EP0444702A2 - Enroulement supra-conducteur et son procédé de fabrication, supra-conducteur composite et son procédé de fabrication, et appareil supra-conducteur - Google Patents
Enroulement supra-conducteur et son procédé de fabrication, supra-conducteur composite et son procédé de fabrication, et appareil supra-conducteur Download PDFInfo
- Publication number
- EP0444702A2 EP0444702A2 EP91103113A EP91103113A EP0444702A2 EP 0444702 A2 EP0444702 A2 EP 0444702A2 EP 91103113 A EP91103113 A EP 91103113A EP 91103113 A EP91103113 A EP 91103113A EP 0444702 A2 EP0444702 A2 EP 0444702A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- superconducting
- composite
- superconducting coil
- superconductors
- superconductor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/048—Superconductive coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F6/00—Superconducting magnets; Superconducting coils
- H01F6/06—Coils, e.g. winding, insulating, terminating or casing arrangements therefor
Definitions
- the present invention relates to a superconducting coil and a process for manufacturing the same, a composite superconductor forming the superconducting coil and a process for manufacturing the same and a superconducting apparatus having the superconducting coil incorporated therein.
- the composite superconductor generally comprises superconductors and normal conductors.
- the composite superconductor is formed into a round section wire, a square section wire, or a hollow wire, for example, by embedding superconductor wire elements having a diameter of 5 ⁇ m to 250 ⁇ m into a normal conductor formed of steel, alminium or other metals or an alloy of these metals.
- Another composite superconductor which is coated with a copper oxide coating on the outermost surface thereof so that it can be immersed into a liquid refrigerant.
- a composite superconductor which is coated with a copper oxide coating on the outermost surface thereof is known as an example of a composite superconductor which is immersed into a liquid coolant is known (refer to JP-B-Sho 64-10887).
- a superconductor which are formed with a multiplicity of grooves and walls on the surface skin band of cooling area by cutting to increase the cooling area so that lowering of performance due to burn-out phenomenon is prevented has been proposed (refer to JP-A-Sho 55-56306).
- the above mentioned objects are accomplished by forming a thin resin coating on the surface of the composite superconductor and disposing spacers between the conductors.
- a technique using a copper oxide coating is characterized in that the outermost stabilizing portion of the composite superconductor is formed of copper and a copper oxide coating is formed on the surface of the outermost portion for enhancing the cooling performance.
- the metal surrounding superconducting wire elements which are structural members of the composite superconductor is limited to copper.
- a chemical treatment or electrolytic process using chromic acid, potassium permanganate and the like is used for forming a coating film. However, these process have a problem of processing of chemical waste liquids. Solution of this problem has been demanded in view of protection of environment.
- the proposal to increase the cooled area has the possibility that raised portions formed on the cooling area may be partly omitted in use of an actual apparatus using the superconductor.
- a thin coating film mainly formed of a high-molecular material is formed on the surfaces of composite superconductors including the cooling surfaces thereof and a cooling fluid is admitted between the cooling surfaces of the superconductors for stabilizing the cooling performance.
- the present invention is realized by a combination of the formation of a thin resin coating on the surfaces of the composite superconductors and the interposition of spacers between the conductors.
- a superconducting coil of the present invention is formed by winding composite superconductors which are coated with an insulating material therearound and wound.
- the insulating material is a resin. Further insulative spacer members are interposed between the composite superconductors coated with the resin.
- a superconducting coil of the present invention is formed by winding composite superconductors which include combined plural superconducting wire elements and normal conductors.
- the composite superconductors are coated with a resin therearound and spacers are interposed between the resin coated composite superconductors.
- a superconducting coil of the present invention is formed by winding composite superconductors coated with a resin while refrigerant paths are assured between the composite superconductors.
- a composite superconductor of the present invention comprises composite superconducting wires coated with a resin, a part of the coated surface of the wires being additionally provided with an insulating member.
- a process for manufacturing a superconducting coil includes winding composite superconductors which are coated with an insulating film on the surface thereof by an electrocoating method. If it is necessary to repair damaged portion of the insulating film occurred when the composite conductor is formed into the shape of coil, the electrocoating may be performed again after forming into the shape of coil.
- a process for manufacturing a superconducting coil of the present invention comprises the steps of winding composite superconductors into the shape of coil; and performing an electrocoating to form an insulating film on the surface of the coil.
- a process of manufacturing a composite superconductor comprises the steps of combining a superconductor with a normal conductor; and electrocoating the entire surface of the combined conductor with a high-molecular resin.
- the applied voltage is 10 to 200 volts and the electrocoating time is 30 to 150 seconds.
- a way of combining conducting wire elements with normal conductors includes ways as follows:
- a normal conductor having a low electric resistance is preferable since the normal conductor becomes a by-pass even if a superconductor is partially destroyed. Therefore, use of pure metal such as oxygen-free copper and silver is preferable.
- the materials of superconducting wire element are not particularly limited. Accordingly, intermetallic compounds such as Nb3Sn and alloys such as NbTi may be used to cope with cryogenic temperatures (use of liquid helium). Even oxide ceramics system superconducting materials represented by Y-Ba-Cu-O may be used at temperatures above that of liquid nitrogen.
- preferable thickness of the coating film depends upon the service environment, thinner coating film is generally better. Preferable range is 1 to 30 ⁇ m. Uniform coating is preferable. The present inventors have found that an electrocoating method which will be described hereafter is most preferable to provide a preferable coating.
- high-molecular resin includes epoxy resins, acrylic resins, fluorine resins, phenolic resins and polybuthadiene resins.
- an excellent effect of the present invention is achieved when an epoxy resin is used.
- a superconducting apparatus of the present invention comprises a superconducting coil which is formed by winding insulating material coated composite superconductors and is in contact with a liquid coolant.
- the insulating material forms a resin coating film. Spacings between the wound composite superconductors themselves are maintained by spacer members.
- the liquid refrigerant includes liquid helium, liquid nitrogen, liquid oxygen and the like.
- the superconducting apparatus of the present invention is designed to be cooled by boiling. Accordingly, all the portions between resin coated composite superconductors themselves excepting the spacer members should be areas to be cooled by the liquid refrigerant. That is, a structure in which the coated composite superconductors themselves directly contact with each other is eliminated so that the spacer members are necessarily interposed or liquid refrigerant flow paths are formed between the resin coated composite superconductors.
- the electrocoating method comprises the steps of; blending a high-molecular material such as an epoxy resin, acrylic resin in an aqueous solution; precipitating the resin on the surface of a piece to be coated which is formed of an electrically conductive material based on an electrophoretic principle; and baking the coated piece to form a firm insulating film thereon.
- This method makes it possible to coat an electrically conductive portion with a coating film having an uniform thickness.
- the resin used for this coating method is blended in an aqueous solution.
- the blending ratio of water is about 70 to 80% by weight.
- This coating method is excellent in that the resin can be removed from the waste liquid by various filters and excellent in safety of working and environmental protection.
- Such an electrocoating is generally performed in a batch manner.
- pieces to be coated according to the present invention are often linear and the length thereof is generally not less than several meters. Therefore, since conventional batch type processing can not coat the whole of linear piece to be coated, a process for electrocoating linear pieces was devised.
- electrocoating is suitably performed while the whole of the composite superconductor wound into a coil shape is immersed in an electrocoating bath.
- a high-molecular resin can be used as an insulating material and the whole or a part of the composite superconductor can be coated with a coating film having a given, thin and uniform thickness. Accordingly, a sufficient cooling thermal flow flux is assured so that a stable superconducting state may be attained depending upon an applied magnetic field.
- the coating resin has a high heat resistance. Since the thickness of the resin film is substantially proportional to the breakdown voltage of an electric insulation, the thinner coating film provides the less insulation.
- spacer members are interposed. Accordingly, insulation is kept while flow paths of liquid refrigerant are assured and heat resistance is improved so that excellent boiling cooling can be expected.
- a superconducting coil, a composite superconductor and a superconducting apparatus which are stable and excellent in cooling-performance can be provided. Since an uniform resin coating is formed by an electrocoating in the present invention, damage to coating and short-circuiting will not occur. Processes for manufacturing a superconducting coil and a composite superconductor of the present invention does not require a waste liquid processing.
- the epoxy resin coating has an excellent adhesion to superconducting materials in comparison with the other resin coatings (for example, acrylic resins and fluorine resins) so that omittion is hard to occur.
- the epoxy resin is quickly dried and easy to be molded as general features and has advantages that it is easily available and inexpensive.
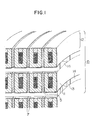
- Fig. 1 is a sectional in part and perspective view of a superconducting coil 15 comprising a plurality of stacked pancakes 12, each being formed by concentrically winding a high capacity linear composite superconductors each having a square section to provide inner diameter of a central hollow space of 200 mm and an outer diameter of about 500 mm.
- a perspective view of the superconducting coil 15 is shown in Fig. 2.
- the superconducting coil 15 of the present embodiment is formed by stacking 12 pancakes.
- the superconducting coil 15 is manufactured according to following steps. The process for manufacturing the high capacity composite superconductor 11 will now be described with reference to Fig. 3.
- a superconducting wire element which is a bundle of 1060 filaments formed of NbTi having a diameter 50 ⁇ m is inserted into an oxigen-free copper pipe, from which the wire is extruded for drawing working. Thereafter, 10 molded strands, which are formed by being subjected to aging heat treatment are inserted into a recess of a stabilized block 2 of oxygen-free copper having a ⁇ -shaped section which is formed by hot extrusion. Then, the stranded wires 1 are pressed by a lid 3 and fixed by a solder 4. The sectional dimension of the superconductor 11 in such a condition is 12.6 mm x 26.8 mm. The superconductor is then coated with an insulating film 7 over an entire of the outer periphery thereof. An electrocoating method is used for applying the insulting film 7.
- treating bathes one for each step of a process shown in Fig. 4 are aligned.
- the material to be coated is successively subjected to coating treatment.
- Epoxy cation electrocoating material for example, Aqua No. 4200 manufactured by Nippon Yushi Co., Ltd.
- Aqua No. 4200 manufactured by Nippon Yushi Co., Ltd. is used as an electrocoating paint.
- the length of a baking electric furnace is 5 m in view of conductor winding up speed and heating time.
- the conditions of Table 1 excellent in smoothness are applied in consideration of independently determined thin film coating conditions.
- the length of degreasing and washing baths in a direction of passing of a piece to be coated which are used at steps shown in Fig. 4 is 0.3 m.
- the spacing of 0.1 m is provided between the baths and a spacing of 0.5 m is provided for an air blowing station.
- the length of an electrocoating bath is 0.5 mm.
- a spacing of 0.1 m is provided between the electrocoating bath and a washing bath at next step is 0.1 m. Pure water contained in the electrocoating liquid is dropped in the spacing to preliminarily wash the coated conductor to remove residual electrocoating liquid which has formed no coating film.
- the washing bath is 0.5 m in length.
- the water in the bath is stirred by using a circulating pump. After washing the conductor with water, the range of air blowing for removing water droplets is 0.3 m, and the range of temperature gradient up to a baking furnace temperature of 175°C is 0.3 m.
- Each bath is double-structured.
- a sponge-like seal member is disposed at each of outlet and inlet for preventing leakage of liquid therefrom to the inside of an inner treatment bath. The liquid leaked in spite of such a provision is recovered into an outer bath and is circulated by the circulating pump.
- the level of the treating liquid is maintained above the upper side of a piece to be coated by using the discharging pressure of the circulating pump so that the treating liquid normally covers the superconductor.
- Roller electrodes are disposed in front of the degreasing bath for conducting a current to the piece to be coated.
- the insulator 5 made of FRP (glass fiber reinforced epoxy resin) having a section of 0.2 mm x 25 mm is disposed on the side of the superconductor with which the other superconductor contacts as shown in Fig. 3.
- the insulator 5 is disposed since the electric resistance of the insulating film 7 coated over the outer periphery of the superconductor 11 is so low that insulation between the superconductors is insufficient if the coating thickness is low.
- the insulator 5 functions as a spacer member.
- the superconducting coil 15 is thus formed by stacking 12 these pancakes 12.
- spacers 13, each formed of bar-like insulator radially extending from the inner radial side to outer radial side thereof are disposed between adjacent pancakes 12 to provide spacings through which liquid helium passes 14.
- the superconducting coil 15 which is formed by the above mentioned steps is immersed in liquid helium at an atomospheric pressure so that helium boiling characteristics is measured for evaluating the heat conduction characteristics thereof. Boiling characteristics is measured for different film thicknesses as shown in Fig. 5A. Comparison of a curve (i) of uncoated specimen with a curve (ii) of a specimen coated with a 1.5 ⁇ m thick insulating film of the present embodiment shows that a slight increase in temperature difference (between the conductor temperature T cond and the helium temperature T He ) increases a minimum value of heat flow flux : q min by about 0.18.
- a curve (iii) represents the heat conduction characteristics of a specimen coated with a 5 ⁇ m thick coating film according to the electrocoating method.
- qmin 0.24 w/cm2 was obtained at a temperature difference equivalent to a critical temperature Tc of superconduction.
- Curves (iV) and (V) represent heat conduction characteristics of specimen coated with 17 ⁇ m and 40 ⁇ m thick coating films, respectively.
- coating film thickness provides a stable coating film according to electrocoating method.
- preferable range of the coating film thickness of the composite superconductor is 1 ⁇ m to 30 ⁇ m in the present embodiment, it is preferable that the heat flow rate be higher and that the coating film thickness be 5 ⁇ m to 20 ⁇ m in view of and manufacturing conditions and process control.
- an effective heat flow flux q e used for the design of superconductor is determined as shown in Fig. 5B.
- a way of determining q e relies upon Madoc's equi-area law (The Institute of Electrical Engineers of Japan Daigaku-Koza, Superconductivity engineering, revised page 105, 1988 published by the Institute of Electrical Engineers of Japan).
- a value q e increases with an increase in the thickness of the coating film. When the thickness exceeds 18 ⁇ m, the heat resistance in the coating film becomes predominant so that q e decreases with an increase in thickness.
- Measuring is conducted under conditions that the superconductor is formed of a niobium and titanium alloy, the strength of applied magnetic field was 8 Tesla; the ratio of conducting current to critical current is 0.5. It is understood from Fig. 5B that a value of coating film thickness (about 18 ⁇ m) gives a maximum q e and that a higher q e value is preferably obtained if the thickness is 5 to 20 ⁇ m.
- epoxy resins in the present embodiment is described in detail, use of acrylic resins, fluorine resins, phenol resins and polybutadiene resins may provide equivalent effects.
- the applied voltage and the electrocoating time fall in the ranges 10 to 200 volts and 30 to 150 seconds, respectively if each of these resins is formed into the above-mentioned thickness.
- the applied voltage is changed to 50 V (electrocoating time: 150 seconds) and 200 V (150 seconds), respectively.
- the coating film 7 covering the superconductor 11 is formed of enamel and a dip coating method in which a superconductor is immersed into a high-molecular material solution and then pulled out for curing is used for applying the insulating film, similar result is obtained.
- the linear composite superconductor 11 which is manufactured in Embodiment 1 is concentrically wound to manufacture pancakes 12, each having, for example, an inner diameter of 200mm and an outer diameter of 500 mm.
- the superconducting coil 15 comprises one or plurality of stacked pancakes 12.
- the thickness of an annular plate forming each pancake is 26.8 mm.
- the number of stacks of the superconductor is 12.
- Bar-like spacers 13 radially extending from the inner to outer side are disposed between the adjacent pancakes 12 so that spacings 14 through which liquid helium passes.
- the resin is selectively deposited to a portion of the insulating film which is damaged on forming the pancakes and through which normally conductive material is exposed resulting in that pancakes for superconducting coil having a damage-free insulating film can be manufactured.
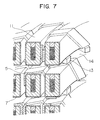
- an insulator 5 for preventing the superconductor 11 from contacting with the other superconductor is preliminarily wound around the superconductor 11 as shown in Fig. 6. Thereafter, the pancakes are concentrically formed in the present embodiment.
- the insulator 5 is a polyimide tape is having a width of 15 mm in the present embodiment. If the insulator 5 is adhered to the superconductor 11 with an adhesive and the like when the insulator 5 is wound around the superconductor 11, subsequent working become easier.
- FIG. 7 A sectional in part and perspective view of a superconducting coil formed of the above mentioned superconductor 11 is shown in Fig. 7.
- the boiling characteristics of the superconductor substantially corresponds to the curve (iii) in Fig. 5A when the insulating film 7 is 5 ⁇ m in thickness.
- the surface area of the insulator 5 covering the superconductor 11 is lower than that of the embodiment 1 and the migration of the boiling liquid is possible in a direction of thickness of the pancake 12.
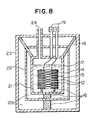
- a boiling type superconducting device which uses the superconducting coil 15 of the embodiment 1 is exemplarily shown in Fig. 8.
- the superconducting coil 15 in which spacings 14 through which liquid helium passes are formed between the pancakes 12 is immersed in liquid helium 17.
- the superconducting coil 15 is supported by a support 16 and is connected to current terminals 19.
- a helium container 21 containing liquid helium 17 is provided with a liquid helium charging and discharging port 24 at the upper side thereof.
- the helium container 21 is surrounded by a heat shielding plate 22 on the outer peripheral side thereof.
- the heat shielding plate 22 is surrounded by a vacuum container 23 on the outer side thereof.
- Vacuum adiabatic chambers 20 are defined between the helium container 21 and the heat shielding plate 22; the heat shielding plate 22 and the vacuum container 23.
- a support 16 for supporting a compression load is provided on the lower side of each chamber.
- a support 18 is provided to support a tensile load on the upper side thereof.
- the electrocoating method is most safe among various coating methods and the manufacturing cost is low since the ratio of water in the coating material is about 75%.
- Mb3Sn is used as a superconductive material for liquid helium in the above mentioned embodiments
- the present invention is not limited to only this material and may be applicable to any other superconductive materials and liquid refrigerant. If a superconductor comprising, for example, perovskite superconducting wires which are surrounded by a stable metal such as silver and then coated with a resin is used together with an insulator and spacer members, a liquid refrigerant at a temperature equal to or above the temperature of the liquid nitrogen may be used.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2049267A JPH03253005A (ja) | 1990-03-02 | 1990-03-02 | 超電導コイルとその製法、複合超電導導体とその製法、並びに超電導装置 |
| JP49267/90 | 1990-03-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0444702A2 true EP0444702A2 (fr) | 1991-09-04 |
| EP0444702A3 EP0444702A3 (en) | 1992-09-23 |
Family
ID=12826059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19910103113 Withdrawn EP0444702A3 (en) | 1990-03-02 | 1991-03-01 | Superconducting coil and process for manufacturing the same, composite superconductor and process for manufacturing the same and superconducting apparatus |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0444702A3 (fr) |
| JP (1) | JPH03253005A (fr) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0874372A1 (fr) * | 1997-04-23 | 1998-10-28 | Arisawa Mfg. Co., Ltd. | Matériau isolant et composition adhésive epoxy pour températures très basses |
| EP1381059A1 (fr) * | 2002-07-12 | 2004-01-14 | High Energy Accelerator Research Organization | Aimant supraconducteur, enroulement supraconducteur et spectromètre supraconducteur |
| WO2006037741A1 (fr) * | 2004-10-04 | 2006-04-13 | Siemens Aktiengesellschaft | Limiteur de courant supraconducteur de type resistif comportant une piste supraconductrice a tc elevee en forme de bande |
| EP1830419A1 (fr) * | 2006-03-02 | 2007-09-05 | Theva Dünnschichttechnik GmbH | Limiteur de courant résistant |
| DE102006032702B3 (de) * | 2006-07-14 | 2007-10-04 | Siemens Ag | Resistive supraleitende Strombegrenzeinrichtung mit bifilarer Spulenwicklung aus HTS-Bandleitern und Windungsabstandshalter |
| DE102006032972B3 (de) * | 2006-07-17 | 2008-02-14 | Siemens Ag | Supraleitende Strombegrenzereinrichtung vom resistiven Typ mit mehrteiligem Halteelement |
| DE102006032973B3 (de) * | 2006-07-17 | 2008-02-14 | Siemens Ag | Supraleitende Strombegrenzereinrichtung von resistiven Typ mit Halteelement |
| JP2017533579A (ja) * | 2014-09-01 | 2017-11-09 | ルバタ エスポー オサケ ユキチュアLuvata Espoo Oy | 超電導体を含む金属組立体 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4653555B2 (ja) * | 2005-05-10 | 2011-03-16 | 新日本製鐵株式会社 | 酸化物超伝導磁石材料及び酸化物超伝導磁石システム |
| JP2008130785A (ja) * | 2006-11-21 | 2008-06-05 | Sumitomo Electric Ind Ltd | 超電導コイルおよび該超電導コイルを備えた超電導機器 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ES421106A1 (es) * | 1972-12-08 | 1976-04-01 | Gen Electric | Procedimiento para remendar material conductor expuesto en el alambre magnetico de una bobina enrollada para una maqui-na dinamoelectrica. |
| JPS561411A (en) * | 1979-05-18 | 1981-01-09 | Japan Atomic Energy Res Inst | Large capacity superconductor |
| GB2117794B (en) * | 1982-04-06 | 1986-05-21 | Standard Telephones Cables Ltd | Electrocoating electrical components |
| JPH0649626B2 (ja) * | 1987-08-27 | 1994-06-29 | 株式会社半導体エネルギ−研究所 | 酸化物超電導材料 |
-
1990
- 1990-03-02 JP JP2049267A patent/JPH03253005A/ja active Pending
-
1991
- 1991-03-01 EP EP19910103113 patent/EP0444702A3/en not_active Withdrawn
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0874372A1 (fr) * | 1997-04-23 | 1998-10-28 | Arisawa Mfg. Co., Ltd. | Matériau isolant et composition adhésive epoxy pour températures très basses |
| EP1381059A1 (fr) * | 2002-07-12 | 2004-01-14 | High Energy Accelerator Research Organization | Aimant supraconducteur, enroulement supraconducteur et spectromètre supraconducteur |
| WO2006037741A1 (fr) * | 2004-10-04 | 2006-04-13 | Siemens Aktiengesellschaft | Limiteur de courant supraconducteur de type resistif comportant une piste supraconductrice a tc elevee en forme de bande |
| US7981841B2 (en) | 2004-10-04 | 2011-07-19 | Siemens Aktiengesellschaft | Resistive type super conductive current-limiting device comprising a strip-shaped high-Tc-super conductive path |
| EP1830419A1 (fr) * | 2006-03-02 | 2007-09-05 | Theva Dünnschichttechnik GmbH | Limiteur de courant résistant |
| KR101297045B1 (ko) * | 2006-03-02 | 2013-08-14 | 테바 뒨쉬히트테크닉 게엠베하 | 저항성 한류기 |
| DE102006032702B3 (de) * | 2006-07-14 | 2007-10-04 | Siemens Ag | Resistive supraleitende Strombegrenzeinrichtung mit bifilarer Spulenwicklung aus HTS-Bandleitern und Windungsabstandshalter |
| US8255024B2 (en) | 2006-07-14 | 2012-08-28 | Siemens Aktiengesellschaft | Resistive superconducting current-limiter device with bifilar coil winding composed of HTS ribbon conductors and turn separator |
| DE102006032972B3 (de) * | 2006-07-17 | 2008-02-14 | Siemens Ag | Supraleitende Strombegrenzereinrichtung vom resistiven Typ mit mehrteiligem Halteelement |
| DE102006032973B3 (de) * | 2006-07-17 | 2008-02-14 | Siemens Ag | Supraleitende Strombegrenzereinrichtung von resistiven Typ mit Halteelement |
| US8112134B2 (en) | 2006-07-17 | 2012-02-07 | Siemens Aktiengesellschaft | Superconducting current limiter device of the resistive type having a holding element |
| JP2017533579A (ja) * | 2014-09-01 | 2017-11-09 | ルバタ エスポー オサケ ユキチュアLuvata Espoo Oy | 超電導体を含む金属組立体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0444702A3 (en) | 1992-09-23 |
| JPH03253005A (ja) | 1991-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5171941A (en) | Superconducting strand for alternating current | |
| KR101079564B1 (ko) | 신규 초전도 물품, 그 형성 및 사용 방법 | |
| EP0444702A2 (fr) | Enroulement supra-conducteur et son procédé de fabrication, supra-conducteur composite et son procédé de fabrication, et appareil supra-conducteur | |
| Usoskin et al. | Large area YBCO-coated stainless steel tapes with high critical currents | |
| US6199266B1 (en) | Method for producing superconducting cable and cable produced thereby | |
| EP0220738B1 (fr) | Supraconducteur multifilamentaire à base d'un composé intermétallique | |
| AU727324B2 (en) | Connection structure for superconducting conductors | |
| US4330347A (en) | Resistive coating for current conductors in cryogenic applications | |
| JP3363948B2 (ja) | 酸化物超電導電力ケーブル | |
| US3281737A (en) | Superconductive solenoid | |
| JPS6410887B2 (fr) | ||
| Takayasu et al. | Development of termination methods for 2G HTS tape cable conductors | |
| WO2018109205A1 (fr) | Procédé de fabrication d'une bande pour un câble conducteur transposé en continu et câble produit par ce procédé | |
| Stern et al. | Developing a vacuum pressure impregnation procedure for CORC wires | |
| US3258828A (en) | Method of producing a superconductive solenoid disc | |
| US3504105A (en) | Electrically conductive tape of normally conductive metal with a superconductor therein | |
| WO2021107248A1 (fr) | Procédé de fabrication d'une bobine supraconductrice à haute température à l'aide d'une liaison par diffusion et bobine supraconductrice à haute température fabriquée par ce procédé | |
| CN114864175A (zh) | 一种超导带材堆叠结构的圆形截面导体制备工艺 | |
| US3440336A (en) | Web-shaped superconductor | |
| US6215072B1 (en) | Method of preparing an oxide superconducting conductor | |
| Floegel-Delor et al. | Reel-to-reel copper electroplating on pulse laser deposition coated conductor | |
| US6387525B1 (en) | Self insulating substrate tape | |
| US7330744B2 (en) | Metal salt resistive layer on an superconducting element | |
| JPH0855525A (ja) | 酸化物系超電導電力ケーブルの導体構造 | |
| Nikulin et al. | Ultrathin ceramic insulation for Ag-sheathed high T/sub c/-superconductors |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): DE FR GB |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): DE FR GB |
|
| 17P | Request for examination filed |
Effective date: 19920812 |
|
| 17Q | First examination report despatched |
Effective date: 19931103 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Withdrawal date: 19951113 |