EP0284565B1 - Electromagnetic continuous casting mould - Google Patents
Electromagnetic continuous casting mould Download PDFInfo
- Publication number
- EP0284565B1 EP0284565B1 EP88810179A EP88810179A EP0284565B1 EP 0284565 B1 EP0284565 B1 EP 0284565B1 EP 88810179 A EP88810179 A EP 88810179A EP 88810179 A EP88810179 A EP 88810179A EP 0284565 B1 EP0284565 B1 EP 0284565B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- inductor
- mold
- mould
- sides
- narrow sides
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000009749 continuous casting Methods 0.000 title claims abstract description 7
- 238000005096 rolling process Methods 0.000 claims abstract description 3
- 238000005266 casting Methods 0.000 claims description 15
- 230000000873 masking effect Effects 0.000 claims 1
- IHQKEDIOMGYHEB-UHFFFAOYSA-M sodium dimethylarsinate Chemical class [Na+].C[As](C)([O-])=O IHQKEDIOMGYHEB-UHFFFAOYSA-M 0.000 abstract description 8
- 230000006698 induction Effects 0.000 abstract 1
- 239000002184 metal Substances 0.000 abstract 1
- 239000002826 coolant Substances 0.000 description 11
- 239000007788 liquid Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 238000007711 solidification Methods 0.000 description 2
- 230000008023 solidification Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- SNAAJJQQZSMGQD-UHFFFAOYSA-N aluminum magnesium Chemical compound [Mg].[Al] SNAAJJQQZSMGQD-UHFFFAOYSA-N 0.000 description 1
- 239000012777 electrically insulating material Substances 0.000 description 1
- 239000003302 ferromagnetic material Substances 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 229910001338 liquidmetal Inorganic materials 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
- 239000010454 slate Substances 0.000 description 1
- 238000003887 surface segregation Methods 0.000 description 1
- 230000008646 thermal stress Effects 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/01—Continuous casting of metals, i.e. casting in indefinite lengths without moulds, e.g. on molten surfaces
- B22D11/015—Continuous casting of metals, i.e. casting in indefinite lengths without moulds, e.g. on molten surfaces using magnetic field for conformation, i.e. the metal is not in contact with a mould
Definitions
- the invention relates to an electromagnetic continuous casting mold for the vertical casting of rolled ingots with an essentially rectangular cross section with an inductor arranged on the four sides of the mold and an electromagnetic screen partially covering them.
- a mold is known from EP A 0 109 357.
- rolling ingot includes casting strands with essentially rectangular, i.e. Cross-sectional dimensions having broad or rolled sides and narrow sides understood.
- heat is removed from the strand emerging from the mold by applying coolant to the surface of the strand directly below the mold.
- the coolant initially only touches the start-up floor.
- the indirect heat removal that occurs leads to a mild solidification of the liquid metal and to an even formation of the strand base.
- the coolant hits the surface of the strand, which is associated with a sudden increase in heat dissipation from the strand.
- the thermal stresses resulting from this temperature shock are greater than the tensile strength of the strand and lead to permanent deformation in the form of a convex curvature of the strand foot.
- the cooling intensity can be reduced, for example, at least during the start-up process.
- a coolant with gas dissolved in it is used, which forms an insulating film which reduces the heat flow when the coolant hits the surface of the strand.
- a significant advantage of electromagnetic over conventional continuous casting molds lies in the more uniform formation of the strand surface, which is free from cold running, exudation, surface segregation and other near-surface defects, so that in most cases there is no need to mill the strand surface.
- the electromagnetic force field generated by the inductor stimulates melt circulation in the liquid head of the strand.
- This electromagnetic turbulence can, among other things, detach the oxide skin and consequently impair the solidification conditions and the melt quality in the area of the solidifying strand surface. This manifests itself, for example, in an accumulation of oxide inclusions, in longitudinal folds and in those surface defects which only appear in the form of surface slate, looper lines and the like in the processed material.
- alloys with a strong tendency to oxidize such as e.g. B.
- the inventor has set itself the goal of further developing an electromagnetic continuous casting mold of the type mentioned at the outset in such a way that the strands can be prevented from escaping during casting, while accepting a minimal melt circulation in the liquid head of the casting strand.
- the screen is arranged or designed on the narrow sides of the mold in such a way that the electromagnetic force directed at the liquid head of the strand is greater on the narrow sides of the mold than on the broad sides thereof.
- This measure increases the electromagnetic force directed towards the middle of the strand on the narrow sides of the mold, so that a certain strand root warping can be accepted without the risk of the strand running out on its narrow sides.
- the casting process is therefore safer during the start-up process.
- the melt circulation in the liquid head of the casting strand is only slightly increased.
- the design of the mold according to the invention enables casting of large-sized rolled bars made of aluminum alloys with magnesium contents of 4% and more.
- the vertical distance between the lower edge of the inductor and the lower edge of the screen is greater on the narrow sides of the mold than on the broad sides thereof.
- the lower edges of the screen lie on the broad and narrow sides of the mold at the same height, the inductor being arranged higher on the broad sides of the mold than on its narrow sides.
- the mere shift in the position of the inductor offers the part before that the line of incidence of the coolant usually determined by the inner surface of the electromagnetic screen on the strand circumference remains unchanged.
- the inductor is arranged on the broad and narrow sides of the mold at the same height, the lower edges of the screen being higher on the narrow sides of the mold than on the broad sides thereof.
- the difference between the vertical distance between the lower edge of the screen and the lower edge of the inductor on the broad sides compared to the vertical distance between the lower edge of the screen and the lower edge of the inductor on the narrow sides of the mold is preferably a maximum 70%, preferably 10 - 30%, of the vertical dimension of the inductor.
- the screen has a different cross-section on the narrow sides of the mold or a different electrical conductivity than on the broad sides thereof.
- inductor and electromagnetic shield naturally does not only relate to molds with a fixed casting cross-section, but is also particularly suitable for molds with a variable casting cross-section, i.e. for example for a mold with stationary side walls and sliding end walls, as is known for example from EP-A-0 109 357.
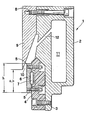
- a mold 1 has a coolant box 2, to which a support body 4 made of electrically insulating material is fastened by means of screws 3.
- This support body 4 is supported by a loop-shaped inductor 6, which is held by screws 5 and has a tubular cooling channel 7 on the back for receiving a coolant.
- a downwardly tapering electromagnetic screen 9 made of an electrically conductive, non-ferromagnetic material is fastened by means of screws 8. Screen 9 and inductor 6 create a gap 10, from which coolant is passed from a coolant chamber 11 via a channel 12 to the surface of a casting strand (not shown in the figure).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Rehabilitation Tools (AREA)
- Reciprocating, Oscillating Or Vibrating Motors (AREA)
- Braiding, Manufacturing Of Bobbin-Net Or Lace, And Manufacturing Of Nets By Knotting (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Confectionery (AREA)
- Medicinal Preparation (AREA)
Abstract
Description
Die Erfindung betrifft eine elektromagnetische Stranggiesskokille zum vertikalen Giessen von Walzbarren mit im wesentlichen rechteckigem Querschnitt mit einem an den vier Kokillenseiten angeordneten Induktor und einem diesen teilweise überdeckenden elektromagnetischen Schirm. Eine solche Kokille ist aus der EP A 0 109 357 bekannt.The invention relates to an electromagnetic continuous casting mold for the vertical casting of rolled ingots with an essentially rectangular cross section with an inductor arranged on the four sides of the mold and an electromagnetic screen partially covering them. Such a mold is known from EP A 0 109 357.
Unter dem Begriff Walzbarren werden Giessstränge mit im wesentlichen rechteckigen, d.h. Breit- bzw. Walzseiten und Schmalseiten aufweisenden Querschnittabmessungen verstanden.The term rolling ingot includes casting strands with essentially rectangular, i.e. Cross-sectional dimensions having broad or rolled sides and narrow sides understood.
Beim elektromagnetischen Stranggiessen wird dem aus der Kokille austretenden Strang durch Beaufschlagen der Strangoberfläche mit Kühlmittel unmittelbar unter der Kokille Wärme entzogen. Während des Anfahrvorganges berührt das Kühlmittel zunächst nur den Anfahrboden. Der hierbei eintretende indirekte Wärmeentzug führt zu einer milden Erstarrung des flüssigen Metalls und zu einer ebenen Ausbildung des Strangfusses. Mit fortschreitendem Absenken des Anfahrbodens trifft das Kühlmittel direkt auf die Oberfläche des Stranges, was mit einer sprunghaften Erhöhung der Wärmeabfuhr aus dem Strang verbunden ist. Die als Folge dieses Temperaturschocks auftretenden Wärmespannungen sind grösser als die Dehnungsfestigkeit des Stranges und führen zu einer bleibenden Verformung in Form einer konvexen Wöllbung des Strangfusses.In electromagnetic continuous casting, heat is removed from the strand emerging from the mold by applying coolant to the surface of the strand directly below the mold. During the start-up process, the coolant initially only touches the start-up floor. The indirect heat removal that occurs leads to a mild solidification of the liquid metal and to an even formation of the strand base. With the progressive lowering of the start-up floor, the coolant hits the surface of the strand, which is associated with a sudden increase in heat dissipation from the strand. The thermal stresses resulting from this temperature shock are greater than the tensile strength of the strand and lead to permanent deformation in the form of a convex curvature of the strand foot.
Um den Strangfuss möglichst flach zu halten, kann beispielsweise die Kühlintensität zumindest während des Anfahrvorganges vermindert werden. Bei einem bekannten Verfahren wird ein Kühlmittel mit in diesem gelöstem Gas verwendet, welches beim Auftreffen des Kühlmittels auf der Strangoberfläche einen den Wärmeabfluss vermindernden Isolierfilm bildet.In order to keep the strand base as flat as possible, the cooling intensity can be reduced, for example, at least during the start-up process. In a known method, a coolant with gas dissolved in it is used, which forms an insulating film which reduces the heat flow when the coolant hits the surface of the strand.
Ein wesentlicher Vorteil elektromagnetischer gegenüber konventionellen Stranggiesskokillen liegt in der gleichmässigeren Ausbildung der Strangoberfläche, welche frei von Kaltlauf, Ausschwitzungen, Oberflächenseigerungen und weiteren oberflächennahen Fehlern ist, so dass sich in den meisten Fällen ein Ueberfräsen der Strangoberfläche erübrigt.A significant advantage of electromagnetic over conventional continuous casting molds lies in the more uniform formation of the strand surface, which is free from cold running, exudation, surface segregation and other near-surface defects, so that in most cases there is no need to mill the strand surface.
Das von Induktor erzeugte, elektromagnetische Kraftfeld regt im flüssigen Kopf des Stranges eine Schmelzezirkulation an. Diese elektromagnetische Turbulenz kann unter anderem Ablösungen der Oxidhaut bewirken und in der Folge zu einer Beeinträchtigung der Erstarrungsbedingungen und der Schmelzequalität im Bereich der erstarrenden Strangoberfläche führen. Dies äussert sich beispielsweise in einer Anhäufung von Oxideinschlüssen, in Längsfalten sowie in solchen Oberflächenfehlern, welche erst beim weiterverarbeiteten Material in Form von Oberflächenschiefer, looper lines und ähnlichem hervortreten. Besonders empfindlich sind naturgemäss Legierungen mit starker Oxidationsneigung, wie z. B. Aluminium-Magnesium-Legierungen mit einem Magnesiumgehalt von 4 % und mehr. Probleme können sich auch beim Vergiessen von Spezialqualitäten ergeben, so dass ein Ueberfräsen der Strangoberfläche erforderlich sein kann, wodurch die generellen Vorzüge des elektromagnetischen Giessens nicht voll ausgenützt werden können.The electromagnetic force field generated by the inductor stimulates melt circulation in the liquid head of the strand. This electromagnetic turbulence can, among other things, detach the oxide skin and consequently impair the solidification conditions and the melt quality in the area of the solidifying strand surface. This manifests itself, for example, in an accumulation of oxide inclusions, in longitudinal folds and in those surface defects which only appear in the form of surface slate, looper lines and the like in the processed material. Naturally, alloys with a strong tendency to oxidize, such as e.g. B. Aluminum-magnesium alloys with a magnesium content of 4% and more. Problems can also arise when casting special qualities, so that it may be necessary to mill the strand surface, which means that the general advantages of electromagnetic casting cannot be fully exploited.
Um die elektromagnetische Turbulenz zu minimieren, ist bekannt, dass man die Ueberdeckung des Induktors durch den elektromagnetischen Schirm vergrössert. Bei grösserer Ueberdeckung sinkt jedoch auch die elektromagnetische Kraft, welche zur Strangmitte gerichtet ist. Dadurch können sich Probleme beim Angiessen ergeben, indem auf den Schmalseiten der Stränge infolge der verminderten elektromagnetischen Kraft und der Strangfussverwölbung die Stränge beim Angiessen auslaufen, was zum Giessabbruch führen kann.In order to minimize the electromagnetic turbulence, it is known that the coverage of the inductor by the electromagnetic shield is increased. With greater coverage, however, the electromagnetic force, which is directed towards the middle of the strand, also drops. This can result in problems during casting, in that the strands run out on the narrow sides of the strands as a result of the reduced electromagnetic force and the strand foot curvature, which can lead to the casting being broken off.
Angesichts dieser Gegebenheiten hat sich der Erfinder das Ziel gesetzt, eine elektromagnetische Stranggiesskokille der eingangs erwähnten Art derart weiterzuentwickeln, dass ein Auslaufen der Stränge beim Angiessen, unter Inkaufnahme einer minimalen Schmelzezirkulation im flüssigen Kopf des Giessstranges, verhindert werden kann.In view of these circumstances, the inventor has set itself the goal of further developing an electromagnetic continuous casting mold of the type mentioned at the outset in such a way that the strands can be prevented from escaping during casting, while accepting a minimal melt circulation in the liquid head of the casting strand.
Zur Lösung dieser Aufgabe führt, dass der Schirm an den Schmalseiten der Kokille derart angeordnet oder ausgebildet ist, dass die auf den flüssigen Kopf des Stranges gerichtete elektromagnetische Kraft an den Schmalseiten der Kokille grösser ist als an deren Breitseiten.To achieve this object, the screen is arranged or designed on the narrow sides of the mold in such a way that the electromagnetic force directed at the liquid head of the strand is greater on the narrow sides of the mold than on the broad sides thereof.
Durch diese Massnahme wird die zur Strangmitte gerichtete elektromagnetische Kraft an den Schmalseiten der Kokille erhöht, so dass eine gewisse Strangfussverwölbung in Kauf genommen werden kann, ohne dass die Gefahr eines Auslaufens des Stranges auf dessen Schmalseiten besteht. Der Giessprozess ist damit während des Anfahrvorgangs sicherer. Die Schmelzezirkulation im flüssigen Kopf des Giessstranges wird hierbei nur geringfügig erhöht. Insbesondere ermöglicht die erfindungsgemässe Ausbildung der Kokille ein Giessen grossformatiger Walzbarren aus Aluminiumlegierungen mit Magnesiumgehalten von 4 % und mehr.This measure increases the electromagnetic force directed towards the middle of the strand on the narrow sides of the mold, so that a certain strand root warping can be accepted without the risk of the strand running out on its narrow sides. The casting process is therefore safer during the start-up process. The melt circulation in the liquid head of the casting strand is only slightly increased. In particular, the design of the mold according to the invention enables casting of large-sized rolled bars made of aluminum alloys with magnesium contents of 4% and more.
Bei einer erfindungsgemässen Ausführungsform ist der vertikale Abstand zwischen Induktorunterkante und Schirmunterkante an den Schmalseiten der Kokille grösser als an deren Breitseiten.In one embodiment according to the invention, the vertical distance between the lower edge of the inductor and the lower edge of the screen is greater on the narrow sides of the mold than on the broad sides thereof.
Bei einer bevorzugten Ausführungsform liegen die Schirmunterkanten an den Breit- und Schmalseiten der Kokille auf gleicher Höhe, wobei der Induktor an den Breitseiten der Kokille höher angeordnet ist als an deren Schmalseiten. Die blosse Verschiebung der Lage des Induktors bietet den Vor teil, dass die üblicherweise durch die Innenfläche des elektromagnetischen Schirmes bestimmte Auftrefflinie des Kühlmittels auf den Strangumfang unverändert bleibt.In a preferred embodiment, the lower edges of the screen lie on the broad and narrow sides of the mold at the same height, the inductor being arranged higher on the broad sides of the mold than on its narrow sides. The mere shift in the position of the inductor offers the part before that the line of incidence of the coolant usually determined by the inner surface of the electromagnetic screen on the strand circumference remains unchanged.
Bei einer weiteren Ausführungsform ist der Induktor an den Breit- und Schmalseiten der Kokille auf gleicher Höhe angeordnet, wobei die Schirmunterkanten an den Schmalseiten der Kokille höher liegen als an deren Breitseiten.In a further embodiment, the inductor is arranged on the broad and narrow sides of the mold at the same height, the lower edges of the screen being higher on the narrow sides of the mold than on the broad sides thereof.
Die Differenz des vertikalen Abstands zwischen Schirmunterkante und Induktorunterkante an den Breitseiten zum vertikalen Abstand zwischen Schirmunterkante und Induktorunterkante an den Schmalseiten der Kokille beträgt bevorzugt maximal 70 %, vorzugsweise 10 - 30 %, der Vertikalabmessung des Induktors.The difference between the vertical distance between the lower edge of the screen and the lower edge of the inductor on the broad sides compared to the vertical distance between the lower edge of the screen and the lower edge of the inductor on the narrow sides of the mold is preferably a maximum 70%, preferably 10 - 30%, of the vertical dimension of the inductor.
Bei einer weiteren erfindungsgemässen Ausführungsform weist der Schirm an den Schmalseiten der Kokille querschnittlich eine andere Geometrie oder eine andere elektrische Leitfähigkeit auf als an deren Breitseiten.In a further embodiment according to the invention, the screen has a different cross-section on the narrow sides of the mold or a different electrical conductivity than on the broad sides thereof.
Die erfindungsgemässe Anordnung von Induktor und elektromagnetischem Schirm bezieht sich selbstverständlich nicht nur auf Kokillen mit fest vorgegebenem Giessquerschnitt, sondern eignet sich in besonderem Masse auch für Kokillen mit veränderbarem Giessquerschnitt, d.h. beispielsweise für eine Kokille mit stationären Seitenwänden und verschiebbaren Stirnwänden, wie sie etwa aus der EP-A-0 109 357 bekannt ist.The arrangement of inductor and electromagnetic shield according to the invention naturally does not only relate to molds with a fixed casting cross-section, but is also particularly suitable for molds with a variable casting cross-section, i.e. for example for a mold with stationary side walls and sliding end walls, as is known for example from EP-A-0 109 357.
Weitere Vorteile, Merkmale und Einzelheiten der Erfindung ergeben sich aus der nachfolgenden Beschreibung eines bevorzugten Ausführungsbeispiels sowie anhand der Zeichnung; diese zeigt in ihrer einzigen Figur einen schematisierten Querschnitt durch eine Kokillenseitenwand.Further advantages, features and details of the invention result from the following description of a preferred exemplary embodiment and from the drawing; in its single figure, this shows a schematic cross section through a mold side wall.
Eine Kokille 1 weist einen Kühlmittelkasten 2 auf, an welchem mittels Schrauben 3 ein Tragkörper 4 aus elektrisch isolierendem Werkstoff befestigt ist. Diesem Tragkörper 4 liegt ein von Schrauben 5 gehaltener, schleifenförmiger Induktor 6 an, der rückseitig einen rohrförmigen Kühlkanal 7 zur Aufnahme eines Kühlmittels aufweist. Am Kühlmittelkasten 2 ist mittels Schrauben 8 ein nach unten sich verjüngender elektromagnetischer Schirm 9 aus einem elektrisch leitenden, nicht-ferromagnetischen Werkstoff befestigt. Schirm 9 und Induktor 6 erzeugen einen Spalt 10, aus welchem Kühlmittel von einer Kühlmittelkammer 11 über einen Kanal 12 auf die Oberfläche eines - in der Figur nicht dargestellten - Giessstranges geleitet wird.A mold 1 has a
Bei einer Vertikalabmessung h des Induktors 6 von 40 mm beträgt der vertikale Abstand zwischen Schirmunterkante und Induktorunterkante beispielsweise an den Breitseiten der Kokille a = 25 mm und an den Schmalseiten b = 35 mm. Daraus ergibt sich ein Unterschied in den vertikalen Abständen a, b von 10 mm, entsprechend 25 % bezogen auf die Vertikalabmessung h des Induktors.With a vertical dimension h of the inductor 6 of 40 mm, the vertical distance between the lower edge of the screen and the lower edge of the inductor is, for example, a = 25 mm on the broad sides of the mold and b = 35 mm on the narrow sides. This results in a difference in the vertical distances a, b of 10 mm, corresponding to 25% based on the vertical dimension h of the inductor.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT88810179T ATE56897T1 (en) | 1987-03-23 | 1988-03-21 | ELECTROMAGNETIC CONTINUOUS CASTING MOLD. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH1095/87 | 1987-03-23 | ||
| CH109587 | 1987-03-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0284565A1 EP0284565A1 (en) | 1988-09-28 |
| EP0284565B1 true EP0284565B1 (en) | 1990-09-26 |
Family
ID=4202353
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP88810179A Expired - Lifetime EP0284565B1 (en) | 1987-03-23 | 1988-03-21 | Electromagnetic continuous casting mould |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US4796689A (en) |
| EP (1) | EP0284565B1 (en) |
| JP (1) | JPS63252644A (en) |
| AT (1) | ATE56897T1 (en) |
| AU (1) | AU607748B2 (en) |
| CA (1) | CA1315521C (en) |
| DE (1) | DE3860676D1 (en) |
| ES (1) | ES2018356B3 (en) |
| NO (1) | NO168460C (en) |
| ZA (1) | ZA881861B (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU3041192A (en) * | 1992-01-30 | 1993-08-05 | Alusuisse-Lonza Services Ltd | Electromagnetic continuous chill casting mould |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH625441A5 (en) * | 1977-12-05 | 1981-09-30 | Alusuisse | |
| DE2914246C2 (en) * | 1979-03-07 | 1981-11-12 | Schweizerische Aluminium AG, 3965 Chippis | Electromagnetic continuous casting mold |
| US4321959A (en) * | 1979-07-11 | 1982-03-30 | Olin Corporation | Electromagnetic casting shape control by differential screening and inductor contouring |
| US4512386A (en) * | 1982-11-12 | 1985-04-23 | Swiss Aluminium Ltd. | Adjustable mold for electromagnetic casting |
| US4544016A (en) * | 1983-04-21 | 1985-10-01 | Yetselev Zinovy N | Continuous casting process and apparatus |
-
1988
- 1988-03-14 US US07/167,536 patent/US4796689A/en not_active Expired - Fee Related
- 1988-03-16 ZA ZA881861A patent/ZA881861B/en unknown
- 1988-03-21 EP EP88810179A patent/EP0284565B1/en not_active Expired - Lifetime
- 1988-03-21 ES ES88810179T patent/ES2018356B3/en not_active Expired - Lifetime
- 1988-03-21 NO NO881235A patent/NO168460C/en unknown
- 1988-03-21 CA CA000561982A patent/CA1315521C/en not_active Expired - Fee Related
- 1988-03-21 DE DE8888810179T patent/DE3860676D1/en not_active Expired - Fee Related
- 1988-03-21 AT AT88810179T patent/ATE56897T1/en not_active IP Right Cessation
- 1988-03-23 JP JP63069209A patent/JPS63252644A/en active Pending
- 1988-03-23 AU AU13513/88A patent/AU607748B2/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| DE3860676D1 (en) | 1990-10-31 |
| ATE56897T1 (en) | 1990-10-15 |
| AU1351388A (en) | 1988-09-22 |
| JPS63252644A (en) | 1988-10-19 |
| AU607748B2 (en) | 1991-03-14 |
| ZA881861B (en) | 1988-09-05 |
| NO168460C (en) | 1992-02-26 |
| ES2018356B3 (en) | 1991-04-01 |
| NO168460B (en) | 1991-11-18 |
| EP0284565A1 (en) | 1988-09-28 |
| NO881235D0 (en) | 1988-03-21 |
| CA1315521C (en) | 1993-04-06 |
| NO881235L (en) | 1988-09-26 |
| US4796689A (en) | 1989-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE4131829C2 (en) | Liquid-cooled mold for the continuous casting of steel strands in slab format | |
| DE3787096T2 (en) | METAL MELTING AND REFINING METHOD AND DEVICE FOR COOLING THE ELECTRODES USED. | |
| DE69615176T2 (en) | MOLDING STEEL TAPES | |
| DE3879782T2 (en) | METHOD FOR PRODUCING A STEEL WIRE CABLED WITH COPPER. | |
| EP0109357B1 (en) | Electromagnetic continuous casting mould | |
| DE2848808C2 (en) | Electromagnetic continuous casting mold | |
| DE3621073A1 (en) | CHOCOLATE | |
| EP0035958A2 (en) | Mold for continuous casting | |
| EP0284565B1 (en) | Electromagnetic continuous casting mould | |
| DE1508893B1 (en) | Melting process for the production of cast blocks using consumable electrodes | |
| EP0062606A1 (en) | Device for cooling a cast strand during continuous casting | |
| DE10051959A1 (en) | Method and device for continuous casting and subsequent shaping of a steel casting strand, in particular a casting strand with block format or pre-profile format | |
| DE2426979A1 (en) | CONTINUOUS CASTING PROCESS FOR CASTING BLOCKS OR STRIPS MADE OF METAL | |
| DE2913024A1 (en) | PROCESS FOR COOLING AN OSCILLATING CONTINUOUS STEEL COLLAR | |
| DE69912105T2 (en) | DEVICE FOR FOUNDING METAL | |
| DE1608082C3 (en) | Device for refining steel medium »slag in a continuous casting mold | |
| DE69702611T2 (en) | VERTICAL CONTINUOUS CHOCOLATE WITH TOP | |
| EP0485331B1 (en) | Process and installation for electromagnetic casting of aluminium alloyed billets having a fold-free surface | |
| DE2111849A1 (en) | Casting process for metals | |
| CH363129A (en) | Process for the continuous casting of metal strands and a permanent mold for carrying out the process | |
| DE3303484C2 (en) | Vertical continuous casting mold | |
| DE846900C (en) | Casting mold for the continuous casting of metals | |
| EP0447387B1 (en) | Process for continuous casting, especially non ferrous metals and mould for carrying out said process | |
| DE1939653A1 (en) | Water-cooled continuous casting mold | |
| DE60317475T2 (en) | DEVICE FOR CASTING METAL |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| 17P | Request for examination filed |
Effective date: 19890227 |
|
| 17Q | First examination report despatched |
Effective date: 19890712 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: ALUSUISSE-LONZA SERVICES AG |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE ES FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 56897 Country of ref document: AT Date of ref document: 19901015 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3860676 Country of ref document: DE Date of ref document: 19901031 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19930218 Year of fee payment: 6 Ref country code: CH Payment date: 19930218 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19930224 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19930225 Year of fee payment: 6 Ref country code: AT Payment date: 19930225 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19930303 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19930305 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19930310 Year of fee payment: 6 Ref country code: BE Payment date: 19930310 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19930331 Year of fee payment: 6 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19940321 Ref country code: GB Effective date: 19940321 Ref country code: AT Effective date: 19940321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19940322 Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19940322 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19940331 Ref country code: CH Effective date: 19940331 Ref country code: BE Effective date: 19940331 |
|
| BERE | Be: lapsed |
Owner name: ALUSUISSE-LONZA SERVICES A.G. Effective date: 19940331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19941001 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19940321 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19941130 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19941201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 88810179.7 Effective date: 19941010 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 19990405 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20050321 |