EP0287453B1 - Bimetallic electrical connection and method for producing such a connection - Google Patents
Bimetallic electrical connection and method for producing such a connection Download PDFInfo
- Publication number
- EP0287453B1 EP0287453B1 EP88400877A EP88400877A EP0287453B1 EP 0287453 B1 EP0287453 B1 EP 0287453B1 EP 88400877 A EP88400877 A EP 88400877A EP 88400877 A EP88400877 A EP 88400877A EP 0287453 B1 EP0287453 B1 EP 0287453B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- electrical connection
- connection according
- component
- components
- bimetallic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 230000001681 protective effect Effects 0.000 claims abstract description 32
- 230000007704 transition Effects 0.000 claims abstract description 19
- 239000007769 metal material Substances 0.000 claims abstract description 16
- 238000000034 method Methods 0.000 claims description 9
- 230000000694 effects Effects 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 5
- 230000000295 complement effect Effects 0.000 claims description 3
- 239000000470 constituent Substances 0.000 claims description 3
- 239000011810 insulating material Substances 0.000 claims description 2
- 238000000465 moulding Methods 0.000 claims description 2
- 238000007493 shaping process Methods 0.000 claims description 2
- 238000002788 crimping Methods 0.000 claims 1
- 238000007373 indentation Methods 0.000 description 21
- 229910052802 copper Inorganic materials 0.000 description 13
- 239000010949 copper Substances 0.000 description 13
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 12
- 229910052782 aluminium Inorganic materials 0.000 description 12
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 12
- 229910000838 Al alloy Inorganic materials 0.000 description 7
- 230000035515 penetration Effects 0.000 description 6
- 229910000881 Cu alloy Inorganic materials 0.000 description 5
- 239000002131 composite material Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 229920002994 synthetic fiber Polymers 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 230000008595 infiltration Effects 0.000 description 4
- 238000001764 infiltration Methods 0.000 description 4
- 238000002347 injection Methods 0.000 description 3
- 239000007924 injection Substances 0.000 description 3
- 150000002739 metals Chemical class 0.000 description 3
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical group [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 238000009776 industrial production Methods 0.000 description 2
- 239000003595 mist Substances 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- 230000016571 aggressive behavior Effects 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 230000003749 cleanliness Effects 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 150000001879 copper Chemical class 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000009413 insulation Methods 0.000 description 1
- 229910001092 metal group alloy Inorganic materials 0.000 description 1
- 210000000056 organ Anatomy 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000011780 sodium chloride Substances 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000002459 sustained effect Effects 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/58—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation characterised by the form or material of the contacting members
- H01R4/62—Connections between conductors of different materials; Connections between or with aluminium or steel-core aluminium conductors
Definitions
- the present invention relates generally to bi-metallic electrical connections, that is to say electrical connections using, applied to one another, a first component of metallic material conducting the electric current d a first type, copper or copper alloy for example, and a second component in metallic material conducting the electric current of a second type different from the first, aluminum or aluminum alloy for example.
- Such bi-metallic electrical connections occur more and more frequently on electrical networks, for example for the connection to a bare aluminum or aluminum alloy cable of any connection member made of copper or copper alloy suitable for connection of 'any electrical device, or, for the establishment of an electrical connection between two bare cables, one in copper or copper alloy and the other in aluminum or aluminum alloy.
- the problem in this case is that the voltaic effect between the two different metals or metal alloys in contact, catalyzed by ambient humidity more or less conductive of the electric current, especially in a marine environment, and / or amplified by l corroding effect of possible atmospheric agents can jeopardize the electrical performance of such a bi-metallic electrical connection, and / or cause its mechanical weakening, or even destruction.
- a copper strip and an aluminum strip are rolled together, which leads to intimate adhesion between these metals, and the composite strip thus obtained receives on each of its faces a conductor of the same metal as this one.
- a first device consists in applying to this section an inert product, such as paint, varnish, or the like, capable of protecting it against humidity.
- a second device consists in providing the strip with raised edges or gutters capable of preventing more or less polluted rainwater from flowing from its copper face to its aluminum face, such runoff being of a nature, by the wet electrolytic chain which it implies, to cause in the short term the almost total disappearance of this aluminum face.
- this device cannot be suitable where the direction in which the rain is sprinkled is random, or where a mist, and in particular a salt mist, is liable to be established, and the same applies to the laying instructions. , always more or less respected, consisting in recommending a copper face installation below.
- the two metal components concerned are assembled to one another by the industrial process known as "friction welding" consisting in applying under pressure one of these components to the other while rotating it. around an axis in contact with it.
- a third provision applicable in particular to lugs, and it is substantially to a process of this kind that document FR-A-2,006,123 relates, it is proceeded to the introduction, by force, of a section of copper tube in the boundary hole of an aluminum terminal, and to the progressive shaping, by successive strikes, of this copper tube, so that, folded over the main faces of the aluminum terminal at the outlet of the boundary hole thereof, it forms on these faces of the support areas in copper.
- the present invention generally relates to a provision capable of obtaining, under industrial production conditions that are both simple and inexpensive, bi-metallic electrical connections advantageously reliable over time.
- the present invention firstly relates to a bi-metallic electrical connection of the kind comprising, on the one hand, applied to each other, a component of metallic material conducting the electric current of a first type and said below for simple convenience as a contact component and a component made of metallic material conducting the electric current of a second type different from the first and hereinafter said for simple convenience as a support component, and, on the other hand , a protective sheath which leaves free access to at least a portion of the surface of the contact component, and which is engaged with at least part of the support component, covering the edge of the transition zone through which said components are applied to each other, this electrical connection being generally characterized by that, constituted by a washer or a plate, and thereby projecting locally on the support component, the contact component is embedded by its edge in the protective sheath; it also relates to a process specific to the production of such a bi-metallic electrical connection.
- the transition zone between the two components used preferably has a form nesting from one to the other of these, this form nesting being for example due to the fact that any one of these components projecting at least one indentation and that, by this indentation, it is engaged with at least one recess recessed in a complementary manner on the other.
- the recess (s) thus presented in hollow one of the components results (s) from forming under pressure by the corresponding indentation (s) of the other of these components during application. to each other of these.
- the protective sheath used which is preferably made of a material inert with respect to atmospheric agents and insulating with respect to electric current, is overmolded.
- the production method according to the invention is generally characterized in that it consists in applying under pressure to each other two components, one of which is made of metallic material conducting the current. electric of a first type while the other is made of metallic material conducting the electric current of a second type different from the first, and of which one has at least one indentation on its contact face with the other, and overmolding a protective sheath on the assembly, which leaves free access to at least a portion of the surface of one of said components, and which is engaged with at least part of the other of said components component, by covering the edge of the transition zone by which said components are applied to each other.
- the bi-metallic electrical connection according to the invention also advantageously has no zone of mechanical embrittlement, and, in particular, it is insensitive to vibrations.
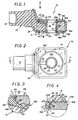
- FIGS. 1 to 7 illustrate, by way of example, the application of the invention to the production of a terminal 10.
- this terminal 10 comprises, as a basic component, a body 11 formed, on the one hand, of a barrel 12, which, hollowed out by a blind internal channel 13 over at least part of its length at from its free end, is tubular, and is thus suitable for being crimped on a bare electrical cable or on the stripped end of an insulated electrical cable, and, on the other hand, a connection ring 14, which , perforated with a terminal hole 15, is, for example intended, for its part, to be clamped on a connection terminal of any electrical apparatus.
- connection ring 14 is in the general form of a generally quadrangular contour plate, and in practice square, with rounded angles, with its boundary hole 15, which, disposed in its zone central, extends substantially perpendicular to its main faces 16A, 16B, one upper, the other lower.
- these main faces 16A, 16B which are parallel to each other, are generally flat and smooth.
- connection ring 14 is offset transversely relative to the axis of the tubular barrel 12 of which it is integral, the median plane intermediate between its main faces 16A, 16B extending away from this axis, in parallel to this one.
- the body 11 thus formed of such a tubular barrel 12 and of a connection ring 14 is made in one piece, for example by stamping, in a metallic material conducting the electric current.
- the terminal 10 having such a body 11 as its basic component, two bi-metallic electrical connections 18A, 18B.
- these bi-metallic electrical connections 18A, 18B are of the type comprising, applied to one another, and according to methods explained in more detail later, a component made of metallic material conducting the electrical current of a first type, and a component of metallic material conducting the electric current of a second type different from the first.
- a washer 19A, 19B is embedded by its edge T in a protective sheath 20, which leaves free access to at least a portion of its surface, and which is engaged with at least one part of the other of said components, hereinafter said simply for convenience, as a support component, and this is in practice the connection ring 14, covering the edge 22A, 22B of the transition zone 23A, 23B by which said components are applied to one another.
- the two bi-metallic electrical connections 18A, 18B according to the invention each comprise, as support component, the connection ring 14 of this terminal 10, and, as a contact component, a washer 19A, 19B, which is applied to the corresponding main face 16A, 16B of this connection ring 14, around the terminal hole 15 thereof.
- each of the washers 19A, 19B thus implemented has, protruding on its underside, or interior, along its internal periphery, a rim flange 24, by which, according to conditions explained more in detail later, it is engaged with the terminal hole 15 of the connection ring 14.
- a chamfer 25 cuts the internal periphery of these washers 19A, 19B, at the outlet of their central opening 26 on their upper, or outer, face.
- connection ring 14 is made of a metallic material conducting the electric current of a first type, and for example of aluminum or aluminum alloy, as indicated above, the washers 19A, 19B are made of a metallic conductive material electric current of a second type, different from the previous one.
- These include, for example, copper or copper alloy washers.
- the transition zone 23A, 23B between the two components which constitutes, for each of the bi-metallic electrical connections 18A, 18B, a washer 19A, 19B, on the one hand, and the ring of connection 14, on the other hand, has a form nesting from one to the other of these components.
- this imbrication of shape is due to the fact that any one of these components has at least one indentation 28 projecting, and that, by this indentation 28, it is engaged with a housing 29 recessed in a complementary manner on the other of said components.
- the housing 29 present in hollow on one of the components results from a forming ensured by the corresponding indentation 28 of the other of the components during the application to one another of these components.
- the component which projects at least one indentation 28 is therefore in practice the component whose constituent material is the hardest.
- each of these washers 19A, 19B has, effectively, projecting on its underside, or interior, and arranged annularly around its central opening 26, several concentric indentations 28.
- these indentations 28, which are identical to each other, are three in number, and they are ribs with a triangular transverse profile.
- That which is of smaller diameter is arranged in the vicinity of the corresponding flange 24, at a distance therefrom.
- each of the washers 19A, 19B left free by the protective sheath 20 is made up of the entire upper or outer surface of such a washer 19A, 19B.
- the washers 19A, 19B have, circularly, on their edge, a chamfer 30.
- This chamfer 30 belongs to a conical surface which goes by converging away from the connection ring 14.
- the washers 19A, 19B have another chamfer 32, which, forming with the first an edge 33, belongs to a conical surface which converges in the direction of the connection ring 14, and which defines with this connection ring 14 a corner area 34A, 34B with which the protective sheath 20 is engaged.
- the two chamfers 30, 32 together constitute the edge T.
- the protective sheath 20 is made of a material inert to atmospheric agents.
- this protective sheath 20 is overmolded.
- the protective ring 14 has, recessed, on its surface, by affecting, in practice, in the embodiments shown, its main face 16A, a channel 36 which extends radially from its hole. of boundary 15, opening into it, and which, disposed substantially radially in the direction of the tubular barrel 12, goes beyond the external periphery of the corresponding washer 19A, up to the root of this tubular barrel 12.
- the protective sheath 20 extends in continuity from the outer surface of the connection ring 14 which it completely covers, to the interior surface of the terminal hole 15 of this connection ring 14, also covering totally this inner surface, between the washers 19A, 19B, in alignment with the flange 24 of the washers 19A, 19B.
- the protective sheath 20 extends in continuity over at least part of the tubular barrel 12.
- the protective sheath 20 thus extends only over the root of this tubular barrel 12.
- a mold 40 for example, the two shells 41A, 41B are suitable for receiving, as a composite insert, the body 11 and the washers 19A, 19B, forming, around the assembly, an imprint 42, which, in communication with an injection channel 43, is suitable for the formation of the protective sheath 20.
- the mold 40 further comprises a core 44, forming a drawer, suitable for being engaged in the central opening 26 of the washers 19A, 19B, extending from one to the other of the shells 41A, 41B.
- the washers 19A, 19B are attached to the body 11 before the assembly is placed in the mold 40, and, so that the corresponding assembly is relatively effective, a slight conical draft is given to the cylindrical surface outside of the flange 24 of these washers 19A, 19B, so that they are placed on the connection ring 14 of this body 11 with a slight tightening of this flange 24 in the terminal hole 15 of this connection ring 14.
- the core 44 is engaged in the washers 19A, 19B of this assembly, and, as is easy to understand, the chamfer 25 which presents externally around their central opening 26 these washers 19A, 19B facilitates this engagement.
- the mold 40 is in practice mounted on an injection press of the usual type, and, preferably, it is a multi-cavity mold, for satisfactory productivity.
- the shells 41A, 41B which constitute it each have respectively bearing surfaces 44A, 44B by which they are adapted to come to bear on the washers 19A, 19B, so that, when it is closed in press on the composite insert to which these washers 19A, 19B belong, these are applied under pressure to the connection ring 14.
- the shells 41A, 41B of the mold 40 enclose the tubular barrel 12, until close tightly on the assembly.
- This synthetic material which is chosen to preferably have qualities of moldability, non-atmospheric aging, insulation, impact resistance, and non-cracking during molding, and which, as indicated above, is for example a polychloride of vinyl, completely fills the impression 42 under pressure.
- the synthetic material thus injected does not extend beyond the indentation 28 of larger diameter of the washers 19A, 19B, and, in any event, if a slight infiltration occurs. beyond this indentation 28, this infiltration cannot harm the transfer of current to be carried out between these washers 19A, 19B and the connection ring 14, since this electrical transfer is carried out by the nesting of form established for this purpose between these components.
- the synthetic material injected encircles by their edge T the washers 19A, 19B, forming around each of these, in line with their chamfer 30, a retaining ring 45.
- the injected synthetic material gains, by the channel 36, the volume left free between the core 44 and the inner surface of the terminal hole 15 of the connection ring 14, this terminal hole 15 having a diameter greater than that of the central opening 26 of the washers 19A, 19B.
- the terminal 10 according to the invention is clamped, in the usual way, on the connection terminal of any electrical apparatus to be connected to the corresponding cable.
- this tightening can only maintain, or even reinforce, the electrical contact between the washers 19A, 19B and the connection ring 14 of the bi-metallic electrical fittings 18A, 18A which this terminal comprises. 10, the force corresponding to such tightening being exerted in the same direction as that for which these washers 19A, 19B are urged into penetration relative to this connection ring 14.
- the production of the terminal 10 according to the invention is advantageously made from a common and homogeneous terminal body and from two washers which are easily achievable by cutting, cutting or press forming, the assembly being treated in the form of a composite insert by conventional overmolding in an injecting press of the usual type, in a single operation, and without any recovery after overmolding.
- the terminal according to the invention is therefore relatively simple and economical to produce, and, since its components have not been subject to any recovery, it is not liable to possible mechanical failure.
- the protective sheath 20 extends over the entire tubular barrel 12, further forming beyond thereof, a tubular extension 50 with the aid of which a plug 51 is established, the bottom 52 of which, forming a lip, is capable of allowing the stripped end of such a cable to pass, while its side wall 53 is suitable for engaging on the insulating sheath thereof, and a ring 55, which, being more rigid, and forming a spacer, is suitable for maintaining this plug 51.
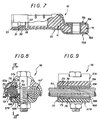
- FIGS. 8 and 9 illustrate, again by way of example, the application of the invention to a connector 56.
- this connector 56 is of the type comprising two jaws 57A, 57B suitable for defining at least one elongated channel 59, for their tightening on a bare cable 60.
- these jaws 57A, 57B form, between them, parallel to one another, two elongated channels 59, 59 ′, for their joint tightening on two bare cables 60, 60 ′.
- the bare cable 60 is made of copper or a copper alloy
- the bare cable 60 ′ which is to be electrically connected to the previous one is made of aluminum or aluminum alloy.
- the jaws 57A, 57B are also made of aluminum or aluminum alloy, so that they can cooperate directly in electrical contact with the bare cable 60 ′.
- these bi-metallic electrical connections 18A, 18B comprise, as support component, the corresponding jaw 57A, 57B.
- They further comprise, as a contact component, a plate 69A, 69B applied to such a jaw 57A, 57B and of edge T, with a protective sheath 70, which, while leaving free access to at least a portion of the surface of such a plate 69A, 69B, is engaged with at least part of such a jaw 57A, 57B.
- the plates 69A, 69B are bent to the profile of the corresponding channel 59.
- these plates 59A, 59B have, longitudinally, projecting on their lower surface, or inner, which is the contact face with the jaws 57A, 57B, a plurality of indentations 78, by which, by simple penetration, they are engaged with housings 79 formed in hollow on these jaws 57A, 57B.
- these indentations 78 extend parallel to the direction of elongation of the corresponding channel 59.
- the present invention is moreover not limited to the embodiments described and shown, but encompasses any variant embodiment and / or combination of their various elements.
- indentations when indentations are provided between the two components of a bi-metallic electrical connection according to the invention, these indentations can equally affect one and / or the other of these components.
- the surface portion of the element contact left free by the protective sheath is not necessarily flat and / or smooth.
- the field of application of the invention is not limited either to that of the lugs and connectors with reference to which it has been more particularly described, but it extends more generally to that of all organs or products using a bi-metallic electrical connection.
Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Connector Housings Or Holding Contact Members (AREA)
- Coupling Device And Connection With Printed Circuit (AREA)
- Details Of Connecting Devices For Male And Female Coupling (AREA)
Abstract
Description
La présente invention concerne d'une manière générale les raccords électriques bi-métalliques, c'est-à-dire les raccords électriques mettant en oeuvre, appliqués l'un à l'autre, un premier composant en matière métallique conducteur du courant électrique d'un premier type, cuivre ou alliage cuivreux par exemple, et un deuxième composant en matériau métallique conducteur du courant électrique d'un deuxième type différent du premier, aluminium ou alliage d'aluminium par exemple.The present invention relates generally to bi-metallic electrical connections, that is to say electrical connections using, applied to one another, a first component of metallic material conducting the electric current d a first type, copper or copper alloy for example, and a second component in metallic material conducting the electric current of a second type different from the first, aluminum or aluminum alloy for example.
De tels raccords électriques bi-métalliques interviennent de plus en plus fréquemment sur les réseaux électriques, par exemple pour le raccordement à un câble nu en aluminium ou alliage d'aluminium d'un quelconque organe de connexion en cuivre ou alliage cuivreux propre au branchement d'un quelconque appareil électrique, ou, encore, pour l'établissement d'une connexion électrique entre deux câbles nus, l'un en cuivre ou alliage cuivreux et l'autre en aluminium ou alliage d'aluminium.Such bi-metallic electrical connections occur more and more frequently on electrical networks, for example for the connection to a bare aluminum or aluminum alloy cable of any connection member made of copper or copper alloy suitable for connection of 'any electrical device, or, for the establishment of an electrical connection between two bare cables, one in copper or copper alloy and the other in aluminum or aluminum alloy.
Le problème, en l'espèce, est que l'effet voltaïque entre les deux métaux ou alliages métalliques différents en contact, catalysé par l'humidité ambiante plus ou moins conductrice du courant électrique, notamment en milieu marin, et/ou amplifié par l'effet corrodant d'éventuels agents atmosphèriques peut mettre en péril les performances électriques d'un tel raccord électrique bi-métallique, et/ou en entraîner un affaiblissement mécanique, voire même la destruction.The problem in this case is that the voltaic effect between the two different metals or metal alloys in contact, catalyzed by ambient humidity more or less conductive of the electric current, especially in a marine environment, and / or amplified by l corroding effect of possible atmospheric agents can jeopardize the electrical performance of such a bi-metallic electrical connection, and / or cause its mechanical weakening, or even destruction.
Pour pallier ce danger, diverses dispositions ont déjà été proposées, dont aucune ne donne entière satisfaction.To overcome this danger, various provisions have already been proposed, none of which is entirely satisfactory.
Selon une première de ces dispositions, il est procédé au laminage conjoint d'un ruban en cuivre et d'un ruban en aluminium, ce qui conduit à une intime adhérence entre ces métaux, et la bande composite ainsi obtenue reçoit sur chacune de ses faces un conducteur du même métal que celle-ci.According to a first of these arrangements, a copper strip and an aluminum strip are rolled together, which leads to intimate adhesion between these metals, and the composite strip thus obtained receives on each of its faces a conductor of the same metal as this one.
Mais, sans autre, sur la tranche de cette bande composite, le problème dû à l'effet voltaïque demeure entier.But, without other, on the edge of this composite strip, the problem due to the voltaic effect remains intact.
Pour surmonter cette difficulté, un premier artifice consiste à appliquer à cette tranche un produit inerte, tel que peinture, vernis, ou autre, propre à la protéger contre l'humidité.To overcome this difficulty, a first device consists in applying to this section an inert product, such as paint, varnish, or the like, capable of protecting it against humidity.
Mais cet artifice ne peut pas résoudre durablement le problème, du fait d'une inévitable dégradation dans le temps du pouvoir couvrant du produit de protection ainsi mis en oeuvre.But this device cannot permanently solve the problem, due to an inevitable deterioration over time of the covering power of the protection product thus used.
Un deuxième artifice consiste à doter la bande de bords relevés ou de gouttières propres à empêcher l'eau de pluie, plus ou moins polluée, de ruisseler de sa face en cuivre vers sa face en aluminium, un tel ruissellement étant de nature, par la chaîne électrolytique humide qu'il implique, à provoquer à bref délai la disparition quasi totale de cette face en aluminium.A second device consists in providing the strip with raised edges or gutters capable of preventing more or less polluted rainwater from flowing from its copper face to its aluminum face, such runoff being of a nature, by the wet electrolytic chain which it implies, to cause in the short term the almost total disappearance of this aluminum face.
Mais, cet artifice ne saurait convenir là où la direction d'arrosage de la pluie est aléatoire, ni là où un brouillard, et notamment un brouillard salin, est susceptible de s'établir, et il en est de même de la consigne de pose, toujours plus ou moins respectée, consistant à préconiser une pose face en cuivre en dessous.However, this device cannot be suitable where the direction in which the rain is sprinkled is random, or where a mist, and in particular a salt mist, is liable to be established, and the same applies to the laying instructions. , always more or less respected, consisting in recommending a copper face installation below.
Suivant une deuxième disposition, les deux composants métalliques concernés sont assemblés l'un à l'autre par le procédé industriel dit de "soudure par friction" consistant à appliquer sous pression l'un de ces composants à l'autre tout en le faisant tourner autour d'un axe au contact de celui-ci.According to a second arrangement, the two metal components concerned are assembled to one another by the industrial process known as "friction welding" consisting in applying under pressure one of these components to the other while rotating it. around an axis in contact with it.
Mais, outre qu'un tel procédé limite l'application de cette disposition à des composants de révolution ou de quasi révolution, tels que cosses ou analogues, il subsiste, comme précédemment, sur la tranche de la zone de transition par laquelle ces composants sont appliqués l'un à l'autre, une ligne de partage entre leurs métaux ou alliages constitutifs, et, comme précédemment, cette ligne de partage, qui correspond à une zone dangereuse de fragilisation, doit impérativement être protégée en la recouvrant par un produit inerte.However, apart from the fact that such a method limits the application of this arrangement to components of revolution or quasi-revolution, such as lugs or the like, there remains, as before, on the edge of the transition zone by which these components are applied to each other, a dividing line between their constituent metals or alloys, and, as previously, this dividing line, which corresponds to a dangerous zone of embrittlement, must imperatively be protected by covering it with an inert product.
En pratique, et sans que la raison en soit exactement connue, il est fréquemment observé, avec les raccords électriques bi-métalliques ainsi obtenus par soudure par friction, des ruptures mécaniques au niveau de leur zone de transition.In practice, and without the exact reason being known, it is frequently observed, with the bi-metallic electrical connections thus obtained by friction welding, mechanical ruptures at their transition zone.
Selon une troisième disposition, applicable notamment aux cosses, et c'est sensiblement à un processus de ce genre que se rapporte le document FR-A-2.006.123, il est procédé à la mise en place, à force, d'un tronçon de tube en cuivre dans le trou de bornage d'une cosse en aluminium, et à la mise en forme progressive, par frappes successives, de ce tube en cuivre, de manière à ce que, rabattu sur les faces principales de la cosse en aluminium au débouché du trou de bornage de celle-ci, il forme sur ces faces des plages d'appui en cuivre.According to a third provision, applicable in particular to lugs, and it is substantially to a process of this kind that document FR-A-2,006,123 relates, it is proceeded to the introduction, by force, of a section of copper tube in the boundary hole of an aluminum terminal, and to the progressive shaping, by successive strikes, of this copper tube, so that, folded over the main faces of the aluminum terminal at the outlet of the boundary hole thereof, it forms on these faces of the support areas in copper.
Du fait même de leur processus de fabrication, qui nécessite soit un outillage complexe soit une mobilisation prolongée d'un opérateur, et qui doit de surcroît être réalisé dans des conditions rigoureuses et soutenues de propreté, les raccords électriques bi-métalliques ainsi réalisés sont particulièrement coûteux.By the very fact of their manufacturing process, which requires either complex tools or prolonged mobilization of an operator, and which must in addition be carried out under rigorous and sustained conditions of cleanliness, the bi-metallic electrical connections thus produced are particularly expensive.
En outre, et comme précédemment, il reste à protéger par un produit inerte la ligne de partage matérialisant en surface la zone de transition suivant laquelle les deux composants en cause sont appliqués l'un à l'autre, avec tous les aléas, déjà évoqués ci-dessus, en ce qui concerne la conservation dans le temps de la couche protectrice ainsi mise en place, dont l'efficacité, et, en particulier, l'aptitude à former effectivement, par simple trempage ou étalement au pinceau, un joint étanche efficace sur la tranche des surfaces en contact, est d'ailleurs elle-même relativement aléatoire.In addition, and as before, it remains to protect with an inert product the dividing line materializing on the surface the transition zone according to which the two components in question are applied to each other, with all the hazards, already mentioned. above, with regard to the conservation over time of the protective layer thus put in place, the effectiveness of which, and in particular the ability to effectively form, by simple soaking or spreading with a brush, a tight seal effective on the edge of the surfaces in contact, is itself relatively random.
De plus, ces surfaces de contact étant des surfaces lisses, la qualité du transfert électrique d'un des composants vers l'autre est parfois insuffisante.In addition, these contact surfaces being smooth surfaces, the quality of the electrical transfer of one of the components towards the other is sometimes insufficient.
Selon une autre disposition déjà connue, et c'est sensiblement à un processus de ce genre que se rapporte le document DE-A-2.052.465, il est procédé, électrolytiquement ou par projection de métal en fusion, à un revêtement cuivreux d'une pièce en aluminium, dans la partie au moins de cette pièce en aluminium destinée à être en contact avec un organe de connexion en cuivre.According to another already known arrangement, and it is more or less to a process of this kind that document DE-A-2,052,465 relates, a copper-clad coating of an aluminum part, in the part at least of this aluminum part intended to be in contact with a copper connection member.
Connu en laboratoire, un tel processus, qui est relativement coûteux, n'a pas encore d'application industrielle, et on peut d'ailleurs craindre pour l'intégrité du revêtement cuivreux ainsi mis en oeuvre lorsqu'il est soumis à une quelconque agression, du type de celle intervenant inévitablement lors d'une manutention en vrac de pièces en cours de fabrication ou déjà fabriquées, ou du type de celle dont est inévitablement à l'origine un quelconque outil de mise en oeuvre, en particulier lors du serrage d'une telle pièce nécessaire à un quelconque branchement électrique.Known in the laboratory, such a process, which is relatively expensive, does not yet have an industrial application, and we can also fear for the integrity of the copper coating thus used when it is subjected to any aggression , of the type that inevitably occurs during the bulk handling of parts during manufacture or already manufactured, or of the type that is inevitably the source of any implementation tool, in particular when tightening 'such a part necessary for any electrical connection.
La présente invention a d'une manière générale pour objet une disposition propre à permettre l'obtention, dans des conditions de production industrielle à la fois simples et de moindre coût, de raccords électriques bi-métalliques avantageusement fiables dans le temps.The present invention generally relates to a provision capable of obtaining, under industrial production conditions that are both simple and inexpensive, bi-metallic electrical connections advantageously reliable over time.
De manière plus précise, la présente invention a tout d'abord pour objet un raccord électrique bi-métallique du genre comportant, d'une part, appliqués l'un à l'autre, un composant en matériau métallique conducteur du courant électrique d'un premier type et dit ci-après par simple commodité composant de contact et un composant en matériau métallique conducteur du courant électrique d'un deuxième type différent du premier et dit ci-après par simple commodité composant de support, et, d'autre part, une gaine protectrice qui laisse un libre accès à une portion au moins de la surface du composant de contact, et qui est en prise avec une partie au moins du composant de support, en recouvrant la tranche de la zone de transition par laquelle lesdits composants sont appliqués l'un à l'autre, ce raccord électrique étant d'une manière générale caractérisé en ce que, constitué par une rondelle ou une plaquette, et faisant de ce fait saillie localement sur le composant de support, le composant de contact est enchâssé par sa tranche dans la gaine protectrice ; elle a encore pour objet un procédé propre à la réalisation d'un tel raccord électrique bi-métallique.More specifically, the present invention firstly relates to a bi-metallic electrical connection of the kind comprising, on the one hand, applied to each other, a component of metallic material conducting the electric current of a first type and said below for simple convenience as a contact component and a component made of metallic material conducting the electric current of a second type different from the first and hereinafter said for simple convenience as a support component, and, on the other hand , a protective sheath which leaves free access to at least a portion of the surface of the contact component, and which is engaged with at least part of the support component, covering the edge of the transition zone through which said components are applied to each other, this electrical connection being generally characterized by that, constituted by a washer or a plate, and thereby projecting locally on the support component, the contact component is embedded by its edge in the protective sheath; it also relates to a process specific to the production of such a bi-metallic electrical connection.
En pratique, la zone de transition entre les deux composants mis en oeuvre présente préférentiellement une imbrication de forme de l'un à l'autre de ceux-ci, cette imbrication de forme étant par exemple due à ce que l'un quelconque de ces composants comporte en saillie au moins une indentation et que, par cette indentation, il est en prise avec au moins un logement présent en creux de manière complémentaire sur l'autre.In practice, the transition zone between the two components used preferably has a form nesting from one to the other of these, this form nesting being for example due to the fact that any one of these components projecting at least one indentation and that, by this indentation, it is engaged with at least one recess recessed in a complementary manner on the other.
De manière très simple, le ou les logements que présente ainsi en creux l'un des composants résulte(nt) d'un formage assuré sous pression par la ou les indentations correspondantes de l'autre de ces composants lors de l'application l'un à l'autre de ceux-ci.Very simply, the recess (s) thus presented in hollow one of the components results (s) from forming under pressure by the corresponding indentation (s) of the other of these components during application. to each other of these.
Il en résulte un contact particulièrement intime entre les deux composants en cause, et donc de bonnes conditions de transfert électrique de l'un à l'autre de ceux-ci.This results in particularly intimate contact between the two components in question, and therefore good conditions for electrical transfer from one to the other of these.
En pratique, également, la gaine protectrice mise en oeuvre, qui est préférentiellement en matériau inerte à l'égard des agents atmosphériques et isolant à l'égard du courant électrique, est surmoulée.In practice, too, the protective sheath used, which is preferably made of a material inert with respect to atmospheric agents and insulating with respect to electric current, is overmolded.
A cet égard, le procédé de réalisation suivant l'invention est d'une manière générale caractérisé en ce qu'il consiste à appliquer sous pression l'un à l'autre deux composants, dont l'un est en matériau métallique conducteur du courant électrique d'un premier type tandis que l'autre est en matériau métallique conducteur du courant électrique d'un deuxième type différent du premier, et dont un présente en saillie sur sa face de contact avec l'autre au moins une indentation, et à surmouler sur l'ensemble une gaine protectrice, qui laisse un libre accès à une portion au moins de la surface d'un desdits composants, et qui est en prise avec une partie au moins de l'autre desdits composant, en recouvrant la tranche de la zone de transition par laquelle lesdits composants sont appliqués l'un à l'autre.In this respect, the production method according to the invention is generally characterized in that it consists in applying under pressure to each other two components, one of which is made of metallic material conducting the current. electric of a first type while the other is made of metallic material conducting the electric current of a second type different from the first, and of which one has at least one indentation on its contact face with the other, and overmolding a protective sheath on the assembly, which leaves free access to at least a portion of the surface of one of said components, and which is engaged with at least part of the other of said components component, by covering the edge of the transition zone by which said components are applied to each other.
Un tel procédé de réalisation ne mettant en oeuvre que des techniques connues et simples, il permet avantageusement une réalisation industrielle et au moindre coût des raccords électriques bi-métalliques correspondants.Such a production method using only known and simple techniques, it advantageously allows industrial production and at the lowest cost of the corresponding bi-metallic electrical connections.
En outre, du fait que la tranche de la zone de transition par laquelle les composants d'un tel raccord électrique bi-métallique sont appliqués l'un à l'autre est dès l'origine protégée par une gaine qui n'est normalement pas susceptible d'être l'objet d'une quelconque dégradation dans le temps, même si elle se trouve lessivée par les eaux de pluie ou agressée par d'éventuels agents atmosphériques corrodants, un tel raccord électrique bi-métallique est avantageusement totalement fiable, tant en ce qui concerne la qualité initiale des conditions de transfert électrique entre ses composants qu'en ce qui concerne la conservation dans le temps de celle-ci.In addition, the fact that the edge of the transition zone by which the components of such a bi-metallic electrical connection are applied to each other is from the outset protected by a sheath which is not normally likely to be subject to any degradation over time, even if it is washed out by rainwater or attacked by possible corroding atmospheric agents, such a bi-metallic electrical connection is advantageously completely reliable, as long with regard to the initial quality of the conditions of electrical transfer between its components than with regard to its conservation over time.
En effet, grâce à la gaine protectrice qu'il comporte, il est avantageusement soustrait aux effets d'une éventuelle corrosion galvanique.Indeed, thanks to the protective sheath which it comprises, it is advantageously removed from the effects of possible galvanic corrosion.
Le raccord électrique bi-métallique suivant l'invention ne présente en outre avantageusement aucune zone de fragilisation mécanique, et, en particulier, il est insensible aux vibrations.The bi-metallic electrical connection according to the invention also advantageously has no zone of mechanical embrittlement, and, in particular, it is insensitive to vibrations.
les caractéristiques et avantages de l'invention ressortiront d'ailleurs de la description qui va suivre, à titre d'exemple, en référence aux dessins schématiques annexés sur lesquels :
- la figure 1 est une vue partielle en coupe axiale, suivant la ligne I-I de la figure 2, d'une cosse mettant en oeuvre deux raccords électriques bi-métalliques suivant l'invention ;
- la figure 2 en est une vue en plan, suivant la flèche II de la figure 1 ;
- les figures 3 et 4 sont, à échelle supérieure, des vues partielles en coupe axiale reprenant chacune respectivement les détails de la figure 1 repérés par les encarts III et IV sur cette figure 1 ;
- la figure 5 est une vue en perspective éclatée illustrant les composants participant à la constitution des raccords électriques bi-métalliques concernés ;
- la figure 6 est une vue en coupe axiale illustrant l'assemblage de ces constituants et le surmoulage d'une gaine protectrice sur ceux-ci ;
- la figure 7 est, partie en élévation, et partie en coupe axiale, une vue analogue à celle de la figure 1, pour une variante de réalisation ;
- la figure 8 est une vue en coupe transversale d'un connecteur mettant également en oeuvre des raccords électriques bi-métalliques suivant l'invention ;
- la figure 9 est une vue en coupe longitudinale de ce connecteur, suivant la ligne IX-IX de la figure 8.
- Figure 1 is a partial view in axial section, along the line II of Figure 2, of a terminal implementing two bi-metallic electrical connections according to the invention;
- Figure 2 is a plan view, along arrow II of Figure 1;
- Figures 3 and 4 are, on a larger scale, partial views in axial section each showing the details of FIG. 1, respectively, identified by inserts III and IV in this FIG. 1;
- Figure 5 is an exploded perspective view illustrating the components involved in the constitution of the bi-metallic electrical connections concerned;
- Figure 6 is an axial sectional view illustrating the assembly of these components and the overmolding of a protective sheath thereon;
- Figure 7 is, partly in elevation, and partly in axial section, a view similar to that of Figure 1, for an alternative embodiment;
- Figure 8 is a cross-sectional view of a connector also implementing bi-metallic electrical connections according to the invention;
- FIG. 9 is a view in longitudinal section of this connector, along the line IX-IX of FIG. 8.
Les figures 1 à 7 illustrent, à titre d'exemple, l'application de l'invention à la réalisation d'une cosse 10.FIGS. 1 to 7 illustrate, by way of example, the application of the invention to the production of a
De manière connue en soi, cette cosse 10 comporte, comme composant de base, un corps 11 formé, d'une part, d'un fût 12, qui, évidé par un canal interne borgne 13 sur une partie au moins de sa longueur à compter de son extrémité libre, est tubulaire, et est ainsi propre à être serti sur un câble électrique nu ou sur l'extrémité dénudée d'un câble électrique isolé, et, d'autre part, d'un anneau de connexion 14, qui, ajouré d'un trou de bornage 15, est, par exemple destiné, lui, à être serré sur une borne de connexion d'un quelconque appareillage électrique.In a manner known per se, this
Dans les formes de réalisation représentées, l'anneau de connexion 14 se présente sous la forme générale d'une plaquette de contour globalement quadrangulaire, et en pratique carré, à angles arrondis, avec son trou de bornage 15, qui, disposé dans sa zone centrale, s'étend sensiblement perpendiculairement à ses faces principales 16A, 16B, l'une supérieure, l'autre inférieure.In the embodiments shown, the
Initialement, et tel que représenté sur la figure 5, ces faces principales 16A, 16B, qui sont parallèles entre elles, sont globalement plates et lisses.Initially, and as shown in FIG. 5, these
En pratique, l'anneau de connexion 14 est décalé transversalement par rapport à l'axe du fût tubulaire 12 dont il est solidaire, le plan médian intermédiaire entre ses faces principales 16A, 16B s'étendant à l'écart de cet axe, parallèlement à celui-ci.In practice, the
Le corps 11 ainsi formé d'un tel fût tubulaire 12 et d'un anneau de connexion 14 est réalisé d'un seul tenant, par exemple par matriçage, en un matériau métallique conducteur du courant électrique.The
Il s'agit par exemple d'aluminium ou d'alliage d'aluminium.It is for example aluminum or aluminum alloy.
Suivant l'invention, il est mis en oeuvre, dans la cosse 10 ayant pour composant de base un tel corps 11, deux raccords électriques bi-métalliques 18A, 18B.According to the invention, it is used in the
De manière connue en soi, ces raccords électriques bi-métalliques 18A, 18B sont du genre comportant, appliqués l'un à l'autre, et suivant des modalités explicitées plus en détail ultérieurement, un composant en matériau métallique conducteur du courant électrique d'un premier type, et un composant en matériau métallique conducteur du courant électrique d'un deuxième type différent du premier.In a manner known per se, these bi-metallic
Suivant l'invention, pour chacun des raccords électriques bi-métalliques 18A, 18B mis en oeuvre, l'un des composants, dit ci-après par simple commodité composant de contact, et il s'agit en pratique, dans les formes de réalisation représentées, d'une rondelle 19A, 19B, est enchâssé par sa tranche T dans une gaine protectrice 20, qui laisse un libre accès à une portion au moins de sa surface, et qui est en prise avec une partie au moins de l'autre desdits composants, dit ci-après par simple commodité composant de support, et il s'agit en pratique de l'anneau de connexion 14, en recouvrant la tranche 22A, 22B de la zone de transition 23A, 23B par laquelle lesdits composants sont appliqués l'un à l'autre.According to the invention, for each of the bi-metallic
Autrement dit, dans l'application de l'invention à une cosse 10, les deux raccords électriques bi-métalliques 18A, 18B suivant l'invention comportent, chacun, comme composant de support, l'anneau de connexion 14 de cette cosse 10, et, comme composant de contact, une rondelle 19A, 19B, qui est appliquée à la face principale 16A, 16B correspondante de cet anneau de connexion 14, autour du trou de bornage 15 de celui-ci.In other words, in the application of the invention to a
Dans les formes de réalisation représentées, chacune des rondelles 19A, 19B ainsi mises en oeuvre présente, en saillie sur sa face inférieure, ou intérieure, le long de sa périphérie interne, un rebord de soyage 24, par lequel, suivant des conditions explicitées plus en détail ultérieurement, elle est en prise avec le trou de bornage 15 de l'anneau de connexion 14.In the embodiments shown, each of the
En outre, dans ces formes de réalisation, un chanfrein 25 abat la périphérie interne de ces rondelles 19A, 19B, au débouché de leur ouverture centrale 26 sur leur face supérieure, ou extérieure.In addition, in these embodiments, a
Alors que l'anneau de connexion 14 est en un matériau métallique conducteur du courant électrique d'un premier type, et par exemple en aluminium ou alliage d'aluminium, comme indiqué ci-dessus les rondelles 19A, 19B sont en un matériau métallique conducteur du courant électrique d'un deuxième type, différent du précédent.While the
Il s'agit, par exemple, de rondelles en cuivre ou en alliage cuivreux.These include, for example, copper or copper alloy washers.
De préférence, et tel que représenté, la zone de transition 23A, 23B entre les deux composants que constitue, pour chacun des raccords électriques bi-métalliques 18A, 18B, une rondelle 19A, 19B, d'une part, et l'anneau de connexion 14, d'autre part, présente une imbrication de forme de l'un à l'autre de ces composants.Preferably, and as shown, the
En pratique, et suivant des modalités décrites plus en détail ultérieurement, cette imbrication de forme est due à ce que l'un quelconque de ces composants comporte en saillie au moins une indentation 28, et à ce que, par cette indentation 28, il est en prise avec un logement 29 présent en creux de manière complémentaire sur l'autre desdits composants.In practice, and according to methods described in more detail later, this imbrication of shape is due to the fact that any one of these components has at least one
De préférence, le logement 29 présent en creux sur l'un des composants résulte d'un formage assuré par l'indentation 28 correspondante de l'autre des composants lors de l'application l'un à l'autre de ces composants.Preferably, the
Le composant qui présente en saillie au moins une indentation 28 est donc en pratique le composant dont le matériau constitutif est le plus dur.The component which projects at least one
Il s'agit, dans les formes de réalisation représentées, des rondelles 19A, 19B.In the embodiments shown, these are
Dans les formes de réalisation représentées, chacune de ces rondelles 19A, 19B présente, effectivement, en saillie sur sa face inférieure, ou intérieure, et disposées annulairement autour de son ouverture centrale 26, plusieurs indentations concentriques 28.In the embodiments shown, each of these
En pratique, dans ces formes de réalisation, ces indentations 28, qui sont identiques entre elles, sont au nombre de trois, et il s'agit de nervures à profil transversal triangulaire.In practice, in these embodiments, these
Celle de ces indentations 28 qui est de plus grand diamètre est disposée au voisinage immédiat de la périphérie externe de la rondelle 19A, 19B qu'elle affecte.That of these
Celle qui est de plus petit diamètre est disposée au voisinage du rebord de soyage 24 correspondant, à distance de celui-ci.That which is of smaller diameter is arranged in the vicinity of the corresponding
En pratique, la portion de surface de chacune des rondelles 19A, 19B laissée libre par la gaine protectrice 20 est constituée de la totalité de la surface supérieure, ou extérieure, d'une telle rondelle 19A, 19B.In practice, the surface portion of each of the
De préférence, et pour des raisons qui apparaîtront ci-après, le long de la surface supérieure, ou extérieure, ainsi laissée libre par la gaine protectrice 20, les rondelles 19A, 19B présentent, circulairement, sur leur tranche, un chanfrein 30.Preferably, and for reasons which will appear below, along the upper or outer surface, thus left free by the
Ce chanfrein 30 appartient à une surface conique qui va en convergeant en s'éloignant de l'anneau de connexion 14.This
Conjointement, le long de la tranche 22A, 22B de la zone de transition 23A, 23B correspondante, les rondelles 19A, 19B présentent un autre chanfrein 32, qui, formant avec le premier une arête 33, appartient à une surface conique qui va en convergeant en direction de l'anneau de connexion 14, et qui définit avec cet anneau de connexion 14 une zone de coin 34A, 34B avec laquelle est en prise la gaine protectrice 20.Jointly, along the
En pratique, les deux chanfreins 30, 32 constituent conjointement la tranche T.In practice, the two
De préférence, la gaine protectrice 20 est en matériau inerte à l'égard des agents atmosphériques.Preferably, the
En pratique, elle est en matériau isolant à l'égard du courant électrique, et il s'agit par exemple de polychlorure de vinyle.In practice, it is made of an insulating material with respect to the electric current, and it is for example polyvinyl chloride.
De préférence, également, cette gaine protectrice 20 est surmoulée.Preferably also, this
Pour ce faire, l'anneau de protection 14 comporte, en creux, à sa surface, en affectant, en pratique, dans les formes de réalisation représentées, sa face principale 16A, une rigole 36 qui s'étend radialement à compter de son trou de bornage 15, en débouchant dans celui-ci, et qui, disposée sensiblement radialement en direction du fût tubulaire 12, va au-delà de la périphérie externe de la rondelle 19A correspondante, jusqu'à la racine de ce fût tubulaire 12.To do this, the
Par cette rigole 36, la gaine protectrice 20 s'étend en continuité de la surface extérieure de l'anneau de connexion 14 qu'elle recouvre totalement, à la surface intérieure du trou de bornage 15 de cet anneau de connexion 14, en recouvrant également totalement cette surface intérieure, entre les rondelles 19A, 19B, dans l'alignement du rebord de soyage 24 de ces rondelles 19A, 19B.By this
En outre, dans les formes de réalisation représentées, la gaine protectrice 20 s'étend en continuité sur une partie au moins du fût tubulaire 12.Furthermore, in the embodiments shown, the
Dans la forme de réalisation plus particulièrement représentée sur les figures 1 à 6, la gaine protectrice 20 ne s'étend ainsi que sur la racine de ce fût tubulaire 12.In the embodiment more particularly shown in FIGS. 1 to 6, the
Pour la réalisation conjointe, par surmoulage, des raccords électriques bi-métalliques 18A, 19B appartenant, suivant l'invention, à la cosse 10, il est mis en oeuvre, par exemple, un moule 40, dont les deux coquilles 41A, 41B sont propres à recevoir, en insert composite, le corps 11 et les rondelles 19A, 19B, en formant, autour de l'ensemble, une empreinte 42, qui, en communication avec un canal d'injection 43, est propre à la formation de la gaine protectrice 20.For the joint production, by overmolding, of the bi-metallic
Le moule 40 comporte, en outre, un noyau 44, formant tiroir, propre à être engagé dans l'ouverture centrale 26 des rondelles 19A, 19B, en s'étendant de l'une à l'autre des coquilles 41A, 41B.The
Préférentiellement, les rondelles 19A, 19B sont rapportées sur le corps 11 avant la mise en place de l'ensemble dans le moule 40, et, pour que l'assemblage correspondnt soit relativement efficace, il est donné une légère dépouille conique à la surface cylindrique extérieure du rebord de soyage 24 de ces rondelles 19A, 19B, en sorte qu'elles sont mises en place sur l'anneau de connexion 14 de ce corps 11 avec un léger serrage de ce rebord de soyage 24 dans le trou de bornage 15 de cet anneau de connexion 14.Preferably, the
Après la mise en place de l'ensemble dans le moule 40, le noyau 44 est engagé dans les rondelles 19A, 19B de cet ensemble, et, ainsi, qu'il est aisé de la comprendre, le chanfrein 25 que présentent extérieurement autour de leur ouverture centrale 26 ces rondelles 19A, 19B facilite cet engagement.After the assembly of the assembly in the
Le moule 40 est en pratique monté sur une presse d'injection de type usuel, et, préférentiellement, il s'agit d'un moule multiempreinte, pour une productivité satisfaisante.The
Quoi qu'il en soit, les coquilles 41A, 41B qui le constituent présentent chacune respectivement des portées 44A, 44B par lesquelles elles sont adaptées à venir porter sur les rondelles 19A, 19B, en sorte que, lorsqu'il est fermé sous presse sur l'insert composite auquel appartiennent ces rondelles 19A, 19B, celles-ci se trouvent appliquées sous pression à l'anneau de connexion 14.Anyway, the
Il en résulte une pénétration des indentations 28 de ces rondelles 19A, 19B dans les faces principales 16A, 16B, initialement lisses et planes, de cet anneau de connexion 14, et donc le formage des logements 29 correspondants sur ces faces principales 16A, 16B.This results in penetration of the
Ainsi qu'il est aisé de la comprendre, il résulte de ce formage par pénétration l'obtention, entre les rondelles 19A, 19B, et l'anneau de connexion 14, d'un contact électrique intime dont les caractéristiques peuvent être déterminées par avance et sont d'autant meilleures que ce contact s'établit de manière uniforme sur une surface relativement grande, puisqu'il s'agit de la surface développée de la partie des indentations 28 de ces rondelles 19A, 19B ayant ainsi pénétré dans cet anneau de connexion 14.As is easy to understand, it results from this penetration forming the obtaining, between the
Simultanément à leur application directe sur les rondelles 19A, 19B, et donc à l'application sous pression de celles-ci à l'anneau de connexion 14, les coquilles 41A, 41B du moule 40 enserrent le fût tubulaire 12, jusqu'à se refermer de manière étanche sur l'ensemble.Simultaneously with their direct application on the
Pour que la pénétration des indentations 28 des rondelles 19A, 19B dans l'anneau de connexion 14 n'empêche pas cette fermeture, elle ne se fait pas exactement à refus; mais il est fait en sorte qu'elle soit alors sensiblement à refus.So that the penetration of the
Ainsi qu'on le notera, il subsiste encore, après cette pénétration, un certain jour entre les faces principales 16A, 16B concernées de l'anneau de connexion 14 et la partie courante des faces correspondantes des rondelles 19A, 19B.As will be noted, there still remains, after this penetration, a certain day between the
La fermeture du moule 40 étant ainsi terminée, le cycle de travail en cours se poursuit par l'injection de matière synthétique dans l'empreinte 42, par le canal d'injection 43.The closure of the
Cette matière synthétique, qui est choisie pour présenter préférentiellement des qualités de moulabilité, de non vieillissement atmosphérique, d'isolation, de résistance aux chocs, et de non fissuration au moulage, et qui, comme indiqué ci-dessus, est par exemple un polychlorure de vinyle, remplit totalement sous pression l'empreinte 42.This synthetic material, which is chosen to preferably have qualities of moldability, non-atmospheric aging, insulation, impact resistance, and non-cracking during molding, and which, as indicated above, is for example a polychloride of vinyl, completely fills the
Elle vient donc, notamment, s'insérer sous pression dans les zones de coin 34A, 34B entre les rondelles 19A, 19B et l'anneau de connexion 14, en recouvrant ainsi la tranche 22A, 22B de la zone de transition correspondante 23A, 23B entre ces rondelles 19A, 19B et cet anneau de connexion 14, et en constituant, dès lors, à ce niveau, un joint d'étanchéité propre à s'opposer à toute infiltration d'eau entre ces rondelles 19A, 19B et cet anneau de connexion 14.It therefore comes, in particular, to be inserted under pressure in the
En pratique, la matière synthétique ainsi injectée ne s'étend pas au-delà de l'indentation 28 de plus grand diamètre des rondelles 19A, 19B, et, en tout état de cause, s'il s'en produisait une légère infiltration au-delà de cette indentation 28, cette infiltration ne saurait nuire au transfert de courant à réaliser entre ces rondelles 19A, 19B et l'anneau de connexion 14, puisque ce transfert électrique se réalise par l'imbrication de forme établie à cet effet entre ces composants.In practice, the synthetic material thus injected does not extend beyond the
Conjointement, la matière synthétique injectée ceinture par leur tranche T les rondelles 19A, 19B, en formant autour de chacune de celles-ci, au droit de leur chanfrein 30, un jonc de retenue 45.At the same time, the synthetic material injected encircles by their edge T the washers 19A, 19B, forming around each of these, in line with their
Compte tenu de la surface interne en contre-dépouille de ce jonc de retenue 45, les rondelles 19A, 19B sont ainsi maintenues prisonnières sur l'anneau de connexion 14, même en cas de chocs ou de chutes de l'ensemble.Given the internal undercut surface of this retaining
Enfin, la matière synthétique injectée gagne, par la rigole 36, le volume laissé libre entre le noyau 44 et la surface intérieure du trou de bornage 15 de l'anneau de connexion 14, ce trou de bornage 15 ayant un diamètre supérieur à celui de l'ouverture centrale 26 des rondelles 19A, 19B.Finally, the injected synthetic material gains, by the
Ainsi, en service, toute infiltration d'eau entre les composants en cause par l'intérieur du trou de bornage 15 est évitée.Thus, in service, any water infiltration between the components in question from the inside of the
En service, la cosse 10 suivant l'invention est serrée, de manière usuelle, sur la borne de connexion d'un quelconque appareillage électrique à raccorder au câble correspondant.In service, the terminal 10 according to the invention is clamped, in the usual way, on the connection terminal of any electrical apparatus to be connected to the corresponding cable.
Ainsi qu'il est aisé de la comprendre, ce serrage ne peut que maintenir, voire même renforcer, le contact électrique entre les rondelles 19A, 19B et l'anneau de connexion 14 des raccords électriques bi-métalliques 18A, 18A que comporte cette cosse 10, l'effort correspondant à un tel serrage s'exerçant dans le même sens que celui pour lequel ces rondelles 19A, 19B sont sollicitées en pénétration par rapport à cet anneau de connexion 14.As it is easy to understand, this tightening can only maintain, or even reinforce, the electrical contact between the
De même, un tel serrage renforce le pincement de la gaine protectrice 20 dans les zones de coin 34A, 34B correspondantes, au bénéfice de l'étanchéité recherchée.Similarly, such tightening reinforces the pinching of the
Ainsi qu'on l'aura noté, la réalisation de la cosse 10 suivant l'invention se fait avantageusement à partir d'un corps de cosse banal et homogène et de deux rondelles facilement réalisables par décolletage découpage ou formage à la presse, l'ensemble étant traité sous forme d'insert composite par surmoulage classique dans une presse à injecter de type usuel, en une seule opération, et sans une quelconque reprise après le surmoulage.As will have been noted, the production of the terminal 10 according to the invention is advantageously made from a common and homogeneous terminal body and from two washers which are easily achievable by cutting, cutting or press forming, the assembly being treated in the form of a composite insert by conventional overmolding in an injecting press of the usual type, in a single operation, and without any recovery after overmolding.
La cosse suivant l'invention est donc relativement simple et économique à réaliser, et, ses composants n'ayant pas fait l'objet d'une quelconque reprise, elle n'est pas susceptible d'une éventuelle rupture mécanique.The terminal according to the invention is therefore relatively simple and economical to produce, and, since its components have not been subject to any recovery, it is not liable to possible mechanical failure.
Enfin, et surtout, les zones de transition existant entre ses composants sont parfaitement protégées et isolées de l'extérieur, et elles sont donc à l'abri de toute corrosion électrolytique, même pour un usage en milieu humide et salin.Finally, and above all, the transition zones existing between its components are perfectly protected and isolated from the outside, and they are therefore protected from any electrolytic corrosion, even for use in a humid and saline environment.
La pérennité des qualités du contact électrique entre ces composants est ainsi assurée.The durability of the qualities of the electrical contact between these components is thus ensured.
Dans la variante de réalisation représentée sur la figure 7, qui est plus particulièrement destinée au cas où le câble à raccorder est un câble isolé, la gaine protectrice 20 s'étend sur la totalité du fût tubulaire 12, en formant en outre au-delà de celui-ci, un prolongement tubulaire 50 à la faveur duquel il est établi un bouchon 51, dont le fond 52, formant lèvre, est apte à laisser passer l'extrémité dénudée d'un tel câble, tandis que sa paroi latérale 53 est propre à s'engager sur la gaine isolante de celui-ci, et une bague 55, qui, plus rigide, et formant entretoise, est propre au maintien de ce bouchon 51.In the variant embodiment shown in FIG. 7, which is more particularly intended for the case where the cable to be connected is an insulated cable, the
Les figures 8 et 9 illustrent, toujours à titre d'exemple, l'application de l'invention à un connecteur 56.FIGS. 8 and 9 illustrate, again by way of example, the application of the invention to a
Dans la forme de réalisation représentée, ce connecteur 56 est du genre comportant deux mâchoires 57A, 57B propres à définir entre elles au moins un canal allongé 59, pour leur serrage sur un câble nu 60.In the embodiment shown, this
En pratique, ces mâchoires 57A, 57B forment, entre elles, parallèlement l'un à l'autre, deux canaux allongés 59, 59′, pour leur serrage conjoint sur deux câbles nus 60, 60′.In practice, these
Par exemple, le câble nu 60 est en cuivre ou en alliage cuivreux, et le câble nu 60′ qui est à relier électriquement au précédent est, lui, en aluminium ou en alliage d'aluminium.For example, the
Dans la forme de réalisation représentée, les mâchoires 57A, 57B sont elles aussi en aluminium ou en alliage d'aluminium, en sorte qu'elles peuvent coopérer directement en contact électrique avec le câble nu 60′.In the embodiment shown, the
Mais il n'en est pas de même pour le câble nu 60.But it is not the same for
Suivant l'invention, il est mis en oeuvre, dans le connecteur 56 ainsi constitué, deux raccords électriques bi-métalliques 18A, 18B, à raison d'un par mâchoires 57A, 57B.According to the invention, it is implemented in the
Suivant des dispositions du type de celles décrites précédemment, ces raccords électriques bi-métalliques 18A, 18B comportent, comme composant de support, la mâchoire 57A, 57B correspondante.According to provisions of the type described above, these bi-metallic
Ils comportent, en outre, comme composant de contact, une plaquette 69A, 69B appliquée à une telle mâchoire 57A, 57B et de tranche T, avec une gaine protectrice 70, qui, tout en laissant un libre accès à une portion au moins de la surface d'une telle plaquette 69A, 69B, est en prise avec une partie au moins d'une telle mâchoire 57A, 57B.They further comprise, as a contact component, a
En pratique, les plaquettes 69A, 69B sont cintrées au profil du canal 59 correspondant.In practice, the
Quoi qu'il en soit, et suivant des dispostions du type des précédentes, ces plaquettes 59A, 59B présentent, longitudinalement, en saillie sur leur surface inférieure, ou intérieure, qui en est la face de contact avec les mâchoires 57A, 57B, une pluralité d'indentations 78, par lesquelles, par simple pénétration, elles sont en prise avec des logements 79 formés en creux sur ces mâchoires 57A, 57B.Anyway, and according to provisions of the type of the preceding, these plates 59A, 59B have, longitudinally, projecting on their lower surface, or inner, which is the contact face with the
Par exemple, et tel que représenté, ces indentations 78 s'étendent parallèlement à la direction d'allongement du canal 59 correspondant.For example, and as shown, these
Mais, en variante, elles pourraient tout aussi bien s'étendre transversalement par rapport à cette direction d'allongement.However, as a variant, they could equally well extend transversely with respect to this direction of elongation.
Quoi qu'il en soit, les dispositions précédemment décrites en référence aux figures 1 à 7, et notamment celles relatives aux chanfreins des composants de contact, aussi bien que celles relatives au recouvrement de la tranche des zones de transition correspondantes trouvent encore leur application.Anyway, the arrangements previously described with reference to FIGS. 1 to 7, and in particular those relating to the chamfers of the contact components, as well as those relating to the overlap of the edge of the corresponding transition zones still find their application.
La présente invention ne se limite d'ailleurs pas aux formes de réalisation décrites et représentées, mais englobe toute variante d'exécution et/ou de combinaison de leurs divers éléments.The present invention is moreover not limited to the embodiments described and shown, but encompasses any variant embodiment and / or combination of their various elements.
En particulier, lorsque des indentations sont prévues entre les deux composants d'un raccord électrique bi-métallique suivant l'invention, ces indentations peuvent affecter indifféremment l'un et/ou l'autre de ces composants.In particular, when indentations are provided between the two components of a bi-metallic electrical connection according to the invention, these indentations can equally affect one and / or the other of these components.
En outre, la portion de surface de l'élément de contact laissée libre par la gaine protectrice n'est pas nécessairement plane et/ou lisse.In addition, the surface portion of the element contact left free by the protective sheath is not necessarily flat and / or smooth.
Elle peut au contraire présenter en saillie une quelconque superstructure, ou, notamment, lorsque le raccord électrique bi-métallique concerné appartient à un connecteur, des indentations ou des stries.On the contrary, it can project any superstructure, or, in particular, when the bi-metallic electrical connection concerned belongs to a connector, indentations or striations.
Par ailleurs, le domaine d'application de l'invention ne se limite pas non plus à celui des seuls cosses et connecteurs en référence auxquels elle a été plus particulièrement décrite, mais il s'étend d'une manière plus générale à celui de tous les organes ou produits mettant en oeuvre un raccord électrique bi-métallique.Furthermore, the field of application of the invention is not limited either to that of the lugs and connectors with reference to which it has been more particularly described, but it extends more generally to that of all organs or products using a bi-metallic electrical connection.
Claims (21)
- A bimetallic electrical connection of the type comprising, on the one hand, applied against each other, a component (19A, 19B, 69A, 69B) of metallic material which conducts electrical current, of a first type and referred to hereinafter for the sake of convenience as the contact component, and a component (14, 57A, 57B) of metallic material which conducts electrical current, of a second type which is different from the first type and referred to hereinafter for the sake of convenience as the support component, and, on the other hand, a protective sheath (20, 70) which allows free access to a portion at least of the surface of the contact component (19A, 19B, 69A, 69B) and which is in engagement with a part at least of the support component (14, 57A, 57B), covering the edge (22A, 22B) of the transition zone (23A, 23B) by way of which said components (19A, 19B, 69A, 69B - 14, 57A, 57B) are applied against each other, characterised in that, formed by a disc or a plate portion, the contact component (19A, 19B, 69A, 69B) is set by means of its edge (T) into the protective sheath (20, 70).
- A bimetallic electrical connection according to claim 1 characterised in that, along its surface portion which is left free by the protective sheath (20, 70), the contact component (19A, 19B, 69A, 69B) has a chamfer (30) and, along the edge (22A, 22B) of the transition zone (23A, 23B) to the support component (14, 57A, 57B), it has another chamfer (32) which with the first chamfer forms an intersection edge configuration (33) on the edge (T) of the contact component.
- A bimetallic electrical connection according to claim 2 characterised in that the chamfer (32) of the contact component (19A, 19B, 69A, 69B), with the support component (14, 57A, 57B), defines a corner zone (34A, 34B) with which the protective sheath (20, 70) is in engagement.
- A bimetallic electrical connection according to any one of claims 1 to 3 characterised in that the protective sheath (20, 70) is moulded in position.
- A bimetallic electrical connection according to any one of claims 1 to 4 characterised in that the transition zone (23A, 23B) between the two components (19A, 19B, 69A, 69B - 14, 57A, 57B) has an interengagement in respect of shape of one to the other thereof.
- A bimetallic electrical connection according to claim 5 characterised in that the interengagement in respect of shape in the transition zone (23A, 23B) between the two components (19A, 19B, 69A, 69B - 14, 57A, 57B) is due to either one of said components comprising in projecting relationship at least one tooth configuration (28, 78) and being in engagement by means of said tooth configuration (28, 78) with a housing (29, 79) provided in recessed relationship in a complementary manner on the other of said components (19A, 19B, 69A, 69B - 14, 57A, 57B).
- A bimetallic electrical connection according to claim 6 characterised in that the housing (29, 79) provided in recessed relationship on one of the components (19A, 19B, 69A, 69B - 14, 57A, 57B) results from a shaping effect produced by the corresponding tooth configuration (28, 78) of the other of the components (19A, 19B, 69A, 69B - 14, 57A, 57B) when the components (19A, 19B, 69A, 69B - 14, 57A, 57B) are applied one against the other.
- A bimetallic electrical connection according to either one of claims 6 and 7 characterised in that the component (19A, 19B, 69A, 69B) which has at least one tooth configuration (28, 78) in projecting relationship is the component of which the constituent material is the harder.
- A bimetallic electrical connection according to any one of claims 1 to 8 characterised in that the protective sheath (20, 70) is of an inert material relative to atmospheric agents.
- A bimetallic electrical connection according to claim 9 characterised in that the protective sheath (20, 70) is of insulating material relative to electrical current.
- A bimetallic electrical connection according to any one of claims 1 to 10 characterised in that, belonging to a terminal (10), it comprises as the support component the connecting ring (14) of said terminal (10) and, as the contact component, a disc (19A, 19B) which is applied to said connecting ring (14) around the boundary hole (15) thereof.
- A bimetallic electrical connection according to claim 11 characterised in that the disc (19A, 19B) forming the contact component has in projecting relationship on its underneath surface and around its internal periphery a locating rim portion (24) by means of which it is in engagement with the hole (15) of the connecting ring (14).
- A bimetallic electrical connection according to either one of claims 11 and 12 characterised in that the disc (19A, 19B) forming the contact component has in projecting relationship on its underneath face and disposed annularly around its central opening (26) a plurality of concentric tooth configurations (28).
- A bimetallic electrical connection according to claim 13 characterised in that that one of said tooth configurations (28) which is of largest diameter is disposed in the immediate vicinity of the outside periphery of said disc (19A, 19B).
- A bimetallic electrical connection according to any one of claims 11 to 14 characterised in that the connecting ring (14) forming the support component comprises in recessed relationship at its surface a groove (36) which extends radially from its boundary hole (15), opening into same, and which goes beyond the external periphery of the disc (19A, 19B) forming the contact component and, by way of said groove (36), the protective sheath (20) extends in a condition of continuity to the surface of said hole (15).
- A bimetallic electrical connection according to any one of claims 11 to 14 characterised in that it comprises a disc (19A, 19B) forming a contact component of both of the faces (16A, 16B) of the connecting ring (14) forming the support component.
- A bimetallic electrical connection according to any one of claims 11 to 16 characterised in that the connecting ring (14) forming the support component being fixed with respect to a shank (12) which at its end at least is tubular, the protective sheath (20) extends over a part at least of the tubular shank (12).
- A bimetallic electrical connection according to any one of claims 1 to 10 characterised in that, belonging to a connector (56) comprising at least two jaws (57A, 57B) for defining between them at least one elongate passage (59, 59'), its support component is formed by one of said jaws (57A, 57B) and its contact component is formed by a plate portion (69A, 69B) which is applied to said jaw (57A, 57B).
- A bimetallic electrical connection according to claim 18 characterised in that the plate portion (69A, 69B) forming the contact component is curved to match the profile of the corresponding passage (59, 59').
- A bimetallic electrical connection according to either one of claims 18 and 19 characterised in that the plate portion (57A, 57B) forming the contact component longitudinally has a plurality of parallel tooth configurations (78) in projecting relationship on its underneath surface.
- A process for the production of a bimetallic electrical connection comprising effecting in the course of one and the same operation on the one hand the application under pressure of two components (19A, 19B, 69A, 69B - 14, 57A, 57B) to each other, one of which is of a metallic material which conducts electrical current, of a first type, while the other is of metallic material which conducts electrical current, of a second type different from the first type, and of which one comprises in projecting relationship on its face for contact with the other at least one tooth configuration (27, 28) and, on the other hand, moulding over the assembly of a protective sheath (20, 70) which allows free access to a portion at least of the surface of one of said components (19A, 19B, 69A, 69B - 14, 57A, 57B) while ensuring crimping thereof by engagement thereof by means of its edge (T), said component being in the form of a disc or a plate portion, and which is in engagement with a part at least of the other of said components (19A, 19B, 69A, 69B - 14, 57A, 57B) by covering the edge (22A, 22B) of the transition zone (23A, 23B) by way of which said components (19A, 19B, 69A, 69B - 14, 57A, 57B) are applied against each other.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88400877T ATE79698T1 (en) | 1987-04-17 | 1988-04-12 | ELECTRICAL CONNECTION OF BIMETAL AND METHOD OF MAKING SUCH CONNECTION. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8705536 | 1987-04-17 | ||
| FR8705536A FR2614138B1 (en) | 1987-04-17 | 1987-04-17 | BI-METALLIC ELECTRICAL CONNECTION, AND METHOD FOR PRODUCING SUCH A CONNECTION |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0287453A1 EP0287453A1 (en) | 1988-10-19 |
| EP0287453B1 true EP0287453B1 (en) | 1992-08-19 |
Family
ID=9350274
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88400877A Expired - Lifetime EP0287453B1 (en) | 1987-04-17 | 1988-04-12 | Bimetallic electrical connection and method for producing such a connection |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0287453B1 (en) |
| AT (1) | ATE79698T1 (en) |
| DE (1) | DE3873806T2 (en) |
| FR (1) | FR2614138B1 (en) |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL31854A (en) * | 1968-04-12 | 1972-07-26 | Amp Inc | Terminals for weld connection to electrical conductor wires |
-
1987
- 1987-04-17 FR FR8705536A patent/FR2614138B1/en not_active Expired
-
1988
- 1988-04-12 EP EP88400877A patent/EP0287453B1/en not_active Expired - Lifetime
- 1988-04-12 AT AT88400877T patent/ATE79698T1/en not_active IP Right Cessation
- 1988-04-12 DE DE8888400877T patent/DE3873806T2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| DE3873806D1 (en) | 1992-09-24 |
| DE3873806T2 (en) | 1993-04-01 |
| FR2614138A1 (en) | 1988-10-21 |
| FR2614138B1 (en) | 1989-07-07 |
| ATE79698T1 (en) | 1992-09-15 |
| EP0287453A1 (en) | 1988-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0170545B2 (en) | Insulated tap connector for electrical cables | |
| EP2198483A2 (en) | Terminal for electrical connection and method for assembly thereof | |
| WO1984004069A1 (en) | Method and device for assembling a plurality of members, particularly connection members for fluid connectors | |
| FR3032947A1 (en) | SEAL PLUGS, ASSEMBLY AND METHOD FOR SEALING AN OPENING | |
| LU82815A1 (en) | SLEEVE FOR PROTECTING THE SPLICE OF ELECTRICAL OR TELEPHONE CABLE | |
| FR2763437A1 (en) | CABLE INPUT DEVICE | |
| FR2601516A2 (en) | Insulated branch connector for power cables | |
| FR2947960A1 (en) | CRUSHING CONNECTING DEVICE FOR ELECTRIC CABLE AND METHOD OF MANUFACTURING SUCH A DEVICE | |
| EP0335772B1 (en) | Cable end piece | |
| EP3103174A1 (en) | Ringed tubular sheath comprising an internal clamping means | |
| EP1089411B1 (en) | Device intended to be pierced by a cylindrical object in a sealed condition, box for electrical apparatus and a process using these | |
| EP0450988A1 (en) | Connector for coaxial cable | |
| EP0348269B1 (en) | Cable terminal and method for its manufacture | |
| EP0287453B1 (en) | Bimetallic electrical connection and method for producing such a connection | |
| FR3002376A1 (en) | SEALING PLUG FOR ELECTRIC CABLE AGAINST AIR INFILTRATION IN BUILDINGS AND METHOD FOR INSTALLING ELECTRICAL CABLE | |
| FR2881485A1 (en) | DEVICE FOR SECURING A SCREW FOR ELECTRICAL EQUIPMENT | |
| CA2434592A1 (en) | Connecting device between a cable and a contact element | |
| FR2759762A1 (en) | Insulated metal joint e.g. for connecting water heater tank to pipe | |
| FR2543369A2 (en) | Sealing device for an electrical connector | |
| FR2623024A1 (en) | Insulation-displacement connector for an insulated electrical conductor | |
| FR2747244A1 (en) | Through-wall guide bush for electric cable or hydraulic pipe e.g. for switch cabinet and with inset sealing ring | |
| FR3048309B1 (en) | DEVICE FOR ELECTRICALLY CONNECTING A WIRE TO A CONDUCTIVE ELEMENT | |
| EP0122197A2 (en) | Anchoring devices for lubricated prestressing reinforcements | |
| EP4203214A1 (en) | Device for installing an expanded tubular part on electrical cables and associated method | |
| EP0207828A1 (en) | Electrical connector with a deformable retaining element, and assembling process for such a connector |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19881128 |
|
| 17Q | First examination report despatched |
Effective date: 19910319 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES GB GR IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19920819 Ref country code: NL Effective date: 19920819 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 19920819 Ref country code: GB Effective date: 19920819 Ref country code: ES Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19920819 Ref country code: AT Effective date: 19920819 |
|
| REF | Corresponds to: |
Ref document number: 79698 Country of ref document: AT Date of ref document: 19920915 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3873806 Country of ref document: DE Date of ref document: 19920924 |
|
| ITF | It: translation for a ep patent filed | ||
| NLV1 | Nl: lapsed or annulled due to failure to fulfill the requirements of art. 29p and 29m of the patents act | ||
| GBV | Gb: ep patent (uk) treated as always having been void in accordance with gb section 77(7)/1977 [no translation filed] |
Effective date: 19920819 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19930430 Ref country code: LI Effective date: 19930430 Ref country code: CH Effective date: 19930430 Ref country code: BE Effective date: 19930430 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| BERE | Be: lapsed |
Owner name: SOC. INDUSTRIELLE DE CONSTRUCTION D'APPAREILS ET D Effective date: 19930430 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990630 Year of fee payment: 12 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050412 |