EP0429330A1 - Procédé et installation pour la fabrication de panneaux décoratifs colorés à base de particules de roches exfoliées - Google Patents
Procédé et installation pour la fabrication de panneaux décoratifs colorés à base de particules de roches exfoliées Download PDFInfo
- Publication number
- EP0429330A1 EP0429330A1 EP90403107A EP90403107A EP0429330A1 EP 0429330 A1 EP0429330 A1 EP 0429330A1 EP 90403107 A EP90403107 A EP 90403107A EP 90403107 A EP90403107 A EP 90403107A EP 0429330 A1 EP0429330 A1 EP 0429330A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- particles
- binder
- colored
- distributor
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B13/00—Feeding the unshaped material to moulds or apparatus for producing shaped articles; Discharging shaped articles from such moulds or apparatus
- B28B13/02—Feeding the unshaped material to moulds or apparatus for producing shaped articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B17/00—Details of, or accessories for, apparatus for shaping the material; Auxiliary measures taken in connection with such shaping
- B28B17/02—Conditioning the material prior to shaping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B5/00—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in, or on conveyors irrespective of the manner of shaping
- B28B5/02—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in, or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type
- B28B5/026—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in, or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type the shaped articles being of indefinite length
- B28B5/027—Producing shaped articles from the material in moulds or on moulding surfaces, carried or formed by, in, or on conveyors irrespective of the manner of shaping on conveyors of the endless-belt or chain type the shaped articles being of indefinite length the moulding surfaces being of the indefinite length type, e.g. belts, and being continuously fed
Definitions
- the present invention relates to a process and to an installation for the continuous manufacture of colored panels of particles or granules agglomerated by a binder and in particular of panels made up of particles of exfoliated rocks such as vermiculites. It also relates to the panels obtained by implementing this process and by using this installation.
- the method according to the invention has many advantages over known methods.
- the conduct of the continuous process allows perfect preparation of the materials while ensuring reproducibility of the characteristics of formation, composition and identical qualities of each panel produced.
- the means of control and piloting of the installation offering all the guarantees of dosing of particles and binders, the continuous operation makes it possible to minimize the number of preparations to be stored by the implementation of small quantities adapted to the request, avoiding therefore significant storage.
- the coloration of the panel is obtained by adding to the base layer impregnated with natural binder with a colored layer in the mass through the use of the colored binder itself, which penetrates during the impregnation into the mass of treated particles and gives the panel thus obtained a constant coloration and durable.
- the method according to the invention allows the constitution of panels in several layers, hence the possibility of applying different particle sizes and materials for each layer, as well as of varying the thicknesses and the number of layers.
- the method according to the present invention is characterized in that a material resulting from the mixing of metered quantities of said particles and of an inorganic binder in the liquid or viscous state is continuously deposited on a movable formation surface. and the cup lightly to form at least one base layer, at least one other upper layer is continuously deposited on said base layer, formed by a mass of particles of the same nature previously crumbled, the mass of which is impregnated with a colored binder, the set of layers in translational movement on the formation surface, after at least leveling the upper layer, being subjected to precompression, then cut into panels which, after passing through a press, are subjected to a treatment thermal oven.
- the particles used are particles of exfoliated rocks, such as vermiculite, with a particle size of between 0.3 and 4 mm and the binder is an alkali silicate having a viscosity of the order 350 mPa.
- the coloring in the mass of the particles is carried out by imparting to the particles a vortex movement to disperse them within the sprayed binder.
- the particle size of the particles used for the preparation of the colored layer is different from that of the particles of the other layers.
- the mobile training surface is constituted by a strip of transport associated with at least two distributors of impregnated particles, the first distributor of uncoloured particles being composed of a hopper whose bottom has two divergent planes whose common edge of the summit is located transversely to the direction of advance of the strip and whose spacings of the walls of the hopper constitute weirs, the lower edge of one of said planes located upstream relative to the edge of the summit constituting a threshold determining the level of a first layer coming from the first weir, while a height-adjustable hatch or strip placed downstream of the distributor determines the thickness of a second layer coming from the second weir, a compression roller being placed downstream of each weir and of which the second particle distributor colored impregnates placed downstream of the first is provided with means ensuring the crumbling of the mass and the leveling of the layer deposited.
- the means ensuring the crumbling of the mass and the leveling of the layer consist of walls of the hopper placed in baffles and in a reel of distribution provided with rotating blades .
- the levels of the strip of the first distributor and of the weir of the second distributor are controlled by an integrated system for adjusting the thicknesses of the upper layers.
- the cake composed of the layers previously formed, is shaped by continuous pressing using a preforming plate adjustable by an articulation and driven in a vertical movement alternative by means of a crank articulated to an eccentric placed on a pulley.
- a single motor drives in rotation by means of belts a kinematic assembly ensuring the oscillation of a movable table and the pulley actuating the crank of the press plate.
- recirculation means are used for the colored binder obtained to ensure a desired constant temperature and good homogeneity of the colored binder.
- the invention also relates to an installation for implementing the continuous process of the invention, comprising units for preparing masses impregnated with binder and means for continuously transferring said masses onto a mobile forming surface consisting of a multilayer spreader distributor, on which said transfer takes place, the multilayer spreader distributor consisting of a conveyor belt associated with at least two distributors of impregnated particles, of which the first distributor of non-colored particles is composed of a hopper whose bottom has two diverging planes whose common edge of the top is located transversely to the direction of advancement of the strip and whose spacings of the walls of the hopper constitute weirs, the lower edge of one of said planes located upstream relative to the edge of the top constituting a threshold determining the level of a first layer from flow of the first weir, while a height-adjustable hatch or slider placed downstream of the distributor determines the thickness of a second layer coming from the second weir, a compression roller being placed downstream of each weir and the second of which distributor of colored impre
- the levels of the strip of the first distributor and of the weir of the second distributor are controlled by an integrated system for adjusting the thicknesses of the upper layers.
- a shaping machine by continuous pressing of the cake formed from the previously formed layers, comprising an oscillating table on which the forming surface slides and an upper press plate linked to the movable table by an articulation and driven in an alternative vertical movement to the by means of a crank articulated to an eccentric placed on a pulley.
- a single motor drives in rotation by means of transmission chains a kinetic assembly ensuring the oscillation of the movable table and the pulley actuating the crank of the press plate.
- a sub-unit for the preparation of colored binder consists of a jacketed reactor equipped with an agitator, level probes and pump for transfer to a buffer tank. and which is further provided with feed openings in metered quantities of binder, water and coloring matter.
- the invention also covers, as new products, particle boards or granules agglomerated by a binder, characterized in that they are composed of two layers of particles, preferably of vermiculite, joined together by compression and heat treatment in the oven, one is impregnated in the mass with a crude binder, such as alkali silicate, and the other is impregnated in the mass with a colored binder, obtained using the method as described above.
- a binder such as alkali silicate
- the vermiculite used was obtained by thermal shock exfoliation, then dusted and freed from all impurities, so as to have an apparent density and a constant particle size.
- the binder is an alkaline silicate such as potassium silicate in liquid form, of specific density and viscosity. It is maintained at its operating temperature by continuous cycling and thermoregulation.
- Fine particles of vermiculite are continuously admitted into silo 1, equipped with level probes, this silo constituting a buffer reserve sufficient for the proper functioning of the installation and allowing the overfilling which may come from a difference in the flow rates between the exfoliation ovens and the demand of the panel manufacturing facility.
- the particles are taken up at the outlet of the silo 1 by a continuous transport and metering assembly using a flow limitation valve 2, a conveyor belt 3 continuously scrolling and a weighing system 4.
- mixer 6 converge vermiculite and potassium silicate.
- the vermiculite particles are coated by imparting a vortex movement to the particles and by dispersing them within the sprayed binder, for example in a mixer which is the subject of a patent application also filed today in the name of the depositor.
- the flow and pressure are provided by the metering pump 5.
- the coated vermiculite is continuously taken up by the belt conveyor 7 to be screened on a vibrating screen 8 retaining the formation of accidental agglomerates and driving them to a recycling bin 9.
- the coated vermiculite is taken up continuously by a conveyor belt made of non-stick material 10 with weighing control 11.
- the purpose of weighing control is to balance the materials and adjust the vermiculite flow in 2 and the silicate flow by the metering pump 5.
- the coated vermiculite pours into the double hopper 12 of the multilayer spreader distributor to constitute the lower panel layer or the base layer.
- the installation for preparing the colored layer presented in FIG. 1 is composed of the two preparation lines allowing the production of the two masses of different coloring intended to be mixed to obtain a two-color layer.
- the vermiculite is metered by a flow limiting valve 14, and is controlled by a weighing system 16.
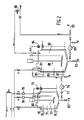
- a flow limiting valve 14 In the mixers 17, 17a converge the vermiculite and potassium silicate previously colored, the preparation of which follows. (figure 2).
- the preparation of the colored binder is preferably carried out in a reactor 71 with a heating jacket ensuring a constant temperature of use of binder by thermoregulation 72, equipped with an agitator 73 and level probes 74 and 75.
- a transfer pump 76 equipped with a prefilter 77 ensures the transfer of the prepared mixes to the buffer tank 83.
- the various components including the potassium silicate in the liquid state and the dyes, are introduced into the reactor 71 by the dosers 78 and 79, if they are liquid and by the manhole 80, if they are in powder form.
- the reactor is equipped with a cleaning-rinsing system 81 and a water outlet 82 for emptying.
- the transfer of the preparation from the reactor 71 to this tank takes place automatically via the pump 76.
- the tank buffer 83 equipped with level probes 85, 86, 87 and agitator 88 is maintained by thermoregulation 84 at the operating temperature and a recycling circuit ensures by pumping 89 good homogeneity of the product.
- the metering pump 18 or 18a allows the regulation of the flow rate and of the pressure necessary for spraying the colored silicate.
- the impregnation into the mass of the vermiculite by the colored binder is preferably carried out by imparting a swirling motion to the particles and by dispersing them within the sprayed binder, for example in the mixer which is the subject of the patent application also. filed today in the name of the applicant.
- the colored vermiculites from mixers 17 and 17a are mixed in the mixer 18b in the form of a rotating drum with an inclined axis and the inner wall of which is provided with a helical counter-blade, then taken up on the conveyor belt formed of a material. non-stick 19 and screened on the vibrating screen 20 retaining the formation of accidental agglomerates and driving them towards a recovery tank 21.
- the calibrated colored vermiculites are taken up by a belt conveyor 22 equipped with a weighing control system 23, then poured into the hopper 24 of the multilayer spreader distributor which is illustrated in FIG. 3. This second layer therefore comes to be superimposed on the first, simultaneously prepared upstream.
- the multilayer spreader distributor of FIG. 3 consists of two sets A and B.
- the set A distributes in one or two separate layers the particles coated on the belt conveyor 25.
- the flow poured into the hopper 12 is divided in two by two diverging planes 55a and 55b presented by the bottom of the hopper, the common edge 56 of the top of which is situated transversely to the direction of advance of the strip. The two resulting flows are directed towards the outlet spillways 41 and 42.
- the distribution over the width to be formed is ensured by distributing fingers 43a and 43b driven by a movement continuously oscillating on the conveyor 25 provided with two adjustable lateral guides 44 limiting the width.
- the first bed of particles formed from the overflow 41 passes to the leveling roller 45a exerting a slight pressure of adjustable intensity.
- the second bed of particles formed from the overflow 42 is superimposed on the first: its thickness is adjusted by means of the hatch 46 controlled by the integrated system for adjusting the thickness of the upper layers 47.
- This second bed of particles passes to the leveling roller 45b exerting a slight pressure of adjustable intensity.
- a second set B distributes the colored particles constituting the colored surface layer.
- This assembly rests on a movable table 48 of the shaping press (FIG. 3) by means of a sliding support 49.
- the hopper 24 delivers the particles passing over baffled walls, the flow rate being adjusted by a hatch 51.
- distributing arms 52a and 52b animated by an oscillating movement are placed in said outlet baffles.
- the flow of individual particles then ends up in the weir 53 where their distribution in rain on the moving cake is managed by a distribution reel 54 with Z-shaped blades.
- the reduction of clods in particles, then the leveling produced by the reel 54 make it possible to adjust the thickness of this layer and, in particular, to reduce this thickness to a minimum.
- a shaping machine Downstream of the multilayer spreader distributor, a shaping machine is pressed by pressing the cake formed, designated by item 26 (see FIG. 4).
- the preformed cake transported by the conveyor belt 25 moves towards the machine 26 in order to undergo a precompression there necessary for the formation of a compact unit which can be sectioned without exhibiting felting or crumbling detrimental to the good performance.
- the conveyor slides on an oscillating mobile table 48 driven by a deformable parallelogram composed of connecting rods 67a and 67b and by the kinetic assembly 65 connected by chains and sprockets to a motor 64.
- This same motor also drives a pulley 66 having an eccentric to which is linked by articulation 63 a crank-rod 62 carrying by means of an articulation an upper press plate 60 driven by an alternating vertical movement, the rhythm of which is synchronous with that of the oscillation of the table 48.
- the motor 64 also drives the transporter 25.
- the preforming plate 60 linked to the movable table 48 by an articulation 61 ensures a conformation in constant thickness which can be adjustable.
- the cake composed of the different particles shaped by the machine 26 is then driven by the belt conveyor 25 so as to pass through the shears 27, the operation of which is controlled by a detector 28 adjustable in length and which proceeds to cut the cake to the desired length.
- the panel thus debited is taken care of by a weighing conveyor 29 whose indications allow the whole process to be controlled, for example by adjusting the flow rate in the distributors 12 and 24.
- the panels taken up by the conveyor belt 29 are introduced into the press 31 to be molded. Leaving the press, the panels are then placed in stages in the drying tunnel 33 via the elevator conveyor 32.
- the drying carried out under determined conditions of time and temperature as a function of the thickness of the panels and of the flow rate, allows the panels reach their final resistance by evaporation of the water from the binder and thus allow its hardening.
- the panels are trimmed and brushed, then checked.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Press-Shaping Or Shaping Using Conveyers (AREA)
- Laminated Bodies (AREA)
- Glass Compositions (AREA)
- Finishing Walls (AREA)
- Pigments, Carbon Blacks, Or Wood Stains (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Road Signs Or Road Markings (AREA)
Abstract
Description
- La présente invention se rapporte à un procédé et à une installation pour la fabrication en continu de panneaux colorés de particules ou granulés agglomérés par un liant et en particulier de panneaux constitués de particules de roches exfoliées telles que vermiculites. Elle se rapporte également aux panneaux obtenus par mise en oeuvre de ce procédé et par emploi de cette installation.
- En variant les granulométries des matières employées et selon le choix du liant, naturel ou coloré, on obtient une vaste gamme de décors et de couleurs pour des panneaux dont les principales caractéristiques résident dans leur pouvoir d'isolation, leur légèreté, leur rigidité et leurs résistance au feu.
- Le procédé selon l'invention présente de nombreux avantages par rapport aux procédés connus.
- En effet, la conduite du procédé en continu permet une parfaite préparation des matériaux en assurant une reproductibilité des caractéristiques de formation, de composition et de qualités identiques de chaque panneau produit. Les moyens de contrôle et de pilotage de l'installation offrant toutes les garanties de dosage de particules et de liants, le fonctionnement en continu permet de minimiser le nombre de préparations à stocker par la mise en oeuvre de petites quantités adaptées à la demande, évitant de ce fait des stockages importants.
- L'obtention de la coloration du panneau s'obtient, contrairement aux procédés connus, par l'adjonction à la couche de base imprégnée de liant naturel d'une couche colorée dans la masse grâce à l'emploi du liant coloré lui-même, qui pénètre au cours de l'imprégnation dans la masse de particules traitées et confère au panneau ainsi obtenu une coloration constante et durable.
- Par ailleurs, le procédé selon l'invention permet la constitution de panneaux en plusieurs couches, d'où la possibilité d'appliquer des granulométries et matériaux différents pour chaque couche, ainsi que de varier les épaisseurs et le nombre de couches.
- Le procédé selon la présente invention est caractérisé en ce qu'on dépose en continu sur une surface de formation mobile une matière résultant du malaxage de quantités dosées desdites particules et d'un liant inorganique à l'état liquide ou visqueux, on l'égalise et le tasse légèrement pour former au moins une couche de base, on dépose en continu sur ladite couche de base au moins une autre couche supérieure, formée par une masse des particules de la même nature au préalable émiettée, dont la masse est imprégnée d'un liant coloré, l'ensemble de couches en mouvement de translation sur la surface de formation, après arasement au moins de la couche supérieure, étant soumis à une précompression, puis découpé en panneaux qui, après passage sur presse, sont soumis à un traitement thermique au four.
- Selon un mode de réalisation du procédé de l'invention, les particules utilisées sont des particules de roches exfoliées, telles que vermiculite, de granulométrie comprise entre 0,3 et 4 mm et le liant est un silicate alcalin présentant une viscosité de l'ordre de 350 mPa.
- Selon un autre mode de réalisation du procédé de l'invention, la coloration dans la masse des particules est effectuée en imprimant aux particules un mouvement tourbillonnaire pour les disperser au sein du liant pulvérisé.
- De préférence, la granulométrie des particules servant à la préparation de la couche colorée est différente de celle des particules des autres couches.
- Selon une forme d'exécution du procédé de l'invention, la surface de formation mobile est constituée par une bande de transport associée à au moins deux distributeurs de particules imprégnées, dont le premier distributeur de particules non colorées est composé d'une trémie dont le fond présente deux plans divergents dont l'arête commune du sommet est située transversalement par rapport au sens d'avancement de la bande et dont les écartements des parois de la trémie constituent des déversoirs, l'arête inférieure d'un desdits plans situé en amont par rapport à l'arête du sommet constituant un seuil déterminant le niveau d'une première couche en provenance du premier déversoir, tandis qu'une trappe ou réglette réglable en hauteur placée en aval du distributeur détermine l'épaisseur d'une deuxième couche en provenance du deuxième déversoirs, un rouleau de compression étant placé en aval de chaque déversoir et dont le second distributeur de particules imprégnées colorées placé en aval du premier est muni de moyens assurant l'émiettement de la masse et l'arasement de la couche déposée.
- Selon une autre forme d'exécution du procédé de l'invention, les moyens assurant l'émiettement de la masse et l'arasement de la couche consistent en des parois de la trémie placées en chicanes et en un moulinet de répartition muni de pales tournantes.
- Selon encore une autre forme d'exécution du procédé de l'invention, les niveaux de la réglette du premier distributeur et du déversoir du deuxième distributeur sont asservis à un système intégré de réglage des épaisseurs des couches supérieures.
- Selon une autre forme encore d'exécution du procédé de l'invention, le gâteau, composé des couches formées préalablement, est conformé par pressage en continu à l'aide d'un plateau de préformage réglable par une articulation et entraîné en un mouvement vertical alternatif au moyen d'une manivelle articulée à un excentrique placée sur une poulie.
- Selon une autre forme d'exécution du procédé de l'invention, un seul moteur entraîne en rotation au moyen de courroies un ensemble cinématique assurant l'oscillation d'une table mobile et la poulie actionnant la manivelle du plateau de presse.
- Selon une autre forme d'exécution encore du procédé on utilise des moyens de recirculation pour le liant coloré obtenu pour assurer une température constante désirée et une bonne homogénéité du liant coloré.
- L'invention a également pour objet une installation pour la mise en oeuvre du procédé en continu de l'invention, comprenant des unités de préparation des masses imprégnées de liant et des moyens de transfert en continu desdites masses sur une surface de formation mobile consistant en un répartiteur étaleur multicouche, sur lequel s'opère ledit transfert, le répartiteur étaleur multicouche étant constitué par une bande de transport associée à au moins deux distributeurs des particules imprégnées, dont le premier distributeur de particules non colorées est composé d'une trémie dont le fond présente deux plans divergeants dont l'arête commune du sommet est située transversalement par rapport au sens d'avancement de la bande et dont les écartements des parois de la trémie constituent des déversoirs, l'arête inférieure d'un desdits plans situé en amont par rapport à l'arete du sommet constituant un seuil déterminant le niveau d'une première couche en provenance du premier déversoir, tandis qu'une trappe ou réglette réglable en hauteur placée en aval du distributeur détermine l'épaisseur d'une deuxième couche en provenance du deuxième déversoir, un rouleau de compression étant placé en aval de chaque déversoir et dont le second distributeur de particules imprégnées colorées placé en aval du premier est muni de moyens assurant l'émiettement de la masse d'alimentation et l'arasement de la couche déposée, les moyens assurant l'émiettement de la masse et l'arasement de la couche consistant en des parois de la trémie placées en chicanes et en un moulinet de répartition muni de pales tournantes.
- Selon une autre forme d'exécution de ladite installation, les niveaux de la réglette du premier distributeur et du déversoir du deuxième distributeur sont asservis à un système intégré de réglage des épaisseurs des couches supérieures.
- Selon une autre forme d'exécution encore de ladite installation, en aval du répartiteur étaleur multicouche est placée une machine de conformation par pressage en continu du gâteau formé des couches formées préalablement, comprenant une table oscillante sur laquelle glisse la surface de formation et un plateau supérieur de presse lié à la table mobile par une articulation et entraîné en un mouvement vertical alternatif au moyen d'une manivelle articulée à un excentrique placé sur une poulie.
- Selon un mode de réalisation de ladite installation, un seul moteur entraîne en rotation au moyen de chaînes de transmission un ensemble cinétique assurant l'oscillation de la table mobile et la poulie actionnant la manivelle du plateau de presse. En ce qui concerne la préparation des masses imprégnées de liant coloré, une sous-unité de préparation de liant coloré est constituée d'un réacteur à double enveloppe équipé d'un agitateur, de sondes de niveau et de pompe de transfert vers une cuve tampon et qui est muni en outre d'ouvertures d'alimentation en quantités dosées de liant, d'eau et de matière colorante.
- L'invention couvre également à titre de produits nouveaux des panneaux de particules ou granules agglomérés par un liant, caractérisés en ce qu'ils sont composés des deux couches de particules, de préférence de vermiculite, réunies par compression et traitement thermique au four, dont l'une est imprégnée dans la masse par un liant brut, tel que silicate alcalin, et l'autre est imprégnée dans la masse par un liant coloré, obtenu à l'aide du procédé tel que décrit ci-dessus.
- D'autres particularités et avantages de l'invention apparaîtront à la lumière de la description d'un mode de réalisation présenté à titre d'exemple, illustré par les dessins, dont:
- - la figure 1 représente un schéma de fabrication de panneaux selon l'invention;
- - la figure 2 présente schématiquement la préparation des liants colorés;
- - la figure 3 présente le dispositif de distribution, de répartition et d'égalisation en continu des couches déposées; et
- - la figure 4 présente la machine de conformation par pressage.
- La vermiculite employée a été obtenue par exfoliation par choc thermique, puis dépoussiérée et libérée de toute impureté, de façon à présenter une masse volumique apparente et une granulométrie constantes.
- Le liant est un silicate alcalin tel qu'un silicate de potassium sous forme liquide, de densité et viscosité déterminées. Il est maintenu à sa température d'utilisation par cyclage continu et thermorégulation.
- Les fines particules de vermiculite sont admises en continu dans le silo 1, équipé de sondes de niveaux, ce silo constituant une réserve tampon suffisante au bon fonctionnement de l'installation et permettant la mise en réserve des trop pleins pouvant provenir d'une différence des débits entre les fours d'exfoliation et la demande de l'installation de fabrication des panneaux.
- Les particules sont reprises à la sortie du silo 1 par un ensemble de transport et de dosage en continu mettant en oeuvre une vanne de limitation de débit 2, un transporteur à bande 3 défilant en continu et un système de pesée 4.
- Dans le malaxeur 6 convergent la vermiculite et le silicate de potassium. L'enrobage des particules de vermiculite s'effectue en imprimant aux particules un mouvement tourbillonnaire et en les dispersant au sein du liant pulvérisé, par exemple dans un malaxeur faisant l'objet d'une demande de brevet également déposée ce jour au nom de la déposante. Le débit et la pression sont assurés par la pompe doseuse 5. En sortie du malaxeur 6, la vermiculite enrobée est reprise en continu par le transporteur à bande 7 pour être criblée sur un tamis vibrant 8 retenant les formations d'agglomérats accidentels et les entraînant vers un bac de récupération 9.
- La vermiculite enrobée est reprise en continu par un transporteur à bande en matière anti-adhésive 10 avec contrôle de pesée 11.
- Le contrôle de pesée a pour but le bilan des matières et le réglage du débit de vermiculite en 2 et du débit de silicate par la pompe doseuse 5.
- Du transporteur à bande 10 la vermiculite enrobée se déverse dans la trémie double 12 du répartiteur étaleur multicouche pour constituer la couche inférieure de panneau ou la couche de base.
- Quant à la préparation de la couche de vermiculite colorée, dont l'apport s'effectue au moyen du dispositif 24, celle-ci s'opère à partir du silo 13.
- L'installation de préparation de la couche colorée présentée à la figure 1 est composée des deux lignes de préparation permettant l'obtention des deux masses de coloration différente destinées à être mélangées pour l'obtention d'une couche bicolore.
- Reprise à la sortie du silo 13 par des transporteurs à bande 15, 15a respectivement, la vermiculite est dosée par une vanne de limitation de débit 14, et est contrôlée par un système de pesée 16. Dans les malaxeurs 17, 17a convergent la vermiculite et le silicate de potassium préalablement coloré, dont la préparation suit. (figure 2).
- La préparation du liant coloré s'effectue de préférence dans un réacteur 71 à enveloppe chauffante assurant une température d'utilisation de liant constante par thermorégulation 72, équipé d'un agitateur 73 et de sondes de niveaux 74 et 75. Une pompe de transfert 76 équipée d'un préfiltre 77 assure le transfert des mélanges préparés vers la cuve tampon 83.
- Les différentes composants, y compris le silicate de potassium à l'état liquide et les colorants, sont introduits dans le réacteur 71 par les doseurs 78 et 79, s'ils sont liquides et par le trou d'homme 80, s'ils sont sous forme de poudre.
- Le réacteur est équipé d'un système de nettoyage - rinçage 81 et d'une évacuation des eaux 82 pour vidange.
- Si le niveau de la cuve tampon l'autorise, le transfert de la préparation du réacteur 71 à cette cuve s'effectue automatiquement par l'intermédiaire de la pompe 76. La cuve tampon 83 équipée de sondes de niveaux 85, 86, 87 et d'agitateur 88 est maintenue par thermorégulation 84 à la température d'utilisation et un circuit de recyclage assure par pompage 89 une bonne homogénéité du produit.
- Par piquage sur ledit circuit de recyclage, la pompe doseuse 18 ou 18a permet la régulation du débit et de la pression nécessaire à la pulvérisation du silicate coloré.
- L'imprégnation dans la masse de la vermiculite par le liant coloré s'effectue de préférence en imprimant aux particules un mouvement tourbillonnaire et en les dispersant au sein du liant pulvérisé, par exemple dans le malaxeur faisant l'objet de la demande de brevet également déposée ce jour au nom de la déposante.
- Les vermiculites colorées provenant de malaxeurs 17 et 17a sont mélangées dans le mélangeur 18b en forme de tambour tournant à axe incliné et dont la paroi intérieure est pourvue d'une contre-pale hélicoïdale, puis reprises sur le transporteur à bande formée d'un matériau anti-adhérent 19 et criblées sur le tamis vibrant 20 retenant les formations d'agglomérats accidentels et les entraînant vers un bac de récupération 21.
- Les vermiculites colorées calibrées sont reprises par un transporteur à bande 22 équipé d'un système de contrôle de pesée 23, puis déversées dans la trémie 24 du répartiteur étaleur multicouche qui est illustré sur la figure 3. Cette deuxième couche vient donc se superposer à la première, simultanément préparée en amont.
- Le répartiteur étaleur multicouche de la figure 3 est constitué de deux ensembles A et B. L'ensemble A distribue en une ou deux couches séparées les particules enrobées sur le transporteur à bande 25. Le flux déversé dans la trémie 12 est divisé en deux par deux plans 55a et 55b divergeants que présente le fond de la trémie, dont l'arête commune 56 du sommet est située transversalement par rapport au sens d'avancement de la bande. Les deux flux résultants sont dirigés vers les sorties-déversoirs 41 et 42.
- La répartition sur la largeur à constituer est assurée par des doigts répartiteurs 43a et 43b animés d'un mouvement oscillant continu sur le transporteur 25 muni de deux guides latéraux réglables 44 limitant la largeur.
- Le premier lit de particules formé à partir du déversoir 41 passe au rouleau égalisateur 45a exerçant une légère pression d'intensité réglable.
- Le deuxième lit de particules formé à partir du déversoir 42 se superpose au premier: son épaisseur est réglée par l'intermédiaire de la trappe 46 asservie au système intégré de réglage de l'épaisseur des couches supérieures 47.
Ce deuxième lit de particules passe au rouleau égalisateur 45b exerçant une légère pression d'intensité réglable. - A ce stade des panneaux peuvent être fabriqués à partir de ces deux couches: ils sont alors de couleur naturelle.
- Un deuxième ensemble B distribue les particules colorées constituant la couche superficielle colorée. Cet ensemble repose sur une table mobile 48 de la presse de conformation (figure 3) par l'intermédiaire d'un support coulissant 49.
- La trémie 24 délivre les particules passant sur des parois en chicane, le débit étant réglé par une trappe 51. Pour produire l'émiettement et briser les mottes de particules, des bras répartiteurs 52a et 52b animés d'un mouvement oscillant sont placés dans lesdites chicanes de sortie. Le flux de particules individuelles aboutit alors dans le déversoir 53 où leur distribution en pluie sur le gâteau défilant est géré par un moulinet de répartition 54 à pales en forme de Z. La réduction de mottes en particules, puis l'arasement produit par le moulinet 54 permettent de régler l'épaisseur de cette couche et, notamment, de réduire à un minimum cette épaisseur.
- En aval du répartiteur étaleur multicouche est placée une machine de conformation par pressage du gâteau formé, désignée par repère 26 (voir figure 4).
- Le gâteau préformé transporté par le transporteur à bande 25 se déplace vers la machine 26 pour y subir une précompression nécessaire pour la formation d'un ensemble compact pouvant être sectionné sans présenter de félure ou émiettage préjudiciable à la bonne tenue.
- Le transporteur glisse sur une table mobile oscillante 48 entraînée par un parallélogramme déformable composé de bielles 67a et 67b et par l'ensemble cinétique 65 raccordé par chaînes et pignons à un moteur 64. Ce même moteur entraîne également une poulie 66 présentant un excentrique auquel est liée par articulation 63 une bielle-manivelle 62 portant par l'intermédiaire d'une articulation un plateau de presse supérieur 60 animé d'un mouvement vertical alternatif, dont le rythme est synchrone avec celui de l'oscillation de la table 48. Le moteur 64 entraîne également le transporteur 25.
- Le plateau de préformage 60 lié à la table mobile 48 par une articulation 61 assure une conformation en épaisseur constante qui peut être réglable.
- Le gâteau composé des différentes particules conformé par la machine 26 est alors entraîné par le transporteur à bande 25 de façon à passer au travers de la cisaille 27, dont le fonctionnement est piloté par un détecteur 28 réglable en longueur et qui procède au sectionnement du gâteau à la longueur voulue. Le panneau ainsi débité est pris en charge par un convoyeur 29 à pesée 30 dont les indications permettent de piloter l'ensemble du procédé, par exemple en réglant le débit dans les distributeurs 12 et 24. Les panneaux repris par le transporteur à bande 29 sont introduits dans la presse 31 pour être moulés. Sortis de la presse les panneaux sont ensuite enfournés par étage dans le tunnel sécheur 33 par l'intermédiaire du transporteur élévateur 32. Le séchage effectué dans des conditions déterminées de temps et de température en fonction de l'épaisseur des panneaux et du débit, permet aux panneaux d'atteindre leur résistance finale par évaporation de l'eau du liant et permettre ainsi son durcissement.
- A la sortie du tunnel, les panneaux sont ébarbés et brossés, puis contrôlés.
Claims (17)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8915171 | 1989-11-20 | ||
| FR8915171A FR2654678B1 (fr) | 1989-11-20 | 1989-11-20 | Procede et installation pour la fabrication de panneaux decoratifs colores a base de particules de roches exfoliees. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0429330A1 true EP0429330A1 (fr) | 1991-05-29 |
| EP0429330B1 EP0429330B1 (fr) | 1995-01-11 |
Family
ID=9387543
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP90403107A Expired - Lifetime EP0429330B1 (fr) | 1989-11-20 | 1990-11-02 | Procédé et installation pour la fabrication de panneaux décoratifs colorés à base de particules de roches exfoliées |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US5145627A (fr) |
| EP (1) | EP0429330B1 (fr) |
| JP (1) | JPH03231000A (fr) |
| AT (1) | ATE116897T1 (fr) |
| AU (1) | AU636682B2 (fr) |
| BR (1) | BR9005957A (fr) |
| DE (1) | DE69015981T2 (fr) |
| DK (1) | DK0429330T3 (fr) |
| ES (1) | ES2022088T3 (fr) |
| FR (1) | FR2654678B1 (fr) |
| GR (1) | GR910300093T1 (fr) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997030951A1 (fr) * | 1996-02-23 | 1997-08-28 | Thermax-Brandschutzbauteile Gesellschaft Mbh | Procede de fabrication d'une piece façonnee non combustible, en particulier d'un panneau en un materiau de construction |
| CN101954668B (zh) * | 2009-07-16 | 2012-05-16 | 上海斯米克建筑陶瓷股份有限公司 | 一种玻化砖分区立体布料工艺 |
| CN101745982B (zh) * | 2008-12-10 | 2012-07-04 | 上海斯米克建筑陶瓷股份有限公司 | 一种玻化砖织纹布料工艺 |
| CN106426540A (zh) * | 2016-10-27 | 2017-02-22 | 江苏科技大学 | 一种玻镁板滚压成型装置及其滚压方法 |
| WO2019092628A1 (fr) * | 2017-11-10 | 2019-05-16 | System S.P.A. | Dispositif de pressage de poudres céramiques |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997049532A1 (fr) * | 1996-06-27 | 1997-12-31 | Windsor Technologies Limited | Produit composite |
| IT1287505B1 (it) * | 1996-11-22 | 1998-08-06 | Algeri Maris | Metodo e mezzi per la pressatura di piastrelle ceramiche. |
| US7595092B2 (en) * | 2006-03-01 | 2009-09-29 | Pyrotite Coating Of Canada, Inc. | System and method for coating a fire-resistant material on a substrate |
| CN103635296B (zh) * | 2011-04-22 | 2016-10-26 | 维克Ip控股公司 | 用于形成压紧制品的装置、系统和方法和由其形成的压紧制品 |
| AT511804B1 (de) * | 2011-11-17 | 2013-03-15 | Berndorf Band Gmbh | Vorrichtung zur herstellung einer platte aus kunststeinmaterial |
| ES2442465B1 (es) * | 2012-07-11 | 2014-08-11 | Cosentino Research And Development, S.L. | Procedimiento para la fabricación de superficies sólidas para construcción |
| CN103192451B (zh) * | 2013-04-24 | 2015-03-04 | 扬州威奥重工机械有限公司 | 一种复合保温板生产线及其加工保温板的工艺 |
| CN105500513A (zh) * | 2014-09-22 | 2016-04-20 | 江西斯米克陶瓷有限公司 | 一种嵌入线纹玻化砖的制作工艺 |
| CN105599112B (zh) * | 2016-03-08 | 2019-03-26 | 佛山慧谷科技股份有限公司 | 一种制备人造石板的方法 |
| ITUA20164307A1 (it) | 2016-06-13 | 2017-12-13 | Sacmi | Macchina e metodo per la compattazione di polvere ceramica |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1050542A (fr) * | 1900-01-01 | |||
| FR670066A (fr) * | 1928-06-13 | 1929-11-25 | Fr Des Poteaux Electr Soc | Dispositif pour le malaxage et la projection de béton et autres matières |
| DE844810C (de) * | 1950-07-29 | 1952-07-24 | Johannes Krause | Verfahren zur Herstellung von mehrschichtigen, geschosshohen Gebaeudewaenden aus erhaertendem, poroesem Material, wie z. B. Leichtbeton, mittels eines Fertigers |
| DE934818C (de) * | 1949-10-22 | 1955-11-03 | Schmidt Gerhard R | Vorrichtung zum Herstellen von Zementdachsteinen |
| US3002249A (en) * | 1957-03-18 | 1961-10-03 | Clarence W Jackson | Machine for the manufacture of concrete building units |
| US3424349A (en) * | 1967-04-03 | 1969-01-28 | Woodrow P Vance | Fluent material mixing and dispensing apparatus |
| DE1815973A1 (de) * | 1968-12-20 | 1970-07-02 | Gemeinschaft Betonpfannen E V | Verfahren und Vorrichtung zur Strangherstellung von mehrschichtigen Betonformlingen,insbesondere Dachpfannen |
| FR2212826A5 (en) * | 1972-12-29 | 1974-07-26 | Grace W R Ltd | Cold setting insulating material - consisting of vermiculite/perlite with an alkali-silicate bond |
| FR2286085A1 (fr) * | 1974-09-30 | 1976-04-23 | Vibratechniques Sa | Machine distributrice automatique de materiaux en vrac |
| CH582563A5 (en) * | 1974-04-13 | 1976-12-15 | Faes Othmar | Coloured concrete for facing bulk concrete - consists of concrete mixed with colouring cement and marble sand |
| US4068990A (en) * | 1976-03-26 | 1978-01-17 | Arvids Kalns | Concrete slab forming machine |
| WO1985000135A1 (fr) * | 1983-06-21 | 1985-01-17 | Marley Tile A.G. | Tuiles de toiture |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1578812A (en) * | 1922-10-26 | 1926-03-30 | New England Mica Company | Insulating bodies and method of producing them |
| US1807206A (en) * | 1928-06-18 | 1931-05-26 | Continental Diamond Fibre Co | Mica laying apparatus |
| US1872234A (en) * | 1928-10-09 | 1932-08-16 | New England Mica Co | Colored composite insulating material |
| US1901352A (en) * | 1930-01-23 | 1933-03-14 | Macallen Company | Machine for making composite sheets |
| US1987556A (en) * | 1932-10-03 | 1935-01-08 | Continental Diamond Fibre Co | Mica laying machine |
| US2281591A (en) * | 1937-04-28 | 1942-05-05 | Johns Manville | Method of making composite sheets |
| US2493694A (en) * | 1946-04-04 | 1950-01-03 | Continental Diamond Fibre Co | Mica product and method of making the same |
| US3078510A (en) * | 1956-02-16 | 1963-02-26 | Bonafide Mills Inc | Method of and apparatus for making decorative surface covering sheets |
| US3466354A (en) * | 1967-01-16 | 1969-09-09 | Vermiculite Mfg Co | Process for fast curing alkali metal silicate bonded product |
| US3632371A (en) * | 1970-04-24 | 1972-01-04 | Evans Prod Co | Method of making multilayer mat of particulate material |
| JPS501571B1 (fr) * | 1970-12-29 | 1975-01-20 | ||
| JPS552039A (en) * | 1978-06-22 | 1980-01-09 | Obara Optical Glass | Preparation of light refractories |
| JPS5818210B2 (ja) * | 1979-08-15 | 1983-04-12 | 松下電工株式会社 | 無機質板の表面着色化粧方法とその装置 |
| JPS5663858A (en) * | 1979-10-23 | 1981-05-30 | Kubota Ltd | Manufacture of nonburning material |
-
1989
- 1989-11-20 FR FR8915171A patent/FR2654678B1/fr not_active Expired - Lifetime
-
1990
- 1990-11-02 DK DK90403107.7T patent/DK0429330T3/da active
- 1990-11-02 ES ES90403107T patent/ES2022088T3/es not_active Expired - Lifetime
- 1990-11-02 EP EP90403107A patent/EP0429330B1/fr not_active Expired - Lifetime
- 1990-11-02 AT AT90403107T patent/ATE116897T1/de active
- 1990-11-02 DE DE69015981T patent/DE69015981T2/de not_active Expired - Fee Related
- 1990-11-13 AU AU66568/90A patent/AU636682B2/en not_active Ceased
- 1990-11-16 US US07/617,035 patent/US5145627A/en not_active Expired - Fee Related
- 1990-11-19 JP JP2313815A patent/JPH03231000A/ja active Pending
- 1990-11-20 BR BR909005957A patent/BR9005957A/pt not_active IP Right Cessation
-
1991
- 1991-12-10 GR GR91300093T patent/GR910300093T1/el unknown
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1050542A (fr) * | 1900-01-01 | |||
| FR670066A (fr) * | 1928-06-13 | 1929-11-25 | Fr Des Poteaux Electr Soc | Dispositif pour le malaxage et la projection de béton et autres matières |
| DE934818C (de) * | 1949-10-22 | 1955-11-03 | Schmidt Gerhard R | Vorrichtung zum Herstellen von Zementdachsteinen |
| DE844810C (de) * | 1950-07-29 | 1952-07-24 | Johannes Krause | Verfahren zur Herstellung von mehrschichtigen, geschosshohen Gebaeudewaenden aus erhaertendem, poroesem Material, wie z. B. Leichtbeton, mittels eines Fertigers |
| US3002249A (en) * | 1957-03-18 | 1961-10-03 | Clarence W Jackson | Machine for the manufacture of concrete building units |
| US3424349A (en) * | 1967-04-03 | 1969-01-28 | Woodrow P Vance | Fluent material mixing and dispensing apparatus |
| DE1815973A1 (de) * | 1968-12-20 | 1970-07-02 | Gemeinschaft Betonpfannen E V | Verfahren und Vorrichtung zur Strangherstellung von mehrschichtigen Betonformlingen,insbesondere Dachpfannen |
| FR2212826A5 (en) * | 1972-12-29 | 1974-07-26 | Grace W R Ltd | Cold setting insulating material - consisting of vermiculite/perlite with an alkali-silicate bond |
| CH582563A5 (en) * | 1974-04-13 | 1976-12-15 | Faes Othmar | Coloured concrete for facing bulk concrete - consists of concrete mixed with colouring cement and marble sand |
| FR2286085A1 (fr) * | 1974-09-30 | 1976-04-23 | Vibratechniques Sa | Machine distributrice automatique de materiaux en vrac |
| US4068990A (en) * | 1976-03-26 | 1978-01-17 | Arvids Kalns | Concrete slab forming machine |
| WO1985000135A1 (fr) * | 1983-06-21 | 1985-01-17 | Marley Tile A.G. | Tuiles de toiture |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1997030951A1 (fr) * | 1996-02-23 | 1997-08-28 | Thermax-Brandschutzbauteile Gesellschaft Mbh | Procede de fabrication d'une piece façonnee non combustible, en particulier d'un panneau en un materiau de construction |
| CN1118442C (zh) * | 1996-02-23 | 2003-08-20 | 泰尔马克斯防火组件股份有限公司 | 生产不可燃成型构件的方法 |
| CN101745982B (zh) * | 2008-12-10 | 2012-07-04 | 上海斯米克建筑陶瓷股份有限公司 | 一种玻化砖织纹布料工艺 |
| CN101954668B (zh) * | 2009-07-16 | 2012-05-16 | 上海斯米克建筑陶瓷股份有限公司 | 一种玻化砖分区立体布料工艺 |
| CN106426540A (zh) * | 2016-10-27 | 2017-02-22 | 江苏科技大学 | 一种玻镁板滚压成型装置及其滚压方法 |
| CN106426540B (zh) * | 2016-10-27 | 2019-10-15 | 江苏科技大学 | 一种玻镁板滚压成型装置及其滚压方法 |
| WO2019092628A1 (fr) * | 2017-11-10 | 2019-05-16 | System S.P.A. | Dispositif de pressage de poudres céramiques |
Also Published As
| Publication number | Publication date |
|---|---|
| DK0429330T3 (da) | 1995-05-01 |
| DE69015981D1 (de) | 1995-02-23 |
| FR2654678B1 (fr) | 1994-04-01 |
| FR2654678A1 (fr) | 1991-05-24 |
| AU636682B2 (en) | 1993-05-06 |
| DE69015981T2 (de) | 1995-08-31 |
| ES2022088A4 (es) | 1991-12-01 |
| BR9005957A (pt) | 1991-09-24 |
| EP0429330B1 (fr) | 1995-01-11 |
| GR910300093T1 (en) | 1991-12-10 |
| ATE116897T1 (de) | 1995-01-15 |
| ES2022088T3 (es) | 1995-04-01 |
| JPH03231000A (ja) | 1991-10-14 |
| US5145627A (en) | 1992-09-08 |
| AU6656890A (en) | 1991-05-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0429330A1 (fr) | Procédé et installation pour la fabrication de panneaux décoratifs colorés à base de particules de roches exfoliées | |
| US4050864A (en) | Apparatus for manufacturing concrete panels with surface pattern decorations | |
| DE2920025C2 (de) | Vorrichtung zum kontinuierlichen Herstellen und Fördern von Putzmörtel oder dergleichen | |
| US7140869B2 (en) | Distributor of mixes consisting of agglomerated ceramic or stone material for filling a mold | |
| EP0003705B1 (fr) | Procédé de fabrication d'un ruban ou de plaques de plâtre et plaques ainsi fabriquées | |
| US8147233B2 (en) | Apparatus for highly controlled color distribution in mass produced concrete products | |
| US4269798A (en) | Method for producing a curable, filled resin composition, e.g., artificial marble | |
| US6382947B1 (en) | Color blending apparatus | |
| US20080113123A1 (en) | Slab of composite material | |
| US4164597A (en) | Method of mixing and spraying concrete onto pipe | |
| US5690876A (en) | System for continuous production of roofing shakes | |
| US3684253A (en) | Treatment of particulate material | |
| BE1010261A3 (fr) | Dispositif pour deposer en continu sur un support mobile au moins deux matieres fines en couches superposees alternees. | |
| US6251330B1 (en) | Method and device for manufacturing plastic-based materials in web form, such as floor and wall covering materials, and also such material manufactured by the method | |
| US2191106A (en) | Method and apparatus for making bricks | |
| US2568821A (en) | Machine for handling sludge | |
| EP0148886B1 (fr) | Tuiles de toiture | |
| DE1584435A1 (de) | Vorrichtung zum Behandeln von Schuettgut | |
| DE2331920C3 (fr) | ||
| US4017230A (en) | Means for forming tapered slabs | |
| SU856523A1 (ru) | Устройство дл получени смесей | |
| FR2659594A1 (fr) | Procede de realisation d'un element a partir d'un melange de pouzzolane et de ciment, l'installation de mise en óoeuvre et les produits obtenus. | |
| US2651404A (en) | Machine for applying coatings | |
| US3693942A (en) | Mixing plant for preparing materials comprising coated elements | |
| FR2578188A1 (fr) | Procede de fabrication de plaques de revetement agglomere |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE DK ES GB GR IT LI LU NL SE |
|
| ITCL | It: translation for ep claims filed |
Representative=s name: INTERPATENT |
|
| TCNL | Nl: translation of patent claims filed | ||
| 17P | Request for examination filed |
Effective date: 19910916 |
|
| TCAT | At: translation of patent claims filed | ||
| GBC | Gb: translation of claims filed (gb section 78(7)/1977) | ||
| 17Q | First examination report despatched |
Effective date: 19920512 |
|
| ITF | It: translation for a ep patent filed |
Owner name: INTERPATENT ST.TECN. BREV. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE DK ES GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 116897 Country of ref document: AT Date of ref document: 19950115 Kind code of ref document: T |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 90403107.7 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950123 |
|
| REF | Corresponds to: |
Ref document number: 69015981 Country of ref document: DE Date of ref document: 19950223 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3014698 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2022088 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19950926 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19961130 |
|
| BERE | Be: lapsed |
Owner name: EFISOL Effective date: 19961130 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20001013 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20001023 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001101 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DK Payment date: 20001107 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 20001109 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20001130 Year of fee payment: 11 Ref country code: GR Payment date: 20001130 Year of fee payment: 11 Ref country code: AT Payment date: 20001130 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010130 Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20010213 Year of fee payment: 11 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011102 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011102 Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011102 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011102 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011103 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20011130 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020608 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20011102 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 90403107.7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20020601 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20021213 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051102 |