EP0265801B1 - Straightening device for open profiles - Google Patents
Straightening device for open profiles Download PDFInfo
- Publication number
- EP0265801B1 EP0265801B1 EP19870115193 EP87115193A EP0265801B1 EP 0265801 B1 EP0265801 B1 EP 0265801B1 EP 19870115193 EP19870115193 EP 19870115193 EP 87115193 A EP87115193 A EP 87115193A EP 0265801 B1 EP0265801 B1 EP 0265801B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- head
- dressing
- profile
- slide
- servo motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/14—Recontouring
Definitions
- the invention relates to a device for dressing open profiles, in particular profile piles for sheet piling, with a supporting structure on which a holding device and a pre-dressing head are arranged.
- the holding device can be moved in the longitudinal direction of the supporting structure, tilted transversely thereto, and the height can be adjusted, while the pre-dressing head is designed as a profile press with a die and punch.
- the profile is first inserted between the die and the stamp, whereupon the stamp is lowered in order to straighten the profile in advance.
- the holder is then closed when the punch is in the down position and the profiles are trimmed by deliberately adjusting the height and / or the tilting angle of the holder at increasingly shorter distances from the pre-dressing head.
- Precise dressing of the profiles and in particular the profile edges by means of this device is very time-consuming and requires a great deal of experience by the operator in order to be able to remove deformations on the profiles properly.
- the invention has for its object to develop the generic device with structurally simple means so that open profiles with different deformations quickly, easily and properly to be trained.
- the support structure has slide rails which are formed by slide elements into which at least one slide is slidably inserted, which has openings in which hydraulic servomotors are arranged, which are connected to the slide via piston rods, that the holding device is formed by two servo-motor holders which are fastened to the slide, that the pre-dressing head with an associated servo motor, a roller head with an associated servo motor and an additional head are fastened to supports attached to the supporting structure, the pre-dressing head with its associated servo motor being fastened by a Servomotor rotatable and the roller head is vertically displaceable by the servomotor assigned to it.
- the device for aligning open profiles has great rigidity due to the design of the holder heads and their arrangement in the supporting structure. Profiles with different cross-sections and longitudinal shapes can be aligned quickly and easily. The device can be transported to the respective workstations with little effort and set up there free-standing. This makes it possible to align the profiles at the place of use for reuse.
- the device shown in the drawings has a longitudinally extending support structure 1 made of C and L profiles, which are connected to one another by welding.
- C-profiles 1a and 1b are arranged, on the walls of which slide rails 2 and 3 are fastened, which have sliding elements 2a, 2b, 2c and 3a, 3b, 3c that enable displacement in the longitudinal direction.
- slide rails 2 and 3 at least one slide 4 is slidably inserted, which has a box-shaped structure with continuous longitudinal openings 4a and 4b, in which hydraulically acting servomotors 5 and 6 are arranged, the piston rods 5a and 6a with their free ends with the slide 4 and their cylinders 5b and 6b are connected to the supporting structure 1.
- a holder 7 with a servo motor 8 is provided on one side, which serves for setting a movable dressing mold 7a, and on the other side a holder 9 with a servo motor 10, which serves for setting a movable dressing form 9a .
- the holders 7 and 9 are built the same.
- the support structure also has support arm sets 1c, 1d, 1e and 1f.
- a pre-dressing head 11 with a servo motor 12 is attached to the support arm set 1c.
- a roller head 13 with a servo motor 14 for its displacement arranged up and down.
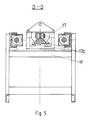
- the support arm set 1e carries burners 15 and 16 for heating the profile edges 17a and the profiles 17 (FIG. 5).
- An additional head 18 sits on the support arm set 1e for dressing the heated profile edges 17a.
- the servo motor 12 serves to feed a movable dressing tool 11a in the pre-dressing head 11.
- a servo motor 19 serves to rotate the pre-dressing head 11 together with its servo motor 12 by an angle of approximately 30 °.
- a correspondingly deformed profile 17 can thus be pre-dressed by the pre-dressing head 11 and its servo motor 12.
- One end of the profile 17 is inserted into the opening of the pre-dressing head 11 by a conveyor (not shown), the opening being created by moving the movable dressing tool 11a upwards with the aid of the servo motor 12.
- the profile 17 is dressed at the end piece mentioned in that the movable dressing tool 11a is pressed in the direction of an associated stationary dressing tool 11b with the aid of the servo motor 11.
- the profile 17 can be pushed further, whereby the dressed profile end piece is displaced into the opening formed by the movable dressing tool 7a, which sits on the holder 7 fastened to the slide 4. Thereafter, with the help of the servo motor 8 and via the movable dressing tool 7a, pressure is exerted on the end piece of the profile 17, the required clear width being set between the dressing tools 11a and 11b of the pre-dressing head 11. Furthermore, the hydraulic servo motors 5 and 6 Movement of the carriage 4 with its seated holders 7 and 9 actuated. The holder 9 is not yet effective in this dressing phase.
- the following section is then dressed like the previous one, the profile 17 being inserted into the roller head 13 in the second cycle and being pressed through it to the additional head 18.
- the profile 17 is fixed on the holder 9.
- the additional head 18 is provided for profiles 17 with profile edges 18a, which have been heated by means of the burners 15 and 16 arranged on the support arm set 1e.
- the roller head 13, which can be moved up and down in the support arm set 1d by the servo motor 14, provides for the final profile formation of the three main surfaces of the profile 17, the deformed profile edges 17a being bent into the correct position and arch or bending deformations of the dressing Profile 17 are eliminated.
- the dressing of these arc or bending deformations is carried out with the hydraulic servomotors 5 and 6 at a standstill by the vertical displacement of the roller head 13 up and down with the aid of the servo motor 14, thereby realizing a deformation value read from a scale that results from the free adjustment of the roller head 13 after the hydraulic servo motor 14 is released.
- torsional deformations of the profiles 17 are eliminated, the respective profile 17 being inserted into the device when the servomotors 5 and 6 are switched off, fixed in the holder 7 or in the holders 7 and 9 with the servo motor 19 being released, and the pre-dressing head 11 being deflected accordingly becomes.
- the pre-dressing head 11 is deflected by an angle corresponding to the torsional deformation of the profile 17 with respect to the axis of the device. By returning the pre-dressing head 11 in the opposite direction by the identical value of the angle of rotation using the hydraulic servo motor 19, the torsional deformation of the profile 17 is eliminated. When the dressing of the profile 17 is finished, it is transported to the storage location in the aligned state.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Heat Treatment Of Articles (AREA)
- Bulkheads Adapted To Foundation Construction (AREA)
- Straightening Metal Sheet-Like Bodies (AREA)
- Devices For Post-Treatments, Processing, Supply, Discharge, And Other Processes (AREA)
- Machines For Laying And Maintaining Railways (AREA)
Description
Die Erfindung betrifft eine Vorrichtung zum Abrichten offener Profile, insbesondere von Profilpfählen für Spundwände, mit einer Tragkonstruktion auf der eine Halteeinrichtung und ein Vorabrichtkopf angeordnet sind.The invention relates to a device for dressing open profiles, in particular profile piles for sheet piling, with a supporting structure on which a holding device and a pre-dressing head are arranged.
Bei einer solchen aus der DE-A-20 57 302 bekannten Vorrichtung zum Abrichten offener Profile ist die Halteeinrichtung in Längsrichtung der Tragkonstruktion verfahrbar, quer zu dieser kippbar und in der Höhe verstellbar, während der Vorabrichtkopf als Profilpresse mit Matritze und Stempel ausgebildet ist. Für ein Abrichten eines Profils wird das Profile zuerst zwischen Matritze und Stempel eingelegt, woraufhin der Stempel niedergefahren wird, um das Profil vorab zu richten. Anschließend wird bei niedergefahrenem Stempel der Halter geschlossen und durch gezielte Verstellung der Höhe und/oder des Kippwinkels des Halters in immer kürzer werdenden Abständen zum Vorabrichtkopf das Abrichten der Profile vollzogen. Ein genaues Abrichten der Profile und insbesondere der Profilränder mittels dieser Vorrichtung ist sehr zeitintensiv und erfordert viel Erfahrung der Bedienungsperson, um Deformationen an den Profilen einwandfrei beseitigen zu können.In such a device known from DE-A-20 57 302 for dressing open profiles, the holding device can be moved in the longitudinal direction of the supporting structure, tilted transversely thereto, and the height can be adjusted, while the pre-dressing head is designed as a profile press with a die and punch. To dress a profile, the profile is first inserted between the die and the stamp, whereupon the stamp is lowered in order to straighten the profile in advance. The holder is then closed when the punch is in the down position and the profiles are trimmed by deliberately adjusting the height and / or the tilting angle of the holder at increasingly shorter distances from the pre-dressing head. Precise dressing of the profiles and in particular the profile edges by means of this device is very time-consuming and requires a great deal of experience by the operator in order to be able to remove deformations on the profiles properly.
Der Erfindung liegt die Aufgabe zugrunde, die gattungsgemäße Vorrichtung mit konstruktiv einfachen Mitteln so weiterzubilden, daß sich offene Profile mit unterschiedlichen Verformungen schnell, einfach und einwandfrei abrichten zu lassen.The invention has for its object to develop the generic device with structurally simple means so that open profiles with different deformations quickly, easily and properly to be trained.
Diese Aufgabe wird erfindungsgemäß dadurch gelöst, daß die Tragkonstruktion Gleitschienen aufweist, die von Gleitelementen gebildet werden, in die wenigstens ein Schlitten verschiebbar eingesetzt ist, der Öffnungen aufweist, in denen hydraulische Servomotoren angeordnet sind, die über Kolbenstangen mit dem Schlitten verbundensind, daß die Halteeinrichtung von zwei Servomotoren aufweisenden Haltern gebildet wird, die an dem Schlitten befestigt sind, daß an an der Tragkonstruktion angebrachten Trägern der Vorabrichtkopf mit einem zugeordneten Servomotor, ein Rollenkopf mit einem zugeordneten Servomotor und ein Zusatzkopf befestigt sind, wobei der Vorabrichtkopf mit seinem zugeordneten Servomotor durch einen Servomotor drehbar und der Rollenkopf durch den ihm zugeordneten Servomotor vertikal verschiebbar ist.This object is achieved in that the support structure has slide rails which are formed by slide elements into which at least one slide is slidably inserted, which has openings in which hydraulic servomotors are arranged, which are connected to the slide via piston rods, that the holding device is formed by two servo-motor holders which are fastened to the slide, that the pre-dressing head with an associated servo motor, a roller head with an associated servo motor and an additional head are fastened to supports attached to the supporting structure, the pre-dressing head with its associated servo motor being fastened by a Servomotor rotatable and the roller head is vertically displaceable by the servomotor assigned to it.
Die Vorrichtung zum Ausrichten offener Profile weist aufgrund der Ausbildung der Halterköpfe sowie durch deren Anordnung in der Tragkonstruktion eine große Steifigkeit auf. Es lassen sich Profile mit unterschiedlichen Querschnitten und Längsformen schnell und einfach einwandfrei ausrichten. Die Vorrichtung kann mit wenig Aufwand zu jeweiligen Arbeitsstellen transportiert und dort freistehend aufgestellt werden. Dies ermöglicht es, die Profile jeweils am Einsatzort für den Wiedereinsatz auszurichten.The device for aligning open profiles has great rigidity due to the design of the holder heads and their arrangement in the supporting structure. Profiles with different cross-sections and longitudinal shapes can be aligned quickly and easily. The device can be transported to the respective workstations with little effort and set up there free-standing. This makes it possible to align the profiles at the place of use for reuse.
Anhand von Zeichnungen wird ein Ausführungsbeispiel der Erfindung näher erläutert. Es zeigt:
- Fig. 1
- eine Draufsicht auf eine Vorrichtung zum Abrich-Abrichten offener Profile,
- Fig. 2
- den Schnitt A-A von Fig. 1,
- Fig. 3
- den Schnitt B-B von Fig. 1,
- Fig. 4
- den Schnitt C-C von Fig. 1 und
- Fig. 5:
- den Schnitt D-D von Fig. 1.
- Fig. 1
- a plan view of a device for dressing-dressing open profiles,
- Fig. 2
- the section AA of Fig. 1,
- Fig. 3
- the section BB of Fig. 1,
- Fig. 4
- the section CC of Fig. 1 and
- Fig. 5:
- the section DD of Fig. 1st
Die in den Zeichnungen gezeigte Vorrichtung hat eine sich in Längsrichtung erstreckende Tragkonstruktion 1 aus C-und L-Profilen, die durch Verschweißen miteinander verbunden sind. Im oberen Teil der Tragkonstruktion 1 sind C-Profile 1a und 1b angeordnet, an deren Wänden Gleitschienen 2 bzw. 3 befestigt sind, welche ein Verschieben in Längsrichtung ermöglichende Gleitelemente 2a, 2b, 2c bzw. 3a, 3b, 3c aufweisen. In den Gleitschienen 2 und 3 ist wenigstens ein Schlitten 4 verschiebbar eingesetzt, der einen kastenförmigen Aufbau mit durchgehenden Längsöffnungen 4a und 4b aufweist, in denen hydraulisch wirkende Servomotoren 5 bzw. 6 angeordnet sind, deren Kolbenstangen 5a und 6a mit ihren freien Enden mit dem Schlitten 4 und deren Zylinder 5b bzw. 6b mit der Tragkonstruktion 1 verbunden sind.The device shown in the drawings has a longitudinally extending
Da der Durchmesser der Öffnungen 4a und 4b erheblich größer als der Außendurchmesser der Zylinder 5b bzw. 6b ist, ist der Schlitten 4 bezüglich der Zylinder 5b und 6b frei beweglich. An dem Schlitten 4 ist auf einer Seite ein Halter 7 mit einem Servomotor 8 vorgesehen, der für das Zustellen einer beweglichen Abrichtform 7a dient, und auf der anderen Seite ein Halter 9 mit einem Servomotor 10 angebracht, der für das Zustellen einer beweglichen Abrichtform 9a dient. Die Halter 7 und 9 sind gleich gebaut.Since the diameter of the
Die Tragkonstruktion hat ferner Tragarmsätze 1c, 1d, 1e und 1f.The support structure also has
An dem Tragarmsatz 1c ist ein Vorabrichtkopf 11 mit einem Servomotor 12 befestigt. An dem Tragarmsatz 1d ist ein Rollenkopf 13 mit einem Servomotor 14 für dessen Verschiebung nach oben und unten angeordnet. Der Tragarmsatz 1e trägt Brenner 15 und 16 zur Erhitzung der Profilränder 17a und der Profile 17 (Fig. 5). An dem Tragarmsatz 1e sitzt ein Zusatzkopf 18 zum Abrichten der erhitzten Profilränder 17a.A
Der Servomotor 12 dient zum Zustellen eines beweglichen Abrichtwerkzeuges 11a im Vorabrichtkopf 11. Ein Servomotor 19 dient zum Drehen des Vorabrichtkopfes 11 zusammen mit seinem Servomotor 12 um einen Winkel von etwa 30°. Ein entsprechend verformtes Profil 17 läßt sich somit durch den Vorabrichtkopf 11 und seinen Servomotor 12 vorabrichten. Das eine Ende des Profiles 17 wird durch einen nicht gezeigten Förderer in die Öffnung des Vorabrichtkopfes 11 eingelegt, wobei die Öffnung durch Verstellen des beweglichen Abrichtwerkzeugs 11a nach oben mit Hilfe des Servomotors 12 geschaffen wird. Das Profil 17 wird an dem genannten Endstück dadurch abgerichtet, daß das bewegliche Abrichtwerkzeug 11a in Richtung eines zugeordneten stationären Abrichtwerkzeuges 11b mit Hilfe des Servomotors 11 gedrückt wird. Wenn der Druck auf das bewegliche Abrichtwerkzeug 11a mit Hilfe des Servomotors 12 aufgehoben wird, kann das Profil 17 weitergeschoben werden, wodurch das abgerichtete Profilendstück in die von dem beweglichen Abrichtwerkzeug 7a gebildete Öffnung verschoben wird, das an dem am Schlitten 4 befestigten Halter 7 sitzt. Danach wird mit Hilfe des Servomotors 8 und über das bewegliche Abrichtwerkzeug 7a ein Druck auf das Endstück des Profils 17 ausgeübt, wobei zwischen den Abrichtwerkzeugen 11a und 11b des Vorabrichtkopfes 11 die erforderliche lichte Weite eingestellt wird. Ferner werden die hydraulischen Servomotoren 5 und 6 zur Verschiebung des Schlittens 4 mit seinen daransitzenden Haltern 7 und 9 betätigt. In dieser Abrichtphase ist der Halter 9 noch nicht wirksam. Durch Verschiebung des Schlittens 4 mit dem am Halter 7 festgelegten Profil 17 wird ein weiterer Abschnitt des Profils 17 durch den Vorabrichtkopf 11 gezogen, wodurch das Endstück mit dem Halter 7 zum Rollenkopf 17 gelangt. Das Abrichten des folgenden Abschnitts des Profils 17 erfolgt nach Umsteuerung des Halters 7 und der Servomotoren 5 und 6, wodurch der Schlitten 4 in die ursprüngliche Lage zum Vorabrichtkopf 11 verschoben wird.The
Der darauffolgende Abschnitt wird dann wie der vorhergehende abgerichtet, wobei im zweiten Zyklus das Profil 17 in den Rollenkopf 13 eingeführt und durch ihn hindurch zum Zusatzkopf 18 gedrückt wird. Nach dem Durchgang durch den Zusatzkopf 18 wird das Profil 17 am Halter 9 festgelegt. Der Zusatzkopf 18 ist für Profile 17 mit Profilrändern 18a vorgesehen, die mit Hilfe der am Tragarmsatz 1e angeordneten Brennern 15 und 16 erhitzt worden sind. Der Rollenkopf 13, der im Tragarmsatz 1d nach oben und unten durch den Servomotor 14 verschiebbar ist, sorgt für die endgültige Profilbildung der drei Hauptflächen des Profils 17, wobei die verformten Profilränder 17a in die richtige Stellung gebogen werden und Bogen- bzw. Biegeverformungen des abgerichteten Profils 17 beseitigt werden. Das Abrichten dieser Bogen- bzw. Biegeverformungen erfolgt bei stillstehenden hydraulischen Servomotoren 5 und 6 durch die vertikale Verschiebung des Rollenkopfes 13 nach oben und unten mit Hilfe des Servomotors 14, wodurch ein von einer Skala abgelesener Verformungswert verwirklicht wird, der sich aus dem freien Einstellen des Rollenkopfes 13 nach Freigabe des hydraulischen Servomotors 14 ergibt. Bei dem beschriebenen Abrichtprozeß werden auch Torsionsverformungen der Profile 17 beseitigt, wobei das jeweilige Profil 17 bei ausgeschalteten Servomotoren 5 und 6 in die Vorrichtung eingeführt, im Halter 7 oder in den Haltern 7 und 9 unter Freigabe des Servomotors 19 festgelegt und der Vorabrichtkopf 11 entsprechend ausgelenkt wird. Dabei wird der Vorabrichtkopf 11 um einen der Torsionsverformung des Profils 17 entsprechenden Winkel bezüglich der Achse der Vorrichtung ausgelenkt. Durch Rückführen des Vorabrichtkopfes 11 in entgegengesetzter Richtung um den identischen Wert des Drehwinkels mit Hilfe des hydraulischen Servomotors 19 wird die Torsionsverformung des Profils 17 beseitigt. Wenn das Abrichten des Profils 17 beendet ist, wird es im ausgerichteten Zustand zum Lagerplatz transportiert.The following section is then dressed like the previous one, the
Claims (1)
- Device for planing open profiled sections, in particular of profiled posts for sheet wallings, with a carrier construction (1) on which a holding device (7, 9) and a preplaning head (11) are provided,
characterised in that
the carrier construction (1) comprises sliding rails (2, 3), which are formed by sliding elements (2b, 2c, 3a, 3b, 3c), into which there is displaceably inserted at least one slide (4) which comprises openings (4a, 4b) in which there are disposed hydraulic servomotors (5, 6) which are connected to the slide (4) via piston rods (5a, 6a);
in that the holding device is formed by two holders (7, 9) which comprise servomotors (8, 19) and are secured on the slide (4);
in that on carriers (1c, 1d, 1f) of the preplaning head (11) mounted on the carrier construction (1) with an associated servomotor (12) there is secured a roller head (13) with an associated servomotor (14) and an additional head (16), wherein the preplaning head (11) with the associated servomotor (12) thereof can be rotated by a servomotor (19) and the roller head (13) can be displaced vertically by the servomotor (14) associated therewith.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL262182 | 1986-10-31 | ||
| PL26218286A PL153047B1 (en) | 1986-10-31 | 1986-10-31 | Device for regenerating open-box shapes,especially of water-tight piles and sheet-piles |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0265801A2 EP0265801A2 (en) | 1988-05-04 |
| EP0265801A3 EP0265801A3 (en) | 1988-08-10 |
| EP0265801B1 true EP0265801B1 (en) | 1991-07-10 |
Family
ID=20033327
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19870115193 Expired - Lifetime EP0265801B1 (en) | 1986-10-31 | 1987-10-16 | Straightening device for open profiles |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP0265801B1 (en) |
| JP (1) | JPS63115620A (en) |
| CS (1) | CS771487A2 (en) |
| DD (1) | DD267441A5 (en) |
| DE (1) | DE3771299D1 (en) |
| HU (1) | HU200566B (en) |
| PL (1) | PL153047B1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103230959B (en) * | 2013-04-07 | 2015-07-01 | 江阴江顺铝型材成套设备制造有限公司 | Guide rail and mobile terminal jaw support cooperation structure |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1253999B (en) * | 1964-12-10 | 1967-11-09 | Rmi Gmbh & Co Kg | Hydraulic straightening press |
| US3257832A (en) * | 1965-03-01 | 1966-06-28 | Harvey Aluminum Inc | Method and apparatus for finishing extrusions |
| DE2057302C3 (en) * | 1970-11-21 | 1979-02-01 | Wilhelm 2831 Wesenstedt Sudmann | Device for straightening sheet piles or similar workpieces |
| PL129119B1 (en) * | 1980-03-25 | 1984-03-31 | Przedsieb Budownictwa Inzynier | Method of and apparatus for regenerating shapes of open cross-section in particular sheet piles and water-tight piles |
| DE3309572A1 (en) * | 1983-03-17 | 1984-09-20 | Maschinenfabrik Christian Häusler AG, Duggingen | Straightening and calibrating machine |
-
1986
- 1986-10-31 PL PL26218286A patent/PL153047B1/en unknown
-
1987
- 1987-10-16 DE DE8787115193T patent/DE3771299D1/en not_active Expired - Fee Related
- 1987-10-16 EP EP19870115193 patent/EP0265801B1/en not_active Expired - Lifetime
- 1987-10-26 HU HU476387A patent/HU200566B/en not_active IP Right Cessation
- 1987-10-28 CS CS877714A patent/CS771487A2/en unknown
- 1987-10-29 DD DD30842187A patent/DD267441A5/en not_active IP Right Cessation
- 1987-10-31 JP JP27724187A patent/JPS63115620A/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| PL262182A1 (en) | 1988-06-23 |
| DE3771299D1 (en) | 1991-08-14 |
| JPS63115620A (en) | 1988-05-20 |
| HU200566B (en) | 1990-07-28 |
| CS771487A2 (en) | 1990-05-14 |
| DD267441A5 (en) | 1989-05-03 |
| PL153047B1 (en) | 1991-02-28 |
| HUT45416A (en) | 1988-07-28 |
| EP0265801A2 (en) | 1988-05-04 |
| EP0265801A3 (en) | 1988-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2839978C2 (en) | ||
| DE3346523C2 (en) | Device for assembling a motor vehicle body | |
| DE2627972C2 (en) | Swivel bending machine | |
| DE3311766C2 (en) | ||
| DE4022951C2 (en) | Bending straightener for profile sections | |
| DE2128717C3 (en) | Method for applying a metallic spacer to the pane edges of one of the rectangular glass plates of insulating glazing and device for carrying out the method | |
| EP2077166B1 (en) | Longitudinal edge machining device for sheet metal | |
| DE1237409B (en) | Device for welding, in particular arc welding, of supports made of sheet metal | |
| AT389657B (en) | METHOD FOR BENDING PROFILE OR WAVE SHEETS AND DEVICE FOR CARRYING OUT THE METHOD | |
| DE3411023C2 (en) | Device for producing and / or processing laminated workpieces | |
| DE2002015A1 (en) | Longitudinal welding of tubes | |
| DE2943960A1 (en) | METHOD FOR SHAPING ELBOW AND DEVICE FOR IMPLEMENTING THE METHOD | |
| DE69008120T2 (en) | Device for the gradual positioning, processing and post-treatment of corners of window or door frames made of plastic in a laterally arranged work station. | |
| EP0265801B1 (en) | Straightening device for open profiles | |
| DE2621902B2 (en) | Method and device for bending heated glass panes | |
| EP0125540B1 (en) | Apparatus for making tubes with holes in the walls | |
| DE60114045T2 (en) | DEVICE FOR COMPLETING REINFORCING CREWS AND CORRESPONDING METHOD | |
| WO2021013810A1 (en) | Tool and method for processing planar workpieces, in particular metal sheets | |
| DE2201791C3 (en) | Clamping and straightening device for preferably conical, slotted tube-like masts or the like pressed from sheet metal. with a pipe welding device | |
| DE4034248A1 (en) | DEVICE FOR BENDING SHEET | |
| EP0564446A1 (en) | Method and device for orientating straight bars | |
| DE2248679C3 (en) | Swivel bending machine | |
| DE2900672A1 (en) | Bending of long material such as pipe or plate - esp. via machine contg. row of bending rolls for mfg. serpentine pipe coils | |
| DE2614533C2 (en) | Automatic material feed device for bar lathes, in particular for automatic lathes | |
| DE2057302C3 (en) | Device for straightening sheet piles or similar workpieces |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): BE DE FR GB IT NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): BE DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19881031 |
|
| 17Q | First examination report despatched |
Effective date: 19890519 |
|
| DIN1 | Information on inventor provided before grant (deleted) | ||
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: KRUPOWICZ, JERZY |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE |
|
| REF | Corresponds to: |
Ref document number: 3771299 Country of ref document: DE Date of ref document: 19910814 |
|
| EN | Fr: translation not filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20001228 Year of fee payment: 14 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020702 |