EP0533064B1 - Manufacture of jigsaw puzzles - Google Patents
Manufacture of jigsaw puzzles Download PDFInfo
- Publication number
- EP0533064B1 EP0533064B1 EP19920115555 EP92115555A EP0533064B1 EP 0533064 B1 EP0533064 B1 EP 0533064B1 EP 19920115555 EP19920115555 EP 19920115555 EP 92115555 A EP92115555 A EP 92115555A EP 0533064 B1 EP0533064 B1 EP 0533064B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- tool
- pieces
- lands
- apertures
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63F—CARD, BOARD, OR ROULETTE GAMES; INDOOR GAMES USING SMALL MOVING PLAYING BODIES; VIDEO GAMES; GAMES NOT OTHERWISE PROVIDED FOR
- A63F9/00—Games not otherwise provided for
- A63F9/06—Patience; Other games for self-amusement
- A63F9/10—Two-dimensional jig-saw puzzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D7/00—Details of apparatus for cutting, cutting-out, stamping-out, punching, perforating, or severing by means other than cutting
- B26D7/18—Means for removing cut-out material or waste
- B26D7/1818—Means for removing cut-out material or waste by pushing out
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/40—Cutting-out; Stamping-out using a press, e.g. of the ram type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26F—PERFORATING; PUNCHING; CUTTING-OUT; STAMPING-OUT; SEVERING BY MEANS OTHER THAN CUTTING
- B26F1/00—Perforating; Punching; Cutting-out; Stamping-out; Apparatus therefor
- B26F1/38—Cutting-out; Stamping-out
- B26F1/44—Cutters therefor; Dies therefor
- B26F2001/449—Cutters therefor; Dies therefor for shearing, e.g. with adjoining or abutting edges
Definitions
- This invention is concerned with a method of manufacturing jigsaw puzzles wherein interlocking pieces thereof are cut out from a single sheet of material, a punch-and-die assembly for carrying out such method, and jigsaw puzzles made using such a method.
- a cutting die is used of the type comprising a steel cutting blade which is formed to a desired configuration and is set in a wooden base, suitable ejectors, in the form of pads of resilient material, being arranged at opposite sides of the blade.
- a separate die is used for cutting in a direction perpendicular to the first-mentioned direction.
- This approach is advantageous in that the cutting pressure required for effecting each of the two cutting operations is substantially less than if a single cutting operation were effected for the complete puzzle, but this approach does not give rise to the risk that, because some work handling has to be effected between the two cutting operations, one strip of material may become detached from the remainder during such work handling, quite apart from the fact that two cutting operations are time-consuming and thus increase the overall cost of manufacture.
- toggle presses In cutting jigsaw puzzles in this manner, conventionally so-called toggle presses have been used which comprise a steel cutting table between which and an upper platen relative movement of approach can take place under close control in order to ensure on the one hand that the material to be cut is cut through cleanly while on the other hand the blade of the cutting die is protected from being blunted by being pressed with too great a force against the steel cutting table.
- a cutting die as described above, it is usually the case that a good deal of so-called make-ready is required, i.e. localised variation in the depth of the cutting die in order to ensure that the material is in fact cleanly cut but without damage to the cutting blade.
- make-ready will require up to three or even four days by a skilled workman in the case of a large jigsaw. It will of course be appreciated that such use of a workman's time significantly increases the cost of tooling for a jigsaw puzzle.
- a further disadvantage in using a cutting die of the aforementioned type is that the cut edges of the jigsaw pieces tend to be rounded at the surface which is penetrated by the cutting die, while there may be some tendency for burrs to be formed at the opposite surface.
- the rounding of the cut edges as aforesaid tends to be highlighted when the jigsaw puzzle is assembled by the puzzler, which may be detrimental to the appearance of the finished puzzle.
- it is desired to have a double-sided jigsaw puzzle firstly it is quite apparent to the puzzler which way up each pieces must be, since the surfaces have a quite different appearance, while secondly it is quite difficult to assemble the puzzle when attempting the puzzle on the reverse, i.e. non-rounded, surface. Unless, therefore, further work is carried out on the pieces, a jigsaw cut using a conventional cutting die cannot readily be assembled by a puzzler.
- the invention thus provides, in one of its several aspects, a method of manufacturing jigsaw puzzles wherein interlocking pieces thereof are cut out from a single sheet of material in a single cutting stroke, characterised by using a punch-and-die assembly comprising upper and lower tools with cooperating lands and apertures, wherein adjacent pieces of the puzzle are cut out one by a land of the upper tool and a cooperating aperture of the lower tool and the other by a land of the lower tool and a cooperating aperture of the upper tool, the apertures of each tool being defined by the lands of that tool.
- punch-and-die assemblies are well known in the metal-working industry, but in general they are not used in applications where the whole of the material which is "cut” thereby is then used, e.g. in the case of a jigsaw puzzle; rather, punch-and-die assemblies tend to be used in conditions where a workpiece is to be "cut” from a sheet of material, and thereafter the unwanted remnants of material, i.e. the scrap, must be separated from the cut piece and removed.
- the "cut" achieved using a punch-and-die assembly is essentially straight-sided so that there is no rounding effect on one surface and no risk of burrs on the other and moreover the two surfaces have the same appearance and the cut edges on both surfaces have the same configuration so that the puzzle can be assembled from either side and double-sided puzzles can thus readily be produced without the puzzler being able to deduce from the shape of the cut edges which way up any particular piece should be.
- each aperture of the upper and lower tools has an ejector piece therein which is urged by resilient means to an advanced position, in which its surface is flush with the surface of the lands adjacent thereto.
- the resilient means may be in the form of a pad of resilient material, e.g. synthetic rubber, against which each ejector piece, or a rearward projection thereof, is pressed during the cutting operation and thus by which, following the cutting operation, the ejector piece is returned to its "flush" condition, while in the lower tool preferably a hydraulic or pneumatic cushion is provided, again acting similarly on the rearward portion or a projection thereof of each ejector piece.
- the hydraulic or pneumatic cushion moreover, provides a counter-pressure during the closing together of the upper and lower tools, and this counter-pressure is found to be beneficial in preventing a splitting of the material being cut during the cutting operation, so that a clean shear can be achieved.
- any suitable material from which jigsaw puzzles are currently made may be used, e.g. cardboard and plywood.
- other materials may now be contemplated for use in the manufacture of jigsaw puzzles, which materials previously could not have been used because e.g. of a tendency to shatter when pressure is applied thereto through a cutting die.
- the punch-and-die assembly used in carrying out the method in accordance with the present invention may be conventionally manufactured using known wire erosion techniques. It has been found that using a wire having a diameter of 0.1mm (0.004") produces an assembly by which a jigsaw puzzle having closely fitting pieces can be manufactured.
- the invention thus further provides, in another of its several aspects, a punch-and-die assembly for cutting out jigsaw puzzles, characterised by upper and lower tools with cooperating lands and apertures so arranged, that the lands of each tool are spaced from one another by the apertures located therebetween, the apertures of the upper tool corresponding with the lands of the lower tool and vice versa, so that, when the assembly is in use, adjacent pieces of the jigsaw puzzle are cut out one by a land of the upper tool and a cooperating aperture of the lower tool and the other by a land of the lower tool and a cooperating aperture of the upper tool.
- the invention further provides, in yet another of its several aspects, a jigsaw puzzle characterised in that the pieces of the puzzle are cut out using a method as set out above.
- a jigsaw puzzle characterised in that the pieces of the puzzle are cut out using a method as set out above.
- Such a jigsaw puzzle exhibits the various features referred to above, in particular cleanly cut edges and the ability of its individual pieces to be interlocked from either surface, which latter feature enables double-sided jigsaw puzzles to be readily produced as easily as single-sided ones.
- the punch-and-die assembly shown in Figures 1 and 2 is designed for use in a conventional hydraulic beam press, the assembly being a separate unit which can be placed between the platens of such press.
- the invention is however more broadly applicable, and it will be appreciated that alternative versions of the punch-and-die assembly may be designed which nevertheless will fall within this scope of the invention as defined by the claims.
- the punch-and-die assembly shown in Figures 1 and 2 comprises an upper tool 10 and a lower tool 12.
- Each of the tools 10,12 comprises a frame 14 mounted on a bolster 16 which in turn is carried on a base plate 18.
- a plurality of lands 20, each of the lands 20 acting as a punch are Accommodated within the frame 14 of each tool 10,12 and secured to the bolster 16 thereof, with the arrangement being such that the lands 20 of the upper tool 10 are spaced from one another by apertures 22 which correspond with the lands 20 of the lower tool 12, and vice versa.
- the lands 20 of both tools are cut from a single sheet of metal, e.g.
- one suitable cutting process is constituted by a wire erosion technique using a wire of 0.1mm diameter (0.004").
- a wire erosion technique using a wire of 0.1mm diameter (0.004").
- the clearance between the lands 20 when properly located on their respective bolsters 16 is minimal.
- a correspondingly shaped ejector piece 24 In each of the apertures 22, moreover, is accommodated a correspondingly shaped ejector piece 24; conveniently the ejector pieces 24 for the two tools 10,12 are also cut from a single sheet of tool steel, using a wire erosion technique as in the case of the lands 20.
- Each ejector piece 24 is supported by a rearwardly projecting pin 26 having a rearward enlarged head 28 accommodated in a bush 30, itself accommodated in a suitable bore formed therefor in the bolster 16 and base plate 18.
- Each pin 26 carries a spring 32 which acts between the rearward face of the ejector piece 24 and the bottom of the aperture 22 to urge the ejector piece 24 into a condition in which its surface lies flush with the surface of its adjacent lands 20, this position of each ejector piece 24 being determined by engagement of the enlarged head 28 with the forward end of its bush 30.
- the bush 30 may be filled with a compressible rubber block which assists the spring 32 in maintaining the ejector piece 24 in its flush condition.
- a bore 34 being a continuation, of reduced diameter, of the bore accommodating the bush 30 in the base plate 18, is provided thus to provide access to the rearward side of the head 28.
- the base plate 18 of the lower tool 12 is provided with four location pins 36, one at each corner, which pins 36 engage in location apertures 38 formed in the base plate 18 of the upper tool 10.
- the pins 36 are each provided with a compression spring 40 by which the upper and lower tools 10,12 are urged apart, the springs 40 being of course compressible to allow closure of the punch-and-die assembly during a cutting operation.
- each land 20 serves to punch out a part of the finished workpiece, viz. a jigsaw puzzle, as opposed to the conventional use of such assemblies where it is more a matter of punching out desired pieces while the remainder of the sheet material is scrap.
- the base plates 18 of the tools 10,12 may be dispensed with and the bolster 16 of each tool 10,12 be directly attached to a platen of the press, in which case the bushes 30 would be relatively shallow and the heads 28 of the pins 26 would lie flush with the rear face of the bolster 16 when the ejector piece 24 is in its flush condition, a pad of compressible rubber being interposed between the rear face of the bolster 16 and the press platen.
- a so-called hydraulic or pneumatic die cushion may be provided; this is of conventional construction and comprises pins or the like which would then engage with the rear faces of the heads 28. The advantage of using such a die cushion will be discussed hereinafter.
- a piece of cardboard or plywood having a desired illustration on one or both sides and being of the same external dimension as the internal dimension of the frame 14 is placed in the assembly in alignment with the surface of the lower tool 12 provided by the lands 20 and ejector pieces 24 thereof such that the piece does not overlap the frame 14.
- the assembly is then placed between the platens of a beam press and the latter are closed thus firstly to compress the piece of material between the surfaces provided by the lands 20 and the ejector pieces 24.
- the punch-and-die assembly shown in Figures 1 and 2 is relatively small being an assembly by which a jigsaw puzzle of some 48 pieces is to be manufactured, but clearly the principle can be applied to the manufacture of jigsaw puzzles of all conventional sizes which can be cut by a cutting die; that is to say, up to 3,000 pieces. Moreover, in comparison with the cutting operation using the punch-and-die assembly in accordance with the invention cuts the whole puzzle in a single cutting operation, as compared with the two-stage cutting process conventionally practised when using cutting dies.
- jigsaw puzzles made using the aforementioned method and assembly demonstrate sharp cut edges and straight sides of cut without burrs or fractures, and in this way it is possible to assembly a jigsaw puzzle made using this method from either side, thereby facilitating the manufacture of double-sided jigsaw puzzles.
Landscapes
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Mechanical Engineering (AREA)
- Multimedia (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Description
- This invention is concerned with a method of manufacturing jigsaw puzzles wherein interlocking pieces thereof are cut out from a single sheet of material, a punch-and-die assembly for carrying out such method, and jigsaw puzzles made using such a method.
- In the manufacture of jigsaw puzzles it is usually the case that a cutting die is used of the type comprising a steel cutting blade which is formed to a desired configuration and is set in a wooden base, suitable ejectors, in the form of pads of resilient material, being arranged at opposite sides of the blade. Using such a die, moreover, especially when cutting large area jigsaw puzzles, customarily one such die is provided for effecting the cutting operation in one direction and a separate die is used for cutting in a direction perpendicular to the first-mentioned direction. In this way initially the material from which the jigsaw is to be cut is in fact cut into lengths and in the second cutting operation these lengths are then cut into the individual pieces.
- This approach is advantageous in that the cutting pressure required for effecting each of the two cutting operations is substantially less than if a single cutting operation were effected for the complete puzzle, but this approach does not give rise to the risk that, because some work handling has to be effected between the two cutting operations, one strip of material may become detached from the remainder during such work handling, quite apart from the fact that two cutting operations are time-consuming and thus increase the overall cost of manufacture.
- In cutting jigsaw puzzles in this manner, conventionally so-called toggle presses have been used which comprise a steel cutting table between which and an upper platen relative movement of approach can take place under close control in order to ensure on the one hand that the material to be cut is cut through cleanly while on the other hand the blade of the cutting die is protected from being blunted by being pressed with too great a force against the steel cutting table. Using a cutting die as described above, it is usually the case that a good deal of so-called make-ready is required, i.e. localised variation in the depth of the cutting die in order to ensure that the material is in fact cleanly cut but without damage to the cutting blade. In some instances such make-ready will require up to three or even four days by a skilled workman in the case of a large jigsaw. It will of course be appreciated that such use of a workman's time significantly increases the cost of tooling for a jigsaw puzzle.
- A further disadvantage in using a cutting die of the aforementioned type is that the cut edges of the jigsaw pieces tend to be rounded at the surface which is penetrated by the cutting die, while there may be some tendency for burrs to be formed at the opposite surface. The rounding of the cut edges as aforesaid tends to be highlighted when the jigsaw puzzle is assembled by the puzzler, which may be detrimental to the appearance of the finished puzzle. Moreover, if it is desired to have a double-sided jigsaw puzzle, firstly it is quite apparent to the puzzler which way up each pieces must be, since the surfaces have a quite different appearance, while secondly it is quite difficult to assemble the puzzle when attempting the puzzle on the reverse, i.e. non-rounded, surface. Unless, therefore, further work is carried out on the pieces, a jigsaw cut using a conventional cutting die cannot readily be assembled by a puzzler.
- It is thus one of the various objects of the present invention to provide an improved method of manufacturing jigsaw puzzles wherein the above disadvantages are avoided.
- The invention thus provides, in one of its several aspects, a method of manufacturing jigsaw puzzles wherein interlocking pieces thereof are cut out from a single sheet of material in a single cutting stroke, characterised by using a punch-and-die assembly comprising upper and lower tools with cooperating lands and apertures, wherein adjacent pieces of the puzzle are cut out one by a land of the upper tool and a cooperating aperture of the lower tool and the other by a land of the lower tool and a cooperating aperture of the upper tool, the apertures of each tool being defined by the lands of that tool.
- It is of course acknowledged that punch-and-die assemblies are well known in the metal-working industry, but in general they are not used in applications where the whole of the material which is "cut" thereby is then used, e.g. in the case of a jigsaw puzzle; rather, punch-and-die assemblies tend to be used in conditions where a workpiece is to be "cut" from a sheet of material, and thereafter the unwanted remnants of material, i.e. the scrap, must be separated from the cut piece and removed.
- Moreover, using a punch-and-die assembly for the manufacture of jigsaw puzzles produces significant benefits in terms firstly of enabling a complete puzzle to be manufactured in a single cutting operation, thereby not only reducing the time required for its manufacture but avoiding the risk of loss or dislodgement of any sections thereof during any work handling, and secondly of the elimination of any requirement for the use of make-ready and the consequent imposition on the time of an operator in this regard. Moreover, the "cut" achieved using a punch-and-die assembly is essentially straight-sided so that there is no rounding effect on one surface and no risk of burrs on the other and moreover the two surfaces have the same appearance and the cut edges on both surfaces have the same configuration so that the puzzle can be assembled from either side and double-sided puzzles can thus readily be produced without the puzzler being able to deduce from the shape of the cut edges which way up any particular piece should be.
- As is conventional in punch-and-die assemblies used for metal-working, moreover, each aperture of the upper and lower tools has an ejector piece therein which is urged by resilient means to an advanced position, in which its surface is flush with the surface of the lands adjacent thereto. In the case of the upper tool the resilient means may be in the form of a pad of resilient material, e.g. synthetic rubber, against which each ejector piece, or a rearward projection thereof, is pressed during the cutting operation and thus by which, following the cutting operation, the ejector piece is returned to its "flush" condition, while in the lower tool preferably a hydraulic or pneumatic cushion is provided, again acting similarly on the rearward portion or a projection thereof of each ejector piece.
- The hydraulic or pneumatic cushion, moreover, provides a counter-pressure during the closing together of the upper and lower tools, and this counter-pressure is found to be beneficial in preventing a splitting of the material being cut during the cutting operation, so that a clean shear can be achieved.
- In carrying out the method in accordance with the invention, moreover, any suitable material from which jigsaw puzzles are currently made may be used, e.g. cardboard and plywood. Moreover, because of the application of the counter-pressure, other materials may now be contemplated for use in the manufacture of jigsaw puzzles, which materials previously could not have been used because e.g. of a tendency to shatter when pressure is applied thereto through a cutting die.
- The punch-and-die assembly used in carrying out the method in accordance with the present invention may be conventionally manufactured using known wire erosion techniques. It has been found that using a wire having a diameter of 0.1mm (0.004") produces an assembly by which a jigsaw puzzle having closely fitting pieces can be manufactured.
- The invention thus further provides, in another of its several aspects, a punch-and-die assembly for cutting out jigsaw puzzles, characterised by upper and lower tools with cooperating lands and apertures so arranged, that the lands of each tool are spaced from one another by the apertures located therebetween, the apertures of the upper tool corresponding with the lands of the lower tool and vice versa, so that, when the assembly is in use, adjacent pieces of the jigsaw puzzle are cut out one by a land of the upper tool and a cooperating aperture of the lower tool and the other by a land of the lower tool and a cooperating aperture of the upper tool.
- Further advantages which are achieved in the manufacture of jigsaw puzzles using the method in accordance with the present invention and indeed using a punch-and-die assembly in accordance with the invention for such method reside firstly in that substantially lower pressure need now be applied than is the case when using cutting dies in a conventional manner, and secondly the restrictions imposed by the use of a cutting die comprising a blade in terms of the configuration of the individual pieces, in particular because of the difficulties of bending the blade especially to small radii, are now eliminated, subject only to, where a wire eroding technique is used, the diameter of the wire, which of course in general will not affect the desired shapes in any way.
- The invention further provides, in yet another of its several aspects, a jigsaw puzzle characterised in that the pieces of the puzzle are cut out using a method as set out above. Such a jigsaw puzzle exhibits the various features referred to above, in particular cleanly cut edges and the ability of its individual pieces to be interlocked from either surface, which latter feature enables double-sided jigsaw puzzles to be readily produced as easily as single-sided ones.
-
- Figure 1 is an exploded perspective view of a punch-and-die assembly in accordance with the invention, comprising upper and lower tools;
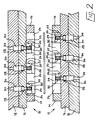
- Figure 2 is a fragmentary section view through the assembly shown in Figure 1; and
- Figure 3 is a view in side elevation of a piece of a jigsaw manufactured carrying out the method in accordance with the invention using the assembly of Figures 1 and 2.
- The punch-and-die assembly shown in Figures 1 and 2 is designed for use in a conventional hydraulic beam press, the assembly being a separate unit which can be placed between the platens of such press. The invention is however more broadly applicable, and it will be appreciated that alternative versions of the punch-and-die assembly may be designed which nevertheless will fall within this scope of the invention as defined by the claims.
- The punch-and-die assembly shown in Figures 1 and 2 comprises an
upper tool 10 and alower tool 12. Each of thetools frame 14 mounted on abolster 16 which in turn is carried on abase plate 18. Accommodated within theframe 14 of eachtool bolster 16 thereof are a plurality oflands 20, each of thelands 20 acting as a punch, with the arrangement being such that thelands 20 of theupper tool 10 are spaced from one another byapertures 22 which correspond with thelands 20 of thelower tool 12, and vice versa. Conveniently, thelands 20 of both tools are cut from a single sheet of metal, e.g. tool steel; one suitable cutting process is constituted by a wire erosion technique using a wire of 0.1mm diameter (0.004"). Moreover, by angling the wire during the machining process the clearance between thelands 20 when properly located on theirrespective bolsters 16 is minimal. In each of theapertures 22, moreover, is accommodated a correspondinglyshaped ejector piece 24; conveniently theejector pieces 24 for the twotools lands 20. Eachejector piece 24 is supported by a rearwardly projectingpin 26 having a rearward enlargedhead 28 accommodated in abush 30, itself accommodated in a suitable bore formed therefor in thebolster 16 andbase plate 18. Eachpin 26 carries aspring 32 which acts between the rearward face of theejector piece 24 and the bottom of theaperture 22 to urge theejector piece 24 into a condition in which its surface lies flush with the surface of itsadjacent lands 20, this position of eachejector piece 24 being determined by engagement of the enlargedhead 28 with the forward end of itsbush 30. If desired, furthermore, thebush 30 may be filled with a compressible rubber block which assists thespring 32 in maintaining theejector piece 24 in its flush condition. In case a cut piece becomes lodged in one of theapertures 22, furthermore, abore 34, being a continuation, of reduced diameter, of the bore accommodating thebush 30 in thebase plate 18, is provided thus to provide access to the rearward side of thehead 28. - For ensuring the correct register of the upper and
lower tools respective lands 20 thereof, thebase plate 18 of thelower tool 12 is provided with fourlocation pins 36, one at each corner, whichpins 36 engage inlocation apertures 38 formed in thebase plate 18 of theupper tool 10. Moroever, thepins 36 are each provided with acompression spring 40 by which the upper andlower tools springs 40 being of course compressible to allow closure of the punch-and-die assembly during a cutting operation. - It will be appreciated that a punch-and-die assembly as above described is generally of the same construction as conventional assemblies, but in this case each
land 20 serves to punch out a part of the finished workpiece, viz. a jigsaw puzzle, as opposed to the conventional use of such assemblies where it is more a matter of punching out desired pieces while the remainder of the sheet material is scrap. - In other assemblies in accordance with the invention, the
base plates 18 of thetools bolster 16 of eachtool bushes 30 would be relatively shallow and theheads 28 of thepins 26 would lie flush with the rear face of thebolster 16 when theejector piece 24 is in its flush condition, a pad of compressible rubber being interposed between the rear face of thebolster 16 and the press platen. Moreover, especially in the case of thelower tool 12, instead of a paid of compressible material a so-called hydraulic or pneumatic die cushion may be provided; this is of conventional construction and comprises pins or the like which would then engage with the rear faces of theheads 28. The advantage of using such a die cushion will be discussed hereinafter. - In using a punch-and-die assembly as described above in carrying out the method in accordance with the invention a piece of cardboard or plywood having a desired illustration on one or both sides and being of the same external dimension as the internal dimension of the
frame 14 is placed in the assembly in alignment with the surface of thelower tool 12 provided by thelands 20 andejector pieces 24 thereof such that the piece does not overlap theframe 14. The assembly is then placed between the platens of a beam press and the latter are closed thus firstly to compress the piece of material between the surfaces provided by thelands 20 and theejector pieces 24. Continued application of pressure thereafter is then effective to cause the material to be cut between the cooperatinglands 20 of the upper andlower tools ejector pieces 24 being retracted into theirapertures 22 accordingly. By reason of a counter-pressure applied through theejector pieces 24 under the action of the rubber blocks in thebushes 30, a controlled cutting pressure can thus be applied to the piece of material being cut, with the effect that a clean straight-sided cut is achieved in each case. When, furthermore, a hydraulic or pneumatic die cushion as above referred to is used, the control of this counter-pressure is significantly enhanced. In carrying out the method in accordance with the invention it has been found that a significant reduction in the applied pressure as compared with a conventional cutting die is required; in practice, it is expected that only half the pressure required for use with a cutting die will be required in the case of the use of a punch-and-die assembly in accordance with the invention, for cutting a workpiece of the same dimensions. - The punch-and-die assembly shown in Figures 1 and 2 is relatively small being an assembly by which a jigsaw puzzle of some 48 pieces is to be manufactured, but clearly the principle can be applied to the manufacture of jigsaw puzzles of all conventional sizes which can be cut by a cutting die; that is to say, up to 3,000 pieces. Moreover, in comparison with the cutting operation using the punch-and-die assembly in accordance with the invention cuts the whole puzzle in a single cutting operation, as compared with the two-stage cutting process conventionally practised when using cutting dies.
- As can be seen from figure 3, jigsaw puzzles made using the aforementioned method and assembly demonstrate sharp cut edges and straight sides of cut without burrs or fractures, and in this way it is possible to assembly a jigsaw puzzle made using this method from either side, thereby facilitating the manufacture of double-sided jigsaw puzzles.
Claims (8)
- Method of manufacturing jigsaw puzzles wherein interlocking pieces thereof are cut out from a single sheet of material in a single cutting stroke, characterised by using a punch-and-die assembly comprising upper and lower tools (10,12) with cooperating lands (20) and apertures (22), wherein adjacent pieces of the puzzle are cut out one by a land (20) of the upper tool (10) and a cooperating aperture (22) of the lower tool (12) and the other by a land (20) of the lower tool (12) and a cooperating aperture (22) of the upper tool (10), the apertures (22) of each tool being defined by the lands (20) of that tool.
- Method according to Claim 1 wherein the sheet of material from which the interlocking pieces are cut out is of cardboard having a picture on at least one side.
- Method according to Claim 1 wherein the sheet material from which the interlocking pieces are cut out is of plywood having a picture on at least one side.
- Method according to any one of the preceding Claims wherein ejector pieces (24) are accommodated in the apertures (22) of each tool (10,12) and are resiliently urged into a condition in which their workpiece-contacting surfaces are flush with those of the adjacent lands (20),
and further wherein, as the upper and lower tools (10,12) are urged together in a cutting operation, a counter-pressure is also applied to the ejector pieces (24). - A punch-and-die assembly for cutting out jigsaw puzzles, characterised by upper and lower tools (10,12) with cooperating lands (20) and apertures (22) so arranged, that the lands of each tool are spaced from one another by the apertures (22) located therebetween, the apertures (22) of the upper tool (10) corresponding with the lands (20) of the lower tool (12) and vice versa, so that, when the assembly is in use, adjacent pieces of the jigsaw puzzle are cut out one by a land (20) of the upper tool (10) and a cooperating aperture (22) of the lower tool (12) and the other by a land (20) of the lower tool (12) and a cooperating aperture (22) of the upper tool (10).
- Assembly according to Claim 5 wherein the apertures (22) of each tool (10,12) each accommodate ejector pieces (24) that are resiliently urged into a condition in which their workpiece-contacting surfaces are flush with those of the adjacent lands (20), and further wherein, as the upper and lower tools (10,12) are urged together in a cutting operation, a counter-pressure is applied to the ejector pieces.
- A jigsaw puzzle characterised in that the pieces of the puzzle are cut out using a method according to any one of Claims 1 to 4.
- A jigsaw puzzle according to Claim 7 which is double-sided.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB9120087 | 1991-09-20 | ||
| GB919120087A GB9120087D0 (en) | 1991-09-20 | 1991-09-20 | Manufacture of jigsaw puzzles |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0533064A2 EP0533064A2 (en) | 1993-03-24 |
| EP0533064A3 EP0533064A3 (en) | 1993-09-22 |
| EP0533064B1 true EP0533064B1 (en) | 1995-11-15 |
Family
ID=10701717
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19920115555 Expired - Lifetime EP0533064B1 (en) | 1991-09-20 | 1992-09-11 | Manufacture of jigsaw puzzles |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0533064B1 (en) |
| DE (1) | DE69206090T2 (en) |
| GB (1) | GB9120087D0 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101455905B (en) * | 2007-12-14 | 2013-02-06 | 克里斯汀·雷格朗 | Children toy book production method |
| JP6419141B2 (en) * | 2016-12-09 | 2018-11-07 | 株式会社ゲートウェイアーチ | Method for manufacturing piece for assembly toy |
| CN107097454B (en) * | 2017-05-12 | 2023-05-09 | 贵州鸿图彩印包装有限责任公司 | Dustproof paper cutter for wine box production |
| DE102021115379A1 (en) | 2021-06-14 | 2022-12-15 | puzzleYOU GmbH | METHOD OF MAKING A PUZZLE AND SEPARATING DEVICE THEREOF |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2385420A1 (en) * | 1977-03-28 | 1978-10-27 | Bohbot Albert | Two player game based on jigsaw - has double sided picture, and frame with grid is used to rebuild picture |
| DE2853267A1 (en) * | 1978-12-09 | 1980-07-24 | Applic Plastique Mec Elec | DEVICE FOR CUTTING OUT CONTAINERS |
| DE3303882A1 (en) * | 1983-02-05 | 1984-08-09 | Bruno 4052 Korschenbroich Wilbert | Puzzle |
| US5019314A (en) * | 1985-12-16 | 1991-05-28 | Almetek Industries, Inc. | Process for die cutting plastic sheets |
| FR2653350A1 (en) * | 1989-10-24 | 1991-04-26 | Liu Ting Chih | Method for producing a photographic-image puzzle |
-
1991
- 1991-09-20 GB GB919120087A patent/GB9120087D0/en active Pending
-
1992
- 1992-09-11 EP EP19920115555 patent/EP0533064B1/en not_active Expired - Lifetime
- 1992-09-11 DE DE1992606090 patent/DE69206090T2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE69206090T2 (en) | 1996-04-18 |
| GB9120087D0 (en) | 1991-11-06 |
| EP0533064A3 (en) | 1993-09-22 |
| EP0533064A2 (en) | 1993-03-24 |
| DE69206090D1 (en) | 1995-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7634857B2 (en) | Steel plate sprocket and method of producing same | |
| EP2167253B1 (en) | Durable enlarged forming tool technology | |
| JPH0354016B2 (en) | ||
| EP0639413B1 (en) | Follow-up slotting tool | |
| JP2002331321A (en) | Precision blanking method, die assembly, and hydraulic press | |
| EP0533064B1 (en) | Manufacture of jigsaw puzzles | |
| US3785236A (en) | Impact die and carbide insert therefor | |
| JPH04138825A (en) | Die provided with slide cam | |
| JP3297599B2 (en) | Continuous cutting mold | |
| JPS6030532A (en) | Simple die for blanking | |
| US4825739A (en) | Punch system for perforating plastic sheets | |
| JP2591391B2 (en) | Punching die | |
| JP3273769B2 (en) | Press type cutting tool and pipe processing method | |
| JPH11207418A (en) | Press working free from burr | |
| JP5183869B2 (en) | Punch mold and mold used for chamfering method | |
| JP2514594B2 (en) | Folding machine link type mold and its manufacturing method | |
| CN218460585U (en) | Multi-specification pressing die for aluminum alloy plates | |
| JPH0810865A (en) | Device for finishing circumferential face of press article and method therefor | |
| JPH06269870A (en) | Press device for work | |
| JP2002263748A (en) | Punching method | |
| JP4222472B2 (en) | Punch mold | |
| JP3696656B2 (en) | Punching method | |
| JPS6294297A (en) | New cutter and usage thereof | |
| JP2000288647A (en) | Repunching die | |
| CN114226543A (en) | Stamping die and stamping method for side coaming for vehicle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB IT |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19940226 |
|
| 17Q | First examination report despatched |
Effective date: 19950321 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRE;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED.SCRIBED TIME-LIMIT Effective date: 19951115 Ref country code: FR Effective date: 19951115 |
|
| REF | Corresponds to: |
Ref document number: 69206090 Country of ref document: DE Date of ref document: 19951221 |
|
| EN | Fr: translation not filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960911 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970603 |