EP0451048A1 - Procédé et installation de séchage et de dégazage de poudres - Google Patents
Procédé et installation de séchage et de dégazage de poudres Download PDFInfo
- Publication number
- EP0451048A1 EP0451048A1 EP91400894A EP91400894A EP0451048A1 EP 0451048 A1 EP0451048 A1 EP 0451048A1 EP 91400894 A EP91400894 A EP 91400894A EP 91400894 A EP91400894 A EP 91400894A EP 0451048 A1 EP0451048 A1 EP 0451048A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- hourglass
- powder
- compartment
- enclosure
- unloading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000843 powder Substances 0.000 title claims abstract description 80
- 238000007872 degassing Methods 0.000 title claims abstract description 21
- 238000000034 method Methods 0.000 title claims abstract description 17
- 238000001035 drying Methods 0.000 title claims description 16
- 238000003860 storage Methods 0.000 claims abstract description 4
- 238000011144 upstream manufacturing Methods 0.000 claims abstract description 3
- 238000009434 installation Methods 0.000 claims description 32
- 238000011068 loading method Methods 0.000 claims description 27
- 238000010438 heat treatment Methods 0.000 claims description 12
- 238000013519 translation Methods 0.000 claims description 8
- 238000002156 mixing Methods 0.000 claims description 6
- 230000005484 gravity Effects 0.000 claims description 5
- 230000010355 oscillation Effects 0.000 claims description 5
- 230000008878 coupling Effects 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 claims description 3
- 238000005859 coupling reaction Methods 0.000 claims description 3
- 238000002955 isolation Methods 0.000 claims description 3
- 238000003756 stirring Methods 0.000 claims description 2
- 238000001513 hot isostatic pressing Methods 0.000 abstract description 3
- 238000004519 manufacturing process Methods 0.000 abstract description 2
- 244000035744 Hura crepitans Species 0.000 abstract 4
- 238000011049 filling Methods 0.000 description 5
- 238000012546 transfer Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 238000005299 abrasion Methods 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 2
- 238000013019 agitation Methods 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 238000004320 controlled atmosphere Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 238000007596 consolidation process Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000000280 densification Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005538 encapsulation Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000001939 inductive effect Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 239000011214 refractory ceramic Substances 0.000 description 1
- 239000003870 refractory metal Substances 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 238000012552 review Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 231100000331 toxic Toxicity 0.000 description 1
- 230000002588 toxic effect Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images




Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B11/00—Machines or apparatus for drying solid materials or objects with movement which is non-progressive
- F26B11/02—Machines or apparatus for drying solid materials or objects with movement which is non-progressive in moving drums or other mainly-closed receptacles
- F26B11/04—Machines or apparatus for drying solid materials or objects with movement which is non-progressive in moving drums or other mainly-closed receptacles rotating about a horizontal or slightly-inclined axis
- F26B11/049—Machines or apparatus for drying solid materials or objects with movement which is non-progressive in moving drums or other mainly-closed receptacles rotating about a horizontal or slightly-inclined axis with provisions for working under increased or reduced pressure, with or without heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F29/00—Mixers with rotating receptacles
- B01F29/40—Parts or components, e.g. receptacles, feeding or discharging means
- B01F29/401—Receptacles, e.g. provided with liners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F29/00—Mixers with rotating receptacles
- B01F29/40—Parts or components, e.g. receptacles, feeding or discharging means
- B01F29/401—Receptacles, e.g. provided with liners
- B01F29/402—Receptacles, e.g. provided with liners characterised by the relative disposition or configuration of the interior of the receptacles
- B01F29/4021—Multi-compartment receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01F—MIXING, e.g. DISSOLVING, EMULSIFYING OR DISPERSING
- B01F29/00—Mixers with rotating receptacles
- B01F29/40—Parts or components, e.g. receptacles, feeding or discharging means
- B01F29/401—Receptacles, e.g. provided with liners
- B01F29/402—Receptacles, e.g. provided with liners characterised by the relative disposition or configuration of the interior of the receptacles
- B01F29/4022—Configuration of the interior
- B01F29/40222—Configuration of the interior provided with guide tubes on the wall or the bottom
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B11/00—Machines or apparatus for drying solid materials or objects with movement which is non-progressive
- F26B11/02—Machines or apparatus for drying solid materials or objects with movement which is non-progressive in moving drums or other mainly-closed receptacles
- F26B11/026—Arrangements for charging or discharging the materials to be dried, e.g. discharging by reversing drum rotation, using spiral-type inserts
Definitions
- the field of the invention is that of drying and degassing of ceramic or metallic powders. These operations are implemented as part of the production of massive parts produced by hot isostatic pressing.
- the consolidation of powders must use a material free from moisture and residual gases.
- the latter can either react with the product to be compacted (reaction with H2O for example), or cause gaseous inclusions disturbing the properties of the solid obtained (density, weldability, ductility).
- a first existing solution consists in degassing the powder statically.
- the powder mass is in this case subjected to vacuum and temperature in its sheath. With this process there is great difficulty in obtaining and guaranteeing a sufficient level of vacuum within the mass of powder.
- Another drawback lies in the fact that the gaseous products extracted from the lower layers are redeposited on the upper layers, which have become more reactive. Finally, there is a risk of triggering natural sintering phenomena.
- a second solution consists in mechanically brewing the powders. This mixing involves on the one hand pollution problems due to abrasion and on the other hand a technological limitation concerning the maximum temperature and the level of vacuum used.
- the object of the invention is to remedy the drawbacks of the above methods and to propose both a method and an installation for drying and degassing powders.
- the mixing of the powder is carried out by a slow inversion of the hourglass in a first direction, to gradually pass the powder from one compartment to the other, then by slowly turning the hourglass in a second direction opposite to the first direction to return the powder to the first compartment.
- This phase makes it possible to separate the grains of powder from one another during the passage through the baffle.
- the mixing and the passage of the powder from one compartment to the other can be improved by at least one series of oscillations around its horizontal axis during the turning cycle.
- the heating means are heating plates placed outside the compartments and the baffle.
- the means for rotating the hourglass consist of a gear motor communicating a slow rotation movement to a first sleeve of a movable coupling with radial freedom, a second sleeve being integral with a rotation drive shaft hourglass.
- the hourglass is mounted to rotate freely on the movable support by means of rollers on which it is placed by means of treads.
- rollers are mounted on articulated boogies arranged two by two.
- the enclosure comprises inclined supports on which come to rest, during the horizontal translation of the mobile assembly, second rollers mounted free in rotation on a base plate placed below the hourglass so that the hourglass is supported on the enclosure, when it is inside of it.
- the main concept of the process according to the invention consists in putting the powder under vacuum, in brewing it slowly while raising its temperature (for example up to 600 ° C., maximum value on the operational installation).
- the hourglass 10 is placed in an enclosure inside which a vacuum is produced up to 10 ⁇ 6T (1.333.10 ⁇ 4 Pa).
- the hourglass is raised to a temperature which can exceed 700 ° C. Brewing takes place under these temperature and pressure conditions.
- the powder temperature is followed by immersion thermocouples in compartments 4 and 8.
- FIG 1A shows in section the hourglass in its powder loading position.
- the latter is not identified by a numerical reference in the figures, but is shown diagrammatically by one or more spots of small dots.
- the hourglass entrance, formed by the first end of a loading and unloading duct 2 is located, in this position, above the body of the hourglass 10, that is to say in the highest position that it can take, during a complete rotation of the hourglass 10.
- This position is used to channel the powder, intended to be treated, inside the hourglass 10.
- the powder falls by gravity along the loading and unloading pipe 2 to arrive in a first compartment 4 which communicates with the loading and unloading pipe 2 through its second end.
- the hourglass 10 has a second compartment 8 connected to the first compartment 4 via a baffle 6.
- the relative positions of the two compartments 4 and 8 and their communication with the baffle 6 must be such that, in the loading position shown in FIG. 1A, the powder remains on an internal wall 16 of the first compartment 4 without being able to progress towards the second compartment 8.
- heating means 12 which are preferably hot plates.
- the hourglass 10 is rotated in a first direction, symbolized by the arrow in FIG. 1B.
- this rotation is of the order of a quarter turn.
- the first compartment 4 is located above the second compartment 8 and the powder falls naturally by gravity into the baffle 6 and into the second compartment 8.
- a deflector 14 is located at the entrance to the baffle 6. Its function is to prevent the powder from returning directly to the conduit of loading and unloading 2, when it is desired to drop it into the second compartment 8. In these figures, this deflector 14 constitutes the extension of one of the two walls of the loading and unloading duct 2.
- the baffle 6 mainly consists of two segments of straight tubes communicating with each other at an acute angle.
- the baffle 6 communicates with the two compartments 4 and 8 while being oriented so as to form, with the internal walls 16 and 18 constituting the respective bottoms of the two compartments 4 and 8, an acute angle.
- the powder in the first compartment 4 must pass three abrupt changes of direction before falling into the bottom of the second compartment 8.
- This embodiment is only an example, any other form of baffle can be used from the instant that the desired mixing is obtained.
- the hourglass 10 is animated by several slow successive and reverse rotations. As a result, the hourglass is slowly shaken and the powder gradually descends to the bottom of the second compartment 8 where it is stirred.
- the cycle continues with an inverted reversal of the hourglass 10.
- the arrow in this figure 1C indicates a direction reversed with respect to the direction symbolized by the arrow in FIG. 1B.
- the cycle preferably includes a phase of agitation similar to that taking place when the second compartment 8 is at the bottom. This agitation with the first compartment 4 placed at the bottom is however generally of greater amplitude. It is indeed necessary to ensure the complete descent of all the powder located in the baffle 6 and in the second compartment 8.
- the number of transfers between cavities 4 and 8, as well as the oscillation cycles are a function of certain parameters.
- FIG. 2 shows in longitudinal section, the entire drying and degassing installation according to the invention.
- the latter mainly comprises the assembly consisting of the oven itself, that is to say the vacuum chamber 20 and the hourglass 10, equipped with its means of rotation which are located to its right.
- This assembly is mounted integral on a carriage 16 movable in horizontal translation relative to the ground 18.
- the translation system by mother screw is not shown here.
- the installation further comprises an enclosure 20 fixed relative to the ground 18 and inside which the hourglass 10 is housed so that the drying and degassing operations are carried out there.
- This enclosure 20 is completed with a removable door 30, fitted with a seal 31, mounted on the assembly of the hourglass 10 and of the movable support 16.
- the enclosure 20 is also completed with a first depression orifice preferably in the form of a plug 44 attached to the walls of the enclosure 20, and of an outlet receptacle 52 for the powder, placed in the lower part of the enclosure 20 and opening into a vacuum valve 54.
- the hourglass 10 is loaded with powder when it is placed outside the enclosure. Once this loading has been carried out, the hourglass is introduced inside the enclosure 20 which is hermetically closed with the aid of the watertight door 30. The latter is mounted fixed relative to the mobile support 16. The vacuum is then done inside the enclosure using at least one vacuum circuit symbolized by the plug 44 placed in the upper part of the enclosure 20. In fact, it is preferable to use a first primary circuit to start slowly creating a vacuum in the enclosure without sucking the powder placed in the hourglass 10. A second secondary circuit is then used to obtain the desired vacuum more quickly.
- the hourglass 10 and its rotational drive means are mounted movable in translation on the carriage 16 to allow the maintenance of the hourglass 10 without mounting or dismounting thereof, and the loading of the powder therein.
- the drying and degassing method according to the invention can be implemented with an installation in which a loading hole is provided in the top of the enclosure and in which the hourglass remains inside the enclosure .
- Such an installation would make it possible to suppress the mobile carriage 16, the door 30 and its sealing system and the system for positioning the hourglass inside the enclosure.
- such an installation would therefore require an additional loading opening provided in the upper part of the enclosure and to review the operations necessary for maintenance.
- the means for driving the hourglass 10 in rotation consist of a geared motor 22 fixed on the movable carriage 16. It drives a drive shaft 26 of the hourglass 10, by means of a transmission assembly symbolized in broken lines by a belt 24.
- the latter rotates the transmission shaft 26 by means of a movable coupling with radial freedom 25 which is preferably an OLDHAM seal.
- a movable coupling with radial freedom 25 which is preferably an OLDHAM seal.
- the belt 24 drives a first sleeve of this OLDHAM joint, the second sleeve of this joint being integral with the drive shaft 26.
- the drive shaft 26 is preferably hollow. This allows the passage of the power supply connection of the heating plates 12 of the hourglass 10 and of possible control thermocouples also located on the hourglass 10. This drive shaft 26 passes through the door 30. The sealing is then ensured by a passage sealed turn 27 placed around the drive shaft 26.
- the mobile assembly of the hourglass 10 and of the mobile carriage 16 is shown in the intermediate position, that is to say that the hourglass 10 is half out of the enclosure 20. In the loading position of the powder, this assembly is completely out of the enclosure 20.
- the hourglass 10 is then mounted in cantilever on the mobile carriage 16. Specifically, it is suspended by means of a journal 34 placed in at least one notch 36 secured to door 30. This pin 34 is integral with the hourglass 10 and is placed at the height of the upper wall of the apron 10, next to the right flange 46 of the hourglass 10.
- the whole hourglass 10 also rests on the door 30 by lower supports 38.
- the movable assembly is then translated to the left of the figure, until the hourglass 10 takes the position sketched in dashed lines, the door 30 being applied against the right end of the tank 20.
- the latter is therefore closed hermetically thanks to the seal 31 placed on the door 30 and bearing on the face of the tank 20.
- the hourglass 10 resting in the tank 20 includes inclined supports 48 fixed on its bottom and positioned in correspondence with positioning rollers 50 fixed below the hourglass 10, on a base plate 60, but free to rotate around horizontal axes and thus acting as rollers.
- each positioning roller 50 comes to tangent and roll on an inclined support 48.
- the hourglass 10 is then slightly raised.
- the translation of the mobile assembly ends with the arrival of the positioning rollers 50 on a horizontal portion of the inclined supports 48 corresponding to the working position of the hourglass 10. The latter is then unhooked from the fixing hook 36 and n ' is no longer supported by door 30.
- the degree of freedom in horizontal rotation of the hourglass 10 is ensured by the fact that the latter is placed on rollers 40 placed outside the flanges 46 of the hourglass 10.
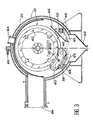
- the left half of Figure 3 is a vertical section of Figure 2 at the line AA.
- the rollers 40 are grouped two by two by means of articulated arms 56 thus forming boogies.
- Each boogie is articulated around a horizontal axis of articulation 58 secured to the base plate 60 of the hourglass 10.
- the hourglass 10 On the outside of each of the flanges 46 (FIG. 2), the hourglass 10 has a tread 42. Each of them is placed on at least two boogies of rolling rollers 40 placed in correspondence below them, so that the hourglass 10 can rotate freely around its horizontal axis because it only rests on rollers 40.
- FIG. 3 In Figure 3 is shown the plug 44 symbolizing the means of depression of the enclosure 20.
- a water inlet 62 is also shown on the top of the enclosure 20. It is intended for the circulation of water between the two walls of the enclosure 20. The presence of the double wall of the enclosure 20 allows permanent circulation of water around the hourglass 10 to maintain a safety temperature on the exterior surface of the enclosure 20.
- This type of mounting of the hourglass 10 on rolling rollers 54 makes it possible to limit the contact pressures and to allow a slight vertical elevation of the axis of the hourglass 10 without inducing constraints.
- the elevation is due to a variation in the bearing diameter on the rollers 40 caused by thermal expansion.
- the axes and the rollers 40 are preferably made of refractory metals and ceramics to ensure operation in an environment which does not allow lubrication of the contacts.
- the first operation consists in placing the powder in the hourglass 10, then in introducing the hourglass into the enclosure 20. This operation is followed by the evacuation of the interior of the enclosure 20. The powder is then stirred slowly at the interior of the hourglass 10 according to a determined cycle of turning the hourglass, an example of which is given below.
- This brewing cycle varies in very large proportions. The heating of the powder can be incremented in stages or else effected by a continuous rise in temperature. After the brewing cycle, the powder is cooled naturally. Finally, it is evacuated from the hourglass while being kept under vacuum for storage in a hopper.
- the volume of powder used is preferably of the order of six liters.
- FIG. 4 An example of the powder brewing cycle is shown diagrammatically in FIG. 4.
- the 0 ° mark corresponds to the loading position of the hourglass.
- the first clockwise rotation of the hourglass exceeds 110 °.
- the hourglass 10 then undergoes a determined number of slow oscillations of increasing amplitude, in some cases reaching 90 °.
- the hourglass 10 is then turned 180 ° and is again subjected to oscillations of greater amplitudes which can exceed 90 ° and during which the powder is transferred from the cavities 4 to 8 and vice versa.
- the installation is used in a degassing and envelope filling assembly for hot isostatic compaction.
- two installations have been shown schematically.
- the one on the right shows a first hourglass 10 enclosed in an enclosure 20.
- This first installation diagrams a degassing operation.
- the installation on the left shows a second hourglass 10 in a loading position.
- This second hourglass 10 is taken out of the enclosure 20.
- the assembly is placed in a confinement enclosure 70 to enable the various operations to be carried out under a special atmosphere, or to avoid contamination problems.
- each enclosure 20 Below each enclosure 20, an outlet receptacle 52 is placed to collect the treated powder. This receptacle 52 results in a vacuum valve 54. The latter is suitable for transferring the powder. Downstream of each vacuum valve 54 there is a hopper 56 whose capacity corresponds to that of the hourglasses 10. Each hopper 56 is followed by a conveying device allowing the transfer of the powder to a zone of use. Thanks to the vacuum valve 54, the downstream assembly is maintained in a controlled atmosphere, and more specifically under vacuum, while the enclosure 20 must be open and the hourglass 10 recharged. At the bottom of each hopper 56 is a calibrated and removable nozzle. It provides obturation by accumulation at the outlet on the upper face of a vibrating passage 58.
- a trident device 62 comprises at least two branches which can be isolated from the rest of the equipment by vacuum valves 54A, 54B. In the center of the trident is a control device 64 making it possible to check the filling level of the sheath 67.
- valves 54, 54A and 54B The part between the valves 54, 54A and 54B is permanently vacuum.
- the sheath 67 is then closed by a crimping and welding apparatus not shown here.
- the entire installation can be controlled by a programmable controller which manages the powder treatment cycle.
- the latter includes a slow primary emptying, then the ease of secondary vacuum, heating and the hourglass rotations.
- This programmable controller can also manage the safety devices associated with the vacuum, temperature and valve opening functions.
- FIG. 5 The assembly described in FIG. 5 is only an example of use of the installation according to the invention. We can indeed consider other possible assemblies using multiple channels arranged for example in carousel.
- the treatment of the powder can also be carried out under a controlled atmosphere or in a reactive atmosphere. Glove box mounting can even be considered for the treatment of toxic products.
- the assembly described in FIG. 5 is particularly intended for vacuum encapsulation of powder intended for densification by hot isostatic pressing.
Abstract
Description
- Le domaine de l'invention est celui du séchage et du dégazage des poudres céramiques ou métalliques. Ces opérations sont mises en oeuvre dans le cadre de la réalisation de pièces massives élaborées par pressage isostatique à chaud.
- En effet, la consolidation de poudres doit mettre en oeuvre un matériau exempt d'humidité et de gaz résiduels. Ces derniers peuvent soit réagir avec le produit à compacter (réaction avec H₂O par exemple), soit provoquer des inclusions gazeuses perturbant les propriétés du massif obtenu (densité, soudabilité, ductilité).
- Une première solution existante consiste à dégazer la poudre de manière statique. La masse de poudre est dans ce cas soumise au vide et à la température dans sa gaine. On éprouve avec ce procédé une grande difficulté pour obtenir et garantir un niveau suffisant de vide au sein de la masse de poudre. Un autre inconvénient réside dans le fait que les produits gazeux extraits des couches inférieures viennent se redéposer sur les couches supérieures, devenues plus réactives. Enfin, il persiste un risque de déclencher les phénomènes de frittage naturels.
- Une deuxième solution consiste à brasser mécaniquement les poudres. Ce brassage entraîne d'une part des problèmes de pollution dus à l'abrasion et d'autre part une limitation technologique concernant la température maximale et le niveau de vide mis en oeuvre.
- Le but de l'invention est de remédier aux inconvénients des méthodes précitées et de proposer à la fois un procédé et une installation de séchage et de dégazage de poudres.
- A cet effet, un premier objet de l'invention est un procédé de séchage et de dégazage des poudres, comprenant les étapes suivantes :
- chargement de la poudre dans un dispositif de séchage et de dégazage, appelé "sablier" ;
- faire le vide relatif dans ledit sablier ;
- chauffer l'intérieur du sablier à une température permettant à la poudre d'atteindre une température égale à 600°C et simultanément ;
- brasser très lentement la poudre selon un cycle déterminé de retournement du sablier ;
- refroidir l'intérieur du sablier ;
- vider le sablier de la poudre traitée en maintenant cette poudre stockée sous vide.
- Le retournement lent du sablier permet d'éviter les problèmes engendrés par l'abrasion, le parcours effectué par la poudre garantit un dégazage optimal.
- Dans le cas où le sablier comporte au moins deux compartiments communiquant l'un avec l'autre au moyen d'une chicane, le brassage de la poudre s'effectue par un lent retournement du sablier dans un premier sens, pour faire passer progressivement la poudre d'un compartiment à l'autre, puis par un lent retournement du sablier dans un deuxième sens opposé au premier sens pour faire revenir la poudre dans le premier compartiment. Cette phase permet de désolidariser les grains de poudre les uns des autres lors du passage dans la chicane.
- Le brassage et le passage de la poudre d'un compartiment à l'autre peuvent être améliorés grâce à au moins une série d'oscillations autour de son axe horizontal au cours du cycle de retournement.
- Un deuxième objet de l'invention est une installation pour la mise en oeuvre du procédé qui vient d'être décrit. Celle-ci comprend :
- un dispositif de séchage et de dégazage, appelé "sablier", monté tournant autour d'un axe horizontal, comportant :
- * un conduit de chargement et de déchargement de la poudre communiquant avec :
- * un premier compartiment communiquant d'autre part avec :
- * une chicane communiquant elle-même avec :
- * un deuxième compartiment.
- Le conduit de chargement et de déchargement et la chicane débouchent dans le premier compartiment de manière à ce que, pour une première série de positions angulaires du sablier, la poudre introduite dans le conduit de chargement et de déchargement, ou venant du deuxième compartiment, tombe et reste par gravité dans le premier compartiment. La chicane débouche dans le deuxième compartiment de manière à ce que, pour une deuxième série de positions angulaires du sablier différentes des positions angulaires de la première série, la poudre venant du premier compartiment tombe progressivement et reste dans le second compartiment, la différence angulaire des deux séries de positions angulaires correspondant avec les retournements du sablier.
- des moyens de chauffage du sablier ; et
- des moyens de mise en rotation du sablier.
- Dans la réalisation préférentielle de cette installation, les moyens de chauffage sont des plaques chauffantes placées à l'extérieur des compartiments et de la chicane.
- De préférence, les moyens de mise en rotation du sablier sont constitués d'un motoréducteur communiquant un mouvement de lente rotation à un premier manchon d'un accouplement mobile à liberté radiale, un deuxième manchon étant solidaire d'un arbre d'entraînement en rotation du sablier.
- Selon un aspect de l'invention, le sablier est monté libre en rotation sur le support mobile par l'intermédiaire de galets de roulement sur lesquels il est posé au moyen de bandes de roulement.
- De préférence, les galets de roulement sont montés sur des boogies articulés disposés deux à deux.
- Selon un autre aspect de l'invention, l'installation est plus particulièrement constituée de :
- une enceinte à vide à l'intérieur de laquelle un ensemble mobile supportant en outre le sablier se déplaçant horizontalement par rapport à l'enceinte ;
- une porte amovible fixée sur le support mobile pour fermer hermétiquement l'enceinte lorsque ledit ensemble mobile est placé à l'intérieur de l'enceinte, l'arbre d'entraînement en rotation traversant cette porte au moyen d'un passage tournant étanche, et sur laquelle le sablier est en appui dans sa position de chargement à l'extérieur de l'enceinte, l'arbre d'entraînement en rotation traversant cette porte au moyen d'un passage tournant étanche ;
- un réceptacle de déchargement du sablier placé dans la partie inférieure de l'enceinte pour recevoir la poudre traitée issue de la conduite de chargement et de déchargement lorsque le sablier se trouve en position de déchargement à l'intérieur de l'enceinte ;
- au moins un circuit de mise en dépression de l'enceinte ; et
- une vanne à vide placée à la sortie du réceptacle de déchargement pour permettre l'isolation des parties amont et aval et l'évacuation sous vide de la poudre vers une trémie de stockage.
- Selon un autre aspect de l'invention, l'enceinte comprend des appuis inclinés sur lesquels viennent se poser, lors de la translation horizontale de l'ensemble mobile, des deuxièmes galets montés libres en rotation sur une plaque de base placée en-dessous du sablier pour que le sablier prenne appui sur l'enceinte, lorsqu'il se trouve à l'intérieur de celle-ci.
- L'invention et ses différentes caractéristiques techniques seront mieux comprises à la lumière de la description qui suit.
- Celle-ci est accompagnée de figures représentant respectivement :
- figures 1A, 1B, 1C et 1D, quatre croquis représentant en coupe le sablier dans quatre positions successives pendant un cycle du procédé selon l'invention ;
- figure 2, une vue en coupe longitudinale de l'installation selon l'invention ;
- figure 3, une coupe transversale selon la ligne A-A figurant sur la figure 2, représentant l'installation selon l'invention ;
- figure 4, un graphique représentant un exemple de cycle de retournement du sablier de l'installation selon l'invention ; et
- figure 5, deux installations selon l'invention dans une utilisation opérationnelle.
- Le concept principal du procédé selon l'invention consiste à mettre la poudre sous vide, à la brasser lentement tout en élevant sa température (par exemple jusqu'à 600°C, valeur maximale sur l'installation opérationnelle).A cet effet, on utilise un dispositif de séchage et de dégazage, repéré 10 sur toutes les figures et appelé plus communément sablier. Il est constitué d'une paroi 19 de forme très spéciale terminée à ses extrémités d'un flasque.
- Dans le procédé selon l'invention, le sablier 10 est mis dans une enceinte à l'intérieur de laquelle on fait le vide jusqu'à 10⁻⁶T (1,333.10⁻⁴ Pa). Le sablier est élevé à une température qui peut dépasser 700°C. Le brassage a lieu dans ces conditions de température et de pression. La température de la poudre est suivie par des thermocouples plongeurs dans les compartiments 4 et 8.
- La figure 1A représente en coupe le sablier dans sa position de chargement de la poudre. Cette dernière n'est pas repérée par une référence numérique sur les figures, mais est schématisée par une ou plusieurs taches de petits points. L'entrée du sablier, constituée par la première extrémité d'un conduit de chargement et de déchargement 2 se trouve, dans cette position, au-dessus du corps du sablier 10, c'est-à-dire dans la position la plus haute qu'elle peut prendre, lors d'une rotation complète du sablier 10. Cette position est utilisée pour canaliser la poudre, destinée à être traitée, à l'intérieur du sablier 10. La poudre tombe par gravité le long de la canalisation de chargement et de déchargement 2 pour arriver dans un premier compartiment 4 qui communique avec la conduite de chargement et de déchargement 2 par sa deuxième extrémité.
- Une fois que la poudre se trouve dans ce premier compartiment 4, le cycle de brassage peut commencer. Le sablier 10 comporte un deuxième compartiment 8 relié au premier compartiment 4 par l'intermédiaire d'une chicane 6. Les positions relatives des deux compartiments 4 et 8 et leur communication avec la chicane 6 doivent être telles que, dans la position de chargement représentée par la figure 1A, la poudre reste sur une paroi interne 16 du premier compartiment 4 sans pouvoir progresser vers le deuxième compartiment 8.
- Les parois externes des deux compartiments 4 et 8 et de la chicane 6 sont recouvertes partiellement par des moyens de chauffage 12, qui sont de préférence des plaques chauffantes. Une fois la poudre complètement introduite dans le premier compartiment 4, le sablier 10 est mis en rotation dans un premier sens, symbolisé par la flèche de la figure 1B. Pour la forme de sablier représentée sur ces premières figures, cette rotation est de l'ordre du quart de tour. En effet, dans ce cas, le premier compartiment 4 se trouve au-dessus du deuxième compartiment 8 et la poudre tombe naturellement par gravité dans la chicane 6 et dans le deuxième compartiment 8. Un déflecteur 14 se situe à l'entrée de la chicane 6. Sa fonction est d'empêcher la poudre de retourner directement dans le conduit de chargement et de déchargement 2, lorsque l'on veut la faire tomber dans le deuxième compartiment 8. Sur ces figures, ce déflecteur 14 constitue le prolongement d'une des deux parois du conduit de chargement et de déchargement 2.
- Dans l'exemple représenté ici, la chicane 6 est constituée principalement de deux segments de tubes droits communiquant entre eux par un angle aigu. La chicane 6 communique avec les deux compartiments 4 et 8 en étant orientée de manière à former avec les parois internes 16 et 18 constituant les fonds respectifs des deux compartiments 4 et 8, un angle aigu. Ainsi, la poudre se trouvant dans le premier compartiment 4 doit franchir trois changements brutaux de direction avant de tomber dans le fond du deuxième compartiment 8. Cette forme de réalisation n'est qu'un exemple, toute autre forme de chicane pouvant être employée dès l'instant que le brassage désiré est obtenu.
- Pour que la poudre descende complètement dans le deuxième compartiment 8, et surtout pour que le cycle de brassage et de traitement thermique puisse avoir lieu, le sablier 10 est animé de plusieurs lentes rotations successives et inversées. De ce fait, le sablier se trouve lentement secoué et la poudre descend progressivement jusqu'au fond du deuxième compartiment 8 où elle est brassée.
- En référence à la figure 1C, le cycle se poursuit par un retournement inversé du sablier 10. En effet, la flèche de cette figure 1C indique un sens inversé par rapport au sens symbolisé par la flèche de la figure 1B. Dans la position représentée, un demi-tour complet du sablier 10 a été effectué. Le deuxième compartiment 8 se trouve maintenant au-dessus du premier compartiment 4. La poudre tombe donc naturellement par gravité dans la chicane 6, puis de nouveau dans le premier compartiment 4. De manière analogue, le cycle comprend de préférence, une phase d'agitation analogue à celle ayant lieu lorsque le deuxième compartiment 8 est en bas. Cette agitation avec le premier compartiment 4 placé en bas est toutefois généralement de plus grande amplitude. Il est en effet nécessaire d'assurer la descente complète de toute la poudre se trouvant dans la chicane 6 et dans le deuxième compartiment 8.
- Le nombre de transferts entre les cavités 4 et 8, ainsi que les cycles d'oscillation sont fonction de certains paramètres.
- Enfin, comme le montre la figure 1D, une ultime rotation dans le même sens d'un quart de tour permet de placer l'entrée du conduit de chargement et de déchargement 2 en-dessous de l'ensemble formé par les deux compartiments 4 et 8 et la chicane 6. De ce fait, la totalité de la poudre revenue dans le premier compartiment 4 tombe dans ce conduit de chargement et de déchargement 2 et peut être réceptionnée en-dessous du sablier 10 par un éventuel réceptacle.
- La figure 2 montre en coupe longitudinale, l'ensemble de l'installation de séchage et de dégazage selon l'invention. Cette dernière comprend principalement l'ensemble constitué du four lui-même, c'est-à-dire l'enceinte à vide 20 et le sablier 10, équipé de ses moyens de mise en rotation qui se trouvent à sa droite. Cet ensemble est monté solidaire sur un chariot 16 mobile en translation horizontale par rapport au sol 18. Le système de translation par vis mère n'est pas représenté ici. L'installation comprend d'autre part, une enceinte 20 fixée par rapport au sol 18 et à l'intérieur de laquelle vient se loger le sablier 10 pour que les opérations de séchage et de dégazage y soient effectuées. Cette enceinte 20 est complétée d'une porte amovible 30, équipée d'un joint 31, montée sur l'ensemble du sablier 10 et du support mobile 16. L'enceinte 20 est également complétée d'un premier orifice de mise en dépression se présentant de préférence sous la forme d'un bouchon 44 rapporté sur les parois de l'enceinte 20, et d'un réceptacle de sortie 52 de la poudre, placé dans la partie inférieure de l'enceinte 20 et débouchant dans une vanne à vide 54.
- Le chargement en poudre du sablier 10 a lieu lorsque celui-ci est placé en dehors de l'enceinte. Une fois ce chargement effectué, le sablier est introduit à l'intérieur de l'enceinte 20 qui est fermée hermétiquement à l'aide de la porte étanche 30. Celle-ci est montée fixe par rapport au support mobile 16. Le vide est alors fait à l'intérieur de l'enceinte à l'aide d'au moins un circuit de dépression symbolisé par le bouchon 44 placé dans la partie supérieure de l'enceinte 20. En fait, il est préférable d'utiliser un premier circuit primaire pour commencer à faire lentement le vide dans l'enceinte sans aspirer la poudre placée dans le sablier 10. Un deuxième circuit secondaire est ensuite utilisé pour obtenir plus rapidement la dépression désirée.
- Le sablier 10 et ses moyens d'entraînement en rotation sont montés mobiles en translation sur le chariot 16 pour permettre l'entretien du sablier 10 sans montage ni sans démontage de celui-ci, et le chargement de la poudre dans celui-ci. Toutefois, le procédé de séchage et de dégazage selon l'invention peut être mis en oeuvre avec une installation dans laquelle un trou de chargement serait prévu dans le haut de l'enceinte et dans laquelle le sablier resterait à l'intérieur de l'enceinte. Une telle installation permettrait de supprime'r le chariot mobile 16, la porte 30 et son système d'étanchéité et le système de positionnement du sablier à l'intérieur de l'enceinte. Par contre, une telle installation nécessiterait donc une ouverture supplémentaire de chargement prévue dans la partie supérieure de l'enceinte et de revoir les opérations nécessaires à l'entretien.
- Les moyens d'entraînement en rotation du sablier 10 se composent d'un motoréducteur 22 fixé sur le chariot mobile 16. Il entraîne un axe d'entraînement 26 du sablier 10, au moyen d'un ensemble de transmission symbolisé en traits interrompus par une courroie 24. Cette dernière entraîne en rotation l'arbre de transmission 26 par l'intermédiaire d'un accouplement mobile à liberté radiale 25 qui est de préférence un joint de OLDHAM. Celui-ci n'est pas dessiné en détail sur la figure 2. Néanmoins, la courroie 24 entraîne un premier manchon de ce joint de OLDHAM, le deuxième manchon de ce joint étant solidaire de l'arbre d'entraînement 26. L'emploi d'un tel joint permettant une légère variation de position en hauteur (quelques millimètres) de l'arbre d'entraînement 26 s'explique par le fait que le sablier 10 doit subir de fortes différences de température entre les différentes phases du procédé et donc une légère dilatation des éléments porteurs du sablier 10. De plus, il doit également subir une légère variation de hauteur dans son positionnement à l'intérieur de l'enceinte 20. En effet, il est nécessaire de mettre le sablier 10 en appui dans l'enceinte 20 durant la totalité du procédé de séchage et de dégazage.
- L'arbre d'entraînement 26 est de préférence creux. Ceci permet le passage de liaison d'alimentation des plaques chauffantes 12 du sablier 10 et d'éventuels thermocouples de contrôle également implantés sur le sablier 10. Cet arbre d'entraînement 26 traverse la porte 30. L'étanchéité est alors assurée par un passage tournant étanche 27 placé autour de l'arbre d'entraînement 26.
- Sur la figure 2, l'ensemble mobile du sablier 10 et du chariot mobile 16 est représenté en position intermédiaire, c'est-à-dire que le sablier 10 est à moitié sorti de l'enceinte 20. Dans la position de chargement de la poudre, cet ensemble est complètement sorti de l'enceinte 20. Le sablier 10 est alors monté en porte-à-faux sur le chariot mobile 16. Précisément, il est suspendu au moyen d'un tourillon 34 placé dans au moins une encoche 36 solidaire de la porte 30. Ce tourillon 34 est solidaire du sablier 10 et est placé à la hauteur de la paroi supérieure du tablier 10, à côté du flasque de droite 46 du sablier 10.
- L'ensemble du sablier 10 s'appuie également sur la porte 30 par des appuis inférieurs 38.
- Pour mettre le sablier 10 dans sa position de séchage et de dégazage, l'ensemble mobile est alors translaté vers la gauche de la figure, jusqu'à ce que le sablier 10 prenne la position esquissée en traits mixtes, la porte 30 étant appliquée contre l'extrémité droite de la cuve 20. Cette dernière se trouve donc fermée hermétiquement grâce au joint 31 placé sur la porte 30 et prenant appui sur la face de la cuve 20. Pour placer le sablier 10 en appui dans la cuve 20, cette dernière comprend des appuis inclinés 48 fixés sur son fond et positionnés en correspondance avec des galets de positionnement 50 fixés en-dessous du sablier 10, sur une plaque de base 60, mais libres en rotation autour d'axes horizontaux et faisant ainsi office de roulettes. Lors de la translation du sablier 10, le positionnement relatif des galets de positionnement 50 et des appuis inclinés 48 est tel que chaque galet de positionnement 50 vient tangenter et rouler sur un appui incliné 48. Le sablier 10 se trouve alors légèrement soulevé. La translation de l'ensemble mobile se termine par l'arrivée des galets de positionnement 50 sur une portion horizontale des appuis inclinés 48 correspondant à la position de travail du sablier 10. Ce dernier se trouve alors décroché du crochet de fixation 36 et n'est plus supporté par la porte 30.
- En référence à la figure 3, le degré de liberté en rotation horizontale du sablier 10 est assuré par le fait que ce dernier est placé sur des galets de roulement 40 placés à l'extérieur des flasques 46 du sablier 10. Pour faciliter la visualisation de ces galets de roulement 40, la moitié gauche de la figure 3 est une coupe verticale de la figure 2 au niveau de la ligne A-A. Les galets de roulement 40 sont groupés deux par deux au moyen de bras articulés 56 formant ainsi des boogies. Chaque boogie est articulé autour d'un axe horizontal d'articulation 58 solidaire de la plaque de base 60 du sablier 10.
- A l'extérieur de chacun des flasques 46 (figure 2), le sablier 10 possède une bande de roulement 42. Chacune d'elles est placée sur au moins deux boogies de galets de roulement 40 placés en correspondance en-dessous d'elles, de telle sorte que le sablier 10 peut tourner librement autour de son axe horizontal car il ne repose que sur des galets de roulement 40.
- Sur la figure 3 est représenté le bouchon 44 symbolisant les moyens de mise en dépression de l'enceinte 20. Une arrivée d'eau 62 est également représentée sur le haut de l'enceinte 20. Elle est destinée à la circulation d'eau entre les deux parois de l'enceinte 20. La présence de la double paroi de l'enceinte 20 permet une circulation permanente d'eau autour du sablier 10 pour maintenir une température de sécurité sur la surface extérieure de l'enceinte 20.
- Sur la partie gauche de la figure 3, se trouve une large canalisation 64 permettant à un circuit secondaire de faire le vide dans l'enceinte 20. En dessous de cette dernière est représenté le réceptacle inférieur 52. Un cône de déchargement 66 est également prévu en-dessous du sablier 10, fixé à la base 60 de celui-ci. Ce cône de déchargement 66 permet de guider la poudre à la sortie du sablier 10 dans le réceptacle 52.
- Ce type de montage du sablier 10 sur des galets de roulement 54 permet de limiter les pressions de contact et d'autoriser une légère élévation verticale de l'axe du sablier 10 sans induire de contraintes. L'élévation est due à une variation de diamètre d'appui sur les galets de roulement 40 occasionnée par la dilatation thermique.
- Les axes et les galets de roulement 40 sont réalisés de préférence en métaux réfractaires et céramiques pour assurer un fonctionnement dans un environnement ne permettant pas de lubrification des contacts.
- L'utilisation d'une telle installation se fait par le procédé suivant.
- La première opération consiste à placer la poudre dans le sablier 10, puis à introduire le sablier dans l'enceinte 20. Cette opération est suivie de la mise sous vide de l'intérieur de l'enceinte 20. La poudre est ensuite brassée lentement à l'intérieur du sablier 10 selon un cycle déterminé de retournements du sablier, dont un exemple est donné plus loin. Ce cycle de brassage varie dans de très larges proportions. Le chauffage de la poudre peut être incrémenté par palier ou bien effectué par une montée continue de la température. Après le cycle de brassage, la poudre est refroidie naturellement. Finalement, elle est évacuée du sablier tout en étant maintenue sous vide en vue de son stockage dans une trémie.
- Le volume de poudre mis en jeu est de préférence de l'ordre de six litres.
- Un exemple de cycle de brassage de la poudre est schématisé sur la figure 4. Le repère 0° correspond à la position de chargement du sablier. La première rotation vers la droite du sablier dépasse les 110°. Le sablier 10 subit alors un nombre déterminé d'oscillations lentes d'amplitude croissante pour atteindre dans certains cas 90°. Le sablier 10 est ensuite retourné de 180° et est à nouveau soumis à des oscillations de plus grandes amplitudes pouvant dépasser 90° et pendant lesquelles la poudre est transférée des cavités 4 à 8 et vice versa.
- Les différentes rotations du sablier sont symbolisées par les flèches en forme d'arc de cercle. Les nombres encerclés affectés à ces flèches sont représentatifs de la chronologie de ces rotations.
- En référence à la figure 5, l'installation est utilisée dans un ensemble de dégazage et de remplissage d'enveloppes pour compactage isostatique à chaud. Sur cette figure, deux installations ont été schématisées. Celle de droite montre un premier sablier 10 enfermé dans une enceinte 20. Cette première installation schématise une opération de dégazage. L'installation de gauche montre un deuxième sablier 10 dans une position de chargement. Ce deuxième sablier 10 est sorti de l'enceinte 20. L'ensemble est placé dans une enceinte de confinement 70 pour permettre d'effectuer les différentes opérations sous atmosphère spéciale, ou pour éviter des problèmes de contamination.
- En dessous de chaque enceinte 20, est placé un réceptacle de sortie 52 pour récupérer la poudre traitée. Ce réceptacle 52 aboutit à une vanne à vide 54. Cette dernière est adaptée pour le transfert de la poudre. En aval de chaque vanne à vide 54 se trouve une trémie 56 dont la contenance correspond à celle des sabliers 10. Chaque trémie 56 est suivie d'un dispositif de convoyage permettant le transfert de la poudre vers une zone d'utilisation. Grâce à la vanne à vide 54, l'ensemble aval est maintenu en atmosphère contrôlée, et plus précisément sous vide, alors que l'enceinte 20 doit être ouverte et le sablier 10 rechargé. A la partie inférieure de chaque trémie 56, se trouve une buse calibrée et amovible. Elle assure l'obturation par accumulation en sortie sur la face supérieure d'un couloir vibrant 58.
- Le remplissage est alimenté par deux voies comprenant chacune une enceinte et un sablier. Un dispositif en trident 62 comprend au moins deux branches qui peuvent être isolées du reste de l'équipement par des vannes à vide 54A, 54B. Au centre du trident se trouve un dispositif de contrôle 64 permettant de vérifier le niveau de remplissage de la gaine 67.
- La partie comprise entre les vannes 54, 54A et 54B est sous vide en permanence.
- Le remplissage peut s'effectuer de la manière suivante, par exemple pour la voie de gauche :
- raccordement de la gaine 67 et mise sous vide par un circuit raccordé au trident (non représenté) ;
- ouverture de la vanne 54 ;
- transfert de la poudre du sablier dans la trémie 56 ;
- fermeture de la vanne 54 (rechargement du sablier possible) ;
- ouverture de la vanne 54A ;
- mise en route du couloir vibrant 58 ;
- suivi du niveau dans la gaine par 64 ;
- arrêt du couloir vibrant 58 ;
- fermeture de la vanne 54A.
- La gaine 67 est ensuite obturée par un appareil de sertissage et de soudage non représenté ici.
- L'utilisation de deux voies de séchage et de dégazage permet de remédier à un éventuel manque de poudre sur l'une des deux voies au cours du remplissage.
- L'ensemble de l'installation peut être piloté par un automate programmable qui gère le cycle de traitement de la poudre. Ce dernier comprend un vidage primaire lent, puis la aise sous vide secondaire, le chauffage et les rotations du sablier. Cet automate programmable peut également gérer les sécurités associées aux fonctions vide, température et ouverture des vannes.
- L'ensemble décrit sur la figure 5 n'est qu'un exemple d'utilisation de l'installation selon l'invention. On peut en effet envisager d'autres montages possibles utilisant des voies multiples disposées par exemple en carrousel.
- On peut également envisager le chargement direct du sablier dans l'enceinte en prévoyant une issue supplémentaire dans la partie supérieure de l'enceinte.
- Le traitement de la poudre peut également être effectué sous atmosphère contrôlée ou en atmosphère réactive. Un montage en boîte à gants peut même être envisagé pour le traitement de produits toxiques.
- L'ensemble décrit par la figure 5 est particulièrement prévu pour l'encapsulation sous vide de poudre destinée à une densification par pressage isostatique à chaud.
- Le choix des matériaux peut rendre l'installation compatible avec des produits pharmaceutiques ou alimentaires par exemple.
Claims (9)
- Procédé de séchage et de dégazage de poudres, comprenant les étapes suivantes :- charger la poudre dans un dispositif de séchage et de dégazage, appelé "sablier" (10) ;- faire le vide relatif dans le sablier (10) ;- chauffer l'intérieur du sablier à une température permettant d'atteindre une température égale à 600°C dans la poudre et simultanément ;- brasser très lentement la poudre à l'intérieur du sablier (10) selon un cycle déterminé de retournements du sablier (10) ;- refroidir l'intérieur du sablier (10) ; et- vider le sablier (10) de la poudre traitée en maintenant cette poudre stockée sous vide.
- Procédé selon la revendication 1, le sablier (10) comportant au moins deux compartiments (4, 8) communiquant entre eux par l'intermédiaire d'une chicane (6), caractérisé en ce que le brassage de la poudre s'effectue par retournement lent du sablier (10) dans un premier sens pour faire passer progressivement la poudre du premier compartiment (4) vers le deuxième compartiment (8), puis par retournement lent du sablier (10) dans un deuxième sens opposé au premier sens pour faire revenir la poudre dans le premier compartiment (4).
- Procédé selon la revendication 2, caractérisé en ce que le cycle de retournements du sablier (10) comprend au moins une série d'oscillations autour de son axe horizontal pour favoriser le brassage et le passage de la poudre d'un compartiment à l'autre.
- Installation pour la mise en oeuvre du procédé selon l'une quelconque des revendications précédentes, caractérisée en ce qu'elle comprend :- un dispositif de séchage et de dégazage, appelé "sablier" (10), monté tournant autour d'un axe horizontal comportant :* un conduit de chargement et de déchargement (2) communiquant avec :* un premier compartiment (4) communiquant d'autre part avec :* une chicane (6) communiquant elle-même avec :* un deuxième compartiment (8),le conduit de chargement et de déchargement (2) et la chicane (6) débouchant dans le premier compartiment (4) de manière à ce que, pour une première série de positions angulaires du sablier (10), la poudre introduite dans le conduit de chargement et de déchargement (2), ou venant du deuxième compartiment (8), tombe et reste par gravité dans le premier compartiment (4), la chicane (6) débouchant dans le deuxième compartiment (8) de manière à ce que, pour une deuxième série de positions angulaires du sablier (10), différentes des positions de la première série, la poudre venant du premier compartiment (4) tombe progressivement et reste dans le deuxième compartiment (8), la différence angulaire des deux séries de positions angulaires correspondant avec les rotations du sablier (10),- des moyens de chauffage (12) du sablier (10) ; et- des moyens de mise en rotation du sablier (10).
- Installation selon la revendication 4, caractérisée en ce que les moyens de chauffage de l'intérieur du sablier (10) sont des plaques chauffantes (12) placées à l'extérieur des compartiments (4, 8) et de la chicane (8).
- Installation selon la revendication 4 ou 5, caractérisée en ce que les moyens de mise en rotation du sablier (10) sont constitués d'un motoréducteur (22) communiquant un mouvement de lente rotation à un premier manchon d'un accouplement mobile à liberté radiale (25), le deuxième manchon étant solidaire d'un arbre d'entraînement en rotation (26) du sablier (10).
- Installation selon l'une quelconque des revendications 3 à 6, caractérisée en ce que le sablier (10) est monté libre en rotation sur un support mobile (16) par l'intermédiaire de premiers galets de roulement (40) sur lesquels il est posé au moyen de deux bandes de roulement (42).
- Installation selon la revendication 7, caractérisée en ce qu'elle comprend :- une enceinte à vide (20) à l'intérieur de laquelle pénètre l'ensemble du chariot mobile (16) et du sablier (10) par translation horizontale ;- une porte amovible (30) fixée sur le support mobile (16) pour fermer hermétiquement l'enceinte (20), lorsque l'ensemble mobile est placé à l'intérieur de l'enceinte (20), l'arbre d'entraînement (26) en rotation traversant la porte (30) au moyen d'un passage tournant étanche (27) et sur laquelle le sablier (10) est en appui dans sa position de chargement à l'extérieur de l'enceinte (20) ;- un réceptacle de déchargement (52) du sablier placé dans la partie inférieure de l'enceinte (20) pour recevoir la poudre traitée issue de la conduite de déchargement (2) du sablier (10) lorsque celui-ci se trouve en position de déchargement et à l'intérieur de l'enceinte (20) ;- au moins un circuit de mise en dépression (44) de l'enceinte (20) ; et- une vanne à vide (54) placée à la sortie du réceptacle de déchargement (52) pour permettre l'isolation des parties placées en amont et en aval et l'évacuation sous vide de la poudre vers une trémie de stockage (56).
- Installation selon la revendication 8, caractérisée en ce que l'enceinte comprend des appuis inclinés (48) sur lesquels viennent se poser, lors de la translation horinzontale de l'ensemble du chariot mobile (16) et du sablier (10) des deuxièmes galets de positionnement (50) montés libres en rotation en-dessous du sablier (10) pour que celui-ci prenne appui sur l'enceinte (20) lorsqu'il se trouve à l'intérieur de celle-ci.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR9004254A FR2660423B1 (fr) | 1990-04-03 | 1990-04-03 | Procede et installation de sechage et de degazage de poudres. |
| FR9004254 | 1990-04-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0451048A1 true EP0451048A1 (fr) | 1991-10-09 |
| EP0451048B1 EP0451048B1 (fr) | 1994-06-29 |
Family
ID=9395402
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP91400894A Expired - Lifetime EP0451048B1 (fr) | 1990-04-03 | 1991-04-02 | Procédé et installation de séchage et de dégazage de poudres |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0451048B1 (fr) |
| AT (1) | ATE108015T1 (fr) |
| DE (1) | DE69102666T2 (fr) |
| FR (1) | FR2660423B1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2839145A1 (fr) * | 2002-04-30 | 2003-10-31 | Hivert Systemes Automatises | Procede de sechage sous vide d'une piece usinee et installation |
| EP2412461B1 (fr) * | 2010-07-30 | 2018-12-05 | United Technologies Corporation | Procédé de traitement de poudres |
| CN109556374A (zh) * | 2018-12-29 | 2019-04-02 | 广西贺州市奕鸿农业开发有限责任公司 | 一种蕨粉烘干装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107485559B (zh) * | 2017-09-21 | 2020-06-09 | 莱芜职业技术学院 | 粉末干燥存取盒 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191509971A (en) * | 1915-07-08 | 1916-05-04 | Elias Djandiery | Improvements in Grain Drying Apparatus. |
| FR1002719A (fr) * | 1949-12-10 | 1952-03-10 | Perfectionnements aux séchoirs à vide | |
| US3280470A (en) * | 1964-07-23 | 1966-10-25 | Robert L Kuntz | Method and apparatus for oven dehydrating compounds |
| US3599709A (en) * | 1970-04-02 | 1971-08-17 | Patterson Kelley Co | Heat exchange mill |
| FR2451718A1 (fr) * | 1979-03-21 | 1980-10-17 | Richter Gedeon Vegyeszet | Equipement pour le traitement de solides humides, en particulier de matieres pulpeuses, par chauffage ou refroidissement |
-
1990
- 1990-04-03 FR FR9004254A patent/FR2660423B1/fr not_active Expired - Lifetime
-
1991
- 1991-04-02 AT AT91400894T patent/ATE108015T1/de not_active IP Right Cessation
- 1991-04-02 EP EP91400894A patent/EP0451048B1/fr not_active Expired - Lifetime
- 1991-04-02 DE DE69102666T patent/DE69102666T2/de not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB191509971A (en) * | 1915-07-08 | 1916-05-04 | Elias Djandiery | Improvements in Grain Drying Apparatus. |
| FR1002719A (fr) * | 1949-12-10 | 1952-03-10 | Perfectionnements aux séchoirs à vide | |
| US3280470A (en) * | 1964-07-23 | 1966-10-25 | Robert L Kuntz | Method and apparatus for oven dehydrating compounds |
| US3599709A (en) * | 1970-04-02 | 1971-08-17 | Patterson Kelley Co | Heat exchange mill |
| FR2451718A1 (fr) * | 1979-03-21 | 1980-10-17 | Richter Gedeon Vegyeszet | Equipement pour le traitement de solides humides, en particulier de matieres pulpeuses, par chauffage ou refroidissement |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2839145A1 (fr) * | 2002-04-30 | 2003-10-31 | Hivert Systemes Automatises | Procede de sechage sous vide d'une piece usinee et installation |
| WO2003095915A1 (fr) * | 2002-04-30 | 2003-11-20 | Cinetic Etfa Linking | Procede de sechage sous vide d'une piece usinee et installation |
| EP2412461B1 (fr) * | 2010-07-30 | 2018-12-05 | United Technologies Corporation | Procédé de traitement de poudres |
| CN109556374A (zh) * | 2018-12-29 | 2019-04-02 | 广西贺州市奕鸿农业开发有限责任公司 | 一种蕨粉烘干装置 |
| CN109556374B (zh) * | 2018-12-29 | 2023-12-19 | 钟山县洲星食品有限公司 | 一种蕨粉烘干装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0451048B1 (fr) | 1994-06-29 |
| FR2660423B1 (fr) | 1992-06-12 |
| DE69102666T2 (de) | 1995-01-12 |
| DE69102666D1 (de) | 1994-08-04 |
| ATE108015T1 (de) | 1994-07-15 |
| FR2660423A1 (fr) | 1991-10-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0619254B1 (fr) | Installation et procédé de transfert de produits s'écoulant par gravité | |
| EP0227789A1 (fr) | Distributeur automatique d'aliments chauffes, notamment de frites cuites | |
| EP0196486A1 (fr) | Installation de chargement d'un four à cuve | |
| FR2964091A1 (fr) | Dispositif de manutention de futs, installation de transfert de materiau en poudre et procede de transfert | |
| FR2695464A1 (fr) | Four à induction fermé pour la fusion et la coulée. | |
| EP0451048B1 (fr) | Procédé et installation de séchage et de dégazage de poudres | |
| EP0030481B1 (fr) | Peseuse de matière en pâte, telle que la pâte à pain et pétrin-malaxeur-peseur équipé d'une telle peseuse | |
| EP0514526B1 (fr) | Installation de production de metal fondu dans un four electrique | |
| EP1129221A1 (fr) | Dispositif de repartition de matieres en vrac | |
| FR2821775A1 (fr) | Appareil de moulage avec montage de manoeuvre et de mise en place de moule | |
| EP0414601B1 (fr) | Machine de remplissage en poudre de gaines | |
| CH364212A (fr) | Machine à postes multiples pour la mise en conserve | |
| FR2933594A1 (fr) | Cuve de traitement thermique | |
| EP2655996B1 (fr) | Module de chauffage, systeme de chauffage comprenant plusieurs modules de chauffage et installation comprenant un tel systeme de chauffage | |
| BE519656A (fr) | ||
| EP0477117B1 (fr) | Dispositif modulaire flexible de traitements thermiques | |
| FR2497442A1 (fr) | Appareil pour le pelage a la vapeur des fruits et legumes | |
| FR2495584A1 (fr) | Enceinte pour le stockage de produits pulverulents ou granuleux | |
| CH410029A (fr) | Procédé pour tremper des pièces d'horlogerie et appareil pour la mise en oeuvre de ce procédé | |
| FR2660593A1 (fr) | Four de rotomoulage. | |
| WO2022258914A1 (fr) | Dispositif d'alimentation d'un récipient pour installation de traitement thermique de déchets | |
| EP0806485A1 (fr) | Installation de traitement thermique | |
| FR2670217A1 (fr) | Installation de production d'acier par fusion de ferraille. | |
| FR2969170A1 (fr) | Sas d'entree ou de sortie, et installation de production de gaz de pyrolyse utilisant un tel sas. | |
| FR2498876A1 (fr) | Dispositif d'irradiation de produits agricoles, sur les lieux de production |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT CH DE GB IT LI SE |
|
| 17P | Request for examination filed |
Effective date: 19920311 |
|
| 17Q | First examination report despatched |
Effective date: 19930709 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT CH DE GB IT LI SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19940629 |
|
| REF | Corresponds to: |
Ref document number: 108015 Country of ref document: AT Date of ref document: 19940715 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 69102666 Country of ref document: DE Date of ref document: 19940804 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19940929 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19941005 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19950411 Year of fee payment: 5 Ref country code: GB Payment date: 19950411 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19950413 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950427 Year of fee payment: 5 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19960402 Ref country code: AT Effective date: 19960402 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19960430 Ref country code: CH Effective date: 19960430 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960402 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970101 |