-
This invention relates to a master batch for the production of toners used in electrophotography.
-
An electrophotographic process is well known wherein an electrostatic image is formed on a photoconductor, and the electrostatic image is then developed with adeveoper which contains toner particles, to provide a toner image, and then the toner image is transferred and fixed on a substrate.
-
Two methods are well known for developing an electrostatic image on a photoconductor: a one-component developing method and a two-component developing method. The two-component developer is composed of toner particles and carrier particles, and now widely used in a magnetic brush method. In a multicolor or full color electrophotographic process which has been very recently put to practical use, a full color toner image is produced by forming primary color toner images in layers sequently on a substrate, and accordingly the two-component developing method are mainly employed in the process.
-
In general, triboelectricity of toner particles has a great influence upon quality of fixed images either in the one-component or in the two-component developing method. For example, when toner particles have an insufficient specific electric charge (an electric charge per weight of toners), the toner particles have an insufficient electrostatic interaction with the carrier particles, so that the toner contaminates the surrounding of the device, or adheres to areas having no images on a photoconductor, to produce fogs on the resultant toner image.
-
On the other hand, when toner particles have an excessively large specific electric charge, an insufficient amount of toner particles adheres to an electrostatic image, to produce a toner image with an insufficient darkness. In this way, when toner particles have a varied specific electric charge, there arise a variety of undesirable problems as well as the varied image darkness.
-
Therefore it is very important that individual toner particles have various additives, in particular, a dye or a pigment, dispersed as finely and evenly as possible therein so that the toner particles are equally electrified, thereby to produce high quality toner images constantly.
-
However, it is difficult to disperse a dye or a pigment as a charge control agent or a coloring agent finely and evenly in the individual toner particles by a known conventional method. Such a known conventional method of producing toners comprises admixing a binder resin with a dye or a pigment by an effective agitation to form a mixture, melting and kneading the mixture with, for example, a twin screw extruder, a heating kneader or a heating roll, and then cooling and crushing the mixture to a powder. When needed, the powder is screened to a desirable particle size, and the powder is surface-treated with, for example, colloidal silica, so that the powder has a high fluidity.
-
Almost all the dyes and pigments which have heretofor been used in the production of toners contain at least in part particles having a larger diameter than the desirable diameter of toners. These particles can not be finely dispersed in toner particles by a conventional method, with the consequence that the toner particles contain an insufficient amount of dye or pigment therein, or it happens that some of toner particles contain only a single particle of dye or pigment therein.
-
Thus there is proposed an improved method of the production of toner particles to obviate such a problem as above mentioned in Japanese Patent Application Laid-open No. 62-30259. According to the method, at first, a part of a binder resin, and a full amount of a dye or a pigment are mixed, melted and kneaded together, and then cooled and crushed to form a master batch. Then the master batch is mixed with the remainder of the binder resin, melted, kneaded, cooled and crushed to provide toner particles. However, binder resins generally have a low polarity, whereas dyes and pigments generally have a high polarity, so that it is essentially difficult from the chemical standpoint to disperse such dyes or pigments finely and evenly in the binder resins by melt-kneading.
-
A further method is disclosed in Japanese Patent Application Laid-open No. 61-156054. In the method, at first, a part of a binder resin and a charge control agent are dissolved in an organic solvent, and then the solvent is removed, to form a master batch. The master batch is then melted and kneaded together with the remainder of the binder resin, and the mixure is cooled and crushed to toner particles. However, this method needs a large amount of solvent and costs a great deal, since the charge control agent is in general rarely soluble in organic solvents.
-
It is, therefore, an object of the invention to provide a method of producing toner particles, either monochromatic or colored, for use in electrophotography which individually have a dye or a pigment evenly dispersed therein as finely divided particles.
-
It is a further object of the invention to provide a master batch for use in the production of such toner particles as above mentioned.
-
In accordance with the invention, there is provided a method of producing a master batch for the production of toners used in electrophotography, which comprises: mixing and kneading a binder resin in an amount of 100 parts by weight, at least one of dyes and pigments in an amount of 1-300 parts by weight and an organic solvent in an amount of 10-500 parts by weight in which the binder resin is soluble, and then, optionally crushing or granulating the mixture.
-
Other features and advantages of the invention will be apparent from the following description taken in connection with the drawings, in which:
- Fig. 1 is a microphotograph (x920) which shows an example of dye particles evenly dispersed in a resin as finely divided particles; and
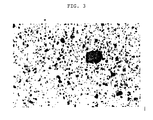
- Figs. 2 and 3 are microphotographs (x920) which show examples of dye particles unevenly dispersed in a resin as comparative examples.
-
The binder resin used is not specifically limited, but any resin may be used which is known in the art of toners for use in electrophotography. There may be mentioned as such a binder resin, for instance, a homo polymers or copolymers of two or more of radical polymerizable monomers such as styrene, o-methylstyrene, m-methylstyrene, p-methylstyrene, p-chlorostyrene, vinyl acetate, vinyl propionate, methyl acrylate, ethyl acrylate, n-butyl acrylate, isobutyl acrylate, n-octyl acrylate, dodecyl acrylate, 2-ethylhexyl acrylate, stearyl acrylate, 2-chlorostearyl acrylate, phenyl acryalte, methyl α-chloroacrylate, methyl methacrylate, ethyl methacrylate, propyl methacrylate, n-butyl methacrylate, isobutyl methacrylate, n-octyl methacrylate, dodecyl methacrylate, 2-ethylhexyl methacrylate, stearyl methacrylate, phenyl methacrylate, dimethylaminoethyl methacrylate, diethylaminoethyl methacrylate, acrylonitrile, methacrylonitrile, acryloamide, glycidyl acrylate, glycidyl methacrylate, acrylic acid, methacrylic acid, 2-vinylpyridine or 4-vinylpyridine.
-
Among the above, however, polystyrene or a styrene-acrylate or methacrylate such as butyl acrylate or butyl methacrylate is preferred.
-
A dye or a pigment is used as a coloring agent and/or a charge control agent. It is preferred that the dye or pigment used is oil-soluble and readily wetted with the solvent used. There may be mentioned as such a dye or pigment, for example, a nigrosine dye represented by:
wherein X⁻ is an anion species, a chromium containing dye represented by;
wherein X⁻ is a cation species, or "Spiron Black TRH" (by Hodogaya Kagaku Kogyo K.K., Japan) represented by:
wherein X⁺ is a cation species.
-
Carbon black is preferably used as a coloring agent in the production of monochromatic toner particles whereas a variety of azo dyes or phthalocyanine pigments are preferably used in the production of colored toner particles.
-
A master batch is defined as a colored material composed of a resin having a colorant dispersed therein in a high content. According to the invention, the master batch is produced by kneading a mixture of a binder resin and at least one of dyes and pigments in the presence of an organic solvent in which the binder resin used is soluble. It is further preferred that the dye or pigment used is readily wetted therewith. Since dyes or pigments have generally a high polarity, it is preferred that the solvent used have polar groups therein. Therefore, there may be mentioned as such polar solvents, for example, ketones such as methyl ethyl ketone or methyl isobutyl ketone, esters such as methyl acetate, ethyl acetate, propyl acetate or butyl acetate, alcohols such as propanol or butanol. However, when a dye or a pigment of a relatively low polarity, an aromatic hydrocarbon such as toluene or xylene may be used as the solvent.
-
The dye or pigment is used in an amount of 1-300 parts by weight, preferably of 50-150 parts by weight, and the solvent in an amount of 5-500 parts by weight, preferably of 10-50 parts by weight, in relation to 100 parts by weight of the binder resin. The binder resin and the dye or pigment may be kneaded together with an organic solvent by means of a two roll kneader, a three roll kneader or a twin screw extruder. The mixture is usually kneaded at room temperature, however, the mixture may be kneaded at elevated temperature, if necessary.
-
In accordance with the invention, the organic solvent used is such that the binder resin is soluble therein. But, it is not necessary that the binder resin is actually dissolved in the solvent when the mixture is kneaded to produce a master batch. It is sufficient that the binder resin is wetted and swollen with the solvent so that the resin is plasticizable and highly compatible with the dye or pigment wetted with the solvent. Therefore, there is no need of using a large amount of the solvent.
-
Substantially all the solvent used is usually evaporated when the mixture is kneaded at room temperature on account of heat generated during the kneading. However, if necessary, the solvent may be removeded, if any, from the mixture after the kneading. The kneaded mixture as produced in this manner may be used as a master batch for the production of toner particles used in electrophotography. However, when necessary, the kneaded mixture is then crushed or granulated for easy handling.
-
The resultant master batch has a dye or a pigment dispersed therein as finely divided particles of not more than about 5 µ m, and about 1 µ m in a preferred embodiment, even when the dye or pigment contains particles larger in diameter than the preferred toner particles.
-
As a further aspect of the invention, there is provided a method of producing toners for use in electrophotography. The method comprises:
- (a) mixing and kneading a first binder resin in an amount of 100 parts by weight, at least one of dyes and pigments in an amount of 1-300 parts by weight and an organic solvent in an amount of 5-500 parts by weight in which the binder resin is soluble, and then, optionally crushing or granulating the mixture, thereby to provide a master batch;
- (b) adding 100 parts by weight of a second binder resin to 2-20 parts by weight of the master batch together with an effective amount of an additive when necessary, to form a second mixture, kneading the second mixture to a composition; and
- (c) crushing the composition to toner particles.
-
The toner particles may be surface-treated with colloidal silica.
-
The second binder resin admixed with the master batch may be either the same as or different from the first binder resin used in the production of the master batch. But when the second binder resin is different from the first, it is preferred that the second binder resin is compatible with the first binder resin. The master batch is used in an amount of 2-20 parts by weight, preferably of 4-15 parts by weight, in relation to 100 parts by weight of the second bonder resin.
-
The additives are well known in the art of toner production, and are added in an effective amount to the master batch together with the second binder resin. For instance, the additive may be a magnetic material to provide toners with magnetic properties or a polyolefin wax such as polyethylene wax or polypropylene wax to provide toners antioffset properties. Magnetic oxides such as ferrite or magnetite, or other magnetic metals are used as the magnetic material. The magnetic material is used in an amount of 30-300 parts by weight, preferably of 30-100 parts by weight, in relation to 100 parts by weight of the binder resin.
-
When the toner of the invention is used as a two-component developing agent, the toner is mixed with a carrier material such as a powder of iron, ferrite or magnetite as well known in the art of electrophotography. The two-component developing agent contains the toner in an amount of 2-20 % by weight, preferably of 5-10% by weight.
-
As set forth above, in accordance with the invention, a binder resin and at least one of dyes and pigments are kneaded in the presence of an organic solvent with which the binder resin is wetted and swollen and with which the dye or pigment is readily wetted, so that the binder resin gets highly plasticizable and compatible with the dye or pigment, and the dye or pigment is evenly dispersed as finely divided particles, thereby to provide a master batch particularly suitable for the production of toner particles used in electrophotography. Thus, there is obtained toner particles which have a dye or a pigment, or a further additive when used, evenly dispersed therein as finely divided particles by admixing and kneading the master batch with a further amount of a binder resin and an additive.
-
The resultant toner particles have a uniform distribution of specific electric charge and coloring agent so that they produces either monochromatic or full color toner images with a sufficient darkness constantly free from fogs or contamination thereon. Further, there arises no problem of filming of toners on a photoconductive body.
-
The invention will now be described more specifically with reference to examples, however, the invention is not limited thereto.
Example 1
-
-
An amount of 100 parts by weight of a styrene-butyl acrylate copolymer, 100 parts by weight of a dye "Spiron Black TRH" (from Hodogaya Kagaku Kogyo K.K.) and 10 parts by weight of methyl isobutyl ketone were kneaded together with a two roll kneader at room temperature, to provide a master batch. The master batch was found to contain not more than 1 % by weight of the solvent.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same styrene-butyl acrylate copolymer as the above, and kneaded at 150°C, to provide a binder resin-dye composition.
-
Fig. 1 is a microphotograph (x920) of the particles of the dye dispersed evenly in the composition as finely divided particles of about 1 µ m.
Comparative Example 1
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer and 100 parts by weight of the same dye as in the Example 1 were kneaded in the absence of a solvent at 150°C, to provide a master batch.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same styrene-butyl acrylate copolymer as above, and kneaded at 150°C, to provide a binder resin- dye composition.
-
Fig. 2 is a microphotograph (x920) of the particles of the dye dispersed in the resin. It was found that the dye particles were much larger in size than in the Example 1, and the dye is unevenly dispersed in the resin.
Comparative Example 2
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer and 5 parts by weight of the same dye as in the Example 1 were melt-kneaded in the absence of a solvent at 150°C.
-
Fig. 3 is a microphotograph (x920) of the particles of the dye dispersed in the binder resin. It is found that the particles of the dye dispersed in the binder resin have a wide particle size distribution and some of the particles are very large.
Example 2
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1 and 100 parts by weight of a dye "Nigrosine Base" (from Orient Kagaku Kogyo K.K.) and 10 parts by weight of methyl isobutyl ketone were kneaded together with a two roll kneader at room temperature, to provide a master batch which was found to contain not more than 1 % by weight of the solvent.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same styrene-butyl acrylate copolymer as above, and kneaded at 150°C, to provide a binder resin-dye composition.
-
According to a microphotograph (x920), it was found that the dye was dispersed evenly in the binder resin as finely divided particles of not more than about 1 µ m in size.
Example 3
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1 and 100 parts by weight of carbon black for coloring use and 10 parts by weight of methyl isobutyl ketone were kneaded together with a two roll kneader at room temperature, to provide a master batch which was found to contain not more than 1 % by weight of the solvent.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same styrene-butyl acrylate copolymer as above, and kneaded at 150°C, to provide a binder resin-dye composition.
-
According to a microphotograph (x920), it was found that the carbon black was dispersed evenly in the binder resin as finely divided particles of not more than about 1 µ m in size.
Example 4
-
An amount of 98 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1, 4 parts by weight of the master batch prepared in the Example 1, 3 parts by weight of carbon black (Ketchen Black from Japan EC) and 3 parts by weight of a polyolefin wax (from Sanyo Kasei Kogyo K.K.) were admixed together. The mixture was then melt-kneaded with a twin screw extruder. The resultant mixture was cooled and crushed with a jet mill, followed by classification to a particle size of about 5-20 µ m.
-
An amount of 100 parts by weight of the particles were then dry-mixed with 0.3 parts by weight of silica powder (R-972 from Japan Aerosil) to provide toner particles. The toner particles were mixed with an iron powder (EFV-250 from Japan Teppun) as a carrier material to provide a two-component developing agent containing the toner in an amount of 6 % by weight.
-
The developing agent was applied to an electrostatic copying machine (SFT-1102Z from Sanyo Denki K.K.) and 1000 sheets of copies were continuously produced to evaluate the quality of toner images. It was found that the image had a constant darkness and no ground contamination. There were found neither filming of toners on the photoconductive drum nor contamination of the developing device.
Comparative Example 3
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1, 2 parts by weight of a dye "Spiron Black TRH), 3 parts by weight of carbon black (Ketchen Black from Japan EC) and 3 parts by weight of a polyolefin wax (from Sanyo Kasei Kogyo K.K.) were mixed together, and the mixture was then melt-kneaded with a twin screw extruder. Using the resultant mixture, a toner was prepared in the same manner as in the Example 4.
-
The toner was mixed with the same carrier material as in the Example 4 to provide a two-component developing agent containing the toner in an amount of 6 % by weight.
-
The developing agent was applied to the same copying machine as above, and 1000 sheets of copies were continuously produced. It was found that the images had a varied darkness and ground contamination. There were also found filming of toners on the photoconductive drum and contamination of the developing device.
Example 5
-
An amount of 100 parts by weight of a styrene-butyl acrylate copolymer, 100 parts by weight of a bisazo red pigment "TNC-319" (from Sumitomo Kagaku Kogyo K.K.) and 10 parts by weight of methyl isobutyl ketone were kneaded together with a two roll kneader at room temperature, to provide a master batch. The master batch was found to contain the solvent in an amount of not more than 1 % by weight.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same sytrene-butyl acrylate copolymer as above, and kneaded at 150°C, to provide a binder resin-pigment composition.
-
According to a microphotograph (x920), it was found that the pigment was dispersed evenly in the binder resin as finely divided particles.
Comparative Example 4
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1 and 100 parts by weight of the same pigment as in the Example 5 were kneaded in the absence of a solvent at 150°C, to provide a master batch.
-
According to a microphotograph (x920), it was found that the pigment was dispersed unevenly in the binder resin and some of the pigment particles were found about 10 µ m in size.
Comparative Example 5
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1 and 100 parts by weight of the same pigment as in the Example 5 were kneaded in the absence of a solvent at 150°C, to provide a master batch.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same styrene-butyl acrylate copolymer as above, and kneaded at 150°C, to provide a binder resin-pigment composition.
-
According to a microphotograph (x920), it was found that the pigment was dispersed more finely than in the Comparative Example 4, but much less finely than in the Example 5. Some of the pigment particles were found about 10 µ m in size.
Example 6
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1 and 100 parts by weight of a phthalocyanine pigment "TPC-511" (from Sumitomo Kagaku Kogyo K.K.) and 10 parts by weight of methyl isobutyl ketone were kneaded together with a two roll kneader at room temperature, to provide a master batch. The master batch was found to contain the solvent in an amount of not more than 1 % by weight.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same styrene-butyl acrylate copolymer as above, and kneaded at 150°C, to provide a binder resin-pigment composition.
-
According to a microphotograph (x920), it was found that the pigment was dispersed evenly in the binder resin as finely divided particles of not more than about 1 µ m in size.
Example 7
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1 and 100 parts by weight of a bisazo yellow pigment "TNC-113" (from Sumitomo Kagaku Kogyo K.K.) and 10 parts by weight of methyl isobutyl ketone were kneaded together with a two roll kneader at room temperature, to provide a master batch. The master batch was found to contain the solvent in an amount of not more than 1 % by weight.
-
An amount of 10 parts by weight of the master batch was crushed. The master batch was further mixed with 95 parts by weight of the same styrene-butyl acrylate copolymer as above, and kneaded at 150°C, to provide a binder resin-pigment composition.
-
According to a microphotograph (x920), it was found that the pigment was dispersed evenly in the binder resin as finely divided particles.
Example 8
-
An amount of 98 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1, 4 parts by weight of the master batch prepared in the Example 5 and 3 parts by weight of a polyolefin wax (from Sanyo Kasei Kogyo K.K.) were admixed together. The mixture was then melt-kneaded with a twin screw extruder. The resultant mixture was cooled and crushed with a jet mill, followed by classification to a particle size of about 5-20 µ m.
-
An amount of 100 parts by weight of the particles were then dry-mixed with 0.3 parts by weight of silica powder (R-972 from Japan Aerosil) to provide toner particles. The toner particles were mixed with an iron powder (EFV-250 from Japan Teppun) as a carrier material to provide a two-component developing agent containing the toner in an amount of 6 % by weight.
-
The developing agent was applied to an electrostatic copying machine (SFT-1102Z from Sanyo Denki K.K.) and 1000 sheets of copies were continuously produced to evaluate the quality of toner images. It was found that the image had a constant darkness and no ground contamination. There were found neither filming of toners on the photoconductive drum nor contamination of the developing device.
Comparative Example 6
-
An amount of 100 parts by weight of the same styrene-butyl acrylate copolymer as in the Example 1, 2 parts by weight of a red pigment and 3 parts by weight of the same polyolefin wax as before were mixed together, and was then melt-kneaded with a twin screw extruder. Using the resultant mixture, a toner was prepared in the same manner as in the Example 8.
-
The toner was mixed with the same carrier material as before to provide a two-component developing agent containing the toner in an amount of 6 % by weight.
-
The developing agent was applied to the same copying machine as above, and 1000 sheets of copies were continuously produced. It was found that the images had a varied darkness and ground contamination. There were also found filming of toners on the photoconductive drum and contamination of the developing device.