EP0346258A2 - Obturateur de coulée à déplacement linéaire et symétrie axiale - Google Patents
Obturateur de coulée à déplacement linéaire et symétrie axiale Download PDFInfo
- Publication number
- EP0346258A2 EP0346258A2 EP89470007A EP89470007A EP0346258A2 EP 0346258 A2 EP0346258 A2 EP 0346258A2 EP 89470007 A EP89470007 A EP 89470007A EP 89470007 A EP89470007 A EP 89470007A EP 0346258 A2 EP0346258 A2 EP 0346258A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- nozzle
- refractory
- parts
- plate
- insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000006073 displacement reaction Methods 0.000 title claims abstract description 8
- 238000005266 casting Methods 0.000 title abstract description 10
- 239000002184 metal Substances 0.000 claims abstract description 15
- 229910052751 metal Inorganic materials 0.000 claims abstract description 15
- 239000011819 refractory material Substances 0.000 claims abstract description 7
- 239000000919 ceramic Substances 0.000 claims description 9
- 239000000463 material Substances 0.000 claims description 8
- 230000000903 blocking effect Effects 0.000 claims description 4
- 239000011440 grout Substances 0.000 claims description 4
- 239000007788 liquid Substances 0.000 claims description 3
- 238000007789 sealing Methods 0.000 claims description 2
- 150000002739 metals Chemical class 0.000 claims 1
- 229910000831 Steel Inorganic materials 0.000 abstract description 10
- 239000010959 steel Substances 0.000 abstract description 10
- 230000035939 shock Effects 0.000 abstract description 8
- 229910001338 liquidmetal Inorganic materials 0.000 abstract description 7
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000011449 brick Substances 0.000 description 3
- MCMNRKCIXSYSNV-UHFFFAOYSA-N Zirconium dioxide Chemical compound O=[Zr]=O MCMNRKCIXSYSNV-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 238000005336 cracking Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000003628 erosive effect Effects 0.000 description 2
- 239000000395 magnesium oxide Substances 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 230000035882 stress Effects 0.000 description 2
- 230000008646 thermal stress Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000009172 bursting Effects 0.000 description 1
- 210000004027 cell Anatomy 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000004570 mortar (masonry) Substances 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 235000019832 sodium triphosphate Nutrition 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/08—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like for bottom pouring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/26—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings characterised by a rotatively movable plate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/14—Closures
- B22D41/22—Closures sliding-gate type, i.e. having a fixed plate and a movable plate in sliding contact with each other for selective registry of their openings
- B22D41/40—Means for pressing the plates together
Definitions
- the present invention relates to the casting of aggressive or high temperature liquids, in particular liquid metals such as steel.
- the greater or lesser coincidence of the orifices makes it possible to adjust the flow rate.
- the relative movement of the plates can be linear, or even rotary: - In the first case, the orifice (s) of the movable plate move along a straight line. - In the second case, the orifice (s) of the movable plate move in a circle.
- the irruption of the metal causes in the refractory plates a sudden thermal shock, which causes harmful cracking in several respects, in particular: - they make it more or less random to reuse them for subsequent emptying. - They can be the source of untimely aspirations of gas, in particular ambient air, by the fast flowing metal flow.
- the plates must be made of suitable materials: high content of alumina, magnesia, zirconia, etc., particularly sensitive to shocks thermal.
- the object of the present invention is to avoid as far as possible these cracks and this premature wear of the plates.
- the starting point of the thermal shock is in the pouring orifice, where a jet of liquid metal passes at high temperature, in particular if it is steel.
- the heat then diffuses towards the periphery of the plate.
- the thickness of the plate, or closing element also plays a role, since the first face is in contact with the other plate, or element, and the second is oriented, either towards the container, or towards the ambient.
- the tendency to break or crack is greater or less depending on the nature of the refractory material, the physical properties of which, such as thermal expansion, thermal conductivity, etc., vary significantly.
- the invention therefore retains as perfect symmetry as possible of all the elements subjected to thermal shocks and to corrosion caused by the flow of the fluid, in particular liquid steel.
- the main movable plate moves along a straight line or any curve passing through its axis, common to the plate and to its hole. To simplify the rest of the presentation, we will consider the simpler case of rectilinear movement.
- the rotation of the plates can be controlled by any mechanical, hydraulic or electrical process known to those skilled in the art.
- the same source of movement is used for the displacement of the movable plate or its pivoting.
- the plates or elements are produced in two or more parts: for example a central wear part made of particularly noble material (ceramic with high melting point, metallic ceramic, etc.), surrounded by a less noble and less expensive support material (alumina, magnesia, etc.)
- particularly noble material ceramic with high melting point, metallic ceramic, etc.
- a less noble and less expensive support material alumina, magnesia, etc.
- the cylindrical wear distribution technique makes it possible to minimize the size of the central insert, depending on the requirements dictated by the diameter of the hole, the resistance to thermal shocks and to physical and chemical attacks by the fluid. sunk.
- the fixed and movable plates are frequently surrounded by a thick metal banding, hot crimped, intended to protect them against possible disintegration during their dismantling.
- This strapping can advantageously be constituted by a ceramic ring having an adequate elasticity or by a metal ring with shape memory.
- the refractory surround of the insert can serve both as a support and as a hoop, if it is chosen from a suitable material.
- This strapping can be provided with a device preventing any rotation of the movable plate relative to the slide during the pivoting operations during casting.
- the central insert of the movable obturator element is one piece with the lower collecting nozzle.
- the upper surface of the insert / nozzle duly rectified, then constitutes the central element of wear of the mobile shutter: it is integral with the latter by a conical fitting.
- the tapered joint is filled with an adhesive or an adequate refractory grout with quick setting, ensuring the tightness and mechanical consistency of the assembly.
- the sliding assembly can be disassembled, in order to exchange the insert / nozzle, for a new use.
- the insert / nozzle is a "consumable" element, that is to say that after disassembly, its worn upper part is again rectified using a special machine so as to allow a new assembly and a new use.
- the pressure of application of the plates one on the other must ensure sealing and maintain sufficient flexibility to the assembly, and in particular absorb the expansions of the refractory parts: it is exerted by the lower fixed part of the system, called in general "cover".
- This cover is reinforced for example by ribs or side members at the place where it exerts its pressure on the moving assembly.
- balls can be used to ensure the sliding of the slide against the cover.
- the balls are made of ceramic material, as well as the bearing surfaces or they circulate (side members and slide): they can even rest on the rectified underside of the movable plate itself.
- the balls are replaced by smooth bearings made of suitably treated metal, or of ceramic.
- the collecting nozzle, integral with the movable plate is connected to the latter by a refractory seal (grout or dry refractory felt): the nozzle is held against the movable plate by its support.
- a refractory seal grout or dry refractory felt
- the cover no longer exerts its pressure on the slide but on the nozzle, by means of its support.
- a threaded nozzle holder is used; the rotation of the support causes the nozzle to rise and pushes the movable plate upwards against the fixed plate, the reaction forces being absorbed by the cover.
- the tightening of the nozzle can be carried out using a conventional torque wrench.
- the tightening can be carried out effortlessly using the endless screws, racks or drive gears of the sliding assembly: it suffices for this purpose to immobilize the nozzle support at the using a wedge secured to the chassis or the cover, and to rotate the slide in the appropriate direction as if one were carrying out an azimuth operation of the movable plate.
- the shim is replaced by a torque limiting blocking device: in this way, when the tightening of the plates reaches a certain predetermined value, the blocking in rotation of the nozzle is eliminated, and it can again rotate freely, integral with the assembly of the slide.
- the dynamometric blocking device can then be removed, to avoid thermal stresses from the casting of the metal.
- the movable plate inside the slide must keep a small possibility of vertical movement, parallel to itself, to allow clamping by the nozzle, but it must not be able to turn in order to avoid any loosening during use.
- the plate is left free to rotate in its housing at the same time as the nozzle to avoid any sliding at the joint; in this case it is also possible to use an insert / nozzle, as described below. The assembly is then locked against any new rotation during use.
- this type of tightening is adapted to the case of a device with 3 plates: in fact the collecting nozzle remaining immobile in the axis of the fixed plate, the tightening forces do not move.
- the movable plate and the collecting nozzle are pre-assembled or cast in one piece, and form a monobloc assembly.
- the collecting nozzle is positioned in a conventional manner by introducing it from the inside of the slide before putting the movable plate: this arrangement does not allow the independent mounting and dismounting of the nozzle.
- the worms can be controlled, for example, by two electric motors controlled and adjusted independently.
- Adequate cooling is provided to ensure proper operation of the assembly.
Landscapes
- Mechanical Engineering (AREA)
- Engineering & Computer Science (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Pens And Brushes (AREA)
- Ignition Installations For Internal Combustion Engines (AREA)
- Insulators (AREA)
- Vehicle Body Suspensions (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Continuous Casting (AREA)
- Surgical Instruments (AREA)
- Processing Of Solid Wastes (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Table Devices Or Equipment (AREA)
Abstract
Description
- La présente invention concerne la coulée des liquides agressifs ou à haute température, en particuliers les métaux liquides comme l'acier.
- Parmi les dispositifs permettant de procéder à la vidange des conteneurs des métaux liquides comme l'acier, l'un des plus répandus est celui dit à tiroir.
- Celui-ci consiste essentiellement à faire glisser l'une sur l'autre deux plaques en matériau approprié, réfractaire dans le cas des métaux liquides.
- L'une de ces plaques est fixe, l'autre mobile ; elles sont munies chacune d'un orifice de diamètre approprié.
- La coïncidence plus ou moins grande des orifices permet de régler le débit.
- Leur non-coïncidence stoppe la vidange.
- Le déplacement relatif des plaques peut être linéaire, ou encore rotatif:
- dans le premier cas, le ou les orifices de la plaque mobile se déplacent suivant une droite.
- dans le deuxième cas, le ou les orifices de la plaque mobile se déplacent suivant un cercle. - Dans le cas de la coulée de l'acier, l'irruption du métal provoque dans les plaques réfractaires un choc thermique brutal, qui entraîne des fissurations nuisibles à plusieurs égards, notamment:
- elles rendent plus ou moins aléatoires la réutilisation de celles-ci pour des vidanges ultérieures.
- elles peuvent être à l'origine d'aspirations intempestives de gaz, notamment d'air ambiant, par le flux de métal en écoulement rapide. - En effet, les plaques, pour résister aux diverses contraintes, pression ferrostatique, température du métal, caractéristiques de glissement, etc., doivent être fabriquées dans des matières appropriées : haute teneur en alumine, magnésie, zircone, etc., particulièrement sensibles aux chocs thermiques.
- D'autre part, le principe même de fonctionnement des fermetures coulissantes connues actuellement concentre l'usure des plaques dans une ou deux zônes situées sur le trajet de déplacement relatif des plaques.
- Il en résulte une ovalisation du trou des plaques, prolongée par une érosion en "languette", qui finit par entraîner la mise au rebut prématurée de celles-ci.
- Ces remarques s'appliquent également aux dispositifs, dits " à 3 plaques", où la plaque mobile coulisse entre 2 plaques fixes.
- Le but de la présente invention est d'éviter dans la mesure du possible ces fissurations et cette usure prématurée des plaques.
- Les études que nous avons menées nous ont montré que, si la nature des matériaux utilisés pour les plaques réfractaires les rend particulièrement sensibles aux chocs thermiques, l'apparition des fissures est due essentiellement à la forme dissymétrique des plaques.
- En effet, le point de départ du choc thermique se trouve dans l'orifice de coulée, où passe un jet de métal liquide à haute température, en particulier s'il s'agit d'acier.
- La chaleur diffuse alors vers la périphérie de la plaque.
- Or dans tous les cas connus actuellement, l'onde de chaleur doit, pour atteindre la périphérie de la plaque où règne une température sensiblement plus basse, parcourir des chemins de longueurs trés différentes, d'où des tensions de rupture importantes.
- On le comprend facilement en examinant la configuration des plaques de tiroir linéaires ou rotatifs actuellement exploités, à un ou plusieurs orifices.
- Il apparaît donc que la solution idéale est de mettre au point un obturateur linéaire à plaques rondes et à un seul orifice central.
- Dans la suite de l'exposé nous emploierons aussi bien le terme "plaque" que le terme "élément de fermeture", suivant que la hauteur est petite, voisine ou grande vis à vis du diamètre extérieur.
- Dans cet obturateur, le chemin à parcourir par l'onde de chaleur, entre l'orifice de coulée et la périphérie, est le même dans tous les azimuts.
- L'épaisseur de la plaque, ou élément de fermeture, joue également un rôle, étant donné que la première face est en contact avec l'autre plaque, ou élément, et que la deuxième est orientée, soit vers le conteneur, soit vers le milieu ambiant.
- Toutefois, la tendance à la rupture ou à la fissuration est plus ou moins grande suivant la nature du matériau réfractaire, dont les propriétés physiques telles que dilatation thermique, conductibilité thermique, etc., varient de façon importante.
- Cela signifie qu'il existe une fourchette de tolérance entre les longueurs des chemins parcourus par l'onde thermique entre son point de départ (périphérie de l'orifice de coulée) et son point d'arrivée (périphérie de la plaque).
- Ceci autorise donc à admettre, en dehors de la forme ronde, idéale, des formes polygonales symétriques respectant cette tolérance entre le chemin le plus long et le chemin le plus court à parcourir entre le bord du trou et le bord de la plaque.
- Plus le nombre de côtés du polygone augmente, plus on se rapproche du cercle parfait; à l'opposé, le carré est un cas particulièrement défavorable, où les distorsions entre différents trajets de l'onde thermique sont accentuées.
- En dehors des formes géométriques classiques, on peut imaginer toutes formes quelconques, ovales ou autres, mais les règles ci-dessus s'appliquent toujours, avec plus ou moins de rigueur suivant la nature du réfractaire ou du matériau utilisé.
- L'invention conserve donc une symétrie aussi parfaite que possible de tous les éléments soumis aux chocs thermiques et à la corrosion provoqués par l'écoulement du fluide, en particulier l'acier liquide.
- Il s'agit d'un obturateur à déplacement linéaire.
- Il fait appel à au moins 2 ou 3 éléments ou plaques de formes rondes (ou polygonales proches), percées de trous axiaux.
- La plaque mobile principale se déplace suivant une droite ou une courbe quelconque passant par son axe, commun à la plaque et à son trou. Pour simplifier la suite de l'exposé on considèrera le cas plus simple du mouvement rectiligne.
- Il a déjà été mentionné plus haut que le principe même de l'obturateur à déplacement linéaire amène une usure des orifices localisée aux régions voisines de l'axe de translation.
- Pour pallier cet inconvénient, et du fait même que les plaques rondes n'ont pas d'axe privilégié dans le plan, il est prévu de déplacer la zône d'usure sur tout le pourtour du trou par une rotation adéquate des plaques autour de leur axe.
- En effectuant cette rotation chaque fois que nécessaire, il sera possible d'éviter l'ovalisation du trou, si préjudiciable à la durée de vie des plaques, et d'obtenir un agrandissement progressif et circulaire du diamètre.
- La rotation des plaques peut être commandée par tout procédé mécanique, hydraulique ou électrique connu de l'homme de l'art.
- La course nécessaire pour obtenir la régulation ou l'interruption du débit du fluide sera parallèlement réduite puisque l'usure sera répartie sur tout le périmètre du trou et non plus en un ou deux points.
- Dans le cas d'un tiroir à 3 plaques, cela peut s'appliquer non seulement à la plaque de travail médiane, mais aussi aux plaques normalement fixes, supérieure et inférieure.
- Selon une variante de l'invention, la même source de mouvement est employée pour le déplacement de la plaque mobile ou son pivotement.
- On peut imaginer un dispositif contrôlé par un microprocesseur, qui effectuerait la rotation automatique des plaques chaque fois que nécessaire, en fonction de paramètres mis préalablement en mémoire tels que, type de métal à couler, quantité, etc. ou mesurés en temps réel tels que, température, course du vérin, etc.
- Selon une variante de l'invention, les plaques ou éléments sont réalisés en deux ou plusieurs parties : par exemple une partie centrale d'usure en matériau particulièrement noble (céramique à haut point de fusion, céramique métallique, etc.), entourée d'un matériau de soutien moins noble et moins coûteux (alumine, magnésie, etc.)
- Dans ce cas, la technique de répartition cylindrique de l'usure permet de réduire au minimum la taille de l'insert central, en fonction des impératifs dictés par le diamètre du trou, la résistance aux chocs thermiques et aux attaques physiques et chimiques du fluide coulé.
- Dans les systèmes de fermetures couramment utilisés pour la coulée de l'acier, les plaques fixes et mobiles sont fréquemment entourées d'un cerclage métallique épais, serti à chaud, destiné à les protéger contre une éventuelle désagrégation lors de leur démontage.
- Ce cerclage peut avantageusement être constitué par un anneau en céramique présentant une élasticité adéquate ou par un anneau en métal à mémoire de forme.
- Dans le cas d'un insert, l'entourage réfractaire de l'insert peut servir à la fois de support et de cerclage, s'il est choisi dans un matériau adéquat.
- Ce cerclage peut être pourvu d'un dispositif évitant toute rotation de la plaque mobile par rapport au coulisseau lors des opérations de pivotement en cours de coulée.
- Selon une variante de l'invention, l'insert central de l'élément obturateur mobile ne fait qu'une seule pièce avec la busette collectrice inférieure.
- La surface supérieure de l'insert/busette, dûment rectifiée, constitue alors l'élément central d'usure de l'obturateur mobile : il est solidaire de celui-ci par un emboîtement cônique.
- Le joint cônique est rempli par une colle ou un coulis réfractaire adéquat à prise rapide, assurant l'étanchéité et la cohérence mécanique de l'ensemble.
- Aprés usage, l'ensemble coulissant peut être désassemblé, pour procéder à l'échange de l'insert/busette, en vue d'une nouvelle utilisation.
- Selon une variante de l'invention, l'insert/busette est un élément "consommable", c'est à dire qu'aprés démontage, sa partie supérieure usée est à nouveau rectifiée à l'aide d'une machine spéciale de manière à permettre un nouveau montage et une nouvelle utilisation.
- La pression d'application des plaques les unes sur les autres doit assurer l'étanchéité et conserver une souplesse suffisante à l'ensemble, et en particulier absorber les dilatations des pièces réfractaires : elle est exercée par la partie fixe inférieure du système, appelée en général "couvercle". Ce couvercle est renforcé par exemple par des nervures ou des longerons à l'endroit ou il exerce sa pression sur l'équipage mobile.
- De manière à diminuer les frottements, on peut avoir recours à des billes pour assurer le glissement du coulisseau contre le couvercle.
- Selon une variante de l'invention, les billes sont en matériau céramique, ainsi que les portées ou elles circulent (longerons et coulisseau) : elles peuvent même s'appuyer sur la face inférieure rectifiée de la plaque mobile elle-même.
- Selon une autre variante les billes sont remplacées par des portées lisses en métal convenablement traité, ou en céramique.
- La busette collectrice, solidaire de la plaque mobile est reliée à celle-ci par un joint réfractaire (coulis ou feutre réfractaire sec) : la busette est maintenue contre la plaque mobile par son support.
- Pour exercer la pression de serrage du couvercle sur l'ensemble, on peut avoir recours à des ressorts métalliques ou céramiques, des petits vérins hydrauliques ou pneumatiques, ou compter sur l'allongement naturel de vis de serrage ou des différentes pièces mécaniques judicieusement calculées, ou utiliser tout autre moyen connu de l'homme de l'art.
- Etant donné la symétrie axiale propre à la présente invention, il est possible d'utiliser la busette pour serrer les plaques l'une contre l'autre dans la zône la plus importante et la plus efficace : celle qui entoure le trou.
- C'est en effet là que le métal peut commencer à s'infiltrer, c'est également là que les contraintes thermiques sont les plus sévères.
- Selon une variante de l'invention, le couvercle n'exerce plus sa pression sur le coulisseau mais sur la busette, par l'intermédiaire de son support.
- Selon une variante de l'invention, on utilise un support de busette fileté ; la rotation du support fait monter la busette et pousse la plaque mobile vers le haut, contre la plaque fixe, les efforts de réactions étant absorbés par le couvercle.
- Le serrage de la busette peut être effectué à l'aide d'une clé dynamométrique classique.
- Selon une variante de l'invention, le serrage peut être effectué sans effort à l'aide des vis sans fin, crémaillères ou engrenages d'entraînement de l'ensemble coulissant : il suffit à cet effet d'immobiliser le support de busette à l'aide d'une cale solidaire du chassis ou du couvercle, et de faire tourner le coulisseau dans le sens approprié comme si on effectuait une opération d'azimutage de la plaque mobile.
- Au cours de cette opération, le couple de serrage des moteurs ou des vérins sera limité, afin de ne pas serrer exagérément les plaques.
- Aprés le serrage, la cale devra bien entendu être retirée.
- Dans une autre variante de l'invention, la cale est remplacée par un dispositif de blocage à limitation de couple : de la sorte, quand le serrage des plaques atteint une certaine valeur prédéterminée, le blocage en rotation de la busette est supprimé, et elle peut à nouveau tourner librement, solidaire de l'ensemble du coulisseau.
- Le dispositif de blocage dynamométrique peut être ensuite retiré, pour lui éviter les contraintes thermiques de la coulée du métal.
- Un serrage de ce type doit être effectué en position ouverte, quand toutes les pièces réfractaires sont coaxiales ; on peut ensuite passer en position fermeture.
- Il suppose également l'emploi d'un joint busette collectrice/ plaque mobile supportant le glissement relatif des deux pièces pendant l'opération de serrage (par exemple feutre céramique).
- La plaque mobile à l'intérieur du coulisseau doit conserver une petite possibilité de déplacement vertical, parallèlement à elle-même, afin de permettre le serrage par la busette, mais elle ne doit pas pouvoir tourner afin d'éviter tout desserrage en cours d'utilisation.
- Selon une variante de l'invention, on laisse la plaque libre de tourner dans son logement en même temps que la busette pour éviter tout glissement au niveau du joint ; dans ce cas on peut aussi utiliser un insert/busette, comme décrit plus loin. L'ensemble est ensuite verrouillé contre toute nouvelle rotation en cours d'utilisation.
- Etant donné la faible course de cette fermeture, le porte-à-faux créé par le décentrement de la busette en position fermée ne compromettra pas l'étanchéité de l'ensemble, les deux plaques restant en contact sur la majeure partie de leur surface.
- Selon une variante de l'invention, ce type de serrage est adapté au cas d'un dispositif à 3 plaques : en effet la busette collectrice restant immobile dans l'axe de la plaque fixe, les forces de serrage ne se déplacent pas.
- Dans ce cas un serrage classique de la busette à l'aide d'une clé dynamométrique semble plus adapté.
- Selon une autre variante, la plaque mobile et la busette collectrice sont préassemblées ou coulées en une pièce, et forment un ensemble monobloc.
- Selon une autre variante de l'invention, la busette collectrice est positionnée de manière classique en l'introduisant par l'intérieur du coulisseau avant de mettre la plaque mobile: cette disposition ne permet pas le montage et le démontage indépendants de la busette.
- Les conséquences de la symétrie axiale et de l'utilisation rationnelle des éléments obturateurs sont nombreuses :
- suppression ou diminution sensible des phénomènes de fissuration dans le cas des éléments réfractaires, d'où la possibilité d'employer des réfractaires nouveaux sensibles aux chocs thermiques.
- usure harmonieuse des orifices de passage du fluide, d'où diminution des perturbations dynamiques d'écoulement.
- diminution de la dimension des éléments obturateurs par rapport au diamètre d'écoulement.
- diminution de l'amplitude de course nécessaire pour l'obturateur.
- suppression ou diminution des encrassements et dépôts unidirectionnels dans le canal de coulée du fait du pivotement de l'élément/plaque; les caractéristiques de pivotement de la plaque coulissante peuvent être optimisées de manière à combattre tout spécialement les dépôts (rotations de a° + 180° en sens opposés par exemple). - D'autre part, la suppression des tensions dûe à la transmission homogène de l'onde thermique rend possible la rectification des plaques ou pièces réfractaires sur leurs deux faces et leur réutilisation aprés retournement, leur face inférieure devenant supérieure et vice-versa, sans entraîner les fissurations ordinairement constatées avec les configurations de plaques actuellement connues.
- De la sorte, les orifices de coulée retrouvent des bords d'attaque pratiquement neufs.
- Prenant en compte le fait que le centre du flux de chaleur doit être aussi équidistant que possible de la périphérie des plaques, il apparaît qu'il y a intérêt à couler " plein jet", de façon à éviter un décentrement et une rupture excessifs du flux de métal, entraînant en outre les inconvénients habituels : éclatement du jet à la sortie de l'obturateur, turbulences excessives, phénomènes de cavitation, aspirations de gaz extérieur,etc.
- Pour ce faire, il est souhaitable, quand cela est possible d'optimiser le diamètre de départ des plaques en fonction du débit souhaité.
- Néanmoins, par son principe même, ce type d'obturateur est "à faible course", et les décentrements sont réduits au strict minimum.
- Les dessins annexés illustrent l'invention :
- La figure 1 représente en coupe un dispositif classique, installé sur une poche de coulée d'acier représenté partiellement avec sa paroi en acier (21), son revêtement réfractaire protecteur (22) dans lequel est maçonné la brique de siège (1) et la busette interne (2). Figurent également :
- la plaque fixe (3)
- la plaque mobile coulissante (4)
- la busette externe collectrice (5)
- la languette (14) correspondant à l'érosion dûe au passage du métal liquide lorsqu'on décale la plaque coulissante (4) par rapport à la plaque fixe (3).
- le vérin hydraulique (13) qui assure les mouvements d'ouverture, de fermeture ou de réglage du dispositif.
- (17) représente le décalage maximum possible entre les orifices ou "course" du système. - La figure 2 représente, vue de dessus, la plaque supérieure fixe (3) d'un dispositif classique, ainsi que, partiellement cachée, la plaque inférieure coulissante (4) en position de fermeture avec la languette d'usure (14). Sont figurés également deux trajets (15) différents pour l'onde thermique, partant de l'orifice de passage du métal liquide jusqu'à la périphérie de la plaque.
- La figure 3 représente une plaque de dispositif classique rotatif à 2 trous, avec là également les différents trajets (15) de l'onde thermique.
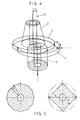
- La figure 4 représente un schéma de principe du dispositif selon l'invention, avec des plaques fixe (3) et coulissante (4) rondes à orifice central. La plaque coulissante (4) est également susceptible de tourner autour de son axe (23).
- La figure 5 représente deux cas extrêmes de polygones à symétrie axiale par rapport à l'axe du trou : dans le cas du carré on voit que les différences de trajets (15) de l'onde thermique sont trés accentuées en comparaison du nonagone.
- Les figures 6 et 7 montrent les plaques d'un dispositif classique (fig.6) et celles d'un dispositif selon l'invention (fig.7), vues de dessous. On voit les différences entre l'usure en languette (14) du système linéaire classique (fig.6) et l'usure symétrique répartie sur le pourtour du trou (16) du système selon l'invention (fig.7), où la plaque coulissante (4) peut tourner sur son axe. Est figurée également la diminution de course (17) obtenue entre le dispositif classique (fig.6) et le dispositif selon l'invention (fig.7).
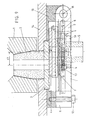
- La figure 8 représente une réalisation selon l'invention vue de dessous.
- La figure 9 représente, en coupe AA, la réalisation selon l'invention de la figure 8.
- La figure 10 représente, en coupe BB, la réalisation selon l'invention de la figure 8.
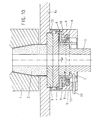
- La figure 11 représente un schéma classique de réalisation d'obturateur coulissant à trois plaques : (3) désigne les deux plaques fixes qui enserrent la plaque mobile (3). L'intérêt principal de ce genre de système est que la busette collectrice (5) reste fixe au lieu de se déplacer avec la plaque mobile.
- La figure 12 représente une réalisation selon l'invention dans laquelle on utilise un insert/busette (4-5).
- Selon un exemple de configuration représenté par les figures 8,9 & 10 et destiné à une poche de coulée d'acier, le dispositif comporte, dans un agencement classique à deux plaques, de haut en bas :
- la brique de siège (1) (en 1 ou plusieurs parties), maçonnée dans le revêtement de poche selon les méthodes habituelles.
- la busette interne (2) (en 1 ou plusieurs parties), maçonnée dans la brique de siège à l'aide d'un mortier ou coulis approprié.
- le chassis de la fermeture (13), pièce métallique usinée, trés robuste, qui supporte l'ensemble des éléments et assure la constance de géométrie de l'ensemble; il est solidement fixé à la tôle de fond de poche (14).
- la plaque fixe (3) ronde, fixée dans le chassis à l'aide d'un dispositif à mâchoires ou autre, évitant toute contrainte mécanique localisée; de petits ergots peuvent être prévus pour empêcher toute rotation intempestive.
- la plaque coulissante et pivotante (4), fixée dans le coulisseau pivotant (20), par un dispositif analogue à celui de la plaque fixe.
- le coulisseau pivotant (6), muni d'une denture externe (10), destinée tant à l'application du mouvement linéaire qu'à la rotation de la plaque mobile (4).
- le support de busette collectrice (19), qui en se vissant à l'intérieur du coulisseau (6) assure la compression du joint busette (5)/plaque (4) et le serrage des plaques (3) et (4) l'une contre l'autre.
- le couvercle (7) renforcé par les deux longerons (9) pivotant selon l'articulation d'axe (18) est verrouillé au chassis (13) par deux vis (12).
- deux vis sans fin (8) ou deux crémaillères, attaquant la denture externe du coulisseau ; ces vis sans fin agissent de la manière suivante : - a) La mise en rotation d'une seule de ces vis met le coulisseau en rotation/translation, comme s'il " roulait" sur la vis fixe.
- b) La mise en rotation simultanée des deux vis peut, selon leurs sens et leurs vitesses de rotation, entraîner le coulisseau dans une translation pure, une rotation pure, ou une rotation/translation.
- Les vis sans fin peuvent être commandées par exemple par deux moteurs électriques commandés et réglés indépendamment.
- On peut obtenir les mêmes possibilités avec deux crémaillères commandées, par exemple, par deux vérins hydrauliques.
- D'autres possibilités existent, fondées sur le même principe, et utilisant les techniques connues de l'homme de l'art.
- deux longerons (9) rigides, qui font partie intégrante du couvercle (7), compriment le coulisseau en translation et rotation contre la plaque fixe (3) par l'intermédiaire de billes (11) destinées à faciliter les mouvements de celui-ci ; ces billes circulent dans des rainures ménagées à cet effet dans les longerons. - Un refroidissement adéquat est prévu pour assurer un bon fonctionnement de l'ensemble.
- De nombreuses autres variantes spécialement adaptées aux multiples nécessités de l'industrie découlent de la conception à symétrie axiale de révolution de la fermeture faisant l'objet de la présente invention.
Claims (21)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT89470007T ATE86158T1 (de) | 1988-05-13 | 1989-04-10 | Giessverschluss zur linearen und symmetrieaxialen verstellung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8806617A FR2631266B1 (fr) | 1988-05-13 | 1988-05-13 | Obturateur de coulee a deplacement lineaire et symetrie axiale |
| FR8806617 | 1988-05-13 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0346258A2 true EP0346258A2 (fr) | 1989-12-13 |
| EP0346258A3 EP0346258A3 (en) | 1990-01-31 |
| EP0346258B1 EP0346258B1 (fr) | 1993-03-03 |
Family
ID=9366385
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP89470007A Revoked EP0346258B1 (fr) | 1988-05-13 | 1989-04-10 | Obturateur de coulée à déplacement linéaire et symétrie axiale |
Country Status (11)
| Country | Link |
|---|---|
| US (1) | US5186845A (fr) |
| EP (1) | EP0346258B1 (fr) |
| JP (1) | JPH02504241A (fr) |
| KR (1) | KR970005413B1 (fr) |
| AT (1) | ATE86158T1 (fr) |
| BR (1) | BR8906963A (fr) |
| DE (1) | DE68905086T2 (fr) |
| ES (1) | ES2039923T3 (fr) |
| FR (1) | FR2631266B1 (fr) |
| WO (1) | WO1989010812A1 (fr) |
| ZA (1) | ZA893553B (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5076476A (en) * | 1988-06-09 | 1991-12-31 | Societe Belge Des Produits Refractaires | Method for controlling a flow rate in a valve and a valve for the application of said method |
| DE4231692C1 (de) * | 1992-09-22 | 1994-03-24 | Dolomitwerke Gmbh | Drehverschluß für metallurgische Gefäße |
| BE1008119A3 (fr) * | 1994-03-21 | 1996-01-23 | Szadkowski Stanislav | Dispositif de regulation de debit a fermeture coulissante d'un recipient metallurgique. |
| WO2006094846A1 (fr) * | 2005-03-10 | 2006-09-14 | Tech-Gate S.A. | Soupape a tiroir coulissante lineaire pour recipient metallurgique |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6168053B1 (en) * | 1999-06-21 | 2001-01-02 | Consarc Corporation | Positioning apparatus and method for precision pouring of a liquid from a vessel |
| DE10324801A1 (de) * | 2003-06-02 | 2005-01-05 | Knöllinger FLO-TEC GmbH | Gießpfannenschieber |
| CN103551547B (zh) * | 2013-11-08 | 2015-10-14 | 镇江市电站辅机厂有限公司 | 多路定量阀 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2008729A (en) * | 1977-11-28 | 1979-06-06 | Shinagawa Refractories Co | Sector sliding plate brick having discharge ports and a slinding nozzle apparatus |
| FR2420388A1 (fr) * | 1978-03-21 | 1979-10-19 | Vesuvius Int Corp | Dispositif de porte coulissante a utiliser sur une enceinte de coulee |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU37533A1 (fr) * | 1959-06-15 | |||
| US3764042A (en) * | 1972-08-03 | 1973-10-09 | United States Steel Corp | Reciprocable slidable gate with rotating slide element |
| US3841539A (en) * | 1973-03-01 | 1974-10-15 | United States Steel Corp | Collector nozzle for slidable gates |
| CA1126472A (fr) * | 1978-06-19 | 1982-06-29 | Flo-Con Systems, Inc. | Vanne tournante |
| CH659872A5 (de) * | 1983-09-02 | 1987-02-27 | Stopinc Ag | Verschlussplatte fuer einen schiebeverschluss. |
| DE3423157C1 (de) * | 1984-06-22 | 1985-06-20 | Metacon AG, Zürich | Feuerfestes Plattenpaar fuer schwenk- bzw. drehbewegliche Schiebeverschluesse |
| JPS61159261A (ja) * | 1984-12-28 | 1986-07-18 | Toshiba Ceramics Co Ltd | 溶融金属排出装置 |
| JPS61159259A (ja) * | 1984-12-28 | 1986-07-18 | Toshiba Ceramics Co Ltd | 溶融金属排出装置 |
| CA1279189C (fr) * | 1985-11-18 | 1991-01-22 | Tetsuya Yoshihara | Systeme de buse tournante |
| CH675976A5 (fr) * | 1988-01-15 | 1990-11-30 | Stopinc Ag |
-
1988
- 1988-05-13 FR FR8806617A patent/FR2631266B1/fr not_active Expired - Lifetime
-
1989
- 1989-04-10 KR KR1019900700062A patent/KR970005413B1/ko active IP Right Grant
- 1989-04-10 DE DE8989470007T patent/DE68905086T2/de not_active Expired - Fee Related
- 1989-04-10 EP EP89470007A patent/EP0346258B1/fr not_active Revoked
- 1989-04-10 BR BR898906963A patent/BR8906963A/pt not_active IP Right Cessation
- 1989-04-10 AT AT89470007T patent/ATE86158T1/de not_active IP Right Cessation
- 1989-04-10 WO PCT/FR1989/000163 patent/WO1989010812A1/fr unknown
- 1989-04-10 ES ES198989470007T patent/ES2039923T3/es not_active Expired - Lifetime
- 1989-04-10 JP JP1505287A patent/JPH02504241A/ja active Pending
- 1989-04-10 US US07/465,093 patent/US5186845A/en not_active Expired - Fee Related
- 1989-05-13 ZA ZA893553A patent/ZA893553B/xx unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2008729A (en) * | 1977-11-28 | 1979-06-06 | Shinagawa Refractories Co | Sector sliding plate brick having discharge ports and a slinding nozzle apparatus |
| FR2420388A1 (fr) * | 1978-03-21 | 1979-10-19 | Vesuvius Int Corp | Dispositif de porte coulissante a utiliser sur une enceinte de coulee |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5076476A (en) * | 1988-06-09 | 1991-12-31 | Societe Belge Des Produits Refractaires | Method for controlling a flow rate in a valve and a valve for the application of said method |
| DE4231692C1 (de) * | 1992-09-22 | 1994-03-24 | Dolomitwerke Gmbh | Drehverschluß für metallurgische Gefäße |
| BE1008119A3 (fr) * | 1994-03-21 | 1996-01-23 | Szadkowski Stanislav | Dispositif de regulation de debit a fermeture coulissante d'un recipient metallurgique. |
| WO2006094846A1 (fr) * | 2005-03-10 | 2006-09-14 | Tech-Gate S.A. | Soupape a tiroir coulissante lineaire pour recipient metallurgique |
| EP1707291A1 (fr) | 2005-03-10 | 2006-10-04 | Tech-Gate S.A. | Oberateur â tiroir |
| EP1900459A2 (fr) | 2005-03-10 | 2008-03-19 | Tech-Gate S.A. | Soupape a tiroir coulissante lineaire pour recipient metallurgique |
| EA010251B1 (ru) * | 2005-03-10 | 2008-06-30 | Тех-Гате С.А. | Линейно скользящий шиберный затвор для металлургической ёмкости |
| US7648053B2 (en) | 2005-03-10 | 2010-01-19 | Tech-Gate S.A. | Linear sliding gate valve for a metallurgical vessel |
| EA013176B1 (ru) * | 2005-03-10 | 2010-02-26 | Тех-Гате С.А. | Линейно скользящий шиберный затвор для металлургической емкости |
| AU2006222134B2 (en) * | 2005-03-10 | 2010-05-20 | Tech-Gate S.A. | A linear sliding gate valve for a metallurgical vessel |
Also Published As
| Publication number | Publication date |
|---|---|
| ZA893553B (en) | 1990-01-31 |
| ES2039923T3 (es) | 1993-10-01 |
| KR970005413B1 (ko) | 1997-04-16 |
| ATE86158T1 (de) | 1993-03-15 |
| DE68905086T2 (de) | 1993-08-05 |
| BR8906963A (pt) | 1990-12-11 |
| DE68905086D1 (de) | 1993-04-08 |
| KR900701441A (ko) | 1990-12-03 |
| FR2631266B1 (fr) | 1990-09-14 |
| US5186845A (en) | 1993-02-16 |
| FR2631266A1 (fr) | 1989-11-17 |
| JPH02504241A (ja) | 1990-12-06 |
| EP0346258B1 (fr) | 1993-03-03 |
| EP0346258A3 (en) | 1990-01-31 |
| WO1989010812A1 (fr) | 1989-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| LU85957A1 (fr) | Plaque refractaire et buse de coulee,et procede de montage de plaques refractaires dans une vanne coulissante | |
| BE1001330A3 (fr) | Plaque de fermeture en matiere refractaire et fermeture a glissement pour busette de coulee d'un recipient contenant du metal en fusion. | |
| EP0346258B1 (fr) | Obturateur de coulée à déplacement linéaire et symétrie axiale | |
| EP0269180A2 (fr) | Dispositif de coulée d'un métal en phase pâteuse | |
| EP1439016A1 (fr) | Tube de coulée, dispositif de clamage d'un tube de coulée et installation de coulée | |
| EP0894556B1 (fr) | Face latérale d'obturation de l'espace de coulée d'une installation de coulée continue entre cylindres de bandes minces métalliques | |
| EP0730666B1 (fr) | Dispositif de chargement d'un four a cuve | |
| CA2031709A1 (fr) | Installation de coulee continue de produits metalliques minces entre deux cylindres | |
| EP0767714B1 (fr) | Face laterale pour une machine de coulee en continu de tole mince | |
| CA2050112C (fr) | Installation de coulee continue entre cylindres | |
| CA2134286C (fr) | Cylindre de coulee d'une installation de coulee continue sur un ou entre deux cylindres | |
| EP3428740B1 (fr) | Soupape de sécurité pour montre | |
| CA1258170A (fr) | Poches de coulee pour metal en fusion | |
| FR2655282A1 (fr) | Dispositif de raccordement d'un tube de coulee a la busette de coulee d'un recipient contenant du metal en fusion. | |
| EP1133372B1 (fr) | Cuve de traitement de metal liquide basculante et son dispositif de liaison etanche avec une goulotte fixe | |
| FR2613646A1 (fr) | Dispositif d'obturation laterale pour lingotiere de coulee continue entre cylindres | |
| FR2695580A1 (fr) | Dispositif de coulée continue entre cylindres de produits métalliques minces. | |
| EP1101086B1 (fr) | Dispositif de mesure des echanges de quantites de chaleur en regime variable, non stationnaire ou transitoire | |
| EP0552125B1 (fr) | Dispositif de coulée continue entre cylindres comportant des parois latérales en matériaux réfractaires | |
| EP3429780B1 (fr) | Enceinte a dispositif d'etancheite pour installation de coulee | |
| FR2944542A1 (fr) | Etai de soutien. | |
| BE1004078A3 (fr) | Dispositif antivortex adaptable aux trous de coulees de poches de coulee. | |
| CA2032065A1 (fr) | Dispositif de coulee continue de produits metalliques minces entre deux cylindres refroidis en rotation | |
| BE1001405A6 (fr) | Dispositif de coulee d'un metal dans une lingotiere de coulee continue. | |
| BE1012282A3 (fr) | Quenouille. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19900611 |
|
| 17Q | First examination report despatched |
Effective date: 19911016 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 86158 Country of ref document: AT Date of ref document: 19930315 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 68905086 Country of ref document: DE Date of ref document: 19930408 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19930611 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: FG4A Free format text: 3008070 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2039923 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: VESUVIUS FRANCE S.A. Effective date: 19931123 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: VESUVIUS FRANCE S.A. |
|
| EPTA | Lu: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 89470007.9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19950331 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19950412 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19950413 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19950419 Year of fee payment: 7 Ref country code: DE Payment date: 19950419 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19950426 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GR Payment date: 19950428 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19950430 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19950601 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19950602 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960410 Ref country code: GB Effective date: 19960410 Ref country code: AT Effective date: 19960410 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19960411 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960411 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960430 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19960430 Ref country code: BE Effective date: 19960430 |
|
| BERE | Be: lapsed |
Owner name: DETALLE EDOUARD Effective date: 19960430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19961031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19961101 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19960410 |
|
| REG | Reference to a national code |
Ref country code: GR Ref legal event code: MM2A Free format text: 3008070 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19970101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19961101 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 89470007.9 |
|
| RDAH | Patent revoked |
Free format text: ORIGINAL CODE: EPIDOS REVO |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| 27W | Patent revoked |
Effective date: 19980528 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |