 13 montre un flan 73 pour constitution d'une barquette pour emballage selon l'invention. Le fond 74 est ajouré par une série de rangs 75 de fenêtres longitudinales 76, par exemple sept rangs de deux fenêtres rectangulaires chacun, à savoir une petite fenêtre et une grande fenêtre disposées en quinconce d'un rang à l'autre.
- Les seconds rabats 77 dénués de rabats secondaires du flan comprennent une échancrure 78 par exemple rectangulaire, centrée, sur le bord périphérique dudit rabat, qui va permettre une circulation du fluide caloporteur lors du chauffage, le long du film en matière plastique.
- La figure 14 montre un autre flan 79 pour barquette selon l'invention avec une ouverture centrale 80 occupant les 8/10èmes de la surface du volet central 81.
- Les figures 15 et 16 montrent respectivement deux flans 82 et 83 pour formation du fond de l'emballage selon l'invention, à savoir un flan 82 muni d'un rabat d'extrémité 84 propre à recouvrir en totalité le fond de la barquette retournée, et un flan 83 muni d'un rabat d'extrémité 85 dans le prolongement du rabats 86 propre à recouvrir en totalité le fond de la barquette, agencé pour venir recouvrir une paroi verticale de ladite barquette et dont le bord 87 vient coopérer jointivement ou sensiblement jointivement avec le bord 88 du rabat 89 situé sur le côté opposé du volet central 90 du flan 83, par rapport audit volet central 90.
- Nous allons maintenant décrire un dispositif d'emballage d'au moins un produit de forme spécifique selon l'invention en référence aux figures 17 à 22.
- La figure 17 montre des moyens 91 pour former un premier ensemble 92 comprenant une barquette en carton ondulé 93 et un film en matière plastique thermo-rétractable 94 (en trait mixte sur la figure).
- Plus précisément ces moyens 91 comprennent un dispositif 95 de stockage vertical et de dépilage de flans 96 propres à former ladite barquette, connu en lui-même.
- Les flans 96 sont déposés un par un sur un tapis roulant 97 qui déplace le flan transversalement pour l'amener en dessous d'une machine 98 propre à poinçonner, en faisant descendre un piston 99 de forme complémentaire à celle du volume interne de la barquette, ledit flan vers une position 100 après guidage à l'intérieur d'un puits de mise en forme 101, de façon à obtenir la barquette formée 93.
- Des moyens d'encollage 102 connus en eux-mêmes ont permis au préalable l'encollage des rabats du flan de façon à ce que les rabats de la barquette puissent être collés les uns sur les autres comme décrit ci-avant.
- La barquette 93 est ensuite emmenée au moyen d'un tapis roulant 103 (en trait mixte sur la figure 17) dans une position de mise en place du film en matière plastique.
- Lors du transfert en 104, des injecteurs de colle, par exemple toujours du type connue sous la dénomination anglo-saxonne "hot melt", appliquent le ou les cordons de colle nécessaires à la fixation ultérieure du film plastique sur les bords externes de la barquette, de façon connue en elle même.
- Le film est alors mis en place de façon à former un ensemble 92 du type de celui montré sur la figure 1B.
- L'ensemble 92 est ensuite repris par exemple par un tapis roulant vers des moyens 105 agencés pour amener et pour placer les produits à emballer dans ladite barquette, de façon connue en elle-même.
- On va maintenant décrire plus précisément en référence à la figure 18 la machine 98 de formation de la barquette 93.
- La machine comporte un châssis 106, un piston 99, des moyens de guidage du piston 107 et des moyens de déplacement verticaux 108 du piston, par exemple hydraulique.
- La tête du piston est de forme complémentaire à celle du volume interne de la barquette ; il est propre à venir appuyer sur le flan 96, pour le mettre progressivement en forme via un entonnoir de guidage externe 110 présentant une partie haute de forme trapézoïdale, appartenant au puits 101, pour obtenir la barquette 93, qui peut ensuite être reprise par le tapis 103.
- Sur la figure 19, on a représenté le dispositif de mise en place du film plastique 94 qui est déroulé à partir d'une bobine 111 via un système de déplacement à rouleaux motorisés successifs 112, servant également à la mise en tension du film plastique au dessus de la barquette à équiper.
- Pour ce faire, il est prévu des moyens 113 de déplacements verticaux du film et d'application dudit film sur la paroi interne de la barquette, moyens permettant par ailleurs de coller les extrémités 114 du film sur les périphéries externes 115 de la barquette, périphéries qui ont été au préalable encollées.
- Des moyens 116 qui vont être plus particulièrement décrits en référence à la figure 21 permettent par ailleurs la mise en place de cette pellicule de façon à ce qu'elle épouse le fond de la barquette 115.
- Celle-ci est ensuite reprise par un tapis roulant comme indiqué sur la figure 17.
- La figure 20 montre en vue de dessus selon la flèche XX le dessus du film plastique 94 lorsqu'il va être appliqué sur la barquette dont le fond apparaît en transparence en 118.
- Plus précisément en référence aux figures 19 et 20, une broche ou barre de préhension 119, par exemple par pincement de l'extrémité du film à dérouler sur la largeur de ce dernier, coulisse horizontalement entre une position 119' (en trait interrompu sur la figure 20) où elle vient chercher l'extrémité du film, et une position 119" où le film est déroulé au dessus de la barquette. Une barre fixe supporte par en-dessous le film ainsi déroulé, des moyens 120' de découpe permettant de couper le film à la longueur voulue.
- Des moyens escamotables sont prévus, comprenant deux tiges parallèles 122 horizontales s'étendant au droit des parois verticales de la barquette entre une position où le film repose sur les tiges, et une position (non représentée sur les figures) où les tiges sont escamotées pour libérer entièrement l'espace entre le film et la barquette.
- Chaque tige comporte un bras plat 121, articulé en rotation autour d'une tige correspondante, agencée pour exercer une contre-pression à l'intérieur de la barquette, le film étant appliqué extérieurement en vis à vis sur les bords supérieurs des parois de la barquette via des moyens pousseurs 123, également articulés et escamotables.
- Une fois que le collage de la périphérie externe de l'extrémité 114 du film sur la paroi 115 de la barquette est effectué, les bras plats applicateurs 121 s'effacent et le film plastique est enfoncé par l'intermédiaire des moyens pousseurs 116 montrés sur la figure 19, connus en eux-mêmes, comprenant des vérins pousseurs terminés par des patins pousseurs 125.
- On a représenté sur la figure 22 la deuxième partie 126 du dispositif selon l'invention permettant d'obtenir un emballage optimisé.
- Le premier ensemble 92 obtenu dans la première partie du dispositif, et dans lequel ont été mis les paquets 127, est amené par tapis roulant 128, via un poste d'encollage externe des volets 129, jusqu'à un dispositif 130 de mise en place de l'enveloppe supérieure 132 soutenue, sur ses bords périphériques perpendiculaires au sens d'avancement du tapis 128, par des rails latéraux 131.
- Ce dispositif 130 comporte un plateau élévateur 133 qui amène la barquette, avec prise au passage de l'enveloppe 132, dans une position supérieure 134. L'ensemble est ensuite poussé de façon connue en elle-même par un moyen pousseur de type vérin hydraulique 135 sur le dispositif de retournement 136 qui comporte une première bielle 137 actionnée par un moteur 138,et une seconde bielle 137', l'extrémité supérieure des deux bielles étant fixée de part et d'autre du diamètre d'un disque 137'' solidaire en rotation des moyens support de l'emballage lors de son retournement, le système de bielles permettant un mouvement d'aller et retour entraînant la rotation de 180° de l'ensemble.
- Le dispositif 136 comporte des moyens connus en eux-mêmes permettant de soutenir les produits 127 par en-dessous, par exemple au travers des ouvertures de la paroi ajourée 139 de la barquette, des moyens de maintien 140 et des moyens 141 permettant ensuite l'évacuation sur un tapis roulant 142 après retournement.
- Une fois l'emballage retourné celui-ci se retrouve avec les rabats supérieurs 143 en partie haute, la face ajourée étant accessible par un fluide caloporteur (flèche 144) qui permet de rétracter le film plastique.
- Les moyens de chauffage mis en oeuvre sont connus en eux-mêmes et comprennent par exemple un dispositif de soufflage d'air chaud.
- Des moyens aspirateurs 145 (caissons de support mis au vide par exemple) sont également avantageusement prévus pour évacuer le fluide caloporteur.
- L'ensemble de l'emballage est ensuite dirigé via le tapis roulant 142 vers des moyens applicateurs (non représentés) pour la mise en pression des couvercles 143 sur le dessus de l'emballage maintenant constitué par le fond ajouré de la barquette retournée 139, des moyens encolleurs (non représentés) ayant entre-temps interposé les filets de colle nécessaires, avant la mise en pression.
- L'emballage est ensuite évacué de façon connue en elle-même.
- Les figures 23 et 24 donnent des détails de réalisation du dispositif 130 de mise en place de l'enveloppe.
- Le dispositif 130 comprend des moyens 150 de stockage horizontal et de dépilage du flan d'enveloppe 132.
- Le flan est repris par en-dessous via un tapis roulant 151, amené au-dessus de la barquette 93, sous un entonnoir renversé 152 dont la partie inférieure permet de guider l'enveloppe lors de son repliement autour de la barquette, et dont la partie supérieure est un canal parallélépipédique de dimensions internes correspondant aux dimensions externes de la barquette recouverte de l'enveloppe avec lesquels elle coopère à frottement.
- La barquette est ensuite déplacée vers le haut et entraîne de ce fait l'enveloppe 132 qui vient coiffer et envelopper ladite barquette dont les parois, en position terminale sont situées au dessus du bord supérieur de ladite partie supérieure de l'entonnoir.
- Des patins 153 de mise en pression des rabats latéraux de l'enveloppe sur les rabats latéraux formant les parois de la barquette sont par ailleurs prévus et complètent le collage.
- La figure 24 montre schématiquement une vue du dispositif 136 de retournement.
- Des moyens 154 de maintien des produits par en-dessous par exemple comprenant des pistons 155 escamotables propres à venir au travers des fenêtres 156 du fond ajouré de la barquette sont prévus.
Claims (29)
- Emballage de conditionnement composite pour au moins un produit (22) de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, comprenant une boîte de section transversale polygonale en matériau en feuille de carton ou carton ondulé, comportant une ceinture, un fond et un dessus, et une feuille (13) ou un sac en matière plastique thermo-rétractable, fixé à ladite boîte par collage, de blocage par thermo-constriction du ou des produits contre le fond,
caractérisé en ce que la boîte comporte une boîte intermédiaire en forme de barquette (10) retournée dont les parois forment au moins en partie ladite ceinture, et dont le fond est ajouré, le film ou le sac étant fixé aux bords périphériques (14) de deux parois opposées de ladite barquette, ladite barquette étant enveloppée au moins en partie par une feuille (23) formant le fond de l'emballage et fixée à ladite barquette par collage. - Emballage selon la revendication 1, caractérisé en ce que le fond (2) de la barquette (10) est ajouré sur une superficie de dimension supérieure à la moitié de la superficie dudit fond.
- Emballage selon l'une quelconque des revendications précédentes, caractérisé en ce que la feuille (13), ou le sac (44,66), de matière plastique est fixé sur le bord périphérique interne de deux parois opposées de la barquette.
- Emballage selon l'une quelconque des revendications précédentes, caractérisé en ce que la feuille, ou le sac, de matière plastique est fixé sur le bord périphérique externe de deux parois opposées de la barquette.
- Emballage selon l'une quelconque des revendications précédentes, caractérisé en ce que la barquette retournée est obtenue par pliage d'un flan (1) comprenant un volet central (2) rectangulaire formant le fond de ladite barquette, ledit volet central étant muni de quatre rabats latéraux rectangulaires respectivement reliés aux quatre côtés dudit volet central par des lignes de pliage (4) et formant les parois de la barquette, à savoir deux premiers rabats latéraux (5) opposés, chacun muni de deux rabats secondaires d'extrémité (6) reliés de part et d'autre par des lignes de pliage (7) audit premier rabat latéral correspondant, et deux seconds rabats latéraux opposés (8) dénués de rabats secondaires, lesdits rabats secondaires d'extrémité étant chacun fixé par collage sur ledit second rabat latéral adjacent.
- Emballage selon la revendication 5, caractérisé en ce que la largeur des deux seconds rabats latéraux opposés (8) dénués de rabat secondaire, est plus petite que celle des deux premiers rabats latéraux.
- Emballage selon l'une quelconque des revendications précédentes, caractérisé en ce que la feuille formant le fond de l'emballage est obtenue à partir d'un flan (23, 82, 83) comprenant une suite de volets rectangulaires reliés les uns aux autres par des lignes de pliage parallèles (30), à savoir un volet principal rectangulaire (24, 90) formant le fond de l'emballage, muni de deux rabats latéraux d'extrémité (25) reliés par des lignes de pliage (26) à deux côtés opposés dudit volet principal et fixés par collage sur les rabats latéraux correspondants du flan formant les parois de la barquette, et deux séries (28, 29) de volets enveloppants reliées audit volet principal sur ses deux autres côtés, chaque série comprenant au moins un premier volet enveloppant (31) rectangulaire de recouvrement d'une autre paroi de ladite barquette.
- Emballage selon la revendication 7, caractérisé en ce que chacune desdites séries comprend un deuxième volet enveloppant (33), d'extrémité, rabattu sur la face supérieure externe de la boîte intermédiaire par pliage pour former le couvercle de l'emballage.
- Emballage selon la revendication 7, caractérisé en ce que une desdites séries de volets enveloppants comporte un seul volet (89) et l'autre en comporte au moins deux.
- Emballage selon la revendication 9, caractérisé en ce que l'autre série comporte trois volets (85, 86).
- Emballage selon l'une quelconque des revendications 7 à 10, caractérisé en ce que la largeur d'un volet enveloppant ou la somme des largeurs respectives des deux volets enveloppants d'extrémité est égale ou sensiblement égale à la largeur du volet central de la barquette sur lequel le ou lesdits volets enveloppants d'extrémité sont collés pour former le couvercle de l'emballage.
- Ensemble de flans pour la fabrication d'un emballage de conditionnement composite pour au moins un produit de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, caractérisé en ce qu'il comporte, en combinaison- un flan (1) comprenant un volet central (2) rectangulaire propre à former le fond d'une barquette, ledit volet central (2) étant ajouré et étant muni de quatre rabats latéraux respectivement reliés aux quatre côtés dudit volet par des lignes de pliage, propres à former les parois de la barquette, à savoir deux premiers rabats latéraux (5) opposés chacun muni de deux rabats secondaires d'extrémité (6) reliés de part et d'autre par des lignes de pliage (7) audit premier rabat latéral correspondant, et deux seconds rabats latéraux opposés (8) dénués de rabat secondaire,- un flan (23) comprenant une suite de volets rectangulaires reliés les uns aux autres par des lignes de pliage parallèles, à savoir un volet principal rectangulaire (24) propre à former le fond de l'emballage, muni de deux rabats latéraux d'extrémité (25) reliés par des lignes de pliage (26) à deux côtés opposés dudit volet principal et propres à être fixés par collage sur les rabats latéraux correspondant du flan formant les parois de la barquette et deux séries (28, 29) de volets enveloppants reliées audit volet principal sur ses deux autres côtés, chaque série comprenant au moins un premier volet enveloppant (31) rectangulaire de recouvrement d'une autre paroi de ladite barquette, lors de la formation de l'emballage.et en ce que chacune desdites séries de volets enveloppants comprend un deuxième volet enveloppant (33), d'extrémité, propre à être rabattu sur la face supérieure externe de la barquette par pliage pour former au moins en partie le couvercle de l'emballage.
- Ensemble selon la revendication 12, caractérisé en ce que une desdites séries de volets enveloppants comporte un seul volet (89) et l'autre série en comporte au moins deux.
- Ensemble selon la revendication 13, caractérisé en ce que l'autre série comporte trois volets.
- Ensemble selon l'une quelconque des revendications 12 à 14, caractérisé en ce que la largeur d'un volet enveloppant ou la somme des largeurs respectives des deux volets enveloppants d'extrémité est égale ou sensiblement égale à la largeur du volet central de la barquette sur lequel le ou lesdits volets enveloppants d'extrémité sont agencés pour être collés pour former le couvercle de l'emballage.
- Ensemble selon l'une quelconque des revendications 12 à 15, caractérisé en ce que la largeur des deux seconds rabats latéraux opposés dénués de rabat secondaire, est plus petite que celle des deux premiers rabats latéraux.
- Procédé d'emballage d'au moins un produit (22, 127) de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, caractérisé en ce que- on forme un premier ensemble (9, 92) comprenant :. une barquette (10, 93) en carton ou carton ondulé,. et une feuille (13, 94) ou un sac (44) en matière plastique thermo-rétractable collée sur les bords périphériques de deux parois opposées de la barquette,- on place le ou les produits (22, 127) à emballer dans la barquette, sur le film en matière plastique ou à l'intérieur du sac,- on plaque sur le dessus de ladite barquette un flan (23, 132) propre à recouvrir entièrement la face ouverte de la barquette et à envelopper au moins en partie ladite barquette, pour former un second ensemble,- on retourne ledit second ensemble de 180° en maintenant les produits en place, les produits reposant après retournement sur la face interne du flan recouvrant la face ouverte de ladite barquette, tout en ménageant un passage vers le film en matière plastique pour permettre son chauffage,- on chauffe pour rétracter le film ou le sac et plaquer le ou les produits sur ladite face interne,- puis on referme entièrement le flan sur la barquette retournée avec laquelle il est fixé par collage.
- Procédé selon la revendication 17, caractérisé en ce que, pour former le premier ensemble, on réalise tout d'abord la barquette (10, 93) par pliage d'un flan, puis on colle le film ou le sac sur les bords périphériques de la barquette.
- Procédé selon la revendication 18, caractérisé en ce que, pour former le premier ensemble, on colle tout d'abord le film ou le sac en matière plastique sur le flan à plat destiné à former ladite barquette, puis on forme ladite barquette par pliage.
- Procédé selon l'une quelconque des revendications 17 à 19, caractérisé en ce que on enveloppe la barquette et son contenu par le dessus avec un flan comprenant une suite de volets rectangulaires reliés les uns aux autres par des lignes de pliage parallèles, sans rabattre entièrement le dit flan autour de la barquette, lesdits volets rectangulaires comprenant:- un volet principal (24) rectangulaire plaqué sur la face ouverte de la barquette, muni de deux rabats latéraux d'extrémité (25) reliés par des lignes de pliage (26) à deux côtés opposés dudit volet principal, que l'on fixe par collage sur les parois de la barquette,- et deux séries (28, 29) de volets enveloppants reliées audit volet principal sur ses deux autres côtés, chaque série comprenant au moins un premier volet enveloppant (31) rectangulaire de recouvrement d'une autre paroi de ladite barquette et une série comprenant au moins un second volet (84, 86) pour recouvrir en totalité le fond de l'emballage, seconds volets que l'on laisse ouverts avant et pendant le chauffage.
- Procédé selon l'une quelconque des revendications 17 à 20, caractérisé en ce que la barquette est obtenue par pliage d'un flan comprenant un volet central rectangulaire formant le fond de ladite barquette, et des rabats latéraux formant les parois de la barquette, lesdits rabats latéraux étant fixés entre eux par collage via des rabats secondaires.
- Procédé selon l'une quelconque des revendications 17 à 21, caractérisé en ce que, le fond (2) de la barquette retournée étant ajouré, et un espace (36) étant structurellement ménagé entre la face interne (38) du flan et le bord périphérique externe d'au moins une paroi de la barquette, on chauffe en faisant circuler un fluide caloporteur sur le film ou le sac en matière plastique via le fond ajouré et ledit espace.
- Procédé selon l'une quelconque des revendications 17 à 22, caractérisé en ce que la feuille, ou le sac, de matière plastique est fixé sur le bord périphérique interne de deux parois opposées de la barquette.
- Procédé selon l'une quelconque des revendications 17 à 23, caractérisé en ce que la feuille, ou le sac, de matière plastique est fixé sur le bord périphérique externe de deux parois opposées de la barquette.
- Dispositif d'emballage d'au moins un produit de forme non spécifique n'occupant pas la totalité du volume disponible de l'emballage, caractérisé en ce que il comporte :- des moyens (91) pour former un premier ensemble (92) comprenant :. une barquette (93) en carton ou carton ondulé,. et une feuille (94) ou un sac en matière plastique thermo-rétractable collée sur les bords périphériques de deux parois opposées de la barquette,- des moyens de déplacement du premier ensemble pour remplissage du ou des produits (127) à emballer dans la barquette, sur le film en matière plastique ou à l'intérieur du sac,- des moyens (131) pour amener et pour plaquer sur le dessus de ladite barquette un flan (132) propre à recouvrir entièrement la face ouverte de la barquette et à envelopper au moins en partie ladite barquette, pour former un second ensemble,- des moyens (136) de retournement dudit second ensemble de 180° et de maintien desdits produits sensiblement en place lors dudit retournement, les produits reposant alors sur la face interne du flan recouvrant la face ouverte de ladite barquette, tout en ménageant un passage vers le film en matière plastique pour permettre son chauffage,- des moyens de chauffage agencés pour rétracter le film ou le sac et plaquer le ou les produits sur ladite face interne,- et des moyens pur refermer entièrement le flan sur la barquette retournée et pour fixer ledit flan sur ladite barquette par collage.
- Dispositif selon la revendication 25, caractérisé en ce que, les moyens pour former le premier ensemble comprennent des moyens (99, 101) de pliage d'un flan pour former la barquette et des moyens (113) d'amener et de collage du film ou du sac sur les bords périphériques de la barquette ainsi formée.
- Dispositif selon la revendication 26, caractérisé en ce que, les moyens pour former le premier ensemble comprennent des moyens de collage du film ou du sac en matière plastique sur le flan à plat destiné à former ladite barquette, puis des moyens de mise en forme de l'ensemble pour obtenir ladite barquette recouverte intérieurement du film par pliage.
- Dispositif selon l'une quelconque des revendications 25 à 27, caractérisé en ce que les moyens de collage du film ou du sac sur la barquette sont agencés pour coller ledit film ou ledit sac sur les bords périphériques internes de deux parois opposées de la barquette.
- Dispositif selon l'une quelconque des revendications 25 à 28, caractérisé en ce que les moyens de collage du film ou du sac sur la barquette sont agencés pour coller ledit film ou ledit sac sur les bords périphériques externes de deux parois opposées de la barquette.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9409772A FR2723354B1 (fr) | 1994-08-05 | 1994-08-05 | Emballage de conditionnement pour produit de forme non specifique, ensemble de flans, procede et dispositif pour obtenir un tel emballage. |
| FR9409772 | 1994-08-05 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0697338A1 true EP0697338A1 (fr) | 1996-02-21 |
| EP0697338B1 EP0697338B1 (fr) | 1997-03-05 |
Family
ID=9466137
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95401819A Expired - Lifetime EP0697338B1 (fr) | 1994-08-05 | 1995-08-02 | Emballage de conditionnement pour produit de forme non spécifique, ensemble de flans, procédé et dispositif pour obtenir un tel emballage |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0697338B1 (fr) |
| AT (1) | ATE149447T1 (fr) |
| DE (1) | DE69500172T2 (fr) |
| ES (1) | ES2101599T3 (fr) |
| FR (1) | FR2723354B1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2854136A1 (fr) * | 2003-04-25 | 2004-10-29 | Smurfit Socar Sa | Perfectionnements aux emballages en un materiau semi-rigide comprenant un ou des films souples fixes sur une partie de fond |
| FR2854135A1 (fr) * | 2003-04-24 | 2004-10-29 | Smurfit Socar Sa | Flan predecoupe et refoule en un materiau semi-rigide equipe de films souples en matiere plastique |
| EP1473238A1 (fr) * | 2003-04-29 | 2004-11-03 | Savoye Logistics | Système d'emballage de produits avec calage par film rétractable |
| US20140345235A1 (en) * | 2012-01-18 | 2014-11-27 | Rengo Co., Ltd. | Method and device for assembling height-adjustable box |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2506722A1 (fr) * | 1981-06-01 | 1982-12-03 | Socar | Emballage pour le conditionnement de lots d'objets et procedes de realisation d'un tel emballage et de conditionnement simultane des objets |
| FR2577519A1 (fr) | 1985-02-18 | 1986-08-22 | Socar | Emballage transformable en carton |
| FR2625181A1 (fr) | 1987-12-29 | 1989-06-30 | Socar | Emballage pour le conditionnement sous film plastique retractable d'au moins un objet |
-
1994
- 1994-08-05 FR FR9409772A patent/FR2723354B1/fr not_active Expired - Fee Related
-
1995
- 1995-08-02 DE DE69500172T patent/DE69500172T2/de not_active Expired - Lifetime
- 1995-08-02 ES ES95401819T patent/ES2101599T3/es not_active Expired - Lifetime
- 1995-08-02 AT AT95401819T patent/ATE149447T1/de not_active IP Right Cessation
- 1995-08-02 EP EP95401819A patent/EP0697338B1/fr not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2506722A1 (fr) * | 1981-06-01 | 1982-12-03 | Socar | Emballage pour le conditionnement de lots d'objets et procedes de realisation d'un tel emballage et de conditionnement simultane des objets |
| FR2577519A1 (fr) | 1985-02-18 | 1986-08-22 | Socar | Emballage transformable en carton |
| FR2625181A1 (fr) | 1987-12-29 | 1989-06-30 | Socar | Emballage pour le conditionnement sous film plastique retractable d'au moins un objet |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2854135A1 (fr) * | 2003-04-24 | 2004-10-29 | Smurfit Socar Sa | Flan predecoupe et refoule en un materiau semi-rigide equipe de films souples en matiere plastique |
| FR2854136A1 (fr) * | 2003-04-25 | 2004-10-29 | Smurfit Socar Sa | Perfectionnements aux emballages en un materiau semi-rigide comprenant un ou des films souples fixes sur une partie de fond |
| EP1473238A1 (fr) * | 2003-04-29 | 2004-11-03 | Savoye Logistics | Système d'emballage de produits avec calage par film rétractable |
| FR2854379A1 (fr) * | 2003-04-29 | 2004-11-05 | Savoye Logistics | Systeme d'emballage de produits avec calage par film retractable |
| US7096647B2 (en) | 2003-04-29 | 2006-08-29 | Savoye (S.A.) | System for packaging products with immobilization by means of shrink film |
| US20140345235A1 (en) * | 2012-01-18 | 2014-11-27 | Rengo Co., Ltd. | Method and device for assembling height-adjustable box |
| US9821925B2 (en) * | 2012-01-18 | 2017-11-21 | Rengo Co., Ltd. | Method and device for assembling height-adjustable box |
Also Published As
| Publication number | Publication date |
|---|---|
| FR2723354A1 (fr) | 1996-02-09 |
| EP0697338B1 (fr) | 1997-03-05 |
| DE69500172D1 (de) | 1997-04-10 |
| ES2101599T3 (es) | 1997-07-01 |
| DE69500172T2 (de) | 1997-06-12 |
| ATE149447T1 (de) | 1997-03-15 |
| FR2723354B1 (fr) | 1996-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0605268B1 (fr) | Emballage à section polygonale en une matière en feuille, notamment pour bouteilles, flan et machine pour un tel emballage | |
| EP1188676B1 (fr) | Ensemble de flans, procédé et dispositif pour le conditionnement d'un article ou d'un lot d'articles de volume indéterminé | |
| EP0468860B1 (fr) | Machine et procédé pour la réalisation de caisses de matière en feuille | |
| FR2593781A1 (fr) | Caisse de conditionnement et procede de preparation | |
| EP2007635A2 (fr) | Flan mono piece, caisse presentoir, procede et dispositif pour la fabrication d'une telle caisse a partir dudit flan | |
| WO1997010137A2 (fr) | Contenant livre a plat, puis mis en volume en deux phases distinctes, et portant de l'adhesif a effet prolonge | |
| FR2898072A1 (fr) | Procede et dispositif pour la realisation d'un emballage en carton de volume variable | |
| FR2644438A1 (fr) | Paquet realisant l'emballage d'un produit alimentaire, procede et installation pour sa fabrication | |
| EP0697338B1 (fr) | Emballage de conditionnement pour produit de forme non spécifique, ensemble de flans, procédé et dispositif pour obtenir un tel emballage | |
| FR2508415A1 (fr) | Perfectionnement apportes aux conditionnements pour regroupements de recipients | |
| EP0976539A1 (fr) | Procédé de fabrication de sacs à fond plat et machine pour sa mise en oeuvre | |
| CA1309066C (fr) | Sachet et dispositif pour la realisation de ce sachet | |
| FR2564068A1 (fr) | Emballage de regroupement | |
| EP1473238B1 (fr) | Système d'emballage de produits avec calage par film rétractable | |
| FR2837742A1 (fr) | Flan pour la realisation d'un conditionnement en un materiau semi-rigide, equipe sur une face d'un film en une maniere thermoretractable | |
| FR2604654A1 (fr) | Machine pour la fabrication d'emballage de produits sous feuilles retractables | |
| EP0465370A2 (fr) | Procédé de suremballage d'une charge palettisée au moyen d'une housse en film plastique étirable | |
| FR2590548A1 (fr) | Emballage et procede d'emballage de produits sous feuilles retractables | |
| FR2775658A1 (fr) | Procede et machine pour la realisation d'une caisse octogonale a coins coupes en matiere en feuille | |
| FR2661392A1 (fr) | Procede pour le conditionnement de lots de produits de volumes divers, dispositif pour la mise en óoeuvre de ce procede et conditionnement ainsi obtenu. | |
| FR2567101A1 (fr) | Emballage pour le conditionnement de lots d'objets de volumes differents et son procede de fabrication | |
| EP1299292B1 (fr) | Emballage particulierement destine aux produits fragiles et procede de fabrication | |
| EP1228970B1 (fr) | Boíte ouverte et son recouvrement, en carton | |
| FR2601654A1 (fr) | Emballage de regroupement pour produits diversifies et son procede de fabrication | |
| FR2720725A1 (fr) | Conditionnement en matériau semi-rigide apte à maintenir en position des objets conditionnés sans l'utilisation d'éléments de calage et son procédé de fabrication. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19960216 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| 17Q | First examination report despatched |
Effective date: 19960614 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IE IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970305 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19970305 Ref country code: GB Effective date: 19970305 Ref country code: DK Effective date: 19970305 Ref country code: AT Effective date: 19970305 |
|
| REF | Corresponds to: |
Ref document number: 149447 Country of ref document: AT Date of ref document: 19970315 Kind code of ref document: T |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69500172 Country of ref document: DE Date of ref document: 19970410 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: JOHN P. MUNZINGER INGENIEUR-CONSEIL |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: 72439 |
|
| ITF | It: translation for a ep patent filed |
Owner name: NOTARBARTOLO & GERVASI S.P.A. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19970605 Ref country code: PT Effective date: 19970605 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2101599 Country of ref document: ES Kind code of ref document: T3 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970802 |
|
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19970305 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D Ref document number: 72439 Country of ref document: IE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980831 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19990811 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000803 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050802 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20120723 Year of fee payment: 18 Ref country code: BE Payment date: 20120724 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20130820 Year of fee payment: 19 |
|
| BERE | Be: lapsed |
Owner name: *OTOR Effective date: 20130831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130831 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 69500172 Country of ref document: DE Effective date: 20140301 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20150430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140901 |