EP0461293A1 - Method for rolling of crankshafts with different eccentricities and machine for carrying out this method - Google Patents
Method for rolling of crankshafts with different eccentricities and machine for carrying out this method Download PDFInfo
- Publication number
- EP0461293A1 EP0461293A1 EP90111303A EP90111303A EP0461293A1 EP 0461293 A1 EP0461293 A1 EP 0461293A1 EP 90111303 A EP90111303 A EP 90111303A EP 90111303 A EP90111303 A EP 90111303A EP 0461293 A1 EP0461293 A1 EP 0461293A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- connecting rod
- rolling
- crankshaft
- machine according
- rod bearing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005096 rolling process Methods 0.000 title claims abstract description 128
- 238000000034 method Methods 0.000 title claims abstract description 15
- 238000006073 displacement reaction Methods 0.000 claims abstract description 14
- 239000012530 fluid Substances 0.000 claims description 21
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B39/00—Burnishing machines or devices, i.e. requiring pressure members for compacting the surface zone; Accessories therefor
- B24B39/04—Burnishing machines or devices, i.e. requiring pressure members for compacting the surface zone; Accessories therefor designed for working external surfaces of revolution
Definitions
- the invention relates to a method for smooth or deep rolling bearing journals of multi-stroke crankshafts and a machine for performing the method.
- crankshaft It is generally known to smoothly roll and roll down journals of multi-stroke crankshafts.
- the main aim is to roll all bearing journals, i.e. both all main bearing journals and all connecting rod bearing journals, at the same time.
- This is the most economical method because the crankshaft is finished in a single operation.
- Such machines were originally designed as special machines and designed for a single crankshaft dimension, i.e. for a single, precisely defined crankshaft type. This method was always uneconomical when different crankshaft types, i.e. crankshafts with different dimensions, were to be produced and rolled in smaller series. It was then necessary to provide a corresponding rolling machine for each individual crankshaft type.
- journal rolling devices are each arranged side by side in such a way that two immediately adjacent bearing journals are always rolled or can be rolled.
- This type of arrangement of the rolling tools with the rolling devices is no longer possible in crankshafts with connecting rod journals lying extremely close to one another, because there is insufficient space to arrange the rolling devices next to one another.
- the only option left is to use a single rolling device to roll the connecting rod bearing journals one after the other. Such a procedure is completely out of the question for series production even with small quantities.
- the invention is therefore based on the object of proposing a method and a machine for carrying out the method, with which crankshafts, in particular, with connecting rod journals lying extremely closely next to one another can be economically rolled.
- this object is achieved in that all the connecting rod bearing journals are divided into two groups and rolled in groups in succession, the connecting rod bearing journals not directly adjacent to each group belonging to each group. In this way, only two rolling operations have to be carried out despite a large number of connecting rod bearing journals, and space is simultaneously created in order to be able to arrange rolling devices.
- the division into two groups again makes it possible to arrange adjacent rolling devices, the fact that all the connecting rod journals are divided into only two groups at the same time ensures that only two rolling operations are required, because a complete group can be rolled in one rolling operation .
- crankshaft fixed or smooth rolling machine with a machine stand and with means for receiving and rotating at least one multi-stroke crankshaft around an axis of rotation, as well as with main bearing journal rolling devices and with connecting rod bearing journal rolling devices having at least two rolling tools, each vertical in one plane are suspended on a slide for radial displacement and radial positioning in a manner capable of swinging.
- the connecting rod bearing rolling devices be arranged axially displaceably between two predetermined or predeterminable positions and fixable in these positions, the connecting rod bearing rolling devices being at such a distance from one another in the direction of displacement that at least one connecting rod bearing pin can be located between them in the working position.
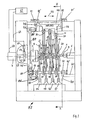
- crankshaft 1 is rotatably driven in a machine stand 83 by a chuck 2 and a center point 3.
- the chuck 2 and thus the crankshaft 1 are driven by a drive motor 4.
- the crankshaft 1 rotates about the axis of rotation 5 when driven
- Main bearing journals 6, 7, 8, 9 of crankshaft 1 are main bearing journal rolling devices 10, 11, 12, 13 with their tools, which are not shown in FIG. 1.
- the structure and mode of operation of such tools are known and therefore do not require any further explanation.
- the main bearing journal rolling devices 10, 11, 12, 13 are arranged approximately vertically in their main extent and are located at their lower ends in bearing blocks 14, 15, 16, 17 and at their upper ends in a spring mounting for each main storage device, of which only the upper spring mounting 56 and the lower spring bearing 87 of the main bearing device 13 are shown movably received in order Compensate tolerances.
- the connecting rod bearing rolling devices 21, 22, 23 are applied to the connecting rod bearing journals 18, 19, 20 of the crankshaft 1.
- the connecting rod bearing journals 24, 25, 26 (see FIG. 3) have not yet been occupied.
- the connecting rod bearing rolling devices 21, 22, 23 are arranged approximately horizontally in their main extent and the connecting rod bearing rolling devices are thus arranged at an angle to one another in relation to the main bearing rolling devices in a transverse plane running at right angles to the axis of rotation 5. It is thereby achieved that the main and connecting rod bearing rolling devices can be arranged closely next to one another.
- the connecting rod bearing journal rolling devices 21, 22, 23 are articulated on the first arms 27, 28, 29 (FIG. 2) by the levers 30, 31, 32 and are articulated to the cross slide 33, which is carried by the longitudinal slide 44.
- the second arms 34, 35, 36 of the connecting rod bearing rolling devices 21, 22, 23 are connected by the articulated support means 37, 38, 39 to a support shaft 40 which is axially displaceably received by bearing blocks 41, 42.
- the cross slide 33 which in this machine version with the levers 30, 31, 32 carries the first arms 27, 28, 29 of each connecting rod journal rolling device 21, 22, 23 is transversely to the axis of rotation 5 in the direction 54 of the fluid cylinder 50, which with a End on the longitudinal slide 44 and fixed to the cross slide 33 with the piston rod 53 moves.
- individual drives can of course also be provided for each device, so that the individual devices can be moved independently of one another and at different times.
- the longitudinal movement in the direction of arrow 43 or the axial position of the connecting rod journal rolling devices is determined by the stops 51, 51 '.
- the transverse movement in the direction of arrow 54 or the position of the connecting rod bearing rolling devices transversely to the axis of rotation 5 is limited by the stops 55, 55 '.
- crankshaft 1 is shown in a simplified representation in the position as it is received in FIG. 1 in the chuck 2 and by the center point 3. However, chuck 2 and center point 3 are not shown in FIG. 3.
- the respectively assigned rolling devices are applied to all the main bearing journals 6, 7, 8, 9 and to the connecting rod bearing journals 18, 19, 20.
- the connecting rod 18,19,20 are mutually o offset on the periphery of the crankshaft at an angle of 120 o but arranged offset relative to the connecting rod at an angle 24,25,26 60 seconds.
- the connecting rod bearing journal rolling devices 21, 22, 23 are suspended and supported in this way with their known and not shown tools. that they can freely follow the corresponding conrod bearing journals on the circular path 63 (FIG. 2) when the conrod bearing journals 18, 19, 20 and 24, 25, 26 are rolled.
- crankshaft 1 Since the crankshaft 1 always assumes a defined same position during loading and unloading, according to which the connecting rod bearing rolling devices 21, 22, 23 are aligned with respect to the connecting rod bearing journals 18, 19, 20, it is necessary to use the crankshaft for the second rolling process which the connecting rod bearing journals 24, 25, 26 are rolled into the corresponding position for the aligned rolling devices.
- the crankshaft 1 is thus rotated so that the conrod bearing journals 24, 25, 26 assume the original circumferential position of the conrod bearing journals 18, 19, 20, namely conrod bearing journals 24 in the circumferential position of the conrod bearing journals 18, conrod bearing journals 25 in the circumferential position of the conrod bearing journals 19 and conrod bearing journals 26 the circumferential position of the connecting rod bearing pin 20.
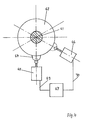
- a cam 62 is provided on a shaft 61 between the drive motor and chuck 2, which is connected to the shaft 61 in a rotationally fixed manner.
- the cam disk 62 is in turn equipped with a cam 64 which cooperates with a limit switch 65 which defines the basic position of the chuck 2 or the crankshaft 1 during loading and unloading and at the start of the first rolling process.
- a further limit switch 66 (FIG. 4) is provided for defining a second position of the course shafts.
- the limit switch 66 is arranged to the circumference of the cam disk 62 so that it can be actuated by the cam 64.
- the limit switches 65 and 66 are activated in the course of the workflow by the machine control 67, which can also be a CNC control, if necessary.
- the drive motor 4 and the limit switches 65 and 66 are connected to the machine control 67 via the lines 68, 69, 70.
- the cam disk 62 with the cam 64 and the limit switches 65, 66 it is also possible, for example, to use an angle rotary encoder which controls and monitors the position of the crankshaft.
- the rolling force of the main journal rolling device 13 and the opening and closing movement is applied with the aid of the rolling force cylinder 71.
- the main journal rolling devices 10, 11, 12 also have rolling force cylinders, which are not shown, however.
- the rolling force of the connecting rod bearing rolling device 23 and the opening and closing movement is applied with the aid of the rolling force cylinder 72.
- the connecting rod bearing journal rolling devices 21, 22 also have rolling force cylinders on, which are not shown.
- the connecting rod bearing rolling devices 21, 22, 23 must be dragged along by the connecting rod bearing journals when the connecting rod bearing journals are rolled and are therefore freely movable in the transverse plane to the axis of rotation 5.
- the connecting rod bearing journal rolling devices When inserting or removing a crankshaft, but also when changing the connecting rod bearing rolling devices from the connecting rod bearing journals 18, 19, 20 to the connecting rod bearing journals 24, 25, 26, it is necessary for the connecting rod bearing journal rolling devices to be fixed in a basic position. 2, the connecting rod bearing rolling device 23 is shown in this basic position.
- the connecting rod bearing rolling device 23 is fixed in this position by the lever 73, which, pivoted by the fluid cylinder 74 about the pivot point 75 in the direction 79, supports the connecting rod bearing rolling device 23 on the cam 76 and at the same time pivots the lever 77 around the pivot point 78 and latches onto the strut 80 leaves.
- the connecting rod bearing rolling device 23 can also be opened and closed with the aid of the roller cylinder 72, as can the connecting rod bearing rolling devices 21, 22. If this fixation is to be removed, the fluid cylinder 74 is acted upon by fluid such that the lever 73 pivots in the opposite direction 79. The cam 76 is released and lever 77 is simultaneously released from the strut 80. However, this fixation may only be released if the respective connecting rod bearing rolling device is attached to the crankshaft.
- the connecting rod bearing journal rolling devices 21, 22, 23 are in the longitudinal position, as shown in FIG. 1, and the longitudinal slide 44 lies against the stop 51 'and the support shaft 40 lies against the bearing block 41 with its stop 52.
- the longitudinal slide 44 is held in this position by the clamping means 82, 82 '.
- the cross slide 33 has moved away from the axis of rotation 5 and bears against the stop 55 'and the connecting rod bearing journal rolling devices are actuated by the fluid cylinder 74 and the other fluid cylinders not shown in the fixed basic position described above.
- the connecting rod bearing rolling devices 21 and 22 are aligned with the connecting rod bearing journals 18 and 19 lying in the basic position above the axis of rotation 5 and the connecting rod bearing journal rolling device 23 with the connecting rod bearing journals 20 lying in this basic position below the axis of rotation 5.
- the connecting rod bearing journal rolling device 23 is suspended correspondingly lower than the other two devices 21 and 22, as can be clearly seen, for example, in FIG. 1.
- the connecting rod bearing journal rolling devices can simply be held in a horizontal position, as shown in FIG. 2, and can simply be moved radially back and forth in the direction of arrow 54 without pivoting movement, in order to be in the contact position (FIG. 2) or in the removal position (FIG. 2 dash-dotted) to come.
- the main bearing and the connecting rod bearing rolling devices are open on the tool side 81 and the axis of rotation 5 is completely free.
- the cam disk 62 on the shaft 61 is set by the drive motor so that the cam 64 actuates the now activated limit switch 65 so that the defined loading position of the machine is set.
- a crankshaft 1 is fed into the machine by a loading device, which is not shown, in the position shown in FIG. 1 and is picked up by the chuck 2 and the center point 3.
- the cross slide 33 is then moved against the stop 55 with the aid of the fluid cylinder 50 and the connecting rod bearing journal rolling devices 21, 22, 23 are in the working position with their tools.
- the main and connecting rod bearing rolling devices are then applied with little force to the main bearing journals 6, 7, 8, 9 and the connecting rod bearing journals 18, 19, 20 with their tools.
- the position fixing of the connecting rod bearing rolling devices is released, so that the connecting rod bearing rolling devices can be moved freely and can be dragged about the axis of rotation 5.
- the rotation of the crank shaft 1 about the axis of rotation 5 is initiated via the drive motor 4. While the crankshaft 1 is rotating, the contact force of the rolling devices is increased to the required rolling force by the rolling force cylinders provided for this during a certain number of revolutions of the crankshaft 71.72 and the other rolling force cylinders not shown increased. After a predetermined number of crankshaft revolutions under full rolling force, the rotating force on all rolling devices is reduced to contact force with rotating crankshaft 1, the rotation of the crankshaft is switched off and crankshaft 1 is stopped.
- the crankshaft is stopped in the loading position.
- the loading position is achieved in that the cam 64 actuates the limit switch 65 which is now activated for switching off the drive motor 4 and which then switches off the drive motor 4.
- the drive motor 4 is then braked.
- the crankshaft 1 is now machined on all the main bearing journals and the three connecting rod bearing journals, namely on the connecting rod bearing journals 18, 19, 20. Now the connecting rod bearing journals 24, 25, 26 have to be machined.
- the connecting rod bearing journal rolling devices are now, as already described, fixed in their position with the aid of the fluid cylinder 74 and other fluid medium cylinders (not shown further) and opened on the tool side 81 by the rolling force cylinders. Then the cross slide 33 is pulled by the fluid cylinder 50 against the stop 55 '.
- the connecting rod bearing rolling devices then released the crankshaft. Thereafter, the clamping 82, 82 'of the longitudinal slide 44 is released and the longitudinal slide 44 and the support shaft 40 are actuated by the fluid cylinder 45 accommodated in the fork 60 with the angle levers 46, 47 and moved in the direction 43 against the stop 51. Then the clamp 82, 82 'is actuated again.
- the connecting rod bearing rolling devices 21, 22, 23 are now in a transverse plane or alignment with the connecting rod bearing journals 24, 25, 26.
- the crankshaft 1 must be rotated so that the conrod bearing journals 24, 25, 26 assume the above-described angular position, which matches the position of the conrod bearing journal rolling devices.
- the limit switch 66 is activated and the drive motor 4 is switched on via the machine control 67.
- the cam disk 63 rotates, the cam 64 actuates the limit switch 66, which then switches off the drive motor 4 again.
- the drive motor is then braked and the crankshaft 1 is in the required position.
- the cross slide 33 is then moved through the fluid cylinder 50 against the stop 55 and the Connecting rod bearing rolling devices are in the position for the second rolling process.
- the crankshaft 1 is now stopped by the limit switch 66, which is activated and is actuated by the cam 64 and triggers the command to switch off the drive motor 4.
- the position fixing of the connecting rod bearing rolling devices 21, 22, 23 is initiated again and the connecting rod bearing rolling devices 21, 22, 23 are opened again on the tool side.
- main journal rolling devices 10, 11, 12, 13 are opened on the tool side.
- the connecting rod bearing journal rolling devices 21, 22, 23 can then be moved away from the crankshaft 1 by the cross slide 33, in that the cross slide 33 is pulled by the fluid cylinder 50 against the stop 55 '.
- the crankshaft 1 can now be rotated again into the loading and unloading position with the aid of the drive motor 4 and can then be exchanged for another crankshaft to be rotated.
- the connecting rod bearing rolling devices 21, 22, 23 are then to be returned to the starting position shown in FIG. 1 in the longitudinal direction.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Transmission Devices (AREA)
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Glatt- bzw. Festwalzen von Lagerzapfen von mehrhübigen Kurbelwellen sowie eine Maschine zur Durchführung des Verfahrens.The invention relates to a method for smooth or deep rolling bearing journals of multi-stroke crankshafts and a machine for performing the method.
Es ist ganz allgemein bekannt, Lagerzapfen von mehrhübigen Kurbelwellen glattzuwalzen und festzuwalzen. Hierbei beschränkt sich die Festwalzoperation sehr häufig auf den Bereich des Übergangsradius zwischen Lagerzapfen und Kurbelwange. Dabei wird überwiegend angestrebt, sämtliche Lagerzapfen, also sowohl alle Hauptlagerzapfen als auch alle Pleuellagerzapfen, gleichzeitig zu walzen. Dies ist die wirtschaftlichste Methode, weil die Kurbelwelle mit einem einzigen Arbeitsgang fertig bearbeitet ist. Solche Maschinen wurden ursprünglich als Spezialmaschinen konstruiert und für eine einzige Kurbelwellenabmessung, also für einen einzigen, genau definierten Kurbelwellentyp ausgelegt. Diese Methode war immer dann unwirtschaftlich, wenn unterschiedliche Kurbelwellentypen, also Kurbelwellen mit unterschiedlichen Abmessungen, in kleineren Serien produziert und gewalzt werden sollten. Es war dann erforderlich, für jeden einzelnen Kurbelwellentyp auch eine entsprechende Walzmaschine bereitzustellen.It is generally known to smoothly roll and roll down journals of multi-stroke crankshafts. Here, the deep rolling operation is very often limited to the area of the transition radius between the journal and the crank arm. The main aim is to roll all bearing journals, i.e. both all main bearing journals and all connecting rod bearing journals, at the same time. This is the most economical method because the crankshaft is finished in a single operation. Such machines were originally designed as special machines and designed for a single crankshaft dimension, i.e. for a single, precisely defined crankshaft type. This method was always uneconomical when different crankshaft types, i.e. crankshafts with different dimensions, were to be produced and rolled in smaller series. It was then necessary to provide a corresponding rolling machine for each individual crankshaft type.
Um dem vorbeschriebenen Mangel zu entgehen, wurden umrüstbare Kurbelwellenwalzmaschinen bekannt (europ. Patentanmeldung Nr. 84 11 1186.7, Veröffentlichungs Nr. 0 167 659), die nun zwar nicht mehr sämtliche Lagerzapfen gleichzeitig walzen konnten, die aber leicht auf unterschiedliche Kurbelwellenabmessungen einzustellen waren und mit denen dann die unterschiedlichen Lagerzapfen sukzessive gewalzt werden konnten. Eine ähnliche Einrichtung ist ebenfalls mit der US-PS 4,290,238 bekannt geworden.
In beiden Fällen ist die Bearbeitung der Kurbelwellen sehr langsam und damit unwirtschaftlich.To avoid the above-mentioned shortcoming, convertible crankshaft rolling machines became known (European patent application no. 84 11 1186.7, publication no. 0 167 659), which could no longer roll all bearing journals at the same time, but which were easy to adjust to different crankshaft dimensions and with which the different bearing journals could then be rolled successively. A similar device is also known from US Pat. No. 4,290,238.
In both cases, machining the crankshafts is very slow and therefore uneconomical.
Bei allen bisher beschriebenen Maschinen des Standes der Technik sind die Lagerzapfenwalzgeräte so jeweils nebeneinander angeordnet, daß immer zwei unmittelbar benachbarte Lagerzapfen gleichzeitig gewalzt werden oder gewalzt werden können. Diese Art der Anordung der Walzwerkzeuge mit den Walzgeräten ist bei Kurbelwellen mit extrem eng nebeneinanderliegenden Pleuellagerzapfen nicht mehr möglich, weil kein ausreichender Platz besteht, um die Walzgeräte nebeneinander anzuordnen. In solchen Fällen bleibt nur die Möglichkeit, mit einem einzelnen Walzgerät mindestens für die Pleuellagerzapfen diese jeweils nacheinander einzeln zu walzen. Für eine Serienfertigung auch schon bei kleinen Stückzahlen ist eine solche Vorgehensweise völlig indiskutabel.In all of the prior art machines described so far, the journal rolling devices are each arranged side by side in such a way that two immediately adjacent bearing journals are always rolled or can be rolled. This type of arrangement of the rolling tools with the rolling devices is no longer possible in crankshafts with connecting rod journals lying extremely close to one another, because there is insufficient space to arrange the rolling devices next to one another. In such cases, the only option left is to use a single rolling device to roll the connecting rod bearing journals one after the other. Such a procedure is completely out of the question for series production even with small quantities.
Ausgehend von dem vorbeschriebenen Stand der Technik liegt der Erfindung somit die Aufgabe zugrunde, ein Verfahren und eine Maschine zur Durchführung des Verfahrens vorzuschlagen, mit dem bzw. der insbesondere solche Kurbelwellen mit extrem eng nebeneinanderliegenden Pleuellagerzapfen wirtschaftlich gewalzt werden können.Proceeding from the above-described prior art, the invention is therefore based on the object of proposing a method and a machine for carrying out the method, with which crankshafts, in particular, with connecting rod journals lying extremely closely next to one another can be economically rolled.
Ausgehend von einem Verfahren der eingangs beschriebenen Art, wird diese Aufgabe dadurch gelöst, daß alle Pleullagerzapfen in zwei Gruppen aufgeteilt und gruppenweise nacheinander gewalzt werden, wobei zu jeder Gruppe die jeweils nicht unmittelbar benachbarten Pleuellagerzapfen gehören. Auf diese Art und Weise müssen lediglich zwei Walzvorgänge trotz einer Vielzahl von Pleuellagerzapfen durchgeführt werden, und es wird gleichzeitig Platz geschaffen, um Walzgeräte anordnen zu können. Die Aufteilung in zwei Gruppen macht die Anordnung von nebeneinanderliegenden Walzgeräten wieder möglich, wobei die Tatsache, daß alle Pleuellagerzapfen in nur zwei Gruppen aufgeteilt sind, gleichzeitig dafür sorgt, daß nur zwei Walzvorgänge erforderlich sind, weil jeweils eine komplette Gruppe in einem Walzvorgang gewalzt werden kann. Gleichzeitig ist es möglich, während eines solchen Walzvorganges einer Gruppe von Pleuellagerzapfen gleichzeitig alle oder auch nur eine Gruppe der Hauptlagerzapfen zu walzen, so daß die zusätzliche Walzung der Hauptlagerzapfen nicht zusätzliche Zeit in Anspruch nimmt, sondern in der gleichen Zeit erfolgen kann, in der auch eine Gruppe der Pleuellagerzapfen gewalzt wird. Um jedoch den erforderlichen Platz für die Anordnung der Walzgeräte zu schaffen, ist es notwendig, daß die einzelnen Pleuellagerzapfen, die einer bestimmten Gruppe zugehören, nicht unmittelbar benachbart sind.Starting from a method of the type described at the outset, this object is achieved in that all the connecting rod bearing journals are divided into two groups and rolled in groups in succession, the connecting rod bearing journals not directly adjacent to each group belonging to each group. In this way, only two rolling operations have to be carried out despite a large number of connecting rod bearing journals, and space is simultaneously created in order to be able to arrange rolling devices. The division into two groups again makes it possible to arrange adjacent rolling devices, the fact that all the connecting rod journals are divided into only two groups at the same time ensures that only two rolling operations are required, because a complete group can be rolled in one rolling operation . At the same time, it is possible to roll all or even only one group of the main bearing journals simultaneously during such a rolling process of a group of connecting rod bearing journals, so that the additional rolling of the main bearing journals does not take additional time, but can take place in the same time in which a group of connecting rod bearings is also rolled. However, in order to create the necessary space for the arrangement of the rolling devices, it is necessary that the individual connecting rod bearing journals, which belong to a certain group, are not immediately adjacent.
Zur Durchführung des Verfahrens wird ausgegangen von einer Kurbelwellenfest- bzw. glattwalzmaschine mit einem Maschinenständer und mit Mitteln zum Aufnehmen und Drehantreiben mindestens einer mehrhübigen Kurbelwelle um eine Drehachse, sowie mit Walzwerkzeuge aufweisenden Hauptlagerzapfenwalzgeräten und mit mindestens zwei Walzwerkzeuge aufweisenden Pleuellagerzapfenwalzgeräten, die je in einer Ebene senkrecht zur Drehachse pendelfähig an einem Schlitten für eine Radialverschiebung und Radialpositionierung aufgehängt sind. Hierzu wird vorgeschlagen, daß die Pleuellagerzapfenwalzgeräte gemeinsam axial verschieblich zwischen zwei vorbestimmte oder vorbestimmbare Positionen angeordnet und in diesen Positionen fixierbar sind, wobei die Pleuellagerzapfenwalzgeräte untereinander einen solchen Abstand in Verschieberichtung aufweisen, daß sich in Arbeitsposition zwischen ihnen mindestens ein Pleuellagerzapfen befinden kann. Bei dieser Walzgeräteanordnung besteht genügend Platz zur Anordnung mindestens der Pleuellagerzapfenwalzgeräte nebeneinander für eine zu walzende Gruppe. Eine einfache Verschiebung macht es möglich, die zweite Gruppe von Pleuellagerzapfen zu walzen, womit der Walzvorgang bereits beendet ist. Die Verschiebung der Gruppe von Walzgeräten, die mindestens während dieser Verschiebung relativ zueinander starre Positionen einnehmen, kann durch einfache Schlitten erfolgen. Da nur zwei unterschiedliche Positionen eingefahren werden müssen, ist es möglich, diese Positionen auf einfache Weise durch Anschläge zu bestimmen. Hierbei können diese Anschläge durchaus auch verstellbar sein. In der jeweiligen Position kann der in dieser Position eingefahrene Schlitten z.B. durch Klemmung gehalten werden, oder aber dadurch, daß die verwendeten Verschiebemittel den Schlitten permanent gegen den Anschlag drücken. Die Verschiebung der Schlitten in die beiden unterschiedlichen Positionen kann kraftbetätigt erfolgen. Die Radialverschiebung der Pleuellagerzapfenwalzgeräte kann hierbei für jedes Gerät einzeln, aber auch für alle Geräte gemeinsam und gleichzeitig erfolgen. Im ersten Fall muß für jedes unabhängig verschiebbare Gerät ein Antrieb vorgesehen sein. Im zweiten Fall reicht ein Antrieb für alle Geräte.To carry out the method, it is assumed that a crankshaft fixed or smooth rolling machine with a machine stand and with means for receiving and rotating at least one multi-stroke crankshaft around an axis of rotation, as well as with main bearing journal rolling devices and with connecting rod bearing journal rolling devices having at least two rolling tools, each vertical in one plane are suspended on a slide for radial displacement and radial positioning in a manner capable of swinging. For this purpose, it is proposed that the connecting rod bearing rolling devices be arranged axially displaceably between two predetermined or predeterminable positions and fixable in these positions, the connecting rod bearing rolling devices being at such a distance from one another in the direction of displacement that at least one connecting rod bearing pin can be located between them in the working position. With this rolling device arrangement there is sufficient space for arranging at least the connecting rod bearing rolling devices next to one another for a group to be rolled. A simple shift makes it possible to roll the second group of connecting rod bearings, which has already ended the rolling process. The group of rolling devices which, at least during this movement, assume positions that are rigid relative to one another can be shifted by simple carriages. Since only two different positions have to be retracted, it is possible to easily determine these positions by means of stops. These stops can also be adjustable. In the respective position, the carriage retracted in this position can be held, for example, by clamping, or else by the displacement means used permanently pressing the carriage against the stop. The slides can be moved into the two different positions by power. The radial displacement of the connecting rod journal rolling devices can be done individually for each device, but also for all devices together and simultaneously. In the first case, a drive must be provided for each independently displaceable device. In the second case, one drive is sufficient for all devices.
Vorteilhafte Ausgestaltungen der Erfindung werden in den Unteransprüchen 2 sowie 4 bis 13 beschrieben.Advantageous embodiments of the invention are described in
Die Erfindung soll nun anhand der beigefügten Zeichnungen näher erläutert werden.The invention will now be explained in more detail with reference to the accompanying drawings.
Es zeigen:
Figur 1- Vorderansicht einer Kurbelwellenfest- bzw. glattwalzmaschine
Figur 2- Schnitt X-X nach
Figur 1 Figur 3- Kurbelwelle in vereinfachter Darstellung perspektivisch
Figur 4- Anordnung einer Nockenscheibe mit Endschaltern für die Bestimmung von Winkellagen
- Figure 1
- Front view of a crankshaft fixed or smooth rolling machine
- Figure 2
- Section XX of Figure 1
- Figure 3
- Perspective crankshaft in a simplified representation
- Figure 4
- Arrangement of a cam disc with limit switches for the determination of angular positions
In Figur 1 ist eine Kurbelwelle 1 in einem Maschinenständer 83 drehantreibbar aufgenommen von einem Spannfutter 2 und einer Körnerspitze 3. Angetrieben wird das Spannfutter 2 und damit die Kurbelwelle 1 von einem Antriebsmotor 4. Die Kurbelwelle 1 rotiert beim Antreiben um die Drehachse 5. An die Hauptlagerzapfen 6,7,8,9 der Kurbelwelle 1 sind Hauptlagerzapfenwalzgeräte 10,11,12,13 mit ihren Werkzeugen, die in Figur 1 nicht weiter dargestellt sind, angelegt. Aufbau und Funktionsweise solcher Werkzeuge sind bekannt und bedürfen daher keiner weiteren Erläuterung. Die Hauptlagerzapfenwalzgeräte 10,11,12,13 sind in ihrer Haupterstreckung etwa lotrecht angeordnet und werden an ihren unteren Enden in Lagerböcken 14,15,16,17 und an ihren oberen Enden jeweils in einer Federlagerung je Hauptlagergerät, von denen nur die obere Federlagerung 56 sowie die untere Federlagerung 87 des Hauptlagergerätes 13 dargestellt sind, bewegbar aufgenommen, um Toleranzen auszugleichen. An die Pleuellagerzapfen 18,19,20 der Kurbelwelle 1 sind die Pleulellagerzapfenwalzgeräte 21,22,23 angelegt. Die Pleuellagerzapfen 24,25,26 (siehe Fig. 3) sind noch nicht belegt. Die Pleuellagerzapfenwalzgeräte 21,22,23, sind in ihrer Haupterstreckung etwa waagerecht angeordnet und die Pleuellagerzapfenwalzgeräte sind zu den Hauptlagerzapfenwalzgeräten somit in einer rechtwinklig zu der Drehachse 5 verlaufenden Querebene winklig zueinander angeordnet. Dadurch wird erreicht, daß Haupt- und Pleuellagerzapfenwalzgeräte eng nebeneinander angeordnet werden können.In Figure 1, a
Die Pleuellagerzapfenwalzgeräte 21,22,23 sind an ersten Armen 27,28,29 (Fig.2) von den Hebeln 30,31,32 gelenkig aufgenommen und mit dem Querschlitten 33, der von dem Längsschlitten 44 getragen wird, gelenkig verbunden. Die zweiten Arme 34,35,36 der Pleuellagerzapfenwalzgeräte 21,22,23 sind durch die gelenkigen Stützmittel 37,38,39 mit einer Stützwelle 40 verbunden, die von Lagerböcken 41,42 axial verschieblich aufgenommen ist.The connecting rod bearing
In Richtung des Pfeils 43, parallel zur Drehachse 5, werden die Stützwellen 40 und der Längsschlitten 44 von einem eine doppelte Kolbenstange 84 aufweisenden Strömungsmittelzylinder 45, der in Gabeln 60 axial unverschieblich gehalten ist, mit Hilfe der Winkelhebel 46,47, die je mit ihrem einen Ende in Kulissen 48,49 eingreifen, synchron angetrieben. Natürlich können auch andere Antriebe für eine synchrone Verschiebung von Schlitten 44 und Stützwelle 40 verwendet werden. So können z.B. der Strömungsmittelzylinder 45 mit seiner doppelten Kolbenstange ersetzt werden durch einen Elektromotor, der eine axial ortsfest aber drehbar gelagerte Gewindemutter mit Gewindespindel antreibt, wobei dann die Gewindespindel die Aufgabe der doppelten Kolbenstange 84 übernimmt.
Es könnten auch für den Verschiebeantrieb von Schlitten 44 und Stützwelle 40 synchron gesteuerte Einzelantriebe vorgesehen sein. Die Winkelhebel 46 und 47 sind je im Bereich 85,86 ihrers Scheitels ortsfest aber schwenkbar gelagert.In the direction of
It could also be provided for the displacement drive of the
Der Querschlitten 33, der in dieser Maschinenausführung mit den Hebeln 30,31,32 die ersten Arme 27,28,29 eines jeden Pleuellagerzapfenwalzgerätes 21,22,23 trägt, wird quer zur Drehachse 5 in Richtung 54 von dem Strömungsmittelzylinder 50, der mit einem Ende am Längsschlitten 44 und mit der Kolbenstange 53 am Querschlitten 33 befestigt ist, bewegt. Anstelle dieses Gesamtantriebes für alle Pleuellagerzapfenwalzgeräte können selbstverständlich auch Einzelantriebe für jedes Gerät vorgesehen sein, so daß die einzelnen Geräte unabhängig voneinander und zu unterschiedlichen Zeiten verschiebbar sind.The
Die Längsbewegung in Richtung des Pfeils 43 bzw. die axiale Lage der Pleuellagerzapfenwalzgeräte wird von den Anschlägen 51,51' bestimmt. Die Querbewegung in Richtung des Pfeils 54 bzw. die Lage der Pleuellagerzapfenwalzgeräte quer zur Drehachse 5 wird von den Anschlägen 55, 55' begrenzt.The longitudinal movement in the direction of
In Figur 3 ist eine Kurbelwelle 1 in vereinfachter Darstellung in der Lage dargestellt, wie sie in Fig. 1 im Spannfutter 2 und von der Körnerspitze 3 aufgenommen ist. Spannfutter 2 und Körnerspitze 3 sind jedoch in Fig. 3 nicht dargestellt.In FIG. 3, a
Beim ersten Walzvorgang an der Kurbelwelle 1 sind die jeweils zugeordneten Walzgeräte an alle Hauptlagerzapfen 6,7,8,9 sowie an Pleuellagerzapfen 18,19,20 angelegt. Die Pleuellagerzapfen 18,19,20 sind am Umfang der Kurbelwelle untereinander im Winkel von 120o versetzt, jedoch zu den Pleuellagerzapfen 24,25,26 im Winkel von 60o versetzt angeordnet.During the first rolling process on the
Die Pleuellagerzapfenwalzgeräte 21,22,23 sind mit ihren bekannten und nicht weiter dargestellten Werkzeugen so aufgehängt und abgestützt. daß sie beim Walzen der Pleuellagerzapfen 18,19,20 und 24,25,26 frei um die Drehachse 5 auf der Kreisbahn 63 (Fig. 2) den entsprechenden Pleuellagerzapfen folgen können.The connecting rod bearing
Da die Kurbelwelle 1 beim Be- und Entladen immer eine definierte gleiche Stellung einnimmt, nach der auch die Pleuellagerzapfenwalzgeräte 21,22,23 bezogen auf die Pleuellagerzapfen 18,19,20 ausgerichtet werden, ist es erforderlich, die Kurbelwelle für den zweiten Walzvorgang, bei dem die Pleuellagerzapfen 24,25,26 gewalzt werden, in die entsprechende Position für die ausgerichteten Walzgeräte zu drehen. Die Kurbelwelle 1 wird somit so gedreht, daß die Pleuellagerzapfen 24,25,26 die ursprüngliche Umfangslage der Pleuellagerzapfen 18,19,20 einnehmen, nämlich Pleuellagerzapfen 24 in die Umfangslage des Pleuellagerzapfens 18, Pleuellagerzapfen 25 in die Umfangslage des Pleuellagerzapfens 19 und Pleuellagerzapfen 26 in die Umfangslage des Pleuellagerzapfens 20. Hierzu ist auf einer Welle 61 zwischen Antriebsmotor und Spannfutter 2 eine Nockenscheibe 62 vorgesehen, die mit der Welle 61 drehfest verbunden ist. Die Nockenscheibe 62 wiederum ist mit einem Nocken 64 ausgestattet, der mit einem Endschalter 65, der die Grundstellung des Spannfutters 2 bzw. der Kurbelwelle 1 beim Be- und Entladen und bei Beginn des ersten Walzvorganges definiert, zusammenarbeitet. Ein weiterer Endschalter 66 (Fig. 4) ist vorgesehen zum Definieren einer zweiten Lage der Kurbewellen. Der Endschalter 66 ist zum Umfang der Nockenscheibe 62 so angeordnet, daß er durch den Nocken 64 betätigt werden kann. Die Endschalter 65 und 66 werden im Verlaufe des Arbeitsablaufs von der Maschinensteuerung 67, die auch eine CNC-Steuerung sein kann, bei Bedarf aktiviert.
Der Antriebsmotor 4 und die Endschalter 65 und 66 sind über die Leitungen 68,69,70 mit der Maschinensteuerung 67 verbunden. Anstelle der Nockenscheibe 62 mit dem Nocken 64 und den Endschaltern 65, 66 kann auch z.B. ein Winkeldrehgeber eingesetzt werden, der die Stellung der Kurbelwelle ansteuert und überwacht.Since the
The
Die Walzkraft des Hauptlagerzapfenwalzgerätes 13 und die Öffnungs- und Schließbewegung wird mit Hilfe des Walzkraftzylinders 71 aufgebracht. Die Hauplagerzapfenwalzgeräte 10,11,12 weisen ebenfalls Walzkraftzylinder auf, die jedoch nicht weiter dargestellt sind. Die Walzkraft des Pleuellagerzapfenwalzgerätes 23 und die Öffnungs- und Schließbewegung wird mit Hilfe des Walzkraftzylinders 72 aufgebracht. Die Pleuellagerzapfenwalzgeräte 21,22 weisen ebenfalls Walzkraftzylinder auf, die jedoch nicht weiter dargestellt sind.The rolling force of the main
Die Pleuellagerzapfenwalzgeräte 21,22,23 müssen beim Walzen der Pleuellagerzapfen von den Pleuellagerzapfen mitgeschleppt werden und sind deshalb in der Querebene zur Drehachse 5 frei beweglich aufgehängt. Beim Einlegen oder Entnehmen einer Kurbelwelle, jedoch auch beim Wechseln der Pleullagerzapfenwalzgeräte von den Pleuellagerzapfen 18,19,20 auf die Pleuellagerzapfen 24,25,26 ist es erforderlich, daß die Pleuellagerzapfenwalzgeräte in einer Grundstellung fixiert sind. In Fig. 2 ist das Pleuellagerzapfenwalzgerät 23 in dieser Grundstellung dargestellt. Fixiert in dieser Stellung wird das Pleuellagerzapfenwalzgerät 23 durch den Hebel 73, der durch den Strömungsmittelzylinder 74 um den Drehpunkt 75 in Richtung 79 geschwenkt das Pleuellagerzapfenwalzgerät 23 am Nocken 76 abstützt und dabei gleichzeitig den Hebel 77 um den Drehpunkt 78 schwenkt und an der Strebe 80 einrasten läßt.The connecting rod bearing rolling
In dieser fixierten Stellung kann das Pleuellagerzapfenwalzgerät 23 mit Hilfe des Walzkraftzylinders 72 auch geöffnet und geschlossen werden, ebenso die Pleuellagerzapfenwalzgeräte 21,22. Soll diese Fixierung aufgehoben werden, wird der Strömungsmittelzylinder 74 so mit Strömungsmittel beaufschlagt, daß der Hebel 73 entgegen der Richtung 79 schwenkt. Dabei wird der Nocken 76 freigegeben und gleichzeitig Hebel 77 von der Strebe 80 gelöst. Diese Fixierung darf allerdings nur dann gelöst werden, wenn das jeweilige Pleuellagerzapfenwalzgerät an die Kurbewelle angelegt ist.In this fixed position, the connecting rod bearing rolling
Nachfolgend soll ein Walzvorgang an einer Kurbewelle beschrieben werden.
Die Pleuellagerzapfenwalzgeräte 21,22,23 befinden sich in der Längsstellung, wie in Fig. 1 dargestellt, und der Längsschlitten 44 liegt am Anschlag 51' und die Stützwelle 40 liegt mit ihrem Anschlag 52 am Lagerbock 41 an. Der Längsschlitten 44 ist in dieser Stellung von den Klemmmitteln 82, 82' gehalten. Der Querschlitten 33 ist von der Drehachse 5 weggefahren und liegt am Anschlag 55' an und die Pleuellagerzapfenwalzgeräte sind durch Betätigung des Strömungsmittelzylinders 74 und den anderen nicht weiter dargestellten Strömingsmittelzylindern in der vorbeschriebenen Grundstellung fixiert. Hierbei sind bei der im Beispiel dargestellten sechshübigen Kurbelwelle die Pleuellagerzapfenwalzgeräte 21 und 22 auf die in Grundstellung oberhalb der Drehachse 5 liegenden Pleuellagerzapfen 18 und 19 und das Pleuellagerzapfenwalzgerät 23 auf den in dieser Grundstellung unterhalb der Drehachse 5 liegenden Pleuellagerzapfen 20 ausgerichtet. Hierzu ist das Pleuellagerzapfenwalzgerät 23 entsprechend tiefer als die beiden anderen Geräte 21 und 22 aufgehängt, wie dies z.B. in Fig. 1 deutlich zu sehen ist. Hierdurch können die Pleuellagerzapfenwalzgeräte einfach in waagerechter Lage -wie in Fig. 2 dargestellt- gehalten werden und können ohne Schwenkbewegung einfach radial in Richtung des Pfeils 54 hin und her verschoben werden, um in Anlageposition (Fig. 2) oder in Entnahmeposition (Fig. 2 strichpunktiert) zu kommen.A rolling process on a spa shaft will be described below.
The connecting rod bearing
Die Hauptlagerzapfen- und die Pleuellagerzapfenwalzgeräte sind an der Werkzeugseite 81 geöffnet und die Drehachse 5 ist vollkommen frei. Die Nockenscheibe 62 auf der Welle 61 ist vom Antriebsmotor so gestellt, daß der Nocken 64 den jetzt aktivierten Endschalter 65 betätigt, so daß die definierte Beschickungsstellung der Maschine eingestellt ist. Eine Kurbelwelle 1 wird von einer Beschickungseinrichtung, die nicht dargestellt ist, in der Lage, wie in Fig. 1 gezeigt, in die Maschine eingegeben und vom Spannfutter 2 und der Körnerspitze 3 aufgenommen. Anschließend wird der Querschlitten 33 mit Hilfe des Strömungsmittelzylinders 50 gegen den Anschlag 55 gefahren und die Pleuellagerzapfenwalzgeräte 21,22,23 befinden sich mit ihren Werkzeugen in der Arbeitsstellung. Die Haupt- und Pleuellagerzapfenwalzgeräte werden dann mit geringer Kraft mit ihren Werkzeugen an die Hauptlagerzapfen 6,7,8,9 und die Pleuellagerzapfen 18,19.20 angelegt. Gleichzeitig wird die Lagefixierung der Pleuellagerzapfenwalzgeräte gelöst, so daß die Pleuellagerzpafenwalzgeräte frei bewegbar sind und um die Drehachse 5 mitgeschleppt werden können. Ebenfalls gleichzeitig wird die Rotation der Kurbewelle 1 um die Drehachse 5 über Antriebsmotor 4 eingeleitet. Während die Kurbelwelle 1 rotiert, wird während einer bestimmten Anzahl von Umdrehungen der Kurbewelle die Anlagekraft der Walzgeräte auf die erforderliche Walzkraft durch die dafür vorgesehenen Walzkraftzylinder 71,72 und den anderen nicht weiter dargestellten Walzkraftzylindern erhöht. Nach einer vorgegebenen Anzahl von Kurbelwellenumdrehungen unter voller Walzkraft wird bei rotierender Kurbelwelle 1 die Walzkraft an allen Walzgeräten auf Anlagekraft abgesenkt, die Rotation der Kurbelwelle abgeschaltet und die Kurbelwelle 1 stillgesetzt. Das Stillsetzten der Kurbelwelle erfolgt in der Beschickungsstellung. Die Beschickungsstellung wird dadurch erreicht, daß der Nocken 64 den jetzt für das Abschalten des Antriebsmotors 4 aktivierten Endschalter 65 betätigt, der dann den Antriebsmotor 4 abschaltet. Der Antriebsmotor 4 wird dann gebremst. Die Kurbelwelle 1 ist jetzt an allen Hauptlagerzapfen und den drei Pleuellagerzapfen, nämlich an den Pleuellagerzapfen 18,19,20 bearbeitet. Jetzt müssen noch die Pleuellagerzapfen 24,25,26 bearbeitet werden. Die Pleuellagerzapfenwalzgeräte werden jetzt, wie schon vorbeschrieben, mit Hilfe des Strömungsmittelzylinders 74 und anderer, nicht weiter dargestellter Strömumgsmittelzylinder in ihrer Lage fixiert und durch die Walzkraftzylinder an der Werkzeugseite 81 geöffnet. Dann wird der Querschlitten 33 durch den Strömungsmittelzylinder 50 gegen den Anschlag 55' gezogen. Die Pleuellagerzapfenwalzgeräte haben dann die Kurbelwelle freigegeben. Danach wird die Klemmung 82, 82' des Längsschlittens 44 gelöst und der Längsschlitten 44 und die Stützwelle 40 werden durch den in der Gabel 60 aufgenommenen Ströungsmittelzylinder 45 mit den Winkelhebeln 46,47 betätigt und in Richtung 43 gegen den Anschlag 51 gefahren. Danach wird die Klemmung 82,82' wieder betätigt.The main bearing and the connecting rod bearing rolling devices are open on the
Die Pleuellagerzapfenwalzgeräte 21,22,23 befinden sich jetzt mit den Pleuellagerzapfen 24,25,26 in einer Querebene oder Fluchtung. Nun muß die Kurbelwelle 1 gedreht werden, damit die Pleuellagerzapfen 24,25,26 die schon vorbeschriebene Winkellage einnehmen, die zu der Stellung der Pleuellagerzapfenwalzgeräte paßt. Dafür wird der Endschalter 66 aktiviert und der Antriebsmotor 4 über die Maschinensteuerung 67 eingeschaltet. Der Nocken 64 betätigt beim Umlauf der Nockenscheibe 63 den Endschalter 66, der dann den Antriebsmotor 4 wieder abschaltet. Der Antriebsmotor wird dann abgebremst und die Kurbelwelle 1 befindet sich in der erforderlichen Lage. Der Querschlitten 33 wird dann durch den Strömungsmittelzylinder 50 gegen den Anschlag 55 gefahren und die Pleuellagerzapfenwalzgeräte befinden sich in der Position für den zweiten Walzvorgang. Nur die Pleuellagerzapfenwalzgeräte 21,22,23 werden jetzt mit geringer Kraft mit Hilfe ihrer Walzkraftzylinder 72 mit ihren Werkzeugen an die Pleuellagerzapfen 24,25,26 angelegt. Gleichzeitig wird die Lagefixierung der Pleuellagerzapfenwalzgeräte aufgehoben und die Rotation der Kurbewelle 1 um die Drehachse 5 wird über Antriebsmotor 4 eingeleitet. Während die Kurbelwelle rotiert, wird während einer bestimmten Anzahl von Umdrehungen der Kurbelwelle die geringe Anlagekraft auf die erforderliche Walzkraft durch die dafür vorgesehenen Walzkraftzylinder erhöht. Nach einer vorgegebenen Anzahl Kurbewellenumdrehungen bei voller Walzkraft wird bei rotierender Kurbelwelle 1 die Walzkraft an den Pleuellagerzapfenwalzgeräten 21,22,23 während einer bestimmten Anzahl von Kurbewellenumdrehungen auf Anlegekraft abgesenkt und die Rotation der Kurbelwelle stillgesetzt. Das Stillsetzten der Kurbelwelle 1 erfolgt jetzt über den Endschalter 66, der aktiviert ist und der durch den Nocken 64 betätigt wird und den Befehl zum Abschalten des Antriebsmotors 4 auslöst. Die Lagefixierung der Pleuellagerzapfenwalzgeräte 21,22,23 wird wieder eingeleitet und die Pleuellagerzapfenwalzgeräte 21,22,23 werden werkzeugseitig wieder geöffnet. Gleichzeitig werden auch Hauptlagerzapfenwalzgeräte 10,11,12,13 werkzeugseitig geöffnet. Die Pleuellagerzapfenwalzgeräte 21,22,23 sind dann durch den Querschlitten 33 von der Kurbelwelle 1 wegzufahren, indem der Querschlitten 33 von dem Strömungsmittelzylinder 50 gegen den Anschlag 55' gezogen wird. Die Kurbewelle 1 ist nun nochmals mit Hilfe des Antriebsmotors 4 in die Be- und Entladestellung zu drehen und kann dann gegen eine andere zu drehende Kurbelwelle ausgetauscht werden. Für einen nächsten Arbeitsgang sind die Pleuellagerzapfenwalzgeräte 21,22,23 dann in die in Fig. 1 dargestellte Ausgangslage in Längsrichtung zurückzufahren.The connecting rod bearing rolling
- 11
- Kurbelwellecrankshaft
- 22nd
- SpannfutterChuck
- 33rd
- KörnerspitzeCenter point
- 44th
- AntriebsmotorDrive motor
- 55
- DrehachseAxis of rotation
- 66
- HauptlagerzapfenMain bearing journal
- 77
- HauptlagerzapfenMain bearing journal
- 88th
- HauptlagerzapfenMain bearing journal
- 99
- HauptlagerzapfenMain bearing journal
- 1010th
- HauptlagerzapfenwalzgeräteMain journal rolling machines
- 1111
- HauptlagerzapfenwalzgeräteMain journal rolling machines
- 1212
- HauptlagerzapfenwalzgeräteMain journal rolling machines
- 1313
- HauptlagerzapfenwalzgeräteMain journal rolling machines
- 1414
- LagerbockBearing block
- 1515
- LagerbockBearing block
- 1616
- LagerbockBearing block
- 1717th
- LagerbockBearing block
- 1818th
- PleuellagerzapfenConnecting rod bearing journal
- 1919th
- PleuellagerzapfenConnecting rod bearing journal
- 2020th
- PleuellagerzapfenConnecting rod bearing journal
- 2121
- PleuellagerzapfenwalzgeräteConnecting rod bearing rolling machines
- 2222
- PleuellagerzapfenwalzgeräteConnecting rod bearing rolling machines
- 2323
- PleuellagerzapfenwalzgeräteConnecting rod bearing rolling machines
- 2424th
- PleuellagerzapfenConnecting rod bearing journal
- 2525th
- PleuellagerzapfenConnecting rod bearing journal
- 2626
- PleuellagerzapfenConnecting rod bearing journal
- 2727th
- erster Armfirst arm
- 2828
- erster Armfirst arm
- 2929
- erster Armfirst arm
- 3030th
- Hebellever
- 3131
- Hebellever
- 3232
- Hebellever
- 3333
- QuerschlittenCross slide
- 3434
- zweiter Armsecond arm
- 3535
- zweiter Armsecond arm
- 3636
- zweiter Armsecond arm
- 3737
- StützmittelProppant
- 3838
- StützmittelProppant
- 3939
- StützmittelProppant
- 4040
- StützwelleSupport shaft
- 4141
- LagerbockBearing block
- 4242
- LagerbockBearing block
- 4343
- Pfeilarrow
- 4444
- Schlittencarriage
- 4545
- StrömungsmittelzylinderFluid cylinder
- 4646
- WinkelhebelAngle lever
- 4747
- WinkelhebelAngle lever
- 4848
- KulisseBackdrop
- 4949
- KulisseBackdrop
- 5050
- StrömungsmittelzylinderFluid cylinder
- 5151
- Anschlagattack
- 51'51 '
- Anschlagattack
- 5252
- Anschlagattack
- 52'52 '
- Anschlagattack
- 5353
- KolbenstangePiston rod
- 5454
- Pfeilarrow
- 5555
- Anschlagattack
- 55'55 '
- Anschlagattack
- 5656
- FederlagerungSpring bearing
- 5757
- unbenutztunused
- 5858
- unbenutztunused
- 5959
- unbenutztunused
- 6060
- Gabelfork
- 6161
- Wellewave
- 6262
- NockenscheibeCam disc
- 6363
- KreisbahnCircular path
- 6464
- Nockencam
- 6565
- EndschalterLimit switch
- 6666
- EndschalterLimit switch
- 6767
- MaschinensteuerungMachine control
- 6868
- Leitungmanagement
- 6969
- Leitungmanagement
- 7070
- Leitungmanagement
- 7171
- WalzkraftzylinderRolling force cylinder
- 7272
- WalzkraftzylinderRolling force cylinder
- 7373
- Hebellever
- 7474
- StrömungsmittelzylinderFluid cylinder
- 7575
- Drehpunktpivot point
- 7676
- Nockencam
- 7777
- Hebellever
- 7878
- Drehpunktpivot point
- 7979
- Richtungdirection
- 8080
- Strebestrut
- 8181
- WerkzeugseiteTool side
- 8282
- KlemmittelClamping means
- 82'82 '
- KlemmittelClamping means
- 8383
- MaschinenständerMachine stand
- 8484
- doppelte Kolbenstangedouble piston rod
- 8585
- Bereich des ScheitelsArea of the vertex
- 8686
- Bereich des ScheitelsArea of the vertex
- 8787
- untere Federlagerunglower spring bearing
Claims (14)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP90111303A EP0461293B1 (en) | 1990-06-15 | 1990-06-15 | Method for rolling of crankshafts with different eccentricities and machine for carrying out this method |
| DE90111303T DE59004629D1 (en) | 1990-06-15 | 1990-06-15 | Process for smooth or deep rolling of multi-stroke crankshafts and machine for carrying out the process. |
| JP2323373A JPH0780028B2 (en) | 1990-06-15 | 1990-11-28 | Roller finishing method for smoothing or hardening a crankshaft for multiple cylinders and machine for carrying out this method |
| US07/691,388 US5138859A (en) | 1990-06-15 | 1991-04-25 | Method and apparatus for smooth-rolling and deep-rolling multi-stroke crankshafts |
| US08/289,189 USRE35519E (en) | 1990-06-15 | 1994-08-11 | Method and apparatus for smooth-rolling and deep-rolling multi-stroke crankshafts |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP90111303A EP0461293B1 (en) | 1990-06-15 | 1990-06-15 | Method for rolling of crankshafts with different eccentricities and machine for carrying out this method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0461293A1 true EP0461293A1 (en) | 1991-12-18 |
| EP0461293B1 EP0461293B1 (en) | 1994-02-16 |
Family
ID=8204100
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90111303A Expired - Lifetime EP0461293B1 (en) | 1990-06-15 | 1990-06-15 | Method for rolling of crankshafts with different eccentricities and machine for carrying out this method |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US5138859A (en) |
| EP (1) | EP0461293B1 (en) |
| JP (1) | JPH0780028B2 (en) |
| DE (1) | DE59004629D1 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0661137A1 (en) * | 1994-01-03 | 1995-07-05 | HEGENSCHEIDT-MFD GmbH | Apparatus for rolling engine crankshaft journals, tool and method for rolling of adjacent and staggered crankshaft journals |
| EP0683012A1 (en) * | 1994-05-13 | 1995-11-22 | HEGENSCHEIDT-MFD GmbH | Metal rolling machine with opposite rows of claw units for machining a centered workpiece and method for rolling rotary grooves of a workpiece |
| WO2007137762A1 (en) * | 2006-05-26 | 2007-12-06 | Niles-Simmons Industrieanlagen Gmbh | Method of machining the bearing seats of the main and rod bearings of crankshafts |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5575167A (en) * | 1994-01-03 | 1996-11-19 | Hegenscheidt Corporation | Deep rolling split-pin fillets of crankshafts |
| US5493761A (en) * | 1994-10-24 | 1996-02-27 | Ingersoll Cm Systems, Inc. | Apparatus for fillet rolling of crankshafts |
| US5806184A (en) * | 1996-08-21 | 1998-09-15 | Lonero Engineering Company, Inc. | Process to manufacture upper work roll products |
| US5699692A (en) * | 1996-10-30 | 1997-12-23 | Lonero Engineering Co., Inc. | Tool mechanisms for deep rolling machines |
| DE19722308C1 (en) * | 1997-05-28 | 1998-04-16 | Hegenscheidt Mfd Gmbh | Static cylinder machine for crankshafts |
| US6895793B2 (en) * | 2000-11-22 | 2005-05-24 | Ingersoll Cm Systems Llc | Apparatus and method for rolling workpieces |
| DE50204743D1 (en) * | 2001-05-28 | 2005-12-08 | Hegenscheidt Mfd Gmbh & Co Kg | Device for deep rolling punctures and radii of bearings of crankshafts |
| DE102005014998B4 (en) * | 2005-04-01 | 2007-04-05 | Hegenscheidt-Mfd Gmbh & Co. Kg | Deep rolling machine for crankshafts |
| US7188497B2 (en) * | 2005-04-07 | 2007-03-13 | International Engine Intellectual Property Company, Llc | Method for straightening an eccentric shaft |
| US9316151B2 (en) * | 2011-02-18 | 2016-04-19 | GM Global Technology Operations LLC | Engine assembly including crankshaft for V8 arrangement |
| CN102785056B (en) * | 2012-08-08 | 2015-10-28 | 武汉理工大学 | The connecting rod neck roll extrusion caliper structure of automatic crankshaft fillet rolling machine |
| CN103447778B (en) * | 2013-05-23 | 2018-03-06 | 浙江伟林机械零部件有限公司 | A kind of processing technology of heavy truck engine crankshaft |
| CN104088890B (en) * | 2014-07-22 | 2016-05-11 | 长治市永华机械有限公司 | Etc. angle of distribution hydraulic cylinder type motor bent axle |
| CN111152105B (en) * | 2019-12-30 | 2021-04-06 | 江苏万力机械股份有限公司 | Crankshaft polishing device with strong adaptability and using method thereof |
| CN112032184B (en) * | 2020-08-31 | 2022-09-02 | 牛永江 | Inlay type eccentric wheel device |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3108746A1 (en) * | 1981-03-07 | 1982-09-30 | Wilhelm Hegenscheidt, Gmbh, 5140 Erkelenz | Crank-shaft deep-rolling or burnishing machine |
| EP0167659A1 (en) * | 1984-07-09 | 1986-01-15 | Toyoda Koki Kabushiki Kaisha | Device for rolling fillets of journals and crankpins |
| EP0213256A2 (en) * | 1985-08-30 | 1987-03-11 | Wilhelm Hegenscheidt Gesellschaft mbH | Burnishing device |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4290238A (en) * | 1979-12-18 | 1981-09-22 | Industrial Metal Products Corporation | Universal crankshaft finishing machine |
| DE3224268C1 (en) * | 1982-06-28 | 1984-01-05 | Wilhelm Hegenscheidt Gmbh, 5140 Erkelenz | Machine for machining crankshafts |
| JP2682565B2 (en) * | 1988-01-18 | 1997-11-26 | 富士重工業株式会社 | Crankshaft fillet roll hanging device |
-
1990
- 1990-06-15 DE DE90111303T patent/DE59004629D1/en not_active Expired - Fee Related
- 1990-06-15 EP EP90111303A patent/EP0461293B1/en not_active Expired - Lifetime
- 1990-11-28 JP JP2323373A patent/JPH0780028B2/en not_active Expired - Fee Related
-
1991
- 1991-04-25 US US07/691,388 patent/US5138859A/en not_active Ceased
-
1994
- 1994-08-11 US US08/289,189 patent/USRE35519E/en not_active Expired - Lifetime
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3108746A1 (en) * | 1981-03-07 | 1982-09-30 | Wilhelm Hegenscheidt, Gmbh, 5140 Erkelenz | Crank-shaft deep-rolling or burnishing machine |
| EP0167659A1 (en) * | 1984-07-09 | 1986-01-15 | Toyoda Koki Kabushiki Kaisha | Device for rolling fillets of journals and crankpins |
| EP0213256A2 (en) * | 1985-08-30 | 1987-03-11 | Wilhelm Hegenscheidt Gesellschaft mbH | Burnishing device |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0661137A1 (en) * | 1994-01-03 | 1995-07-05 | HEGENSCHEIDT-MFD GmbH | Apparatus for rolling engine crankshaft journals, tool and method for rolling of adjacent and staggered crankshaft journals |
| EP0683012A1 (en) * | 1994-05-13 | 1995-11-22 | HEGENSCHEIDT-MFD GmbH | Metal rolling machine with opposite rows of claw units for machining a centered workpiece and method for rolling rotary grooves of a workpiece |
| WO2007137762A1 (en) * | 2006-05-26 | 2007-12-06 | Niles-Simmons Industrieanlagen Gmbh | Method of machining the bearing seats of the main and rod bearings of crankshafts |
| US8020293B2 (en) | 2006-05-26 | 2011-09-20 | Niles-Simmons Industrieanlagen Gmbh | Method for machining the bearing seats of the main and rod bearings of crankshafts |
| CN101448593B (en) * | 2006-05-26 | 2012-09-05 | 奈尔斯-西蒙斯工业设备有限责任公司 | Method of machining the bearing seats of the main and rod bearings of crankshafts |
Also Published As
| Publication number | Publication date |
|---|---|
| USRE35519E (en) | 1997-05-27 |
| EP0461293B1 (en) | 1994-02-16 |
| US5138859A (en) | 1992-08-18 |
| JPH0452037A (en) | 1992-02-20 |
| DE59004629D1 (en) | 1994-03-24 |
| JPH0780028B2 (en) | 1995-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0461293B1 (en) | Method for rolling of crankshafts with different eccentricities and machine for carrying out this method | |
| DE4446475C2 (en) | Method and machine for machining workpieces | |
| DE2840773C2 (en) | Holding and guiding cage for the mandrel of a rolling mill | |
| EP1179415A2 (en) | Longitudinal machine for the working of corrugated paperboard | |
| DE3210630A1 (en) | AUTOMATIC FEEDING DEVICE FOR ROD MATERIAL FOR MACHINE TOOLS | |
| DE2608764C2 (en) | Device for centering glass panes on the work table of a machine | |
| DE2143780A1 (en) | Tool changing device for machine tools | |
| EP0881041B1 (en) | Burnishing machine for crankshafts | |
| DE2013836A1 (en) | Machine tool | |
| DE2163499A1 (en) | MACHINE TOOL WITH AUTOMATIC TOOL CHANGING DEVICE | |
| EP0154349A2 (en) | Device for exchanging tools or the like at the spindle of a machine tool | |
| DE69416919T2 (en) | Cutting machine for the automatic cutting and turning of pipes | |
| DE4329610A1 (en) | Machining center for crankshafts | |
| DE102006058221A1 (en) | Machine tool for machining workpieces | |
| DE69109819T2 (en) | Machine and method for rolling and winding tubular sleeves made of elastomer with reinforcing fibers. | |
| WO2016083086A1 (en) | Device and method for flow-forming workpieces | |
| DE4031997A1 (en) | MACHINE TOOL | |
| DE2914557A1 (en) | DEVICE FOR PLACING AN ELASTOMER FILLING PIECE ON THE Bead Core of a Tire | |
| DE3333603C2 (en) | ||
| DE3108746C2 (en) | Crankshaft fixed or roller burnishing machine | |
| DE2319092C3 (en) | Brush making machine | |
| DE69706974T3 (en) | grinding machine | |
| DE4207114C2 (en) | Tool changing device | |
| DE2420584C3 (en) | Winding machine for tape material or the like. | |
| DE9213786U1 (en) | Tool changer |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19920605 |
|
| 17Q | First examination report despatched |
Effective date: 19920911 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19940215 |
|
| REF | Corresponds to: |
Ref document number: 59004629 Country of ref document: DE Date of ref document: 19940324 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20040506 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20040609 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20040629 Year of fee payment: 15 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050615 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20050615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20060228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20050615 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20060228 |