EP0494132B1 - Dispensing package for pasty products and process for producing the same - Google Patents
Dispensing package for pasty products and process for producing the same Download PDFInfo
- Publication number
- EP0494132B1 EP0494132B1 EP92870002A EP92870002A EP0494132B1 EP 0494132 B1 EP0494132 B1 EP 0494132B1 EP 92870002 A EP92870002 A EP 92870002A EP 92870002 A EP92870002 A EP 92870002A EP 0494132 B1 EP0494132 B1 EP 0494132B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- envelope
- orifice
- exterior
- extremity
- flange
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/0055—Containers or packages provided with a flexible bag or a deformable membrane or diaphragm for expelling the contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D35/00—Pliable tubular containers adapted to be permanently or temporarily deformed to expel contents, e.g. collapsible tubes for toothpaste or other plastic or semi-liquid material; Holders therefor
- B65D35/14—Pliable tubular containers adapted to be permanently or temporarily deformed to expel contents, e.g. collapsible tubes for toothpaste or other plastic or semi-liquid material; Holders therefor with linings or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/30—Containers, packaging elements or packages, specially adapted for particular articles or materials for articles particularly sensitive to damage by shock or pressure
- B65D85/36—Containers, packaging elements or packages, specially adapted for particular articles or materials for articles particularly sensitive to damage by shock or pressure for bakery products, e.g. biscuits
Definitions
- the invention relates to dispenser packaging for viscous, creamy or paste products, as well as a manufacturing method for such containers.
- the packaging according to the invention is particularly suitable for the distribution of hygiene products or cosmetics in pasty form.
- the cosmetic and sanitary industry has long sought relatively inexpensive packaging capable of delivering its content, without requiring the use of excessive force by the user, and which retains a pleasant external appearance until the end of their existence. .
- Containers made of kneadable materials quickly have an unattractive appearance. Rigid containers easily regain their shape by sucking in air which replaces the paste which has just been extracted therefrom, which constitutes a drawback from the point of view of the degradation of the content and its asepsis. New forms of packaging have been developed to avoid these drawbacks.
- US Pat. No. 4,842,165 describes a bottle with an elastic wall in which is hung a pocket intended to contain the product to be dispensed according to the preamble of Claims 1 and 2. This pocket is held at mid-height at the elastic wall. A non-return valve prevents the product from going back into the pocket after compression. A second non-return device placed in the base of the bottle allows air to enter between the bottle and the pocket when compression has ceased.
- US-4,909,416 describes a container viscous product dispenser with an external container that can be pressed or deformed locally (accordion structure) and an internal deformable pocket connected to a spout.
- This spout has a one-way valve preventing backflow of the contents to the pocket.
- a second valve allows the introduction of air between the pocket and the outer container.
- One of the aims of the invention is precisely the production and the placing on the market of a packaging distributor of viscous and pasty products which retains its shape, which is easy to produce and of low cost price.
- Another object of the invention is that this packaging, which would only be used once, remains perfectly reliable throughout its use. Another aim is that the consumer can use it to the end without excessive grinding.
- the subject of the invention is a dispenser packaging for a pasty or viscous product
- a dispenser packaging for a pasty or viscous product comprising a dispensing head and a body, said dispensing head comprising a spout traversed by a discharge opening, closable at one end by a removable closure and connected by its other end to a collar;
- the body essentially tubular, develops along an axis and has an inner envelope and a outer envelope surrounding said inner envelope, these two envelopes being closed at one end of the body and being, at the other end, interconnected and at the periphery of the flange of the dispensing head, the internal envelope being more flexible than the outer envelope, devoid of elastic memory and capable of containing a pasty or viscous product;
- the outer casing being more elastic and more rigid than the inner casing, nevertheless make it deformable under the effect of a manual compressive force and capable of returning to its original shape when the compressive force ceases to be applied.
- a non-return device prevents the passage of air from the volume between the outer envelope and the inner envelope to the outside when the outer envelope is compressed, but allows the passage of ambient air to this volume when the compression ceases to be applied.
- the body of this packaging comprises two joined envelopes, these envelopes being joined and merged with the flange of the dispensing head and thus maintained at the level of said flange and at at least two points at the end of the body opposite to said dispensing head.
- This packaging is characterized in that said envelopes are formed in one operation, the body being formed of at least two superimposed layers made from at least one sheet of material, folded in two along an axis perpendicular to that of said body. , welded overlapping on their sides extending along the axis of the body, their free end being connected to the periphery of the collar of the dispensing head.
- this packaging is characterized in that the two envelopes are formed in one operation, the body consisting of at least two superimposed layers formed from at least one sheet of material, wound on themselves around the axis along which said body develops, said body comprising at least one weld substantially parallel to this axis.
- the end of the tubular body opposite the dispensing head is formed by a weld; in an alternative form, the end of the tubular body opposite the dispensing head is secured to the periphery of the collar of a base.
- the outer envelope is formed of at least two sub-layers.
- the inner envelope and the sub-layers of the outer envelope are identical to each other.
- the inner envelope and the sub-layers of the outer envelope can moreover constitute the successive folds of the same sheet of material.
- a central sub-layer and the inner envelope are made of the same material and preferably constitute two plies of the same sheet of material.
- the middle sub-layer and the inner envelope are formed from a single sheet in the form of a sleeve flattened in substance along a plane.
- the non-return device preferably comprises at least one orifice in the external envelope, a valve disposed on the internal face of the external envelope opposite said at least one orifice, an area where the external envelope and the internal envelope are not secured surrounding said at least one orifice and said valve.
- the non-return device comprises at least one orifice formed in the outer envelope, the inner envelope being formed of a sheet whose edges are overlapped welded, the overlap of the edges of this sheet and the position of the weld being such that there remains, outside the internal envelope, a free end, the external envelope and the internal envelope being joined to one another in such a way that the free end is disposed opposite the orifice and forms a valve for said orifice, this arrangement forming a non-return device.
- the non-return device comprises at least one orifice drilled in the outer casing, at least one orifice drilled in the middle layer, the material covering surface flexible between these two orifices forming a non-return valve, an area in which the outer casing and the middle sub-layer are not secured surrounding said valve.
- the non-return device comprises at least one orifice drilled along a overlap weld of two sheets, the edge of the covered sheet extending at least as far as this at least one orifice , so as to form a non-return valve for this at least one orifice.
- the subject of the invention is also a method of manufacturing dispenser packaging which comprises the following operations: superposition of at least two layers of materials, made from at least one sheet of material, one of these layers being more rigid and more elastic than the second, the second being, conversely, more flexible and devoid of elastic memory than the first; arrangement of a non-return device; transverse folding or winding of these layers superimposed on themselves so as to form substantially tubular bodies; hermetic junction of the sides of the layers extending along the axis of these bodies; closing one of the ends of these tubular bodies by hermetically sealing the layers of the external envelope together and by securing the layers of the internal envelope between them; joining together the sides of the layers forming the open end of the tubular wall; securing the open end of each of the tubular bodies with the flange of a head, so that the inner casing, the outer casing and the flange form an inseparable whole.
- This process preferably includes a surface joining of the two layers, a surface representing at least 50% of the total surface in contact remaining free to move.
- this method further comprises the following preliminary operation: folding of a sheet of flexible material so as to produce at least two superposed layers.
- the arrangement of a non-return device advantageously comprises the following operations: drilling at least one orifice in the outer envelope of the tubular body, and placement of a non-return valve between the outer casing and the inner casing.
- this insertion of a non-return device comprises the following operations: drilling at least one orifice in the outer envelope of the tubular body; drilling at least one second orifice in a middle layer of the tubular body, the second orifices not coming opposite the first, and provide a covering surface which is not glued between the axis of these first and second orifices, this covering surface forming a non-return valve.
- Another advantage is the low volume of raw materials required for manufacturing.
- Another advantage lies in the ease of changing the manufacturing parameters, given the simplicity of the manufacturing process.
- Another advantage is the possibility of variations in possible shapes.
- Another advantage is that the design of the packaging ensures good maintenance of the inner envelope which empties without the formation of residual pockets.
- Fig. 1 schematically shows two parts of the packaging according to the invention.
- the head 1 essentially comprises a dispensing spout 2 axially crossed by an orifice 3.
- One end of the spout 2 is normally closed by a removable closure (not shown).
- the other end widens to form a collar 4.
- This collar 4 is provided, over its entire periphery, with a contact surface 5.
- the packaging also includes a body 6 composed of two envelopes 7, 8 made of materials of different stiffness, the stiffest and most elastic material being arranged towards outside.
- weld 9 could be replaced by a line of adhesive (or any other means known to those skilled in the art) without departing from the scope of the invention.
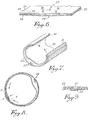
- Fig. 2 shows the same packaging in its completed form.
- the collar 4 is connected to the tubular body 6 and thus hermetically closes the volume determined by each of the envelopes 7, 8 making up the body 6; we note that at the terminal stage, the flange 4 is completely merged with the two outer 7 and inner 8 casings.
- the other end of the tubular body 6 is closed by a weld 10 which secures all of the layers together, both layers forming the inner envelope 8 than the layers forming the outer envelope 7.
- FIG. 3 shows the packaging 1 in section at the height of the valve 12. The thicknesses of the walls have been deliberately accentuated.
- the ends of the envelopes 7, 8 are sealed together, hermetically with respect to one another by the longitudinal weld 9.
- the internal envelope 8 determines with the flange 4, on the one hand, and with the transverse weld 10, of the other, a volume ("the internal volume") which will be occupied by the pasty product for which the packaging is intended.
- the external volume also delimited on either side by the flange 4 and the transverse weld 10.
- This second volume initially reduced, when the packaging is full, contains air and communicates with the atmosphere through the opening 11.
- a valve 13 closes this opening 11 - unidirectionally - so that the air presses on the valve 13 and cannot escape towards the outside when compressed packaging, but can easily enter when this pressure stops.
- this device is simple: when the contours of the external envelope 7 are pressed, the air trapped in the external envelope 7 compresses the internal envelope 8 and causes the expulsion of a determined quantity of product pasty.
- valve 12 can be replaced, according to the desired performance, by any other non-return device, preferably inexpensive.
- any other non-return device preferably inexpensive.
- the pocket formed by the internal envelope 8 is reduced accordingly. However, it is held in place throughout by the longitudinal weld 9 and by gluing zones which do not, however, retain more than half of its surface, so as to allow a gradual withdrawal and as complete an ejection as possible of the pasty product which it contains and avoid obstruction of the spout 2 by the formation of a pocket in the internal wall.
- Fig. 4 shows another embodiment of a packaging according to the invention.
- the body 6 is formed by folding in the direction of the length two sheets forming envelopes 7, 8 of different superimposed rigidities, the sheet forming the most rigid envelope 7 always being turned outwards.
- the body 6 is sealed along its axis by two junctions 15 securing (by welding or by gluing) the longitudinal edges of these folded sheets.
- a dispensing spout 2 is fixed, by a flange 4 of suitable shape, to the free edge of the body 6 thus formed.
- the external volume communicates through the orifice 11 with the atmosphere.
- the method of manufacturing a package according to the invention is quick and inexpensive and its elements are found in the figures described.
- a first form of process one starts from sheets of materials having two different rigidities 16, 17 (by their nature or by their thickness). For continuous production, these sheets are generally removed mechanically from rolls with continuous unwinding. After superposition, the sheets 16, 17 are wound on themselves and welded to form a tubular sleeve 18. It is also possible to glue the two sheets 16, 17 over at least part of their perimeter.
- the sections are cut to length and a non-return device 12 is inserted or formed in the body 6. A weld or a sizing at the end allows the insertion of the collar 4, supporting the spout 2, on the body 6.
- the packaging is finished by pinching the other end 10 of the body or inserting it on a base.
- a single sheet 19 of plastic material for example which, for manufacturing, is first folded back on itself and glued between two plies, so as to form an outer layer. thicker and more rigid composite.
- This folded sheet 19 is used as a superposition of sheets, wound on itself and welded to form a sleeve as described above.
- a glued sheet reacts better than an identical sheet with double thickness would react.
- the adhesive layer 20 in fact also participates, by its intrinsic mechanical properties and by its thickness, in the properties of the envelope.
- Figs. 6 and 10 to 13 show different ways of arranging the sheets to produce the body of a package according to the invention.
- Fig. 6 shows, in perspective, a stack comprising a flexible sheet 16 and a more rigid sheet 17, in this case of substantially rectangular shape.
- These sheets 16, 17 have two longitudinal sides 21, 22 and two transverse sides 23.
- a securing means 20 glue, in this case
- the non-return device 12, as it appears in section in FIG. 9, here comprises a valve 13 closing the orifice 11 drilled in the most rigid layer 17.
- the longitudinal sides 21, 22 or the transverse sides 23, 23 are brought together so as to obtain the successive configurations shown in FIGS. 7 and 8, and finally a tubular shape 18.
- the two edges in contact 21, 22 or 23, 23 are joined to maintain this shape.
- Fig. 10 shows another starting point for producing, according to the same process, packaging according to the invention.
- a single sheet 19, of uneven thickness is folded in two along a longitudinal axis.
- Two superimposed layers 24, 25 of different rigidity are obtained.
- the winding can be done along a longitudinal axis, parallel to the fold, or along a transverse axis, perpendicular to the latter.
- the two layers 24, 25 are partially glued (while retaining their relative freedom over at least 50% of their surface).
- a valve 13 is inserted on the most rigid layer 24, at the level of an orifice 11 so as to produce a non-return device 12.
- the double fold necessary for the formation of the two envelopes 7, 8 can also be obtained by flattening, roughly along a plane, a section of hose made in the appropriate material or materials. This flattened hose is then folded back on itself, as shown in Figs. 7 and 8 to form a new tubular body 18.
- Fig. 11 shows another form of a stack of sheets that can be rolled up to form the body of a package according to the invention.
- it is a sheet of uneven thickness.
- the thinner part 27 forms the lower layer.
- the two free ends 28, 28 of the original sheet, which are thicker, form the upper layer. They are joined by a welded connection which will remain visible after winding since it is part of the outer envelope 7.
- Such an embodiment shows that the sheets forming the inner 8 and outer 7 envelopes can be interrupted without doing any harm to the good packaging operation. Consequently, it is possible to integrate into the manufacturing process of the packaging according to the invention intermediate operations without departing from the basic concept. Furthermore, with reference to FIG.
- this manufacturing method allows the easy production of a non-return device 12.
- the end 31 of the covered part is allowed to protrude slightly below; this part 31 is applied just like a valve on the orifice 11 formed near the weld.
- a valve can also be provided in a middle layer, of lower elasticity, the orifice of the valve being placed opposite an orifice 11 formed in the outer casing 7; the efficiency of the valve thus formed can be improved by a longitudinal notch, which weakens the section, or by two transverse notches which reduce the length.
- Figs. 12 and 13 illustrate the possibility of producing a packaging body from a sheet 32, 33, 34 folded in two folds on itself, so as to obtain three layers 32, 33, 34 of superimposed material.
- perforations 11, 35 Prior to folding, perforations 11, 35 are produced on two of the folds, arranged so as not to come opposite one another, as seen in FIG. 15.
- the tongue 36 of flexible material separating these two perforations 11, 35 performs the function of a non-return valve 12, further improved by the bending which occurs during the manufacture of the body 6 of the packaging.
- the shape and dimensions of the holes 11 and 35 depend on the rigidity of the plastic used.
- the fold 32 intended to be turned towards the outside and the median fold 33 are secured, by gluing 20 for example (with the exception of the area surrounding the perforations), so as to obtain a "double" wall, more rigid than the "simple" layer of the inner envelope 34 and which therefore functions perfectly according to the principle of the invention.
- the folding can be done in a Z as in FIG. 12 or in cross folds as in FIG. 13.
- Fig. 14 two sheets 37, 38 of different materials are used: a sheet 37 of more rigid material and a sheet 38 of more flexible material, the latter folded in half.
- the first envelope is obtained by joining the first sheet 37 and one of the folds of the second sheet 38, by making the non-return device 12 according to the method described above.
- the second envelope 8 is produced by joining the longitudinal edges of the second sheet 38. The whole is wound as described above (Fig. 7, 8) to form the body 6 of the package.
- Fig. 16 shows the section of a coiled body using a structure as described in FIG. 14. As can be seen, it is possible, during the superimposition, to slightly offset the sheets 37, 38 relative to each other, which makes it possible in particular to save material and improve the technical qualities of packaging.
- Fig. 18 shows another very advantageous way of producing a non-return device.
- the outer envelope 7 has an orifice 11.
- the edges of the sheet forming the inner envelope 8 have a strong overlap and are welded longitudinally by a weld 9, so that a free edge 31 s 'extends in the interval between the inner casing 8 and the outer casing 7 and comes opposite the orifice 11.
- This free edge 31 assumes the role of a valve vis-à-vis this orifice 11 and forms therewith a non-return device 12. Maintaining the relative positions of the two envelopes 7, 8 is ensured by a bonding 20 disposed near the valve 12.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Tubes (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Jellies, Jams, And Syrups (AREA)
Abstract
Description
L'invention concerne les emballages distributeurs pour produits visqueux, crémeux ou en pâte, ainsi qu'une méthode de fabrication pour de tels récipients. Les emballages suivant l'invention sont particulièrement adaptés à la distribution de produits d'hygiène ou de cosmétiques sous forme pâteuse.The invention relates to dispenser packaging for viscous, creamy or paste products, as well as a manufacturing method for such containers. The packaging according to the invention is particularly suitable for the distribution of hygiene products or cosmetics in pasty form.
L'industrie cosmétique et sanitaire cherche depuis longtemps des conditionnements relativement peu onéreux capables de délivrer leur contenu, sans exiger l'emploi d'une force excessive par l'usager, et qui conservent jusqu'à la fin de leur existence un aspect extérieur agréable.The cosmetic and sanitary industry has long sought relatively inexpensive packaging capable of delivering its content, without requiring the use of excessive force by the user, and which retains a pleasant external appearance until the end of their existence. .
Un problème bien connu de l'emballage de matière pâteuse, notamment en cosmétique, mais également dans d'autres domaines techniques, est de limiter autant que possible le contact du contenu avec l'air ambiant, qui accélère la dégradation de certains composants. Des contenants en matériaux malaxables (tubes métalliques) présentent rapidement un aspect peu attrayant. Des contenants rigides reprennent aisément leur forme en aspirant de l'air qui remplace la pâte qui vient d'en être extraite, ce qui constitue un inconvénient du point de vue de la dégradation du contenu et de son asepsie. De nouvelles formes d'emballages se sont développées pour éviter ces inconvénients.A well known problem of packaging pasty material, in particular in cosmetics, but also in other technical fields, is to limit as much as possible the contact of the content with the ambient air, which accelerates the degradation of certain components. Containers made of kneadable materials (metal tubes) quickly have an unattractive appearance. Rigid containers easily regain their shape by sucking in air which replaces the paste which has just been extracted therefrom, which constitutes a drawback from the point of view of the degradation of the content and its asepsis. New forms of packaging have been developed to avoid these drawbacks.
Le brevet US-4 842 165 décrit une bouteille à paroi élastique dans laquelle est suspendue une poche destinée à renfermer le produit à distribuer suivant le préambule des Revendications 1 et 2. Cette poche est maintenue à mi-hauteur à la paroi élastique. Une valve antiretour empêche le produit de redescendre dans la poche après compression. Un deuxième dispositif antiretour placé dans la base de la bouteille permet à de l'air de rentrer entre la bouteille et la poche lorsque la compression a cessé.US Pat. No. 4,842,165 describes a bottle with an elastic wall in which is hung a pocket intended to contain the product to be dispensed according to the preamble of
Le brevet US-4 909 416 décrit un récipient distributeur de produits visqueux doté d'un récipient extérieur pouvant être pressé ou déformé localement (structure en accordéon) et une poche intérieure déformable reliée à un bec. Ce bec comporte une valve unidirectionnelle empêchant le reflux du contenu vers la poche. Une seconde valve permet l'introduction d'air entre la poche et le récipient extérieur.US-4,909,416 describes a container viscous product dispenser with an external container that can be pressed or deformed locally (accordion structure) and an internal deformable pocket connected to a spout. This spout has a one-way valve preventing backflow of the contents to the pocket. A second valve allows the introduction of air between the pocket and the outer container.
Une caractéristique commune aux récipients décrits dans ces deux documents tient dans leur relative complexité. Ces dispositifs utilisent des valves relativement complexes et des enveloppes intérieure et extérieure qui sont fabriquées distinctement et assemblées pour l'usage. Le coût de tels récipients est donc relativement élevé et ne se justifie que pour des produits relativement onéreux ou pour des usages particuliers.A characteristic common to the containers described in these two documents lies in their relative complexity. These devices use relatively complex valves and inner and outer covers which are manufactured separately and assembled for use. The cost of such containers is therefore relatively high and is only justified for relatively expensive products or for specific uses.
Il existe un marché pour des emballages distributeurs pour produits pâteux qui, tout en bénéficiant des qualités intrinsèques de ce type d'emballage, pourraient être produits à un prix relativement bas.There is a market for distributor packaging for pasty products which, while benefiting from the intrinsic qualities of this type of packaging, could be produced at a relatively low price.
Un des buts de l'invention est justement la production et la mise sur le marché d'un emballage distributeur de produits visqueux et pâteux qui garde sa forme, qui soit facile à produire et d'un faible prix de revient.One of the aims of the invention is precisely the production and the placing on the market of a packaging distributor of viscous and pasty products which retains its shape, which is easy to produce and of low cost price.
Un autre but de l'invention est que cet emballage, qui ne servirait qu'une fois, reste parfaitement fiable tout au long de son usage. Un autre but est que le consommateur puisse l'utiliser jusqu'au bout sans triturations excessives.Another object of the invention is that this packaging, which would only be used once, remains perfectly reliable throughout its use. Another aim is that the consumer can use it to the end without excessive grinding.
L'invention a pour objet un emballage distributeur pour produit pâteux ou visqueux comportant une tête distributrice et un corps, ladite tête distributrice comportant un bec traversé par une ouverture de décharge, obturable à une extrémité par une fermeture amovible et raccordée par son autre extrémité à une collerette;
le corps, en substance tubulaire, se développe suivant un axe et comporte une enveloppe intérieure et une enveloppe extérieure entourant ladite enveloppe intérieure, ces deux enveloppes étant fermées à une extrémité du corps et étant, à l'autre extrémité, reliées entre elles et au pourtour de la collerette de la tête distributrice, l'enveloppe intérieure étant plus souple que l'enveloppe extérieure, dépourvue de mémoire élastique et apte à contenir un produit pâteux ou visqueux;
l'enveloppe extérieure étant plus élastique et plus rigide que l'enveloppe intérieure, fais néanmoins déformable sous l'effet d'une force de compression manuelle et capable de reprendre en substance sa forme initiale lorsque la force de compression cesse d'être appliquée.The subject of the invention is a dispenser packaging for a pasty or viscous product comprising a dispensing head and a body, said dispensing head comprising a spout traversed by a discharge opening, closable at one end by a removable closure and connected by its other end to a collar;
the body, essentially tubular, develops along an axis and has an inner envelope and a outer envelope surrounding said inner envelope, these two envelopes being closed at one end of the body and being, at the other end, interconnected and at the periphery of the flange of the dispensing head, the internal envelope being more flexible than the outer envelope, devoid of elastic memory and capable of containing a pasty or viscous product;
the outer casing being more elastic and more rigid than the inner casing, nevertheless make it deformable under the effect of a manual compressive force and capable of returning to its original shape when the compressive force ceases to be applied.
Un dispositif antiretour empêche le passage d'air du volume compris entre l'enveloppe extérieure et l'enveloppe intérieure vers l'extérieur lorsque l'enveloppe extérieure est comprimée, mais permet le passage de l'air ambiant vers ce volume lorsque la compression cesse d'être appliquée.A non-return device prevents the passage of air from the volume between the outer envelope and the inner envelope to the outside when the outer envelope is compressed, but allows the passage of ambient air to this volume when the compression ceases to be applied.
Le corps de cet emballage comporte deux enveloppes accolées, ces enveloppes étant réunies et confondues avec la collerette de la tête distributrice et ainsi maintenues au niveau de ladite collerette et en au moins deux points à l'extrémité du corps opposée à ladite tête distributrice.The body of this packaging comprises two joined envelopes, these envelopes being joined and merged with the flange of the dispensing head and thus maintained at the level of said flange and at at least two points at the end of the body opposite to said dispensing head.
Cet emballage est caractérisé en ce que les dites enveloppes sont formées en une opération, le corps étant formé d'au moins deux couches superposées constituées à partir d'au moins une feuille de matériau, repliées en deux suivant un axe perpendiculaire à celui dudit corps, soudées à recouvrement sur leurs côtés s'étendant suivant l'axe du corps, leur extrémité libre étant reliée au pourtour de la collerette de la tête distributrice.This packaging is characterized in that said envelopes are formed in one operation, the body being formed of at least two superimposed layers made from at least one sheet of material, folded in two along an axis perpendicular to that of said body. , welded overlapping on their sides extending along the axis of the body, their free end being connected to the periphery of the collar of the dispensing head.
Suivant une autre forme de réalisation, cet emballage est caractérisé en ce que les deux enveloppes sont formées en une opération le corps étant constitué d'au moins deux couches superposées formées à partir d'au moins une feuille de matériau, enroulées sur elles-mêmes autour de l'axe suivant lequel ledit corps se développe, ledit corps comportant au moins une soudure en substance parallèle à cet axe.According to another embodiment, this packaging is characterized in that the two envelopes are formed in one operation, the body consisting of at least two superimposed layers formed from at least one sheet of material, wound on themselves around the axis along which said body develops, said body comprising at least one weld substantially parallel to this axis.
De façon préférée, l'extrémité du corps tubulaire opposée à la tête distributrice est formée par une soudure; suivant une forme alternative, l'extrémité du corps tubulaire opposée à la tête distributrice est solidarisée au pourtour de la collerette d'une embase.Preferably, the end of the tubular body opposite the dispensing head is formed by a weld; in an alternative form, the end of the tubular body opposite the dispensing head is secured to the periphery of the collar of a base.
Suivant une autre forme d'exécution, l'enveloppe extérieure est formée d'au moins deux sous-couches.According to another embodiment, the outer envelope is formed of at least two sub-layers.
De façon avantageuse, l'enveloppe intérieure et les sous-couches de l'enveloppe extérieure sont identiques entre elles.Advantageously, the inner envelope and the sub-layers of the outer envelope are identical to each other.
L'enveloppe intérieure et les sous-couches de l'enveloppe extérieure peuvent d'ailleurs constituer les plis successifs d'une même feuille de matériau.The inner envelope and the sub-layers of the outer envelope can moreover constitute the successive folds of the same sheet of material.
Suivant une autre forme de réalisation, une sous-couche médiane et l'enveloppe intérieure sont constituées d'un même matériau et constituent, de préférence, deux plis d'une même feuille de matériau.According to another embodiment, a central sub-layer and the inner envelope are made of the same material and preferably constitute two plies of the same sheet of material.
Suivant une forme de réalisation avantageuse, la sous-couche médiane et l'enveloppe intérieure sont formées d'une seule feuille en forme de manchon aplatie en substance suivant un plan.According to an advantageous embodiment, the middle sub-layer and the inner envelope are formed from a single sheet in the form of a sleeve flattened in substance along a plane.
Le dispositif antiretour comprend, de préférence, au moins un orifice dans l'enveloppe extérieure, un clapet disposé à la face intérieure de l'enveloppe extérieure en regard dudit au moins un orifice, une zone où l'enveloppe extérieure et l'enveloppe intérieure ne sont pas solidarisées entourant ledit au moins un orifice et ledit clapet.The non-return device preferably comprises at least one orifice in the external envelope, a valve disposed on the internal face of the external envelope opposite said at least one orifice, an area where the external envelope and the internal envelope are not secured surrounding said at least one orifice and said valve.
Suivant une autre forme de réalisation, le dispositif antiretour comprend au moins un orifice ménagé dans l'enveloppe extérieure, l'enveloppe intérieure étant formée d'une feuille dont les bords sont soudés à recouvrement, le recouvrement des bords de cette feuille et la position de la soudure étants tels qu'il subsiste, à l'extérieur de l'enveloppe interne, une extrémité libre, l'enveloppe externe et l'enveloppe interne étant solidarisées l'une par rapport à l'autre de façon telle que l'extrémité libre soit disposée en regard de l'orifice et forme clapet pour ledit orifice, cet agencement formant un dispositif antiretour.According to another embodiment, the non-return device comprises at least one orifice formed in the outer envelope, the inner envelope being formed of a sheet whose edges are overlapped welded, the overlap of the edges of this sheet and the position of the weld being such that there remains, outside the internal envelope, a free end, the external envelope and the internal envelope being joined to one another in such a way that the free end is disposed opposite the orifice and forms a valve for said orifice, this arrangement forming a non-return device.
Suivant une autre forme d'exécution, le dispositif antiretour comprend au moins un orifice perce dans l'enveloppe extérieure, au moins un orifice percé dans la couche médiane, la surface de recouvrement de matériau souple entre ces deux orifices formant clapet antiretour, une zone dans laquelle l'enveloppe extérieure et la sous-couche médiane ne sont pas solidarisées entourant ladite valve.According to another embodiment, the non-return device comprises at least one orifice drilled in the outer casing, at least one orifice drilled in the middle layer, the material covering surface flexible between these two orifices forming a non-return valve, an area in which the outer casing and the middle sub-layer are not secured surrounding said valve.
Suivant une autre forme de réalisation, le dispositif antiretour comporte au moins un orifice percé le long d'une soudure à recouvrement de deux feuilles, le bord de la feuille recouverte se prolongeant au moins jusqu'à l'aplomb de cet au moins un orifice, de façon à former un clapet antiretour pour cet au moins un orifice.According to another embodiment, the non-return device comprises at least one orifice drilled along a overlap weld of two sheets, the edge of the covered sheet extending at least as far as this at least one orifice , so as to form a non-return valve for this at least one orifice.
L'objet de l'invention est aussi un procédé de fabrication d'emballages distributeurs qui comprend les opérations suivantes :
superposition d'au moins deux couches de matériaux, constituées à partir d'au moins une feuille de matériau une de ces couches étant plus rigide et plus élastique que la seconde, la seconde étant, inversement, plus souple et dépourvue de mémoire élastique que la première;
agencement d'un dispositif antiretour;
repli transversal ou enroulement de ces couches superposées sur elles-mêmes de façon à former des corps sensiblement tubulaires;
jonction hermétique des côtés des couches s'étendant suivant l'axe de ces corps;
fermeture d'une des extrémités de ces corps tubulaires en solidarisant entre elles, de façon hermétique, les couches de l'enveloppe externe et en solidarisant entre elles les couches de l'enveloppe interne;
solidarisation entre elles des côtés des couches formant l'extrémité ouverte de la paroi tubulaire;
solidarisation de l'extrémité ouverte de chacun des corps tubulaires avec la collerette d'une tête, de façon telle que l'enveloppe interne, l'enveloppe externe et la collerette forment un ensemble indissociable.The subject of the invention is also a method of manufacturing dispenser packaging which comprises the following operations:
superposition of at least two layers of materials, made from at least one sheet of material, one of these layers being more rigid and more elastic than the second, the second being, conversely, more flexible and devoid of elastic memory than the first;
arrangement of a non-return device;
transverse folding or winding of these layers superimposed on themselves so as to form substantially tubular bodies;
hermetic junction of the sides of the layers extending along the axis of these bodies;
closing one of the ends of these tubular bodies by hermetically sealing the layers of the external envelope together and by securing the layers of the internal envelope between them;
joining together the sides of the layers forming the open end of the tubular wall;
securing the open end of each of the tubular bodies with the flange of a head, so that the inner casing, the outer casing and the flange form an inseparable whole.
Ce procédé comporte, de préférence, une solidarisation superficielle des deux couches, une surface représentant au moins 50% de la surface totale en contact restant libre de se mouvoir.This process preferably includes a surface joining of the two layers, a surface representing at least 50% of the total surface in contact remaining free to move.
Avantageusement, ce procédé comporte, en outre, l'opération préalable suivante : pliage d'une feuille de matériau souple de façon à réaliser au moins deux couches superposées.Advantageously, this method further comprises the following preliminary operation: folding of a sheet of flexible material so as to produce at least two superposed layers.
L'agencement d'un dispositif antiretour comprend avantageusement les opérations suivantes :
percement d'au moins un orifice dans l'enveloppe extérieure du corps tubulaire, et
placement d'un clapet antiretour entre l'enveloppe extérieure et l'enveloppe intérieure.The arrangement of a non-return device advantageously comprises the following operations:
drilling at least one orifice in the outer envelope of the tubular body, and
placement of a non-return valve between the outer casing and the inner casing.
Suivant un autre mode d'exécution, cet insertion d'un dispositif antiretour comprend les opérations suivantes :
percement d'au moins un orifice dans l'enveloppe extérieure du corps tubulaire;
percement d'au moins un deuxième orifice dans une couche médiane du corps tubulaire, les deuxièmes orifices ne venant pas en regard des premiers, et
ménager une surface de recouvrement non encollée entre l'axe de ces premières et deuxièmes orifices, cette surface de recouvrement formant clapet antiretour.According to another embodiment, this insertion of a non-return device comprises the following operations:
drilling at least one orifice in the outer envelope of the tubular body;
drilling at least one second orifice in a middle layer of the tubular body, the second orifices not coming opposite the first, and
provide a covering surface which is not glued between the axis of these first and second orifices, this covering surface forming a non-return valve.
Parmi les avantages de l'invention, on peut citer la possibilité d'appliquer ce type d'emballage à des produits relativement bon marché qui bénéficient de la sorte d'un emballage de qualité et d'une meilleure conservation.Among the advantages of the invention, one can cite the possibility of applying this type of packaging to relatively inexpensive products which benefit in this way from quality packaging and better conservation.
Un autre avantage réside dans le faible volume de matières premières nécessaires à la fabrication.Another advantage is the low volume of raw materials required for manufacturing.
Un autre avantage réside dans la facilité de changement des paramètres de fabrication, vu la simplicité du procédé de fabrication.Another advantage lies in the ease of changing the manufacturing parameters, given the simplicity of the manufacturing process.
Un autre avantage tient aux possibilités de variations de formes possibles.Another advantage is the possibility of variations in possible shapes.
Un autre avantage est que la conception de l'emballage assure un bon maintien de l'enveloppe intérieure qui se vide sans formation de poches résiduelles.Another advantage is that the design of the packaging ensures good maintenance of the inner envelope which empties without the formation of residual pockets.
D'autres particularités ou avantages de l'invention ressortiront de la description d'une forme d'exécution particulière faite ci-après, référence étant faite aux dessins ci-joints, dans lesquels :
- la Fig. 1 est une vue schématique éclatée, en perspective, d'un emballage suivant l'invention, à un stade de fabrication intermédiaire;
- la Fig. 2 est une vue de l'emballage de la Fig. 1 à un stade d'achèvement complet;
- la Fig. 3 est une vue en coupe suivant le plan III-III de l'emballage de la Fig. 1;
- la Fig. 4 est une vue schématique éclatée, en perspective, d'une autre forme de réalisation de l'emballage suivant l'invention;
- la Fig. 5 est une vue en coupe suivant le plan V-V d'un détail de la Fig. 4;
- les Fig. 6 à 8 sont des vues schématiques successives montrant l'enroulement progressif de l'empilement de feuilles pour la formation de la gaine;
- la Fig. 9 est une vue en coupe à hauteur de la valve de la Fig. 6;
- les Fig. 10 à 14 sont des vues schématiques en coupe transversale d'autres modes de réalisation de l'emballage suivant l'invention;
- la Fig. 15 est une vue en coupe à hauteur de la valve de la Fig. 12;
- la Fig. 16 est une vue en coupe de feuilles enroulées suivant la Fig. 14;
- la Fig. 17 est une vue en coupe d'un détail de la Fig. 11, et
- la Fig. 18 est une vue en coupe d'un détail de réalisation d'un dispositif antiretour.
- Fig. 1 is an exploded schematic view, in perspective, of a packaging according to the invention, at an intermediate manufacturing stage;
- Fig. 2 is a view of the packaging of FIG. 1 at a stage of complete completion;
- Fig. 3 is a sectional view along the plane III-III of the packaging of FIG. 1;
- Fig. 4 is an exploded schematic view, in perspective, of another embodiment of the packaging according to the invention;
- Fig. 5 is a sectional view along the plane VV of a detail of FIG. 4;
- Figs. 6 to 8 are successive schematic views showing the progressive winding of the stack of sheets for the formation of the sheath;
- Fig. 9 is a sectional view at height of the valve of FIG. 6;
- Figs. 10 to 14 are schematic cross-sectional views of other embodiments of the packaging according to the invention;
- Fig. 15 is a sectional view at height of the valve of FIG. 12;
- Fig. 16 is a sectional view of sheets wound according to FIG. 14;
- Fig. 17 is a sectional view of a detail of FIG. 11, and
- Fig. 18 is a sectional view of a detail of embodiment of a non-return device.
La Fig. 1 montre de façon schématique deux parties de l'emballage suivant l'invention. La tête 1 comporte essentiellement un bec distributeur 2 traversé axialement par un orifice 3. Une extrémité du bec 2 est normalement obturée par une fermeture amovible (non représentée). L'autre extrémité s'élargit pour former une collerette 4. Cette collerette 4 est pourvue, sur toute sa périphérie, d'une surface de contact 5. L'emballage comprend également un corps 6 composé de deux enveloppes 7, 8 composées de matériaux de rigidité différente, le matériau le plus rigide et le plus élastique étant disposé vers l'extérieur.Fig. 1 schematically shows two parts of the packaging according to the invention. The
Ces deux enveloppes 7, 8 sont enroulées sur elles-mêmes de façon à former le corps tubulaire 6 à section fermée. Une soudure 9 effectuée parallèlement à l'axe de ce corps tubulaire 6 maintient les enveloppes 7, 8 dans cette configuration.These two
Il va de soi que la soudure 9 pourrait être remplacée par un trait de colle (ou tout autre moyen connu de l'homme de métier) sans sortir du cadre de l'invention.It goes without saying that the
La Fig. 2 montre le même emballage sous sa forme terminée. La collerette 4 est raccordée au corps tubulaire 6 et ferme ainsi de façon hermétique le volume déterminé par chacune des enveloppes 7, 8 composant le corps 6; on note qu'au stade terminal, la collerette 4 est totalement confondue avec les deux enveloppes externe 7 et interne 8. L'autre extrémité du corps tubulaire 6 est refermée par une soudure 10 qui solidarise l'ensemble des couches entre elles, tant les couches formant l'enveloppe interne 8 que les couches formant l'enveloppe externe 7.Fig. 2 shows the same packaging in its completed form. The
On voit, percé dans l'enveloppe externe 7, un orifice 11 qui constitue l'issue d'un dispositif antiretour 12 dont le fonctionnement sera décrit à la Fig. 3. Cette Fig. 3 montre l'emballage 1 en coupe à hauteur de la valve 12. Les épaisseurs des parois ont été accentuées à dessein.We see, drilled in the
Les extrémités des enveloppes 7, 8 sont scellées ensemble, hermétiquement l'une par rapport à l'autre par la soudure longitudinale 9. L'enveloppe interne 8 détermine avec la collerette 4, d une part, et avec la soudure transversale 10, de l'autre, un volume ("le volume interne") qui sera occupé par le produit pâteux auquel l'emballage est destiné.The ends of the
A l'extérieur de l'enveloppe interne 8, entre celle-ci et la paroi externe 7, s'étend un second volume ("le volume externe") également délimité de part et d'autre par la collerette 4 et la soudure transversale 10. Ce second volume, initialement réduit, lorsque l'emballage est plein, contient de l'air et communique avec l'atmosphère par l'ouverture 11. Un clapet 13 obture cette ouverture 11 - de façon unidirectionnelle - de manière à ce que l'air presse sur le clapet 13 et ne puisse s'échapper vers l'extérieur lorsqu'on comprime l'emballage, mais puisse rentrer aisément lorsque cette pression cesse.Outside the
Le fonctionnement de ce dispositif est simple : lorsque l'on presse les contours de l'enveloppe externe 7, l'air emprisonné dans l'enveloppe externe 7 comprime l'enveloppe interne 8 et provoque l'expulsion d'une quantité déterminée de produit pâteux. L'enveloppe interne 8, de faible rigidité et pratiquement sans mémoire élastique, garde sensiblement la forme imposée lorsque la pression sur l'enveloppe externe 7 cesse, cependant que l'enveloppe externe 7, plus rigide, reprend assez rapidement sa forme initiale par "mémoire" élastique. Il se produit à ce moment une légère dépression dans le volume externe, qui entraîne normalement la succion, au travers de la valve 12, d'un volume d'air correspondant au volume de produit expulsé, l'inertie de l'enveloppe interne 8 et du produit pâteux lui-même, de même qu'une légère restriction de la section de l'orifice 3 (non représentée) ou un dispositif unidirectionnel empêchent le retour d'une quantité significative d'air ou de produit dans le volume interne par l'orifice 3.The operation of this device is simple: when the contours of the
Dans le mode de réalisation montré à la Fig. 2, la valve 12 peut être remplacée, suivant les performances souhaitées, par tout autre dispositif antiretour, de préférence peu onéreux. On peut ainsi se limiter à un simple orifice que l'utilisateur obture lorsqu'il presse l'emballage, ou encore prévoir une zone poreuse dans la paroi de l'enveloppe externe 7, cette zone à débit d'air limité provoquant une perte d'air négligeable lorsqu'on appuie sur l'enveloppe extérieure 7, mais lui permettant de reprendre ensuite graduellement sa forme grâce à sa mémoire élastique.In the embodiment shown in FIG. 2, the
A mesure que la quantité de produit pâteux se réduit, la poche formée par l'enveloppe interne 8 se réduit d'autant. Elle est toutefois maintenue en place tout du long par la soudure longitudinale 9 et par des zones d'encollage qui ne retiennent cependant pas plus que la moitié de sa surface, de façon à permettre un repli progressif et une éjection aussi complète que possible du produit pâteux qu'elle renferme et éviter l'obstruction du bec 2 par la formation d'une poche dans la paroi interne.As the quantity of pasty product is reduced, the pocket formed by the
La Fig. 4 montre une autre forme de réalisation d'un emballage suivant l'invention. Dans celle-ci, le corps 6 est formé en repliant dans le sens de la longueur deux feuilles formant des enveloppes 7, 8 de rigidités différentes superposées, la feuille formant l'enveloppe 7 la plus rigide étant toujours tournée vers l'extérieur. Le corps 6 est scellé suivant son axe par deux jonctions 15 solidarisant (par soudure ou par collage) les bords longitudinaux de ces feuilles repliées. Un bec distributeur 2 est fixé, par une collerette 4 de forme adéquate, au bord libre du corps 6 ainsi formé.Fig. 4 shows another embodiment of a packaging according to the invention. In it, the
On dispose ainsi de deux volumes indépendants, un volume interne communiquant avec l'orifice 3 du bec distributeur 2, délimité par la feuille formant l'enveloppe interne 8, les deux jonctions 15 et la collerette 4, et, d'autre part, le volume "externe" compris entre l'enveloppe interne 8 et l'enveloppe externe 7, délimité lui aussi par les deux jonctions 15 et la collerette 4. On remarque qu'ici aussi les deux enveloppes 7, 8 sont confondues (voire fusionnées) avec la collerette 4 au niveau de sa surface de contact 5.There are thus two independent volumes, an internal volume communicating with the orifice 3 of the dispensing
Le volume externe communique par l'orifice 11 avec l'atmosphère. Un clapet 13, situé sur la face interne de l'enveloppe externe 7, fait office de dispositif antiretour 12, comme on le voit de façon plus détaillée à la Fig. 5.The external volume communicates through the
Le procédé de fabrication d'un emballage suivant l'invention est rapide et peu onéreux et ses éléments se retrouvent dans les figures décrites. Suivant une première forme de procédé, on part de feuilles de matériaux présentant deux rigidités différentes 16, 17 (de par leur nature ou de par leur épaisseur). Pour une fabrication continue, ces feuilles sont généralement prélevées mécaniquement sur des rouleaux à déroulement continu. Après superposition, les feuilles 16, 17 sont enroulées sur elles-mêmes et soudées pour former un manchon tubulaire 18. On peut prévoir également un encollage des deux feuilles 16, 17 sur au moins une partie de leur périmètre. Les tronçons sont débités à longueur et un dispositif antiretour 12 est inséré ou ménagé dans le corps 6. Une soudure ou un encollage en bout permet l'insertion de la collerette 4, supportant le bec 2, sur le corps 6. L'emballage est terminé par le soudage par pinçage de l'autre extrémité 10 du corps ou son insertion sur une embase. Suivant les qualités recherchées, on peut également partir d'une feuille unique 19, de matière plastique par exemple, qui, pour la fabrication, est d'abord repliée sur elle-même et encollée entre deux plis, de façon à former une couche extérieure composite plus épaisse et plus rigide. Cette feuille 19 repliée est utilisée comme une superposition de feuilles, enroulée sur elle-même et soudée pour former un manchon comme décrit plus haut. Une feuille encollée réagit mieux que ne réagirait une feuille identique présentant une épaisseur double. La couche d'encollement 20 participe en effet également par ses propriétés mécaniques intrinsèques et par son épaisseur, aux propriétés de l'enveloppe.The method of manufacturing a package according to the invention is quick and inexpensive and its elements are found in the figures described. According to a first form of process, one starts from sheets of materials having two
Les Fig. 6 et 10 à 13 montrent différentes façons d'agencer les feuilles pour réaliser le corps d'un emballage suivant l'invention.Figs. 6 and 10 to 13 show different ways of arranging the sheets to produce the body of a package according to the invention.
Ces différentes figures montrent l'aspect des feuilles 16, 17 empilées avant leur mise en forme pour réaliser le corps 6 de l'emballage, ce qui permet de mieux comprendre les particularités de l'emballage et de son procédé de fabrication.These different figures show the appearance of the
La Fig. 6 montre, en perspective, un empilement comportant une feuille souple 16 et une feuille plus rigide 17, en l'occurrence de forme sensiblement rectangulaire. Ces feuilles 16, 17 présentent deux côtés longitudinaux 21, 22 et deux côtés transversaux 23. Un moyen de solidarisation 20 (de la colle, en l'occurrence) est réparti entre les feuilles 16, 17; cette solidarisation est toutefois répartie de façon à ne pas entraver les mouvements des feuilles sur plus de 50% de leur surface. Le dispositif antiretour 12, tel qu'il apparaît en coupe à la Fig. 9, comprend ici un clapet 13 venant obturer l'orifice 11 percé dans la couche 17 la plus rigide. Pour réaliser le corps 6 de l'emballage suivant l'invention, on rapproche les côtés longitudinaux 21, 22 ou les côtés transversaux 23, 23 de manière à obtenir les configurations successives montrées aux Fig. 7 et 8, et enfin une forme tubulaire 18. Les deux bords en contact 21, 22 ou 23, 23 sont joints pour maintenir cette forme.Fig. 6 shows, in perspective, a stack comprising a
La Fig. 10 montre une autre base de départ pour réaliser, suivant le même procédé, un emballage suivant l'invention. Une seule feuille 19, d'épaisseur inégale, est pliée en deux suivant un axe longitudinal. On obtient deux couches superposées 24, 25 de rigidité différente. Comme pour l'exemple précédent, l'enroulement peut se faire suivant un axe longitudinal, parallèlement à la pliure, ou suivant un axe transversal, perpendiculairement à celle-ci.Fig. 10 shows another starting point for producing, according to the same process, packaging according to the invention. A
Les deux couches 24, 25 sont partiellement encollées (tout en conservant leur liberté relative sur au moins 50% de leur surface). Comme à la Fig. 9, un clapet 13 est inséré sur la couche 24 la plus rigide, à hauteur d'un orifice 11 de façon à réaliser un dispositif antiretour 12.The two
Diverses méthodes permettent d'obtenir deux rigidités différentes à partir d'une même feuille. Comme décrit à la Fig. 10, on peut utiliser une feuille 19 présentant, sur sa largeur, des épaisseurs variables, ou encoller plusieurs épaisseurs successives d'une même feuille. On peut également, lors de la fabrication, imprimer à une feuille un certain cintrage. La partie de cette feuille cintrée, destinée à former l'enveloppe extérieure 7, est travaillée en conservant le sens de sa courbure initiale. La partie destinée à former l'enveloppe intérieure 8, au contraire, est retournée par le pliage et mise en forme en contrariant son cintrage initial, d'où une perte d'élasticité qui la différencie de l'enveloppe extérieure 7.Various methods make it possible to obtain two different rigidities from the same sheet. As described in Fig. 10, one can use a
Il est également possible, par un simple traitement mécanique (trituration par exemple) d'une partie de la largeur de la feuille originale, d'obtenir des qualités mécaniques différentes, propices à l'effet recherché dans l'emballage suivant l'invention.It is also possible, by a simple mechanical treatment (trituration for example) of part of the width of the original sheet, to obtain different mechanical qualities, favorable to the desired effect in the packaging according to the invention.
On peut remarquer, enfin, que le double pli nécessaire à la formation des deux enveloppes 7, 8 peut être également obtenu par l'aplatissement, grosso modo suivant un plan, d'un tronçon de boyau fabriqué dans le ou les matériaux adéquats. Ce boyau aplati est ensuite replié sur lui-même, comme montré aux Fig. 7 et 8 pour former un nouveau corps tubulaire 18.Finally, it can be noted that the double fold necessary for the formation of the two
La Fig. 11 montre une autre forme d'un empilement de feuilles pouvant être enroulé pour réaliser le corps d'un emballage suivant l'invention. Comme pour l'exemple de la Fig. 10, il s'agit d'une feuille d'épaisseur inégale. La partie la plus mince 27 forme la couche inférieure. Les deux extrémités libres 28, 28 de la feuille originale, plus épaisses, forment la couche supérieure. Elles sont jointes par un raccord soudé qui restera visible après enroulement puisqu'il fait partie de l'enveloppe extérieure 7. Une telle réalisation montre que les feuilles formant les enveloppes intérieure 8 et extérieure 7 peuvent être interrompues sans que cela nuise en rien au bon fonctionnement de l'emballage. En conséquence, il est possible d'intégrer dans le processus de fabrication de l'emballage suivant l'invention des opérations intermédiaires sans s'éloigner du concept de base. Par ailleurs, en se référant à la Fig. 17, on constate que ce mode de fabrication permet la réalisation aisée d'un dispositif antiretour 12. Lors du soudage par recouvrement, on laisse dépasser légèrement par en dessous l'extrémité 31 de la partie recouverte; cette partie 31 vient s'appliquer tout comme un clapet sur l'orifice 11 ménagé près de la soudure. Une telle valve peut également être ménagée dans une couche médiane, de plus faible élasticité, l'orifice de la valve étant placé en regard d'un orifice 11 ménagé dans l'enveloppe extérieure 7; l'efficacité du clapet ainsi formé peut être améliorée par une entaille longitudinale, qui en affaiblit la section, ou encore par deux entailles transversales qui en réduisent la longueur.Fig. 11 shows another form of a stack of sheets that can be rolled up to form the body of a package according to the invention. As in the example in Fig. 10, it is a sheet of uneven thickness. The
Les Fig. 12 et 13 illustrent la possibilité de réaliser un corps d'emballage à partir d'une feuille 32, 33, 34 repliée en deux fois sur elle-même, de façon à obtenir trois couches 32, 33, 34 de matière superposées. Préalablement au pliage, on réalise des perforations 11, 35 sur deux des plis, disposées de façon à ne pas venir en regard les unes des autres, comme on le voit à la Fig. 15. La languette 36 de matière souple séparant ces deux perforations 11, 35 assure la fonction d'un clapet antiretour 12, encore améliorée par le cintrage qui intervient lors de la fabrication du corps 6 de l'emballage. La forme et les dimensions des trous 11 et 35 sont fonction de la rigidité du plastique utilisé. Le repli 32 destiné à être tourné vers l'extérieur et le repli médian 33 sont solidarisés, par encollage 20 par exemple (à l'exception de la zone entourant les perforations), de façon à obtenir une paroi "double", plus rigide que la couche "simple" de l'enveloppe intérieure 34 et qui fonctionne donc parfaitement suivant le principe de l'invention. On remarquera que le pliage peut se faire en Z comme à la Fig. 12 ou en plis croisés comme à la Fig. 13.Figs. 12 and 13 illustrate the possibility of producing a packaging body from a
L'on peut encore combiner les feuilles de matériaux de différentes façons. A la Fig. 14, deux feuilles 37, 38 de matériaux différents sont utilisées : une feuille 37 de matériau plus rigide et une feuille 38 de matériau plus souple, cette dernière pliée en deux. La première enveloppe est obtenue en solidarisant la première feuille 37 et un des replis de la deuxième feuille 38, en réalisant le dispositif antiretour 12 suivant la méthode décrite plus haut. La deuxième enveloppe 8 est réalisée en solidarisant les bords longitudinaux de la deuxième feuille 38. Le tout est enroulé comme décrit précédemment (Fig. 7, 8) pour former le corps 6 de l'emballage.You can still combine the material sheets in different ways. In Fig. 14, two
La Fig. 16 montre la section d'un corps enroulé utilisant une structure comme décrit à la Fig. 14. Comme on peut le voir, il est possible, lors de la superposition, de décentrer légèrement les feuilles 37, 38 les unes par rapport aux autres, ce qui permet de réaliser notamment des économies de matière et d'améliorer les qualités techniques de l'emballage.Fig. 16 shows the section of a coiled body using a structure as described in FIG. 14. As can be seen, it is possible, during the superimposition, to slightly offset the
Suivant les nécessités techniques auxquelles doit répondre l'emballage, on peut être amené à superposer pour le réaliser un nombre indéterminé de couches, obtenues soit par des pliages successifs d'une ou plusieurs feuilles, soit par l'empilement de feuilles distinctes, qui sont ensuite enroulées sur elles-mêmes et soudées.Depending on the technical requirements which the packaging must meet, it may be necessary to superimpose to achieve it an undetermined number of layers, obtained either by successive folding of one or more sheets, or by stacking separate sheets, which are then rolled up on themselves and welded.
La Fig. 18 montre une autre façon, fort avantageuse, de réaliser un dispositif antiretour. Dans cette forme de réalisation, l'enveloppe extérieure 7 présente un orifice 11. Les bords de la feuille formant l'enveloppe intérieure 8 présentent un fort recouvrement et sont soudés longitudinalement par une soudure 9, de façon telle qu'un bord libre 31 s'étend dans l'intervalle entre l'enveloppe intérieure 8 et l'enveloppe extérieure 7 et vient en regard de l'orifice 11. Ce bord libre 31 assume le rôle d'un clapet vis-à-vis ce l'orifice 11 et forme avec celui-ci un dispositif antiretour 12. Le maintien des positions relatives des deux enveloppes 7, 8 est assuré par un collage 20 disposé à proximité de la valve 12.Fig. 18 shows another very advantageous way of producing a non-return device. In this embodiment, the
Il ressortira clairement pour l'homme de métier que chaque fois qu'il est fait allusion dans la présente demande à un assemblage ou à une solidarisation, cette opération peut être obtenue soit par soudure, soit par soudure ponctuelle, soit par collage, soit par scellement, soit par d'autres moyens de scellement appropriés à des feuilles en matière plastique ou composites, comportant éventuellement une pellicule métallique ou métallisée.It will be clear to those skilled in the art that each time reference is made in the present application to an assembly or a joining, this operation can be obtained either by welding, or by spot welding, or by gluing, or by sealing, either by other sealing means suitable for plastic or composite sheets, possibly comprising a metallic or metallized film.
Claims (16)
- Dispensing packaging for variously pasty or viscous products comprising a dispenser head (1), a body (6), the dispenser head, including a nozzle (2) traversed by a discharge opening (3), being obturable at one extremity by a detachable closure, and being connected by its other extremity to a flange (4),
the body (6), essentially tubular, extending according to an axis and including an interior envelope (8) and an exterior envelope (7), said exterior envelope (7) surrounding the interior envelope (8), these two envelopes (7, 8) being closed at one extremity of the body (6) and being, at the other extremity, connected to each other and to the periphery (5) of the flange (4) of the dispenser head (1), the interior envelope (8) being more supple than the exterior envelope (7), devoid of elastic memory and suitable for containing a pasty or viscous product,
the exterior envelope (7) being more elastic and more rigid than the interior envelope (8), but nevertheless deformable under the effect of a manual compression force and capable of resuming substantially its initial form when the compression force ceases to be applied,
a non-return device (12) for prohibiting the passage toward the exterior of air from the volume comprised between the exterior envelope (7) and the interior envelope (8) when the exterior envelope (7) is compressed, but permitting the passage of ambient air towards this volume when the compression force ceases to be applied,
the body being comprised of two coupled envelopes (7, 8), said envelopes (7, 8) being united and merged with the flange (4) of the disperser head (1) and thus held in position with respect to the aforesaid flange (4) and on at least two points towards the extremity opposite the aforesaid disperser head (1), characterized in that
the aforesaid envelopes (7, 8) are made up in one operation, the body (6) being made up of at least two superposed layers (16, 17, 24, 25) formed from at least one sheet of material (16, 17, 19) folded over in two according to an axis perpendicular to that of the aforesaid body (6), lap-welded along their sides (15) extending according to the axis of the body (6), their free extremity being connected to the periphery (5) of the flange (4) of the dispenser head. - Dispensing packaging for variously pasty or viscous products comprising a disperser head (1), a body (6), the dispenser head including a nozzle (2) traversed by a discharge opening (3), being obturable at one extremity by a detached closure, and connected by its other extremity to a flange (4),
the body (6), essentially tubular, extending according to an axis and including an interior envelope (8) and an exterior envelope (7), said exterior envelope (7) surrounding the interior envelope (8), these two envelopes (7, 8) being closed at one extremity of the body (6) and being, at the other extremity, connected to each other and to the' periphery (5) of the flange (4) of the dispenser head (1), the interior envelope (8) being more supple than the exterior envelope (7), devoid of elastic memory and suitable for containing a pasty or viscous product,
the exterior envelope (7) being more elastic and more rigid than the interior envelope (8), but nevertheless deformable under the effect of a manual compression force and capable of resuming substantially its initial form when the compression force ceases to be applied,
a non-return device (12) for prohibiting the passage toward the exterior of air from the volume comprised between the exterior envelope (7) and the interior envelope (8), when the exterior envelope (7) is compressed, but permitting the passage of ambient air towards this volume when the compression force ceases to be applied,
the body (6) being comprised of two coupled envelopes (7, 8), said envelopes (7, 8) being united and merged with the flange (4) of the disperser head (1) and thus held in position with respect to the aforesaid flange (4) and on at least two points towards the extremity opposite the aforesaid disperser head (1), characterized in that
the aforesaid envelopes (7, 8) are made up in one operation, the body (6) being made up of at least two superposed layers (16, 17, 24, 25) formed from at least one sheet of material (16, 17, 19) rolled up on themselves around the axis according to which the aforesaid body (6) extends, the aforesaid body comprising at least one weld (9) substantially parallel to this axes. - Packaging according to claim 2, characterized in that the extremity of the tubular body (6) opposite to the dispenser head is closed by a weld (10).
- Packaging according to claim 2, characterized in that the extremity of the tubular body (6) opposite to the dispenser head is joined together to the periphery of the flange of a base.
- Packaging according to any one of claims 1 to 4, characterized in that the exterior envelope (7) is formed of at least two underlayers (32, 33, 37, 38).
- Packaging according to claim 5, characterized in that a median underlayer and the interior envelope (8) are constituted of one and the same material.
- Packaging according to claim 6, characterized in that the median underlayer and the interior envelope (8) are formed of one same tubular sheet of material, flattened substantially according to a plane.
- Packaging according to anyone of the preceding claims, characterized in that the non-return device (12) comprises at least one orifice (11) in the exterior envelope (7), a valving mean (13) placed on the internal face of the exterior envelope, facing this at least one orifice (11), a zone where the exterior envelope (7) and the interior envelope (8) are not joined together surrounding said at least one orifice (11) and said valving means (13).
- Packaging according to any one of claims 1 to 6, characterized in that the non-return device (12) comprises at least one orifice (11) provided in the exterior envelope (7), the interior envelope being formed of a sheet of which the edges are lap-welded, the overlap of the edges of this sheet and the position of the weld being such that a free extremity (31) subsists towards the exterior of the internal envelope, the external envelope (7) and the internal envelope (8) being joined together one in relation to the other so that the free extremity (31) is facing the orifice (11) and forms valving means for the aforesaid orifice, this disposition forming a non-return device (12).
- Packaging according to anyone of claims 5 to 7, characterized in that the non-return device (12) comprises at least one orifice (11) pierced in the exterior envelope, and at least one orifice (35) pierced in the median layer, the overlap surface (36) of supple material between these two orifices (11, 35) forming non-return valving means, a zone in which the exterior envelope and the median underlayer are not joined together surrounding the aforesaid valving means.
- Packaging according to any one of claims 1 to 7, characterized in that the non-return device (2) comprises at least one orifice (11) pierced along a longitudinal lap-welding (9) of two edges, the covered edge (31) of the sheet extending at least up to face this at least one orifice (11), so that it forms non-return valving means for this at least orifice (11).
- Manufacturing process of a dispensing packaging according to anyone of claims 1 to 7, characterized in that it comprises the following operations:
superposition of at least two layers of materials (16, 17, 24, 25) formed from at least one sheet of material (16, 17, 19), one of these layers (17) being more rigid and more elastic than the second, the second (16) being, inversely, more supple and devoid of elastic memory than the first;
fitting of a non-return device (12);
transversally plying or rolling up these superposed layers on themselves in a manner to form approximately tubular bodies (6);
hermetically jointing the sides of the layers (21, 22) extending according to the axis of these bodies;
closing one of the extremities of these tubular bodies by hermetically joining together to each other the layers of the external envelope and by joining together to each other the layers of the internal envelope;
joining together to each other the sides of the layers forming the open extremity of the tubular wall, and
joining together the open extremities of each of the tubular bodies with the flange of a head, in a manner such that the internal envelope, the external envelope and the flange form an indissociable whole. - Process according to claim 12, characterized in that it further comprises the following operation:
superficially joining together these two layers (16, 17), a surface representing at least 50% of the total surface in contact remaining free of movement. - Process according to claim 12, characterized in that it further comprises the following preliminary operation: folding a sheet of supple material in such a manner to realize at least two superposed layers.
- Process according to anyone of claims 12, 13, 14, characterized in that the fitting of a non-return device (12) comprises the following operations:
piercing at least one orifice (11) in the exterior envelope of the tubular body, and
placing non-return valving means (13) between the exterior envelope (7) and the interior envelope (8), facing this orifice. - Process according to any one of claims 12, 13 and 14, characterized in that the fitting of a non-return device (12) comprises the following operations:
piercing at least one orifice (11) in the exterior envelope (7) of the tubular body;
piercing at least a second orifice in a median layer (33) of the tubular body (6), the second orifices (35) not facing the first ones, and
providing an overlap surface not glued (36) between the axis of these first and second orifices, this overlap surface forming non-return valving means.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP95115413A EP0693433A2 (en) | 1991-01-04 | 1992-01-03 | Dispending package for pastry products and process for producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BE9100008 | 1991-01-04 | ||
| BE9100008A BE1004298A3 (en) | 1991-01-04 | 1991-01-04 | Packaging distributor for product paste. |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95115413.7 Division-Into | 1992-01-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0494132A1 EP0494132A1 (en) | 1992-07-08 |
| EP0494132B1 true EP0494132B1 (en) | 1996-05-22 |
Family
ID=3885265
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92870002A Expired - Lifetime EP0494132B1 (en) | 1991-01-04 | 1992-01-03 | Dispensing package for pasty products and process for producing the same |
| EP95115413A Withdrawn EP0693433A2 (en) | 1991-01-04 | 1992-01-03 | Dispending package for pastry products and process for producing the same |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP95115413A Withdrawn EP0693433A2 (en) | 1991-01-04 | 1992-01-03 | Dispending package for pastry products and process for producing the same |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US5275311A (en) |
| EP (2) | EP0494132B1 (en) |
| AT (1) | ATE138338T1 (en) |
| BE (1) | BE1004298A3 (en) |
| DE (1) | DE69210842D1 (en) |
Families Citing this family (36)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2694510B1 (en) * | 1992-08-06 | 1994-10-07 | Step Soc Tech Pulverisation | Distributor for fluid products and its manufacturing process. |
| US5373967A (en) * | 1993-12-07 | 1994-12-20 | The Procter & Gamble Company | Squeezebottle dispenser having a channeled vent valve |
| US5540357A (en) * | 1994-08-10 | 1996-07-30 | Loctite Corporation | Microwaveable adhesive charge comprising shaped adhesive body |
| US5871119A (en) * | 1996-07-19 | 1999-02-16 | Blackinton, Jr.; Richard E. | Ink dispensing container |
| US7963955B2 (en) * | 1998-02-27 | 2011-06-21 | Boehringer Ingelheim International Gmbh | Container for a medicinal liquid |
| US6135322A (en) * | 1998-05-29 | 2000-10-24 | Cetrangolo; Edward M. | Display apparatus for a collapsible tube dispenser |
| US6321944B1 (en) | 1998-05-29 | 2001-11-27 | Edward M. Cetrangolo | Display apparatus for a collapsible tube dispenser |
| USD422488S (en) * | 1998-06-30 | 2000-04-11 | Gates James T | Tube with wrap-around tube tabs for dispensing |
| US6050451A (en) | 1998-11-19 | 2000-04-18 | Aptargroup, Inc. | Dispensing structure incorporating a valve-containing fitment for mounting to a container and a package with a dispensing structure |
| DE19940713A1 (en) * | 1999-02-23 | 2001-03-01 | Boehringer Ingelheim Int | Diffusion resistant cartridge for storing and dosing liquids, especially for producing drug-containing inhalable aerosols, has three-shell structure with collapsible bag, container and rigid housing |
| JP4586223B2 (en) * | 1999-11-19 | 2010-11-24 | 大成化工株式会社 | Discharge container |
| FR2811637B1 (en) * | 2000-07-12 | 2003-01-17 | Didier Chabani | DEVICE FOR CONTAINING AND FACILITATING THE EXPRESSION OF THICK PASTY LIQUIDS |
| US6273307B1 (en) | 2000-08-17 | 2001-08-14 | Seaquist Closures Foreign, Inc. | Fitment for a pouch opening |
| EP2210815B1 (en) * | 2001-08-31 | 2013-05-15 | Yoshino Kogyosho Co., Ltd. | Pouring vessel |
| US6698627B2 (en) | 2002-02-19 | 2004-03-02 | Valois S.A.S. | Fluid dispenser |
| FR2836128B1 (en) * | 2002-02-19 | 2004-10-08 | Valois Sa | FLUID PRODUCT DISPENSER |
| US6719173B2 (en) | 2002-03-25 | 2004-04-13 | Owens-Brockway Plastic Products Inc. | Multilayer container package for dispensing a liquid product |
| US6688500B1 (en) | 2002-04-19 | 2004-02-10 | Dara Cheng | Grout and mortar bottle |
| US7913877B2 (en) * | 2003-01-21 | 2011-03-29 | Aptargroup Inc. | Aerosol mounting cup for connection to a collapsible container |
| US7482047B1 (en) * | 2003-02-04 | 2009-01-27 | Gary Steven Tremley | Delaminated multilayered container |
| DE102005005166A1 (en) * | 2005-02-04 | 2006-08-10 | Georg Menshen Gmbh & Co. Kg | Closing device for foil bag which fasten the bag to lower surface of connecting piece so as to form convex top side raising the outer edge and winding up locks perpendicularly or diagonally with a rib |
| US20070235472A1 (en) * | 2006-04-05 | 2007-10-11 | Mcfarland C J | Spray Bottle Bladder |
| US20110062185A1 (en) * | 2006-04-05 | 2011-03-17 | Mcfarland C Justin | Spray bottle assembly |
| US7674041B2 (en) * | 2007-03-14 | 2010-03-09 | Cryovac, Inc. | Packaging device and method of using the same |
| GB2459852B (en) * | 2008-05-06 | 2011-02-16 | Toly Products | Compact liquid cosmetics |
| US20110031274A1 (en) * | 2009-08-07 | 2011-02-10 | Shan-Le Shih | Toothpaste Container Having Multiple Outlets And Air Vents |
| FR2973783B1 (en) * | 2011-04-05 | 2013-05-17 | Pumpart System | VISCOUS PRODUCT PACKAGING DEVICE AND METHOD FOR IMPLEMENTING THE SAME |
| US20140061250A1 (en) * | 2012-08-28 | 2014-03-06 | Robert Turcotte | Recessed Container Closure and Method of Increasing Advertising Space on a Container using a Recessed Container Closure |
| US8783515B2 (en) | 2012-10-25 | 2014-07-22 | Sonoco Development, Inc. | Dispenser with fitment |
| DE102013211423A1 (en) * | 2013-06-18 | 2014-12-31 | Aptar Radolfzell Gmbh | Multilayer container |
| GB2533236B (en) | 2013-07-25 | 2016-11-02 | J Ridley Robert | Bottle feeding system for semi-solids |
| JP6229379B2 (en) * | 2013-09-04 | 2017-11-15 | 大日本印刷株式会社 | Double bag |
| JP6229380B2 (en) * | 2013-09-04 | 2017-11-15 | 大日本印刷株式会社 | Package |
| WO2016078763A1 (en) | 2014-11-20 | 2016-05-26 | Boehringer Ingehlheim Vetmedica Gmbh | Container for an inhaler |
| KR102076661B1 (en) * | 2019-05-31 | 2020-02-13 | 임종수 | Tube container having shutoff function on shoulder and neck and method of manufacturing the same |
| USD942855S1 (en) * | 2019-06-14 | 2022-02-08 | Jong Su LIM | Inner barrier for a tube container opening |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2777612A (en) * | 1951-05-15 | 1957-01-15 | Richard E Bensen | Compression type dispensing device |
| FR1314002A (en) * | 1961-11-24 | 1963-01-04 | Method and device for dispensing a non-compacted substance | |
| US3118572A (en) * | 1962-09-04 | 1964-01-21 | Koppers Co Inc | Squeeze bottle |
| US3306500A (en) * | 1965-11-12 | 1967-02-28 | Alfred D Williams | Squeeze tube dispenser |
| US3592365A (en) * | 1969-04-21 | 1971-07-13 | Gilbert Schwartzman | Pump-type dispensing apparatus |
| JPS5414621B2 (en) * | 1971-12-25 | 1979-06-08 | ||
| GB1421176A (en) * | 1971-12-25 | 1976-01-14 | Yoshino Kogyosho Co Ltd | Collapsible tube |
| US3837533A (en) * | 1972-06-16 | 1974-09-24 | R Splan | Fluid substance dispenser |
| US4020978A (en) * | 1975-08-15 | 1977-05-03 | Harry Szczepanski | Manually-operated dispenser |
| US4226337A (en) * | 1978-08-11 | 1980-10-07 | Abbott Joseph L | Laminated tube for collapsible containers and method of making same |
| CA1088881A (en) * | 1977-10-26 | 1980-11-04 | Joseph L. Abbott | Laminated tube for collapsible containers and method of making same |
| US4469250A (en) * | 1982-02-25 | 1984-09-04 | Nick Sekich, Jr. | Squeezable dispensing apparatus and method of operation |
| US4657151A (en) * | 1984-04-12 | 1987-04-14 | Baxter Travenol Laboratories, Inc. | Container such as a nursing container, with flexible liner |
| US4760937A (en) * | 1986-06-16 | 1988-08-02 | Evezich Paul D | Squeezable device for ejecting retained materials |
| US4909416A (en) * | 1986-06-16 | 1990-03-20 | Evezich Paul D | Device for containing and dispensing flowable materials |
| US4842165A (en) * | 1987-08-28 | 1989-06-27 | The Procter & Gamble Company | Resilient squeeze bottle package for dispensing viscous products without belching |
| US5108007A (en) * | 1990-03-09 | 1992-04-28 | Allergan, Inc. | Valve controlled squeezable fluid dispenser |
-
1991
- 1991-01-04 BE BE9100008A patent/BE1004298A3/en not_active IP Right Cessation
-
1992
- 1992-01-02 US US07/816,181 patent/US5275311A/en not_active Expired - Fee Related
- 1992-01-03 DE DE69210842T patent/DE69210842D1/en not_active Expired - Lifetime
- 1992-01-03 EP EP92870002A patent/EP0494132B1/en not_active Expired - Lifetime
- 1992-01-03 AT AT92870002T patent/ATE138338T1/en not_active IP Right Cessation
- 1992-01-03 EP EP95115413A patent/EP0693433A2/en not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| EP0693433A3 (en) | 1996-02-07 |
| EP0494132A1 (en) | 1992-07-08 |
| BE1004298A3 (en) | 1992-10-27 |
| US5275311A (en) | 1994-01-04 |
| DE69210842D1 (en) | 1996-06-27 |
| ATE138338T1 (en) | 1996-06-15 |
| EP0693433A2 (en) | 1996-01-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0494132B1 (en) | Dispensing package for pasty products and process for producing the same | |
| EP0117177B1 (en) | Bag with a pre-established vacuum for the conservation of goods | |
| CA2499894C (en) | Device forming packaging for viscous products, which can be fully emptied by means of manual pumping | |
| EP0582517B1 (en) | Dispenser for fluids and its manufacturing method | |
| FR2573732A1 (en) | INDIVIDUAL PACKAGING FOR SANITARY ARTICLES TO BE SPENT AND PROCESS FOR MAKING SAME | |
| WO2004087526A1 (en) | Flexible liquid container | |
| WO1997018143A1 (en) | Liquid-tight container and process for conditioning a liquid in said container | |
| EP0746507A1 (en) | Sealed envelope, method for the manufacture thereof, and method for filling said envelope with a beverage | |
| WO2018234716A1 (en) | Single-use deformable capsule containing a predetermined quantity of a phase of a cosmetic product | |
| WO1998001351A1 (en) | Blank for producing a package with nesting lid | |
| FR2480713A1 (en) | PACKING SHEET, IN PARTICULAR FOR FOODSTUFFS | |
| CA2665308A1 (en) | Method of producing a packaging pouch, and resulting packaging pouch | |
| EP0828661B1 (en) | Foldable tubular body and housings with such a body, such as a disposable flower pot or vase | |
| EP2731888B1 (en) | Stopper element and dispenser comprising such an element | |
| FR2526756A1 (en) | PROCESS FOR SEALING PACKAGES MADE OF A LAMINATE COMPLEX | |
| EP1446336B1 (en) | Fluid product dispenser | |
| FR2841620A1 (en) | SPRING AND DISTRIBUTOR COMPRISING SUCH A SPRING | |
| EP2444329B1 (en) | Sealing device and pouch using same | |
| WO2017125650A1 (en) | Reinforced packaging having two chambers, method for opening and method for manufacturing same | |
| WO2002042176A1 (en) | Sample fluid product dispenser | |
| FR3049450A1 (en) | DEVICE FOR THE UNITARY EXTRACTION OF HYGIENIC WIPES PLACED IN A LAMINATED PACKAGING | |
| FR2846306A1 (en) | Fluid product dispenser comprises product reservoir communicating with dispensing orifice, activating means enabling reservoir volume to initially increase by entry of air and then decrease by forcing air and product through orifice | |
| WO1995000413A1 (en) | Soft-walled container with a pouring spout | |
| BE660681A (en) | ||
| EP1558501A2 (en) | Fluid product dispenser |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19921204 |
|
| 17Q | First examination report despatched |
Effective date: 19931022 |
|
| GRAH | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOS IGRA |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES FR GB GR IT LI LU NL PT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19960522 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19960522 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19960522 Ref country code: GB Effective date: 19960522 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19960522 Ref country code: DK Effective date: 19960522 Ref country code: AT Effective date: 19960522 |
|
| REF | Corresponds to: |
Ref document number: 138338 Country of ref document: AT Date of ref document: 19960615 Kind code of ref document: T |
|
| XX | Miscellaneous (additional remarks) |
Free format text: TEILANMELDUNG 95115413.7 EINGEREICHT AM 29/09/95. |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: PIARRAT, JEFFREY |
|
| REF | Corresponds to: |
Ref document number: 69210842 Country of ref document: DE Date of ref document: 19960627 |
|
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: PIARRAT, JEFFREY |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960822 Ref country code: PT Effective date: 19960822 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960823 |
|
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19960522 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19970131 Ref country code: LI Effective date: 19970131 Ref country code: CH Effective date: 19970131 Ref country code: BE Effective date: 19970131 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: PIARRAT JEFFREY Effective date: 19970131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19970930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |