EP0227429A2 - Biegemaschine für Rohre und Stangen - Google Patents
Biegemaschine für Rohre und Stangen Download PDFInfo
- Publication number
- EP0227429A2 EP0227429A2 EP86309866A EP86309866A EP0227429A2 EP 0227429 A2 EP0227429 A2 EP 0227429A2 EP 86309866 A EP86309866 A EP 86309866A EP 86309866 A EP86309866 A EP 86309866A EP 0227429 A2 EP0227429 A2 EP 0227429A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- bend
- workpiece
- bending machine
- tube
- collet chuck
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/02—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment
- B21D7/024—Bending rods, profiles, or tubes over a stationary forming member; by use of a swinging forming member or abutment by a swinging forming member
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D7/00—Bending rods, profiles, or tubes
- B21D7/12—Bending rods, profiles, or tubes with programme control
Definitions
- This invention relates to a numerically controlled bending machine for metallic tube or rod workpieces, and provides a machine of this kind which is accurate and quick in action.
- Bending machines which bend tube or rod workpieces to a predetermined angle at a predetermined radius of curvature.
- For a complex bending operation to provide a sequence of bends in a single piece of tube or rod, it is of course necessary that such machines should also be capable of permitting axial rotation of the workpiece between successive bending operations, and should also permit the tube or rod to be advanced between successive bending positions.
- Known bending machines are typically hydraulically controlled, in which the extent of the angle of bend is determined by the volume of hydraulic fluid which passes into a hydraulic cylinder to cause movement of the bend head.
- Such machines are inherently inaccurate, since hydraulic fluid is to a certain extent compressible. Consistently repeatable bends are thus difficult to obtain.
- any inherent inaccuracy is accentuated by the tendency of tube and rod, particularly when made from a material such as titanium, to spring back somewhat from the predetermined bend angle. To compensate for this, it is necessary to increase the predetermined bend angle but determination of the extent of increase is largely an empirical process and hence intrinsically inaccurate and is in any event time-consuming.
- a numerically-controlled bending machine for tube or rod workpieces comprises a bend head including a bend former, collet chuck means for supporting a workpiece at a predetermined position and axial orientation adjacent the bend former, and means for clamping the workpiece against the bend former, the bend head being operated to rotate the bend former by a rack and pinion arrangement, wherein the rack includes a pre-settable mechanical stop to control the extent of movement thereof and hence the extent of bend angle.
- the mechanical stop includes shock-absorbing means to facilitate bending operations carried out at high speed without causing mechanical damage either to the machine or to the workpiece.
- bends may be accurately and consistently carried out at high speed irrespective of the nature of the force applied to the rack or to any fluctuation or variation therein.
- the rack is pneumatically-operated.
- the clamping means includes a jaw for clamping the workpiece against the bend former and which is preferably displaceable out of the plane of the bend to allow the workpiece to be advanced between successive bend positions.
- the operation of the machine is controlled automatically by means of a programmable numerical control system.
- the various movements of the machine are effected, either by compressed air or by electrical stepper motors, and the control system controls the air valves and the rotation of the motors in accordance with a pre-set programme.
- hydraulic cylinders or other forms of motor could alternatively be used.
- the actual bending parameters are detected and relayed to the control system by appropriate encoders, the bending operation or sequence of bending operations thereby proceeding automatically according to the parameters in the programme.
- the bend head preferably includes a bend head encoder for detection and feedback of actual bend head angular travel and the workpiece supporting means preferably includes a linear encoder for detection and feedback of longitudinal axial displacement of the workpiece and a rotary encoder for detection and feedback of angular axial displacement (axial rotation) of the workpiece.
- the workpiece is preferably moved to the predetermined bend position and angle by the use of stepper motors operating through suitable mechanical drive means and controlled by the appropriate encoders acting through the numerical control system.
- the mechanical stop is preferably pre-set by means of a stepper motor acting on a screw-threaded push rod to advance or retract the stop position.
- the collet chuck workpiece supporting means is preferably of open-ended cylindrical form and is mounted on a movable carriage which rides on a guideway for advancing or retracting the carriage towards or away from the bend head.
- a chuck allows the workpiece or a mandrel for supporting the workpiece to pass concentrically therethrough.
- collet chuck comprises a plurality of jaws mounted on resilient arms for pivotal movement between open and closed positions and biassed towards the open position, and an actuating annular member, preferably a slidable sleeve having a bevelled inner end surface and an annular nose section which bear against outwardly-sloping external surfaces of the jaws, whereby actuation of the annular member to close the jaws results in a first closing stage in which the nose section pivots the jaws against the biassing pressure and a second closing stage in which the resilient arms are deformed inwardly.
- actuating annular member preferably a slidable sleeve having a bevelled inner end surface and an annular nose section which bear against outwardly-sloping external surfaces of the jaws, whereby actuation of the annular member to close the jaws results in a first closing stage in which the nose section pivots the jaws against the biassing pressure and a second closing stage in which the resilient arms are deformed inwardly.
- the actuating sleeve is preferably operated by a pneumatic double-acting annular piston and cylinder arrangement whereby the workpiece or mandrel to be gripped in the jaws lies concentrically within the central space of the cylinder.
- the collet chuck preferably also is provided with means to rotate the workpiece or mandrel axially according to the required parameters programmed into the numerical control system.
- the rotation means comprise a stepper motor driving the collet chuck via a toothed belt and controlled via a rotary encoder, although other power or transmission means may be used if desired.
- the movable carriage on which the collet chuck is mounted includes a tube rotary/linear encoder for detection of any discrepancy between the linear or rotational movement of the collet chuck and actual movement of the workpiece or mandrel for example if the workpiece was obstructed or the jaws of the chuck failed to grip the workpiece. Any discrepancy between the movement recorded by the relevant collet chuck encoder and the tube encoder and outside the programmed limits of tolerance would automatically result in an error being recorded.
- the carriage is moved along the guideway by means of a ball screw driven by a stepper motor.
- the workpiece is passed from a feed hopper or magazine through the chuck and positioned so that it lies adjacent the bend former, which is replaceable so that the external profile thereof may be selected to match the external diameter of the workpiece and also according to the desired radius of curvature of the bend.
- two or more different-sized bend formers may be stacked one on another.
- the collet chuck and the bend head on which the bend former is mounted are laterally and vertically adjustable with respect to each other, preferably automatically by means of stepper motors controlled by appropriate encoders acting on the collet chuck to allow the chuck to be displaced to align the workpiece with different sized formers or with a selected former in a stack.
- the actuator of the collet chuck causes the jaws to grip the workpiece and if required the collet chuck is moved longitudinally and/or axially to locate the workpiece at a predetermined position and/or axial orientation with respect to the bend head.
- the workpiece is then clamped to the bend head which is caused to rotate a predetermined angle, controlled by the setting of the mechanical stop.
- the jaws of the collet chuck are released prior to the bend operation, so that the workpiece is permitted to advance through the chuck as bending proceeds.
- a linear encoder is preferably associated with the bend head to detect any spring-back in the workpiece from the programmed bend angle, and to feed a signal back to the main controller for automatic error correction of the next successive bend.
- a mandrel may be located therein and a workpiece slid over the end of the mandrel for a subsequent bending operation.
- the end of the mandrel is rounded, or the end region thereof has a sloping curved profile, and lies adjacent the bend former to maintain the cross section of the tube workpiece substantially circular as the bend is formed, that is, to prevent or reduce any tendency for the tube wall at the outside of the bend to become flattened as the bend is formed.
- a suitably-shaped mandrel may be located adjacent the bend former for supporting the workpiece for this purpose.
- an adjustable wiper die block may be located to prevent wrinkling of the tube on the inside of the bend.
- the software controlling the computer uses "user-friendly" language and the operator is requested to input all the relevant bend parameters such as workpiece diameter, bend radius, distance between bends, bend angle, plane of bend and the like.
- the parameters which may be either in metric or Imperial units, are automatically convertible into C.N.C. language for automatic control of the bending operation or sequence of bending operations.
- the parameters of workpiece advance, workpiece turn and bend angle are controlled by stepper motors, for example, according to the input information, and any slippage of the workpiece in the collet chuck, either axially or longitudinally, and any spring-back in the bend are detected and fed back to the main controller by means of the tube rotary/linear encoder and the bend head encoder respectively.
- the tube to be bent is gripped in a collet chuck l operated by compressed air.
- the chuck is mounted on a movable carriage 2 which rides on a guideway 3.
- This guideway contains a ball screw (not visible in the drawing) for advancing or withdrawing the carriage 2 and this is rotated by means of a stepper motor 4.
- a second stepper motor 5 rotates the collet l by means of a toothed belt 6, so that the tube carried in the collet may be rotated about its axis by the stepper motor under the control of the programme to a high accuracy.
- the bending head comprises a fixed member l0 and a rotatable member ll, rotated by means of a pinion wheel l2 engaged by a rack l3, the operating mechanism of which will be described below.
- the shaft of the pinion wheel l2 carries a former l4 having an arcuately-profiled circumferential edge around which the tube is to be bent.
- the tube when held in the collet, passes across the front of this former (note that the alignment of the collet axis and the former is not obvious from the drawing since the drawing is an exploded view in which the parts are relatively displaced).
- Lateral and vertical adjusting means are provided with the collet chuck to allow the chuck to be displaced to align the tube with different sized formers when bends of different radii are to be made.
- the moving element of the head ll carries a clamping jaw l5 borne by a supporting member l6 and this is driven by an air cylinder l7 through a linkwork l8 so as to clamp the tube against the fomer l4 at the start of each bending operation and to release it when each bend is completed.
- the air cylinder l7 and linkwork l8 also moves the clamping jaw l5 and the supporting member l6 vertically so that the jaw l5 can be displaced by lowering it out of the plane of the bend.
- the tube lies across the front face of the former l4, the rack l3 is in the position shown in the movable element ll of the bending head abuts against the fixed element l0. Note that in the drawing the element ll is shown as rotated into the position it would occupy at the conclusion of a 90° bend in order not to obscure the details of the rack and pinion mechanism.
- the rack l is actuated by a pneumatic cylinder 20, the piston rod of which carries a guide bar 2l on which is mounted a stop block 22, carrying stops 23, 24 provided with shock absorbers.
- the carriage 25 slides along a pair of guide rails 26, 27 and carries a stepper motor 28 rotating a screw 29.
- This screw passes through a fixed member and carries at its far end a mechanical stop 30, the position of which is adjustable by rotating the screw 29 by means of the stepper motor 28.
- a tube rotary/linear encoder assembly 3l is fitted to the carriage 2 to move with the collet chuck l.
- a rotary encoder 32 measures tube rotation via a collet 33 clamped to the tube; the collet 33 is rotatable in a ball bearing should the tube slip in the collet chuck l.
- a linear encoder 34 detects axial movement of the tube should it slip through the collet chuck l.
- a centre former encoder 35 detects and feeds back to the main controller the amount of spring back in the tube and a rotary bend head encoder 36 detects and feeds back to the main controller the actual amount of bend head travel.
- a length of tube is fed into the collet l where it is clamped by the pneumatic mechanism of the collet, which will be described below, the carriage 2 is then at least in a partially retracted position along the guide way 3, and the pneumatic cylinder 20 is actuated so that the rack l3 is fully withdrawn, with the stop 24 against the end face of the cylinder mounting.
- the movable member of the bending head ll lies flat against the fixed member l0 and the clamp l5 is in the open position where it is maintained by the supply of air to the cylinder l7.
- the tube to be bent lies along the profiled edge of the former l4, the collet chuck having been laterally and/or vertically adjusted as necessary to align the tube with the edge of the former.
- the stepper motor 4 is rotated to advance the carriage 2 until the tube comes into position for the first bend.
- the stepper motor 28 is then actuated to advance the screw 27 until the stop 30 is positioned so as to define the required angle of bending after allowing for springback; with the machine shown this angle may be up to a maximum which is somewhat in excess of l80°.
- the control system then bends the tube by successively actuating the air cylinder l7 to clamp the tube against the former l4, releasing the jaws of the collet chucks and then supplying air to the cylinder 20 to advance the rack l3 and rotate the movable element ll of the bending head until the stop 23 abuts against the stop 30.
- the collet chuck jaws are then re-applied to grip the tube and clamping pressure at the bend former is released by suitably actuating the cylinder l7.
- the clamping jaw l5 is then displaced below the plane of the bend and hence below the bent portion of tube and the stepper motor 4 is actuated to advance the tube into position for the next bend.
- the stepper motor 5 is then actuated to rotate the tube as necessary so as to ensure that the next bend is in the correct plane.
- the movable element ll of the bend head is then returned to the closed position against the fixed element l0 under the influence of the the cylinder 20 the movement being terminated by the stop 24 abutting the head of the mounting of the cylinder 20, the clamping jaw l5 is raised in line with the tube, and the bending sequence is repeated, the whole being carried out under the control of the numerical control system.
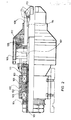
- Figure 2 is a diagrammatic longitudinal part cross-section of the collet chuck assembly.
- the tube l0l which carries the chuck itself, passes through a bearing housing l02 fixed to the carriage 2 of Figure l.
- the chuck rotates in bearings l03 carried in the bearing housing l02, and is turned by means of a toothed belt engaging the wheel l04.
- the chuck jaws are pneumatically operated by an annular piston l05 working in a cylinder l06 and surrounding a sleeve l07 which forms a continuation of the tube l0l.
- the piston carries an actuator l08 which will be described more fully below and is double-acting, air under pressure being admitted to one or the other side of the piston and allowed to escape from the opposite side to cause the actuator to be extended or withdrawn.
- the supply of actuating air is brought to the bearing housing through ports l09, ll0 each of which comprises a passageway formed in the housing and terminating in an annular groove on its internal bearing surface. O-ring seals are provided, as shown, to prevent the escape of air.
- O-ring seals are provided, as shown, to prevent the escape of air.
- air pressure is applied to the port l09 and the air passes through passageways lll formed in the wall of the tube l0l and the flanged end of the sleeve l07 to act on the rear of the piston l05.
- the pressure at the portion l09 is released and air under pressure is applied to the port ll0.
- the collet chuck itself has four jaws ll3, each being hinged and sprung outwards in such a way that when it is forced inwards by the actuator it can rotate against the spring until the gripping surface of the jaw is parallel with the axis of the chuck.
- the shape of the rear end of the hinged portion is such that at this point the pivotal movement ceases, and further gripping of the tube is achieved in the usual way by deformation of the arm ll4 of the collet.
- the rear face of the jaw ll3 inclines outwards at an angle and is engaged by the inner surface of the actuator l08, which consists of a steel tube having an inner bevel at the end engaging the wedge-shaped outer surface of the hinged jaw.
- the chuck jaws are opened by applying air pressure to the port ll0, moving the piston to the left in the view shown in the diagram, and withdrawing the actuator l08 allowing the jaws ll3 to be opened by their springs.
- air pressure at the port ll0 is released and pressure is applied at the port l09, driving the piston to the right, extending the actuator, and forcing the jaws, firstly to hinge inwards against the spring, and then further closing the collet chuck in the normal manner.
- the tube bending operation then continues as described above.
- the collet chuck described above is suitable for use with components carrying pipe fittings and the like, or multi-diameter pipes, or pipes not having straight parallel walls.
- the collet chuck allows a workpiece to pass concentrically therethrough and advanced progressively from one bend position to the next, the workpiece being drawn freely through the chuck as each bend is formed, but grips the workpiece between successive bends, for positive and accurate positioning of the workpiece in relation to the bend former.
- the mechanical movements are carried out by pneumatic cylinders and by electrical stepper motors.
- pneumatic cylinders and by electrical stepper motors.
- hydraulic cylinders could be used for the various movements or ordinary electric motors coupled with position sensors and feedback control.
- the invention also includes a bending machine for tube or rod workpieces, in which the required bend parameters are programmable into a numerical control system and the actual bend parameters are measurable by means of linear and/or rotary encoders which in use detect information relating to actual bend parameters selected from at least one of distance between successive bends, bend plane angle between successive bends, bend angle and bend spring-back, and feed the information back to the control system for verification and/or adjustment in relation to the required bend parameters.
- the invention also includes a method for controlling the bend parameters of a tube or rod workpiece in a bending machine, the method comprising supply of the required bend parameters including at least one of distance between successive bends, bend plane angle between successive bends, and bend angle to a programmable numerical control system, measurement of the actual bend parameters including spring-back by linear and/or rotary encoders, and feedback of the information so obtained to the numerical control system, whereby the actual bendparameters are continuously monitored and adjusted in relation to the required parameters.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8531440 | 1985-12-20 | ||
| GB858531440A GB8531440D0 (en) | 1985-12-20 | 1985-12-20 | Bending machine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0227429A2 true EP0227429A2 (de) | 1987-07-01 |
| EP0227429A3 EP0227429A3 (de) | 1989-08-16 |
Family
ID=10590080
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP86309866A Withdrawn EP0227429A3 (de) | 1985-12-20 | 1986-12-17 | Biegemaschine für Rohre und Stangen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0227429A3 (de) |
| GB (1) | GB8531440D0 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2235640A (en) * | 1989-09-07 | 1991-03-13 | Usui Kokusai Sangyo Kk | Tube bending machine with programmed bending |
| AU624997B2 (en) * | 1989-09-20 | 1992-06-25 | Evg Entwicklungs-U. Verwertungs-G.M.B.H. | Device for bending rod-like material to form concrete reinforcements |
| EP0786293A1 (de) * | 1996-01-25 | 1997-07-30 | C.M.L. COSTRUZIONI MECCANICHE LIRI S.r.l. | Eine Rohrhaltevorrichtung für Rohrbiegemaschinen mit automatischer Positionierung des Rohres |
| EP0872293A2 (de) * | 1997-03-21 | 1998-10-21 | BLM S.p.A. | Maschine zum Biegen von Rohren und Stangenmaterial |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113458193A (zh) * | 2021-07-09 | 2021-10-01 | 福建省立新船舶工程有限公司 | 一种冷弯装置 |
| CN117086156B (zh) * | 2023-10-18 | 2023-12-29 | 江苏麦合新材料科技有限公司 | 一种钛管弯管机 |
| CN118616544B (zh) * | 2024-08-12 | 2024-10-22 | 南通市正中钢管有限公司 | 一种无缝钢管弯管机 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US279473A (en) * | 1883-06-12 | Manufacture of steel by the open-hearth process | ||
| US3352136A (en) * | 1965-03-22 | 1967-11-14 | Conrac Corp | Metal forming machine |
| US3821525A (en) * | 1972-03-16 | 1974-06-28 | Conrac Corp | Method and apparatus for automatically compensated tube bending |
| DE3019111A1 (de) * | 1980-05-20 | 1981-11-26 | Ermeto, Bezons | Biegevorrichtung fuer rohre |
-
1985
- 1985-12-20 GB GB858531440A patent/GB8531440D0/en active Pending
-
1986
- 1986-12-17 EP EP86309866A patent/EP0227429A3/de not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US279473A (en) * | 1883-06-12 | Manufacture of steel by the open-hearth process | ||
| US3352136A (en) * | 1965-03-22 | 1967-11-14 | Conrac Corp | Metal forming machine |
| US3821525A (en) * | 1972-03-16 | 1974-06-28 | Conrac Corp | Method and apparatus for automatically compensated tube bending |
| DE3019111A1 (de) * | 1980-05-20 | 1981-11-26 | Ermeto, Bezons | Biegevorrichtung fuer rohre |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2235640A (en) * | 1989-09-07 | 1991-03-13 | Usui Kokusai Sangyo Kk | Tube bending machine with programmed bending |
| DE4028419A1 (de) * | 1989-09-07 | 1991-03-21 | Usui Kokusai Sangyo Kk | Rohrbiegemaschine |
| GB2235640B (en) * | 1989-09-07 | 1994-04-06 | Usui Kokusai Sangyo Kk | Tube bending machine |
| AU624997B2 (en) * | 1989-09-20 | 1992-06-25 | Evg Entwicklungs-U. Verwertungs-G.M.B.H. | Device for bending rod-like material to form concrete reinforcements |
| EP0786293A1 (de) * | 1996-01-25 | 1997-07-30 | C.M.L. COSTRUZIONI MECCANICHE LIRI S.r.l. | Eine Rohrhaltevorrichtung für Rohrbiegemaschinen mit automatischer Positionierung des Rohres |
| US5771735A (en) * | 1996-01-25 | 1998-06-30 | C.M.L. Costruzioni Meccaniche Liri S.R.L. | Support arm assembly for pipe bending machines with automatic pipe positioning |
| EP0872293A2 (de) * | 1997-03-21 | 1998-10-21 | BLM S.p.A. | Maschine zum Biegen von Rohren und Stangenmaterial |
| EP0872293A3 (de) * | 1997-03-21 | 1998-12-23 | BLM S.p.A. | Maschine zum Biegen von Rohren und Stangenmaterial |
| US5946960A (en) * | 1997-03-21 | 1999-09-07 | Blm S.P.A. | Bending machine for bending pipes and wire-like material in general |
Also Published As
| Publication number | Publication date |
|---|---|
| GB8531440D0 (en) | 1986-02-05 |
| EP0227429A3 (de) | 1989-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4416136A (en) | Pipe-bending machine | |
| US5372568A (en) | Machine tool with automatic tool changer, having mechanism for utilizing relative movements of tool and tool changing gripper to clamp and unclamp the tool | |
| GB2026361A (en) | Pipe bending equipment | |
| US5406870A (en) | Method and apparatus for cutting tubing | |
| CN109794629B (zh) | 扳手自动钻孔设备 | |
| KR100818840B1 (ko) | 장척재의 절곡 가공 장치 | |
| US4576028A (en) | Method of making a coil spring and apparatus therefor | |
| EP0227429A2 (de) | Biegemaschine für Rohre und Stangen | |
| US4355525A (en) | Production tube bending machine | |
| US4625531A (en) | Bending machine | |
| US4614265A (en) | Apparatus for automatically splitting transfer feed rails in a transfer feed press | |
| US6854311B2 (en) | Bending machine for tubing, bar and the like | |
| JP3231671B2 (ja) | 鍛造プレス機のビレット供給装置 | |
| US10895862B2 (en) | Machining system with machine tool and robot for attaching and detaching workpiece | |
| US3496747A (en) | Numerically controlled spinning machine | |
| US3426562A (en) | Machine for bending metal tubes | |
| CA2184460C (en) | Bending machine for elongate workpieces | |
| US3943746A (en) | Automatic aligning process and aligning press having a single aligning station | |
| CN112344897B (zh) | 基于轴类工件测量机器人的测量方法 | |
| JP4780911B2 (ja) | パイプ支持機構を具備するレーザ加工装置 | |
| CA1333355C (en) | Method and apparatus for forming a barrel coil spring | |
| CZ66898A3 (cs) | Šroubovací zařízení | |
| US3808856A (en) | Tube bending apparatus | |
| US5709117A (en) | Collet assembly for bending apparatus | |
| US3505852A (en) | Tube bending machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE ES FR GB GR IT LI LU NL SE |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19900219 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: REES, JOHN CHRISTOPHER Inventor name: ANDREAS, CONSTANTIS |