EP0589762A1 - Busette de coulée de métal et procédés de fabrication de cette busette - Google Patents
Busette de coulée de métal et procédés de fabrication de cette busette Download PDFInfo
- Publication number
- EP0589762A1 EP0589762A1 EP93402277A EP93402277A EP0589762A1 EP 0589762 A1 EP0589762 A1 EP 0589762A1 EP 93402277 A EP93402277 A EP 93402277A EP 93402277 A EP93402277 A EP 93402277A EP 0589762 A1 EP0589762 A1 EP 0589762A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- channel
- nozzle
- refractory material
- chamber
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/52—Manufacturing or repairing thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/58—Pouring-nozzles with gas injecting means
Definitions
- the invention also relates to methods of manufacturing a nozzle as defined above.
- the nozzle 20 will now be described in more detail with reference to FIG. 2.
- the body 22 includes a channel 24 for the flow of molten steel.
- the channel has an upper end 26 intended to be connected, by known means, to a steel flow orifice of the distributor, and a lower end 28 forming two branches 28A, 28B opening out to the outside of the nozzle by diametrically opposite orifices.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Continuous Casting (AREA)
- Metal Extraction Processes (AREA)
- Press Drives And Press Lines (AREA)
- Ceramic Products (AREA)
- Compositions Of Oxide Ceramics (AREA)
Abstract
Description
- La présente invention concerne une busette de coulée de métal et des procédés de fabrication de cette busette.
- Elle s'applique en particulier aux busettes de coulée continue d'acier, notamment d'acier calmé à l'aluminium.
- De façon classique, une installation de coulée continue d'acier comprend au moins une lingotière alimentée par un répartiteur d'acier en fusion.
- L'acier en fusion s'écoule dans la lingotière à travers le canal d'au moins une busette fixée sur le fond du répartiteur, au droit de l'ouverture supérieure de la lingotière.
- Pour résister aux contraintes thermiques au contact du métal en fusion, les busettes sont fabriquées habituellement dans un matériau réfractaire. Les busettes sont par ailleurs recouvertes de couches d'émail interne et externe permettant d'éviter l'oxydation du matériau réfractaire durant le préchauffage habituel des busettes et permettant également de rendre imperméable le matériau réfractaire poreux pendant l'utilisation des busettes.
- Selon la nuance de l'acier coulé ou le type de matériau constituant les busettes, il se pose des problèmes de dégradation des busettes par corrosion, ou des problèmes de bouchage des busettes par des dépôts d'oxydes sur la surface du canal d'écoulement de l'acier. Ces dépôts d'oxydes comprennent par exemple de l'alumine, de l'aluminate de chaux ou du titanate d'alumine.
- Il est connu de fabriquer des busettes dans un matériau réfractaire de silice vitreuse (SiO₂). Les busettes fabriquées dans ce matériau résistent bien aux chocs thermiques et au bouchage par des dépôts d'oxydes, mais résistent peu à la corrosion par certaines nuances d'acier contenant, par exemple, du manganèse.
- Il est également connu de fabriquer des busettes dans un matériau composite comprenant principalement de l'alumine (Al₂O₃) et du graphite associés par une liaison carbonée. Ces busettes comportent habituellement entre 20 et 30% en masse de graphite. La teneur élevée en graphite favorise la résistance de ces busettes aux chocs thermiques. Ces dernières résistent également bien à l'usure. Par contre, les busettes en alumine-graphite se bouchent relativement vite.
- Le bouchage des busettes est particulièrement rapide lorsque l'acier coulé est calmé à l'aluminium. Dans ce cas, il se forme dans le canal des busettes des dépôts d'oxydes contenant essentiellement de l'alumine. Ceci limite les longueurs de séquence et peut conduire à l'arrêt de la coulée en cas de bouchage complet des busettes.
- Par ailleurs, une certaine quantité des oxydes déposés est susceptible d'être entraînée par l'acier coulé et donc de former des inclusions dégradant les propriétés métallurgiques de l'acier.
- Afin de conprendre le phénomène de bouchage, trois essais ont été réalisés.
- D'une part, un barreau en alumine-carbone a été plongé pendant deux heures dans un bain d'acier XC 38 à 1550°C auquel on a ajouté 0,25% d'aluminium, dans une enceinte sous atmosphère contrôlée.
- Après deux heures, on constate la présence d'un dépôt d'alumine sur les parois du barreau.
- D'autre part, on a plongé un barreau d'alumine pure, sans carbone dans le même bain pendant deux heures.
- Après deux heures, aucun dépôt ne se trouve sur le barreau.
- Enfin, on a plongé un barreau d'alumine-carbone revêtu d'une épaisse couche d'alumine pure dans le bain d'acier pendant deux heures.
- Après deux heures, on constate un dépôt d'alumine sur le barreau.
- Compte tenu de ces essais, l'idée admise jusqu'alors que le bouchage des busettes était dû uniquement à l'alumine contenue en tant qu'inclusions dans l'acier coulé qui se colle sur la paroi réfractaire de la busette, est fausse.
- En effet, si c'était le cas, le barreau d'alumine pure devrait avoir un dépôt après deux heures comme le barreau d'alumine-carbone revêtu d'une épaisse couche d'alumine pure.
- En fait, le bouchage des busettes est dû à deux phénomènes :
- l'alumine contenue en tant qu'inclusions dans l'acier se collant sur les parois réfractaires de la busette,
- l'aluminium contenu dans l'acier qui lorsqu'il entre en contact avec les parois de la busette s'oxyde pour former de l'alumine Al₂O₃ et germer contre la paroi.
- En effet, en plongeant un échantillon constitué d'un barreau en alumine-graphite dans un bain d'acier en fusion contenant des éléments avides d'oxygène tels que de l'aluminium, on observe les équilibres chimiques décrits ci-dessous.
- L'échantillon en alumine-graphite comporte des impuretés sous forme d'oxydes (SiO₂, Na₂O, K₂O,...) qui sont réduits par le carbone C de l'échantillon pour former du monoxyde de carbone CO gazeux.
- Le CO est libéré à la surface de l'échantillon et se dissocie en éléments intermédiaires [C] et [O].
- Cette dissociation à la surface de l'échantillon perturbe localement l'équilibre entre les éléments [C] et [O] contenus dans le bain d'acier. On a alors oxydation des éléments avides d'oxygène du bain par l'oxygène libéré et donc précipitation et croissance d'oxydes à la surface de l'échantillon.
- Dans le cas d'un bain d'acier calmé à l'aluminium, on a en particulier :
- dans une région éloignée de la surface de l'échantillon, les équilibres chimiques stables suivants:
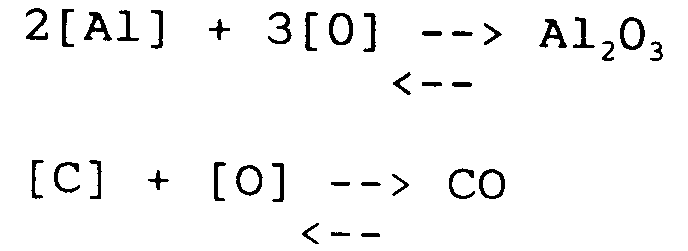
- dans une région voisine de la surface de l'échantillon, une évolution des équilibres chimiques dans le sens suivants :


- Dans le cas d'une busette fabriquée avec le matériau Al₂O₃-C, le monoxyde de carbone se dissocie à la surface du canal d'écoulement de l'acier et provoque sur cette surface la précipitation d'oxydes, en particulier d'alumine, produits à partir d'éléments contenus dans l'acier coulé, en particulier l'aluminium. Les dépôts d'oxydes bouchent progressivement le canal de la busette.
- De plus, le monoxyde de carbone se forme non seulement à partir de l'oxygène provenant des impuretés sous forme d'oxydes contenues dans la busette, mais encore à partir de l'oxygène de l'air environnant la busette. L'oxygène de l'air s'infiltre à travers la jonction de la busette et du répartiteur et à travers les parois de la busette en matériau réfractaire poreux. L'oxygène de l'air se combine avec le carbone contenu dans la busette pour former du monoxyde de carbone gazeux qui migre à la surface du canal. Cette migration est favorisée par la dépression créée dans le canal par l'écoulement de l'acier liquide.
- L'invention a pour but de remédier au bouchage des busettes en matériau réfractaire comportant notamment de l'alumine-carbone, en évitant la formation de dépôts d'oxydes à la surface du canal d'écoulement de métal en fusion, ceci avec des moyens simples et faciles à mettre en oeuvre.
- A cet effet, l'invention a pour objet une busette de coulée de métal, notamment de coulée continue d'acier, comportant un corps en matériau réfractaire dans lequel est ménagé un canal d'écoulement du métal liquide, caractérisée en ce qu'elle comporte une chambre annulaire ménagée dans le corps, disposée autour du canal à proximité de la périphérie de ce canal, s'étendant à peu près sur toute la longueur du canal, raccordée à des moyens de mise en dépression par rapport à l'environnement de la busette ou d'insufflation d'un gaz neutre, de manière que la chambre forme écran à la migration de produits gazeux tels que le monoxyde de carbone vers le canal, et en ce qu'elle comporte de plus une chemise en matériau réfractaire sans carbone, interposée entre la périphérie du canal et la chambre annulaire.
- Suivant d'autres caractéristiques de l'invention :
- la chemise est fabriquée dans un matériau réfractaire sans carbone comprenant par exemple de l'alumine, de la zircone, des nitrures d'aluminium (AlN) ou de bore (BN), des spinelles, de la magnésie, des borures notamment de zirconium (ZrB₂) ;
- le corps de busette est fabriqué dans un même matériau réfractaire que la chemise ;
- le corps est fabriqué dans un matériau composite comprenant de l'alumine et du graphite.
- L'invention a également pour objet des procédés de fabrication d'une busette telle que définie ci-dessus.
- Selon un premier procédé de fabrication :
- on réalise la busette par pressage isostatique d'un matériau réfractaire dans lequel est incorporé un élément fusible occupant le volume d'une chambre annulaire que l'on veut ménager autour d'un canal d'écoulement du métal en fusion,
- on cuit l'ensemble de la busette à une température élevée faisant fondre l'élément fusible de façon à libérer le volume formant la chambre annulaire.
- Selon un second procédé de fabrication :
- on fabrique séparément un insert tubulaire et un corps tubulaire de busette, par compression isostatique et cuisson de matériaux réfractaires, l'insert étant destiné à délimiter un canal d'écoulement du métal en fusion;
- on fixe l'insert dans le corps coaxialement à ce dernier de façon que l'espace libre entre l'insert et le corps forme une chambre annulaire autour du canal.
- L'invention sera mieux comprise à l'aide de la description qui va suivre, donnée uniquement à titre d'exemple et faite en se référant aux dessins annexés, sur lesquels :
- la Fig.1 est une vue schématique d'une partie d'une installation de coulée continue d'acier comportant une busette selon l'invention;
- la Fig.2 est une vue en coupe longitudinale, à grande échelle, de la busette selon l'invention;
- les Fig.3 à 5 sont des vues en coupe longitudinale représentant des éléments utilisés pour la fabrication de busettes selon l'invention.
- On voit sur la figure 1, une partie d'une installation de coulée continue d'acier désignée par la référence générale 10, destinée par exemple à la fabrication de demi-produits métalliques tels que des blooms ou des brames.
- De façon classique, l'installation comporte un répartiteur 12 d'acier en fusion alimentant une lingotière 14 comportant un moule 16 supérieur et des rouleaux 18 d'entraînement et de guidage du demi-produit en cours de solidification.
- Le répartiteur 12 est lui-même alimenté en acier en fusion par une poche de coulée non représentée sur la figure.
- L'acier en fusion s'écoule par gravité dans la lingotière 14 en passant à travers au moins une busette 20 selon l'invention, fixée, par des moyens connus, sur le fond du répartiteur 12 au droit de l'ouverture supérieure de la lingotière 14.
- On décrira maintenant plus en détail la busette 20 en regard de la figure 2.
- La busette 20 comporte un corps 22 de busette, de forme générale tubulaire, fabriquée dans un matériau réfractaire, de préférence un matériau composite comprenant principalement de l'alumine (Al₂O₃) et du graphite (C).
- Le corps 22 comprend un canal 24 d'écoulement de l'acier en fusion. Le canal comporte une extrémité supérieure 26 destinée à être raccordée, par des moyens connus, à un orifice d'écoulement d'acier du répartiteur, et une extrémité inférieure 28 formant deux branches 28A, 28B débouchant à l'extérieur de la busette par des orifices diamétralement opposés.
- La périphérie du canal 24 est délimitée sur presque toute la longueur de ce dernier par la surface interne d'une chemise cylindrique 30, en matériau réfractaire sans carbone, fixée dans le corps 22 de busette par des moyens et des procédés qui seront décrits ultérieurement.
- Une chambre annulaire 32, coaxiale au canal 24, entoure la surface externe de la chemise 30 en s'étendant à peu près sur toute la longueur de cette dernière. La paroi de la chambre 32 a une épaisseur faible par rapport à l'épaisseur de la paroi du corps 22 de busette.
- Les branches d'extrémité 28A, 28B du canal, sont également entourées par des parties correspondantes de la chemise 30 et de la chambre 32.
- La chambre 32 est disposée au voisinage de la périphérie du canal 24 en étant séparée de ce canal par la paroi de la chemise 30 interposée entre la périphérie du canal et la chambre.
- De façon classique, les surfaces interne et externe de la busette sont recouvertes de couches d'émail, non représentées sur les figures, de manière à préserver la busette contre l'oxydation et à imperméabiliser les surfaces poreuses des matériaux réfractaires.
- La chambre 32 est reliée par l'intermédiaire d'un orifice 34 à une source de vide de type connu, non représentée sur les figures, pour la mise en dépression de la chambre par rapport à l'environnement de la busette ou une source d'insufflation d'un gaz neutre, par exemple de l'argon.
- On a également représenté sur la Fig.2, une bague 36, disposée de façon classique autour du corps 22 de busette, constituée d'un produit réfractaire, en général de zircone graphite, destiné à résister à la corrosion par la poudre du moule.
- Dans l'exemple décrit, la busette 20 a un diamètre externe de 100 mm, le canal 24 a un diamètre de 70 mm, la paroi de la chemise 30 a une épaisseur de 4 mm et la paroi de la chambre annulaire 32 a une épaisseur de 2 mm.
- La chambre 32 permet, d'une part, de recueillir les produits gazeux, en particulier le monoxyde de carbone, se formant dans le matériau réfractaire du corps 22 de busette et migrant vers le canal 24, et, d'autre part, d'évacuer ces produits gazeux par l'orifice 34.
- Selon un premier mode de réalisation de l'invention, la chemise 30 est fabriquée dans un matériau réfractaire sans carbone comprenant, par exemple, de l'alumine, de la zircone, des nitrures d'aluminium (AlN) ou de bore (BN), des spinelles, de la magnésie, des borures notamment de zirconium (ZrB₂).
- Ainsi, en absence de carbone, il n'y a pas de formation de monoxyde de carbone dans la paroi de la chemise 30 séparant la chambre 32 du canal 24.
- Selon un second mode de réalisation de l'invention, le corps 22 est fabriqué dans un matériau réfractaire, identique à celui de la chemise 30 de la busette, comportant de l'alumine sans carbone. Dans ce cas, la chemise 30 peut être venue de matière avec le corps 22 et former un seul bloc avec celui-ci.
- On décrira maintenant deux procédés de fabrication d'une busette selon l'invention, en regard des figures 3 à 5.
- Le premier procédé de fabrication permet de réaliser une busette dans laquelle la chemise 30 est venue de matière avec le corps 22 et forme un seul bloc avec ce dernier. Ce procédé comporte les étapes suivantes.
- Dans un premier temps, on réalise la busette par pressage isostatique d'un matériau réfractaire dans lequel est incorporé un élément fusible ou volatile 32A occupant le volume de la chambre annulaire 32 que l'on veut ménager dans la busette (voir Fig.3).
- L'élément fusible 32A est fabriqué par exemple en un matériau polymère ou en cire.
- On cuit ensuite l'ensemble à une température élevée d'environ 1000° faisant fondre le polymère. Le polymère fondu se vaporise à travers la paroi en matériau réfractaire poreux et libère le volume qu'il occupait initialement. Ce volume forme une chambre annulaire autour du canal de la busette.
- On obtient alors une busette 20 telle que représentée sensiblement à la Fig.2, la chemise 30 étant venue de matière avec le corps 22.
- Le second procédé de fabrication de la busette comporte les étapes suivantes.
- On fabrique séparément un insert tubulaire 30 et un corps tubulaire 22 de busette, tels que représentés respectivement aux figures 4 et 5, par pressage isostatique et cuisson de matériaux réfractaires, selon un procédé connu.
- On fixe ensuite l'insert 30 dans le corps 22 coaxialement à ce dernier, par exemple avec un ciment de type connu, de façon que l'espace libre entre l'insert 30 et le corps 22 de busette forme une chambre annulaire autour du canal de la busette.
- Comme on peut le voir à la Fig.4, l'insert et fabriqué en trois parties, une première partie 30A, coaxiale au corps étant introduite par l'extrémité supérieure du corps et les deux autres parties 30B, 30C, formant les branches de l'insert, étant introduites par les orifices inférieurs du corps.
- L'invention ne se limite pas aux modes de réalisation décrits.
- Le corps de busette et la chemise interne peuvent être fabriqués dans des matériaux réfractaires divers.
- La busette peut être utilisée dans des installations de coulée continue ou discontinue et peut alimenter en métal en fusion des lingotières de types divers.
- L'invention comporte de nombreux avantages.
- Le bouchage d'une busette classique se faisant par oxydation du carbone contenu dans le matériau réfractaire, la chambre annulaire en dépression d'une busette selon l'invention permet d'éviter la migration du monoxyde de carbone gazeux dans le canal de la busette.
- En fabriquant la chemise interne de la busette dans un matériau réfractaire sans carbone, on évite la formation du monoxyde de carbone gazeux à la périphérie du canal et, dans le cas d'une coulée continue d'acier à très faible teneur en carbone, on évite un transfert indésirable de carbone dans l'acier passant dans le canal de la busette.
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9211218 | 1992-09-21 | ||
| FR9211218A FR2695848B1 (fr) | 1992-09-21 | 1992-09-21 | Busette de coulée de métal et procédés de fabrication de cette busette. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0589762A1 true EP0589762A1 (fr) | 1994-03-30 |
| EP0589762B1 EP0589762B1 (fr) | 1999-05-19 |
Family
ID=9433704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP93402277A Expired - Lifetime EP0589762B1 (fr) | 1992-09-21 | 1993-09-17 | Busette de coulée de métal et procédés de fabrication de cette busette |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP0589762B1 (fr) |
| AT (1) | ATE180194T1 (fr) |
| DE (1) | DE69324984T2 (fr) |
| ES (1) | ES2134249T3 (fr) |
| FR (1) | FR2695848B1 (fr) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0826447A1 (fr) * | 1996-08-26 | 1998-03-04 | Shinagawa Refractories Co., Ltd. | Busette pour la coulée continue |
| FR2754748A1 (fr) * | 1996-10-23 | 1998-04-24 | Vesuvius France Sa | Piece de transfert et son procede de fabrication |
| WO2006007672A2 (fr) * | 2004-07-20 | 2006-01-26 | Vesuvius Crucible Company | Tige d'arret pour l'apport de gaz dans un metal en fusion |
| EP1716945A1 (fr) * | 2005-04-26 | 2006-11-02 | Vesuvius Crucible Company | Busette de coulée immergée, installation comprenant cette busette, procédé de fabrication et utilisation de cette busette |
| CN105499553A (zh) * | 2015-12-08 | 2016-04-20 | 华耐国际(宜兴)高级陶瓷有限公司 | 一种esp薄板坯用浸入式水口 |
| CN109482825A (zh) * | 2018-12-29 | 2019-03-19 | 东北大学 | 一种下铸装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AR059108A1 (es) * | 2006-01-26 | 2008-03-12 | Vesuvius Crucible Co | Boquilla para la transferencia de metal fundido |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2703657B1 (de) * | 1977-01-28 | 1978-05-24 | Buescher Kg, 5620 Velbert | Steigrohr zum Gießen von Metallen unter Gasdruck |
| US4108339A (en) * | 1976-12-13 | 1978-08-22 | Leco Corporation | Integral nozzle with gas delivery manifold |
| WO1984004477A1 (fr) * | 1983-05-12 | 1984-11-22 | James Menzies Thornton | Produit refractaire composite |
| GB2148765A (en) * | 1983-11-02 | 1985-06-05 | Didier Werke Ag | Immersion nozzle |
| EP0306751A1 (fr) * | 1987-09-07 | 1989-03-15 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Procédé de coulée pour machine de coulée continue à hauteur et busette de coulée immergée consécutive |
| JPH01309768A (ja) * | 1988-06-09 | 1989-12-14 | Kawasaki Steel Corp | 溶鋼の無酸化連続鋳造方法および無酸化鋳込装置 |
-
1992
- 1992-09-21 FR FR9211218A patent/FR2695848B1/fr not_active Expired - Fee Related
-
1993
- 1993-09-17 DE DE69324984T patent/DE69324984T2/de not_active Expired - Fee Related
- 1993-09-17 ES ES93402277T patent/ES2134249T3/es not_active Expired - Lifetime
- 1993-09-17 EP EP93402277A patent/EP0589762B1/fr not_active Expired - Lifetime
- 1993-09-17 AT AT93402277T patent/ATE180194T1/de not_active IP Right Cessation
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4108339A (en) * | 1976-12-13 | 1978-08-22 | Leco Corporation | Integral nozzle with gas delivery manifold |
| DE2703657B1 (de) * | 1977-01-28 | 1978-05-24 | Buescher Kg, 5620 Velbert | Steigrohr zum Gießen von Metallen unter Gasdruck |
| WO1984004477A1 (fr) * | 1983-05-12 | 1984-11-22 | James Menzies Thornton | Produit refractaire composite |
| GB2148765A (en) * | 1983-11-02 | 1985-06-05 | Didier Werke Ag | Immersion nozzle |
| EP0306751A1 (fr) * | 1987-09-07 | 1989-03-15 | DANIELI & C. OFFICINE MECCANICHE S.p.A. | Procédé de coulée pour machine de coulée continue à hauteur et busette de coulée immergée consécutive |
| JPH01309768A (ja) * | 1988-06-09 | 1989-12-14 | Kawasaki Steel Corp | 溶鋼の無酸化連続鋳造方法および無酸化鋳込装置 |
Non-Patent Citations (1)
| Title |
|---|
| PATENT ABSTRACTS OF JAPAN vol. 14, no. 103 (M - 941)<4046> 26 February 1990 (1990-02-26) * |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5908577A (en) * | 1996-08-26 | 1999-06-01 | Shinagawa Refractories Co., Ltd. | Nozzle for continuous casting |
| EP0826447A1 (fr) * | 1996-08-26 | 1998-03-04 | Shinagawa Refractories Co., Ltd. | Busette pour la coulée continue |
| CN1072539C (zh) * | 1996-10-23 | 2001-10-10 | 维苏威法兰西股份有限公司 | 钢水的传送元件及其制造方法 |
| WO1998017422A1 (fr) * | 1996-10-23 | 1998-04-30 | Vesuvius France S.A. | Element de transfert d'acier en fusion et procede de fabrication associe |
| AU716522B2 (en) * | 1996-10-23 | 2000-02-24 | Vesuvius France S.A. | Molten steel transfer element and its manufacturing |
| US6165409A (en) * | 1996-10-23 | 2000-12-26 | Vesuvius Crucible Company | Molten steel transfer element and its manufacturing |
| FR2754748A1 (fr) * | 1996-10-23 | 1998-04-24 | Vesuvius France Sa | Piece de transfert et son procede de fabrication |
| WO2006007672A2 (fr) * | 2004-07-20 | 2006-01-26 | Vesuvius Crucible Company | Tige d'arret pour l'apport de gaz dans un metal en fusion |
| WO2006007672A3 (fr) * | 2004-07-20 | 2006-03-02 | Vesuvius Crucible Co | Tige d'arret pour l'apport de gaz dans un metal en fusion |
| EP1716945A1 (fr) * | 2005-04-26 | 2006-11-02 | Vesuvius Crucible Company | Busette de coulée immergée, installation comprenant cette busette, procédé de fabrication et utilisation de cette busette |
| CN105499553A (zh) * | 2015-12-08 | 2016-04-20 | 华耐国际(宜兴)高级陶瓷有限公司 | 一种esp薄板坯用浸入式水口 |
| CN105499553B (zh) * | 2015-12-08 | 2018-10-19 | 华耐国际(宜兴)高级陶瓷有限公司 | 一种esp薄板坯用浸入式水口 |
| CN109482825A (zh) * | 2018-12-29 | 2019-03-19 | 东北大学 | 一种下铸装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0589762B1 (fr) | 1999-05-19 |
| DE69324984T2 (de) | 1999-10-07 |
| DE69324984D1 (de) | 1999-06-24 |
| FR2695848A1 (fr) | 1994-03-25 |
| ES2134249T3 (es) | 1999-10-01 |
| FR2695848B1 (fr) | 1994-12-09 |
| ATE180194T1 (de) | 1999-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0721388B1 (fr) | Piece de coulee comportant une couche externe apte a former une couche impermeable aux gaz et procede de mise en uvre | |
| EP0508246B1 (fr) | Quenouille comportant une manchette résistant à l'érosion | |
| EP0589762B1 (fr) | Busette de coulée de métal et procédés de fabrication de cette busette | |
| FR2554024A1 (fr) | Busette de coulee a immersion | |
| FR2642687A1 (fr) | Buse de coulee de l'acier fondu | |
| EP0305426B1 (fr) | Installation de coulee de metal liquide et procede pour sa mise en oeuvre | |
| CA2754323C (fr) | Buse de coulee concue pour etre montee sur la partie inferieure d'une cuve metallurgique | |
| EP0102292B1 (fr) | Tubes pour la coulée du métal fondu | |
| EP0875319B1 (fr) | Répartiteur de coulée continue des métaux, du type comportant au moins une torche à plasma pour le réchauffage du métal | |
| FR2657279A1 (fr) | Busette de coulee de l'acier fondu. | |
| WO1995034395A1 (fr) | Piece de coulee comportant une couche externe apte a former une couche impermeable aux gaz et procede de mise en ×uvre | |
| WO1995034395A9 (fr) | Piece de coulee comportant une couche externe apte a former une couche impermeable aux gaz et procede de mise en ×uvre | |
| FR2561957A1 (fr) | Busette refractaire pour coulee en plongee | |
| EP0270418B1 (fr) | Bouchon de retenue des scories et procédé pour sa mise en oeuvre et sa fabrication | |
| EP0332483B1 (fr) | Busette de coulée pour ouverture assistée,dispositif l'incorporant et procédeé de mise en oeuvre | |
| FR2727340A1 (fr) | Quenouille comportant une couche externe apte a former une couche impermeable au gaz | |
| FR2643001A1 (fr) | Organe de coulee comportant une surface plane de glissement pour une plaque tiroir associee | |
| FR2701412A1 (fr) | Poche de coulée d'un nouveau type. | |
| BE1004282A6 (fr) | Dispositif de prechauffage d'une busette de coulee d'un metal en fusion et installation de coulee d'un metal equipee de ce dispositif. | |
| FR3094249A1 (fr) | Tampon de quenouille | |
| FR2692505A1 (fr) | Tube de coulée de métal fondu pour une machine de coulée sous pression. | |
| FR2682624A1 (fr) | Dispositif et procede pour la coulee de metaux. | |
| EP0142402A1 (fr) | Installation de coulee continue horizontale des metaux notamment de l'acier | |
| EP0232648A1 (fr) | Lance d'injection pour récipient métallurgique et son procédé de fabrication | |
| FR2936174A1 (fr) | Tampon de quenouille |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19940701 |
|
| 17Q | First examination report despatched |
Effective date: 19970410 |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| APAB | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPE |
|
| APBJ | Interlocutory revision of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOS IRAPE |
|
| GRAG | Despatch of communication of intention to grant |
Free format text: ORIGINAL CODE: EPIDOS AGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990519 Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990519 |
|
| REF | Corresponds to: |
Ref document number: 180194 Country of ref document: AT Date of ref document: 19990615 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed |
Owner name: BUGNION S.P.A. |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REF | Corresponds to: |
Ref document number: 69324984 Country of ref document: DE Date of ref document: 19990624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990819 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19990819 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19990820 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990930 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990930 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2134249 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20040816 Year of fee payment: 12 Ref country code: AT Payment date: 20040816 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20040818 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040902 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040908 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20040914 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040916 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20041014 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050917 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050917 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060401 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060531 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20060401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060531 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20050919 |
|
| BERE | Be: lapsed |
Owner name: *SOLLAC Effective date: 20050930 |