EP0328823B1 - Vitrage multiple - Google Patents
Vitrage multiple Download PDFInfo
- Publication number
- EP0328823B1 EP0328823B1 EP19880311844 EP88311844A EP0328823B1 EP 0328823 B1 EP0328823 B1 EP 0328823B1 EP 19880311844 EP19880311844 EP 19880311844 EP 88311844 A EP88311844 A EP 88311844A EP 0328823 B1 EP0328823 B1 EP 0328823B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spacer
- glazing
- oriented
- sealed
- thermoplastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
- 239000002365 multiple layer Substances 0.000 title description 9
- 125000006850 spacer group Chemical group 0.000 claims description 263
- 239000000463 material Substances 0.000 claims description 90
- 229920001169 thermoplastic Polymers 0.000 claims description 61
- 239000004416 thermosoftening plastic Substances 0.000 claims description 50
- 239000012815 thermoplastic material Substances 0.000 claims description 43
- 239000000565 sealant Substances 0.000 claims description 35
- 239000002274 desiccant Substances 0.000 claims description 16
- 239000002985 plastic film Substances 0.000 claims description 12
- 238000005452 bending Methods 0.000 claims description 8
- 230000035699 permeability Effects 0.000 claims description 7
- 229920006255 plastic film Polymers 0.000 claims description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 4
- 230000000704 physical effect Effects 0.000 claims description 4
- 239000010959 steel Substances 0.000 claims description 4
- 230000006750 UV protection Effects 0.000 claims description 2
- 229920003023 plastic Polymers 0.000 description 45
- 239000004033 plastic Substances 0.000 description 45
- 239000010410 layer Substances 0.000 description 44
- 238000004519 manufacturing process Methods 0.000 description 44
- 239000011521 glass Substances 0.000 description 36
- 230000004888 barrier function Effects 0.000 description 31
- 239000007789 gas Substances 0.000 description 25
- 238000000034 method Methods 0.000 description 25
- 230000008901 benefit Effects 0.000 description 23
- 229910052751 metal Inorganic materials 0.000 description 22
- 239000002184 metal Substances 0.000 description 22
- 238000013461 design Methods 0.000 description 21
- 230000008569 process Effects 0.000 description 18
- 238000000576 coating method Methods 0.000 description 16
- 239000003365 glass fiber Substances 0.000 description 9
- 239000011248 coating agent Substances 0.000 description 8
- 229920000642 polymer Polymers 0.000 description 7
- 239000002861 polymer material Substances 0.000 description 7
- -1 polypropylene Polymers 0.000 description 7
- 229920006257 Heat-shrinkable film Polymers 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 6
- 230000009977 dual effect Effects 0.000 description 6
- 230000006872 improvement Effects 0.000 description 6
- 239000004417 polycarbonate Substances 0.000 description 6
- 229920000515 polycarbonate Polymers 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 239000002990 reinforced plastic Substances 0.000 description 6
- 238000001125 extrusion Methods 0.000 description 5
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 4
- 229920002367 Polyisobutene Polymers 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920001296 polysiloxane Polymers 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 3
- 230000015556 catabolic process Effects 0.000 description 3
- 238000006731 degradation reaction Methods 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 230000007774 longterm Effects 0.000 description 3
- 238000010943 off-gassing Methods 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920001021 polysulfide Polymers 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 239000012812 sealant material Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000007790 solid phase Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 229910052786 argon Inorganic materials 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 210000001503 joint Anatomy 0.000 description 2
- 229910052743 krypton Inorganic materials 0.000 description 2
- DNNSSWSSYDEUBZ-UHFFFAOYSA-N krypton atom Chemical compound [Kr] DNNSSWSSYDEUBZ-UHFFFAOYSA-N 0.000 description 2
- 239000004579 marble Substances 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 239000005033 polyvinylidene chloride Substances 0.000 description 2
- 230000002028 premature Effects 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 239000004590 silicone sealant Substances 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229920002799 BoPET Polymers 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 229920006397 acrylic thermoplastic Polymers 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- UFRKOOWSQGXVKV-UHFFFAOYSA-N ethene;ethenol Chemical compound C=C.OC=C UFRKOOWSQGXVKV-UHFFFAOYSA-N 0.000 description 1
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 1
- 238000005562 fading Methods 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000000886 hydrostatic extrusion Methods 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000012774 insulation material Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000012071 phase Substances 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 239000004588 polyurethane sealant Substances 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66342—Section members positioned at the edges of the glazing unit characterised by their sealed connection to the panes
- E06B3/66357—Soldered connections or the like
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66314—Section members positioned at the edges of the glazing unit of tubular shape
- E06B3/66319—Section members positioned at the edges of the glazing unit of tubular shape of rubber, plastics or similar materials
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B2003/6639—Section members positioned at the edges of the glazing unit sinuous
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/6621—Units comprising two or more parallel glass or like panes permanently secured together with special provisions for fitting in window frames or to adjacent units; Separate edge protecting strips
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66328—Section members positioned at the edges of the glazing unit of rubber, plastics or similar materials
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66366—Section members positioned at the edges of the glazing unit specially adapted for units comprising more than two panes or for attaching intermediate sheets
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/673—Assembling the units
- E06B3/67304—Preparing rigid spacer members before assembly
- E06B3/67308—Making spacer frames, e.g. by bending or assembling straight sections
- E06B3/67313—Making spacer frames, e.g. by bending or assembling straight sections by bending
Definitions
- This invention relates to insulating multiple layer sealed units for the building envelope incorporating insulating spacers therefor and where the multiple layers are typically made from transparent glazing materials.
- Insulating glass units generally consist of two or more parallel sheets of glass which are spaced apart from each other and which have the space between the panes sealed along the peripheries of the panes to enclose an air space between them.
- Spacer bars are placed along the periphery of the space between the two panes. These spacer bars aretypically long hollow perforated metal sections, usually made from an aluminum alloy and fabricated either in the form of an extrusion or by rolling from flat strip material.
- the hollow interior of the spacer contains a desiccant material which is used to absorb any residual moisture that may be in the enclosed air and to soak up any additional moisture that may enter into the sealed unit over a period of time.
- the spacers are assembled into a generally rectangular-shaped frame typically using corner keys.
- Units are constructed using either a single or dual seal.
- single seal units the structural, air and moisture vapour seal is combined in one seal.
- Sealant materials typically used with single seal design include either thermoplastic sealants such as butyl or thermosetting sealants such as polysulphide and polyurethane. In general, the thermosetting sealants are more permeable to moisture vapour than the thermoplastic sealants.
- the inner seal is a thermoplastic material such as polyisobutylene and a bead of the polyisobutylene is attached to the sides of the spacer adjacent to the glass sheets. The spacer frame is then placed between the panes and heat and/or pressure is applied to ensure that the polyisobutylene is compressed and fully wets out to the surface of the glass.
- a thermosetting sealant such as silicone or polysulphide is used and is applied in the outward facing perimeter channel between the two glass sheets.
- the corner connections can be eliminated and the metal spacer bar can be bent or stretch-formed around the corners.
- the two ends of the metal spacer can be welded or brazed together.
- plastic sheets may be used instead of glass in the manufacture of the sealed units.
- the benefits of using plastic instead of glass are improved security, reduced maintenance costs and increased safety with no threat of glass breakage.
- the main drawback of using plastic instead of glass is early failure of the sealed unit which is caused by two main factors.
- One cause is increased moisture build-up and desiccant degradation resulting from the comparatively high permeability of the plastic glazing material.
- a second cause is premature seal failure resulting from the increased expansion of the glazing layers due to the higher coefficient of expansion of the plastic glazing material.
- a further drawback is that because of the build-up of moisture within the sealed unit, high performance low-e coatings cannot be typically incorporated into sealed plastic glazing units because these coatings will degrade rapidly.
- low-conductive gas fill cannot be incorporated within the sealed glazing unit, because over time the gas will diffuse out of the unit.
- One specialized design of a sealed glazing unit which is used for structural spacer glazing incorporates a metal channel-shaped spacer which is used in combination with a deformable sealant tape, containing desiccant. The two legs of the spacer are separately bonded to the glazing layers with structural silicone sealant.
- the design of structural spacer glazing units is described in detail in U.S. Patent 4,552,790.
- An interesting application of structural spacer glazing is for flush glazed, openable windows. With this type of window design, there is no need for a separate sash frame and the opening window hardware, weatherstripping and related components are directly fixed to the sealed unit.
- a key advantage of this type of design for high thermal performance glazing is that without the supporting frame, there is increased energy efficiency.
- a second specialized design of sealed unit is manufactured with a continuous strip product which combines spacer and sealant in a single product.
- the metal spacer is a flat metal strip bent in a continuous zigzag profile which is embedded within an elongated ribbon of deformable sealant containing desiccant.
- the product which is described in U.S. Patent 4,431,691 by Greenlee is marketed commercially under the name of Swiggle StripTM by Tremco Inc. of Cleveland, Ohio.
- a second factor is that even with the glass fibre fill reinforcement, the reinforced plastic materials remain comparatively permeable. Consequently, there is the concern that over time moisture vapour will permeate into the sealed unit through the walls and corner connections of the plastic spacer frame and in the long term, this transmission of moisture will cause desiccant degradation and eventual failure of the sealed unit. This problem is particularly significant where silicone is used as the outer sealant in manufacturing the sealed unit. Similarly for gas-filled units, there is also a concern that the low-conductive gas will permeate through the plastic spacer and over time this will result in reduced thermal performance.
- a third factor is that reinforced plastic spacers can cause increased sealant stress and this increased stress can result in premature failure of the sealed unit.
- the increased sealant stress is due to the fact that the coefficient of expansion of the fibre filled polycarbonate is higher than the coefficient of expansion of the glass.
- some sealed unit manufacturers consider that there is increased sealant stress due to the extreme rigidity and stiffness of the thick wall spacer profile.
- a fourth factor is that reinforced plastic spacers can create production problems.
- the thin cross-section with glass fibre fill means that the spacer cannot be easily thermally welded together if desired.
- the high percentage of glass fibre fill means that very high dust levels are created when the spacer is cut with a saw. The fine dust is difficult to clean off the spacers for clean assembly of sealed units.
- a fifth factor is that for the extruded polycarbonate spacer, the problem of volatile outgassing at high temperatures has not been resolved and sealed units fabricated using the polycarbonate spacer at present have difficulty passing certain durability testing requirements for sealed units.
- the present invention provides a multiple layer sealed unit comprising at least two glazing layers arranged in a parallel spaced relation and with an insulating spacer made from highly-oriented thermoplastic polymeric material interposed and adjacent to the periphery of the glazing layers.
- the required physical properties of the insulating spacer are substantially governed by controlling the degree and directions of the oriented molecular structure of the thermoplastic material or materials from which it is formed.
- the orientation of the polymer material of the insulating spacer is largely in the longitudinal axis of the spacer.
- the present invention also provides an insulating spacer for multiple layer sealed units which is formed from a highly-oriented thermoplastic polymeric material.
- the thermal conductivity, coefficient of thermal expansion and dead bend properties of the spacer are governed by controlling the degree and directions of orientation of the molecular structure of the material from which it is formed.
- thermoplastic material Various methods can be used to manufacture the oriented thermoplastic material and generally these methods involve some way of drawing or stretching the isotropic material.
- This process of drawing or stretching the thermoplastic material aligns or orientates the molecular structure of the isotropic polymer and results in a material with substantially modified properties.
- modified properties are anisotropic.
- the properties of the material in the direction of draw are very different from the properties of the material perpendicular to the direction of draw.
- the material properties also vary significantly depending on the type of polymer and in particular whether the polymer is crystalline or amorphous in molecular structure. Generally, it is the more highly crystalline polymers that are most affected by the process of orientating the polymer structure. Further, in general, the higher the draw ratio, the greater the degree of modification of the physical properties of the oriented thermoplastic polymer.
- the modified and improved properties of the oriented thermoplastic material make it feasible to manufacture insulating spacers from conventional thermoplastic materials usually without the need for additional reinforcement.
- the use of oriented thermoplastic material results in four main improvements.
- One improvement is higher strength and stiffness in the direction of draw.
- the advantage of these improved structural properties is that without the need for glass fibre reinforcement, the profile wall thickness of the oriented thermoplastic spacer can be thin, lowering the cost and weight of the spacer and also reducing conductive heat loss through the thin wall profiles.
- the increased stiffness of the insulating spacer profiles also speeds up the assembly process for the sealed unit as the spacer frame can more easily be laid down on the glass so that the sides of the frame are parallel to the edges of glazing sheets.
- a second improvement is enhanced resistance to ultraviolet (UV) radiation degradation.
- UV ultraviolet
- the advantage of improved weatherability is that for certain types of thermoplastic materials, there is no need for a separate UV barrier and the front face of the oriented plastic spacer will not dust or flake even after prolonged exposure to sunlight. Also, colour fading of the plastic material will be reduced.
- a third improvement is enhanced high temperature stability.
- One advantage of improved temperature resistance is that the spacer is not deformed by the application of hot sealant during the fabrication of the sealed unit.
- a related issue is that the improved thermal stability of the oriented thermoplastic material helps prevent outgassing at elevated temperatures which causes fogging of the sealed unit due to volatile plastic materials condensing on the inner cold surfaces of the glass.
- the improved thermal stability of the material also eliminates the problem of stress relaxation.
- a fourth improvement is enhanced barrier properties.
- the advantage of a lower rate of moisture vapour transmission is that without the need for a separate barrier coating, certain types of oriented plastic materials have the necessary barrier properties to ensure long term performance for the sealed unit.
- the enhanced barrier properties of the oriented thermoplastic material help reduce the loss of low-conductive gas from the sealed unit.
- the process of producing the oriented spacer also results in modified material properties that are not on their face, apparently advantageous or compatible with the requirements of an insulated spacer for sealed glazing units.
- a second property which is a considered drawback, is negative thermal expansion along the draw direction.
- the coefficient of thermal expansion of the polymer material should substantially match the coefficient of positive expansion of the glass within the temperature range of -30°C to +60°C.
- Our research has shown that this problem of negative expansion can be overcome and the coefficient of expansion in the longitudinal axis can be fine tuned to match the coefficient of expansion of glass.
- a third property which is a considered drawback is that the polymeric oriented material in the direction of draw exhibits dead bend properties. Like a metal, the material can be dented on impact.
- the spacer frame is fabricated by cold forming or bending the spacer bar around the corners or partly cutting or V notching the spacer and then bending the spacer bar around the corners.
- the advantages of the bent-corner spacer frame are, more efficient assembly of the sealed unit particularly with automated production methods and improved durability of the sealed unit with reduced moisture vapour transmission and low-conductive gas loss at the corners.
- the process of manufacturing the oriented plastic sheets or profiles does not alter other key properties of the polymer material that makes thermoplastic materials more suitable than metals as materials for manufacturing spacer bars. These improved properties include: light weight, no corrosion, weldable, ease of handling etc.
- thermoplastic spacer being weldable is particularly advantageous for three reasons. First, in the fabrication of a bent-corner spacer frame, it is easy to weld the final joint connecting the two ends of the spacer bar. Second, with gas filling the units, it is easy to seal up the holes after the nozzles of the gas filling equipment are removed. Third, in the fabrication of sealed units incorporating glass and plastic laminated glazing sheets or plastic glazing sheets or films, the thermoplastic spacer can be bonded to the plastic glazing material.
- the sealed unit can incorporate sealant wetted out and adhering to the spacer and to at least one or both of the glazing layers depending on the design configuration of the spacer.
- the sealed unit can also incorporate additional inner glazing layers arranged in a parallel and spaced relationship to the outer glazing layers.
- the glazing layers can be glass sheets or thermoplastic sheets or heat shrinkable plastic films. Where thermoplastic glazing sheets or films are used, the films or sheets can be bonded directly to the oriented thermoplastic spacer.
- the oriented thermoplastic spacer can be bonded around the periphery of the outer glazing sheets and no sealant is necessary for the fabrication of the sealed unit.
- the use of the oriented plastic spacer results in substantial improvements in the performance of the sealed unit especially where the outer glazing sheets are also made from transparent oriented thermoplastic sheet material.
- the fabrication of the glazing unit is simplified because there is no need for outer sealant.
- the durability of the sealed plastic glazing unit is improved because of the enhanced barrier properties of the oriented thermoplastic polymer.
- the heat loss through the edge seal is reduced as compared to solid sealant, the thin walls of the oriented thermoplastic spacer create a minimal thermal bridge.
- the energy efficiency of the sealed plastic glazing unit can be substantially improved as it is feasible because of the improved barrier properties of the plastic glazing to incorporate low-e coatings and low-conductive gas fill.
- thermoplastic glazing and spacer Compared to conventional double glazing (R-2) the thermal performance of these thick airspace, low-conductive gas filled, multiple-layer sealed plastic glazing units can be in excess of R-16.
- a particular advantage of using these high thermal performance, sealed plastic glazed units for openable, flush glazed windows is that the various window components such as opening hardware, hinges and weatherstripping can be easily bonded to the oriented thermoplastic glazing and spacer.
- the outer plastic glazing sheets are typically manufactured from biaxially oriented thermoplatic material or biaxially oriented thermoplastic material bonded to glass sheets.
- the biaxially oriented thermoplastic material does not have to be sandwiched between glass sheets as the coefficient of expansion of the oriented thermoplastic material can be fine-tuned to match the coefficient of expansion of glass.
- the advantage is that the fabrication of the sealed unit is simplified as the oriented thermoplastic spacer can be bonded directly to the inward facing plastic layers of the laminated glazing sheets.
- the oriented thermoplastic spacer bars can be conventionally assembled into a generally rectangular-shaped frame using corner keys.
- the spacer frame can be assembled by cold forming or bending the spacer bar around the corners or partly cutting or V notching the spacer bar and then bending the spacer bar around the corners.
- the two ends of the spacer bar can then be welded or sealed together.
- Conventional hollow profile oriented thermoplastic spacers can be manufactured in various ways including extruding the spacer as individual profiles with the material being oriented as part of the production process, or alternatively, roll-forming the spacer from flat strips of already oriented thermoplastic sheet material.
- the oriented thermoplastic material typically only exhibits increased dead bend properties in the direction of draw.
- For the roll-formed spacer in addition to the need for orientation in the longitudinal axis of the spacer, there is also a need for some degree of orientation normal to the longitudinal axis of the spacer to allow roll-forming as well as bending of the spacer profile.
- This biaxial orientation can be achieved in various way, including: biaxially orientating the sheet during production or laminating two or more layers of oriented thermoplastic sheets together so that the direction of draw of one sheet is normal to the direction of draw of the other sheet.
- the biaxially oriented sheets may be manufactured using a crossroll stretching process where the material is orientated in opposing diagonal directions to the longitudinal axis of the sheet material.
- the required material properties in the longitudinal axis of the spacer can be achieved where the main direction of orientation may not be largely in a direction longitudinal to the axis of the spacer.
- the hollow profile spacer contains desiccant and the side of the spacer facing the airspace typically incorporates perforated holes or a slot so that the desiccant material can absorb moisture from the air within the sealed unit.
- the profiles are roll-formed, one option is for the edges of the plastic sheet to be intermittently thermally welded together creating a continuous but perforated seam on the side of the spacer facing the airspace.
- the spacer can be manufactured from different types of thermoplastic polymer materials.
- One preferred material is vinylidene chloride (SaranTM) and in addition to its very good barrier properties, a further advantage of using SaranTM is that all common types of sealant material adhere strongly to it.
- the spacer may incorporate a separate moisture vapour film or coating or a separate UV barrier on the front face.
- the spacer is roll-formed from flat strips cut from sheet material, the required coatings or films are first laminated or applied to one or two surfaces of the sheet material.
- the hollow profile spacer is then manufactured in such a way that after the hollow profile spacer is roll-formed, the coatings or films are located on the appropriate surface of the spacer.
- thermoplastic polymer spacer can be used for different specialized sealed glazing applications.
- One example is where the spacer is used for structural spacer glazing.
- a second example is where the spacer is a continuous zigzag bent flat strip which is embedded within an elongated ribbon of deformable sealant containing desiccant material.
- building panels used as part of the building envelope are not fabricated as multiple layer sealed units.
- advantages in using the same edge seal technology developed for glazing units for the fabrication of opaque insulating panels include: the ease of future upgrading of the thermal performance of the building envelope and the ease of maintaining and repairing the required air barrier incorporated within the building envelope.
- These panels can provide more insulatation per unit thickness than conventional insulation materials used at present in the building envelope.
- the outer opaque layers used to manufacture these high thermal performance sealed panels can be made from a variety of impermeable materials including: thin stone or marble sheets backed with metal or biaxially oriented thermoplastic sheets.
- Figure 1 shows a spacer 30A for multiple layer sealed units which are used for such applications as windows.
- the insulating spacer is of conventional cross section but according to the invention is of oriented thermoplastic material rather than metal, conventional plastic or re-inforced plastic material.
- oriented polymeric material There are essentially two known methods for producing oriented polymeric material.
- One method is to produce an aligned extended structure in the polymer melt or solution which is followed by or associated with crystallization which may involve the formation of a liquid crystal phase.
- a second method for producing oriented polymeric material is based on the solid state deformation and concomitant orientation of the orientable thermoplastic polymers.
- Solid-phase deformation processes include: extrusion drawing, tensile drawing, hydrostaticextrusion, ram extrusion, die drawing, and roll press stretching. Generally the different processes involve in some way drawing or stretching the isotropic material. As an example, the specific technique of die drawing is described in U.K. Patent 2,060,469.
- the present oriented thermoplastic spacer is typically manufactured using solid-phase deformation processes.
- the degree of orientation is largely determined by the draw ratio although other factors such as temperature, pressure and the type of production process also play a role.
- the process of orientating the isotropic material enhances key properties of the thermoplastic polymer material and it is these modified properties that allow the insulating spacer to be manufactured from commodity or intermediate grade thermoplastic polymeric materials.
- One required property for the insulating spacer 30A is strength and stiffness in the longitudinal axis of the spacer as shown by arrow 34 .
- the higher the draw ratio the greater the strength and stiffness of the material in the draw direction which should be parallel to the longitudinal axis of the spacer.
- very high draw ratios are not necessarily required to manufacture an insulated spacer as the need for strength and stiffness must be offset against the other requirements of an insulated spacer.
- a second property for an insulating spacer is dimensional stability in the longitudinal direction of the spacer as shown by arrow 34 .
- the coefficient of thermal expansion of the oriented thermoplastic spacer should substantially match the positive coefficient of expansion of glass between the temperatures of -30°C to +60°C.
- thermoplastic materials exhibit a negative coefficient of thermal expansion.
- the negative coefficient of thermal expansion of the oriented thermoplastic material in the draw direction can be fine-tuned to match the positive coefficient of thermal expansion of glass. This can be achieved in three main ways.
- the type of polymeric material used has to be carefully selected as the coefficient of thermal expansion varies significantly depending on the type of oriented thermoplastic material used.
- Materials such as low density polyethylene have a very high rate of negative thermal expansion while materials such as polypropylene have a lower rate.
- the rate of negative thermal expansion increases with draw rates. At low draw rates, the rate of thermal expansion is positive while at high rates, the rate becomes negative. Through careful optimization, the coefficient of expansion can be made slightly positive to again match the coefficient of expansion of glass.
- the coefficient of thermal expansion can also be increased by annealing the oriented thermoplastic material at high temperatures.
- a third required property for an insulating spacer is low moisture vapour and gas permeability.
- Research has shown that the permeability of oriented thermoplastic material is sensitive to draw ratio. For example for polyethylene, the permeability of the polymer is reduced dramatically as the draw ratio is increased from 5 to 10.
- a fourth required property is low conductivity normal to the longitudinal axis of the spacer (shown by arrow 33 ).
- the thermal conductivity of the oriented material normal to the draw direction decreases with increasing draw ratio although after a draw ratio of about 5, increasing the draw ratio typically does not result in further substantial reductions in thermal conductivity.
- spacer 30A can be stretch formed or bent around the corners (see Figure 5).
- thermoplastic materials can provide the required properties for a insulating spacer, including: polypropylene, high density polyethylene and polyethylene terephthalate.
- Insulating hollow profile spacers 30A as shown in Figure 1 can be manufactured in various ways including extruding the spacer in profile form so that the material is oriented as part of the production process or by roll-forming the hollow profile spacer from flat strips cut from sheet material which has been previously oriented.
- the specific design illustrated in Figure 1 is for a roll-formed spacer.
- the hollow profile spacer 30A is roll-formed from flat strips of oriented thermoplastic material using similar production methods as are used to manufacture metal roll-formed spacers. As shown in Figure 1 after the hollow profile section is roll-formed, the two edges of the flat strip of material are heat welded together creating an invisible seam 28 parallel to the longitudinal axis of the spacer as shown by arrow 34 .
- the seam 28 as shown in Figure 1 is on the backside 31 of the spacer although alternatively, the seam 28 can be located on one of the sides 27 of the spacer or on the front face 32 along the longitudinal axis of the spacer.
- the spacer 30A When installed within a sealed unit, the spacer 30A usually incorporates desiccant material contained within the hollow profile.
- the desiccant material must be in moisture communication with the airspace enclosed by the glazing layers.
- one way that this can be achieved with either the extruded or roll-formed spacer is by incorporating perforations 29 on the front face 32 of the spacer 30A .
- a second way, particularly for roll-formed spacers is to incorporate a continuous slot along the front face 32 of the spacer 30A .
- a third way, again particularly for roll-formed spacers, is for the edges of the oriented thermoplastic sheet to be intermittently welded together creating a continuous but perforated seam. Compared to a continuous slot, the advantage of an intermittently welded slot is a more rigid profile which allows the wall thickness of the spacer to be reduced.
- the spacer is roll-formed from flat strips, it is necessary that the sheet has dead bend properties, both parallel and normal to the longitudinal axis of the spacer as shown by arrows 34 and 33 .
- To achieve dead bend properties in two directions typically requires that the thermoplastic material is also oriented in at least two directions. This arrangement can be achieved in different ways.
- the biaxially oriented sheets may be manufactured using a type of crossroll stretching process where the material is orientated in two opposing diagonal directions from the longitudinal axis of the spacer. It should be noted that by balencing the degree and directions of the orientation of the sheet material produced using the crossroll production process, the required properties of the spacer in the longitudinal axis can still be acheived even though the main direction and degree of orientation may not be largely in the longitudinal axis of the spacer as shown by arrow 34 .
- a second way is to cut the strips from sheets of oriented thermoplastic material which are laminated from at least two layers.
- One of the layers may be oriented to a greater degree than the other and the layer with the greater degree of orientation is located so that the direction of draw is parallel to the longitudinal axis of the spacer as shown by arrow 34 .
- the second sheet is located so that the direction of draw (as shown by arrow 33 ) is normal to the longitudinal axis of the spacer.
- the first layer where the direction of orientation is longitudinal to the axis should become the outer surface on the side 27 of the spacer adjacent to the glazing layers (see Figure 3) and the second layer should become the inner surface of the spacer.
- This arrangement is preferred as the layer with reduced thermal conductivity on the outside of the spacer 30A helps prevent heat flow to the inner layer with increased thermal conductivity.
- thermoplastic material generally improves the barrier properties of the material, for certain applications where no outer sealant is used or alternatively where a very permeable outer sealant such as silicone is used, there is a need to further improve the barrier properties of the spacer.
- barrier properties can be improved is to manufacture the spacer 30A from a thermoplastic material which already has very good barrier properties and further improve these properties through the process of orientation.
- One preferred material is polyvinylidene chloride (SaranTM) and in addition to its very good barrier properties, a further advantage of using SaranTM is that all common types of sealant material adhere strongly to it.
- a second way that the barrier properties can be improved is to add a separate moisture vapour and gas barrier film or coating to at least the back 31 and the sides 27 of the spacer 30A .
- a particular advantage of a roll-formed spacer 30A manufactured from strips cut from oriented thermoplastic sheets is that the sheets can be more easily laminated or coated with one or more layers of high barrier materials.
- These high performance barrier materials and coatings can include: EVA, EVOH (EvalTM), PVdC (SaranTM), and metallised coatings on PET film.
- Figure 2 shows a dual seal unit with an oriented thermoplastic polymer spacer 30B .
- beads of polyisobutylene sealant 36 are applied to the sides of the hollow profile spacer 30B .
- the spacer 30B is formed into a spacer frame as will be explained more fully hereinafter.
- the preassembled spacer frame is interposed between the first glazing layer 37A and the second glazing layer 37B , adjacent to the periphery of the glazing layers.
- the orientation of the polymer material of the spacer 30B is largely in the longitudinal axis of the spacer.
- Sealant 40A is applied in the outward facing channel around the periphery of the glazing sheets 37A and 37B .
- the sealant 40A must adhere to the back 31 of the spacer 30B and for certain types of thermoplastic materials, it may be necessary to treat or prime the spacer 30B to ensure good adhesion.
- the spacer 30B contains desiccant material 39 and typically incorporates perforations 29 to allow airflow between the desiccant material 39 and the air or low-conductive gas 38 within the sealed unit.
- Figure 3 shows a cross-section of a single seal, double glazed unit incorporating a hollow profile oriented thermoplastic spacer 30A .
- the outer sealant 40B can be any sealant with good barrier properties such as hot melt butyl, polysulphide or polyurethane and so with this design because of the lower permeability of the outer sealant 40B , there is typically not the same need or requirement for the spacer 30A to be made from an oriented plastic with outstanding barrier properties or alternatively be coated with a separate moisture vapour and gas barrier film or coating.
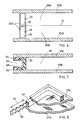
- FIG 4 shows a detail of a cross-section of a triple glazed sealed unit where two oriented thermoplastic spacers 30C support a heat shrinkable plastic film 51 between two parallel and spaced apart glazing sheets 37A and 37B .
- the heat shrinkable plastic film 51 is typically made from polyethylene terephthalate (PET).
- PET polyethylene terephthalate
- the outer sealant 40C is typically polyurethane sealant.
- the sealed unit is generally manufactured using a known method such as that outlined in U.S. Patent 4,335,166.
- the particular advantage of using oriented thermoplastic polymer spacers 30C for this application is that the spacers can be as stiff and rigid as steel spacers used to date.
- a further advantage is that the film 51 may be thermally bonded to the spacers 30C and this can simplify the assembly of multiple glazed units incorporating heat shrinkable flexible films.
- Figure 5 shows plan views of three alternative corner details of spacer frames.
- the two spacers 30A are conventionally joined with corner keys 42 .
- the spacer 30E is cold formed or bent around the corners 43 at room temperature or at slightly elevated temperatures.
- similar equipment to that used for corner bending metal spacers can be used.
- the two ends of the rigid plastic spacer 30E can be welded together as a butt joint 45 to ensure a continuous moisture vapour and gas barrier around the perimeter of the sealed unit.
- the spacer 50 can be partially cut and then bent around the corners 44 .
- the specific corner detail shown in Figure 5C is for structural spacer glazing (See Figure 7).
- FIG. 6 shows a detail of a cross-section of a triple glazed sealed unit where two oriented thermoplastic spacers 30G support a heat shrinkable film 51 between two parallel and spaced apart glazing sheets 52A and 52B .
- the glazing sheets 52A and 52B can be biaxially oriented thermoplastic polymeric sheets or laminated sheets from glass and biaxially oriented thermoplastic polymeric material. Where laminated sheets are used, the oriented thermoplastic material is on the side of the glazing facing the airspaces 38A and 38B .
- the hollow profile spacers 30G contain desiccant material 39 and are bonded to the outer plastic sheets 52A and 52B respectively as well as to the film 51 and to each other.
- Various processes can be used to directly bond the spacer to the plastic glazing sheets 52A and 52B including: magnetic heat sealing, adhesive bonding, ultrasonic sealing and solvent welding. No outer sealant is used and so the spacers 30G must have a very low rate of moisture vapour and gas transmission. As explained previously, this can be achieved by either manufacturing the oriented thermoplastic spacers from materials such as vinylidene chloride which have very good barrier properties or by incorporating a separate high performance barrier layer.
- the plastic glazing sheets 52A and 52B must have a very low rate of moisture vapour and gas transmission and as with the spacer 30G this can again be achieved by either manufacturing the glazing sheet from an oriented thermoplastic material which has very good barrier properties such as polyvinylidene chloride or by incorporating a separate transparent high performance barrier layer.
- the corners must be hermetically sealed. This can be achieved by either manufacturing the spacer frame using the bent-corner method as described in Figure 5B or by assembling the frame from separate pieces and hermetically welding the corners.
- thermoplastic glazing sheets 52 can be manufactured from various thermoplastic materials.
- plastic glazing materials such as polycarbonates or acrylics which are conventionally used, other materials such as polypropylene and polyethylene may also be used as the process of orientating the material improves optical clarity.
- the sealed unit in Figure 6 incorporates a heat shrinkable film 51 , typically PET which is also bonded to the spacers 30G . Although only a single film 51 is shown in Figure 6, the sealed unit can incorporate multiple parallel layers of heat shrinkable film.
- Super high energy efficient sealed units R-18 centre glazing
- plastic sealed unit is used for flush glazed openable windows
- weatherstripping, window hardware and hinges can be directly bonded to the plastic glazing and spacer.
- the unit is self supporting and there is no need for a separate sash frame. As a result, the cost of manufacturing the flush glazed, openable window is reduced.
- the glazing sheets 52A and 52B are typically transparent, the layers may be translucent or opaque. Where the sheets are opaque, one option is to use laminated sheets made from biaxially oriented thermoplastic material bonded to thin sheets of stone or marble.
- thermoplastic polymer spacer can be used for a wide variety of specialized designs for sealed glazing units.
- One specialized design is for structural spacer glazing.
- Figure 7 shows a detail of a cross-section of an oriented thermoplastic spacer 50 for a structural spacer glazing unit where the spacer is U shaped in profile creating a recessed channel 56 around the perimeter of the sealed glazing unit.
- the channel 56 is partially covered with a butyl tape 52 containing desiccant material.
- the spacer is bonded to the glazing sheets 37A and 37B with structural silicone sealant 53 .
- a particular advantage of using the oriented thermoplastic spacer for this application is that the spacer frame can be very efficiently fabricated.
- the oriented thermoplastic channel spacer is partially cut through the back legs of the U channel and bent around at the corners. The two ends of the channel spacer are then welded together at a butt joint creating a rigid bent-corner frame.
- FIG 8 shows a detail drawing of a second specialized design for the oriented thermoplastic spacer which for this application is a spacing element 55 incorporated within an edge seal strip product 57 .
- the continuous spacer element 55 of undulating shape is embedded within an elongated ribbon of deformable sealant containing desiccant material.
- the edge seal strip product 57 is placed around the periphery of the glazing layers 37A and 37B .
- the oriented thermoplastic material is used for the spacing element particularly because of its dead bend properties in the longitudinal axis which allow the oriented material to be very easily bent or folded creating the necessary zig-zag profile.
- the heat loss across the edge seal in a direction normal to the longitudinal axis of the spacer is reduced.
- the airspaces are filled with a low-conductive gas fill
- one glazing surface in each separate airspace is coated with a high performance low-emissivity coating and where appropriate a further glazing layer or layers may be incorporated between the outer glazing layers creating additional airspaces.
- the space enclosed by the spacer and glazing layers has been referred to as an airspace, and that this specifically does not exclude the possibility that the space may be filled with an inert gas such as argon or alternatively, there may be no air enclosed and a partial vacuum may be maintained between the glazing layers.
- the optimum spacing between the glazing layers is about 14 mm.
- low-conductive krypton gas is used, the optimum spacing between the glazing layers is reduced to about 7 mm.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Joining Of Glass To Other Materials (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13255787A | 1987-12-14 | 1987-12-14 | |
| US132557 | 1987-12-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0328823A2 EP0328823A2 (fr) | 1989-08-23 |
| EP0328823A3 EP0328823A3 (en) | 1990-01-10 |
| EP0328823B1 true EP0328823B1 (fr) | 1992-06-10 |
Family
ID=22454579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19880311844 Expired EP0328823B1 (fr) | 1987-12-14 | 1988-12-14 | Vitrage multiple |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0328823B1 (fr) |
| CA (1) | CA1331851C (fr) |
| DE (1) | DE3871939T2 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6223414B1 (en) | 1990-09-04 | 2001-05-01 | Ppg Industries Ohio, Inc. | Method of making an insulating unit having a low thermal conducting spacer |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5290611A (en) * | 1989-06-14 | 1994-03-01 | Taylor Donald M | Insulative spacer/seal system |
| US5302425A (en) * | 1989-06-14 | 1994-04-12 | Taylor Donald M | Ribbon type spacer/seal system |
| AU648441B2 (en) * | 1991-12-16 | 1994-04-21 | Ppg Industries Ohio, Inc. | Spacer for an insulating glazing unit |
| GB9218150D0 (en) | 1992-08-26 | 1992-10-14 | Pilkington Glass Ltd | Insulating units |
| NL9400937A (nl) * | 1994-06-09 | 1996-01-02 | Tech Ind W J Van Der Sar B V | Werkwijze en inrichting voor het vervaardigen van een naadloos doorzichtig kokerprofiel. |
| DE29515924U1 (de) * | 1995-10-07 | 1997-02-13 | ISO - Profil GmbH & Co. Profile für Isolierglas, 42327 Wuppertal | Profilschiene zur randseitigen Abstandshalterung der beiden Glasscheiben einer Doppelverglasung |
| MXPA99005203A (es) | 1996-12-05 | 2006-07-18 | Sashlite Llc | Unidad de ventana con cristales multiples integrados y montaje de marco y metodo para fabricarlo. |
| EP0852280B2 (fr) * | 1996-12-20 | 2009-06-17 | Saint-Gobain Glass France | Entretoise pour vitrage multiple |
| US6401428B1 (en) * | 1999-10-07 | 2002-06-11 | Bowmead Holding Inc. | Fenestration sealed frame, insulating glazing panels |
| US6662523B2 (en) | 2001-06-15 | 2003-12-16 | Sashlite, Llc | Insulating glass sash assemblies with adhesive mounting and spacing structures |
| US6679013B2 (en) | 2001-11-15 | 2004-01-20 | Sashlite, Llc | Window assembly with hinged components |
| US6868648B2 (en) | 2002-04-04 | 2005-03-22 | Bowmead Holdings Inc. | Fenestration sealed frame, insulating glazing panels |
| EP1553256A1 (fr) | 2004-01-09 | 2005-07-13 | Fiberline A/S | Elément de construction et bâtiment construit avec une pluralité d'éléments de construction |
| EA008899B1 (ru) | 2004-01-09 | 2007-08-31 | Файберлайн А/С | Строительный или оконный элемент и способ сооружения здания |
| RU2473765C1 (ru) * | 2011-12-19 | 2013-01-27 | Общество с ограниченной ответственностью "БФК-Экструзия" | Дистанционная рамка для стеклопакетов |
| ITUB20156069A1 (it) * | 2015-12-02 | 2017-06-02 | Finglas S R L | Sistema vetrocamera e metodo per assemblare tale sistema vetrocamera. |
| WO2020118667A1 (fr) * | 2018-12-11 | 2020-06-18 | 淄博环能海臣环保技术服务有限公司 | Plaque de verre d'isolation thermique régulée sous vide pourvue d'une cavité d'espaceur en verre scellée à double adhésif de support de presse à rouleaux |
| CN113187353A (zh) * | 2021-04-30 | 2021-07-30 | 云南(炬锋)电焊机有限公司 | 一种旧钢门窗扇改制成节能环保门窗的方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4431691A (en) * | 1979-01-29 | 1984-02-14 | Tremco, Incorporated | Dimensionally stable sealant and spacer strip and composite structures comprising the same |
| US4335166A (en) * | 1980-11-21 | 1982-06-15 | Cardinal Insulated Glass Co. | Method of manufacturing a multiple-pane insulating glass unit |
| US4479988A (en) * | 1981-07-02 | 1984-10-30 | Reddiplex Limited | Spacer bar for double glazing |
| US4564540A (en) * | 1982-12-08 | 1986-01-14 | Davies Lawrence W | Pultruded fibreglass spacer for sealed window units |
| GB8319264D0 (en) * | 1983-07-15 | 1983-08-17 | Omniglass Ltd | Corner for spacer strip of sealed window units |
| US4552790A (en) * | 1983-06-30 | 1985-11-12 | Francis Geoffrey V | Structural spacer glazing with connecting spacer device |
| DE3400891A1 (de) * | 1984-01-12 | 1985-07-25 | Klaus-Dieter 5600 Wuppertal Sander | Rohr, insbesondere abstandhalter fuer isolierglas |
| GB2159201A (en) * | 1984-05-23 | 1985-11-27 | Glaverbel | Hollow glazing units |
| GB2162228B (en) * | 1984-07-25 | 1987-07-15 | Sanden Corp | Double-glazed window for a refrigerator |
-
1988
- 1988-12-06 CA CA 585059 patent/CA1331851C/fr not_active Expired - Lifetime
- 1988-12-14 EP EP19880311844 patent/EP0328823B1/fr not_active Expired
- 1988-12-14 DE DE19883871939 patent/DE3871939T2/de not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6223414B1 (en) | 1990-09-04 | 2001-05-01 | Ppg Industries Ohio, Inc. | Method of making an insulating unit having a low thermal conducting spacer |
Also Published As
| Publication number | Publication date |
|---|---|
| CA1331851C (fr) | 1994-09-06 |
| EP0328823A3 (en) | 1990-01-10 |
| EP0328823A2 (fr) | 1989-08-23 |
| DE3871939T2 (de) | 1992-12-03 |
| DE3871939D1 (de) | 1992-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4994309A (en) | Insulating multiple layer sealed units and insulating | |
| EP0328823B1 (fr) | Vitrage multiple | |
| US5544465A (en) | Thermally insulating multipane glazing struture | |
| EP0261923B1 (fr) | Unité de vitrage isolant à vitres multiples | |
| US5007217A (en) | Multiple pane sealed glazing unit | |
| EP0396619B1 (fr) | Triple vitrage incurve | |
| US4431691A (en) | Dimensionally stable sealant and spacer strip and composite structures comprising the same | |
| US6868648B2 (en) | Fenestration sealed frame, insulating glazing panels | |
| US6401428B1 (en) | Fenestration sealed frame, insulating glazing panels | |
| EP0943048B1 (fr) | Unite integree fenetre a plusieurs vitres et chassis | |
| US20080190070A1 (en) | Impact resistant multipane window | |
| EP1341982B1 (fr) | Assemblage ecarteur souple, continu, en forme de tube a nervures | |
| CA2349795A1 (fr) | Cadre scelle de fenetrage, panneaux vitres isolants | |
| MXPA97006462A (es) | Bastidor espaciador para unidad aislante con paredes laterales reforzadas para resistir el alabeo torsional | |
| GB2041434A (en) | Dimensionally stable sealant and spacer strip and composite structures comprising the same | |
| US12065873B2 (en) | Spacer having improved adhesion | |
| CN114981076A (zh) | 包括中断的粘附层的间隔件 | |
| US20240110433A1 (en) | Spacer with coextruded hollow profile | |
| WO1997026434A1 (fr) | Ensemble entretoise souple continu | |
| CA3240032A1 (fr) | Entretoise a rigidite mecanique amelioree | |
| CA2185576C (fr) | Cale-entretoise a resistance amelioree a la deformation torsionnelle pour element isolant | |
| CA3207016A1 (fr) | Vitrage isolant a vitres multiples ayant un cadre rigide pour une troisieme vitre et son procede de fabrication | |
| CA3206666A1 (fr) | Espaceur pour l'isolement de vitrages | |
| EP1731705A2 (fr) | Unité intégrée fenêtre à plusieurs vitres et châssis | |
| JPH0625332U (ja) | 複層ガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): CH DE FR GB IT LI SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI SE |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: LAUREN MANUFACTURING COMP. |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: REICHERT, GERHARD Inventor name: GLOVER, MICHAEL |
|
| 17P | Request for examination filed |
Effective date: 19900629 |
|
| 17Q | First examination report despatched |
Effective date: 19910731 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI SE |
|
| REF | Corresponds to: |
Ref document number: 3871939 Country of ref document: DE Date of ref document: 19920716 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 88311844.0 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFA Owner name: LAUREN MANUFACTURING COMPANY Free format text: LAUREN MANUFACTURING COMPANY#2228 REISER AVENUE, S.E.#NEW PHILADELPHIA/OH (US) -TRANSFER TO- LAUREN MANUFACTURING COMPANY#2228 REISER AVENUE, S.E.#NEW PHILADELPHIA/OH (US) |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20071210 Year of fee payment: 20 Ref country code: CH Payment date: 20071112 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20071212 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20070912 Year of fee payment: 20 Ref country code: GB Payment date: 20071212 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20071025 Year of fee payment: 20 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Expiry date: 20081213 |
|
| EUG | Se: european patent has lapsed | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20081213 |